Изобретение относится к формовке полых изделий из вяжущих материалов. Оно предназначено для его использования в области формовочного производства предпочтительно для изготовления кувшинов, ваз и им подобных изделий путем применения форм, изготовленных из резины или силикона.
Из патентной документации известен способ изготовления керамического изделия из глины методом ручного прессования в форме, включающий укладку в форму глины влажностью 10-50%, в виде, по крайней мере, одного пласта длиной 20-2000 мм, шириной 20-2000 мм, толщиной 15-60 мм, сушку изделия в форме, обработку поверхности с образованием задиров, художественную обработку изделия после извлечения из формы и его сушки, которую осуществляют на изготовленных из гипса плитах длиной не менее 1,05 длины извлекаемого из формы изделия, шириной не менее 1,05 его ширины и толщиной не менее толщины стенки изделия при влажности на момент укладки изделия не более 30%, после чего изделие подвергают обжигу, причем указанную обработку поверхности производят до и/или после сушки (RU2325991С2, 10.06.2008).
Известен способ изготовления керамических изделий, включающий подготовку вяжущего материала, формообразование изделия, предварительную сушку до твердого состояния, гладкое декорирование, окончательную сушку и обжиг (Федотов Г.Я. Послушная глина: Основы художественного ремесла. М. «ACT-ПРЕСС», 1999, с.144).
Известен способ изготовления пустотелых изделий из материалов на основе гипса, имитирующих натуральные камни, заключающийся в делении неотвержденного гипса на части, добавление в него красящих пигментов и различного количества связующего, смешивании частей и нанесении смешанной массы на внутреннюю поверхность формы равномерным слоем. После затвердения массы и съема формы изделие изнутри подвергают механической обработке и шпаклевке, механическому полированию внешней поверхности изделия, покрытию его защитным слоем из прозрачного материала и окончательной полировке (RU2000930C1, B28B11/00, 15.10.1993).
Известно изготовление полых изделий из клея, гипса и порошка кальция в качестве основного материала с армирующим материалом внутри формируемых слоев монолитно связанных друг с другом, который в дальнейшем обрабатывается путем обрезки, полировки и окраски для получения готового продукта (CN1207989A, B44C3/02,17.02.1999).
Известен способ изготовления вазы с использованием пластиковой сетки и вяжущего вещества, в том числе гипса, цемента или бетона. Производственный способ настоящего изобретения включает изготовление монолитной формы из синтической смолы с вдавливнием в нее объемной рельефной пластиковой сетки, образующей каркас изделия, заливку под давлением внутрь формы вяжущего вещества, нанесение раствора с внешней стороны, сушку полученного промежуточного продукта в течение 1-2 дней, оштукатуривание внутренней поверхности сетки. Пластиковая сетка имеет отверстия диаметром 4,5-7,5 мм, и расположена на всей поверхности заготовки в виде круга, треугольника, квадрата, прямоугольника и др. форм (KR20160059117A, B28B1/40, 26.05.2016).
Из российского сегмента Интернета известны способы изготовления полых изделий из цемента, декоративного бетона, гипса в гибких силиконовых или полиуретановых формах с применением в качестве армирования металлической или синтетической сетки, стеклоткани, органических тканей, в том числе с обработкой поверхности после отверждения акриловыми красками и/или акриловым лаком с грунтованием поверхности и без (Сайт http://kamsaddeco.com, страницы http://kamsaddeco.com/tehnologii/vaza-iz-tkani-i-cementa.html//http://kamsaddeco.com/rabota-s-betonom/iz-dekorativnogo-betona.html // http://kamsaddeco.com/tehnologii/polye-betonnye-shary.html).
Известно окрашивание бетонных вазонов путем нанесения на них защитного лакового слоя, изготовленного на основе акриловых смол https://betkam.ru/stati/sadovye-vazony-iz-betona-izgotovlenie-pokraska-vidy.
Известно изготовление полых изделий из цемента или гипса в пластиковых и силиконовых и гипсовых формах, в том числе с использованием сетки, с обработкой поверхностей изделия специальным лаком для камня (https://rinnipool.ru/raznoe/izgotovlenie-form-dlya-zalivki-klumb.html).
