Настоящее изобретение относится к конструкции кузова транспортного средства, выполненной из множества материалов.
Современные правительственные постановления и цены на топливо повысили важность создания моторных транспортных средств, которые эффективно используют топливо. Этот усиленный акцент на эффективности использования топлива повысил потребность в легких компонентах транспортного средства, таких как компоненты транспортного средства из алюминиевого сплава. Алюминиевые сплавы типично имеют более высокое отношение предела прочности к массе, чем стальные сплавы. Следовательно, замена стали алюминием предлагает потенциальную возможность для снижения веса. Стальные сплавы и алюминиевые сплавы могут иметь разные свойства материала. Например, алюминиевые сплавы имеют коэффициент теплового расширения, отличный от коэффициента теплового расширения стальных сплавов. Эти отличия требуют уникальных конструктивных решений в дополнение к замене материала.
Согласно одному из вариантов осуществления, способ сборки компонентов кузова транспортного средства включает в себя расположение первого компонента на втором компоненте. Первый компонент имеет иной коэффициент теплового расширения, чем второй компонент, и один из первого и второго компонентов образует паз. Способ также включает в себя свободную установку болта сквозь паз и первый и второй компоненты, и создание соединения в первом и втором компонентах. Способ дополнительно включает в себя нагревание первого и второго компонентов, которое побуждает первый и второй компоненты перемещаться друг относительно друга вследствие теплового расширения в ответ на нагревание. Это перемещение заставляет соединение ослабевать. Способ также включает в себя затягивание болта.
Согласно еще одному варианту осуществления, способ сборки узла кузова транспортного средства включает в себя расположение первого компонента на втором компоненте. Первый компонент имеет иной коэффициент теплового расширения, чем второй компонент, и один из первого и второго компонентов образует паз. Способ также включает в себя установку узла крепления сквозь паз для соединения первого и второго компонентов. По меньшей мере часть узла крепления выполнена с возможностью разрушаться, когда подвергается воздействию раствора поверхностной обработки. Способ дополнительно включает в себя погружение первого и второго компонентов в раствор поверхностной обработки, побуждая разрушаться по меньшей мере часть узла крепления и подвергаться тепловому расширению первый и второй компоненты. Способ также включает в себя повторное затягивание крепежной детали.
Согласно еще одному другому варианту осуществления, узел подготовленной к окраске двери включает в себя внутреннюю панель, имеющую установочную поверхность, и балку, прикрепленную к установочной поверхности узлом крепления. Балка имеет более низкий коэффициент теплового расширения, чем панель. Узел крепления имеет по меньшей мере один компонент, выполненный с возможностью разрушаться во время нанесения покрытия электроосаждением таким образом, чтобы узел крепления ослабевал, предоставляя возможность относительного перемещения между панелью и балкой, являющегося результатом теплового расширения, во время нанесения покрытия электроосаждением.
Таким образом, согласно первому объекту настоящего изобретения создан способ сборки компонентов кузова транспортного средства, при котором: располагают первый компонент на втором компоненте, при этом первый компонент имеет коэффициент теплового расширения, отличный от коэффициента теплового расширения второго компонента, и один из первого и второго компонентов образует паз; свободно устанавливают болт сквозь паз и первый и второй компоненты; создают соединение в первом и втором компонентах; нагревают первый и второй компоненты, причем первый и второй компоненты перемещаются друг относительно друга вследствие теплового расширения в ответ на нагревание, вызывая ослабление соединения; и затягивают болт.
Предпочтительно, первый компонент является дверной балкой, а второй компонент является внутренней панелью двери.
Предпочтительно, соединение создают посредством соединения первого компонента со вторым компонентом заклепками.
Предпочтительно, соединение создают посредством крепежной детали, которая выполнена с возможностью разрушения при воздействии нагревом.
Предпочтительно, соединение является зажимным соединением.
Предпочтительно, дополнительно прикрепляют наружную панель к внутренней панели.
Согласно второму объекту настоящего изобретения создан способ сборки узла кузова транспортного средства, при котором: располагают первый компонент на втором компоненте, при этом первый компонент имеет коэффициент теплового расширения, отличный от коэффициента теплового расширения второго компонента, и один из первого и второго компонентов образует паз; устанавливают узел крепления сквозь паз для соединения первого и второго компонентов, причем по меньшей мере часть узла крепления выполнена с возможностью разрушения при воздействии раствора поверхностной обработки; погружают первый и второй компоненты в раствор поверхностной обработки, вызывая разрушение по меньшей мере части узла крепления; и повторно затягивают крепежную деталь.
Предпочтительно, первый компонент является дверной балкой, а второй компонент является внутренней панелью двери.
Предпочтительно, паз образован в дверной балке.
Предпочтительно, по меньшей мере часть крепежного узла, выполненная с возможностью разрушения, является шайбой.
Предпочтительно, шайбу выполняют из картона.
Предпочтительно, шайбу выполняют из воска.
Предпочтительно, шайбу выполняют из спрессованного шлама.
Предпочтительно, раствор поверхностной обработки является раствором нанесения покрытия электроосаждением.
Согласно третьему объекту изобретения создан узел подготовленной к окраске двери, содержащий: внутреннюю панель, включающую в себя установочную поверхность; и балку, имеющую более низкий коэффициент теплового расширения, чем панель, причем балка прикреплена к установочной поверхности узлом крепления, включающим в себя компонент, выполненный с возможностью разрушения во время нанесения покрытия электроосаждением таким образом, чтобы узел крепления ослабевал, обеспечивая относительное перемещение между панелью и балкой, являющееся результатом теплового расширения при нанесении покрытия электроосаждением.
