ОБЛАСТЬ ТЕХНИКИ
Изобретение относится к области агрегатов для производства песчаных литейных форм или компонентов песчаных литейных форм.
УРОВЕНЬ ТЕХНИКИ
Металлическое литье часто выполняется с помощью песчаных литейных форм, производящихся в агрегатах для производства песчаных литейных форм или компонентов песчаных литейных форм, устанавливаемых последовательно в ряд и транспортируемых на заливочный плац для заполнения металлом пространства между такими формами или компонентами форм. Такие агрегаты часто содержат механизмы для установки стержней между песчаными литейными формами или компонентами песчаных литейных форм.
Такие агрегаты для производства песчаных литейных форм обычно содержат прямоугольную, в целом, формующую камеру, в которую вводят песок (например, путем продувки или под действием силы тяжести) через бункер или конус засыпного устройства, расположенный над формующей камерой. Вышеупомянутую камеру закрывают с помощью двух запирающих деталей или замыкающих пластин, таких как передняя и задняя пластины, между которыми прессуют песок для формирования песчаной литейной формы или компонента песчаной литейной формы. Например, одной из вышеупомянутых пластин может быть подвижная и поворотная передняя пластина, установленная для обеспечения выхода литейной формы или элемента литейной формы, а задняя пластина может быть установлена на противоположном конце камеры и может быть связана уплотняющим поршнем, также служащим для проталкивания и, соответственно, извлечения литейной формы через переднюю часть камеры. В агрегатах такого типа получение литейной формы может начинаться с ввода песка в формующую камеру. Далее, в фазе сжатия цикла формования, песок прессуют между передней и задней пластинами. Затем, в фазе извлечения цикла формования, переднюю пластину открывают и устанавливают под углом для обеспечения выхода литейной формы, толкаемой задней пластиной, из формовочной камеры. Описание агрегатов такого типа приводится, например, в патентах US-B-7007738 и US-B-6092585. В них раскрыты вертикальные агрегаты для производства литейных форм, содержащие формующие камеры, закрывающиеся с помощью подвижной и поворотной передней пластины и задней пластины, установленной на конце извлекающего поршня, песчаные литейные формы прессуются давлением двух пластин. Таким образом, формы получают циклически, извлекают из формующей камеры, выравнивают и размещают друг против друга в ряд, а затем отправляют на заливочный плац и т.д. Другие примеры вертикальных агрегатов для производства песчаных литейных форм раскрыты в US-A-4442882, ЕР-А-1101548, WO-A-01/12360, ЕР-А-1219830, US-B-7806161 и ЕР-А-2357050.
Как правило, передняя и задняя пластины снабжены модельными плитами, как раскрыто, например, в патенте US-B-7806161, вышеупомянутую модельную плиту выбирают в соответствии с шаблоном или формой передней и задней поверхностей песчаных литейных форм. Таким образом, при использовании агрегата для производства песчаных литейных форм, отличающихся от произведенных ранее по форме, необходимо выполнить замену модельных плит. Модельные плиты устанавливают с использованием любых подходящих средств на передние и задние пластины, также известные как прессовые плиты. Замена модельных плит обычно включает в себя удаление используемых ранее модельных плит с передних и задних пластин, соответственно, и установку модельных плит нового образца на передние и задние пластины, соответственно. Эта процедура, традиционно, выполняется вручную. Принимая во внимание довольно большой вес плит, оператор по мере необходимости использует какое либо подъемное устройство.
ОПИСАНИЕ ИЗОБРЕТЕНИЯ
Несмотря на использование оператором подъемных механизмов, замена модельных плит остается достаточно сложной для оператора процедурой, сопряженной с рисками, характерными для манипуляций с тяжеловесными объектами. Принимая во внимание необходимость установки модельных плит на поверхности передних и задних пластин, находящихся внутри формовочной камеры, оператор должен иметь доступ к зонам, доступ к которым затруднен и сопряжен с риском в случае неисправности предохранительных механизмов агрегата. Таким образом, было выдвинуто предположение о предпочтительности сокращения необходимости вмешательства человека в процедуру замены модельных плит.
Одним из решений может быть использование робота или манипулятора, установленного на полу рядом с агрегатом и предназначенного для перемещения модельных плит между хранилищами, например, вагоном или платформой с приспособлениями для хранения модельных плит, откуда новые модельные плиты можно взять и куда использованные ранее модельные плиты можно переместить. Тем не менее, такой робот занимает часть площади пола и может стать препятствием для операторов, работающих в зоне агрегата, например, при производстве песчаных литейных форм или во время технического обслуживания. Наличие робота такого вида также может затруднить выполнение уборки, например, уборки пола заводского цеха.
Первый аспект изобретения относится к агрегату для производства песчаных литейных форм, содержащий конструкцию агрегата, включающую в себя, например, несущую конструкцию и/или корпус, такой корпус, включающий в себя, например, крышу и боковую стенку. Конструкция агрегата содержит формовочную камеру, переднюю пластину и заднюю пластину, указанная передняя пластина и задняя пластина выполнены с возможностью прессования песка внутри указанной формующей камеры с целью формирования песчаной литейной формы, при этом передняя пластина и задняя пластина выполнены с возможностью установки соответствующих модельных плит для формования передней и задней поверхностей песчаной литейной формы в соответствии с определенным шаблоном. Конструкция агрегата может дополнительно содержать, например, устройство подачи песка в формующую камеру.
В соответствии с этим аспектом изобретения, агрегат дополнительно содержит манипулятор, предназначенный для замены модельных плит, вышеупомянутый манипулятор крепят к конструкции агрегата, то есть к каркасу и/или корпусу конструкции агрегата. Например, манипулятор может быть прикреплен к боковой поверхности конструкции агрегата или к верхней части конструкции агрегата, например, к крыше агрегата или его корпуса, или к балкам каркаса агрегата, таким как боковые балки или горизонтальные балки в верхней части конструкции агрегата. Предпочтительно крепить манипулятор к боковой стороне конструкции агрегата, например, к боковой стороне каркаса и/или корпуса агрегата.
