Предметом настоящего изобретения является способ и система для управления и контроля нити или множества нитей, подаваемых устройствами с постоянным натяжением и/или скоростью или контролируемых датчиками, выполненными с возможностью верификации состояния скольжения или состояния любого из их характерных свойств, таких как натяжение, скорость, диаметр, количество, цвет, и т.п., в соответствии с преамбулой соответствующих независимых пунктов формулы изобретения.
Конкретно, но не ограничиваясь этим, изобретение относится к управлению одним ли более подающими устройствами с постоянным натяжением и/или скоростью, и/или одним или более контрольными датчиками для получения изделия, получаемого посредством процедуры, подразделяемой в общем случае на разные и последовательные производственные этапы, такого как чулки или любое другое изделие, предмет одежд или подобное текстильное изделие. Такие изделия имеют участки (или ʺмакро-зоныʺ, такие как пятка или паголенок чулка), которые обрабатываются на конкретных и четко определенных этапах работы во время их изготовления. Изобретение относится также к управлению подающим устройством или датчиком для контролирования только одной нити, подлежащей конкретной отделке или обработке (такой, например, как текстурирование, намотка, скручивание, выпрямление, и т.п.).
Устройства, способные подавать нить в ткацкую машину, поддерживая натяжение и/или скорость нити постоянными и равномерными при эталонном значении, называемом ʺустановочным значениемʺ, известны специалистам в данной области техники. Например, в машине, подобной предназначенной для трикотажных изделий или для изготовления чулочных изделий, или для изготовления лент, множество нитей подается в ткацкую машину, и эти нити подаются соответствующими подающими устройствами вышеупомянутого типа.
Во время изготовления многочисленных изделий (например, медицинских чулок, колготок, лент, но не ограничиваясь этим) возникает все возрастающая потребность в изменении установочного значения (относящегося к натяжению и/или скорости) упомянутого подающего устройства с целью получения на конкретном готовом предмете одежды специфического эффекта, когда он возникает, например, в градуированных компрессионных чулках или в частях изделия (такого как чулки), имеющего макро-зоны с разными характеристиками (такие как пятка или паголенок), или в частях изделия с украшениями (такого как шарф или свитер).
Известно также, что упомянутое установочное значение может даже изменяться во время обработки только одной нити или во время одного или многих процессов, требуемых для изготовления нити (таких как скручивание, намотка, очистка пряжи, сплетение, и т.п.). Например, при намотке окрашиваемой пряжи важно контролировать свободный ход намоточного устройства, и при этом натяжение, с которым наматывается нить, должно будет уменьшаться в зависимости от ее диаметра; или важно иметь меньшее рабочее натяжение на автоматической съемной машине во время этапа съема, чтобы способствовать системе замены в автоматическом наматывающем устройстве.
Кроме того, известно, что изготовители (или те, кто осуществляет обработку нитей) испытывают потребность в управлении установочным значением подающих устройств в зависимости от конкретного изделия, предполагаемого к получению, и, таким образом, от рабочего состояния ткацкой машины или конкретного этапа ее работы, на котором получается конкретная часть изделия или его макро-зона. В конкретном, но не ограничивающем примере, относящемся к индустрии изготовления чулочных изделий, возникает необходимость в определении - для каждой макро-зоны чулка, такой, например, как манжет, паголенок, лодыжка, пятка, след, носок (или любого другого изделия с частями, получаемыми разным образом, такого, например, как купальный костюм, техническая одежда, ленты переменной ширины, и т.п.) - натяжения и/или скорости подачи для каждой нити, используемых для рабочего этапа, во время которого получается такая макро-зона, но также только для реализации каждого рабочего этапа с целью получения конкретной части конкретного изделия, подлежащего обработке. Возникает также необходимость в определении способа (скорость/разгон), посредством которого отдельному или конкретному подающему устройству требуется переходить от одного установочного значения к другому при изменяемом изготовлении различных макро-зон изделия и/или конкретных частей его.
В настоящем документе термин ʺмакро-зонаʺ используется для обозначения участка изделия (такого, например, как пятка, паголенок или лодыжка в индустрии изготовления чулочных изделий). Что касается датчиков для контроля присутствия нити или контроля ее качества, известна необходимость осуществления вмешательства только на некоторых этапах изготовления изделия, то есть во время конкретных этапов, на которых получаются конкретные макро-зоны изделия; например, в случае чулочных изделий это применяется для получения паголенка или пятки, или же любого другого участка чулка, или для изменения рабочих и управляющих параметров в зависимости от этапов изготовления различных макро-зон изделия.
В настоящее время известны различные возможные решения этой проблемы, пригодные как для подающих устройств с постоянным натяжением, так и для подающих устройств с постоянной скоростью; таким образом, хотя последующие примеры относятся к подающим устройствам с постоянным натяжением, они применимы также к случаю подающих устройств с постоянной скоростью.
В первом известном решении (EP0619261) множество подающих устройства обеспечивают один или более цифровых входов, через которые может происходить управление изменениями установочного значения натяжения (в случае кругловязальной машины малого или среднего диаметра указывается возрастание (INC) и уменьшение (DEC) или ʺвыравниваниеʺ). В этом случае оператор использует одну или более цифровых отводящих подач, обычно присутствующих в ткацкой машине и свободно программируемых, с целью получения конкретного желаемого изделия; такой оператор использует цифровые сигналы для изменения эталонного значения каждого устройства в рабочей программе машины (в случае кругловязальной машины малого или среднего диаметра это означает ʺцепочечнуюʺ машину, то есть совокупность команд и функций управления, которая определят программу машины).
Однако в таком решение обнаруживаются многочисленные недостатки. Например, вышеупомянутое известное решение предусматривает использование машиной увеличивающих цифровых отводящих подач и уменьшающих цифровых отводящих подач в каждом устройстве или группах подающих устройств, связанных между собой, чтобы позволить оператору программировать установочное значение каждого устройства независимо; таким образом, это решение требует большого числа программируемых отводящих подач в машине, а это не всегда возможно. Кроме того, это решение подразумевает, что любое изменение, например, применительно к натяжению, с которым будет осуществляться управление нитью во время конкретного процесса, означает изменение программы машины для управления программируемыми отводящими подачами разным образом. Например, переход от натяжения в 2,0 грамма к натяжению в 5,0 грамм с разрешением при увеличении/уменьшении в 0,1 грамм потребует 30 импульсов увеличения и, таким образом, по меньшей мере 30 строк программы машины; очевидно, что возврат к первоначальному натяжению в 2,0 грамм потребует 30 импульсов уменьшения и других 30 строк программы машины.
Однако следует заметить, что ʺстарыеʺ ткацкие машины, так же как и современные ткацкие машины, не всегда снабжены свободно программируемыми цифровыми отводящими подачами; это, например, создает проблемы во время этапа ʺмодернизацииʺ уже существующих на рынке машин даже в свете того факта, что потребуются разные схемы электропроводки в зависимости от машины.
Другое известное решение основано на том факте, что большинство подающих устройств вместо этого обеспечивают последовательную связь, которая сопрягается с управляющим устройством, обычно микропроцессором, ткацкой машины, через которое может программироваться эталонное установочное значение для получения различных макро-зон изделия. Очевидно, что это решение является определенно более гибким по отношению к предшествующему, но все же обладает следующими недостатками:
- ткацкая машина должна быть всегда предрасположена для последовательного управления упомянутыми подающими устройствам; поэтому такое решение не применимо ко всем типам машин, имеющимся на рынке, в частности, в случае применения к машинам старого типа;
- такое решение вынуждает изготовителей подающих устройств тесно сотрудничать с различными изготовителями ткацких машин с учетом того, что каждое устройство, очевидно, имеет конкретный протокол связи и зависит от стандарта в области связи, требуемого управляющим устройством ткацкой машины;
- таким образом, даже это решение требует изменения программы машины при каждом желании изменения натяжения в устройстве в конкретной зоне изделия.
