[0001] Настоящее изобретение относится к электротехническому стальному листу с ориентированной зеренной структурой.
УРОВЕНЬ ТЕХНИКИ
[0002] В предшествующем уровне техники в качестве стального листа для железного сердечника (сердечника) трансформатора известен электротехнический стальной лист с ориентированной зеренной структурой, который обладает превосходными магнитными характеристиками в одном конкретном направлении. Электротехнический стальной лист с ориентированной зеренной структурой представляет собой стальной лист, в котором кристаллической ориентацией с помощью комбинации холодной прокатки и отжига управляют так, чтобы ось легкого намагничивания кристаллических зерен и направление прокатки соответствовали друг другу. Предпочтительно, чтобы потери в материале в электротехническом стальном листе с ориентированной зеренной структурой были как можно меньше.
[0003] Известен электротехнический стальной лист с ориентированной зеренной структурой, в котором изолирующая пленка формируется на поверхности стального листа (основного стального листа), кристаллической ориентацией которого управляют для того, чтобы уменьшить потери в сердечнике, как описано выше. Эта изолирующая пленка придает стальному листу не только электроизолирующие свойства, но также стойкость к растяжению, теплостойкость, дополнительную коррозионную стойкость и подобное.
[0004] В качестве другого способа для уменьшения потерь в сердечнике известен способ управления магнитными доменами, в котором путем формирования бороздок, проходящих в направлении, пересекающем направление прокатки, с предопределенными интервалами вдоль направления прокатки на поверхности стального листа магнитный домен подразделяется для того, чтобы сделать перемещение стенки магнитного домена легким, уменьшая тем самым потери в сердечнике.
[0005] В качестве способа формирования бороздок на поверхности стального листа известны способ выполнения химического травления (см. Патентный документ 1), способ облучения лазером (см. Патентные документы 2-5) и т.д.
[0006] Когда бороздки формируются химическим травлением, капитальные затраты становятся огромными, в то время как способ облучения лазером позволяет относительно легко и стабильно формировать бороздки на поверхности стального листа. Способ формирования бороздок путем выполнения облучения лазером после формирования изолирующей пленки упоминается в Патентных документах 3-5.
[0007] Однако в этом способе нельзя избежать исчезновения изолирующей пленки, сопутствующего формированию бороздок. Когда изолирующая пленка исчезает, легко образуется ржавчина. Хотя можно улучшить коррозионную стойкость путем формирования изолирующей пленки после формирования бороздок, затраты при этом возрастают.
СПИСОК ЦИТИРОВАННОЙ ЛИТЕРАТУРЫ
ПАТЕНТНАЯ ЛИТЕРАТУРА
[0008] Патентный документ 1: Японская выложенная патентная заявка № 06-100939
Патентный документ 2: Японская выложенная патентная заявка № 06-57335
Патентный документ 3: Японский патент № 5234222
Патентный документ 4: Японская выложенная патентная заявка № 2012-177164
Патентный документ 5: Японская выложенная патентная заявка № 2012-87332
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
ТЕХНИЧЕСКАЯ ПРОБЛЕМА
[0009] Для того, чтобы избежать исчезновения изолирующей пленки, сопутствующего формированию бороздок, также рассматривается формирование бороздок до формирования изолирующей пленки. Однако в этом способе расплавленное железо разбрызгивается из облучаемой лазером части и прилипает к поверхности стального листа вокруг бороздок. При этом на поверхности стального листа образуются выступы. Затем, когда изолирующая пленка формируется на этом стальном листе с выступами, с изолирующей пленкой возникают различные проблемы. Например, когда выступы являются большими, в некоторых случаях эти выступы выходят из изолирующей пленки, либо растрескивание или отслаивание происходит в тех частях, где изолирующая пленка является тонкой вокруг этих выступов (см. Патентный документ 2). В дополнение к этому, такие выступы предотвращают тесный контакт между смежными электротехническими стальными листами с ориентированной зеренной структурой в многослойном металлическом сердечнике и вызывают уменьшение коэффициента заполнения и ухудшение коэффициента плотности, что приводит к увеличению шума.
[0010] Задачей настоящего изобретения является предложить электротехнический стальной лист с ориентированной зеренной структурой с улучшенными изолирующими свойствами и коррозионной стойкостью, а также с уменьшенным шумом многослойного металлического сердечника, в котором бороздки для разделения магнитных доменов формируются на поверхности, без повышения затрат.
РЕШЕНИЕ ПРОБЛЕМЫ
[0011] Сущность настоящего изобретения заключается в следующем.