Использование манипулятора сокращает необходимость вмешательства человека, а крепление манипулятора на боковой части агрегата или конструкции агрегата обеспечивает компактность дизайна агрегата, за счет отсутствия робота, занимающего часть площади пола и ограничивающего перемещения в зоне агрегата. Еще одним преимуществом данного решения является упрощение установки агрегата в помещении заказчика, обусловленное тем, что манипулятор, предназначенный для замены модельных плит, является частью агрегата и крепится к конструкции агрегата, благодаря чему исключается необходимость выполнения каких-либо существенных инженерно-строительных или аналогичных работ в помещении заказчика, помимо работ по установке агрегата. Это уменьшает время, необходимое для установки агрегата в полной заводской готовности, а также связанные с этим расходы. Кроме того, крепление манипулятора к конструкции агрегата подразумевает то, что он всегда будет установлен в правильном положении для доступа к формующей камере, и достигнет позиции, необходимой для замены модельных плит. То есть, правильное позиционирование зависит от разработчика и производителя агрегата, а не от третьих лиц, отвечающих за установку системы в помещениях заказчика.
В некоторых вариантах выполнения изобретения манипулятор крепится к конструкции агрегата над полом, таким образом ни один компонент манипулятора не находится в контакте с полом. Следовательно, такие задачи, как уборка пола не затруднены из-за наличия робота или аналогичного механизма на полу. Это важно, так как попадание песка на пол во время работы агрегата такого вида практически неизбежно. Кроме того, традиционно, рядом с агрегатами такого рода на полу устанавливается множество дополнительных устройств. Следовательно, отсутствие необходимости размещения на полу еще одного устройства может быть важным преимуществом. Кроме того, в случае установки манипулятора на агрегат без контакта с поверхностью пола, какие либо относительные движения между агрегатом и полом, например, вследствие вибрации или тому подобного, не могут подвергнуть манипулятор действию сил, способных его повредить или изменить его положение или ориентацию по отношению к передним и задним пластинам агрегата. Это важно, так как манипулятор должен правильно расположить модельные плиты по отношению к передним и задним пластинам агрегата.
В некоторых вариантах выполнения изобретения манипулятор содержит вертикальный привод, обеспечивающий вертикальное перемещение манипулятора, и три поворотных шарнира, обеспечивающих поворот трех соответствующих сегментов манипулятора вокруг соответствующей вертикальной оси. То есть, возможно использование простого манипулятора типа SCARA. Было установлено, что манипулятора такого типа с шарнирными сегментами с возможностью поворота в горизонтальной плоскости вокруг соответствующих шарниров, а также с возможностью перемещения в вертикальном направлении, может быть достаточно для выполнения замены модельных плит. В частности, отсутствует необходимость выполнения наклона. Таким образом, системы вертикального перемещения такого типа с тремя сегментами манипулятора, шарнирно расположенными в соответствующих горизонтальных плоскостях, с манипулятором или как минимум одним из его сегментов с возможностью перемещения в вертикальном направлении, являются экономически эффективной альтернативой более сложным промышленным роботам, таким как роботы с шестью степенями подвижности.
В некоторых вариантах выполнения изобретения манипулятор содержит электродвигатель для приведения манипулятора в вертикальное движение, и три электродвигателя, каждый из которых предназначен для приведения в движение одного из указанных трех сегментов с возможностью поворота манипулятора по отношению к соответствующему шарниру. Например, манипулятор может иметь проксимальный конец, прикрепленный к конструкции агрегата, и дистальный конец, снабженный средствами удерживания модельной плиты, указанные поворотные шарниры могут содержать проксимальный шарнир, промежуточный шарнир и дистальный шарнир, причем вышеупомянутый дистальный шарнир предназначен для поворота дистального сегмента манипулятора относительно промежуточного сегмента манипулятора. В таких вариантах выполнения электродвигатель, предназначенный для управления указанным дистальным шарниром, может быть установлен на расстоянии от дистального шарнира, а манипулятор может содержать привод, установленный в пределах указанного промежуточного сегмента манипулятора, таким образом, указанный электродвигатель, предназначенный для управления указанным дистальным шарниром, может осуществлять управление указанным дистальным шарниром через указанный промежуточный сегмент манипулятора с целью выполнения поворота дистального сегмента манипулятора. С конструктивной точки зрения может быть проще разместить электродвигатель для приведения в движение указанного дистального сегмента манипулятора под дистальным шарниром, но, так как для выполнения замены модельных плит потребуется ввод в формовочную камеру как минимум дистального сегмента манипулятора, может быть предпочтительным размещение электродвигателя на удалении от дистального сустава, то есть, размещение вдоль манипулятора в направлении проксимального конца манипулятора. В некоторых вариантах выполнения изобретения электродвигатель, предназначенный для управления указанным дистальным шарниром, ставят в соответствие с указанным промежуточным шарниром, например, устанавливают сверху промежуточного шарнира. Это практическое решение, согласно которому электродвигатель может управлять дистальным шарниром через приводные устройства, например, цепь, ремень или приводной вал, размещенные внутри указанного промежуточного сегмента манипулятора.
В некоторых вариантах выполнения изобретения электродвигатель, предназначенный для управления указанным дистальным шарниром посредством, как минимум, одного из устройств: цепи, ремня и приводного вала, проходящего через промежуточный сегмент манипулятора.
Агрегат может дополнительно содержать электронные средства, предназначенные для программирования манипулятора и/или для управления движениями манипулятора, необходимыми для выполнения замены модельных плит.
