Настоящее изобретение относится к поверхностным покрытиям, в частности, в области деталей обшивки или облицовки для салонов транспортных средств, и его объектом являются способ печати рисунка и текстуры на поверхности, установка для осуществления этого способа и деталь, полученная при помощи этого способа.
В настоящее время запросы с точки зрения внешнего вида поверхности деталей становятся самыми разнообразными и больше не ограничиваются только визуальным восприятием, а касаются также эффектов, связанных с ощущением наощупь и с игрой света (наличие блесток, матовость/блеск, переливчатость,…), то есть особых состояний поверхности или поверхностных текстур, приятных и/или неожиданных при восприятии наощупь и на глаз.
Ведутся также попытки получения матового внешнего вида и/или матового/блестящего эффекта, которые смягчают декоративные элементы, скрывают следы пальцев и являются более легкими в очистке.
Кроме того, существует также желание придать видимому на поверхности декору или изображению определенную глубину поля иди трехмерный эффект, а также повышенную интенсивность цвета.
Наконец, еще один запрос со стороны конструкторов и пользователей касается декоративных элементов, более стойких к царапанию и к трению.
Эти тенденции проявились, в частности, совсем недавно в области деталей обшивки и облицовки автотранспортных средств.
Однако существующие современные технологии для получения поверхности этого типа являются сложными и дорогими и не дают ожидаемого результата в плане качества, в частности, долговременной интенсивности цветов.
Эти известные технологии включают в себя, в частности, методы структурированного литья и последующей покраски (возможно, с нанесением конечного слоя защитного лака), печати на верхнем слое с последующим поверхностным литьем, интегрирования брызг или цветных рисунков в верхний слой или перевода рисунка во время литья детали.
Кроме того, известны многие технологии струйной печати на поверхностях, имеющих сложные трехмерные формы, например, раскрытые в документах WO 2008/064248, DE 10 2012 006 371, EP 2196 267, DE 10 2009 040 959, WO 2010/069286 и JPH 075 2525.
Однако реализуемые при помощи этих технологий декоративные элементы, изображения, рисунки или их аналоги не позволяют получать рельефную текстуру.
Кроме того, известны технологии формирования рельефных элементов на поверхности путем нанесения последовательных слоев аналогично 3D-печати, причем эти слои могут быть или не быть цветными.
Однако средства, необходимые для их осуществления, являются сложными и дорогими, и выбор цветов является узким, что ограничивает возможности визуальной передачи.
Наконец, можно получать структурированные поверхности или текстуры при помощи других технологий либо во время литья детали с применением гравированной соответствующим образом пресс-формы, либо после литья детали, производя травление ее поверхности при помощи лазера или нанося слой краски или аналогичного красящего вещества, содержащего частицы или химические соединения, реагирующие вместе для образования зерен, частиц или аналогичных конкреций.
Не говоря о том, что эти последние технологии позволяют получать только одноцветную поверхность с определенным единым блеском, они являются соответственно не гибкими, затратными по времени и не контролируемыми (с точки зрения получаемых рельефных элементов).
Вышеупомянутое отсутствие гибкости относится, в частности, к дизайну, профилю, форме, толщине и/или передаче матовости/блеска полученной текстуры или декора.
Из документов ЕР 2 340 937 и WO 2007/033031 известны способы струйной печати, в которых изображение или зону, получаемую путем печати или предварительно напечатанную на подложке, покрывают одним или несколькими слоями прозрачного лака, формируя таким образом утолщение относительно поверхности печати. В результате получают определенную защиту печати, но не добиваются никакого существенного улучшения интенсивности цветов или и не получают специально и конкретно текстурированную или структурированную поверхность или выраженный визуальный эффект глубины.
Задачей настоящего изобретения является, в частности, устранение основных недостатков вышеупомянутых известных решений и преодоление их основных ограничений.
В частности, изобретение призвано предложить решение, позволяющее получить покрытие или поверхностный декор, обеспечивающие визуальные эффекты, а именно повышенную интенсивность цвета и определенную глубину поля или 3D-эффект, тактильные эффекты, а именно зернистость или структурированную и достаточно выраженную рельефность, обеспечивающую возможность восприятия наощупь, и особенно повышенную стойкость к царапинам, к абразии при трении и к отрыву.
В связи с этим объектом изобретения является способ нанесения покрытия или поверхностного покрытия, возможно, с использованием специальной краски на видимую сторону объекта с одновременным формированием структурированной поверхности, содержащей выступающие образования, в частности, зернистость, или имеющей рельефную или аналогичную текстуру, при помощи устройства для нанесения жидкого(их) вещества(веществ) в виде капель, в частности, струйным методом,
при этом указанный способ заключается, для каждого рассматриваемого места покрываемой стороны, в последовательном нанесении друг на друга по меньшей мере двух слоев первого вещества, возможно, выбранного в зависимости от характеристик предназначенной для печати стороны объекта из группы, в которую входят грунтовка, лак, агент склеивания или сцепления и агент покрытия, предпочтительно белого или прозрачного, и по меньшей мере одного второго вещества типа красящего вещества или смеси красящих веществ, при этом каждый из последовательных слоев получен посредством нанесения в виде капель,
отличающийся тем, что последовательно наносят друг на друга по меньшей мере три слоя, которые поочередно представляют собой первое вещество и второе вещество, при этом каждый слой образован индивидуальными и отдельными каплями, скомпонованными в каждом слое в соответствии с заранее определенным рисунком.
Изобретение будет более понятно из нижеследующего описания предпочтительных вариантов выполнения, представленных в качестве не ограничительным примеров со ссылками на прилагаемые схематичные чертежи, на которых:
Фиг. 1А - вид в поперечном разрезе двух цветных рельефных образований треугольного сечения из десяти расположенных друг над другом слоев, являющихся частью текстурированной поверхности, нанесенной на видимую сторону объекта или детали при помощи способа и установки в соответствии с изобретением, при этом капли образующие расположенные друг над другом слои (десять слоев) показаны схематично в качестве иллюстрации для лучшего визуального отображения выполнения составных слоев.
Фиг. 1В - вид в поперечном разрезе, аналогичный фиг. 1А, цветного рельефного образования прямоугольного сечения из девяти расположенных друг над другом слоев, согласно варианту выполнения изобретения.
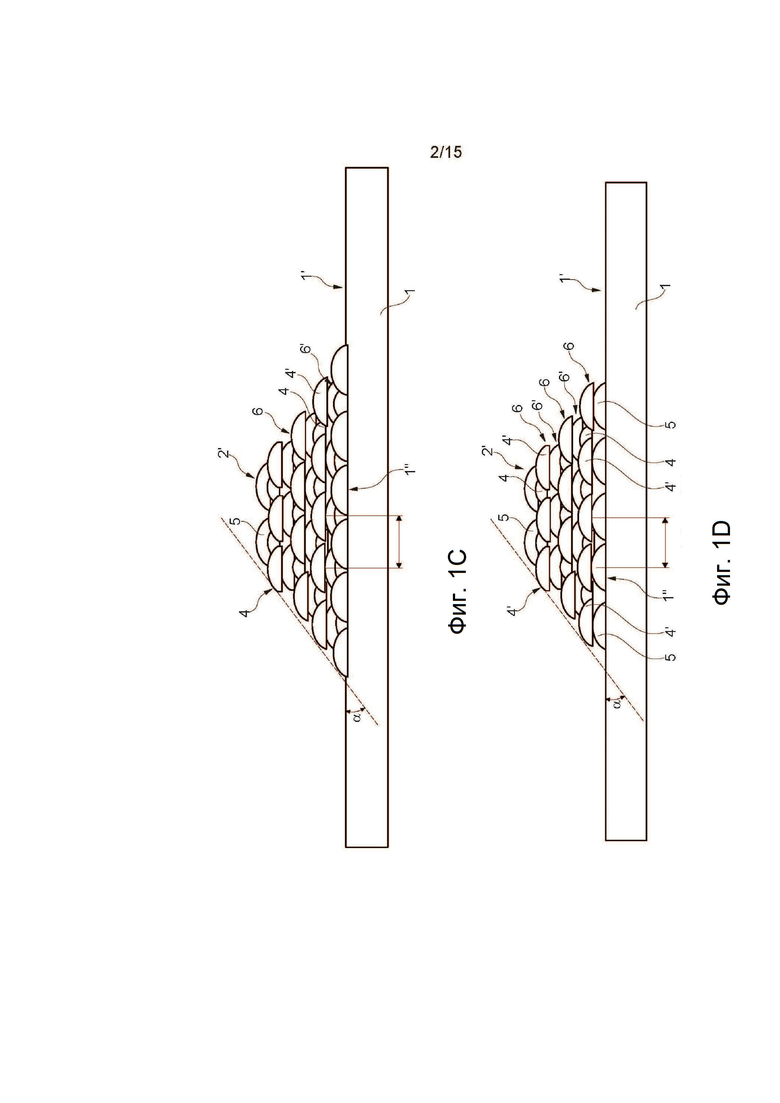
Фиг. 1С и 1D - виды в поперечном разрезе, аналогичные фиг. 1В, цветных рельефных образований усеченного треугольного сечения соответственно из восьми и из семи расположенных друг над другом слоев.