Наконец, в случае улучшений в подающем устройстве, например, повышения разрешающей способности системы или добавления новых функций управления, эти новые функции не могут быть реализованы на предшествующих работающих машинах без необходимости вмешательства изготовителя машины, который должен вмешаться в программное обеспечение для управления подающим устройством.
В EP2067886 раскрывается система, имеющая своей задачей гарантию качества готового текстильного изделия, контролируя потребление LFA (захваченную длину пряжи) в каждом подающем устройстве, присутствующем в ткацкой машине, измеряя его значение и тем самым делая его соответствующим заданному значению, изученному или установленному, воздействием на установочное натяжение (установленное значение) подающего устройства. По сути, алгоритм управления изменяет значение рабочего натяжения каждого подающего устройства для сохранения LFA значения постоянным.
Для того чтобы работать таким образом, известная система обеспечивает сопряжение с машиной через очень простой, выполненный физически или виртуальный пусковой сигнал (нулевой (ZERO) сигал) и периодический сигнал о ходе выполнения процесса. В этом постом варианте система осуществляет контроль LFA и, таким образом, изменение натяжения каждого подающего устройства на каждом изготавливаемом предмете одежды (конец цикла); в более сложном варианте вместо этого управление может происходить в различных точках предмета одежды с использованием сочетания двух сигналов синхронизации (конец цикла плюс периодический сигнал) для определения точки обработки уникальным образом.
При этом система обеспечивает таблицу, в которую заносятся все LFA значения (установленные или изученные) в каждый момент производственного цикла каждого подающего устройства. Эти значения затем последовательно используются как эталонные для принятия решения о том, как изменить существующее рабочее натяжение в зависимости от измеренного количества.
В US 2008/256983 представлена сложная и прямая синхронизации множества подающих нити устройств, использующих ткацкую машину. Приоритетный документ имеет задачей обеспечение системы, способной находиться в постоянной связи с ткацкой машиной для приема от нее информации, относящейся к включению и выключению отдельных подающих устройств, которые будут неспособны к подаче нити в ткацкую машину независимым и автономным образом без этих сигналов включения и выключения. Такая управляющая система требует абсолютной синхронизации с ткацкой машиной.
В этом документе предшествующего уровня техники необходимость программирования коррекций, относящихся к сигналам управления подающими устройствами, с целью адаптации к сигналам их включения и выключения, чтобы сделать систему приспособленной к изменениям различных типов нити, упоминается в нескольких случаях. В документе описываются ускоряющие, задерживающие или пусковые сигналы при разных скоростях подачи по отношению к действительным сигналам с целью устранения напряжения нити, например, во время этапов пуска или останова. При этом подающие устройства, описываемые в US 2008/256983, выказывают свою неспособность к автономной работе, и поэтому усложняется система для управления такими подающими устройствами при изменении нити (например, пряжа с другой эластичностью), при изменении расстояния от точки ввода нити в ткацкую машину и при изменении типа машины.
В US 2008/256983 дополнительно описывается использование датчика натяжения для приведения в действие и отключения отдельных подающих устройств; это делается с целью получения первой эталонной карты для включения и выключения подающих устройств, которые должны быть использованы в дальнейшем, дополняя данные описанными выше значениями ускорения и задержки.
Такая известная система обладает существенным недостатком, который обусловливается тем фатом, что она имеет этап обучения/контроля, во время которого система не находится под управлением. Такая критичность является, очевидно, даже более ограничивающей по отношению к применению на кругловязальных машинах большого диаметра (машинах для трикотажных изделий), где такой этап может быть чрезвычайно долгим (достигая иногда 30 минут).
В документе WO2014114174, на имя заявителя (преамбула независимых пунктов формулы изобретения в настоящем документе относится к данному документу) описываются способ и система для управления подачей множества нитей с постоянным натяжением и/или скоростью в ткацкую машину кругловязального типа, подготовкой ткацкого станка или пряжи. Нити подаются в упомянутую машину соответствующим множеством подающих устройств. Установочное средство выполнено с возможностью установки их работы при соединении друг с другом. Средство управления принимает сигнал синхронизации от машины, относящийся к началу/концу цикла обработки полного изделия, и сигнал синхронизации, относящийся к ходу выполнения процесса, который, например, в случае кругловязальной машины соответствует выполнению полного или частичного оборота (например, 4 импульса за оборот) цилиндра такой машины. В соответствии с этими сигналами установочное средство обнаруживает каждый рабочий этап цикла изготовления или ход выполнения процесса по отношению к изделию или процессу изготовления. В частности, в случае кругловязального ткацкого станка вышеупомянутое средство управления принимает по меньшей мере сигналы, относящиеся к завершению полного или частичного оборота цилиндра такого ткацкого станка, и в соответствии с множеством таких сигналов ход выполнения процесса по отношению к изделию или части изделия, о котором идет речь, устанавливается абсолютным и определенным образом.
Этот относящийся к предшествующему уровню техники документ представляет разделение такого полного цикла изготовления на разные этапы посредством соответствующих сигналов синхронизации (PRX), генерируемых, например, в случае кругловязальной машины выполнением полного или частичного оборота соответствующего цилиндра. Средство управления воздействует на каждое подающее устройство в зависимости от упомянутых этапов (хода выполнения процесса) или от упомянутых сигналов синхронизации таким образом, что эти устройства подают и/или контролируют соответствующую нить с заданным и характерным натяжением и/или скоростью на каждом из этих этапов, и при этом должна быть получена каждая часть изделия. По существу, значения по меньшей мере одной характеристики нити, подаваемой каждым подающим устройством, выбранной по меньшей мере из натяжения, скорости и наличия нити, устанавливаются для каждого цикла изготовления изделия, соответствующего получению каждой его части.
Такое средство управления программирует такие значения вышеупомянутых характеристик в зависимости от упомянутых этапов, выполнение которых машиной определяется и обнаруживается через вышеупомянутые сигналы синхронизации, непрерывно генерируемые упомянутой машиной и принимаемые упомянутым средством управления при каждом шаге выполнения процесса.
В WO2014114174 представлено, что значения каждой характеристики подаваемой нити будут заноситься в таблицу в памяти средства управления, с тем чтобы каждая часть изготавливаемо изделия (определяемая сигналом синхронизации, PRX) для каждого полного или частичного оборота цилиндрического элемента машины и для каждого подающего устройства была обеспечена установочными данными, которые могут быть использованы для сравнения с соответствующим ткущим значением, обнаруживаемым интерфейсом, приводным и управляющим устройством подающего устройства.
В вышеупомянутой таблице готовое изделие определяется множеством упомянутых сигналов, имеющих ряд номеров от 1 до N, где сигнал PRX=N соответствует последней части готового изделия или концу изготовления изделия. Таким образом, таблица выполнена как множество этапов изготовления в виде сигналов синхронизации PRX; упомянутые этапы определяют строки вышеупомянутой таблицы, обеспечивая соответствие разным стадиям изготовления изделия, то есть изготовления каждой его части (что точно связано с каждым оборотом цилиндра в случае кругловязальной ткацкой машины, как указано на стр. 9 в строках 5-9 WO2014114174).