Известно изготовление декоративных изделий из бетона, цемента, гипса, в формах из вяжущего, строительный песок, вода и плиточный клей, с продолжительной сушкой до семи дней. Чтобы поверхность не растрескалась, готовое творение накрывают полиэтиленом. Чтобы придать изделию красивую и правильную форму, основу располагают на горке песка или заглубляя в него (в зависимости от идеи), но не на ровной поверхности. После полного застывания изделие покрывают грунтовкой и только после этого наносят краску или лак. Если изделие имеет шероховатости и прочие неровности, его до грунтования дорабатывают наждачной бумагой и напильником. (https://greensector.ru/dekor-doma-i-sada/podelki-iz-cementa-dlya-sada-bolee-20-idejj-instrukcii-i-master-klassy.html).
Известен способ получения влагостойкого изделия на основе гипса, включающего смешивание эмульсии с водой для затворения, используемой для получения указанного изделия на основе гипса, смешивание обожженного оксида магния с обожженным гипсом, смешивание указанной смеси для затворения с указанной смесью обожженный гипс/оксид магния для образования водной суспензии, формование суспензии, отверждение изделия (RU2381902С2, 20.02.2010. В23В13/00 - прототип).
Общими признаками прототипа и способа, представленного в данном описании является то, что они относятся к способам изготовления полых изделий из гипса, каждый из которых заключается в том, что заливают гипсовую смесь в форму, в которой смесь выдерживают до момента ее отверждения в форме и образования изделия, затем изделие извлекают из формы, зачищают, сушат и декорируют.
Установлено, что в процессе сушки в изделии образуются микротрещины, отрицательно влияющие на прочность изделий. При повышении прочности стенку изделия утолщают, что приводит к перерасходу материала.
Техническим результатом представленного в данном описании изобретения является повышение прочности изделия и снижение расхода материала.
Технический результат достигается способом изготовления полых изделий из гипса, заключающемся в том, что заливают гипсовую смесь в форму, в которой смесь выдерживают до момента ее отверждения в форме и образования изделия, затем изделие извлекают из формы, зачищают, наносят на него лак, сушат и декорируют, причем смесь в составе гипс, мас.% - 50-70, вода – остальное выдерживают в форме в течение 15-25 мин. до момента отверждения и образования из смеси твердого изделия, после извлечения изделия из формы зачистку изделия осуществляют наждачной бумагой до образования на поверхности изделия шероховатости в перекрещивающихся направлениях, сушку изделия осуществляют в сушильной камере в течение 18-22 час. при температуре воздуха в камере 25-55°С, после сушки изделие полностью окунают в жидкий лак в ванной и выдерживают изделие в массиве лака в течение 1-3 мин. до момента пропитки лаком пор в гипсе изделия, кристаллизации лака в порах гипса, а также до момента склеивания частиц лака с шероховатой поверхностью изделия с целью его удержания на поверхности после извлечения изделия из лака, затем изделие извлекают из лака, сушат лак, а после сушки лака изделие окрашивают и декорируют.
Сушку лака на поверхности и в порах изделия производят в помещении с вытяжной вентиляцией, при установленных изделиях на вентилируемых полках в рабочих положениях, при этом сушку осуществляют тепловыми пушками в течение 12-24 час. при температуре воздуха в помещении в пределах 20-30°С.
Длительность выдержки смеси в форме и сушку изделия в сушильной камере в указанных пределах времени и температуры выбирают в зависимости от толщины 10,0-30,0 мм стенки изделия.
