Область техники
Изобретение относится к металлургии и может быть использовано в литейном производстве для получения модифицированного чугуна.
Уровень техники
Для литейных нужд чугун получают в вагранках или в индукционных печах, в этом случае углерод в чугуне может находиться в различных формах, которые влияют на качественные характеристики литых изделий из чугуна: пластичная форма графита снижает прочность чугуна; шаровидная или волокнистой формы графита повышают механическую прочность чугуна. Для изменения формы графита в отливках из чугуна применяют различные модификаторы, которые меняют форму графита, а это приводит к увеличению механической прочности отливок из чугуна.
Известен способ модифицирования серого чугуна (патент РФ 2151198, С22С 1/00, опубл. 20.06.2000), включающий обработку расплава углеродсодержащим компонентом, в качестве углеродсодержащего компонента используют политетрафторэтилен в количестве 0,1 - 0,3% от массы расплава. Недостаток данного способа в неравномерном распределении модификатора по объему чугуна, что снижает качество чугунных отливок.
Известен способ модифицирования серого чугуна (патент РФ 2367688, С21С 1/08, опубл. 20.09.2009), включающий обработку расплава чугуна кислородсодержащим компонентом, в качестве кислородсодержащего компонента используют свинцовистые силумины в количестве 0,3-0,6% от массы расплава. Недостатком данного способа модифицирования чугуна является использование в качестве компонента модификатора свинца, что не всегда применимо к отдельным изделиям из чугуна.
Ивестен способ модифицирования легированного чугуна с шаровидным графитом (Патент РФ 2515158, С22С 37/04, опубл. 10.05.2014) включающий засыпку зеркала расплава кусковым алюминием до образования сплошного слоя оксида алюминия толщиной 0,5-1,5 мм, затем засыпку слоя оксида алюминия порошком силикокальция до образования второго сплошного слоя шлака толщиной 0,5-2 мм, затем после образования слоя шлака его поверхность засыпают порошком покровного материала до образования третьего сплошного вязкого слоя толщиной 2-3 мм, затем поверхность третьего вязкого слоя засыпают порошком упомянутого покровного материала толщиной до 15 мм до образования верхнего слоя шлака, после чего вводят сфероидизирующий модификатор из магния и церия и засыпают место его введения порошком упомянутого покровного материала. Неравномерное распределение легких легирующих материалов по объему расплавленного чугуна сдерживает широкое применение данного способа.
Известен способ модифицирования чугуна (патент РФ 2542041, С22С 1/10, опубл. 20.02.2015), включающий выплавку чугуна в тигле индукционной печи с частотой тока 50-2400 Гц при поддержании уровня расплава чугуна не выше уровня верхнего витка индуктора печи, а после снижения величины номинальной мощности, подводимой к индуктору печи, на 5-50% и образования выпуклого мениска на поверхности расплава чугуна зеркало расплава засыпают покрывным материалом, выдерживают до образования защитного покрова, вводят в расплав твердый модификатор и выдерживают в течение 2-6 мин, причем модификатор перед введением в расплав выдерживают в воде и вводят в тигель индукционной печи в количестве 0,5-0,7% от массы модифицируемого чугуна, а в ковш - 0,3-0,8% от массы модифицируемого чугуна; при этом засыпку покровного материала и введение модификатора осуществляют при частоте 2000 Гц после уменьшения величины номинальной мощности, подводимой к индуктору печи, на 5-15%, а засыпку покровного материала и введение модификатора осуществляют при частоте тока индуктора 500 Гц после уменьшения величины номинальной мощности, подводимой к индуктору печи, на 15-25%; в качестве твердого модификатора используют модификатор на основе цериевой присадки и никель-магниевую лигатуру, которые вводят в расплав через зазор между футеровкой тигля или ковша и покровным материалом, в количестве 1,0-1,5% от массы модифицируемого чугуна. Попадание в отливки укрывного материала негативно сказывается на чистоту отливок, полученных данным способом.
Из уровня техники известен способ получения чугуна с шаровидным графитом (патент РФ 2551724, С22С 37/04, опубл. 27.05.2015), включающий модифицирование и литье расплавленного металла, при этом модифицирование осуществляют модифицирующим сплавом, содержащим серу, в две стадии, причем на первой стадии модифицирующий сплав, содержащий S, добавляют в расплавленный металл перед литьем, а на второй стадии модифицирующий сплав, содержащий S, добавляют в расплавленный металл во время литья. Недостатком данного способа является пониженная стойкость отливок из данного чугуна при высоких температурах.
Известен способ модифицирования расплава чугуна комплексным модификатором (патент РФ 2588965, С22С 37/04, С21С 1/10, опубл. 10.07.2016), в виде пыли газоочистки электротермического производства кремния, содержащую компоненты в следующем соотношении, мас. %: SiO2 75÷95, SiC 4,0÷11,0, Ссвоб 3,0÷7,0, MgO 0,4÷1,2, Al2O3 0,5÷1,0, Fe2O3 0,3÷0,9, CaO 1,0÷2,0, прочее 0,8÷2,3, при этом массу модификатора, направляемого на модифицирование, поддерживают в пределах 0,05÷0,1% от массы расплава.