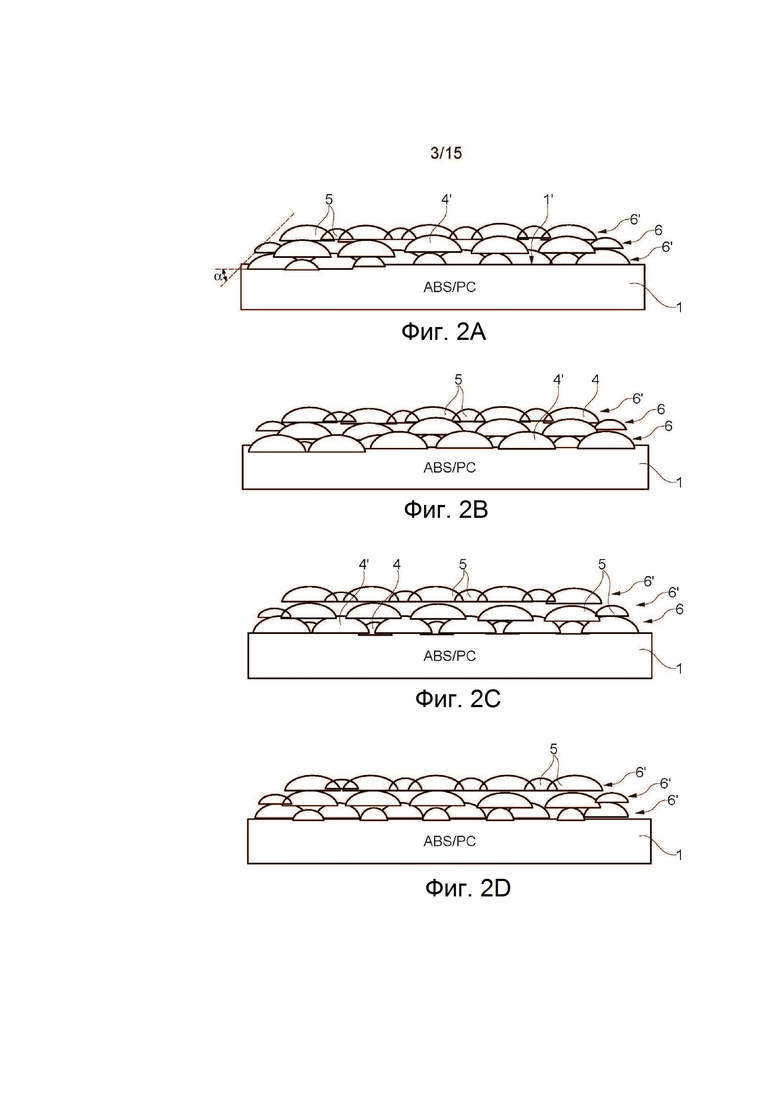
Фиг. 2А-2D - виды в поперечном разрезе, аналогичные фиг. 1А и 1В, рельефных образований из трех расположенных друг над другом слоев, либо цветных (фиг. 2А-2С - чередования цветных и прозрачных слоев), либо прозрачных (фиг. 2D - нанесение только слоев первого вещества).
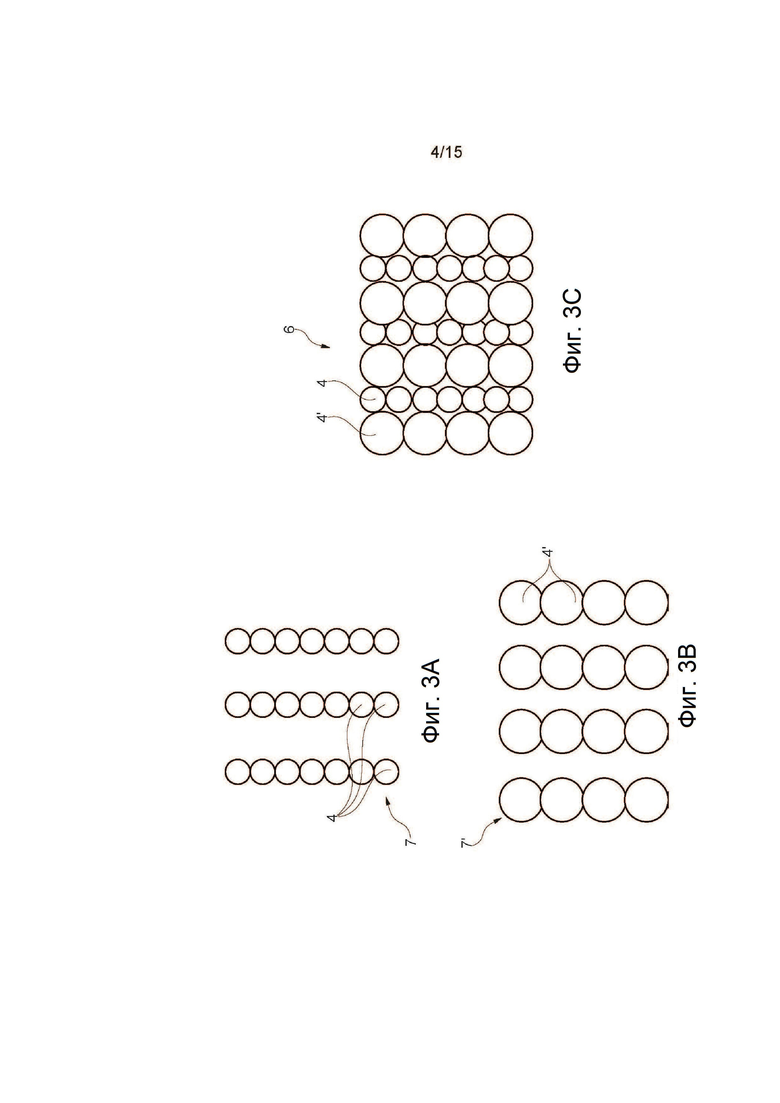
Фиг. 3А, 3В и 3С - виды сверху соответственно двух комплементарных растров нанесения (при нанесении путем двух последовательных проходов или фаз) капель красящего вещества или краски (фиг. 3А и 3В) и полученного рисунка из капель, образующих соответствующий слой (фиг. 3С), согласно варианту выполнения изобретения.
Фиг. 4А, 4В и 4С - виды сверху, аналогичные фиг. 3А-3С, соответственно двух элементарных и комплементарных растров нанесения двух групп капель (фиг. 4А и 4В) и конечного рисунка, полученного путем нанесения капель, образующих соответствующий слой (фиг. 4С), согласно другому варианту выполнения изобретения.
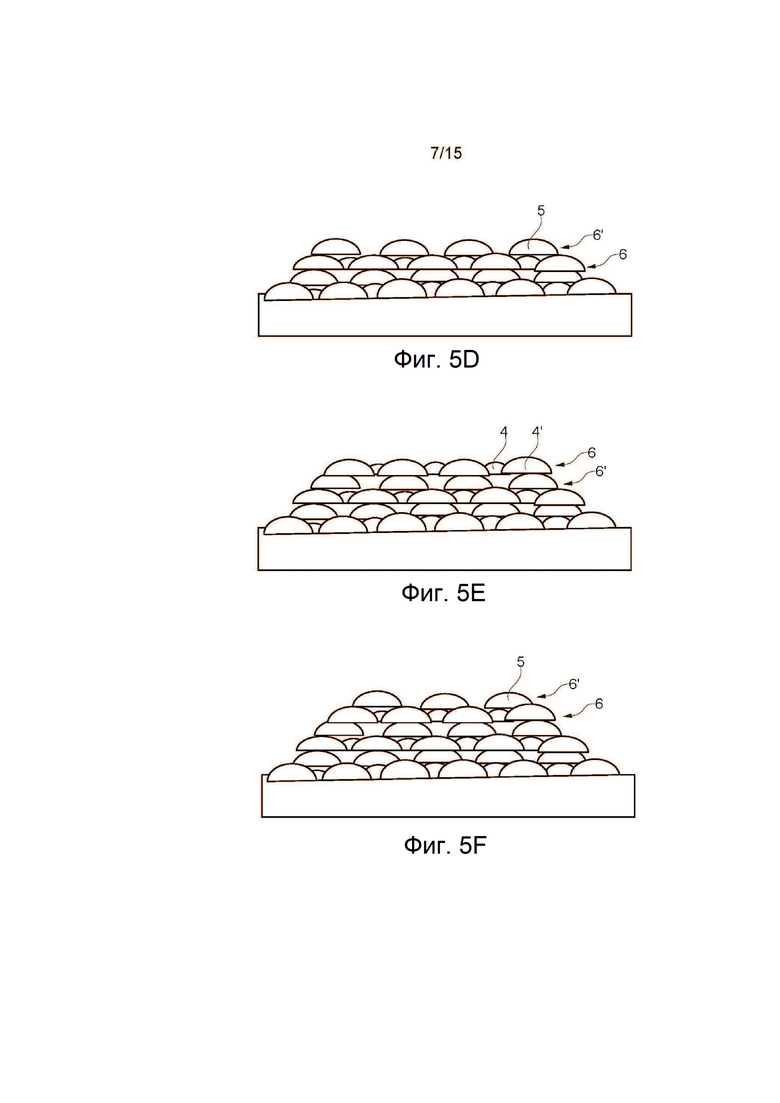
Фиг. 5А-5I - основные последовательные стадии нанесения чередующихся покрытий из слоев капель на сторону объекта для получения цветного выступающего образования, аналогичного образованиям, показанным на фиг. 1А, при этом, в случае необходимости, можно предусмотреть не показанные первую стадию нанесения грунтовочного слоя перед стадией, показанной на фиг. 5А, или конечную стадию покрытия образования прозрачным защитным слоем (возможно, с использованием вещества, идентичного веществу, образующему одну из двух последовательностей слоев, или с использованием другого вещества) после стадии, показанной на фиг. 5I.