Другой аспект настоящего изобретения относится к способу замены модельных плит в агрегате, как описано выше, содержащему этап с использованием манипулятора для замены модельных плит.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
В целях обеспечения полноты описания и лучшего понимания сути изобретения, прилагается комплект чертежей. Указанные чертежи составляют неотъемлемую часть описания, иллюстрируют вариант выполнения изобретения, не могут толковаться как ограничивающие объем изобретения, а приводятся в качестве примера выполнения изобретения. Чертежи содержат следующие фигуры:
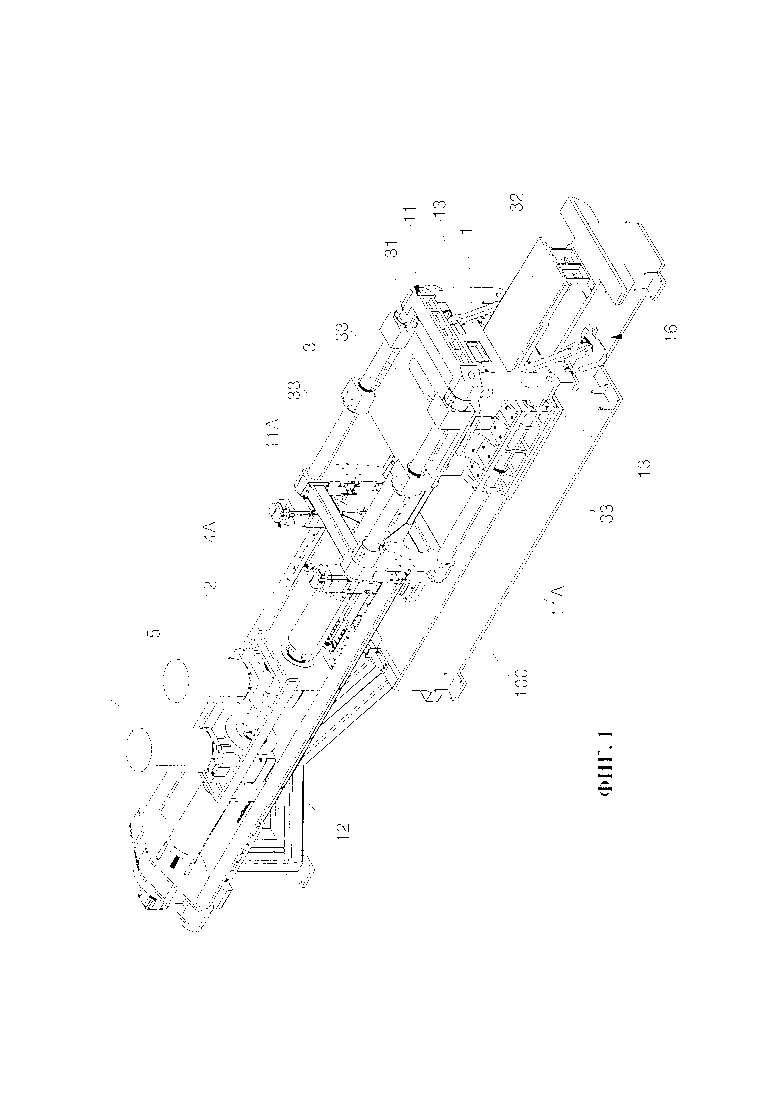
Фигура 1 представляет собой вид в аксонометрии части механизма агрегата в соответствии с одним возможным вариантом выполнения изобретения.
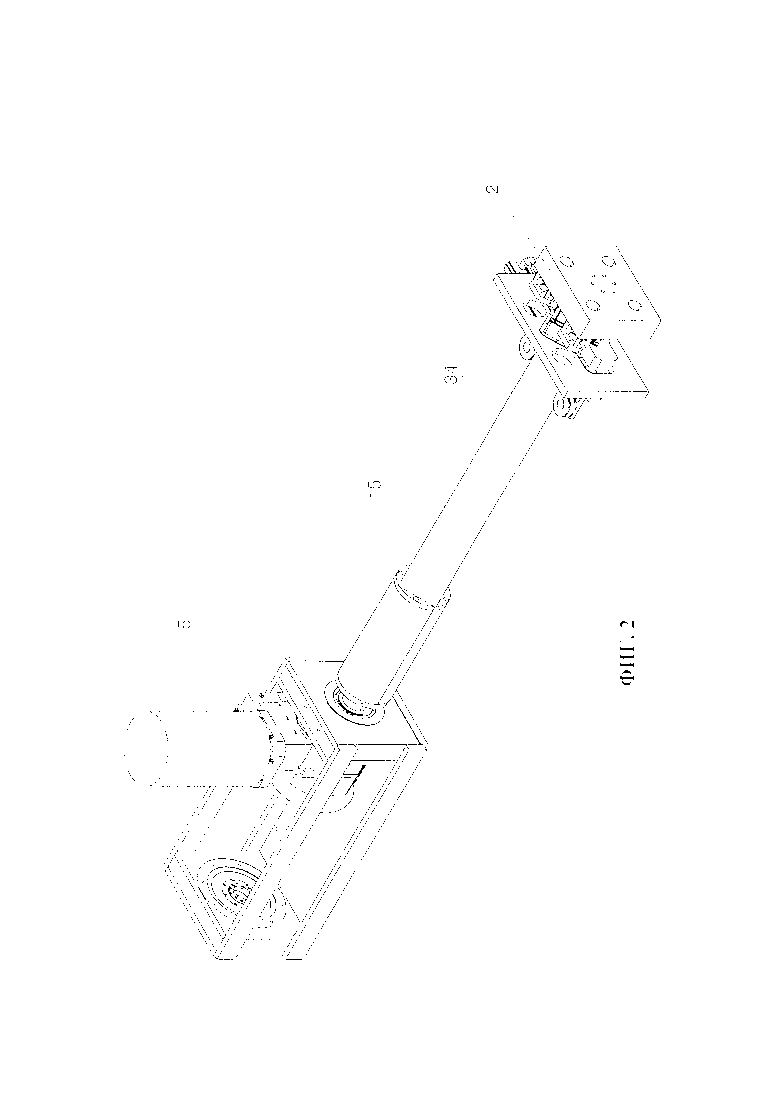
Фигура 2 представляет собой вид в аксонометрии отдельных компонентов указанного механизма.