В качестве примера вышеупомянутого ниже приведена Таблица.
ПОДАЮЩЕГО УСТРОЙСТВА
ПОДАЮЩЕГО УСТРОЙСТВА
Задачей относящегося к предшествующему уровню техники документа, о котором идет речь, является обеспечение системы, которая предоставляет возможность стандартизации изготовления предметов одежды, создавая таблицу, содержащую, например, тенденцию установочных значений натяжения для одного или более подающих устройств во время получения каждой одной части предмета одежды в зависимости от хода выполнения процесса. Таким образом, такое натяжение соответствует каждому одному сигналу синхронизации (или по меньшей мере группе таких сигналов, непрерывно принимаемых от средства управления, причем каждый из них обязательно соответствует изготовлению одной части изделия).
В рассматриваемом случае, относящемся к предшествующему уровню техники, подлежащее использованию натяжение является параметром, который позволяет получить предмет одежды с желаемыми характеристиками. Например, применительно к градуированным компрессионным медицинским чулкам таблица содержит значения натяжения, которые должны использоваться для получения желательной компрессии в различных частях или в различных точках чулка (компрессия, возможно, будет отличаться в макро-зоне чулка, определяемой лодыжкой, по отношению к компрессии, присутствующей в макро-зоне, определяемой паголенком…).
Дополнительно, с учетом того, что сопряжение с машиной является очень простым и абсолютно независимым от модели машины, изготовителя или ее технических характеристик, относящийся к предшествующему уровню техники документ по существу предлагает абстрактный способ, который позволяет создавать предмет, который можно легко передавать от одной машины к другой. Кроме того, будучи независимой от типа машины, такая система не зависит также от модели используемого подающего устройства.
Однако в WO2013114174 предусматривается, что каждый сигнал синхронизации (например, генерируемый машиной для изготовления чулочного изделия при каждом обороте ее цилиндра), будет использован для управления подающими устройствами или датчиками. Таким образом, это подчиняет такое управление действительному получению сигналов синхронизации и множества таких сигналов, которые соответствуют каждой одной части изготавливаемого изделия или продолжительности каждого одного рабочего этапа, соответствующего упомянутой одной части изделия. Например, в случае изготовления чулочных изделий различных размеров должны устанавливаться разные обороты цилиндра для одних и тех же частей чулочных изделий в зависимости от их размеров, при этом разные установочные значения приводят к изготовлению разных желаемых чулочных изделий. Таким образом, возникает необходимость в разных программах для одного и того же чулка, что в связи с этим с очевидностью означает повышение сложности управления и возможность ошибок со стороны оператора.
Например, при изготовлении чулочного изделия того же типа, но других размеров, так что при этом число сигналов синхронизации, PRX, для каждой зоны является изменяемым (например, по отношению к приведенной выше таблице с ПАГОЛНКОМ связаны 60 PRX, а не 40 PRX), пользователь вынужден изменять таблицу и поэтому должен всегда точно знать число PRX, связанных с каждой зоной.
Таким образом, изобретение по WO2013114174 по-прежнему имеет недостаток в применении, хотя и в меньшей степени, заключающийся в том, что такое применение всегда привязано к знанию точной продолжительности (числа импульсов синхронизации, PRX) отдельных участков (макро-зон) изделия. Кроме того, в решении, предлагаемом в WO2013114174, изменение макро-зоны изделия связано с числом PRX (например, переход МАНЖЕТ-ПАГОЛЕНОК связан с переходом PRX от 10 к 11) и, таким образом, оно изменяется в зависимости от размера; это обязательно требует разных таблиц для каждого размера, и оператор обязан знать и программировать диапазон PRX для каждого размера (например, PRX от 10 до 11 для РАЗМЕРА_1, PRX от 12 до 13 для РАЗМЕРА_2…). Кроме того, программируя разные таблицы для каждой зоны, оператор должен также загружать разные программы при изменении размера во время этапа обработки. Дополнительно, помимо дискомфорта и риска ошибки при загрузке ошибочных программ, реализация WO2013114174 влечет за собой значительно более высокую занятость памяти средства управления.
Задачей настоящего изобретения является обеспечение улучшенных системы и способа для управления подачей множества нитей с постоянным натяжением и/или скоростью в ткацкую машину.
Конкретно, задачей настоящего изобретения является обеспечение способа и системы вышеупомянутого типа, которые предоставляют возможность более простого управления каждым подающим устройством, как со стороны программирования, так и со стоны сопряжения с ткацкой машиной, по сравнению с предшествующим уровнем техники.
Конкретно, задачей настоящего изобретения является обеспечение способа и системы вышеупомянутого типа, в которых управление отдельными подающими устройствами и/или отдельными датчиками происходит независимо от получения сигналов синхронизации, PRX, в каждой отдельной макро-зоне изделия, сигналов, позволяющих - в предшествующем уровне техники - знать продолжительность отдельных рабочих этапов или длину отдельных частей изделия; это происходит независимо от длины отдельных макро-зон изготавливаемого изделия, хотя поддержание такого управления различается для каждого отдельного рабочего этапа или для каждой отдельной части каждой макро-зоны изделия.
Другой задачей является обеспечение способа и системы вышеупомянутого типа, которые предоставляют возможность гибкого управления (или разного программирования для каждого подающего устройства), не требуя использования ресурсов программируемой отводящей подачи в машине.
Другой задачей является обеспечение способа и системы вышеупомянутого типа, которые предоставляют возможность управления подающими устройствами на любой ткацкой машине, даже не предрасположенной для такой функции.
Другой задачей является обеспечение способа вышеупомянутого типа, способного обеспечить генерацию рабочей программы машины, или ʺцепочечной программыʺ в простой и удобной для оператора форме, чтобы он не беспокоился за способы вмешательства в подающее устройство, а только за результат на готовом изделии.
Еще одной задачей является обеспечение системы вышеупомянутого типа, способной предоставить возможность изготовителю подающих устройств проектировать их независимо от ткацких машин, с которыми должны работать такие устройства, позволяя тем самым изготовителю постоянно разрабатывать и улучшать изделие или семейство изделий, не беспокоясь о возможных сложностях совместимости с ткацкими машинами, уже работающими или не работающими, к которым такие подающие устройства должны подсоединяться, с учетом того, что никаких предрасположений в упомянутых машинах не требуется, за исключением генерации по меньшей мере одного уникального сигнала синхронизации в начале управляемого рабочего этапа. По существу, такая возможность уже обеспечена в машине в том смысле, что она может соответствовать приведению в действие нитеводителя, соленоидного клапана или любого другого устройства машины, или любой другой ее функции.
Еще одной задачей является обеспечение системы и способа вышеупомянутого типа, способных обеспечивать получение изделия с ʺфасонным узоромʺ простым для оператора образом, при этом выразительный фасонный узор используется для указания подлежащего обработке участка (повторяющегося или выбираемого произвольно) в макро-зоне, в котором рабочее натяжение или скорость (то есть установочное значение) изменяется повторяемо или произвольно (например, 2,0-2,5-1,5-2,5-2,0 или в произвольной последовательности по отношению к натяжению).
Другой задачей является обеспечение способа и системы вышеупомянутого типа, которые могут быть стандартизованы, с тем чтобы они могли быть потенциально использованы с любой моделью ткацкой машины любой торговой марки, модели или года выпуска.
Эти и другие задачи, которые должны быть более очевидными для специалистов в данной области техники, решаются системой и способом в соответствии с прилагаемой формулой изобретения.