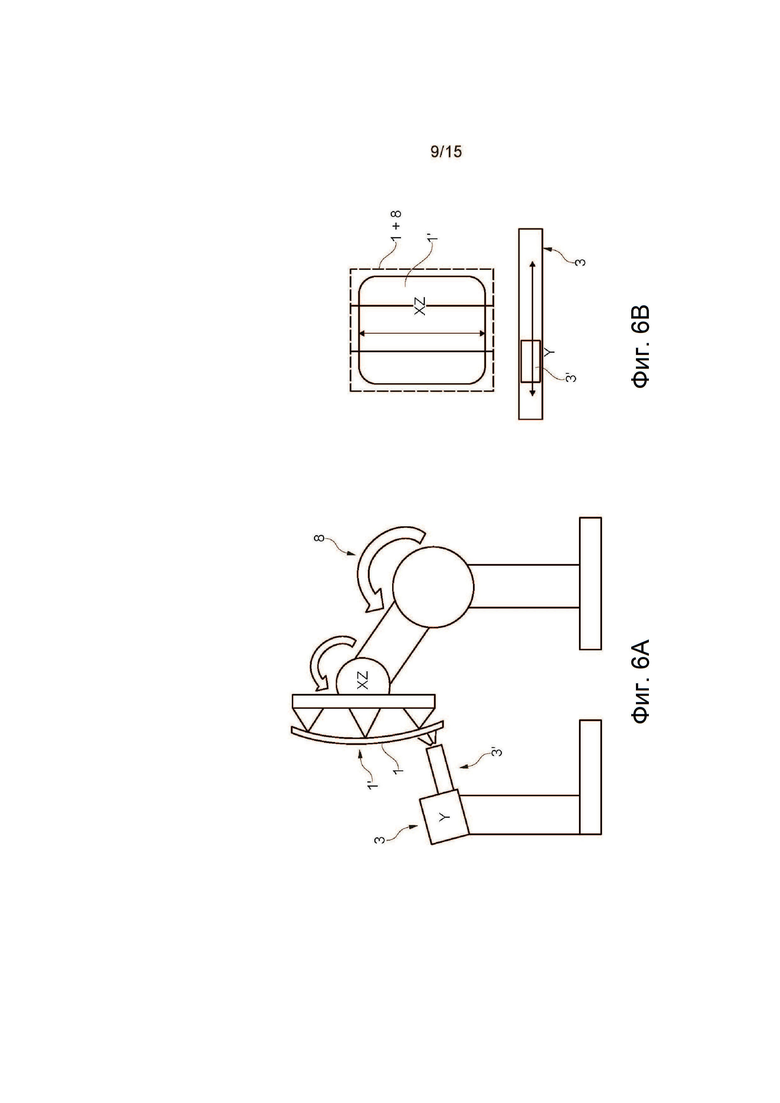
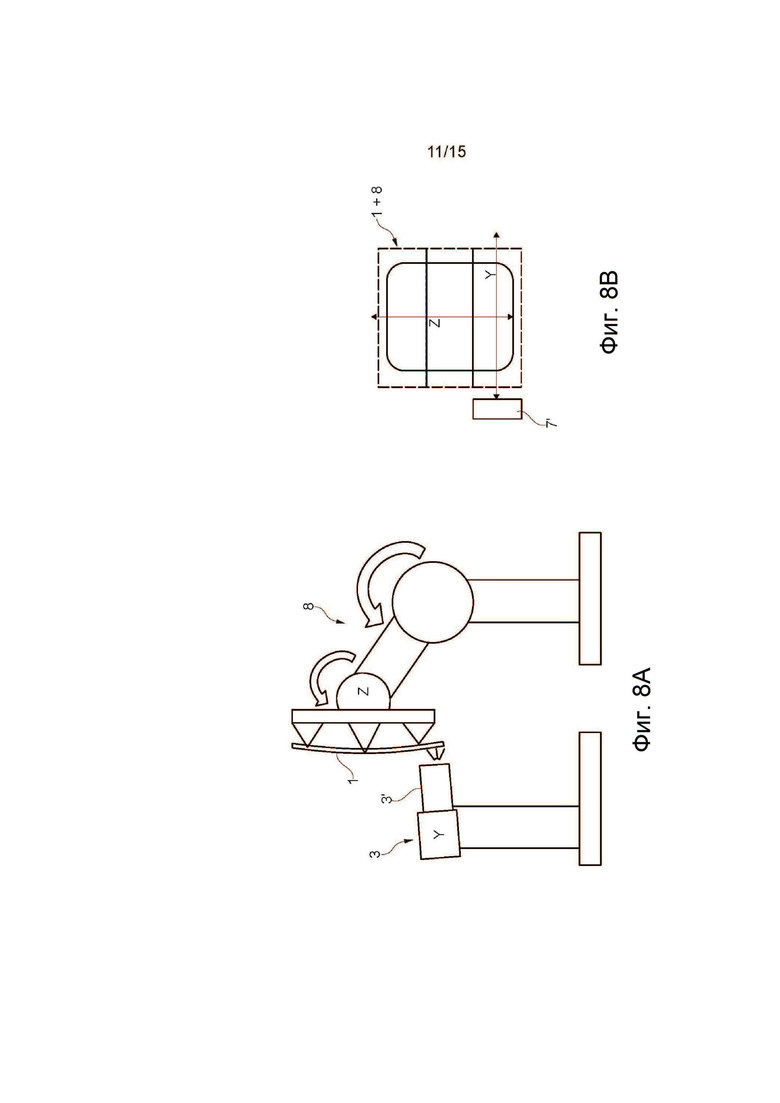
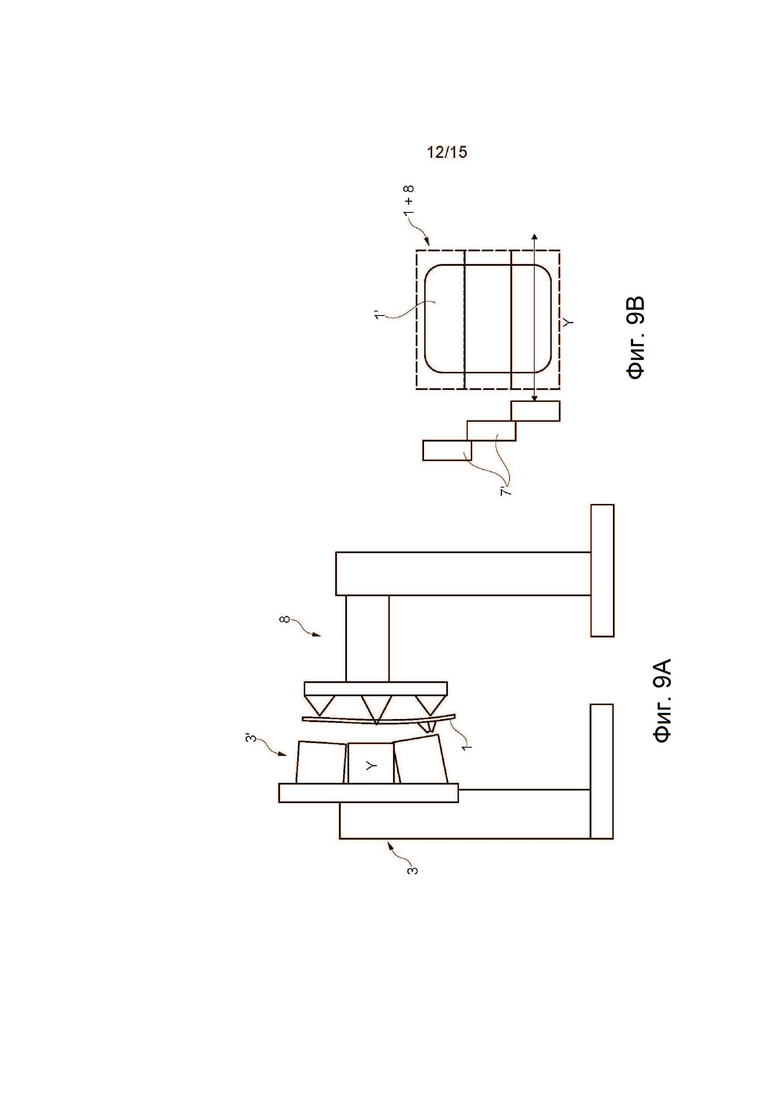
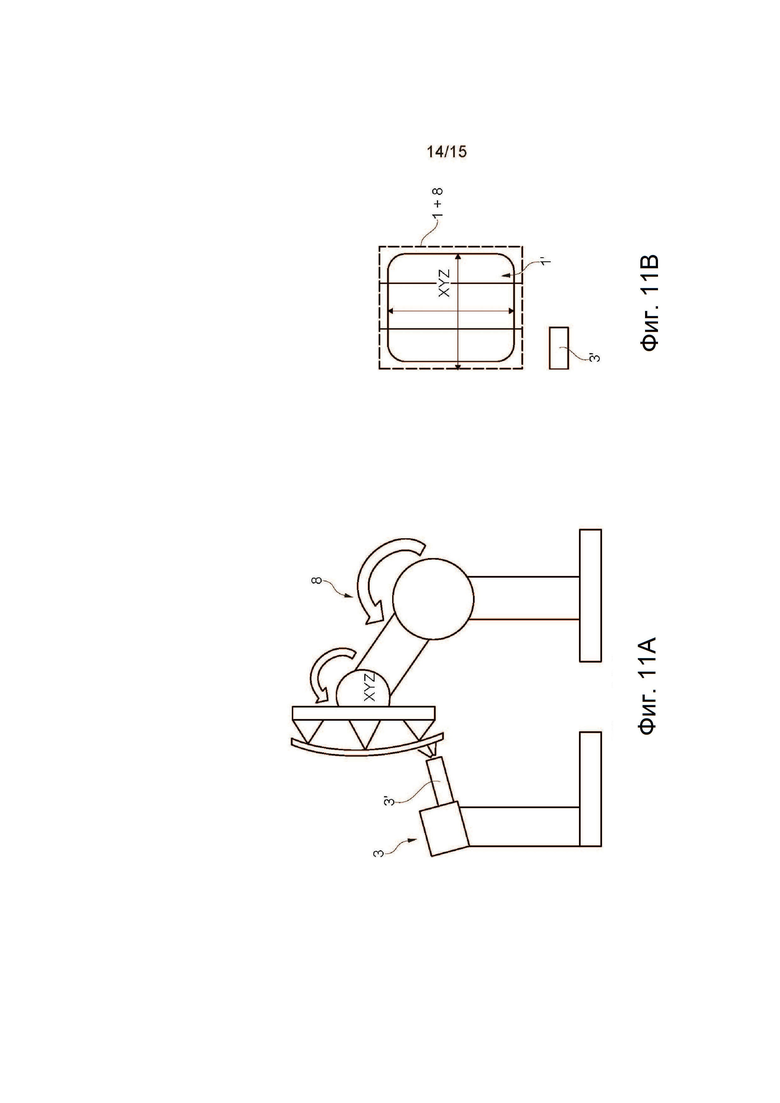
Фиг. 6А, 7А, 8А, 9А, 10А и 11А - схематичные изображения пяти вариантов выполнения двух основных функциональных компонентов установки для осуществления заявленного способа.
Фиг. 6B, 7B, 8B, 9B, 10B и 11B - схематичные изображения, иллюстрирующие относительное перемещение между предназначенной для печати деталью и устройством нанесения капель цветного или другого вещества, в связи с установками, показанными соответственно на фиг. 6А, 7А, 8А, 9А, 10А и 11А.
Фиг. 12 - фронтальный вид в плане детали, содержащей рельефные образования в соответствии с изобретением, полученные при помощи способа и одной из установок в соответствии с изобретением.
Прилагаемые чертежи и, в частности, фиг. 3, 4 и 5 по меньшей мере частично иллюстрируют способ нанесения покрытия, возможно, с использованием специальной краски на видимую сторону 1’ объекта 1 с одновременным получением структурированной поверхности 2, содержащей выступающие образования или структуры 2’, в частности, зернистые структуры, содержащие рельефную или аналогичную текстуру, при этом способ осуществляют при помощи устройства 3 нанесения жидкого(их) вещества(веществ) в виде капель 4, 4’, 5, в частности, струйным методом.
Согласно изобретению, этот способ заключается, для каждого рассматриваемого места 1” покрываемой стороны 1’, в последовательном нанесении друг на друга по меньшей мере двух слоев 6, 6’ первого вещества, возможно, выбранного в зависимости от характеристик предназначенной для печати стороны объекта из группы, в которую входят грунтовка, лак, агент склеивания или сцепления и агент покрытия, предпочтительно белого или прозрачного, и по меньшей мере одного второго вещества типа красящего вещества или смеси красящих веществ, при этом каждый из последовательных слоев 6, 6’ получен посредством нанесения в виде капель 4, 4’, 5,
при этом способ отличается тем, что последовательно наносят друг на друга по меньшей мере три слоя 6, 6’, которые поочередно представляют собой первое вещество и второе вещество, при этом каждый слой 6, 6’ образован индивидуальными и отдельными каплями 4, 4’, 5, скомпонованными в каждом слое в соответствии с заранее определенным рисунком 7, 7’.
После каждого нанесения слоев 6, 6’ предпочтительно осуществляют более или менее интенсивную (предпочтительно активную) фазу сушки/сшивания/полимеризации, при этом степень сушки/сшивания/полимеризации зависит, например, от природы вещества, наносимого в последнюю очередь, и/или от порядкового номера рассматриваемого слоя 6, 6’, а также от размера капель 4, 4’, 5 и от требуемой их консистенции и клейкости, перед нанесением следующего слоя.
Таким образом, технический результат изобретения, то есть получение прочной текстурированной поверхности с визуальным и тактильным эффектами, достигают используя, при соответствующей операционной адаптации, простой способ, аналогичный способу печати путем распыления капель, более известному как «струйная печать».