Предпочтительно, компонент включает в себя шайбу.
Предпочтительно, шайба выполнена из картона.
Предпочтительно, шайба выполнена из воска.
Предпочтительно, балка образует паз, при этом узел крепления проходит сквозь паз.
Предпочтительно, узел дополнительно содержит наружную панель, прикрепленную к внутренней панели таким образом, чтобы панели образовывали полость, при этом балка расположена внутри полости.
Далее настоящее изобретение будет описано более подробно со ссылкой на прилагаемые чертежи, на которых:
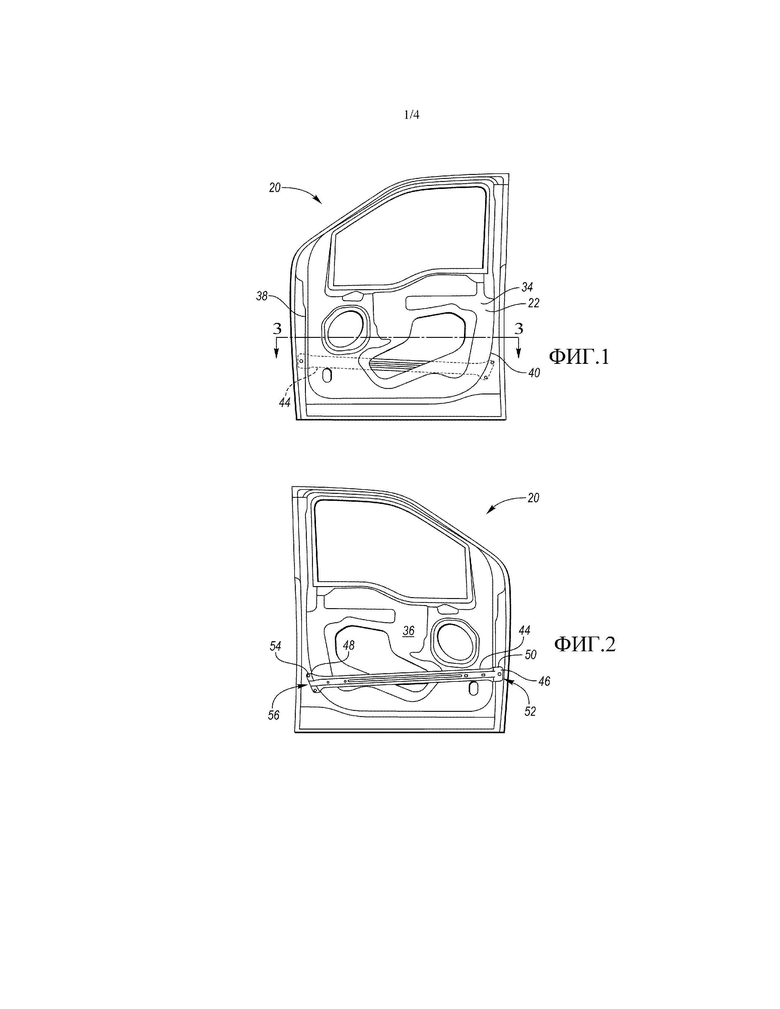
Фиг. 1 - вид сбоку узла подготовленной к окраске двери, если смотреть на внутреннюю сторону узла;
Фиг. 2 - вид сбоку узла с фиг. 1, если смотреть на наружную сторону узла по снятой наружной панели;