Для лучшего понимания настоящего изобретения в качестве не ограничивающего примера прилагаются сопроводительные чертежи, на которых:
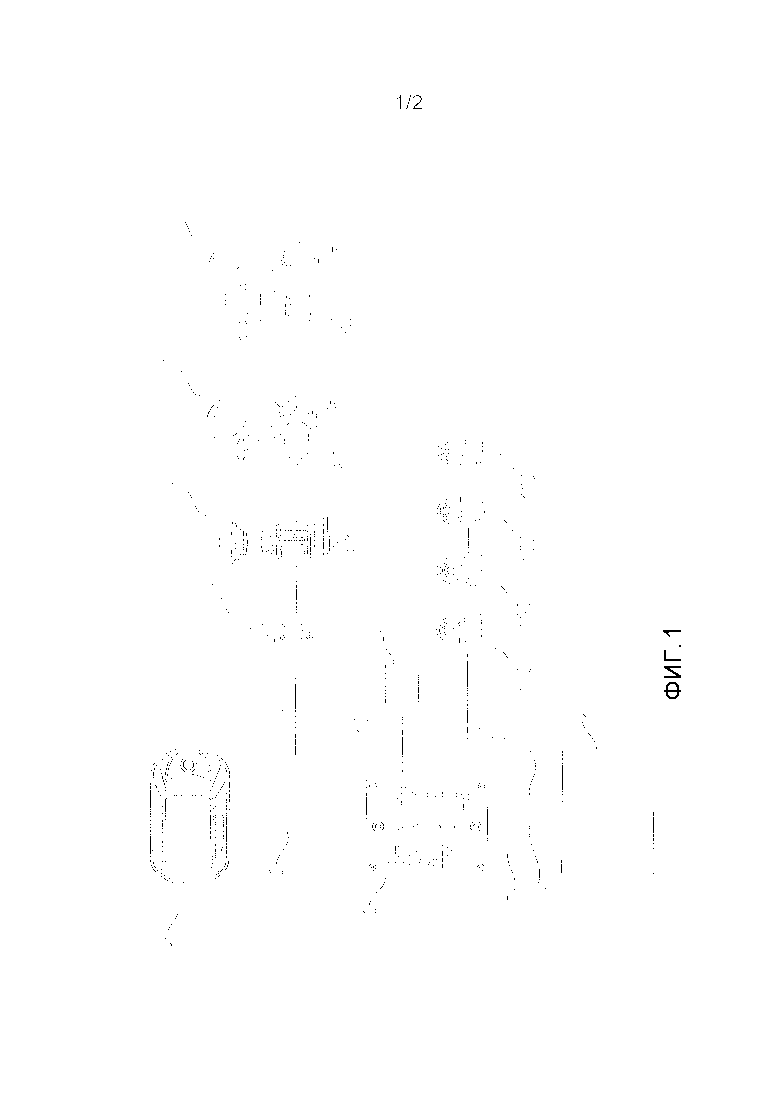
ФИГ.1 - схема системы, полученной в соответствии с изобретением;
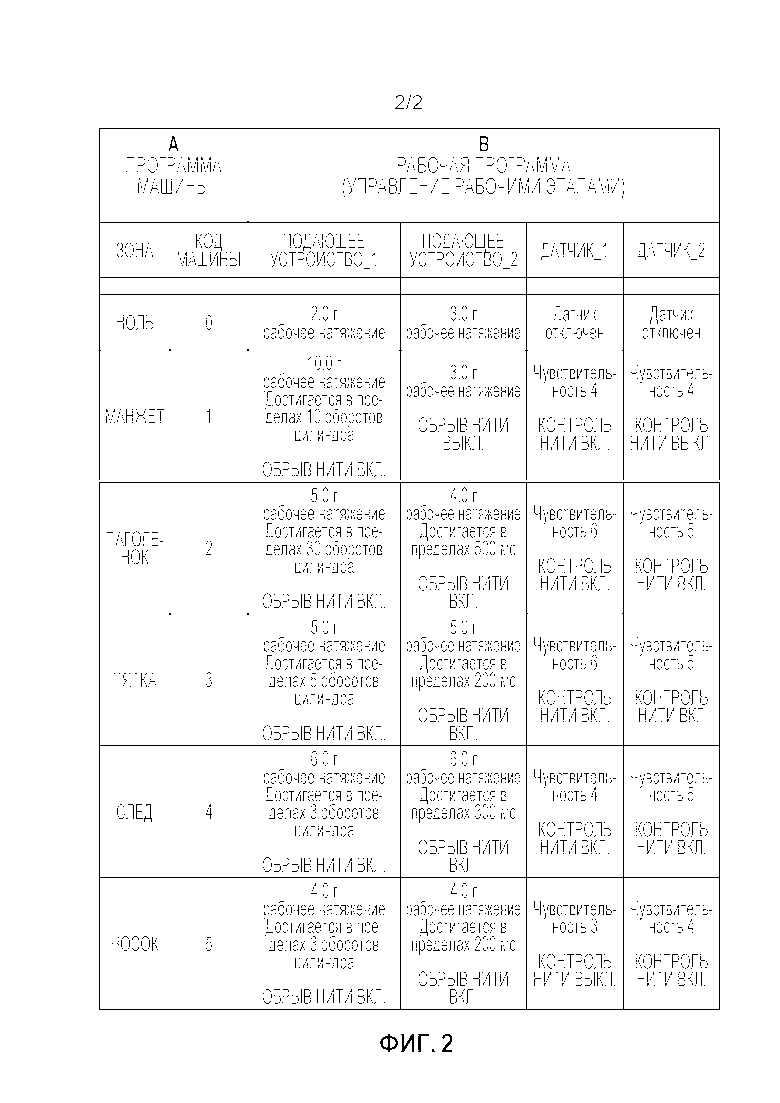
ФИГ.2 - таблица, иллюстрирующая возможный рабочий режим системы в соответствии с изобретением.
В соответствии с вышеупомянутым на фи.1 показаны различные устройства 1 для подачи нитей (не показаны) в ткацкую машину 2, причем такие устройства могут быть идентичными или отличаться друг от друга. На фиг.1 также показаны датчики 100, выполненные с возможностью контролирования по меньшей мере одной характеристики каждой подаваемой нити, такой как ее натяжение, скорость, диаметр, количество, цвет, и т.п.
Ткацкая машина относится к типу, выполненному с возможностью изготовления изделия. Однако изобретение может быть также применено к машине для подготовки пряжи, при этом каждая одна нить подвергается рабочему циклу (например, скручиванию, текстурироваию, выпрямлению, переплетению), который по-прежнему содержит рабочие ʺзоныʺ или рабочие этапы для получения макро-зон изделия, или отдельные полные операции обработки из множества операций обработки, которым подвергается нить, отличающиеся от каждой другой, в цикле изготовления: например, при изготовлении катушки зонами или этапами изготовления могут быть связывание, намотка со слоями, имеющими разные рабочие натяжения, съем или получение повторяющихся или произвольно выбираемых фасонных узоров во время изготовления катушки.
Все устройства 1 и 100 на фиг.1 подсоединены к управляющему и интерфейсному устройству 3, предпочтительно мкропроцессорного типа. Такое интерфейсное устройство 3 может иметь или быть подсоединенным через соединение 10 (любого типа, электрическое или последовательное) к дисплею 11 и/или клавиатуре 5, через которую оператор может вводить или выбирать разные рабочие режимы устройства 3 и программировать работу каждого устройства (подающего устройства или датчика), подсоединенного к нему.