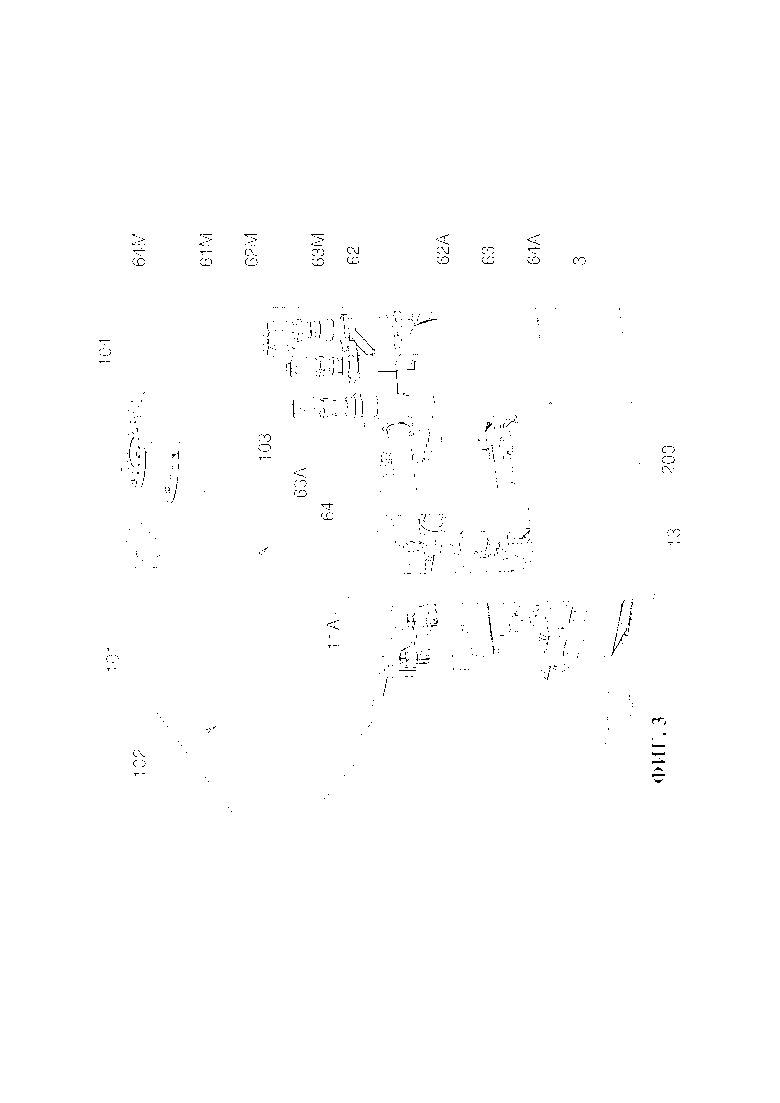
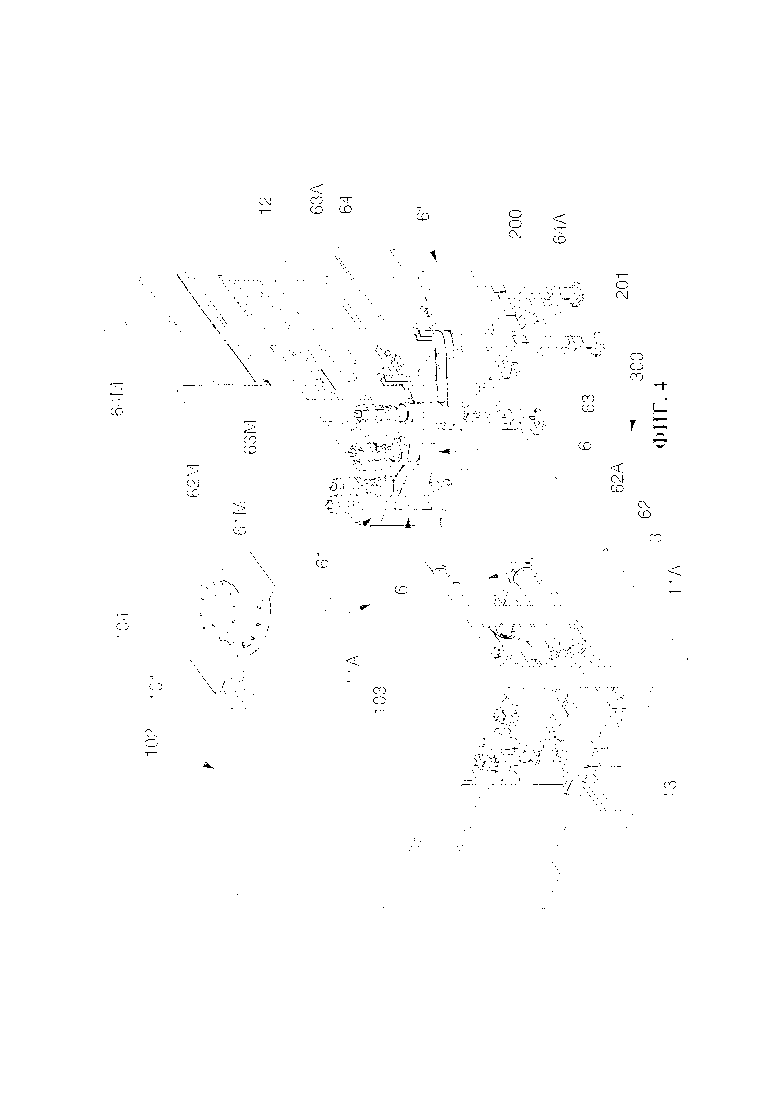
Фигуры 3 и 4 представляют собой вид в аксонометрии агрегата в соответствии с вариантом выполнения изобретения.