[0012] (1)
Электротехнический стальной лист с ориентированной зеренной структурой, содержащий:
стальной лист, имеющий поверхность, на которой сформированы бороздки, проходящие в направлении, пересекающем направление прокатки, направление глубины которых соответствует направлению толщины листа,
в котором расплавленный и затвердевший материал, располагающийся параллельно к бороздке, присутствует с обеих сторон бороздки на поверхности стального листа,
причем высота, являющаяся максимально частой в распределении высот, когда поверхность стального листа в определенной области, включающей бороздку, измеряется с регулярными интервалами, устанавливается как некоторая виртуальная плоскость, и когда объем частей, углубленных относительно этой виртуальной плоскости, составляет V1, а объем частей, выступающих из этой виртуальной плоскости, составляет V2, значение V2/V1 составляет больше чем 0,10 и меньше чем 0,80,
причем множество выступов формируется в этой определенной области, и среди этого множества выступов ширина выступа, самого близкого к бороздке, больше ширин других выступов, и
причем, когда область, где средняя высота в направлении протяженности является самой высокой в распределении высот, рассматривается в сечении вдоль бороздки, включающем направление протяженности и направление толщины листа,
средняя шероховатость Ra кривой шероховатости, формирующей поверхность упомянутой области, составляет от 0,30 до 2,00 мкм, и
средняя длина RSm элемента кривой шероховатости, формирующего поверхность упомянутой области, составляет от 10 до 150 мкм. [0013] (2)
Электротехнический стальной лист с ориентированной зеренной структурой в соответствии с пунктом (1),
в котором высота, занимающая 0,02% в распределении высот, является более высокой, чем 1 мкм, но не выше чем 10 мкм.
[0014] (3)
Электротехнический стальной лист с ориентированной зеренной структурой в соответствии с пунктом (1) или (2),
в котором, когда форма поверхности стального листа вокруг бороздки рассматривается в сечении по меньшему размеру бороздки, перпендикулярному к направлению протяженности бороздки,
среди выступающих частей расстояние Ls между концевой частью T1s самого близкого к бороздке выступа и концевой частью m бороздки составляет больше нуля мкм и не больше 40 мкм.
[0015] (4)
Электротехнический стальной лист с ориентированной зеренной структурой в соответствии с любым из пунктов (1) - (3),
в котором среди множества выступов ширина W1 самого близкого к бороздке выступа составляет 40 мкм или меньше.
[0016] (5)
Электротехнический стальной лист с ориентированной зеренной структурой в соответствии с любым из пунктов (1) - (4),
в котором, когда для множества выступов W1 означает ширину самого близкого к бороздке выступа, а Wn означает ширину выступа близко к n-му, где n является целым числом, равным 2 или больше, значение Wn/W1 составляет больше чем 0,20 и меньше чем 1,00.
[0017] (6)
Электротехнический стальной лист с ориентированной зеренной структурой в соответствии с любым из пунктов (1) - (5),
в котором количество кристаллических зерен, существующих на дне самого высокого выступа в сечении, перпендикулярном к направлению протяженности бороздки, составляет в среднем 10,0 или меньше.
[0018] (7)
Электротехнический стальной лист с ориентированной зеренной структурой в соответствии с любым из пунктов (1) - (6),
в котором для кристаллической ориентации структуры металла выступа в области, где средняя высота в упомянутом направлении протяженности является самой высокой в распределении высот, доля площади ориентации {110}<001> составляет 65% или больше.
[0019] (8)
Электротехнический стальной лист с ориентированной зеренной структурой в соответствии с любым из пунктов (1) - (7), который включает в себя стеклянную пленку на поверхности стального листа, включающую в себя поверхность выступающих частей и поверхность бороздок.
ПОЛЕЗНЫЕ ЭФФЕКТЫ ИЗОБРЕТЕНИЯ
[0020] В соответствии с настоящим изобретением, так как подходящие выступы формируются на поверхности стального листа, возможно улучшить изолирующие свойства и коррозионную стойкость электротехнического стального листа с ориентированной зеренной структурой, в котором бороздки формируются на поверхности, избегая при этом повышения затрат.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[0021] [Фиг. 1A] Фиг. 1A представляет собой схематический вид сверху, иллюстрирующий электротехнический стальной лист с ориентированной зеренной структурой в соответствии с одним вариантом осуществления настоящего изобретения.
[Фиг. 1B] Фиг. 1B представляет собой схематическое сечение, иллюстрирующее электротехнический стальной лист с ориентированной зеренной структурой в соответствии с вариантом осуществления настоящего изобретения.
[Фиг. 2A] Фиг. 2A представляет собой распределение высот вокруг бороздки электротехнического стального листа с ориентированной зеренной структурой в одном примере настоящего изобретения.