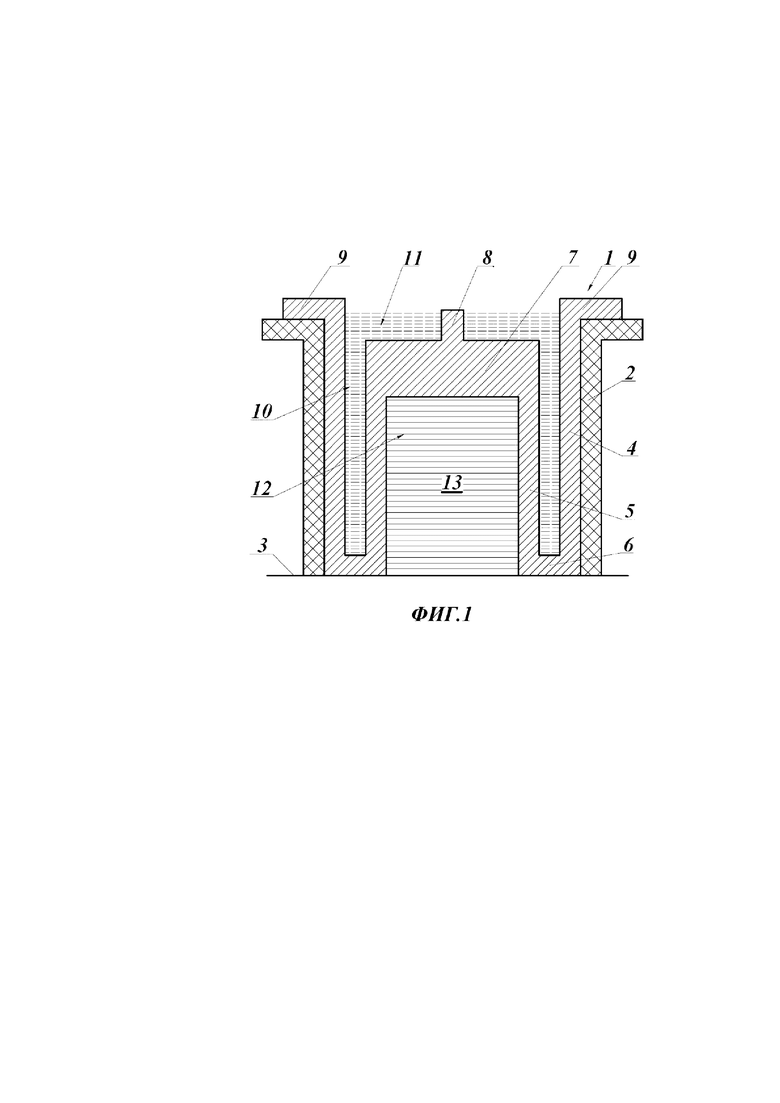
Способ осуществляют посредством формы 1 (фиг.1), которая выполнена из гибкого материала (резины или силикона) и установлена в корпусе 2 из фанеры толщиной 12-16мм. Форма ограничена с боковых сторон корпусом, внизу форма опирается на стол 3 или на несущую часть конвейера. Форма имеет выполненные заодно и замкнутые по периметру наружную стенку 4 и внутреннюю стенку 5, соединенные нижней стенкой 6. Вверху форма имеет утолщенную торцовую часть 7 с центральным выступом 8. Форма имеет борт 9, опирающийся на корпус 2. Борт расположен выше выступа 8. Стенки формы и ее торцовая часть образуют собой открытую сверху замкнутую полость 10 под жидкую смесь гипса 11, расположенного в полости 10 формы в процессе отливки изделия. В центральной части формы выполнена полость 12, в которой расположен обладающий твердостью съемный вкладыш 13, опирающаяся на стол 3.
Способ заключается в том, что устанавливают форму в рабочее положение, показанное на фиг.1, и изготавливают гипсовую смесь в составе: гипс, мас.% 50-70, вода – остальное. Далее заливают гипсовую смесь в замкнутую полость 10 формы 1, в которой смесь выдерживают в течение 15-25 мин до момента ее отверждения в форме и образования изделия. В зависимости от толщины стенки изделия выбирают длительность выдержки смеси в форме в указанных выше пределах.
Затем изделие извлекают из формы, для чего форму переворачивают на 180° так, чтобы борт 9 опирался на стол 3, извлекают вкладыш 13 из формы, а затем извлекают из формы известным образом готовое отвержденное изделие.
После проведенных операций отливки изделия его зачищают при необходимости мелкозернистой наждачной бумагой до образования на поверхности изделия микробороздок в разных перекрещивающихся направлениях. Далее сушат изделие в сушильной камере в течение 18-22 часов при температуре воздуха в сушильной камере в пределах 25-55°С.