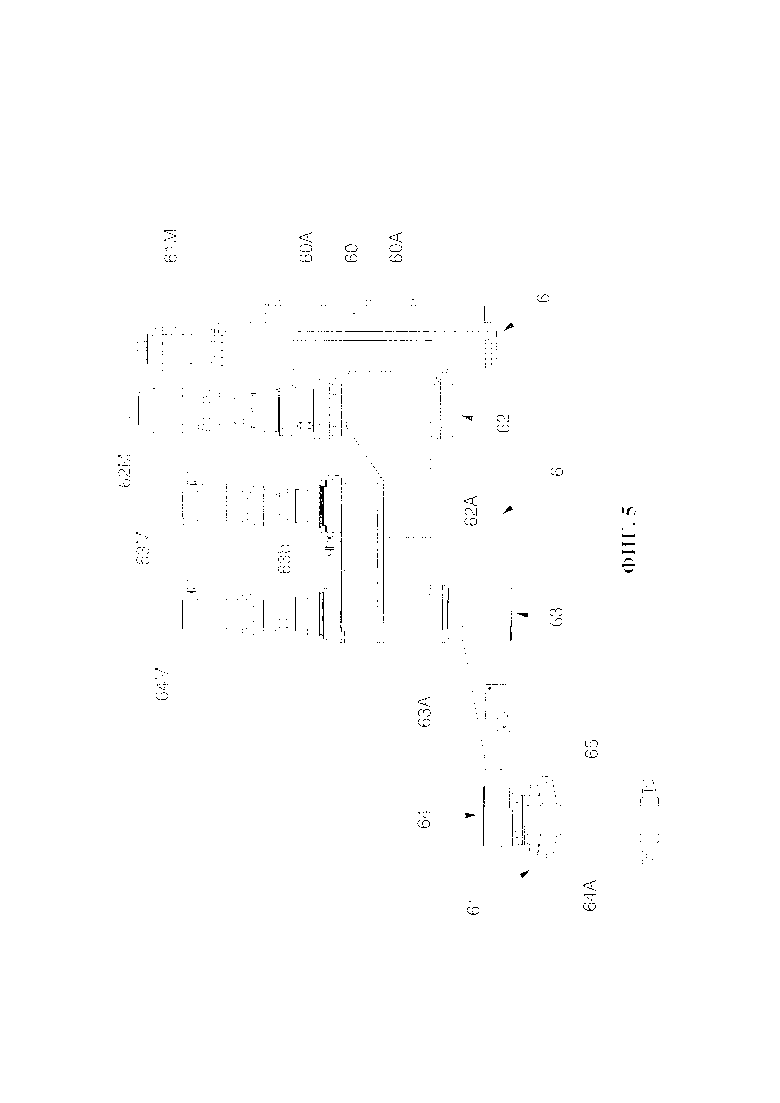
Фигура 5 представляет собой вид сбоку манипулятора.
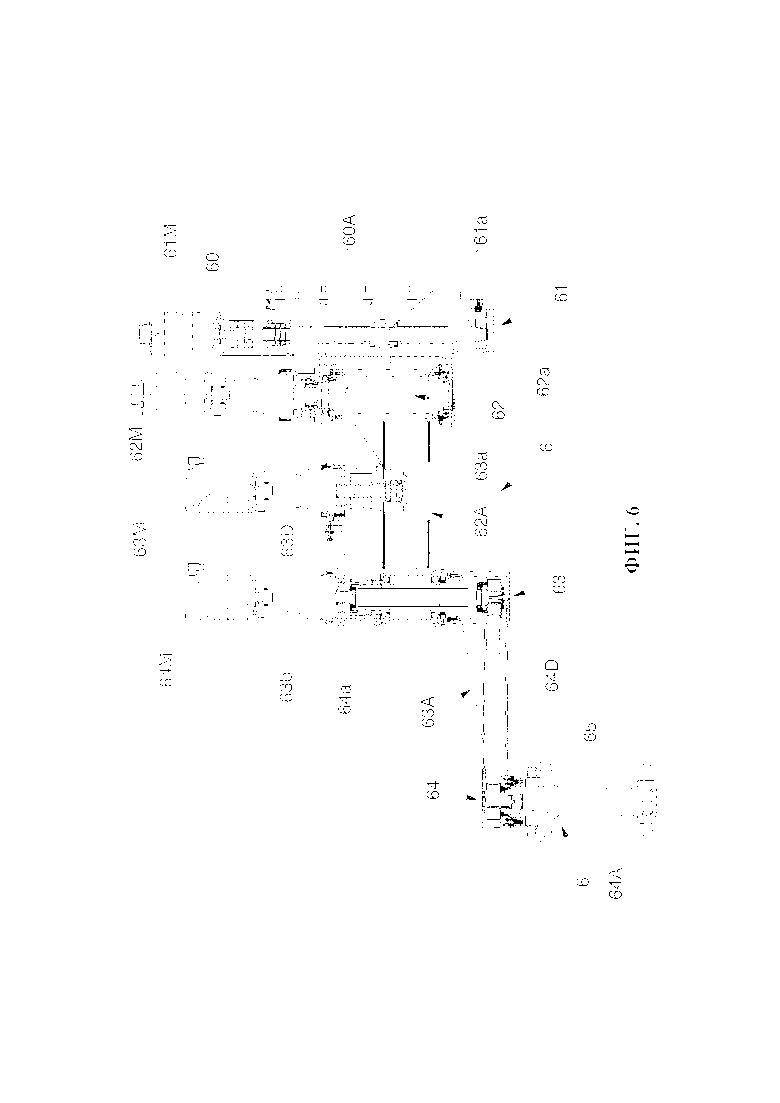
Фигура 6 представляет собой схематическое изображение конструкции манипулятора.
ОПИСАНИЕ ВАРИАНТА ВЫПОЛНЕНИЯ ИЗОБРЕТЕНИЯ
Фигура 1 представляет собой схематическое изображение механизма агрегата в соответствии с одним возможным вариантом выполнения изобретения. Этот механизм более подробно раскрыт в ЕР-А-2357050, и, следовательно, может быть кратко раскрыт в настоящем документе.