[Фиг. 2B] Фиг. 2B представляет собой трехмерную иллюстрацию распределения, показанного на Фиг. 2A.
[Фиг. 3A] Фиг. 3A представляет собой распределение высот вокруг бороздки электротехнического стального листа с ориентированной зеренной структурой в сравнительном примере.
[Фиг. 3B] Фиг. 3B представляет собой трехмерную иллюстрацию распределения, показанного на Фиг. 3A.
[Фиг. 4A] Фиг. 4A представляет собой схематическое сечение бороздки электротехнического стального листа с ориентированной зеренной структурой варианта осуществления настоящего изобретения, ортогональное к направлению Y протяженности бороздки.
[Фиг. 4B] Фиг. 4B представляет собой увеличенный вид части Фиг. 4A.
[Фиг. 5] Фиг. 5 представляет собой схематическое сечение бороздки электротехнического стального листа с ориентированной зеренной структурой сравнительного примера, ортогональное к направлению Y протяженности бороздки.
[Фиг. 6] Фиг. 6 представляет собой схематическое сечение выступа электротехнического стального листа с ориентированной зеренной структурой варианта осуществления настоящего изобретения в плоскости направления Y протяженности бороздки и направления Z толщины листа.
[Фиг. 7A] Фиг. 7A иллюстрирует положения для измерения количества кристаллических зерен.
[Фиг. 7B] Фиг. 7B иллюстрирует линейный сегмент для измерения количества кристаллических зерен.
[Фиг. 8] Фиг. 8 представляет собой блок-схему, объясняющую способ производства электротехнического стального листа с ориентированной зеренной структурой варианта осуществления настоящего изобретения.
[Фиг. 9A] Фиг. 9A представляет собой схематическое изображение, иллюстрирующее образование расплавленного железа при лазерном облучении.
[Фиг. 9B] Фиг. 9B представляет собой схематическое изображение, иллюстрирующее образование выступающих частей при отверждении расплавленного железа.
[Фиг. 9C] Фиг. 9C представляет собой схематическое изображение, иллюстрирующее образование расплавленного железа при лазерном облучении стального листа, покрытого конкретным веществом.
[Фиг. 9D] Фиг. 9D представляет собой схематическое изображение, иллюстрирующее образование выступающих частей при отверждении расплавленного железа при лазерном облучении стального листа, покрытого конкретным веществом.
[Фиг. 10A] Фиг. 10A иллюстрирует размеры ленточного сердечника.
[Фиг. 10B] Фиг. 10B иллюстрирует размеры ленточного сердечника.
[Фиг. 11] Фиг. 11 представляет собой схематическое сечение, иллюстрирующее стальной лист теста № 1-23.
ОПИСАНИЕ ВАРИАНТА ОСУЩЕСТВЛЕНИЯ
[0022] Далее будет подробно объяснен один вариант осуществления настоящего изобретения. Фиг. 1A представляет собой вид сверху, иллюстрирующий электротехнический стальной лист с ориентированной зеренной структурой в соответствии с вариантом осуществления настоящего изобретения, а Фиг. 1B представляет собой сечение, иллюстрирующее электротехнический стальной лист с ориентированной зеренной структурой в соответствии с вариантом осуществления настоящего изобретения.
[0023] Как проиллюстрировано на Фиг. 1A и Фиг. 1B, электротехнический стальной лист 10 с ориентированной зеренной структурой в соответствии с вариантом осуществления настоящего изобретения включает в себя стальной лист 1, снабженный бороздками 5 на его поверхности, и пленку 2, сформированную на поверхности этого стального листа 1. Пленка 2 является, например, изолирующей пленкой и может содержать стеклянную пленку. На Фиг. 1 направление прокатки стального листа 1 определено как направление X, направление протяженности бороздок 5 определено как направление Y, направление толщины стального листа 1 определено как направление Z, и направление, ортогональное к направлению Y и направлению Z, определено как направление Q. Однако направление Y протяженности бороздок 5 не ограничивается проиллюстрированным направлением, и достаточно того, чтобы оно было направлением, пересекающим направление X прокатки.
[0024] Как проиллюстрировано на Фиг. 1A, на поверхности стального листа 1 для разделения магнитных доменов множество бороздок 5, направление Y протяженности которых пересекает направление X прокатки, а направление их глубины является параллельным направлению Z толщины листа, формируется с предопределенными интервалами вдоль направления X прокатки. Расплавленный и затвердевший материал 8, располагающийся параллельно бороздке 5, присутствует с обеих сторон бороздки 5 на поверхности стального листа 1. Бороздки 5 не обязаны иметь линейную форму, они могут иметь искривленную часть, или могут иметь дугообразную форму, если смотреть в направлении Z толщины листа, а именно когда бороздки 5 рассматриваются сверху. Однако в этом варианте осуществления для удобства объяснения иллюстрируются бороздки 5, имеющие линейную форму.