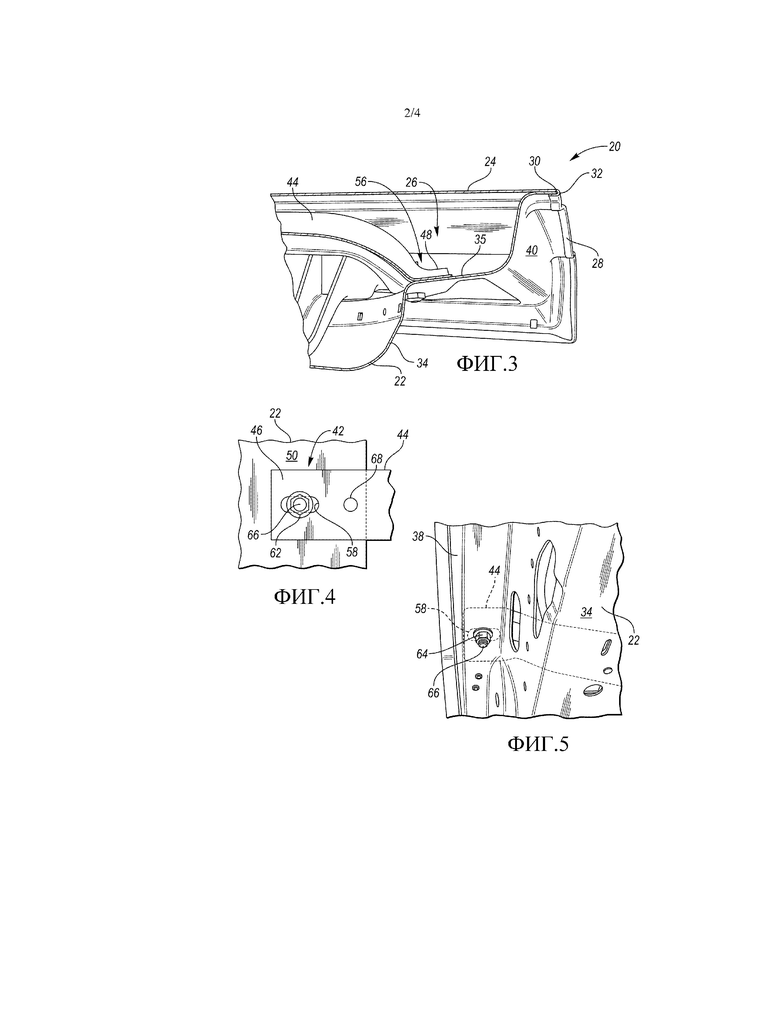
Фиг. 3 - вид сверху в поперечном разрезе узла с фиг. 1 по линии 3-3;
Фиг. 4 - увеличенный вид сбоку одного из соединений для скрепления балки и внутренней панели;
Фиг. 5 - увеличенный вид в перспективе узла с фиг. 1;
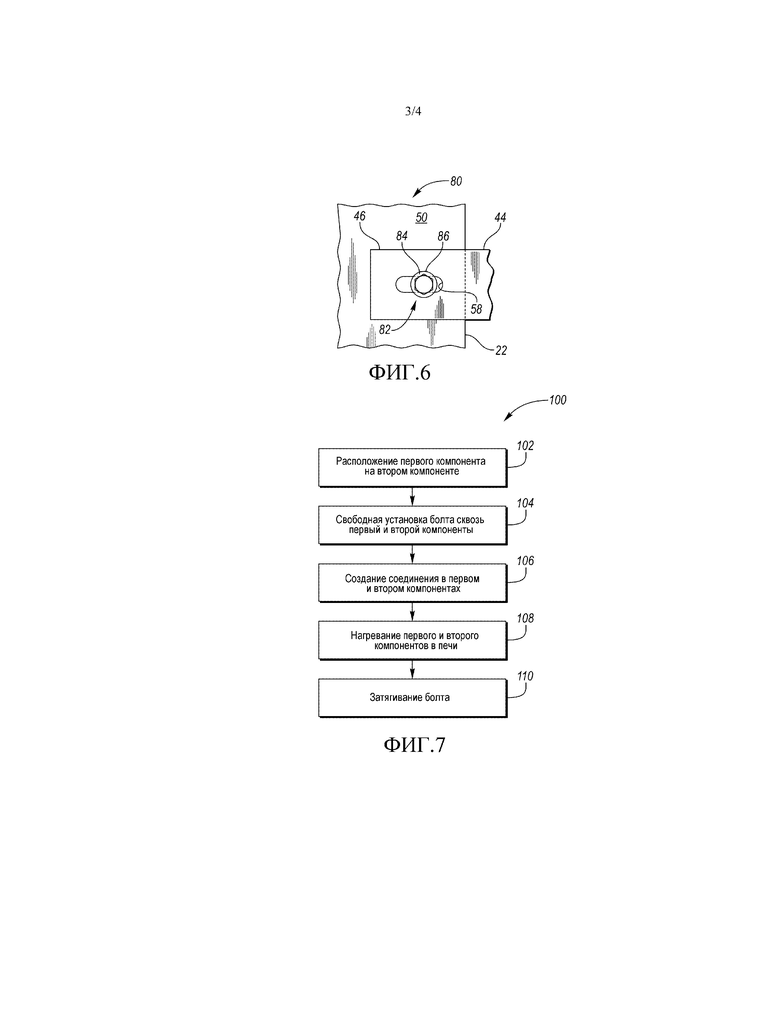
Фиг. 6 - вид сбоку еще одного соединения для скрепления балки и внутренней панели;
Фиг. 7 - блок-схема последовательности операций способа, иллюстрирующая этапы для сборки компонентов кузова транспортного средства;
Фиг. 8 - еще одна блок-схема последовательности операций способа, иллюстрирующая этапы для сборки компонентов кузова транспортного средства; и
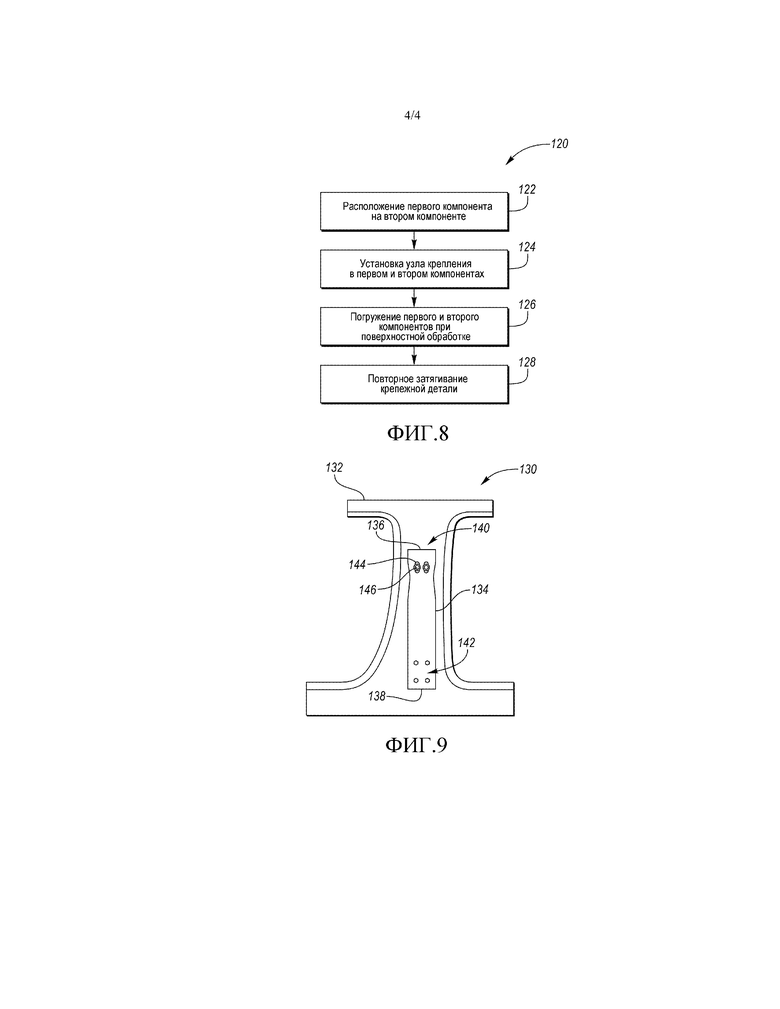
Фиг. 9 - вид сбоку средней стойки кузова для транспортного средства.