Фигура 1 показывает принятый в данной области техники способ сборки на общем каркасе 100 конструкции формующей камеры 3, с впускным отверстием 31, через которое песок (или подобную субстанцию) вводят в камеру путем продувки через бункер или конус засыпного устройства (не показан). Агрегат содержит пол 32, образующий дно формовочной камеры и проходящий в направлении наружу через передний конец формовочной камеры, образуя пол или опору, предназначенную для приема песчаных литейных форм или компонентов песчаных литейных форм в фазе извлечения, к приемнику (не показан), который может представлять собой конвейерную ленту или т.п., как принято в этой области техники.
Агрегат также содержит переднюю пластину 1 (установленную на каркасе 13 с возможностью поворота), расположенную в соответствии с передним концом формовочной камеры 3 и заднюю пластину 2, показанную на фигуре 2, расположенную в соответствии с задним концом литейной камеры 3. Эти пластины выполнены с возможностью осуществления циклических движений из двух конечных позиций в целях выполнения цикла формования с фазы прессования (в которой материал в полости песчаной литейной формы прессуют между передней пластиной 1 и задней пластиной 2) и фазы извлечения, в которой переднюю пластину 1 удаляют из формующей камеры 3 с поворотом вверх, как принято в данной области техники, что позволяет задней пластине 2 вытолкнуть песчаную литейную форму или компонент песчаной литейной формы из камеры 3. Поворот может быть выполнен кулачковым механизмом 16 схематически показанным на фигуре 1, который может содержать электромеханическую систему или даже механическую систему, как раскрыто, например, в ЕР-А-1219830. Кроме того, поворот может быть выполнен с помощью двигателя, например, с помощью электродвигателя, специально предназначенного для поворота передней пластины 1.
В соответствии настоящим вариантом выполнения изобретения, передняя пластина 1 имеет шарнирное соединение с каркасом 11, выполненным с возможностью смещения в продольном направлении по отношению к агрегату. В этом варианте выполнения изобретения каркас 11 содержит множество стержней 11A, выполненных с возможностью скольжения в осевом направлении, в соответствии с направляющими 33, относящимися к формовочной камере 3, направляющими движение каркаса вперед и назад между двумя конечными позициями, такое движение повторяется в рамках каждого цикла формования. Каркас 11 соединен с двумя стержнями 12, проходящими в продольном направлении по отношению к агрегату и на которые распространяется действие электродвигателей 4 и 4A. С другой стороны, заднюю пластину 2 устанавливают на конце элемента 15, выполненного в виде стержня или штока с возможностью перемещения в продольном направлении по отношению к агрегату, направляемого роликами 34, расположенными позади формовочной камеры 3, и, опционально, дополнительными направляющими элементами. Задняя пластина выполнена с возможностью смещения с помощью электродвигателя 5.
Движение передней пластины 1 и задней пластины 2 между конечными позициями может быть аналогично раскрытому, например, в ЕР-А-1219830. Ссылка на электродвигатели дается в качестве примера, возможно применение любых других приводных механизмов, например, гидравлических приводов, как принято в данной области техники.
Фигуры 3 и 4 представляют собой схематическое изображение агрегата в соответствии с вариантом выполнения настоящего изобретения, содержащим механизм, такой как показан, например, на фигурах 1 и 2, или любой другой подходящий механизм, предназначенный для получения песчаных литейных форм или компонентов песчаных литейных форм с помощью передних и задних пресс-пластин с прикрепленными модельными плитами, указанные модельные плиты являются съемными с возможностью изменения шаблона. Конструкция агрегата содержит корпус с крышей 102 и боковыми стенками 101, и как минимум одна из боковых стенок имеет как минимум одно отверстие 103 с возможностью доступа к формующей камере. Часть системы 104 для введения песка в формующую камеру 3 показана на фигурах 3 и 4. Кроме того, на фигурах 3 и 4 показан каркас 13 для передней пластины, а также каркас 11 и стержни 12, раскрытые в связи с фигурами 1 и 2. Отверстия в боковой стенке могут быть снабжены дверями или панелями, предназначенными для закрытия указанных отверстий, кроме случаев, когда такой доступ необходим, например, в целях выполнения технического обслуживания манипулятора и замены модельных плит. Агрегат устанавливают на пол 300.
К боковой стороне 101 конструкции агрегата крепят манипулятор 6 для замены модельных плит 200. Такие модельные плиты, как правило, транспортируют на платформе, такой как платформа 201, показанная на фигуре 4, вместимостью четыре модельные плиты, таким образом она может доставить две новые плиты для использования в будущих операциях с целью производства песчаных литейных форм, и получить две модельные плиты, использованные ранее.
Манипулятор снабжен проксимальным концом 6', прикрепленным к боковой стенке агрегата. Очевидно отсутствие необходимости физического крепления манипулятора к боковой стенке, но в качестве альтернативы возможно крепление манипулятора к другим частям или элементам конструкции агрегата, например, к элементам каркаса агрегата, в соответствии с отверстием на боковой стенке, кожуху или корпусу агрегата. Манипулятор также снабжен дистальным концом 6ʺ, оборудованным устройствами 65 для удерживания модельной плиты, такими как захватывающие устройства, схематически показанные на фигурах 5 и 6, выполненные в форме, например, крюка или другими видами захватов, включая механические, электрические, пневматические и гидравлические захваты, в том числе электромагнитные захваты.
Проксимальный конец 6' манипулятора оборудован приводом 61, выполненным с возможностью перемещения манипулятора по вертикали, по отношению к основанию 60, с помощью которого его крепят к стороне 101 конструкции агрегата, например, болтами 60A, как показано на фигурах 5 и 6. Такой привод приводится в действие первым электродвигателем 61M, например, серводвигателем. С другой стороны, манипулятор содержит три сегмента манипулятора, то есть, сегменты манипулятора 62А, 63A и 64A, включая дистальный сегмент манипулятора 64A, промежуточный сегмент манипулятора 63A и проксимальный сегмент манипулятора 62А. Дистальным сегментом манипулятора 64A является сегмент, оборудованный устройством 65 для удерживания модельной плиты. Сегменты манипулятора устанавливают на шарнирах с возможностью поворота в горизонтальной плоскости с помощью соответствующих шарнирных соединений 62, 63 и 64. Три электродвигателя 62M, 63M и 64M устанавливают для управления соответствующими сегментами манипулятора с возможностью поворота вокруг соответствующих вертикальных осей, определяемых соответствующими шарнирными соединениями 62, 63 и 64.