Управляющее и интерфейсное устройство 3 выполнено с возможностью программирования и управления устройствами в зависимости от различных рабочих режимов машины. Как было замечено, эти устройства могут быть одного и того же типа или отличаться по типу один от другого (подающее устройство нити с постоянным натяжением, подающее устройство нити с постоянной скоростью, датчики для контроля скольжения, датчики для контроля качества нити, и т.п.). Управление и программирование упомянутых устройств предпочтительно осуществляется через последовательную линию 4, которая подсоединена к устройству 3, для того чтобы упростить и тем самым уменьшить стоимость электропроводки системы, особенно когда число устройств 1 и 100 очень велико (как, например, в случае кругловязальных машин среднего и большого диаметра).
Изобретение (способ и система) основано на том факте, что почти во всех ткацких производственных процессах, например, в кругловязальных машинах малого и среднего диаметра, производственные процессы могут быть подразделены на ряд повторяющихся циклов изготовления, где производственный процесс соответствует изготовлению одного предмета одежды (например, чулка).
Множество рабочих этапов для получения законченных частей с макро-зонами изделия, например, в случае чулочного изделия это пятка, паголенок, след, и т.п., может быть определено в каждом цикле изготовления. Таким образом, производственные подпроцессы, выполненные с возможностью получения отдельных ʺчастейʺ каждой макро-зоны или отдельных ʺучастковʺ изделия, которые совместно с подобными и последовательными участками определяют его, могут быть идентифицированы в каждом из упомянутых рабочих этапов, которые приводят к получению макро-зоны изделия. В свете такой классификации обеспечено, что устройство 3 работает, получая от ткацкой машины 2 - через электрические или последовательные соединительные линии 7 и 8 - по меньшей мере сигнал синхронизации, который однозначно определяет каждый рабочий этап, выполненный с возможностью определения по меньшей мере одной макро-зоны изделия, что всегда позволяет такому устройству 3 абсолютно и однозначно определять ход выполнения процесса в ткацкой машине.
Такой сигнал синхронизации может быть получен через любой электрический сигнал, частотно-модулированный сигнал, амплитудно-модулированный сигнал, сигнал переменного рабочего цикла, последовательность импульсов, логический сигнал или аналоговый сигнал. Однако требуется определить начало (или конец) конкретного рабочего этапа машины (зоны), которому соответствует упомянутый сигнал, чтобы определить начало (или конец) этапа изготовления макро-зоны изделия.
Таким образом, машина 2 предрасположена к генерации через свое обычное программируемое устройство управления, в котором запоминаются этапы для обработки изделия, упомянутого сигнала синхронизации при каждом начале (конце) одной макро-зоны изделия или одного рабочего этапа машины, который обеспечивает такое начало (конец) макро-зоны. Это применимо к каждому получаемому предмету одежды или изделию.
Таким образом, продолжая генерировать упомянутые уникальные сигналы синхронизации применительно к каждому этапу для изготовления макро-зоны изделия, ткацкая машина сигнализирует о повторении этапов, требуемых для полного изготовления отдельного изделия и, тем самым, о повторении изготовления нескольких изделий управляющему и интерфейсному устройству 3.
Более конкретно, устройство 3 принимает - через по меньшей мере одну соединительную линию (электрическую или последовательную) 10 - данные, относящиеся к обрабатываемой зоне (или той, которая обозначена как ПРОГРАММА МАШИНЫ на фиг.2 в столбце A), с учетом того, что они вписываются в ʺРАБОЧУЮ ПРОГРАММУʺ (показанную в столбце B на фиг.2), связанную с предметом, подлежащим изготовлению, или относящиеся к конкретным программам или активизациям каждого устройства; такие данные заранее сохраняются в памяти, имеющейся в устройстве. Как было замечено, такое изделие действительно предусматривает макро-зоны (четко различимые участки изделия), получаемые с использованием разных нитей или одной и той же нити, но подаваемой в ткацкую машину с разным натяжением и/или скоростью, с тем чтобы получить упомянутые макро-зоны с характеристиками (например, стойкостью, плотностью или эстетическими характеристиками), отличающимися от соседних макро-зон или участков изделия.
Программирование таких данных или рабочих программ позволяет устройству 3 устанавливать и контролировать работу каждого отдельного устройства 1 или 100 посредством конкретных способов, которые зависят от типа устройства и функции изготавливаемого изделия, этапа его изготовления и нити, используемой для его изготовления. Такая загрузка, например, происходит через персональный компьютер (PC), подсоединенный к устройству 3 через USB флэш-накопитель, SDI карты, Ethernet соединение, Wi-Fi соединение или подобные устройства (определяемые - в качестве примера - блоком 11 на чертеже).
ʺРабочая программаʺ обеспечивает таблицу того типа, который представлен на фиг.2. Она создается оператором и представляет участок одного цикла изготовления изделия в разных рабочих этапах для получения разных макро-зон изделия (например, чулка: манжета, паголенка, лодыжки, пятки, следа, носка), и программирование/активизация каждого устройства определяется для каждой рабочей макро-зоны. В рассматриваемом случае (см. фиг.2) рабочие зоны (НОЛЬ, МАНЖЕТ, ПАГОЛЕНОК, ПЯТКА, СЛЕД и НОСОК) обеспечены в соответствии с вышеупомянутыми макро-зонами изделия, используются два подающих устройства (ПОДАЮЩЕЕ УСТРОЙСТВО_1 и ПОДАЮЩЕЕ УСТРОЙСТВАО_2) и два датчика для контроля присутствия пряжи (ДАТЧИК_1 И ДАТЧИК_2). Можно увидеть, что в таблице на фиг.2 каждой рабочей зоне соответствует сигнал (генерируемый машиной), который, например, является уникальным номером для каждой рабочей зоны (показан в столбце КОД МАШИНЫ). Например, он генерируется четырьмя цифровыми отводящими подачами (двоичный код), обеспечивая тем самым способность к управлению шестнадцатью зонами и неограниченным числом подающих устройств 1 и датчиков 100.
Согласно такому разделению рабочий режим определяется для каждого устройства, то есть определяется каждая характеристика подаваемой нити, такая как ее рабочее натяжение, скорость, а также включение или отключение каждого подающего устройства 1 и их параметры управления.
Таким образом, устройство 3 приводит в действие и контролирует каждое устройство 1 в зависимости от выбранной рабочей зоны машины (КОД МАШИНЫ в таблице 2) в соответствии с таблицей программирования.
Таким образом, изобретение позволяет оператору управлять каждым устройством 1 или множеством устройств чрезвычайно простым образом: по существу, это подобно заполнению таблицы, показанной на фиг.2, с конкретизацией поведения отдельного устройства или группы устройств, исходя из верификации рабочих зон, указанных в столбце A этой таблицы. При этом устройство 3 будет программировать и управлять устройствами: например, в случае подающего устройства с постоянным натяжением алгоритм управления, существующий в устройстве 3, будет управлять возможным переходом от одного натяжения (и/или скорости) к другому, используя максимальную разрешающую способность (или максимальное программируемое натяжение) устройства, подлежащего управлению.
Оператор просто должен конкретно указать необходимость перехода натяжения, например, от 2 к 5 граммам, и это будет алгоритмом управления вместо принятия решения о переходе ʺпо наклоннойʺ от первого ко второму натяжению в зависимости от типа управляемого устройства. Используя устройство 3, работающее в соответствии с тем, как описано, становится чрезвычайно просто для оператора даже вмешиваться и изменять конечный результат при определении предмета. Не потребуется воздействовать на программу машины (столбец 2A на фиг.2), а только на данные в столбце 2B на этом чертеже, запомненные в устройстве 3 и связанные с предметом, подлежащим изготовлению.