Следовательно, изобретение основано на относительно недорогой, испытанной и хорошо известной специалисту в данной области технологии нанесения покрытия.
Кроме того, заявленный способ, основанный на этой технологии нанесения покрытия, имеет многие преимущества, в том числе, в частности: большая гибкость с точки зрения формы, профиля, толщины и цвета получаемых декоративных рисунков и текстур, их повышенная стойкость к царапинам, к абразии и к трениям, а также возможность предусматривать различные степени блеска/матовости.
Сочетание, с одной стороны, чередования слоев 6 цветного или красящего вещества и функциональных и структурирующих слоев 6’ (сцепление, клейкость, агрегация, затвердевание, упрочнение) и, с другой стороны, получение каждого слоя 6, 6’ из индивидуальных и отдельных капель (улучшенное сцепление между последовательными слоями, не гладкие границы раздела) позволяет изобретению получить за счет синергетического эффекта цветные рельефные структуры или образования, обладающие высоким сопротивлением отрыву, абразии, царапинам, ударам и трению.
Кроме того, было отмечено улучшение визуальной передачи, в частности, значительное улучшение интенсивности цветов, в частности, за счет множественного наложения друг на друга цветных слоев 6.
Была также отмечена возможность контроля матовости, позволяющая в результате получать контролируемые матовые/блестящие эффекты.
Согласно предпочтительному варианту выполнения, представленному на фиг. 1А, 1В, 1С, 1D, 2А-2С и 5А-5I, различные слои 6, 6’, наложенные друг на друга предпочтительно со сплошным перекрыванием в их плоскости нанесения, последовательно и поочередно состоят из слоя 6’ прозрачного лака или прозрачной смолы или аналогичного вещества и из слоя 6 красящего(их) вещества(веществ), предпочтительно по меньшей мере частично непрозрачного(ых), такого(их) как краска с наполнителем из цветных пигментов.
Как показано в качестве примера полученного результата на фиг. 20, можно также предусмотреть, хотя это и не входит в объем изобретения, чтобы все нанесенные друг на друга слои 6, 6’ состояли исключительно из первого прозрачного вещества с высокой адгезивной способностью, обладающего высокой стойкостью к истиранию и повышенной прочностью после затвердевания. Этот вариант представляет интерес, когда цвет, декоративный рисунок и состояние поверхности видимой стороны 1’ объекта 1 должны быть сохранены и быть видимыми. Капли 5, наносимые в соответствии с определенным рисунком или растром нанесения на уровне каждого слоя 6’, могут иметь одинаковый размер или по меньшей мере два разных размера.
В зависимости от природы и от характеристик стороны 1’, а также от требуемых в первую очередь свойств первый слой, наносимый на эту сторону, может быть цветным слоем 6 или функциональным слоем 6’ (прозрачным или не прозрачным).
Предпочтительно первый слой, наносимый на покрываемую сторону 1’, является слоем 6’, образованным каплями 5 первого вещества, предпочтительно вещества, обеспечивающего усиленное склеивание или сцепление с материалом стороны 1’. Предпочтительно, чтобы улучшить визуальную передачу цветов, этот первый слой 6’ может быть слоем белого цвета или по меньшей мере светлым, при этом другие слои 6’ являются прозрачными.