Как наилучшим образом показано на фигуре 6, вертикальный привод 61 содержит серводвигатель 61M, выполненный с возможностью управлять резьбовым шпинделем 61а, к которому прикреплен проксимальный шарнир 62 посредством резьбовой или аналогичной гайки 62a, перемещаемый вверх или вниз с помощью электродвигателя 61, вращающего указанный шпиндель 61a. С другой стороны, электродвигатель 62М выполненный с возможностью управления проксимальным шарниром 62 для поворота проксимального сегмента манипулятора 62A в горизонтальной плоскости, расположен в верхней части проксимального шарнира. В верхней части проксимального сегмента манипулятора 62A установлен другой электродвигатель 63, выполненный с возможностью управлять промежуточным шарниром 63 с возможностью поворота промежуточного сегмента манипулятора 63A в горизонтальной плоскости по отношению к указанному промежуточному шарниру 63. Это достигается посредством привода 63D через цепь, ремень или вал, проходящий внутри корпуса 63a, установленной на верхней части проксимального отдела руки 62A. Привод 63D, такой как ремень, цепь или вал, приводится в действие валом 63b электродвигателя 63.
Следующий электродвигатель 64M устанавливают в верхней части промежуточного шарнира 63 и вал 64a электродвигателя 64M приводит в движение привод 64D, такой как цепь, ремень или вал, установленный внутри и проходящий по всему промежуточному сегменту манипулятора 63A, с целью приведения в действие дистального шарнира 64 для выполнения поворота дистального сегмента манипулятора 64A в горизонтальной плоскости.
Электродвигатели могут быть двигателями, например, серводвигателями.
Посредством настоящей простой компоновки манипулятор может снимать модельные плиты 200 с первой пластины 1 и второй пластины 2 агрегата, и устанавливать новые модельные плиты на указанные первую пластину 1 и вторую пластину 2 через отверстие 103 в боковой стороне агрегата. Было установлено, что простые манипуляторы такого типа на практике способны выполнять движения, необходимые для замены модельных плит, и не нуждаются в дополнительных соединениях или степенях подвижности. Преимуществом является отсутствие необходимости установки какого-либо двигателя в верхней части дистального шарнира, поскольку это уменьшает высоту части манипулятора, вводимой в формовочную камеру 3 через отверстие 103. Манипулятор устанавливают на боковой стенке конструкции агрегата или корпуса, например, каркаса агрегата, исключая размещение на полу, что упрощает выполнение операций, таких очистка пола. Таким образом достигаются компактность агрегата и удобство его расположения.
В настоящем тексте термин "содержит" и его производные (например, "содержащий" и т.д.) не следует понимать как исключающий что либо, такие термины не должны толковаться как исключающие возможность чего-либо описанного и определенного, что может включать в себя дополнительные элементы, этапы и т.д.
С другой стороны, настоящее изобретение, явно не ограничено конкретным вариантом(-ами), описанным в настоящем документе, оно также распространяется на любые варианты, рассматриваемые любым специалистом в данной области (например, в отношении выбора материалов, размеров, компонентов, конфигурации и т.д.), в рамках общего объема изобретения, как определено в формуле изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| МОДУЛЬНОЕ УСТРОЙСТВО ОБРАБОТКИ ДОКУМЕНТОВ | 2010 |
|
RU2518956C2 |
| ЭНДОСКОП, ИМЕЮЩИЙ КОРПУС КАМЕРЫ, И СПОСОБ ИЗГОТОВЛЕНИЯ КОРПУСА КАМЕРЫ | 2009 |
|
RU2510234C2 |
| Роботизированное хирургическое устройство | 2019 |
|
RU2811913C2 |
| СПОСОБ ВЫПОЛНЕНИЯ ПЛАСТИНЫ ГОЛОВКИ И ОБРАЗОВАНИЕ УСТРОЙСТВА ДЛЯ УХОДА ЗА ПОЛОСТЬЮ РТА С ИСПОЛЬЗОВАНИЕМ ТАКОГО СПОСОБА | 2012 |
|
RU2592772C2 |
| ГОЛЕНОСТОПНЫЙ УЗЕЛ ПРОТЕЗА | 1998 |
|
RU2132665C1 |
| СИСТЕМА ХИРУРГИЧЕСКОГО ИНСТРУМЕНТА, ВКЛЮЧАЮЩАЯ СМЕННЫЕ КОНЦЕВЫЕ ЭФФЕКТОРЫ | 2013 |
|
RU2642947C2 |
| ВСТАВКА ДЛЯ ПРОТЕЗА СТОПЫ | 2020 |
|
RU2814526C2 |
| КОНФИГУРАЦИИ БЛОКИРОВКИ ПУСКОВОЙ СИСТЕМЫ ДЛЯ ХИРУРГИЧЕСКИХ ИНСТРУМЕНТОВ | 2013 |
|
RU2645408C2 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПУСТОТЕЛЫХ ИЗДЕЛИЙ | 1994 |
|
RU2091195C1 |
| ХИРУРГИЧЕСКИЙ ИНСТРУМЕНТ (ВАРИАНТЫ) И СОЕДИНИТЕЛЬНАЯ КОНСТРУКЦИЯ ДЛЯ ПРИКРЕПЛЕНИЯ ЕГО КОНЦЕВОГО ЭФФЕКТОРА | 2013 |
|
RU2636191C2 |