Варианты осуществления настоящего изобретения описаны в материалах настоящей заявки. Однако, должно быть понятно, что раскрытые варианты осуществления являются всего лишь примерами, и другие варианты осуществления могут принимать различные и альтернативные формы. Чертежи не обязательно должны определять масштаб; некоторые признаки могли быть преувеличены или сведены к минимуму, чтобы показать подробности конкретных компонентов. Поэтому, специфичные конструктивные и функциональные детали, раскрытые в материалах настоящей заявки, не должны интерпретироваться в качестве ограничивающих, а только качестве представляющих основу для изучения специалистом в данной области техники для различного применения настоящего изобретения. Как будут понимать рядовые специалисты в данной области техники, различные признаки, проиллюстрированные и описанные со ссылкой на любой один из чертежей, могут комбинироваться с признаками, проиллюстрированными на одной или более других чертежей, для создания вариантов осуществления, которые не проиллюстрированы и не описаны явно. Проиллюстрированные комбинации признаков дают характерные варианты осуществления для типичных применений. Различные комбинации и модификации признаков, совместимых с доктринами этого изобретения, однако, могли бы требоваться для конкретных применений или реализаций.
Как показано на фиг. 1, 2 и 3, узел 20 подготовленной к окраске двери включает в себя внутреннюю панель 22 и наружную панель 24, которые определяют внутреннюю полость 26. Узел 20 подготовленной к окраске двери может быть дверью водительской стороны, дверью пассажирской стороны, задней дверью или другой дверью транспортного средства. Внутренняя и наружная панели 22, 24 могут быть сделаны из стали или могут быть сделаны из легкого материала - такого как алюминиевый сплав, магниевый сплав или композит. Внутренняя панель 22 включает в себя внутреннюю сторону 34, которая обращена в кабину, и внешнюю сторону 36, которая обращена к наружной панели 24. Внутренняя панель 22 может включать в себя множество поверхностей, таких как торец 38 шарнирных петель и запорный торец 40. Узел 20 прикреплен к транспортному средству с помощью шарнирной петли, которая прикреплена к торцу 38 шарнирных петель. Узел 20 включает в себя запор на запорном торце 40 для закрепления двери в закрытом положении.
Узел 20 подготовленной к окраске двери также включает в себя балку 44, такую как балка для предотвращения проникновения, расположенную в полости 26 и прикрепленную к внешней стороне 36 внутренней панели 22. Балка 44 включает в себя первый конец 46 и второй конец 48. Первый конец 46 прикреплен к первой установочной поверхности 50 внутренней панели 22 на первом соединении 52. Второй конец 48 прикреплен ко второй установочной поверхности 54 внутренней панели 22 на втором соединении 56. Балка 44 может проходить в продольном направлении от передней части двери (то есть, торца шарнирных петель) до задней части двери (то есть, запорного торца) и действует в качестве устройства пассивной безопасности. По существу, дверные балки обычно выполнены из высокопрочных материалов, таких как сталь.
Многие из компонентов двери, в том числе, внутренняя и наружная панели, и балка, штампуются отдельно и собираются в узел подготовленной к окраске двери за множество стадий. На одной из стадий, балка 44 прикрепляется к внутренней панели 22. На следующей стадии, обычно указываемой ссылкой как «осаживание двери», внутренняя и наружная панели 22, 24 соединяются воедино посредством процесса вальцовки. Например, наружная панель 24 является большей, чем внутренняя панель 22, и включает в себя фланец 28, который типично загнут под 90 градусов относительно основной части наружной панели 22. Во время вальцовки, внешняя часть 30 внутренней панели 22 размещается вплотную к наружной панели 24 возле фланца 28. Фланец перегибается через внешнюю часть 30, создавая подгиб 32, который удерживает панели вместе. Клейкое вещество может быть нанесено на подгиб 32 для повышения прочности и коррозионной стойкости. Во время стадии осаживания двери, соединения 52, 56 между внутренней панелью 22 и балкой 44 могут быть затянуты, чтобы помогать обеспечивать надлежащую геометрию двери. После того, как дверь осажена, дверь может подвергаться этапам окраски. Термин окраска как правило обозначает последовательность следующих одна за другой стадий, которые могут включать в себя нанесение одного или более растворов поверхностной обработки на компоненты и пропускание компонентов через одну или более печей. Растворы поверхностной обработки могут включать в себя очищение, нанесение фосфорного покрытия, нанесение покрытия электроосаждением (электроосаждение) и окраску. Стадии окраски типично подвергают дверь нагреву. Например, печь электроосаждения может иметь температуру между 150°C и 190°C. Различные компоненты двери подвергаются тепловому расширению, когда подвергаются стадиям окраски, и сжимаются, когда охлаждаются. Поэтому, компоненты двери могут расширяться и сжиматься несколько раз на всем протяжении процесса сборки.
