Данное изобретение относится к инструменту для вихревой обработки для обработки детали резанием. Данное изобретение относится, в частности, к инструменту для вихревой обработки со сменными режущими пластинками. Этот инструмент вихревой обработки пригоден, в частности, для вихревого резьбофрезерования.
Вихревая обработка является способом обработки резанием, который относительно инструмента и кинетики образует особую форму винтового фрезерования. В частности, вихревая обработка служит для создания резьбы, однако может применяться также в целом для изготовления ротационно-симметричных частей, таких как, например, шнеки, винты или роторы.
На основе высокой производительности этого способа изготовления резанием, вихревая обработка особенно пригодна для обработки деталей из вязких материалов, таких как титан или благородный металл. Поэтому в настоящее время, например, большинство винтов для костей изготавливаются с помощью винтового фрезерования.
Характерным для вихревой обработки является то, что вращаются как инструмент вихревой обработки, так и деталь. Инструмент вихревой обработки, который определяет скорость резания, кружится с эксцентричным позиционированием с высокой скоростью вращения вокруг медленно вращающейся детали. Подача детали вдоль ее продольной оси устанавливается в соответствии с желаемым, подлежащим изготовлению шагом резьбы. Дополнительно к этому, инструмент вихревой обработки поворачивается в зависимости от желаемого шага резьбы вокруг его оси Х. Радиальная подача инструмента вихревой обработки относительно детали задает глубину резьбы.
На основании эксцентричного позиционирования детали относительно инструмента вихревой обработки происходит образование относительно короткой стружки. Это особенно предпочтительно для качества поверхности обрабатываемой детали.
В принципе делают различие между наружной вихревой обработкой и внутренней вихревой обработкой. Наружная вихревая обработка служит обычно для изготовления наружной резьбы, в то время как внутренняя вихревая обработка служит для изготовления внутренней резьбы. При наружной вихревой обработке режущие кромки направлены внутрь, при этом инструмент вихревой обработки вращается вокруг детали. Поэтому наружная вихревая обработка иногда называется фрезерованием с помощью фрез с внутренними зубцами. При внутренней вихревой обработке режущие кромки, наоборот, направлены наружу. При этом инструмент вихревой обработки вращается внутри отверстия детали. В остальном основополагающий принцип эксцентричного вихревого движения инструмента и одновременного движения детали (как вращательного, так и в продольном направлении) является одинаковым для наружной и внутренней вихревой обработки.
Основной проблемой, присущей инструментам вихревой обработки, является относительно высокий износ используемых резцов, соответственно, режущих кромок. Это приводит часто к относительно малому сроку службы. В случае инструментов вихревой обработки со сменными режущими пластинками, необходимо часто заменять режущие пластинки. Это в свою очередь, приводит в конечном итоге к повышенной стоимости изготовления.
Поэтому в основу данного изобретения положена задача создания инструмента для вихревой обработки для обработки детали резанием, в котором износ используемых режущих кромок уменьшается, так что обеспечивается увеличение срока службы.
Эта задача решена с помощью инструмента для вихревой обработки, содержащего:
- три или множество троек режущих пластинок, при этом каждая из режущих пластинок имеет по меньшей мере одну режущую кромку;
- держатель режущих пластинок с гнездами для режущих пластинок, причем каждое гнездо выполнено с возможностью приема одной из режущих пластинок, при этом гнезда для режущих пластинок распределены в окружном направлении по держателю режущих пластинок; и
- множество крепежных элементов для разъемного крепления режущих пластинок в гнездах для режущих пластинок держателя режущих пластинок,
при этом режущие пластинки содержат по меньшей мере два разных вида режущих пластинок, при этом по меньшей мере одна режущая пластинка первого вида и одна режущая пластинка второго вида предусмотрены в виде группы из трех режущих пластинок, расположенных рядом друг с другом на держателе режущих пластинок, при этом режущая пластинка первого вида отличается от режущей пластинки второго вида своей общей геометрической формой, размером по меньшей мере одной режущей кромки и/или формой упомянутой по меньшей мере одной режущей кромки.
Заявленный инструмент для вихревой обработки имеет обычно три режущие пластинки или множество троек режущих пластинок. Особенно предпочтительно инструмент имеет точно шесть, точно девять или точно двенадцать режущих пластинок. Эти режущие пластинки сменно установлены на держателе режущих пластинок. При этом эти режущие пластинки распределены в окружном направлении на держателе режущих пластинок и предпочтительно на расстоянии друг от друга. Особенно характерным признаком инструмента для вихревой обработки, согласно изобретению, является применение по меньшей мере двух различных видов режущих пластинок, которые различаются своей общей геометрией (размерами и/или формой), и/или размерами и/или формой режущих кромок. При этом согласно изобретению предусмотрено, что в каждой группе из трех расположенных на держателе режущих пластинок рядом друг с другом режущих пластинок применяется соответственно по меньшей мере одна режущая пластинка первого вида и одна режущая пластинка второго вида.
Под «расположенными на держателе режущих пластинок рядом друг с другом режущими пластинками» понимаются имеющиеся режущие пластинки, которые в смонтированном состоянии инструмента вихревой обработки, при рассматривании в окружном направлении, следуют непосредственно друг за другом. При этом «непосредственно» не должно означать, что следующие друг за другом в окружном направлении режущие пластинки должны соприкасаться. Расположенные рядом друг с другом режущие пластинки хотя и могут, в принципе, соприкасаться, однако предпочтительно они расположены на расстоянии друг от друга. Другими словами, под «расположенными рядом друг с другом режущими пластинками» понимаются такие режущие пластинки, которые расположены на держателе режущих пластинок непосредственно смежно друг с другом. Для инструмента вихревой обработки, который имеет три или множество троек режущих пластинок, это означает, что каждая из режущих пластинок образует соответственно со своими двумя соседними режущими пластинками (слева и справа) группу из трех режущих пластинок, из которых по меньшей мере одна режущая пластинка является режущей пластинкой первого вида и одна режущая пластинка - режущей пластинкой второго вида.