Изобретение относится к металлургии, а именно к литейному производству. Агрегат для производства песчаных литейных форм содержит конструкцию агрегата с формующей камерой, переднюю пластину и заднюю пластину и манипулятор, при этом передняя пластина и задняя пластина выполнены с возможностью прессования песка внутри указанной формующей камеры с целью создания песчаной литейной формы. Передняя пластина и задняя пластина выполнены с возможностью приема соответствующих модельных плит, предназначенных для формирования передней и задней поверхностей песчаной литейной формы в соответствии с шаблоном, а манипулятор прикреплен к конструкции агрегата и выполнен с возможностью замены модельных плит. Сокращается вмешательство человека в процедуру замены модельных плит. 2 н. и 5 з.п. ф-лы, 6 ил.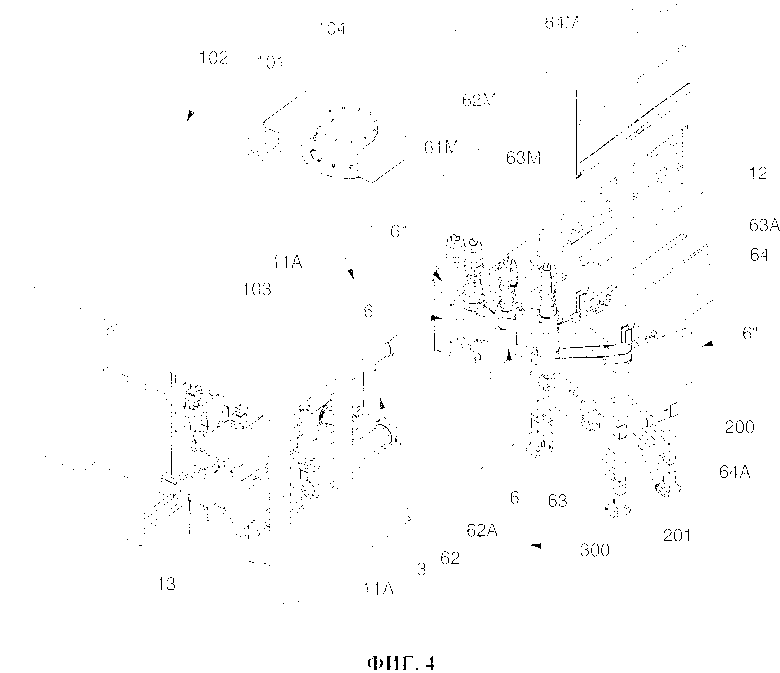
1. Агрегат для производства песчаных литейных форм, содержащий конструкцию агрегата с формующей камерой (3), переднюю пластину (1) и заднюю пластину (2) и манипулятор (6), при этом передняя пластина (2) и задняя пластина (3) выполнены с возможностью прессования песка внутри указанной формующей камеры с целью создания песчаной литейной формы, при этом передняя пластина (1) и задняя пластина (2) выполнены с возможностью приема соответствующих модельных плит (200), предназначенных для формирования передней и задней поверхностей песчаной литейной формы в соответствии с шаблоном, а манипулятор (6) прикреплен к конструкции агрегата и выполнен с возможностью замены модельных плит (200),
отличающийся тем, что указанный манипулятор (6) содержит:
вертикальный привод (61), выполненный с возможностью перемещения манипулятора по вертикали, три поворотных шарнира (62, 63, 64), выполненных с возможностью поворота трех соответствующих сегментов манипулятора (62А 63А, 64А) вокруг соответствующих вертикальных осей,
электродвигатель (61М), выполненный с возможностью приведения манипулятора в движение вертикально, и три электродвигателя (62М, 63М, 64М), выполненных с возможностью приведения в движение одного из трех соответствующих сегментов манипулятора (62А, 63А, 64А) с возможностью поворота по отношению к соответствующим шарнирам (62, 63, 64), причем
указанный манипулятор (6) имеет проксимальный конец (6'), прикрепленный к конструкции агрегата, и дистальный конец (6''), снабженный устройством удерживания (65) модельной плиты (200), причем указанные поворотные шарниры содержат проксимальный шарнир (62), промежуточный шарнир (63) и дистальный шарнир (64), дистальный шарнир (64) выполнен с возможностью поворота дистального сегмента манипулятора (64А) по отношению к промежуточному сегменту манипулятора (63А), электродвигатель (64М) выполнен с возможностью приведения в действие дистального шарнира (64) и расположен на удалении от указанного дистального шарнира, указанный манипулятор содержит привод (64D), размещенный внутри промежуточного сегмента манипулятора (63А) так, чтобы электродвигатель (64М), выполненный с возможностью управления дистальным шарниром (64), мог управлять указанным дистальным шарниром через промежуточный сегмент манипулятора (63А) с возможностью поворота дистального сегмента манипулятора (64А) по отношению к дистальному шарниру (64).
2. Агрегат по п. 1, отличающийся тем, что электродвигатель (64М) соединен с промежуточным шарниром (63).
3. Агрегат по п. 2, отличающийся тем, что электродвигатель (64М) выполнен с возможностью управления дистальным шарниром (64) посредством, как минимум, одного из устройств: цепи, ремня и приводного вала (64D), проходящих по всему промежуточному сегменту манипулятора (63А).
4. Агрегат по любому из пп. 1-3, отличающийся тем, что манипулятор прикреплен к стороне (101) конструкции агрегата.
5. Агрегат по любому из пп. 1-3, отличающийся тем, что он размещен на полу (300), причем манипулятор (6) прикреплен к конструкции агрегата над полом (300), исключая контакт манипулятора с полом (300).
6. Агрегат по п. 4, отличающийся тем, что он размещен на полу (300), причем манипулятор (6) прикреплен к конструкции агрегата над полом (300), исключая контакт манипулятора с полом (300).
7. Способ замены модельных плит в агрегате для производства песчаных литейных форм по любому из пп. 1-6, включающий этап использования манипулятора (6) для замены модельных плит (200).
| Установка для изготовления разделенных в вертикальном направлении литейных форм | 1982 |
|
SU1087055A3 |
| Манипулятор к прессу | 1986 |
|
SU1346321A1 |
| RU 72816 U1, 10.05.2008 | |||
| US 2008135205 A1, 12.06.2008 | |||
| МОБИЛЬНЫЙ ТРАНСФОРМИРУЕМЫЙ КОНТЕЙНЕР-ПАЛАТКА | 2006 |
|
RU2357050C2 |