Для снижения веса транспортного средства, некоторые компоненты двери 20 могут быть сделаны из легких металлических сплавов. Например, внутренняя и наружная панели 23, 24 могут быть алюминиевым сплавом. Но, дверные балки 44 типично остаются стальными. Наличие в распоряжении биметаллического узла 20 двери создает многие производственные проблемы. Подвергание воздействию тепла во время окраски заставляет компоненты двери 20 подвергаться тепловому расширению. Величина теплового расширения является функцией коэффициента теплового расширения (CTE), который является неотъемлемым свойством материала. Разные материалы типично имеют разные CTE. Например, типичный CTE для стали имеет значение 12×10-6/C°, а типичный CTE для алюминиевого сплава имеет значение 23,6×10-6/C°. Так как CTE является более высоким для алюминия, алюминиевые компоненты будут расширяться в большей степени, чем стальные компоненты. Это может вызывать коробление, поломку, растрескивание и другие проблемы. Таким образом, в примерном узле 20 двери, который имеет панели 22, 24 из алюминиевого сплава и стальную балку 44, панели будут расширяться приблизительно на 50% больше, чем балка 44, что может вызвать любую из идентифицированных выше проблем.
Эти проблемы могут быть смягчены посредством предоставления возможности относительного перемещения между установочными поверхностями 50, 54 и балкой 44 во время стадий сборки с интенсивным нагревом. Но, простое оставление одного из концов балки 44 свободным не является оптимальным решением, так как балка должна быть надлежащим образом прикреплена к внутренней панели 22 во время других стадий сборки. Например, балке нужно быть надлежащим образом прикрепленной на обоих концах для осаживания геометрии двери. Таким образом, технология со свободным концом требует, чтобы балка была жестко прикреплена, ослаблена и повторно затянута во время сооружения двери. Это может быть трудоемким и занимающим много времени, и может быть плохо пригодным для массового производства.
Для предотвращения повреждения двери 20 во время окраски, одно из соединений 52, 56 может быть выполнено с возможностью предоставлять возможность относительного перемещения между балкой 44 и внутренней панелью 22. Фиг. 4 и 5 иллюстрируют примерное соединение 42, которое предоставляет балке 44 и внутренней панели 22 возможность скользить друг относительно друга, когда балка и панель подвергаются тепловому расширению. Балка 44 может образовывать паз 58, удлиненный в продольном направлении балки 44. Болт 60 может присоединять балку 44 к установочной поверхности 50. Болт 60 может приниматься сквозь паз 58 и отверстие, определенное в установочной поверхности 50. Болт 60 может быть скомпонован с головкой 62, расположенной вплотную к балке 44, и со стержнем 66, продолжающимся из внутренней стороны 34 внутренней панели 22. Гайка 64 может быть навинчена на стержень 66. Болт 60 может включать в себя шестигранную головку, головку с внутренним шестигранником, головку типа torqx, полушаровой головкой с крестом, шлицевой головкой или любым другим типом вгоняемой крепежной детали. Болт 60 может скользить в пределах паза 58, когда болт находится в незатянутом состоянии, и не может скользить в пазу 58, когда в затянутом состоянии. Затяжка болта 60 меняется на всем протяжении процесса сооружения двери. Например, болт 60 может находиться в незатянутом состоянии во время окраски и всех предыдущих стадий, и находится в затянутом состоянии после окраски и на всех будущих стадиях.
Количество или состояние компонентов соединения 42 могут меняться на всем протяжении процесса сооружения двери. Фиг. 4 иллюстрирует соединение 42 перед окраской. На этой стадии, соединение 42 включает в себя невредимое крепежное средство 68. Крепежное средство 78 может быть заклепкой, болтом, винтом, зажимным соединением, сварочным швом или клейким веществом. Крепежное средство 68 предохраняет внутреннюю панель 22 и балку 44 от перемещения друг относительно друга, когда невредимо. Разные стадии сооружения двери устанавливают разные величины механического напряжения на соединении 42. Например, силы, приложенные к крепежному средству 68 во время стадии осаживания двери, могут быть меньшими, чем силы, приложенные во время одной или более стадий окраски. Вследствие этого, крепежное средство 68 может быть сконструировано, чтобы выдерживать усилия во время некоторых фаз и ослабевать во время других фаз. Например, крепежное средство 68 может быть выполнено с возможностью удерживать соединение 42 единым во время фазы осаживания двери и ослабевать во время одной из стадий окраски, чтобы предоставлять внутренней панели 22 возможность перемещаться относительно балки 44. Механизм ослабления крепежного средства 68 является зависящим от того, какой тип крепежного средства используется. Например, если крепежное средство 68 является заклепкой, силы среза, создаваемые относительным перемещением балки и панели, могут прорезать стержень заклепки. Или, силы среза могут заставлять заклепку выскакивать. Если крепежное средство 68 является зажимным соединением, силы среза могут заставлять зажимное соединение разделяться или выскакивать. В других вариантах осуществления, крепежное средство 68 является заклепкой, болтом или винтом, которые выполнены с возможностью по меньшей мере частичного разрушения во время окраски. После того, как крепежное средство 68 ослабевает, болт 60 свободно удерживает соединение 42 единым таким образом, чтобы внутренняя панель и балка могли перемещаться друг относительно друга. После того, как все стадии с нагреванием узла двери завершены, и дверь 20 остыла, болт 60 затягивается в достаточной мере, чтобы закреплять соединение 42.