Таким образом, устройство 3 работает в соответствии со способом, который обеспечивает разделение рабочего режима для получения каждого изделия на ряд этапов изготовления, соответствующих каждой макро-зоне изделия, причем упомянутые этапы изготовления будут определяться посредством уникального синхронизма или сигналов синхронизации, соответствующих каждому рабочему этапу машины или любой зоне изделия, подлежащего изготовлению.
Другими словами, во время изготовления каждой макро-зоны или участка изделия (или рабочей зоны), соответствующих конкретному рабочему этапу (или рабочей зоне) машины, машина генерирует соответствующий синхронизм или сигнал синхронизации (показан на фиг.2, в столбце A через КОД МАШИНЫ 0-5). Такой сигнал принимается устройством 3, которое приводит в действие/отключает каждое устройство, привязывая его к соответствующему процессу программы (фиг.2, столбец B).
Такое рабочее состояние для каждого устройства продолжается до тех пор, пока машина не обеспечит генерацию другого сигнала синхронизации, соответствующего изготовлению другой макро-зоны изделия (или другой рабочей зоне). Такая последовательность этапов продолжается до тех пор, пока не будет полностью получено изделие, и затем возобновляется с этапа для получения первой макро-зоны изделия первой рабочей зоны, которая обозначена как НОЛЬ в таблице на фиг.2, и, таким образом, соответствует началу/концу цикла изготовления.
Таким образом, согласно изобретению уникальный сигнал синхронизации, который приводит к программированию и/или приведению в действие или отключению каждого устройства 1, обнаруживается для каждого конкретного рабочего этапа, соответствующего разным макро-зонам изделия. Таким образом, устройство 3 устанавливает и контролирует работу последнего и режим воздействия его на нить; при этом устройство 3 может контролировать каждую макро-зону при изготовлении изделия дифференцированным образом.
Таким образом, в свете вышесказанного становится ясно, что устройство 3, работая в соответствии со способом, соответствующим данным, которые содержатся в таблице и соответствуют рабочим зонам, и зная рабочий этап машины из анализа принятых сигналов синхронизации, способно к модификации способов работы каждого устройства в зависимости от хода выполнения процесса; по существу, требуется только управляющее устройство 3 для модификации их способов работы (например, установкой рабочего натяжения для подающего устройства с постоянным натяжением) при каждом из таких сигналов для каждого подсоединенного устройства 1 или 100. Если модификация невозможна, устройство 3 генерирует сигнал тревоги для оператора и останавливает ткацкую машину.
С учетом того, что ʺрабочая программаʺ (см. таблицу на фиг.2, столбец B) является результатом данных, установленных в устройстве 3 способом, не зависящим от ткацкой машины 2 и типа подсоединенного подающего устройства 1 и/или датчика 100, становится ясно, что рабочие данные устройства 3 могут быть установлены дифференцированным образом в зависимости от типа устройства 1 или 100, или от возможной версии аппаратного/программного обеспечения подсоединенного подающего устройства, позволяя тем самым пряже продолжать развитие соответствующие изделия независимо от поддержания совместимости с конкретной ткацкой машиной, к которой оно должно быть подсоединено, или с другими подающими устройствами, подсоединенными к такой машине.
В более продвинутом варианте реализации этого способа, помимо генерации уникального сигнала каждой макро-зоны изделия, машина может генерировать другой сигнал синхронизации (PRX) в зависимости от положения рабочего элемента ткацкой машины, такого, например, как цилиндр кругловязальной машины или трансмиссионный вал машины для подготовки пряжи, на рабочем этапе для изготовления такой макро-зоны. Алгоритм может, вероятно, использовать эту информацию для управления линейным изменением натяжения или режимом/скоростью изменения натяжения. Например, в таблице на фиг.2, столбец B, запрос на переход от 2,0 грамм (натяжение, существующее в предшествующей зоне) к 5,0 граммам в пределах 10 оборотов цилиндра указан оператором в зоне МАНЖЕТ для ПОДАЮЩЕГО УСТРОЙСТВА_1. Вместо генерации машиной дополнительный сигнал синхронизации, PRX, может быть извлечен из машины через бесконтактный датчик, способный к улавливанию вращения цилиндра.
В любом случае, с учетом того, что на этапы не оказывают влияния размеры предметов (или, например, обороты цилиндра в машине для изготовления чулочных изделий), с учетом того, что синхронизм или каждый из сигналов синхронизации генерируется в начале (или в конце) каждой рабочей зоны изделия (и они даже не могут продолжаться сверх полного рабочего цикла), подающая система и способ остаются неизменными для каждого полученного изделия, когда переход рабочего этапа каждого устройства 1 происходит, например, по отношению к натяжению с плавным изменением по времени, которое может регулироваться и программироваться в каждой рабочей зоне (см. ПОДАЮЩЕЕ УСТРОЙСТВО_2 в строке ПАГОЛЕНОК таблицы на фиг.2), или с плавными изменениями в зависимости от хода выполнения процесса в рабочей зоне через сигналы синхронизации (PRX).
Конкретно, такие устройства могут быть разного типа, тот же самый случай применим к подающим устройствам с постоянным натяжением принудительного или накопительного типа, с неподвижным или вращающимся барабаном, подающим устройствам с постоянной скоростью, датчикам обнаружения пряжи и датчикам контроля качества. Такие устройства могут также быть одним или более элементами, которые приводят в действие рабочую функцию машины, такими как соленоидный клапан, устройство воскования, резак, сплетающее устройство.
Кроме того, в рабочей зоне каждого устройства (соответствующей рабочей зоне машины) и для каждого рабочего этапа машины, помимо натяжения и/или скорости подающего устройства нити может быть также придана активизация специальных функций, таких, например, как функция идентификации любого обрыва нити. Таким образом, в этом случае функция обрыва нити будет автоматически включаться и/или отключаться устройством 3 в рабочей зоне устройства 1, определяя тем самым отсутствие или обрыв нити, или же использование ее в нежелательной зоне.
В таблице на фиг.2, столбец B, показано также программирование датчика для контроля наличия пряжи, чувствительность которого будет использована для контроля нити и в котором активное состояние контроля выбирается в зависимости от рабочих этапов или зон машины.
ʺРабочая программаʺ может быть оптимизирована в терминах пространства (занятости памяти), например, указывая - для каждой рабочей зоны - операции, относящиеся только к предыдущей рабочей зоне, или делая каждый столбец (ПОДАЮЩЕЕ УСТРОЙСТВО_1) соответствующим не одному устройству, а группе устройств, которые выполняют одни и те же действия.
В другом альтернативном решении таблица для установки натяжений в зависимости от хода выполнения процесса может содержаться в памяти каждого устройства 1, и сигналы синхронизации могут достигать устройства 1 непосредственно или через устройство 3.
В другом варианте дисплей и/или клавиатура 5 служат в качестве управляющего устройства 3, и оно непосредственно сопрягается с подающими устройствами 1 и принимает сигналы синхронизации от машины 2.
Еще в одном варианте изобретения дисплей и/или клавиатура 5 находятся вне управляющего устройства 3 или же вообще отсутствуют.
И наконец, согласно другому варианту первое устройство 1 из множества устройств содержит устройство 3, другие устройства 1 из этого множества принимают установочные значения от этого первого устройства 1. В режиме, в котором устройство 3 также управляет работой каждого подающего устройства, если оно содержится в первом устройстве 1, упомянутом выше, это последнее из указанных устройств приводит в действие и управляет работой всех других подающих устройств, установленных на машине.