Предпочтительно последний наносимый слой или отделочный слой является слоем 6’, образованным каплями 5 первого или третьего вещества, предпочтительно лака или прозрачной смолы.
Предпочтительно вещество, образующее этот последний слой, обеспечивает получение прозрачного защитного покрытия, причем с точки зрения покрываемой площади и количества это вещество наносят таким образом, чтобы во взаимодействии с промежуточными слоями 6 запечатывать все предыдущие слои 6, 6’ (на уровне их кромок) и, следовательно, рассматриваемое образование 2’ (см. фиг. 1C, 1D и 2).
Предпочтительно промежуточные функциональные слои 6’ могут выступать сбоку относительно соответственно нижележащих цветных слоев 6, чтобы перекрывать их боковые края (кромки) и образовать, таким образом, вместе защитный слой на боковых сторонах выступающих образований 2’.
Все слои 6’, наносимые после первого слоя 6 красящего(их) вещества(веществ), являются прозрачными. Таким образом, все слои 6 участвуют в передаче цвета.
Разумеется, одно и то же вещество, например, типа прозрачного лака, может образовать первый слой 6’ (сцепления), промежуточные функциональные слои 6’ и последний слой 6’ (защиты).
Вместе с тем, первый слой 6’ может также представлять собой специальный грунтовочный слой сцепления (например, белый), отличный от прозрачных промежуточных слоев (расположенных между цветными слоями 6), при этом конечный слой покрытия (или закрывающий) имеет такую же природу, что и промежуточные слои 6’, или другую природу.
Чтобы по мере нанесения слоев 6, 6’ избегать появления впадин или пиков в образованиях 2’ и одновременно способствовать сцеплению между последовательными слоями 6, 6’ за счет физического расположения в виде чешуи, можно смещать рисунки двух последовательных слоев одного типа на долю, например, на половину или треть шага рисунка, причем в зависимости от общего числа слоев и от числа различных наносимых веществ, при этом рисунок предпочтительно является одинаковым для всех слоев 6, 6’.
Чтобы способствовать адгезии между последовательными слоями 6, 6’, согласно способу, можно наносить каждый новый слой 6, 6’ до полного сшивания или затвердевания предыдущего слоя 6, 6’, в частности, когда указанный предыдущий слой еще обладает клейкостью на поверхности, при этом каждый слой сразу после нанесения предпочтительно подвергают активной и контролируемой фазе сшивания или отверждения перед нанесением следующего слоя 6, 6’.
В зависимости от природы вещества, образующего слой 6, 6’, и от порядкового номера этого слоя 6, 6’ в совокупности слоев 6, 6’, которые необходимо нанести, можно предусмотреть различные режимы сушки/сшивания/полимеризации нанесенных капель 4, 4’, в случае необходимости, перед нанесением следующего слоя 6, 6’, такие как:
- поверхностное сшивание/полимеризация (“pinning”: закрепление) для слоя сцепления, первого слоя или грунтовочного слоя (белого цвета), а также для последующих наносимых слоев 6 красящего вещества;
- глубинное сшивание/полимеризация (“curing”) слоев первого вещества или промежуточного и конечного функциональных слоев 6’ (лак);
- конечная фаза сшивания/полимеризации всех нанесенных слоев 6, 6’ после нанесения верхнего закрывающего/перекрывающего слоя (последнего слоя) для обеспечения скрепления всех расположенных друг над другом слоев.
Согласно варианту осуществления изобретения, обеспечивающему оптимизированные результаты, наносят по меньшей мере первый слой 6, предпочтительно все слои 6 красящего(их) вещества(веществ) в виде групп капель 4, 4’ разного или не разного размера, наносимых одновременно или последовательно на предназначенную для печати сторону 1’ объекта 1 и компонуемых по меньшей мере в соответствии с двумя комплементарными растрами 7, 7’, заходящими друг в друга и образующими вместе рисунок рассматриваемого слоя 6.
Эти различные группы капель можно наносить для каждого слоя одновременно.
Однако, согласно предпочтительной версии этого варианта осуществления, вытекающей, в частности, из фиг. 3 и 4, две группы капель 4 и 4’, образующие слой 6, имеют разный размер и нанесены последовательно на предыдущий слой 6’.
Как видно также на вышеупомянутых фигурах и согласно дополнительному отличительному признаку, разные капли 4, 4’ красящего(их) вещества(веществ) одного слоя (возможно, принадлежащие к разным группам) по существу прилегают друг к другу, при этом каждая группа капель 4, 4’ скомпонована в соответствии с данным растром 7, 7’, например, в виде отстоящих друг от друга линий или в шахматном порядке, при этом растры 7, 7’ двух групп одного слоя являются комплементарными, и соотношение объемов между каплями 4, 4’ двух групп составляет от 2 до 5 и предпочтительно равно 3.
Чтобы получить сверхточное покрытие, в частности, со строго определенной пространственной конфигурацией, согласно способу, для каждого нового слоя 6 красящего(их) вещества(веществ) сначала наносят капли 4 меньшего размера (на расстоянии друг от друга), затем производят их сшивание или частичное отверждение (фиксацию их формы), затем наносят капли 4’ большего размера.
Предпочтительно, согласно способу, можно также для каждого нового слоя 6 красящего(их) вещества(веществ) сначала нанести первую группу капель 4 меньшего размера в соответствии с первым определенным растром 7 нанесения, который располагают на всей поверхности, предусмотренной для этого нового слоя 6, и который содержит множество открытых зон между указанными каплями 4, в частности, на удалении от боковых краев указанного слоя, в каждой из которых можно нанести каплю 4’ большего размера без перекрывания с каплями 4 меньшего размера, затем после по меньшей мере частичного сшивания капель 4 меньшего размера нанести группу капель 4’ большего размера в соответствии с вторым определенным растром 7’ нанесения, комплементарным с первым растром 7, таким образом, чтобы получить по существу сплошное покрытие всей поверхности, предусмотренной для этого нового слоя 6, и получить за счет их комбинации рисунок покрытия этого слоя 6.
Согласно дополнительному отличительному признаку, вытекающему, например, из фиг. 1 и 2, можно наносить капли 4 меньшего размера в линию вдоль наружных боковых краев каждого нового слоя 6 красящего вещества.
Таким образом, растры меньших капель 4 образуют сетку и, возможно, периферическую рамку для позиционирования и удержания больших капель 4', избегая их перемещения и их растекания и сохраняя их форму вплоть до их сшивания. Добавление растров 7 и 7’ позволяет по существу непрерывным образом покрыть всю поверхность с избыточным перекрыванием при помощи двух цветных слоев 6.
Когда красящими веществами являются ультрафиолетовые краски (например, белая, черная, сине-зеленая, желтая, пурпурная), фиксацию капель 4 можно осуществить посредством ультрафиолетовой сушки (при помощи светодиодов), и их полное сшивание, так же как и для капель 4’, получают посредством ультрафиолетового отверждения.
Согласно факультативному признаку изобретения, вытекающему, например, из фиг.2, можно нанести по меньшей мере первый слой 6’, предпочтительно все слои 6’, образованные каплями 5 первого вещества типа агента склеивания, сцепления или покрытия, предпочтительно прозрачного, в соответствии с такой же рабочей процедурой, в частности, с точки зрения размера и компоновки капель 5, что и для слоев 6 красящего(их) вещества(веществ).
Технические положения и характеристики с точки зрения различных групп капель, их компоновки в рисунке покрытия и хронологии их нанесения, упомянутые выше для капель 4, 4’ второго вещества, можно также применить для капель 5 первого вещества.
Вместе с тем, слои 6’ первого вещества, выполняющего функцию структурирования, сцепления и защиты (например, лака или смолы), могут состоять только из капель 5 одинакового размера (при расположении с промежутками между последовательными слоями 6’ - см. фиг. 1 и 5).
Заявленный способ позволяет также создавать рельефные структуры 2’, имеющие разные профили сечения, совместимые с требованиями структурного скрепления.
Так, на фиг. 1В показано сечение по существу прямоугольной формы.
Вместе с тем, учитывая агрессивные физические воздействия, которым могут подвергаться эти рельефные структуры 2’, более предпочтительными являются формы без выступающих углов или с плавными профилями.
Таким образом, хотя образования 2’, наносимые на сторону 1’, могут иметь сечения с разными значениями высоты, длины и боковых углов атаки α (со стороной 1’), предпочтительно, чтобы угол α (см. фиг. 1) был меньше значения приблизительно 30° и предпочтительно не превышал 20°.
На практике и в зависимости от числа наносимых слоев 6, 6’ высота образований 2’ может варьировать от нескольких десятков мкм до нескольких сот мкм.
Для этого, как показано, например, на фиг. 5, можно постепенно уменьшать размер поверхности наносимых друг на друга последовательных слоев 6, 6’, чтобы получить цветные или прозрачные рельефные структуры или образования 2’, которые имеют боковые стороны, наклоненные под острым углом относительно их основания, опирающегося на сторону 1”, чтобы они имели в сечении в поперечной вертикальной плоскости по существу треугольную форму или форму дуги окружности: материал(ы) слоев 6’, образованных первым или третьим веществом, предпочтительно закрывают видимый сбоку край или кромку 6” непосредственно нижележащих слоев 6, образованных первым веществом.