Было установлено, что применение различных видов режущих пластинок особенно предпочтительно относительно их общего износа. На основании различной общей геометрической формы, соответственно, различной геометрии режущих кромок, режущие пластинки первого вида при обработке детали выполняют функцию, отличную от функции режущих пластинок второго вида. Например, режущие пластинки второго вида могут быть предназначены, на основании их формы, для черновой резки, соответственно, обдирки, в то время как режущие пластинки первого вида имеют образующие контур режущие кромки, которые ответственны за изготовление в конечном итоге профиля резьбы. Таким образом, режущие пластинки второго вида нагружаются относительно сильно и сносят относительно много материала, в то время как режущие пластинки первого вида нагружаются менее сильно и образуют на детали «лишь» подлежащий выполнению профиль. Хотя это и приводит, в частности, к ситуации, в которой режущие пластинки второго вида изнашиваются быстрее по сравнению с режущими пластинками первого вида. Однако, это более чем приемлемо, даже предпочтительно, поскольку в конечном итоге создающие контур режущие кромки режущих пластинок первого вида подвергаются меньшему износу. По меньшей мере частично изношенная режущая кромка режущей пластинки второго вида может в таком случае (если режущие кромки режущих пластинок первого вида также не изношены) частично оставаться даже не замеченной, поскольку это не оказывает влияния или оказывает лишь небольшое влияние на качество поверхности детали.
Поэтому указанная выше задача полностью решена.
Согласно одному предпочтительному варианту выполнения, каждая группа из трех режущих пластинок, расположенных рядом друг с другом на держателе режущих пластинок, имеет соответственно две режущие пластинки первого вида и одну режущую пластинку второго вида. При этом, в частности, предпочтительно, что режущие пластинки первого вида и режущие пластинки второго вида не всегда расположены попеременно на держателе режущих пластинок, а каждая режущая пластинка первого вида расположена между другой режущей пластинкой первого вида и режущей пластинкой второго вида на держателе режущих пластинок. Если обозначить для простоты режущие пластинки первого вида буквой А, а режущие пластинки второго вида буквой В, то тем самым получается следующее расположение на держателе режущих пластинок: ААВААВ… (при рассматривании друг за другом в окружном направлении).
Если, как указывалось выше в качестве примера, используются режущие пластинки второго вида для черновой обработки, сноса материала, соответственно обдирки, и режущие пластинки первого вида для изготовления профиля резьбы, то при этом выполнении соответственно одна из трех режущих пластинок выполняет обдирку, соответственно, снос материала, а две из трех режущих пластинок выполняют изготовление в конечном итоге профиля резьбы. Одна режущая пластинка первого вида, которая в окружном направлении и тем самым также в направлении вращения инструмента вихревой обработки при обработке детали приходит в соприкосновение с деталью после режущей пластинки второго вида и одной другой режущей пластинки первого вида, и поэтому нагружается относительно мало.
Согласно одному альтернативному варианту выполнения, каждая группа имеет из трех режущих пластинок, расположенных рядом друг с другом на держателе режущих пластинок, одну режущую пластинку первого вида, одну режущую пластинку второго вида и одну режущую пластинку третьего вида.
Режущие пластинки третьего вида отличаются, согласно этому варианту выполнения, от режущих пластинок первого вида, а также от режущих пластинок второго вида, в свою очередь, свой общей геометрией, посредством размеров по меньшей мере одной режущей кромки и/или посредством формы по меньшей мере одной режущей кромки режущей пластинки. Предпочтительно, согласно этому варианту выполнения, режущие пластинки первого вида сносят (снимают) соответственно первую часть материала на детали, режущие пластинки второго вида сносят другую, вторую часть материала на детали, и режущие пластинки третьего вида предназначены для окончательного создания контура детали. При этом режущие пластинки третьего вида следуют, как уже пояснено относительно первого варианта выполнения, при рассматривании в направлении вращения, соответственно после режущей пластинки первого вида и режущей пластинки второго вида, так что режущие пластинки третьего вида подвергаются сравнительно малому износу.
Согласно другому варианту выполнения, каждая режущая пластинка имеет основное тело и по меньшей мере одно соединенное как единое целое с основным телом режущее тело, которое выступает за основное тело и на котором расположено по меньшей мере одна режущая кромка режущей пластинки, при этом каждое по меньшей мере одно режущее тело режущих пластинок первого вида имеет больший объем, чем соответствующее по меньшей мере одно режущее тело режущих пластинок второго вида.
Предпочтительно, как режущие пластинки первого вида, так и режущие пластинки второго вида имеют каждая два режущих тела, которые расположены на противоположно лежащих концах основного тела. Оба режущих тела режущих пластинок первого вида предпочтительно являются идентичными. Также режущие тела режущих пластинок второго вида предпочтительно являются идентичными. Лишь между собой (первый вид относительно второго вида) режущие тела, как указывалось выше, отличаются друг от друга. Это приводит к тому, что как режущие пластинки первого вида, так и режущие пластинки второго вида после отделения от держателя режущих пластинок и поворота на 180° могут быть снова установлены на держателе режущих пластинок, без изменения указанного выше принципа действия инструмента вихревой обработки.
Хотя указанный выше принцип можно использовать как для инструментов для наружной вихревой обработки, так и для инструментов для внутренней вихревой обработки, однако проведенные заявителями испытания показали, что особенно предпочтительно использование его в инструментах для наружной вихревой обработки. В соответствии с этим, держатель режущих пластинок, согласно одному варианту выполнения инструмента вихревой обработки, согласно изобретению, имеет центральное сквозное отверстие, которое предназначено для прохождения детали во время обработки, при этом режущие пластинки в смонтированном состоянии инструмента вихревой обработки выступают в сквозное отверстие. При этом режущие пластинки (безразлично какого вида) выступают, в частности, одним из своих, предпочтительно двух, основных тел в сквозное отверстие.