После проведенных операций изделие полностью окунают в ванную, заполненную лаком и выдерживают изделие полностью погруженным в лак в течение 1-3 мин. до момента пропитки лаком пор и бороздок на поверхности изделия и кристаллизации лака в порах гипса. Затем изделие извлекают из ванной и сушат лак на внутренней и наружной поверхностях изделия, при этом лак удерживается шероховатостью поверхности изделия, образованной микробороздками в процессе ее зачистки. После сушки лака поверхность изделия окрашивают и декорируют.
Сушку лака на внутренней и наружной поверхностях изделия производят при установленных изделиях на вентилируемых полках в помещении тепловыми пушками при вытяжной вентиляции в течение 12-24 час. при температуре воздуха в пределах 20-30°С. При этом изделия на полках устанавливают в их рабочих положениях. В зависимости от толщины стенки изделия выбирают длительность сушки и температуру в указанных выше пределах. Декорирование осуществляют предпочтительно в технике декупаж.
Представленная в описании технология изготовления полых изделий из гипса позволяет уменьшить расход гипса в пределах 15-30% за счет более глубокого упрочнения стенок изделия глубоко пропитанным лаком при неизменной заданной прочности изделия.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления полых изделий из цементных смесей | 2019 |
|
RU2698386C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕКОРАТИВНОГО ИЗДЕЛИЯ | 1993 |
|
RU2005632C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕКОРАТИВНОГО ИЗДЕЛИЯ | 2013 |
|
RU2546436C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНОЙ ДЕКОРАТИВНОЙ ПАНЕЛИ | 1992 |
|
RU2005625C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕКОРАТИВНЫХ ИЗДЕЛИЙ С НАПОЛНИТЕЛЕМ ИЗ ЯНТАРЯ И/ИЛИ ОТХОДОВ ЕГО ПЕРЕРАБОТКИ (ВАРИАНТЫ) | 2010 |
|
RU2452715C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМБИНИРОВАННОГО ЧЕЛЮСТНО-ЛИЦЕВОГО ЭПИТЕЗА | 2022 |
|
RU2796887C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АРХИТЕКТУРНО-СТРОИТЕЛЬНЫХ ИЗДЕЛИЙ | 2000 |
|
RU2160239C1 |
| Способ формования заготовок огнеупорных керамических изделий | 2021 |
|
RU2763647C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИНТЕРЬЕРНО-ОБЛИЦОВОЧНЫХ ГИПСОВЫХ ИЗДЕЛИЙ И ФОРМА ДЛЯ ИХ ИЗГОТОВЛЕНИЯ | 2001 |
|
RU2190522C1 |
| Способ изготовления пористых гипсовых изделий | 1990 |
|
SU1774935A3 |
Изобретение относится к формовке изделий из вяжущих материалов и предназначено для его использования преимущественно в области производства ваз. Способ изготовления полых изделий из гипса, заключающийся в том, что заливают гипсовую смесь в форму, в которой смесь выдерживают до момента ее отверждения в форме и образования изделия. Затем изделие извлекают из формы, зачищают, сушат и декорируют. При этом смесь в составе гипс, мас.