По технической сущности, по наличию общих признаков, данное техническое решение принято в качестве ближайшего аналога.
Недостатком данного способа является недостаточно высокое качество чугуна из-за значительного количества неметаллических примесей вносимых с модификатором в виде тугоплавких оксидов магния, алюминия и кальция.
В основу изобретения положена задача, направленная на повышение потребительских свойств отливок из чугуна.
Техническим результатом является повышение физико - механических свойств чугуна.
Сущность изобретения
Технический результат достигается за счет того, что в способе модификации расплава чугуна повышение механических свойств серых чугунов достигается за счет введения модификаторов в расплав чугуна. Применяемый модификатор получен выделением из продуктов восстановительной плавки технического кремния, уловленных аппаратами очистки газов печей производства технического кремния. Уловленный материал подвергли сепарации с выделением мелкодисперсных частиц. Выделенный продукт состоит из углерода и карбида кремния, с незначительной примесью оксидов кремния, алюминия и кальция, в соотношении, мас. %: углерод 74-89, карбид кремния 10-25, примеси до 1%. Углерод в виде графита наноразмерных величин, карбид кремния в виде мелкодисперсных частиц размером, размером 0,2-0,95 мкм.
Сравнение предлагаемой технологии модифицирования чугуна не только с технологией по прототипу, но технологиями по аналогам показывает, что:
- известно модифицирование чугуна с помощью активных металлов;
- известно модифицирование чугуна с помощью микрокремнезема, образующегося при выплавке технического кремния;
- известно количество модификатора, направляемого на модифицирование чугуна, и равное 0,05÷0,1% от массы расплава.
Сравнительный анализ известных технических решений не выявил идентичных и эквивалентных признаков предлагаемому решению, а, именно:
- получение модификатора сепарацией из уловленной газоочистками пыли печей технического кремния;
- применение в качестве модификатора чугуна углерода наноразмерных величин и мелкодисперсного карбида кремния;
- внесение в расплав чугуна модификатора в количестве 0,1-0,25% от массы расплава чугуна.
Совокупность признаков как известных, так и неизвестных в их взаимосвязи позволяет получать технический результат более высокого уровня по сравнению с известными, а именно:
- повысить механические свойства чугуна;
- снизить удельное электросопротивление модифицированного чугуна.
Таким образом, предлагаемое техническое решение отвечает критериям изобретения - изобретательский уровень и промышленная применимость.
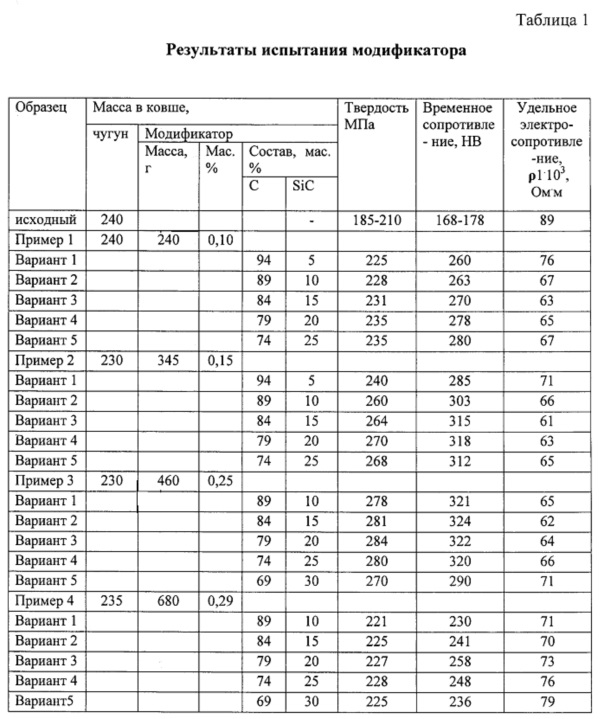
Осуществление способа Чугуна выплавленный в индукционной печи, объем плавки составлял 225-230 кг, с температурой 1445+-1460°C сливали в ковш и эжекцией, с помощью керамической трубки, вводили модификатор в расплав чугуна, проводили выдержку и отбирали пробы для определения качественных характеристик полученного модифицированного чугуна. Проведенные плавки с разным количеством модификатора оценивали влияния модификатора на механические свойства серого чугуна СЧ15.