В другом варианте выполнения сквозное отверстие выполнено относительно продольной оси инструмента вихревой обработки симметричным, при этом каждая по меньшей мере одна режущая кромка режущих пластинок первого вида в смонтированном состоянии инструмента вихревой обработки выступает дальше в сквозное отверстие, т.е. имеет меньшее расстояние от продольной оси, чем соответствующая по меньшей мере одна режущая кромка режущих пластинок второго вида.
Это приводит к уже указанной ситуации, что режущие пластинки первого вида создают части контура на детали, а режущие пластинки второго вида применяются для чернового резания профиля резьбы. Поэтому по меньшей мере одна режущая кромка режущей пластинки первого вида имеет контур с большим количеством граней, чем соответствующая по меньшей мере одна режущая кромка режущих пластинок второго вида. Под контуром с большим количеством граней понимается в данном случае контур режущей кромки, которая имеет относительно большее количество различных изгибов или изломов. В качестве альтернативы можно сказать, что каждая по меньшей мере одна режущая кромка режущих пластинок первого вида изогнута, а соответствующая по меньшей мере одна режущая кромка режущих пластинок второго вида предпочтительно является прямой или многогранной.
Согласно другому варианту выполнения, держатель режущих пластинок, при рассматривании сверху вдоль продольной оси, имеет по существу круговую форму. Поэтому держатель режущих пластинок можно устанавливать в по существу цилиндрический основной держатель, который предназначен для соединения с приводным шпинделем инструмента.
Согласно другому варианту выполнения, каждое по меньшей мере одно режущее тело режущих пластинок первого вида имеет на торцевом конце, который в смонтированном состоянии инструмента вихревой обработки выступает в сквозное отверстие, меньшую высоту, чем соответствующее по меньшей мере одно режущее тело режущих пластинок второго вида, при этом высота измерена параллельно продольной оси инструмента вихревой обработки. Это дополнительно уменьшает нагрузку режущих пластинок первого вида, за счет чего уменьшается износ.