Изобретение позволяет осуществлять управление подачей нити в рабочую машину, полученное с более высоким уровнем абстракции по отношению к используемому в предшествующем уровне техники, в частности, описанному в WO2013/114174, и не зависящее от длины каждой рабочей зоны машины, позволяя тем самым иметь одну таблицу для управления каждой подачей при изменении размеров, что упрощает, таким образом, программирование устройств.
Изобретение не требует знания длины каждой макро-зоны изделия и соответствующей рабочей зоны машины для ее получения применительно к каждому размеру вследствие того факта, что изменение рабочей зоны в зависимости от макро-зоны происходит автоматически в зависимости от кода рабочей зоны, активируемого программой машины. Поэтому изменение размера осуществляется автоматически, не требуя какого-либо выбора оператором и, следовательно, оценки какого-либо риска.
Таким образом, в программе машины любой модели/изготовителя от оператора требуется только запрограммировать уникальный сигнал для каждой макро-зоны, идентичный для любого типа чулка/изделия и размера. И наконец, потребление памяти в средстве управления является весьма низким.
Описание относится к варианту осуществления изобретения, применимому к ткацкой машине, которая работает с несколькими нитями, подаваемыми соответствующими устройствами 1 и 100. Однако это изобретение применимо также к случаю машины, которая работает только с одной нитью, обрабатываемой с использованием различных способов на этапе изготовления, такой, например, как крутильная машина или любая машина для подготовки пряжи.
Такие варианты должны также признаваться укладывающимися в объем защиты излагаемой ниже формулы изобретения.
Описаны способ и система для управления и контроля подачи по меньшей мере одной нити в ткацкую машину (2) как функции ее рабочего этапа при изготовлении изделия или обработке такой нити, при этом такое изготовление или обработка обеспечивается для последовательности упомянутых этапов, соответствующих получению различных частей одного и того же изделия или разным операциям обработки такой нити, которая подается в упомянутую машину соответствующим подающим устройством (1) с постоянным натяжением и/или скоростью, и/или контролируется датчиком (100), осуществляющим мониторинг скольжения или любой из ее неотъемлемых характеристик, таких как натяжение, скорость, диаметр, количество и цвет, при этом упомянутый датчик (100) и/или подающее устройство управляются установочным и управляющим средством (3), которое устанавливает их работу, упомянутое установочное и управляющее средство (3) принимает сигналы синхронизации от машины (2) и обнаруживает - в соответствии с ними - вышеупомянутые рабочие этапы и, таким образом, ход выполнения процесса по отношению к изделию или процессу изготовления, причем упомянутая установка работы программируется в зависимости от упомянутых рабочих этапов. Уникальный сигнал синхронизации генерируется ткацкой машиной применительно к каждому конкретному рабочему этапу машины независимо от продолжительности такого этапа. Изобретение обеспечивает улучшенную систему и способ управления подачей множества нитей с постоянным натяжением и/или скоростью в ткацкую машину, возможность простого и гибкого управления каждым подающим устройством как со стороны программирования, так и со стороны сопряжения с ткацкой машиной, а также возможность управления подающими устройствами на любой ткацкой машине, даже не предрасположенной для такой функции. 2 н. и 12 з.п. ф-лы, 1 табл., 2 ил.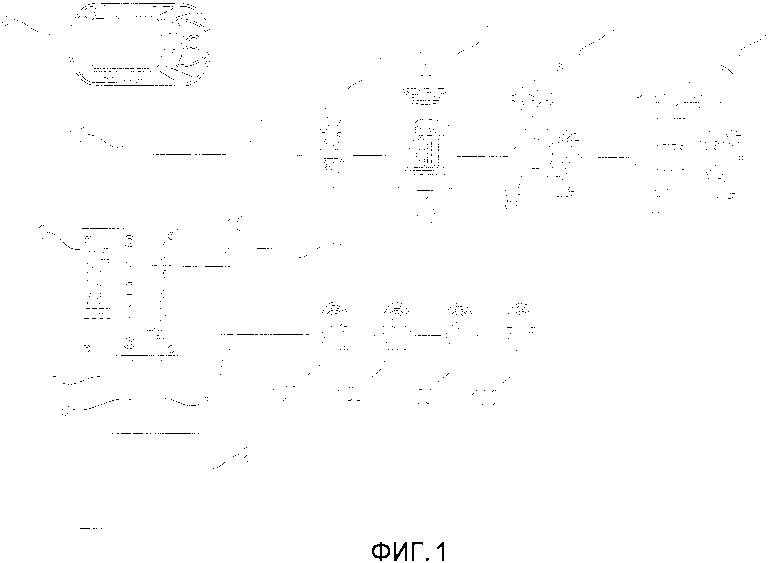
1. Способ управления и контроля подачи нити или пряжи, или множества нитей с постоянным натяжением и/или скоростью в ткацкую машину, кругловязальную машину (2), чулочную машину, ткацкий станок или машину для подготовки пряжи, причем упомянутая подача обеспечивается в соответствии с разными рабочими этапам или рабочими зонами такой машины (2), которые выполняются во время изготовления изделия или обработки нити, и такая обработка или изготовление содержит последовательную смену упомянутых рабочих этапов или рабочих зон, определяющую цикл изготовления, при этом каждая нить подается в упомянутую машину соответствующим подающим устройством (1) с постоянным натяжением и/или скоростью, и/или контролируется датчиком (100), который осуществляет мониторинг подачи или любой из других свойственных характеристик, таких как натяжение, скорость, диаметр, количество, цвет, и обнаружение упомянутых отдельных рабочих этапов цикла изготовления или рабочих зон рабочей машины, или же хода выполнения процесса по отношению к изделию осуществляется посредством сигнала синхронизации, генерируемого ткацкой машиной (2),
отличающийся тем, что:
- каждый один рабочий этап или рабочая зона пригодны для обеспечения возможности изготовления макро-зоны изделия или выполнения одной полной операции обработки из множества операций обработки нити, которым она должна быть подвергнута, и дополнительно обеспечивается:
- связь конкретных и установленных значений по меньшей мере одной характеристики нити, подаваемой и/или контролируемой каждым подающим устройством (1, 100) в каждом из таких рабочих этапов или рабочих зон, выполняемых с возможностью изготовления каждой макро-зоны изделия или реализации каждой полной операции обработки нити, при этом упомянутая характеристика выбирается из натяжения нити, скорости нити, диаметра нити, количества подаваемой нити и цвета нити, и упомянутые установленные значения заносятся в таблицу;
- запоминание таких значений в установочном и управляющем средстве (3), к которому такое подающее устройство и/или датчик (1, 100) подсоединены; и
- воздействие упомянутого устанавливающего и управляющего средства на вышеупомянутое подающее устройство (1) и/или датчик (100) для определения значений подаваемой и/или контролируемой нити в соответствии с запомненными значениями для получения упомянутой макро-зоны изделия или для реализации одной полной операции обработки нити, причем упомянутый один рабочий этап или рабочая зона идентифицируется посредством генерации уникального сигнала синхронизации машиной в начале или в конце изготовления макро-зоны изделия или одной операции обработки пряжи, при этом упомянутый уникальный сигнал используется упомянутым устанавливающим и управляющим средством (3) для воздействия на каждое подающее устройство (1) и/или датчик (100), чтобы позволить упомянутому подающему устройству и/или датчику контролировать и/или подавать нить, причем упомянутые контроль и/или подача производятся с характеристиками, пригодными для реализации упомянутого одного рабочего этапа или рабочей зоны с целью получения упомянутой макро-зоны изделия или выполнения упомянутой одной операции обработки пряжи, при этом упомянутое установочное и управляющее средство (3) однозначно идентифицирует упомянутый рабочий этап или рабочую зону в соответствии с сигналом синхронизации, принятым от машины, и реализация упомянутого рабочего этапа или рабочей зоны для обеспечения одной операции обработки пряжи или макро-зоны изделия осуществляется в соответствии с упомянутыми конкретными и установленными значениями по меньшей мере одной характеристики нити, подаваемой и/или контролируемой каждым подающим устройством и/или датчиком (1, 100) для каждого из таких рабочих этапов или рабочих зон.