Вместе с тем, при помощи заявленного способа можно также получать расширяющиеся профили (то есть имеющие высоту, меньшую в центре, чем по краям), регулируя соответствующим образом размер капель последовательных слоев 6, 6’.
В зависимости от обстоятельств реализации способа и от поставленной задачи учитывают и предварительно калибруют различные параметры.
Так, способ может заключаться в предварительном регулировании угла контакта капель 4, 4’; 5, общего числа наносимых друг на друга слоев 6, 6’ и/или числа капель 4, 4’; 5 на единицу площади, чтобы получить желаемую высоту текстурированной рельефной структуры или образования 2, при этом предпочтительно сторону 1 покрываемого объекта 1 подвергают обработке с целью доводки ее поверхностного натяжения перед нанесением первого слоя 6, 6’ красящего(их) вещества(веществ) или первого вещества.
Как правило, капли 5 второго или третьего вещества имеют единый размер, например, идентичный размеру крупных капель 4’ цветного вещества (фиг. 1А, 1С и 1D).
Например, крупные капли 4’ могут иметь объем около 42 пиколитров, а мелкие капли 4 - объем около 14 пиколитров.
Расстояние между рядами капель 4, 4’ одного типа может составлять около 140 мкм при плотности печати 360 dpi (точек на дюйм).
При этих значениях образования 2’, показанные на фиг. 1, содержащие девять расположенных друг над другом слоев, имеют высоту около 120 мкм и угол контакта со стороной 1’ около 20°.
Чтобы получить очень выраженный рельеф и интенсивность и глубину цвета, значительно превышающие интенсивность и глубину в известных решениях, согласно способу, предпочтительно наносят по меньшей мере пять, предпочтительно по меньшей мере шесть или семь последовательных слоев 6, 6’ капель 4, 4’; 5, чередуя цветные слои 6 и прозрачные слои 6’, образованные первым веществом типа лака или смолы, при этом последний слой набора слоев 6, 6’ является прозрачным слоем 6’.
Такие варианты выполнения представлены в качестве примеров на фиг. 1 и 5I для высот рельефов, которые могут достигать нескольких десятых миллиметра и даже не менее одного миллиметра.
Таким образом, изобретение позволяет получить точно повторяемые текстурированные поверхности, точно соответствующие заранее определенным требованиям с точки зрения визуальной передачи и конфигурации, профиля и размеров рельефов.
Данные, необходимые для реализации структурированной поверхности 2, можно получать разными способами и в разных формах, адаптированных с целью их использования в соответствующей установке.
Предпочтительно можно использовать заранее разработанные файлы цифровой печати в зависимости от желаемой структурированной поверхности 2 для получения рисунков капель 4, 4’; 5 каждого слоя красящего(их) вещества(веществ) или первого вещества, предпочтительно всех слоев 6, 6’ или комплементарных растров 7, 7’, образующих эти рисунки, и, возможно регулировать другие параметры печати, характерные для каждого или для некоторых из слоев 6, 6’.
Специалисту в данной области понятно, что в зависимости от искомого результата, в частности, в плане визуальной передачи (интенсивность цвета, эффекты рельефности, матовости/блеска,…) и восприятия наощупь, можно легко изменять различные параметры, участвующие в формировании структурированной и текстурированной цветной поверхности. Эта адаптация облегчается за счет вышеупомянутого способа.
Так, в рамках изобретения при формировании наносимых друг на друга последовательных слоев 6, 6’ можно также предусматривать и применять рисунки покрытия 7, 7’, размеры и распределения групп капель 4, 4’; 5 и/или способы или интенсивность сушки, соответственно для каждого слоя 6, 6’, при этом по меньшей мере один из этих параметров отличается между некоторыми слоями 6, 6’, предпочтительно отличается для каждого слоя 6, 6’.
Разумеется, каждый из вышеупомянутых параметров можно изменять или не менять независимо от других и для одного, нескольких или всех слоев 6, 6’.
В частности, для сушки можно регулировать различные параметры, а именно мощность излучения, его природу (например, УФ А, В или С), продолжительность обработки и т.д., при этом важной переменной является доза излучения, получаемая каждым из слоев 6, 6’.
Кроме того, можно также предусмотреть, чтобы красящие вещества, образующие капли 4, 4’ цветных слоев 6 имели степень присутствия цветных пигментов или интенсивность цветов, различающиеся между разными слоями 6.
Предпочтительно изобретение может предусматривать получение трехмерного изображения стороны 1’ (предназначенной для печати) по меньшей мере объекта 1, предпочтительно посредством съемки ее формы, тогда как указанный объект 1 устанавливают на опорном устройстве 8, используемом во время печати, например, посредством трехмерного лазерного сканирования перед разработкой файлов цифровой печати, в частности, для обработки ряда идентичных объектов 1.
Что касается практического осуществления способа, то он может заключаться в нанесении всех капель 4, 4’; 5 различных слоев 6, 6’ при помощи единственной композитной печатающей головки 3’ или набора нескольких разных печатающих головок 3’, содержащих несколько распылительных отверстий, калиброванных и контролируемых в зависимости от природы и количества распыляемого вещества, при этом указанную печатающую головку или указанный набор, с одной стороны, и указанную предназначенную для печати сторону 1’, с другой стороны, можно перемещать относительно друг друга по меньшей мере в двух перпендикулярных между собой направлениях, в случае необходимости, в трех перпендикулярных между собой направлениях, когда предназначенная для печати сторона 1’ не является плоской, при этом распылением капель 4, 4’; 5 и относительными перемещениями управляют, например, на основании данных, получаемых из файлов цифровой печати.
Изобретением предложена также установка рельефной печати для осуществления вышеупомянутого способа, представленная в виде примеров различных вариантов выполнения на фиг. 6А-11А.
Согласно изобретению, эта установка содержит, с одной стороны, устройство 3 нанесения путем распыления в виде капель 4, 4’; 5 первого вещества, выбранного из группы, в которую входят грунтовка, лак, агент клейкости или сцепления и агент покрытия, предпочтительно белого цвета или прозрачный, и предпочтительно по меньшей мере одного второго вещества типа красящего вещества или смеси красящих веществ. Это устройство 3 распыления содержит единственную композитную печатающую головку 3’ или набор из нескольких разных печатающих головок 3’, каждая из которых содержит множество распылительных отверстий, калиброванных и контролируемых в зависимости от природы и количества распыляемого вещества. С другой стороны, установка содержит опорное устройство 8 для объекта 1, видимая сторона 1’ которого предназначена для печати, и, наконец, аппаратные и программные средства, выполненные с возможностью обеспечения управления распылением и относительным и контролируемым перемещением между распылительным устройством 3, в частности, его головкой или головками 3’ и опорным устройством 8 в зависимости от амплитуды и направлений, задаваемых получаемой структурированной поверхностью.
На фиг. 6-10 представлены различные версии выполнения установки для осуществления способа рельефной печати струйным методом в соответствии с изобретением.
Самой операции печати могут предшествовать операции подготовки стороны 1’ объекта 1, содержащей или нет первоначальный слой краски, поверхностный слой или аналогичный слой.
Так, можно производить обработку деионизации с последующей обработкой, например, в электрическом сушильном шкафу, при помощи пламени, коронного эффекта, плазмы, ультрафиолетового излучения, или посредством нанесения грунтовочного слоя для регулирования поверхностного натяжения (смачиваемости) и контроля угла контакта капель по меньшей мере первого слоя. Точно так же, после операции печати можно предусмотреть по меньшей мере одну операцию обжига/сушки.
Все эти операции обработки можно производить в кабине, в которой также заключена установка струйной печати.
Кроме того, предпочтительно подготовительные фазы включают в себя также получение файлов цифровой печати посредством съемки трехмерной формы объекта 1 (например, с перемещением объекта перед лазерным сканером), затем отображение декоративного элемента, картинки или аналогичного элемента в виде файла на цифровом изображении стороны 1’ объекта 1, возможное разбиение гибридного виртуального изображения (на соответствующие зоны в разных местах объекта 1) и получение файлов цифровой печати для использования в установке.
Наконец, можно также предусмотреть одну или несколько последующих конечных операций покрытия поверхности лаком или смолой для закрывания образований 2’ и, возможно, всей стороны 2' прозрачным защитным слоем дополнительно или вместо последнего слоя 6’ второго вещества, наносимого при помощи заявленной установки струйной печати.
В связи с этим на фиг. 6А и 6В показана первая конструктивная версия, в которой объект 1 устанавливают на роботе 8 с шестью осями и перемещают в плоскости XZ на постоянном расстоянии от печатающей головки 3’ (например, на расстоянии 3 мм), причем эту головку 3’ перемещают при помощи линейного двигателя вдоль оси Y (получение прилегающих друг к другу полос печати, например, шириной 10 мм).