Согласно другому варианту выполнения инструмента для вихревой обработки, согласно изобретению, каждое гнездо для режущих пластинок имеет плоскую опорную поверхность, которая проходит поперек, предпочтительно ортогонально, продольной оси инструмента вихревой обработки, и соответственно две расположенные на расстоянии друг от друга поверхности прилегания, которые проходят ортогонально опорной поверхности, и их нормальные векторы образуют острый угол. За счет этого обеспечивается стабильная посадка для каждой из режущих пластинок, расположенных на держателе режущих пластинок.
Согласно другому предпочтительному варианту выполнения инструмента для вихревой обработки, крепежные элементы имеют затяжные винты, которые входят в соответствующую резьбу, которая предусмотрена в держателе режущих пластинок, при этом средние оси резьбы имеют все одинаковое расстояние от центральной продольной оси инструмента вихревой обработки. Средние точки резьбы лежат по существу на общей окружности.
Понятно, что указанные выше и подлежащие пояснению ниже признаки можно применять не только в указанной комбинации, но также в других комбинациях или по отдельности без выхода за рамки данного изобретения.
Ниже приводится более подробное пояснение примера выполнения инструмента для вихревой обработки со ссылками на прилагаемые чертежи, на которых изображено:
фиг.1 - пример выполнения инструмента для вихревой обработки, в изометрической проекции;
фиг.2 - пример выполнения инструмента для вихревой обработки, согласно фиг.1, на виде сверху;
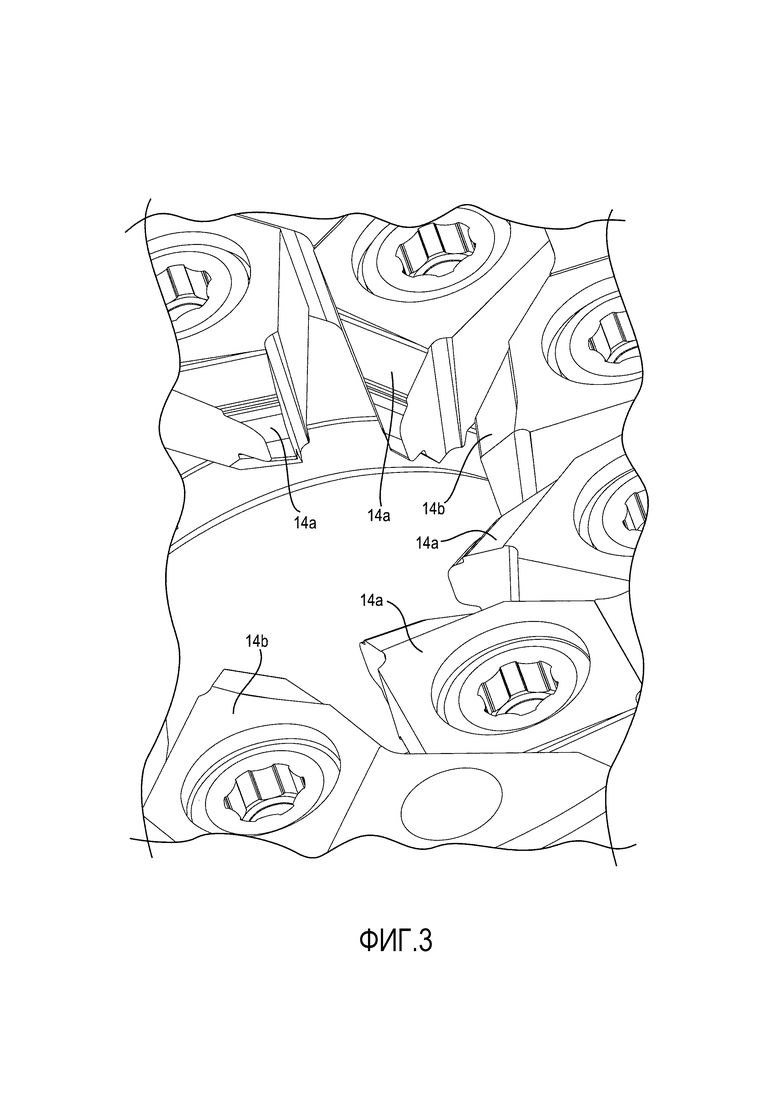
фиг.3 - часть инструмента для вихревой обработки, согласно показанному на фиг.1 примеру выполнения, в увеличенном масштабе;
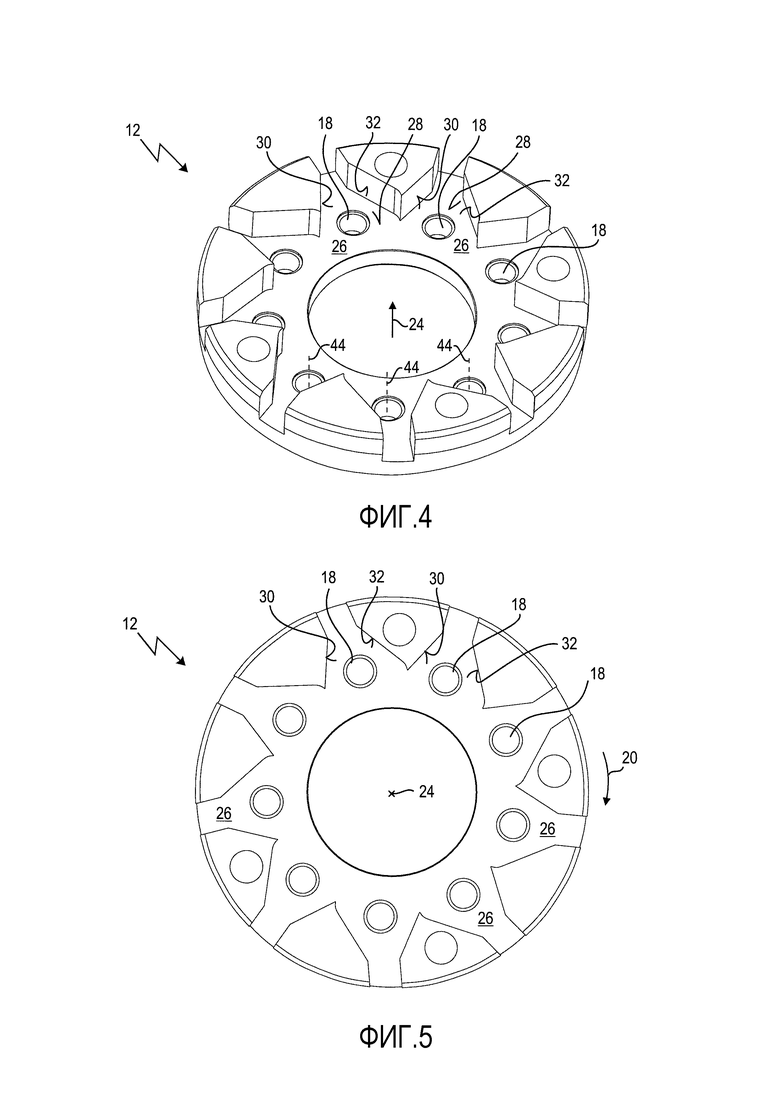
фиг.4 - держатель режущих пластинок инструмента для вихревой обработки, согласно показанному на фиг.1 примеру выполнения, в изометрической проекции;
фиг.5 - держатель режущих пластинок, согласно фиг.4, на виде сверху;
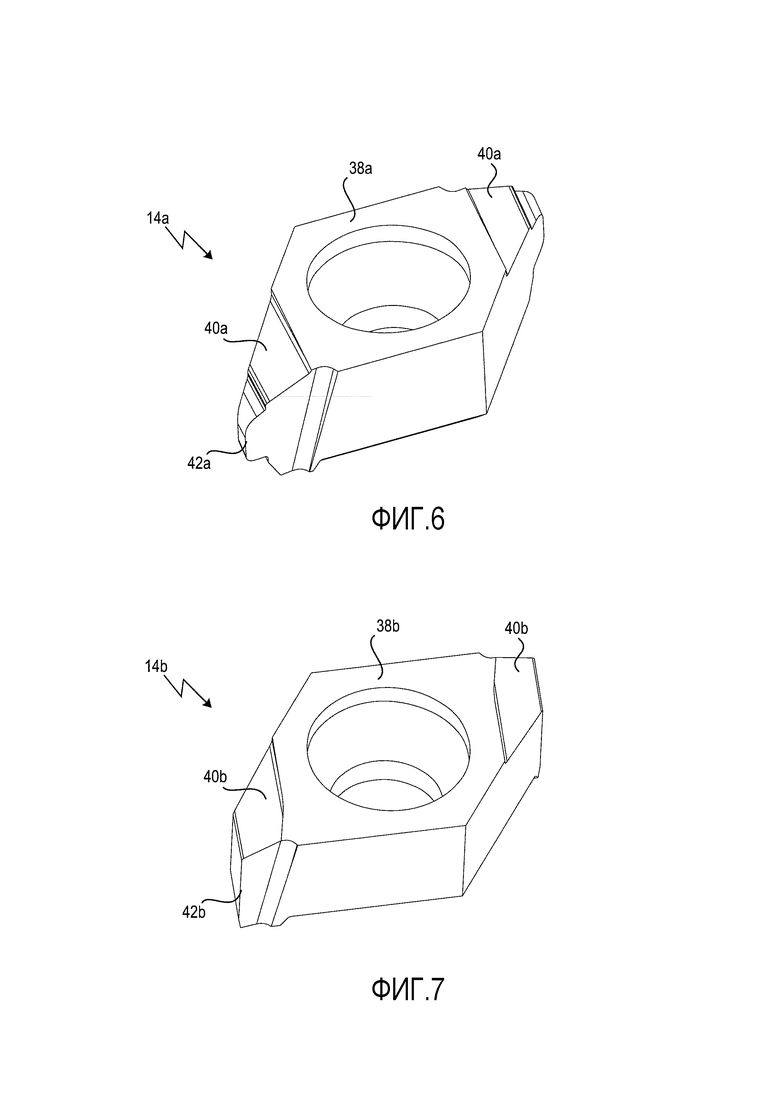
фиг.6 - пример выполнения применяемой в инструменте для вихревой обработки, согласно изобретению, режущей пластинки первого вида; и
фиг.7 - пример выполнения применяемой в инструменте для вихревой обработки, согласно изобретению, режущей пластинки второго вида.