2. Способ по п.1, отличающийся тем, что упомянутая характеристика выбирается из упомянутых свойственных ей характеристик, и упомянутые установленные значения заносятся в таблицу.
3. Способ по п.1, отличающийся тем, что установочное и управляющее средство (3) обнаруживает соответствующие действительные текущие значения характеристики нити, контролируемые во время подачи каждой нити в машину каждым подающим устройством (1), производит сравнение упомянутых действительных или текущих значений с установленными значениями, генерируя предупреждение для оператора, останавливая ткацкую машину или требуя воздействия на каждое устройство (1), если обнаруживается расхождение между действительными или текущими значениями и установленными значениями.
4. Способ по п.1, отличающийся тем, что данные, относящиеся к характеристикам подачи нити, ассоциируются с сигналом синхронизации, который однозначно идентифицирует рабочий этап или рабочую зону, установочное и управляющее средство (3), воздействующее на упомянутое подающее устройство, и/или датчик (1, 100), чтобы адаптировать каждую контролируемую характеристику нити, подаваемой в каждом одном рабочем этапе или рабочей зоне.
5. Способ по п.1, отличающийся тем, что уникальный сигнал синхронизации соответствует рабочему этапу или рабочей зоне, к которым привязано множество данных, относящихся к подаче и/или контролю нити и присущим ей характеристикам.
6. Способ по п.1, отличающийся тем, что уникальный сигнал синхронизации определяется логическим уровнем или одним, или более импульсами, или одним, или более цифровыми сигналами, или сигналом переменного рабочего цикла, или аналоговым сигналом, или последовательной связью.
7. Способ по п. 1, отличающийся тем, что помимо уникального сигнала синхронизации, определяющего каждый рабочий этап или рабочую зону, дополнительный сигнал синхронизации, зависящий от положения рабочего элемента ткацкой машины, такого как вращающийся цилиндр кругловязальной машины или трансмиссионный вал машины для подготовки пряжи, подается в установочное и управляющее средство (3) от ткацкой машины на таком рабочем этапе или в такой рабочей зоне.
8. Способ по п.7, отличающийся тем, что установочное и управляющее средство (3) альтернативно использует дополнительный сигнал синхронизации или возможно программируемый по времени диапазон на каждом рабочем этапе или в рабочей зоне для управления автоматическим линейным изменением натяжения или задержкой этапа управления одной из свойственных характеристик нити.
9. Система для управления и контроля подачи нити или пряжи, или множества нитей с постоянным натяжением и/или скоростью в ткацкую машину (2), кругловязальную машину, чулочную машину, ткацкий станок или машину для подготовки пряжи, причем упомянутая система работает в соответствии со способом по п.1, при этом упомянутая подача обеспечивается в соответствии с разными рабочими этапами или рабочими зонами такой машины (2), выполняемыми во время изготовления изделия или обработки пряжи, и такая обработка или изготовление содержит последовательность упомянутых рабочих этапов или рабочих зон, определяющих полный цикл изготовления, при этом система содержит подающее устройство (1), которое подает соответствующую нить в упомянутую машину с постоянным натяжением и/или скоростью, датчик (100), обеспеченный для мониторинга подачи или любой другой из неотъемлемых характеристик, таких как натяжение, скорость, диаметр, количество, цвет, и установочное, и управляющее средство (3), подсоединенное к такому устройству (1, 100) и обеспеченное для установки и управления его работой, при этом упомянутое установочное и управляющее средство (3) принимает сигналы синхронизации от машины (2),
отличающаяся тем, что эти сигналы синхронизации соответствуют началу и концу каждого рабочего цикла или рабочей зоны, причем упомянутые сигналы синхронизации пригодны для предоставления возможности изготовления макро-зоны изделия или выполнения одной полной операции обработки из множества операций обработки, которым нить должна быть подвергнута, при этом установочное и управляющее средство (3) пригодно для воздействия на упомянутое подающее устройство (1) и/или датчик (100) в соответствии с каждым из упомянутых сигналов синхронизации, принимаемых от машины (2), с тем чтобы такое подающее устройство (1) или датчик (100) подавали и/или контролировали соответствующую нить с заданным и характерным натяжением и/или скоростью на каждом из таких рабочих этапов или рабочих зон, и значения по меньшей мере одной характеристики нити, подаваемой каждым подающим устройством (1), устанавливаются для каждого вышеупомянутого рабочего этапа или рабочей зоны, при этом упомянутая характеристика содержит по меньшей мере одно из натяжения, скорости, диаметра, количества и цвета нити, и упомянутые значения каждой характеристики подаваемой нити запоминаются в упомянутом установочном и управляющем средстве (3), причем каждый отдельный сигнал синхронизации однозначно соответствует каждому из множества рабочих этапов или рабочих зон ткацкой машины для изготовления макро-зоны изделия или реализации упомянутой одной полной операции обработки нити, и совокупность таких рабочих этапов соответствует изготовлению полного изделия или реализации полной обработки нити.
10. Система по п.9, отличающаяся тем, что установочное и управляющее средство (3) являются приводным и управляющим интерфейсным устройством, расположенным между каждым подающим устройством (1) и/или датчиком (100) и ткацкой машиной, причем упомянутое средство является программируемым.
11. Система по п.9, отличающаяся тем, что каждое отдельное подающее устройство (1) или датчик (100) подсоединяется к интерфейсному и управляющему устройству (3) альтернативно посредством одного из следующих способов:
- последовательное соединение;
- электрические сигналы, выполненные с возможностью распознавания аппаратных сигналов управления, генерируемых вышеупомянутым устройством (3), таких как сигналы INC (увеличение), DEC (уменьшение), сигналы включения/выключения, и т.п.
12. Система по п.9, отличающаяся тем, что упомянутое интерфейсное и управляющее устройство (3) является частью устройства для подачи из множества подающих устройств (1).
13. Система по п.9, отличающаяся тем, что упомянутые подающие устройства (1) являются по меньшей мере устройствами для подачи нити с постоянным натяжением, содержащими также накопительные подающие устройства с неподвижным или вращающимся барабаном, устройствами обнаружения подачи пряжи, устройствами управления натяжением/скоростью/количеством подаваемой нити, устройствами для воздействия на нить, такими как резаки, или элементы оператора ткацкой машины.
14. Система по п.9, отличающаяся тем, что сигнал синхронизации альтернативно является сигналом, характеризуемым логическим уровнем или же одним, или более импульсами, или одним или более цифровыми сигналами с двоичным кодом, или сигналом переменного рабочего цикла, или аналоговым сигналом или последовательной связью.
| WO 2013114174 A1, 08.08.2013 | |||
| US 20080256983 A1, 23.10.2008 | |||
| ФЛОТОГИДРОКЛАССИФИКАТОР | 1989 |
|
RU2067886C1 |
| US 3858416 A1, 07.01.1975. | |||

