Предлагаемое изобретение относится к области машиностроения и может быть использовано в нефтегазовой, автомобильной и машиностроительной промышленности.
Известна установка для изготовления форм [1] содержащая формообразущий блок с колонками, подъемный стол, расположенный между колоннами, кантователь, модельно-опочную оснастку с подмодельной плитой, рольганга подачи опок и выдачи готовых полуформ, она снабжена захватами для удержания опок, размещенными на каждой рабочей поверхности подмодельной плиты, причем последняя содержит не менее двух рабочих поверхностей, а кантователь размещен между формообразующим агрегатом и подъемным столом, кроме того, рольганг подачи опок размещен над уровнем кантователя и выполнен раздвижным.
Недостатком известной установки для изготовления форм является высокая металлоемкость, сложность ее эксплуатации и неэкономичность.
Известна установка для разливки металла и обработки слитков /2/, содержащая расположенный на раме вертикально замкнутый литейный конвейер с изложницами, привод вращения конвейера, устройство для очистки слитков с вращающейся щеткой, приспособления для извлечения и укладки слитков, она снабжена механизмом перемещения щетки перпендикулярно направлению движения конвейера, выполненным в виде гидроцилиндра, закрепленного на опорной плите и шарнирно соединенного своим штоком со щеткой, и направляющей, связанной со щеткой и расположенной в опорных роликах, механизмом перемещения щетки в направлении движения конвейера, выполненным в виде шарнирно закрепленных на раме литейного конвейера планки и вилки, образующих с опорной плитой шарнирный четырехзвенник, эксцентрика, взаимодействующего с вилкой и закрепленного на валу, связанном с приводом литейного конвейера, при этом устройство для очистки слитков с механизмами перемещения щетки расположено над литейным конвейером.
Недостатком известной установки для разливки металла и обработки слитков является низкое качество и неэкономичность.
Известна установка для изготовления полых биметаллических заготовок червячных колес [3] содержащая охладительную трубку для намораживания металла и профелирующее устройство, выполненное в виде калиброванной втулки, она снабжена направляющим устройством в виде корпуса, в нижней части которого со стороны внутренней поверхности выполнены выступы, а профелирующее устройство выполнено с зубчатой внутренней поверхностью и установлено с возможностью поворота вокруг продольной оси, кроме того зубья профилирующего устройства наклонены к образующей цилиндра под углом, равным углу наклона линии зуба червячного колеса.
Недостатком известной установки для разливки металла и обработки слитков является неэкономичность и сложность в эксплуатации.
Наиболее близким к заявляемой установке для изготовления пустотелых изделий является литейный конвейер для непрерывной отливки труб с переменным сечением [4] содержащий раму, сопряженные между собой две горизонтально замкнутые цепи с приводом и закрепленными на них полуформами, образующими при смыкании полость для заливки металла. Конвейер снабжен направляющим копиром, закрепленным на раме, и захватом для перемещения полуформ, а полуформы каждой цепи установлены на ее пластинах с возможностью перпендикулярного перемещения относительно их движения.
Недостатком литейного конвейера являются: низкие условия труда и эксплуатации, а также невозможность получения пустотелых изделий закрытых со всех сторон.
Целью изобретения является улучшение условий труда, эксплуатации и экономичность, а также уменьшение загрязнения окружающей среды.
Поставленная цель достигается тем, что установка для изготовления пустотелых изделий снабжена плавильной печью с раздаточным устройством, конвейерами с жестко закрепленными на них литейными формами верхних и нижних половинок изделий, выполненных с возможностью их перемещения в виде манипулятора на пластинчатый конвейер для их оплавления и сброса в накопительный контейнер, который установлен в печи отжига.
Новизной предлагаемого изобретения является то, что установка для изготовления пустотелых изделий снабжена плавильной печью с раздаточным устройством, конвейерами с жестко закрепленными на них литейными формами верхних и нижних половинок изделий, выполненных с возможностью их перемещения в виде манипулятора на пластинчатый конвейер для их оплавления и сброса в накопительный контейнер, который установлен в печи отжига.
По каждому отличительному признаку был проведен литературно-патентный поиск, в результате которого аналогичных решений не выявлено, поэтому заявляемое техническое решение обладает признаками "существенные отличия" и "новизна".