На фиг. 7А и 7В объект 1 перемещают при помощи руки робота 8 с шестью осями, как в примере на фиг. 6А и 6В. С другой стороны, печатающие головки 3’ с большой шириной печати остаются неподвижными и покрывают вместе ширину предназначенной для печати зоны стороны 1’.
На фиг. 8А и 8В рука робота 8 с шестью осями перемещает объект воль оси Z посредством инкрементации (полоса в 10 мм), тогда как печатающая головка 3’ производит сканирование возвратно-поступательным движением вдоль оси Y.
В примере на фиг. 9А и 9В рука робота 8 с тремя осями перемещает объект 1 в плоскости XZ (с сохранением расстояния относительно распылительного устройства), тогда как различные печатающие головки 3’ осуществляют за один проход вдоль оси Y нанесение капель 4, 4’ или 5 слоя 6 или 6’ или растра 7 или 7’ на всей зоне предназначенной для печати стороны 1.
В примере на фиг. 10А и 10В объект 1 неподвижно установлен на статической опоре, и устройство 3 нанесения покрытия посредством распыления с одной или несколькими печатающими головками 3’ установлено на руке робота 8, имеющего от 3 до 6 осей, в зависимости от трехмерной формы предназначенной для печати стороны 1’. Этот вариант выполнения установки предусмотрен, в частности, для печати только в ограниченной зоне 10 объекта 1.
Наконец, в примере, представленном на фиг. 11А, объект 1 установлен подвижно на опорном средстве 8, обеспечивающем перемещение в пространстве указанного объекта 1, при этом наборная печатающая головка 3’ может оставаться неподвижной.
Объектом изобретения является также, как показано частично на фиг. 1, 2 и 12, функциональная и/или декоративная деталь, в частности, деталь внутренней облицовки автотранспортного средства, содержащая базовый корпус или подложку 1 и - на уровне своей видимой стороны 1’ - текстурированную и, возможно, окрашенную поверхность 2, при этом деталь отличается тем, что текстурированная поверхность 2 получена при помощи описанного выше способа, предпочтительно с использованием вышеупомянутой установки.
Такая деталь может, например, содержать голую подложку, покрытую поверхностным слоем или слоем краски, образующую объект 1 с его видимой стороной 1’, на которой формируют структурированную поверхность 2.
Например, предусмотренные изобретением детали могут включать в себя: заглушки, облицовочные элементы, багеты, полоски, приборные панели, интегрированные передние стороны оборудования или аналогичные элементы.
В качестве примера слоев 6, 6’ покрытия, наносимых при помощи заявленного способа, можно предусмотреть (возможно, с использованием печатающей головки Kinolta Minolta):
- для покрывающего белого слоя: 360 DPI, капли от 21 до 42 пл;
- для цветного слоя (CMYB или CMYK): 75 DPI, капли 18 пл;
- для слоя лака: 360 DPI, капли 42 пл.
Промежуток между каплями одного рисунка может составлять, например, 140 мкм.
Что касается диапазона сушки с целью сшивания/полимеризации капель 6, 6’ различных слоев, можно предусмотреть:
- для закрепления (“pinning”): мощность около 5 Вт/см2;
- для глубинной обработки: мощность около 12 Вт/см2;
- для конечной обработки всех слоев: мощность около 160 Вт/см2.
Другие параметры регулирования оборудования и способа находятся в пределах профессиональных знаний специалиста в данной области.
Различные тесты и испытания, произведенные на деталях, полученных при помощи заявленного способа, показали улучшенные свойства и характеристики текстурированных поверхностей, содержащих рельефные образования, выполненные в соответствии с изобретением по меньшей мере из двух, предпочтительно по меньшей мере из трех нанесенных друг на друга слоев.
Так, среди положительных результатов тестов соответствия при применении к автомобильной отрасли (внутренняя обшивка) можно, в частности, указать:
- стойкость к царапинам при истирании (в частности, в соответствии с D42 1775 - действующая в настоящее время версия);
- стойкость к царапинам при полировке (в частности, в соответствии с D44 1900 - действующая в настоящее время версия);
- стойкость к трениям (продолжительность: 2 часа - в частности, в соответствии с D14 1055 - действующая в настоящее время версия);
- стойкость при испытаниях с образованием решетки (проверка сцепления - в частности, в соответствии с D25 1075).
Оценку этих тестов производили, используя шкалу оттенков серого в соответствии с NF EN 20105 А 025.
Произведенные испытания и тесты позволили также установить в вышеуказанных примерах разницу (увеличение) матовости в зависимости от возрастающего слоя наносимых слоев.
Некоторую степень блеска и даже первоначальный блеск первого слоя или поверхности можно получить на уровне цветных слоев над первым слоем, изменяя рисунок нанесения капель и/или параметры или условия сушки и сшивания.
Точно так же, степень матовости можно регулировать за счет контроля сушки и размера наносимых капель, а также за счет конфигурации исходных рисунков последовательных слоев. В частности, плотность точек нанесения капель и/или распределение капель в последовательно наносимых растрах, образующих рисунок слоя, позволяют получить слои с более или менее матовыми/блестящими аспектами и текстурой.
Разумеется, изобретение не ограничивается описанными и представленными на прилагаемых чертежах вариантами выполнения. В них можно вносить изменения, в частности, с точки зрения состава различных элементов или посредством их замены техническими эквивалентами, не выходя при этом за рамки объема защиты изобретения.






Объектом настоящего изобретения является способ нанесения покрытия, возможно, с использованием специальной краски, на видимую сторону объекта с одновременным формированием структурированной поверхности, содержащей выступающие образования, при помощи устройства для нанесения жидкого(их) вещества(веществ) в виде капель, в частности, струйным методом, при этом указанный способ заключается, для каждого рассматриваемого места предназначенной для печати стороны, в последовательном нанесении друг на друга по меньшей мере двух слоев первого вещества, выбранного из группы, в которую входят грунтовка, лак, агент склеивания или сцепления и агент покрытия, предпочтительно белого или прозрачного, и по меньшей мере одного второго вещества типа красящего вещества или смеси красящих веществ, при этом каждый из последовательных слоев получен посредством нанесения в виде капель. Способ отличается тем, что последовательно наносят друг на друга по меньшей мере три слоя, которые поочередно представляют собой первое вещество и второе вещество, при этом каждый слой образован индивидуальными и отдельными каплями, скомпонованными в каждом слое в соответствии с заранее определенным рисунком. 3 н. и 19 з.п. ф-лы, 12 ил.
1. Способ нанесения покрытия или поверхностного покрытия, возможно, с использованием специальной краски, на видимую сторону объекта с одновременным формированием структурированной поверхности, содержащей выступающие образования, в частности, зернистость, или имеющей рельефную или аналогичную текстуру, при помощи устройства для нанесения жидкого(их) вещества(веществ) в виде капель, в частности, струйным методом,
при этом способ заключается, для каждого рассматриваемого места (1”) предназначенной для печати стороны (1’), в последовательном нанесении друг на друга по меньшей мере двух слоев (6, 6’) первого вещества, возможно, выбранного в зависимости от характеристик предназначенной для печати стороны объекта из группы, в которую входят грунтовка, лак, агент склеивания или сцепления и агент покрытия, предпочтительно белого или прозрачного, и по меньшей мере одного второго вещества типа красящего вещества или смеси красящих веществ, при этом каждый из последовательных слоев (6, 6’) получен посредством нанесения в виде капель (4, 4’; 5),
при этом способ заключается, в частности, в том, что последовательно наносят друг на друга по меньшей мере три слоя (6, 6’), при этом каждый слой (6, 6’) образован индивидуальными и отдельными каплями (4, 4’; 5), скомпонованными в каждом слое в соответствии с заранее определенным рисунком (7, 7’),
при этом способ отличается тем, что
наносят каждый новый слой (6, 6’) до того, как произойдет полное сшивание или затвердевание предыдущего слоя (6, 6’),
тем, что капли (4, 4’; 5) наносят индивидуально и отдельно с определенным смещением рисунка покрытия между последовательными слоями, непосредственно следующими друг за другом и смежными или нет, при нанесении друг на друга слоев (6, 6’), и
тем, что различные слои (6, 6’), нанесенные друг на друга, предпочтительно с по существу непрерывным перекрыванием, последовательно и поочередно состоят из слоя (6’) прозрачного лака или прозрачной смолы или аналогичного вещества и из слоя (6) красящего(их) вещества(веществ), предпочтительно по меньшей мере частично непрозрачного(ых), такого(их) как краска с наполнителем из цветных пигментов.
2. Способ по п. 1, отличающийся тем, что первый слой, наносимый на покрываемую сторону (1’), является слоем (6’), образованным каплями (5) первого вещества.
3. Способ по любому из пп. 1 и 2, отличающийся тем, что последний наносимый слой или отделочный слой является слоем (6’), образованным каплями (5) первого или третьего вещества, предпочтительно лака или прозрачной смолы.
4. Способ по любому из пп. 1-3, отличающийся тем, что смещают рисунки двух последовательных слоев одного типа на долю, например, на половину или треть шага рисунка, в частности в зависимости от общего числа слоев и от числа различных наносимых веществ, при этом рисунок предпочтительно является одинаковым для всех слоев (6, 6’).