На фиг. 6 проиллюстрировано еще одно примерное соединение 80. Соединение 80 может прикреплять первый конец 46 балки 44 к установочной поверхности 50 внутренней панели 22. В качестве альтернативы, соединение 80 может быть расположено на втором конце 48 балки 44. Соединение 80 может включать в себя узел 82 крепления. Узел 82 крепления может приниматься сквозь паз 58 и сквозь отверстие, определенное в установочной поверхности 50. Фиг. 6 иллюстрирует узел 82 крепления до каких бы то ни было стадий окраски.
Крепежная деталь 82 может быть туго прикреплена во время начальной установки, чтобы в достаточной мере закреплять соединение 80 во время стадии осаживания двери. Узел 82 крепления включает в себя по меньшей мере один временный компонент, который выполнен с возможностью разрушаться во время окраски. Например, узел 82 крепления может включать в себя болт 84, временную шайбу 86 и гайку. Во время одной из стадий окраски, временная шайба 86 разрушается, что заставляет узел 82 крепления ослабевать, предоставляя внутренней панели 22 и балке 44 возможность перемещаться друг относительно друга с помощью паза 58, в то время как они подвергаются тепловому расширению. Временная шайба 86 может быть сделана из картона, воска или спрессованного шлама. Временная шайба 86 включает в себя свойства, которые выполнены с возможностью разрушаться при контакте с растворами поверхностной обработки стадий окраски. Например, если из картона или шлама, шайба выполнена с возможностью растворяться. Или, если из воска, шайба выполнена с возможностью плавиться. Крепежная деталь 82 может быть повторно затянута после того, как все стадии с нагреванием завершились, чтобы закреплять соединение 80. Временный компонент не ограничен шайбой и может быть любым типом компонента, который предназначен или может быть предназначен для разрушения во время окраски.
Фиг. 7 представляет собой примерную блок-схему 100 последовательности операций способа, иллюстрирующую этапы способа для сборки компонентов кузова транспортного средства. На этапе 102, первый компонент располагается на втором компоненте. Первый компонент может иметь иной CTE, чем второй компонент, и один из первого и второго компонентов может образовывать паз. На 104, болт свободно устанавливается сквозь первый и второй компоненты. На 106, создается соединение в первом и втором компонентах. Соединение может создаваться с использованием любого из крепежных средств, описанных выше. На 108, первый и второй компоненты нагреваются в печи в качестве части процесса окраски. Первый и второй компоненты перемещаются друг относительно друга вследствие теплового расширения в ответ на нагревание в печи. Силы, приложенные во время относительного перемещения, заставляют соединение ослабевать. Так как болт установлен свободно, первый и второй компоненты могут свободно перемещаться друг относительно друга с помощью паза. На этапе 110, болт затягивается, чтобы скреплять первый и второй компоненты друг с другом.
Фиг. 8 представляет собой еще одну примерную блок-схему 120 последовательности операций способа, иллюстрирующую этапы способа для сборки компонентов кузова транспортного средства. На этапе 122, первый компонент располагается на втором компоненте. Первый компонент может иметь иной CTE, чем второй компонент, и один из первого и второго компонентов может образовывать паз. На 124, узел крепления устанавливается в первом и втором компонентах. Узел крепления может включать в себя по меньшей мере один временный компонент, который выполнен с возможностью разрушаться, когда подвергается воздействию раствора поверхностной обработки, такого как раствор нанесения покрытия электроосаждением. На 126, первый и второй компоненты погружаются в раствор, заставляющий временный компонент разрушаться, что ослабляет узел крепления. Как только узел крепления становится ослабленным, первый и второй компоненты могут подвергаться тепловому расширению друг относительно друга с помощью паза, когда нагреваются во время различных процессов окраски. После того, как компоненты остыли, и все стадии нагревания окраски завершены, крепежная деталь может быть повторно затянута на 128.
Технологии соединения, описанные выше со ссылкой на узел 20 двери, не ограничены конструкцией двери и могут использоваться на других конструкциях кузова транспортного средства, имеющих биметаллическую конструкцию. Фиг. 9 иллюстрирует среднюю стойку 130 кузова у кузова транспортного средства, которая применяет технологии соединения, подобные описанным выше в отношении узла 20 двери. Средняя стойка 130 кузова также может подвергаться окраске, которая вызывает тепловое расширение компонентов средней стойки 130 кузова. Примерная средняя стойка 130 кузова может включать в себя первый компонент 132 и второй компонент 134. Первый компонент 132 может быть алюминиевым сплавом, а второй компонент 134 может быть стальным упрочняющим элементом. Как описано выше, первый компонент 132 будет подвергаться тепловому расширению в большей степени, чем второй компонент 134, когда нагреваются. Второй компонент 134 включает в себя первый конец 136 и второй конец 138. Концы второго компонента 134 присоединены к первому компоненту на паре соединений 140, 142. Одно из соединений может быть жестким соединением, которое сболчено, сварено, склепано, зажато или закреплено с использованием других известных технологий. Другое соединение может быть выполнено с возможностью скользить во время окраски, чтобы предоставлять первому и второму компонентам возможность перемещаться друг относительно друга, предотвращая повреждение, вызванное дифференциальным тепловым расширением компонентов. Например, первый конец 136 может образовывать по меньшей мере один паз 144. Узел 146 крепления может приниматься в каждом из пазов 144. Узел 146 крепления может быть подобным узлу 82 крепления. По существу, по меньшей мере часть узла 146 крепления выполнена с возможностью разрушаться при контакте с раствором поверхностной обработки (например, раствором нанесения покрытия электроосаждением), чтобы предоставлять возможность перемещения между компонентами. В качестве альтернативы, соединение 140 может быть подобным соединению 42, показанному на фиг. 4. Здесь, по меньшей мере одно крепежное средство (подобное крепежному средству 68) будет временно соединять первый и второй компоненты на одном конце перед окраской, и будет ослабевать во время окраски, чтобы предоставлять компонентам возможность перемещаться друг относительно друга.