На чертеже установка для изготовления пустотелых изделий.
Она состоит: из индукционной плавильной печи 1 с объемом разовой плавки 10 т 2 шт. раздаточного устройства 2; конвейера с литейными формами верхних половинок изделий 3; специальных рычажных ножниц 4 2 шт, которые срезают литники и прибыли с отливок половины изделий; манипулятора 5 -2 шт, подвижных электросварочных головок 6; пластинчатого конвейера 7; накопительного контейнера 8; печи отжига 9; многопостового сварочного трансформатора 10; конвейера с литейными формами нижних половинок изделий 11; камеры 12.
Установка для изготовления пустотелых изделий работает следующим образом.
Из плавильной печи 1 расплавленный металл подается в раздаточное устройство 2. Оттуда расплав, строго дозированный в зависимости от изделия, поступает в литейные формы для верхних и нижних половинок изделия установленных на тележках конвейеров 3 и 11. После заполнения форм расплавом конвейеры передвигаются на один шаг (шаг 500 мм). Время между передвижками - 15-20 с. После остывания расплава до определенной температуры (потеря расплавом текучести ), что соответствует нескольким передвижениям конвейеров 3 и 11, верхние части литейных форм во время перемещения тележек конвейеров 3 и 11 своими роликами входят в контакт с верхними направляющими, установленными на конвейерах, раскрывают форму и дают возможность специальным стационарным рычажным ножницам 4 срезать литники и прибыли с отливок половинок изделия. После этого один из манипуляторов 5 снимает нижнюю половинку изделия из литейной формы конвейера 3, переносит ее и укладывает на рамку пластинчатого конвейера 7. Второй манипулятор снимает верхнюю половинку изделия с конвейера 11, переносит и укладывает ее на нижнюю половинку изделия, находящуюся в рамке пластинчатого конвейера 7, при помощи нескольких подвижных электросварочных головок 6 с угольными электродами, расположенными равномерно по периметру совмещенных половинок изделия и питаемых от многопостового сварочного трансформатора 10, происходит соединение половинок в одно целое за счет оплавления кромки верхней половинки, причем окончание оплавления одной головки происходит за началом оплавления другой, т.е. с перекрытием 3-5 мм. После этого соединенное изделие при последующих передвижках пластинчатого конвейера соскальзывает в накопительный конвейер 8 отжиговой печи 9. Пройдя цикл отжига контейнер с изделиями выходит из печи. После полного остывания изделия испытывают на герметичность на испытательном стенде. Изделия, прошедшие испытания, передаются на механическую обработку. Рукава раздаточного устройства 2, внутренние ветви конвейеров 3 и 11, ножницы 4, манипуляторы 5, электросварочные головки 6, пластинчатый конвейер 7 находятся в камере 12, заполненной инертным газом и соединенной с отжиговой печью 9.
Управление всеми регулирующими механизмами и оборудованием находится вне камеры 12. Наблюдение за работой и при регулировке осуществляется через вделанные в стенки камеры смотровые окна.
При использовании установки для изготовления пустотелых изделий в нефтегазовой, автомобильной и машиностроительной промышленности она позволит значительно сократить количество основных рабочих, ремонтный и обслуживающий персонал; производственные площади за счет отсутствия землеприготовительных отделений с их большими складскими помещениями для хранения тысяч тонн песка и земли, а также десятков тонн всевозможных химических растворов и других компонентов для приготовления стержневых и формовочных составов; исключить применение стержнеизготавливающих автоматов и печей для их сушки, формовочных автоматов, оборудования для очистки отливок от стержней и формовочной земли, площадей для сбора и хранения земельных и песчаных составов.
Для приготовления стержневых и формовочных составов, а затем из них стержней, их сушки, формовки литьевых форм в опоках, очистка отливок и удаление отработанных земельных и песчаных составов в места сбора и хранения требуется большое количество электроэнергии. Кроме того, для вывоза перечисленных выше отходов в места свалки за территорией предприятия, требуется много различного транспорта с вытекающими отсюда последствиями.
Для поддержания в окружающей среде допустимых норм загазованности, запыленности требуются большие экономические затраты по созданию и поддержанию в рабочем состоянии защитных устройств, оборудования и т.д.