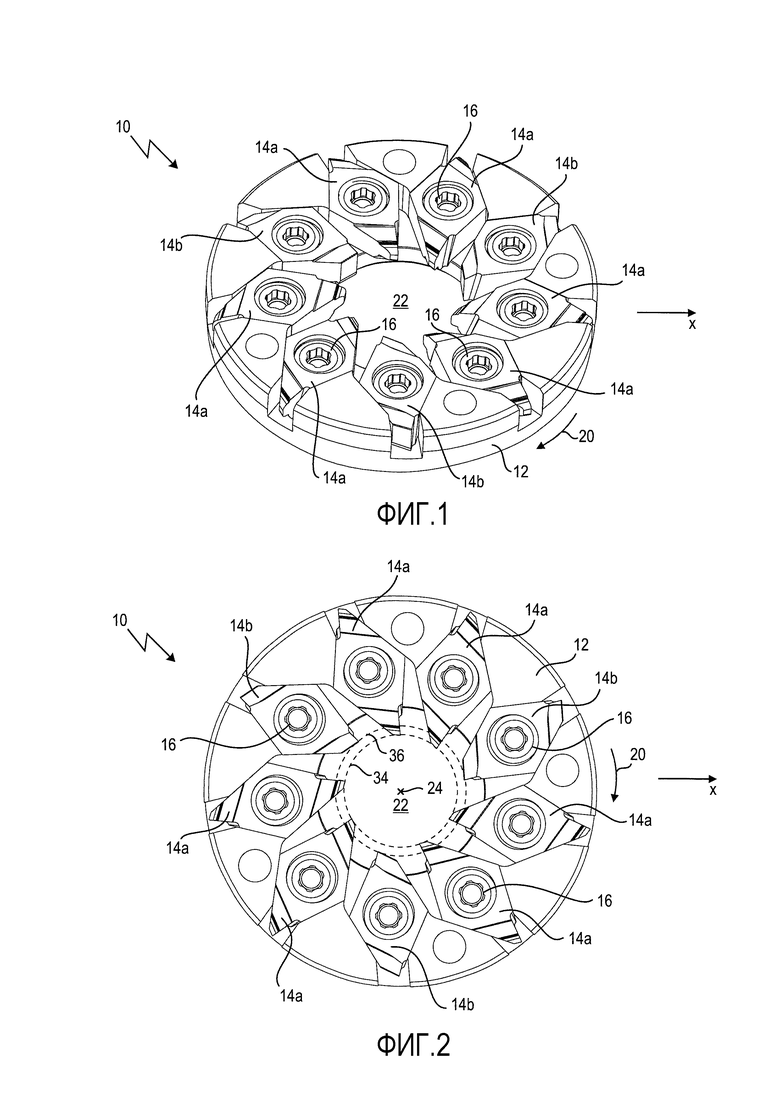
На фиг.1-3 показан пример выполнения инструмента для вихревой обработки, согласно изобретению, в изометрической проекции, на виде сверху, а также частично в увеличенном масштабе. При этом инструмент вихревой обработки, согласно изобретению, обозначен в целом позицией 10.
Инструмент 10 вихревой обработки имеет держатель 12 режущих пластинок, на которой разъемно закреплены несколько режущих пластинок 14а, 14b с помощью крепежных элементов 16. Режущие пластинки 14а, 14b предпочтительно являются поворотными режущими пластинками из твердого сплава. Крепежные элементы 16 предпочтительно реализованы в виде затяжных винтов, которые входят в соответствующие резьбы 18, которые предусмотрены в держателе 12 режущих пластинок (см. фиг.4 и 5). Затяжные винты 16 предпочтительно снабжены отверстием под звездообразный ключ или шестигранный ключ, хотя в принципе возможно применение сопряжений любого вида. Держатель 12 режущих пластинок предпочтительно выполнена из стали. Она может быть выполнена в виде единого целого (из одного единственного цельного конструктивного элемента) или из нескольких частей (из нескольких соединенных друг с другом конструктивных элементов).
Инструмент 10 вихревой обработки имеет, согласно показанному здесь примеру выполнения, в целом девять режущих пластинок 14а, 14b, которые расположены с распределением в окружном направлении 20 на держателе 12 режущих пластинок. Вместо девяти режущих пластинок 14а, 14b в альтернативных примерах выполнения может быть предусмотрено три, шесть или двенадцать режущих пластинок 14а, 14b, без выхода за объем изобретения. Однако, согласно изобретению, количество режущих пластинок 14а, 14b принципиально ограничено тремя или кратным трем количеством режущих пластинок.