Несмотря на то, что примерные варианты осуществления описаны выше, не предполагается, что эти варианты осуществления описывают все возможные формы, охваченные формулой изобретения. Словесные формулировки, используемые в описании изобретения, предпочтительнее являются словесными формулировками описания, нежели ограничением, и понятно, что различные изменения могут быть произведены, не выходя из сущности и объема изобретения. Как описано ранее, признаки различных вариантов осуществления могут комбинироваться для формирования дополнительных вариантов осуществления изобретения, которые могут не быть описаны или проиллюстрированы в прямой форме. Несмотря на то, что различные варианты осуществления могли бы быть описаны в качестве обеспечивающих преимущества или являющихся предпочтительными над другими вариантами осуществления или реализациями предшествующего уровня техники, что касается одной или более требуемых характеристик, рядовые специалисты в данной области техники осознают, что один или более признаков или характеристик могут быть скомпрометированы для достижения требуемых общих свойств системы, которые зависят от конкретных применения и реализации. Эти свойства могут включать в себя, но не в качестве ограничения: себестоимость, прочность, надежность, затраты в течение жизненного цикла, пригодность для продажи, внешний вид, упаковку, габариты, ремонтопригодность, вес, технологичность, легкость сборки, и т.д. По существу, варианты осуществления, описанные в качестве менее желательных, чем другие варианты осуществления, или реализации предшествующего уровня техники по отношению к одной или более характеристик, не выходят за пределы объема изобретения и могут быть желательными для конкретных применений.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ДОРАБОТКИ СЕРИЙНОГО ТРАНСПОРТНОГО СРЕДСТВА, ОСНАЩЕННОГО КУЗОВОМ-ФУРГОНОМ, В СПЕЦИАЛЬНОЕ ТРАНСПОРТНОЕ СРЕДСТВО И УСТАНОВОЧНЫЙ КОМПЛЕКТ ДЛЯ ТАКОЙ ДОРАБОТКИ | 2010 |
|
RU2435682C1 |
| КАРКАС КУЗОВА ТРАНСПОРТНОГО СРЕДСТВА (ВАРИАНТЫ) И ТРАНСПОРТНОЕ СРЕДСТВО | 2015 |
|
RU2685954C2 |
| УЗЕЛ ПОГЛОЩЕНИЯ УДАРА И ТРАНСПОРТНОЕ СРЕДСТВО | 2014 |
|
RU2645478C2 |
| ДЕМПФИРУЮЩИЙ И ПРИДАЮЩИЙ ЖЕСТКОСТЬ УЗЕЛ ДЛЯ ПАНЕЛИ КУЗОВА, КОМПОНЕНТ КУЗОВА ТРАНСПОРТНОГО СРЕДСТВА И ДВЕРЬ ТРАНСПОРТНОГО СРЕДСТВА | 2015 |
|
RU2692174C2 |
| УЗЕЛ СОЕДИНЕНИЯ РАМНОГО И КУЗОВНОГО КОМПОНЕНТОВ ТРАНСПОРТНОГО СРЕДСТВА (ВАРИАНТЫ) | 2015 |
|
RU2684343C2 |
| КОНСТРУКЦИЯ ПОЛА ТРАНСПОРТНОГО СРЕДСТВА (ВАРИАНТЫ) И ТРАНСПОРТНОЕ СРЕДСТВО, ЕЕ СОДЕРЖАЩЕЕ | 2015 |
|
RU2673208C2 |
| УСТАНОВОЧНЫЙ УЗЕЛ КУЗОВА ТРАНСПОРТНОГО СРЕДСТВА | 1996 |
|
RU2107636C1 |
| Каркас кузова транспортного средства | 1976 |
|
SU686928A1 |
| ТРАНСПОРТНОЕ СРЕДСТВО (ВАРИАНТЫ) | 2015 |
|
RU2684821C2 |
| УЗЕЛ ДВЕРИ И РУЧКИ ТРАНСПОРТНОГО СРЕДСТВА И УЗЕЛ ДВЕРНОЙ РУЧКИ ДЛЯ ДВЕРИ ТРАНСПОРТНОГО СРЕДСТВА (ВАРИАНТЫ) | 2015 |
|
RU2674285C2 |
Группа изобретений относится к области транспортного машиностроения. По первому варианту, способ сборки узла кузова транспортного средства заключается в том, что располагают первый компонент на втором компоненте. Создают соединение посредством крепежного средства. Крепежное средство является заклепкой, крепежной деталью, сварочным швом или зажимным соединением. Нагревают компоненты. Затягивают болт. По второму варианту, способ сборки узла кузова транспортного средства заключается в том, что устанавливают узел крепления сквозь паз, причем часть узла крепления выполнена с возможностью разрушения при воздействии раствором поверхностной обработки. Повторно затягивают крепежную деталь. Узел кузова транспортного средства содержит внутреннюю панель, включающую в себя установочную поверхность, и балку, имеющую более низкий коэффициент теплового расширения, чем внутренняя панель. Балка прикреплена к установочной поверхности узлом крепления, включающим в себя восковую или картонную шайбу. Достигается повышение прочности сборки узла кузова транспортного средства. 3 н. и 16 з.п. ф-лы, 9 ил.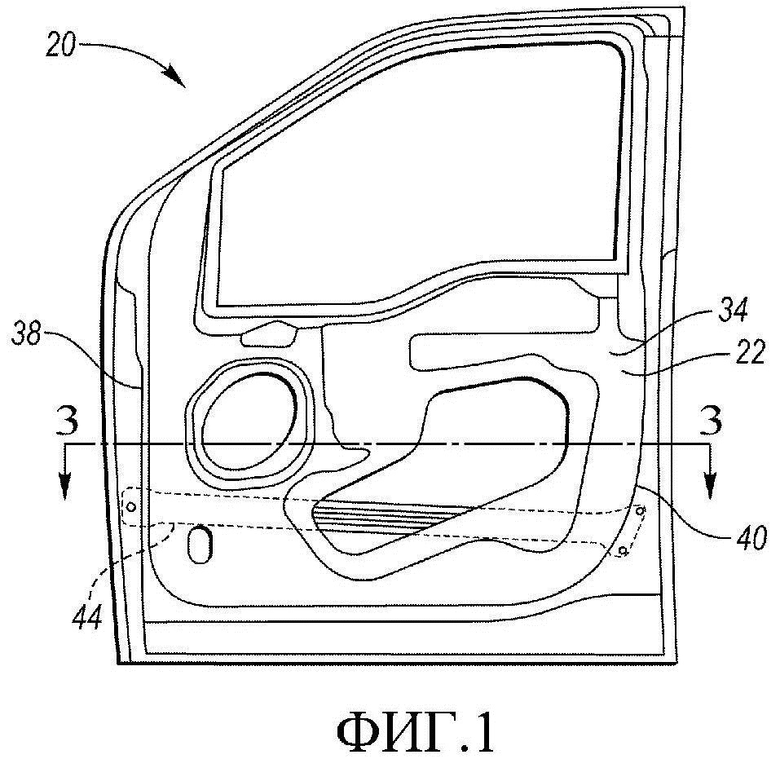