Можно изготавливать секции отопительных батарей, выхлопных коллекторов двигателей внутреннего сгорания, отдельные виды корпусов запорной арматуры и ряд других деталей народного хозяйства массового производства.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ И ОБРАБОТКИ ЧУГУННОЙ ОТЛИВКИ ТЮБИНГА ТОННЕЛЬНОЙ ОБДЕЛКИ ПОДЗЕМНЫХ СООРУЖЕНИЙ МЕТРОПОЛИТЕНА | 2015 |
|
RU2661929C2 |
| Автоматическая установка для изготовления литейных форм пескодувным способом | 1957 |
|
SU119318A1 |
| ЛИТЕЙНАЯ ЛИНИЯ | 1991 |
|
RU2029659C1 |
| ЛИНИЯ ДЛЯ ЛИТЬЯ ПОД НИЗКИМ ДАВЛЕНИЕМ, УСТАНОВКА ДЛЯ ЛИТЬЯ ПОД НИЗКИМ ДАВЛЕНИЕМ И МАНИПУЛЯТОР ДЛЯ ПЕРЕМЕЩЕНИЯ ОТЛИВОК | 2001 |
|
RU2205090C2 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ ВЫБИВКИ ЛИТЕЙНЫХ ФОРМ И УСТАНОВКА ДЛЯ ВЫБИВКИ ЛИТЕЙНЫХ ФОРМ | 1990 |
|
RU2015836C1 |
| Автоматическая поточная линия для производства отливок | 1977 |
|
SU772716A1 |
| ОСНАСТКА ДЛЯ ВАКУУМНОЙ ФОРМОВКИ НА КОНВЕЙЕРЕ | 1991 |
|
RU2044592C1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПУСТОТЕЛЫХ ИЗДЕЛИЙ | 2005 |
|
RU2297913C1 |
| ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ОТЛИВОК В ВАКУУМНО-ПЛЕНОЧНЫХ ФОРМАХ | 1990 |
|
RU2020025C1 |
| Автоматическая литейная линия | 1985 |
|
SU1416269A1 |
Изобретение относится к машиностроению, в частности к литью пустотелых изделий. Сущность изобретения: установка содержит два литейных конвейера, на каждом из которых отливают половинки изделий, пластинчатый конвейер, на котором производят оплавление половинок изделий и их соединение, отжиговую печь с накопительным контейнером. Передача половинок изделий с литейных конвейеров на пластинчатый осуществляется манипулятором. 1 ил.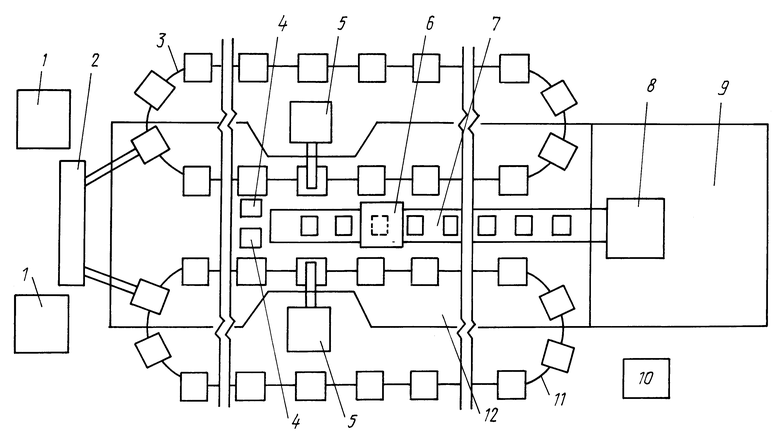
Установка для изготовления пустотелых изделий, содержащая два литейных конвейера, отличающаяся тем, что на литейных конвейерах закреплены формы для отливки половинок изделий и она снабжена плавильной печью с раздаточным устройством, пластинчатым конвейером для оплавления и соединения половинок изделий, манипуляторами для передачи половинок изделий с литейных конвейеров на пластинчатый и отжиговой печью с накопительным контейнером.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| SU, авторское свидетельство, 1764778, кл | |||
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| SU, авторское свидетельство, 1708497, кл | |||
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| SU, авторское свидетельство, 1752499, кл | |||
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| SU, авторское свидетельство, 737114, кл | |||
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