Инструмент 10, согласно изобретению, выполнен в показанном примере выполнения в виде инструмента для наружной вихревой обработки. Такие инструменты для наружной вихревой обработки служат, в частности, для изготовления наружной резьбы.
Инструмент 10 вихревой обработки обычно приводится во вращение в окружном направлении 20 с относительно большой скоростью вращения. Для установки плоскости резания режущих кромок инструмента, соответственно, для установки шага резьбы, держатель 12 режущих пластинок во время своего вращения наклонен на желаемый угол вокруг своей оси х относительно детали. Деталь (не изображена) также вращается вокруг своей продольной оси, однако с существенно меньшей скоростью вращения, чем инструмент 10 вихревой обработки. Во время обработки деталь вдоль своей продольной оси продвигается через центрально предусмотренное в держателе 12 режущих пластинок сквозное отверстие 22. Однако во время этого движения подачи деталь позиционирована не центрально, а эксцентрично, соответственно, не посредине, в сквозном отверстии 10. За счет этого создается типичная для вихревой обработки кинематика. При этом, в частности, например, в противоположность циркулярному фрезерованию, на основании эксцентричного и наклоненного расположения инструмента 10 вихревой обработки относительно детали, не все режущие пластинки 14а, 14b одновременно находятся в зацеплении с деталью, а в каждый момент времени лишь некоторые или даже лишь одна из режущих пластинок 14а, 14b находятся в зацеплении с деталью. Таким образом, режущие пластинки 14а, 14b приходят в соприкосновение с деталью друг за другом во времени.
Поэтому, что типично для такого инструмента для наружной вихревой обработки, держатель 12 режущих пластинок имеет по указанной причине центральное сквозное отверстие 22, которое предназначено для прохождения через него детали во время обработки. Это сквозное отверстие 22 предпочтительно симметрично продольной оси 24 инструмента 10 вихревой обработки. В данном примере выполнения сквозное отверстие 22 выполнено цилиндрическим. Однако это не обязательно. В принципе возможны также другие формы. В противоположность этому, держатель 12 режущих пластинок не обязательно симметричен продольной оси 24, как следует из показанного примера выполнения.
Режущие пластинки 14а, 14b расположены по отдельности в предусмотренных для этого гнездах 26 на держателе 12. Каждое из этих гнезд 26 имеет плоскую опорную поверхность 28, а также две расположенные на расстоянии друг от друга поверхности 30, 32 прилегания (см. фиг.4 и 5). Опорные поверхности 28 отдельных гнезд 26 для режущих пластинок предпочтительно переходят друг в друга, как показано на фиг.4 и 5. Таким образом, они лежат в одной плоскости и предпочтительно ориентированы ортогонально продольной оси 24 инструмента 10 вихревой обработки. В противоположность этому, обе поверхности 30, 32 прилегания предпочтительно параллельны продольной оси 24, т.е. ориентированы ортогонально опорной поверхности 28. Обе поверхности 30, 32 прилегания каждого гнезда 26 режущих пластинок ориентированы в показанном примере выполнения под острым углом друг к другу. Это обеспечивает возможность стабильной посадки режущих пластинок 14а, 14b в гнездах 26.
В смонтированном состоянии инструмента 10 вихревой обработки режущие пластинки 14а, 14b выступают в сквозное отверстие 22 держателя 12 (см., в частности, фиг.2). Поскольку, согласно изобретению, применяются не только режущие пластинки единственного типа, а режущие пластинки 14а, 14b по меньшей мере двух различных типов, то они выступают различно далеко в сквозное отверстие 22 держателя 12. За счет этого получаются различные окружности 34, 36 прохождения режущих пластинок, соответственно, их режущих кромок. Причинами для этого характеристического признака заявленного инструмента 10, соответственно, вытекающие из них преимущества поясняются еще более подробно ниже.
В данном примере выполнения применяются два различных типа режущих пластинок, режущая пластинка 14а первого вида, соответственно, первого типа (см. фиг.6), и режущая пластинка 14b второго вида, соответственно, второго типа (см. фрагмент фиг.7).
Согласно изобретению, оба различных вида режущих пластинок 14а, 14b отличаются друг от друга их общей геометрией (размером 20 и/или формой), а также ее размером и/или формой их режущих кромок. Поэтому они различаются также своей функцией. Режущие пластинки 14а первого вида применяются, в частности, для создания контура, соответственно, для чистовой обработки подлежащего изготовлению профиля резьбы. В противоположность этому, режущие пластинки 14b второго вида применяются в основном для обдирки (сноса материала), соответственно, для черновой обработки подлежащего изготовлению профиля резьбы.
Режущие пластинки 14а, 14b обоих типов имеют основное тело 38а, соответственно 38b, и два выступающих из основного тела 38а, соответственно, 38b соединенных как одно целое с ним режущих тела 40а, соответственно, 40b. Основное тело 38а режущих пластинок 14а первого вида не отличается совсем или лишь незначительно (в переходе к режущим телам) от основного тела 38b режущих пластинок 14b второго вида. Существенным различием 35 режущих пластинок 14а, 14b обоих типов состоит в различном выполнении режущего тела 40а, 40b.