% - 50-70, вода – остальное выдерживают в форме в течение 15-25 мин до момента отверждения и образования из смеси твердого изделия. После извлечения изделия из формы зачистку изделия осуществляют наждачной бумагой до образования на поверхности изделия шероховатости в перекрещивающихся направлениях. Сушку изделия осуществляют в сушильной камере в течение 18-22 час. при температуре воздуха в камере 25-55°С. После сушки изделие полностью окунают в жидкий лак в ванной и выдерживают изделие в массиве лака в течение 1-3 мин до момента пропитки лаком пор в гипсе изделия, кристаллизации лака в порах гипса, а также до момента склеивания частиц лака с шероховатой поверхностью изделия с целью его удержания на поверхности после извлечения изделия из лака. Затем изделие извлекают из лака, сушат лак, а после сушки лака изделие окрашивают и декорируют. Техническим результатом является повышение прочности изделия и снижения расхода материала. 2 з.п. ф-лы, 1 ил.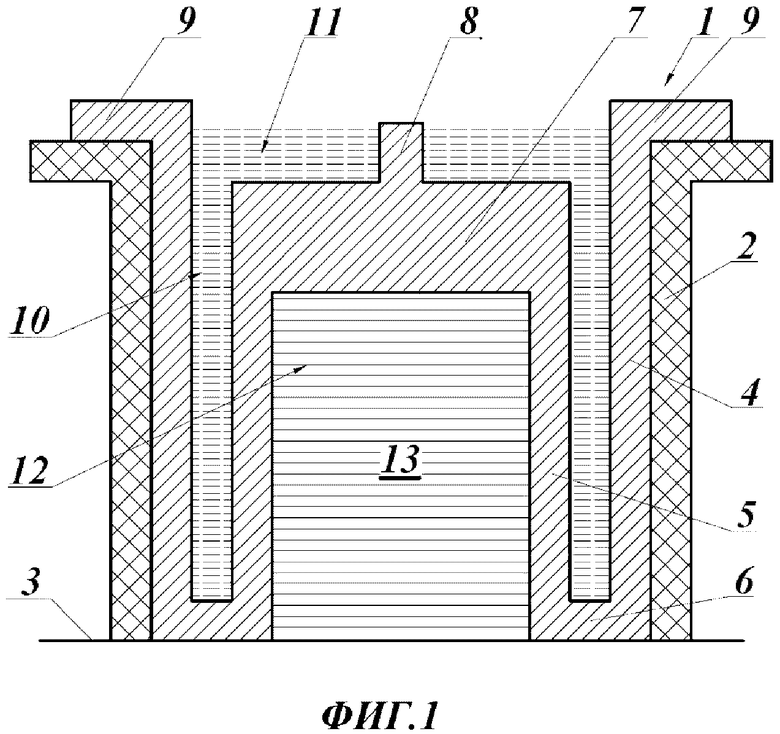
1. Способ изготовления полых изделий из гипса, заключающийся в том, что заливают гипсовую смесь в форму, в которой смесь выдерживают до момента ее отверждения в форме и образования изделия, затем изделие извлекают из формы, зачищают, сушат и декорируют, отличающийся тем, что смесь в составе гипс, мас.% - 50-70, вода – остальное выдерживают в форме в течение 15-25 мин до момента отверждения и образования из смеси твердого изделия, после извлечения изделия из формы зачистку изделия осуществляют наждачной бумагой до образования на поверхности изделия шероховатости в перекрещивающихся направлениях, сушку изделия осуществляют в сушильной камере в течение 18-22 час. при температуре воздуха в камере 25-55°С, после сушки изделие полностью окунают в жидкий лак в ванной и выдерживают изделие в массиве лака в течение 1-3 мин до момента пропитки лаком пор в гипсе изделия, кристаллизации лака в порах гипса, а также до момента склеивания частиц лака с шероховатой поверхностью изделия с целью его удержания на поверхности после извлечения изделия из лака, затем изделие извлекают из лака, сушат лак, а после сушки лака изделие окрашивают и декорируют.
2. Способ изготовления полых изделий по п.1, отличающийся тем, что сушку лака на поверхности и в порах изделия производят в помещении с вытяжной вентиляцией, при установленных изделиях на вентилируемых полках в рабочих положениях, при этом сушку осуществляют тепловыми пушками в течение 12-24 час при температуре воздуха в помещении в пределах 20-30°С.
3. Способ изготовления полых изделий по п.1, отличающийся тем, что длительность выдержки смеси в форме и сушку изделия в сушильной камере в указанных пределах времени и температуры выбирают в зависимости от толщины стенки изделия в пределах 10,0-30,0 мм.
| СПОСОБ ПОЛУЧЕНИЯ ВЛАГОСТОЙКИХ ИЗДЕЛИЙ НА ОСНОВЕ ГИПСА | 2005 |
|
RU2381902C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ПАПЬЕ-МАШЕ | 1997 |
|
RU2132781C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФИЛИГРАННЫХ ИЗДЕЛИЙ | 2008 |
|
RU2428317C2 |
| Узел соединения ходовой тележки с мостом крана | 1984 |
|
SU1207989A1 |
| KR 20160059117 A, 26.05.2016. | |||