1. Способ сборки узла кузова транспортного средства, при котором:
располагают первый компонент на втором компоненте, при этом первый компонент имеет коэффициент теплового расширения, отличный от коэффициента теплового расширения второго компонента, и один из первого и второго компонентов образует паз;
свободно устанавливают болт сквозь паз и первый и второй компоненты;
создают соединение в первом и втором компонентах посредством крепежного средства, причем крепежное средство является одним из заклепки, крепежной детали, сварочного шва и зажимного соединения;
нагревают первый и второй компоненты, при этом первый и второй компоненты перемещаются относительно друг друга вследствие теплового расширения в ответ на нагревание, вызывая ослабление крепежного средства; и
затягивают болт.
2. Способ по п.1, при котором первый компонент является дверной балкой, а второй компонент является внутренней панелью двери.
3. Способ по п.2, при котором дополнительно прикрепляют наружную панель к внутренней панели.
4. Способ по п.1, при котором крепежное средство представляет собой заклепку.
5. Способ по п.1, при котором крепежное средство является крепежной деталью, которая включает в себя участок, выполненный с возможностью разрушения при воздействии нагревом.
6. Способ по п.1, при котором крепежное средство представляет собой зажимное соединение.
7. Способ сборки узла кузова транспортного средства, при котором:
располагают первый компонент на втором компоненте, при этом первый компонент имеет коэффициент теплового расширения, отличный от коэффициента теплового расширения второго компонента, и один из первого и второго компонентов образует паз;
устанавливают узел крепления сквозь паз для соединения первого и второго компонентов, причем по меньшей мере часть узла крепления выполнена с возможностью разрушения при воздействии раствором поверхностной обработки;
погружают первый и второй компоненты в раствор поверхностной обработки, вызывая разрушение по меньшей мере части узла крепления; и
повторно затягивают крепежную деталь.
8. Способ по п.7, при котором первый компонент является дверной балкой, а второй компонент является внутренней панелью двери.
9. Способ по п.8, при котором паз образован в дверной балке.
10. Способ по п.7, при котором по меньшей мере часть крепежного узла, выполненная с возможностью разрушения, является шайбой.
11. Способ по п.10, при котором шайбу выполняют из картона.
12. Способ по п.10, при котором шайбу выполняют из воска.
13. Способ по п.10, при котором шайбу выполняют из спрессованного шлама.
14. Способ по п.7, при котором раствор поверхностной обработки является раствором нанесения покрытия электроосаждением.
15. Узел кузова транспортного средства, содержащий:
внутреннюю панель, включающую в себя установочную поверхность; и
балку, имеющую более низкий коэффициент теплового расширения, чем внутренняя панель, причем балка прикреплена к установочной поверхности узлом крепления, включающим в себя восковую или картонную шайбу, выполненную с возможностью разрушения во время нанесения покрытия электроосаждением на узел таким образом, чтобы узел крепления ослабевал, обеспечивая относительное перемещение между внутренней панелью и балкой, являющееся результатом теплового расширения при нанесении покрытия электроосаждением на узел.
16. Узел по п.15, в котором шайба выполнена из картона.
17. Узел по п.15, в котором шайба выполнена из воска.
18. Узел по п.15, в котором балка образует паз, при этом узел крепления проходит сквозь паз.
19. Узел по п.15, дополнительно содержащий наружную панель, прикрепленную к внутренней панели таким образом, чтобы панели образовывали полость, при этом балка расположена внутри полости.
| US 5490310 A, 13.02.1996 | |||
| US 2008007087 A1, 10.01.2008 | |||
| Способ гашения скорости движущегося листа на рольганге | 1958 |
|
SU116450A1 |
| Датчик угла поворота многооборотной оси | 1955 |
|
SU104144A1 |