Режущие тела 40 режущих пластинок 14а первого вида предпочтительно выполнены большими, соответственно, имеют больший объем, чем режущие тела 40b режущих пластинок 14b второго вида. В основном, режущие тела 40а режущих пластинок 14а первого вида выполнены более глубокими, чем режущие тела 40b режущих пластинок 14b второго вида. Понятие «более глубокие» в данном случае следует понимать так, что торцевые концы режущих тел 40а режущих пластинок 14а первого вида имеют большее расстояние от основного тела 38а, чем торцевые концы режущих тел 40b режущих пластинок 14b второго вида. Поэтому режущие кромки 42а режущих пластинок 14а первого вида в смонтированном состоянии инструмента 10 выступают дальше в сквозное отверстие 22 держателя 12, чем режущие пластинки 14b второго вида (см. фиг.2). Поэтому окружность 34 прохождения режущих кромок 42а режущих пластинок 14а первого вида меньше, т.е. имеет меньший диаметр, чем окружность 36 прохождения режущих пластинок 14b. Вместо этого режущие тела 40b режущих пластинок 14b второго вида выполнены, в частности, в зоне торцевых концов режущих тел 40b выше, чем режущие тела 40а режущих пластинок 14а первого вида. В качестве высоты режущих пластинок 14а, 14b, соответственно, режущих тел 40а, 40b понимается тот размер, который в установленном состоянии измеряется параллельно продольной оси 24.
Режущие пластинки 14а, 14b предпочтительно не всегда расположены попеременно рядом друг с другом на держателе 12 режущих пластинок, а в (воображаемых) тройных группах из двух режущих пластинок 14а первого вида и одной режущей пластинки 14b второго вида. Другими словами, каждая режущая пластинка 14а первого вида расположена между другой режущей пластинкой 14а первого вида и режущей пластинкой 14b второго вида на держателе 12 режущих пластинок. Поэтому режущие пластинки 14b второго вида предварительно вырезают сегменты резьбы, а следующие непосредственно за ним в направлении 20 вращения инструмента 10 обе режущие пластинки 14а первого вида вырезают затем полностью сегменты резьбы и шлихтуют профиль резьбы. В частности, за счет этого следующая за каждой режущей пластинкой 14b в направлении 20 вращения режущая пластинка 14а весьма незначительно нагружается. Поэтому ее износ меньше износа режущих пластинок 14b. Однако, поскольку эти режущие пластинки 14а создают собственно контур подлежащей изготовлению резьбы, то при износе режущих пластинок 14а и тех режущих пластинок 14а, которые в направлении 20 вращения следуют непосредственно после режущих пластинок 14b, могут еще достигаться относительно хорошие результаты обработки. Поэтому можно мириться с износом режущих пластинок 14b и непосредственно следующих в направлении 20 вращения режущих пластинок 14а, без заметного снижения качества поверхности на подлежащей изготовлению резьбе. Тем самым, в целом может быть реализован более длительный срок службы всех режущих пластинок 14а, 14b.
В заключение следует отметить, что указанный выше принцип с несколькими режущими пластинками различного вида можно также использовать в соответствии с изобретением в инструменте для внутренней вихревой обработки. Вместо режущих пластинок 14а, 14b с двумя режущими телами 42а, 42b (так называемых двухлезвийных) можно также в принципе использовать режущие пластинки с лишь одним режущим телом (так называемые однолезвийные) или с более чем тремя режущими телами (например, с тремя лезвиями или четырьмя лезвиями), без выхода за рамки данного изобретения. В принципе можно использовать также три различных вида режущих пластинок. Геометрическое выполнение отдельных режущих кромок 42а, 42b также не ограничивается показанной на фигурах формой.
Изобретение относится к инструменту для вихревой обработки резанием детали, содержащему три или кратное трем число режущих пластинок, при этом каждая из режущих пластинок имеет по меньшей мере одну режущую кромку, держатель режущих пластинок с гнездами для режущих пластинок для размещения соответствующей одной из режущих пластинок, при этом гнезда для режущих пластинок расположены с распределением в окружном направлении по держателю режущих пластинок, и крепежные элементы для разъемного крепления режущих пластинок в гнездах для режущих пластинок держателя режущих пластинок. Режущие пластинки содержат по меньшей мере два вида режущих пластинок, при этом по меньшей мере одна режущая пластинка первого вида и одна режущая пластинка второго вида предусмотрены в виде группы из трех режущих пластинок, расположенных рядом друг с другом на держателе режущих пластинок, при этом режущая пластинка первого вида отличается от режущей пластинки второго вида своей общей геометрией, размером по меньшей мере одной режущей кромки и формой по меньшей мере одной режущей кромки. В результате обеспечивается увеличение срока службы режущих пластинок. 10 з.п. ф-лы, 7 ил.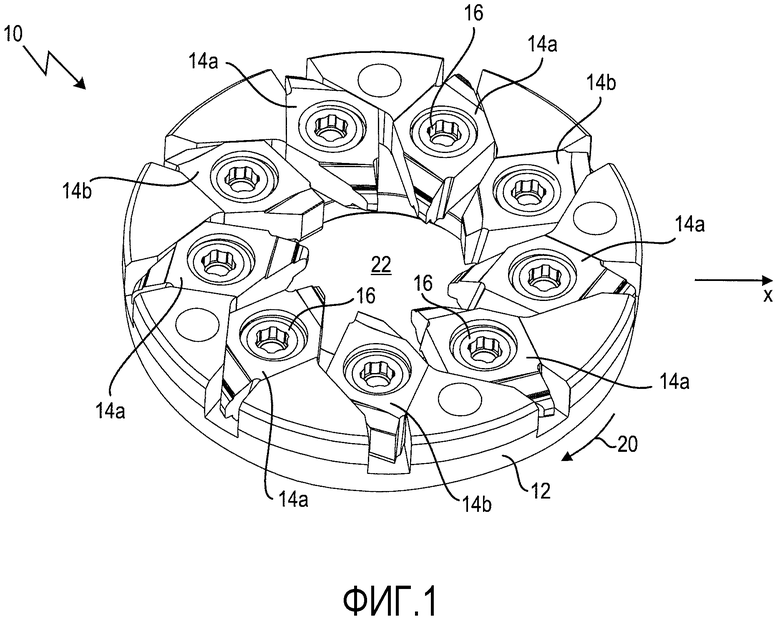
1. Инструмент (10) для вихревой обработки резанием детали, содержащий:
- три или кратное трем число режущих пластинок (14a, 14b), при этом каждая из режущих пластинок (14a, 14b) имеет по меньшей мере одну режущую кромку (42a, 42b);
- держатель (12) режущих пластинок с гнездами (26) для режущих пластинок, причем каждое гнездо выполнено с возможностью приема одной из режущих пластинок (14a, 14b), при этом гнезда (26) для режущих пластинок распределены в окружном направлении (20) по держателю (12) режущих пластинок; и
- крепежные элементы (16) для разъемного крепления режущих пластинок (14a, 14b) в гнездах (26) для режущих пластинок держателя (12) режущих пластинок;
при этом режущие пластинки (14a, 14b) содержат два разных вида режущих пластинок (14a, 14b), причем две режущие пластинки (14а) первого вида и одна режущая пластинка (14b) второго вида предусмотрены соответственно в виде группы из трех режущих пластинок (14a, 14b), расположенных рядом друг с другом на держателе (12) режущих пластинок, при этом режущие пластинки (14а) первого вида отличаются от режущей пластинки (14b) второго вида размером указанной по меньшей мере одной режущей кромки (42a, 42b),
отличающийся тем, что режущие пластинки (14а) первого вида отличаются от режущих пластинок (14b) второго вида своей общей геометрией и формой указанной по меньшей мере одной режущей кромки (42а, 42b), и каждая режущая пластинка (14а) первого вида расположена между другой режущей пластинкой (14а) первого вида и режущей пластинкой (14b) второго вида на держателе (12) режущих пластинок.