Проведенная оценка модификатора показала, что серый чугун марки СЧ15 увеличил механическую прочность до марки СЧ35. Графит в чугуне имеют форму включений шаровидной и вытянутой формы, что и определило повышение прочности чугуна. Графит вытянутой формы образовался в чугуне за счет взаимодействия карбида кремния и железа с выделением графита. Образовавшийся графит занимает в чугуне промежуточное положение между шаровидным и пластинчатым графитом. Модифицирование чугуна смесью углерода наноразмерных частиц и мелкодисперсного карбида кремния позволили получить частички углерода сферической и вытянутой формы, что позволяет судить о переходе в вермикулярную форму графита в чугуне, выделившегося при взаимодействии железа с карбидом кремния. Образование в чугуне графита близкого к вермикулярной форме повысило его прочностные характеристики и снизило удельное электросопротивление чугуна.
Примененный модификатор, состоящий из углерода наноразмерных величин и карбида кремния в соотношении, мас. %: углерод 74-89, карбид кремния 10-25, увеличивает механическую прочность серого чугуна и снижает удельное электрическое сопротивление чугуна. Оптимальным является количество модификатора 0,10-0,25, мас. %, от количества модифицируемого чугуна (таблица 1).
Информация:
1. Патент РФ 2151198, С22С 1/00, опубл. 20.06.2000;
2. Патент ФР 2367688, С21С 1/04, опубл. 10.05.2014;
3. Патент РФ 2515158, С22С 37/04, опубл. 10.05.2014;
4. Патент РФ 2542041, С22С 1/10, опубл. 20.02.2015;
5. Патент РФ 2551724, С22С 37/04, опубл. 27.05.2015;
6. Патент РФ 2588965, С22С 37/04, С21С 1/10, опубл. 10.07.2016.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ МОДИФИЦИРОВАНИЯ ЧУГУНА И МОДИФИКАТОР ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2018 |
|
RU2704678C1 |
| СПОСОБ ИЗМЕЛЬЧЕНИЯ ГРАФИТНЫХ ВКЛЮЧЕНИЙ В ВЫСОКОПРОЧНОМ ЧУГУНЕ | 2008 |
|
RU2402617C2 |
| СПОСОБ ПОЛУЧЕНИЯ МОДИФИЦИРОВАННОГО ЧУГУНА | 2012 |
|
RU2515160C1 |
| СПОСОБ МОДИФИЦИРОВАНИЯ ЧУГУНА И СИЛУМИНА | 2010 |
|
RU2439166C2 |
| СПОСОБ МОДИФИЦИРОВАНИЯ ЧУГУНА | 2012 |
|
RU2515158C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЧУГУНА С ШАРОВИДНЫМ ГРАФИТОМ И АУСТЕНИТНО-ФЕРРИТНОЙ МЕТАЛЛИЧЕСКОЙ МАТРИЦЕЙ | 2009 |
|
RU2415949C2 |
| СПОСОБ ПОЛУЧЕНИЯ ВЫСОКОПРОЧНОГО ЧУГУНА | 2015 |
|
RU2605016C2 |
| СПОСОБ МОДИФИЦИРОВАНИЯ ЧУГУНА | 2009 |
|
RU2422546C2 |
| СПОСОБ ПОЛУЧЕНИЯ ОТЛИВОК ИЗ ИЗНОСОСТОЙКОГО БЕЛОГО ЧУГУНА | 2009 |
|
RU2412780C1 |
| СПОСОБ МОДИФИЦИРОВАНИЯ ЧУГУНА | 2015 |
|
RU2588965C1 |
Изобретение относится к металлургии и может быть использовано для производства модифицированного чугуна для изготовления быстроизнашивающихся деталей машин. Используют модификатор, мас. %: наноразмерные частицы углерода 74-89, мелкодисперсный карбид кремния 10-25, который вводят в ковш в количестве 0,10-0,25 мас. % от массы модифицируемого чугуна. Модификатор получен путем сепарации пыли, уловленной газоочистками производства технического кремния. Изобретение позволяет увеличить механическую прочность серого чугуна и снизить удельное электрическое сопротивление модифицированного чугуна. 1 з.п. ф-лы, 1 табл.
1. Способ модифицирования чугуна, включающий получение расплава, перелив расплава в ковш и ввод модификатора, отличающийся тем, что используют модификатор, состоящий из наноразмерных частиц углерода и мелкодисперсных частиц карбида кремния в соотношении, мас. %: углерод 74-89, карбид кремния 10-25, при этом упомянутый модификатор вводят в ковш в количестве 0,10-0,25 от массы заливаемого в ковш чугуна.
2. Способ по п.1, отличающийся тем, что наноразмерные частицы углерода и мелкодисперсные частицы карбида кремния получают сепарацией пыли, уловленной в аппаратах очистки газов печей производства технического кремния.
| СПОСОБ ГРАФИТИЗИРУЮЩЕГО МОДИФИЦИРОВАНИЯ ЧУГУНА | 2015 |
|
RU2620206C2 |
| СПОСОБ МОДИФИЦИРОВАНИЯ ЧУГУНА | 2015 |
|
RU2588965C1 |
| US 4545817 A, 08.10.1985 | |||
| JP 55038976 A, 18.03.1980 | |||
| JP 56139612 A, 31.10.1981. | |||