5. Способ по любому из пп. 1-4, отличающийся тем, что наносят каждый новый слой (6, 6’), когда указанный предыдущий слой еще обладает клейкостью на поверхности, при этом каждый слой сразу после нанесения предпочтительно подвергают активной и контролируемой фазе сшивания или отверждения перед нанесением следующего слоя (6, 6’).
6. Способ по любому из пп. 1-5, отличающийся тем, что наносят по меньшей мере первый слой (6), предпочтительно все слои (6) красящего(их) вещества(веществ) в виде групп капель (4, 4’) разного или не разного размера, наносимых одновременно или последовательно на предназначенную для печати сторону (1’) объекта (1) и компонуемых по меньшей мере в соответствии с двумя комплементарными растрами (7, 7’), заходящими друг в друга и образующими вместе рисунок рассматриваемого слоя (6).
7. Способ по п. 6, отличающийся тем, что две группы капель (4, 4’), образующие слой (6), имеют разный размер, и их наносят последовательно на предыдущий слой (6’).
8. Способ по п. 6 или 7, отличающийся тем, что разные капли (4, 4’) красящего(их) вещества(веществ) одного слоя (6) по существу прилегают друг к другу, при этом каждая группа капель (4, 4’) скомпонована в соответствии с данным растром (7, 7’), например, в виде отстоящих друг от друга линий или в шахматном порядке, при этом растры (7, 7’) двух групп одного слоя (6) являются комплементарными, и соотношение объемов между каплями (4, 4’) двух групп составляет от 2 до 5 и предпочтительно равно 3.
9. Способ по любому из пп. 6-8, отличающийся тем, что для каждого нового слоя (6) красящего(их) вещества(веществ) сначала наносят капли (4) меньшего размера, затем производят их сшивание или частичное отверждение, затем наносят капли (4’) большего размера.
10. Способ по любому из пп. 6-9, отличающийся тем, что для каждого нового слоя (6) красящего(их) вещества(веществ) сначала наносят первую группу капель (4) меньшего размера в соответствии с первым определенным растром (7) нанесения, который располагают на всей поверхности, предусмотренной для этого нового слоя (6), и который содержит множество открытых зон между указанными каплями (4), в частности, на удалении от боковых краев указанного слоя (6), в каждой из которых можно нанести каплю (4’) большего размера без перекрывания с каплями (4) меньшего размера, затем после по меньшей мере частичного сшивания капель (4) меньшего размера наносят группу капель (4’) большего размера в соответствии с вторым определенным растром (7’) нанесения, комплементарным с первым растром (7), таким образом, чтобы получить по существу непрерывное покрытие всей поверхности, предусмотренной для этого нового слоя (6), и получить за счет их комбинации рисунок покрытия этого слоя (6).
11. Способ по любому из пп. 6-10, отличающийся тем, что наносят капли (4) меньшего размера в линию вдоль наружных боковых краев каждого нового слоя (6) красящего вещества.
12. Способ по любому из пп. 6-11, отличающийся тем, что наносят по меньшей мере первый слой (6’), предпочтительно все слои (6’), образованные каплями (5) первого вещества типа агента склеивания, сцепления или покрытия, предпочтительно прозрачного, в соответствии с такой же рабочей процедурой, в частности, с точки зрения размера и компоновки капель (5), что и для слоев (6) красящего(их) вещества(веществ).
13. Способ по любому из пп. 1-12, отличающийся тем, что постепенно уменьшают размер поверхности наносимых друг на друга последовательных слоев (6, 6’), чтобы получить цветные или прозрачные рельефные структуры или образования (2’), которые имеют боковые стороны, наклоненные под острым углом относительно их основания, опирающегося на сторону (1”), таким образом, чтобы они имели в сечении в поперечной вертикальной плоскости по существу треугольную форму или форму дуги окружности; при этом материал(ы) слоев (6’), образованных первым или третьим веществом, предпочтительно закрывают видимый сбоку край или кромку (6”) непосредственно нижележащих слоев (6), образованных первым веществом.
14. Способ по любому из пп. 1-13, отличающийся тем, что предварительно регулируют угол контакта капель (4, 4’; 5), общее число наносимых друг на друга слоев (6, 6’) и/или число капель (4, 4’; 5) на единицу площади, чтобы получить желаемую высоту текстурированной рельефной структуры или образования (2), при этом предпочтительно сторону (1) покрываемого объекта (1) подвергают обработке с целью доводки ее поверхностного натяжения перед нанесением первого слоя (6, 6’) красящего(их) вещества(веществ) или первого вещества.
15. Способ по любому из пп. 1-14, отличающийся тем, что наносят по меньшей мере пять, предпочтительно по меньшей мере шесть или семь последовательных слоев (6, 6’) капель (4, 4’; 5), чередуя цветные слои (6) и прозрачные слои (6’), образованные первым веществом типа лака или смолы, при этом последний слой набора слоев (6, 6’) является прозрачным слоем (6’).
16. Способ по любому из пп. 1-15, отличающийся тем, что при формировании наносимых друг на друга последовательных слоев (6, 6’) предусматривают и применяют рисунки покрытия (7, 7’), размеры и распределения групп капель (4, 4’; 5) и/или способы или интенсивность сушки, соответственно для каждого слоя (6, 6’), при этом по меньшей мере один из этих параметров отличается между некоторыми слоями (6, 6’), предпочтительно отличается для каждого слоя (6, 6’).
17. Способ по любому из пп. 1-16, отличающийся тем, что красящие вещества, образующие капли (4, 4’) цветных слоев (6), характеризуются степенью присутствия цветных пигментов или интенсивностью цветов, различающимися между разными слоями (6).
18. Способ по любому из пп. 1-17, отличающийся тем, что используют заранее разработанные файлы цифровой печати в зависимости от желаемой структурированной поверхности (2) для получения рисунков капель (4, 4’; 5) каждого слоя красящего(их) вещества(веществ) или первого вещества, предпочтительно всех слоев (6, 6’) или комплементарных растров (7, 7’), образующих эти рисунки, и, возможно, для регулирования других параметров печати, характерных для каждого или для некоторых из слоев (6, 6’).
19. Способ по п. 18, отличающийся тем, что получают трехмерное изображение предназначенной для печати стороны (1’) объекта (1), предпочтительно посредством съемки ее формы, тогда как указанный объект (1) устанавливают на опорном устройстве (8), используемом во время печати, например, посредством трехмерного лазерного сканирования перед разработкой файлов цифровой печати, в частности, для обработки ряда идентичных объектов (1).
20. Способ по любому из пп. 1-19, отличающийся тем, что все капли (4, 4’; 5) различных слоев (6, 6’) наносят при помощи единственной композитной печатающей головки (3’) или набора нескольких разных печатающих головок (3’), содержащих несколько распылительных отверстий, калиброванных и контролируемых в зависимости от природы и количества распыляемого вещества, при этом указанную печатающую головку или указанный набор, с одной стороны, и указанную предназначенную для печати сторону (1’), с другой стороны, можно перемещать относительно друг друга по меньшей мере в двух перпендикулярных между собой направлениях, в случае необходимости, в трех перпендикулярных между собой направлениях, когда предназначенная для печати сторона (1’) не является плоской, при этом распылением капель (4, 4’; 5) и относительными перемещениями управляют, например, на основании данных, получаемых из файлов цифровой печати.
21. Установка рельефной печати для осуществления способа по любому из пп. 1-20, отличающаяся тем, что содержит, с одной стороны, устройство (3) нанесения путем распыления в виде капель (4, 4’; 5) первого вещества, выбранного из группы, в которую входят грунтовка, лак, агент клейкости или сцепления и агент покрытия, предпочтительно белого цвета или прозрачного, и предпочтительно по меньшей мере одного второго вещества типа красящего вещества или смеси красящих веществ, при этом указанное устройство (3) распыления содержит единственную композитную печатающую головку (3’) или набор из нескольких разных печатающих головок (3’), каждая из которых содержит множество распылительных отверстий, калиброванных и контролируемых в зависимости от природы и количества распыляемого вещества, с другой стороны, опорное устройство (8) для объекта (1), видимая сторона (1’) которого предназначена для печати, и, наконец, аппаратные и программные средства, выполненные с возможностью обеспечения управления распылением и относительным и контролируемым перемещением между распылительным устройством (3), в частности, его головкой или головками (3’), и опорным устройством (8) в зависимости от амплитуды и направлений, задаваемых получаемой структурированной поверхностью.
22. Функциональная и/или декоративная деталь, в частности деталь внутренней облицовки автотранспортного средства, содержащая базовый корпус или подложку (1) и - на уровне своей видимой стороны (1’) - текстурированную и, возможно, окрашенную поверхность (2), при этом деталь отличается тем, что указанная поверхность (2) получена при помощи способа по любому из пп. 1-20, предпочтительно с использованием установки по п. 21.
| WO 2013087058 A1, 20.06.2013 | |||
| DE 102011100554 A1, 21.06.2012 | |||
| WO 2007033031 A2, 22.03.2007. |