2. Инструмент по п. 1, в котором каждая режущая пластинка (14a, 14b) имеет основное тело (38a, 38b) и по меньшей мере одно соединенное за одно целое с основным телом (38a, 38b) режущее тело (40a, 40b), которое выступает за основное тело (38a, 38b) и на котором расположена указанная по меньшей мере одна режущая кромка (42a, 42b) режущей пластинки (14a, 14b), при этом соответствующее указанное по меньшей мере одно режущее тело (40а) режущих пластинок (14а) первого вида имеет больший объем, чем соответствующее указанное по меньшей мере одно режущее тело (40b) режущих пластинок (14b) второго вида.
3. Инструмент по п. 1 или 2, в котором держатель (12) режущих пластинок имеет центральное сквозное отверстие (22), которое предназначено для прохождения через него детали во время обработки, при этом режущие пластинки (14a, 14b) в смонтированном состоянии инструмента вихревой обработки выступают в сквозное отверстие (22).
4. Инструмент по п. 3, в котором сквозное отверстие (22) является симметричным относительно продольной оси (24) инструмента (10) вихревой обработки, при этом каждая указанная по меньшей мере одна режущая кромка (42а) режущих пластинок (14а) первого вида в смонтированном состоянии инструмента (10) вихревой обработки выступает дальше в сквозное отверстие (22) и имеет меньшее расстояние от продольной оси (24), чем соответствующая указанная по меньшей мере одна режущая кромка (42b) режущих пластинок (14b) второго вида.
5. Инструмент по п. 4, в котором держатель (12) режущих пластинок, при рассматривании сверху вдоль продольной оси (24), имеет по существу круговую форму.
6. Инструмент по любому из пп. 3-5, в котором каждое указанное по меньшей мере одно режущее тело (40а) режущих пластинок (14а) первого вида имеет на торцевом конце, который в смонтированном состоянии инструмента (10) вихревой обработки выступает в сквозное отверстие (22), на меньшую высоту, чем соответствующее указанное по меньшей мере одно режущее тело (40b) режущих пластинок (14b) второго вида, при этом указанная высота измерена параллельно продольной оси (24).
7. Инструмент по любому из пп. 1-6, в котором каждая указанная по меньшей мере одна режущая кромка (42а) режущей пластинки (14а) первого вида имеет контур с большим количеством граней, чем соответствующая указанная по меньшей мере одна режущая кромка (42b) режущих пластинок (14b) второго вида.
8. Инструмент по любому из пп. 1-7, в котором каждая указанная по меньшей мере одна режущая кромка (42а) режущих пластинок (14а) первого вида по существу изогнута, а соответствующая указанная по меньшей мере одна режущая кромка (42b) режущих пластинок (14b) второго вида предпочтительно является по существу прямой или многогранной.
9. Инструмент по любому из пп. 1-8, в котором каждое гнездо (26) для режущих пластинок имеет плоскую опорную поверхность (28), которая проходит поперек продольной оси (24) инструмента (10) вихревой обработки, и соответственно две расположенные на расстоянии друг от друга поверхности (30, 32) прилегания, которые проходят ортогонально опорной поверхности (28), и их нормальные векторы образуют острый угол.
10. Инструмент по любому из пп. 1-9, в котором крепежные элементы (16) имеют затяжные винты, которые входят в соответствующие резьбы (18), которые предусмотрены в держателе (12) режущих пластинок, при этом средние оси резьб (18) имеют все одинаковое расстояние от центральной продольной оси (24) инструмента (10) вихревой обработки.
11. Инструмент по любому из пп. 1-10, который содержит 6, 9 или 12 режущих пластинок (14a, 14b).
| Способ приготовления мыла | 1923 |
|
SU2004A1 |
| DE 3532282 A, 19.03.1987 | |||
| Вихревая головка для скоростного нарезания длинномерных нежестких винтовых поверхностей малого диаметра | 1976 |
|
SU568509A1 |
| Устройство для нарезания резьбы на винтах | 1978 |
|
SU768579A1 |
| Устройство для вихревого нарезания внутренних резьб | 1976 |
|
SU650743A1 |
| Питатель к пекоразливочному транспортеру | 1948 |
|
SU76267A1 |