[0025] Фиг. 2A и Фиг. 2B иллюстрируют распределение высот в области вокруг бороздки стального листа, включенного в электротехнический стальной лист с ориентированной зеренной структурой по настоящему изобретению, а Фиг. 3A и Фиг. 3B иллюстрируют распределение высот в области вокруг бороздки стального листа, включенного в электротехнический стальной лист с ориентированной зеренной структурой вне диапазона настоящего изобретения. Фиг. 2A и Фиг. 3A иллюстрируют распределения высот, в каждом из которых высота в направлении Z измеряется путем использования прибора для измерения шероховатости поверхности лазерного типа относительно области вокруг бороздки, простирающейся вдоль направления вверх-вниз на чертеже. Фиг. 2B и Фиг. 3B иллюстрируют то же самое, но в трехмерном виде. Фиг. 2A и Фиг. 2B иллюстрируют один пример настоящего изобретения, соответствующий описываемому ниже тесту № 1-1, а Фиг. 3A и Фиг. 3B, иллюстрируют сравнительный пример, соответствующий описываемому ниже тесту № 1-16. В стальном листе, проиллюстрированном на Фиг. 2A и Фиг. 2B, выступающие части на поверхности стального листа формируются так, что они находятся вокруг бороздки вдоль нее. В отличие от этого, в стальном листе, проиллюстрированном на Фиг. 3A и Фиг. 3B, выступающие части нерегулярно формируются в области, находящейся относительно далеко от бороздки. Управление такими выступающими частями будет дополнительно объяснено ниже.
[0026] Фиг. 4A и Фиг. 4B показывают одну бороздку 5 в сечении, ортогональном к направлению Y протяженности бороздки, для электротехнического стального листа с ориентированной зеренной структурой этого варианта осуществления. Фиг. 4B представляет собой увеличенный вид части Фиг. 4A. Множество выступающих частей 7 формируется на поверхности стального листа вне направления ширины бороздки. Выступающие части 7 являются областями, где высоты в направлении Z являются более высокими, чем описываемая ниже виртуальная плоскость 2a. Выступающие части 7 включают в себя не только целенаправленно контролируемую шероховатость, но также и области, которые становятся более высокими, чем виртуальная плоскость 2a, благодаря дефектам или очень малым непреднамеренным поверхностным вариациям, погрешностям измерения и т.п. Среди выступающих частей 7 та часть, высота которой превышает h/10 относительно виртуальной плоскости 2a, и ширина которой составляет h или больше, определяется как выступ T. Значение h будет описано позже. На Фиг. 4A все из трех выступающих частей 7, проиллюстрированных справа от бороздки 5, соответствуют выступу T. Среди трех выступающих частей 7, проиллюстрированных слева от бороздки 5, две выступающие части 7 ближе к бороздке 5 соответствуют выступу T, но поскольку самая дальняя от бороздки 5 выступающая часть 7 является более высокой, чем виртуальная плоскость 2a, но не превышает h/10, она не соответствует выступу T.
[0027] Фиг. 4A иллюстрирует бороздку 5, которая является одной из углубленных частей 6. Углубленные части 6 являются областями, где высоты в направлении Z являются более низкими, чем виртуальная плоскость 2a, и углубленные части 6 также включают в себя бороздку 5. Углубленные части 6 включают в себя не только целенаправленно контролируемую шероховатость, но также и области, которые становятся более низкими, чем виртуальная плоскость 2a, благодаря дефектам или очень малым непреднамеренным поверхностным вариациям, погрешностям измерения и т.п. Бороздка 5 представляет собой углубленную часть 6 для управления магнитным доменом, сформированную на поверхности стального листа 1, и четко отличается от других углубленных частей 6.
[0028] Как проиллюстрировано на Фиг. 4A, множество выступающих частей 7 формируется с обеих сторон бороздки 5. Среди них выступающие части 7, соответствующие выступу T, обозначены символом T. Когда бороздка 5 формируется лазерным облучением, расплавленное железо, нагретое лазером, выбрасывается из бороздки 5, и это расплавленное железо откладывается и затвердевает на поверхности стального листа, формируя тем самым выступы T. Соответственно, выступы T состоят из стали, имеющей почти тот же самый состав, что и химический состав стального листа 1. Само собой разумеется, что выступающие части 7 также состоят из стали, имеющей почти тот же самый состав, что и химический состав стального листа 1. Контурная линия сечения на поверхности стального листа в сечении, проиллюстрированном на Фиг. 4A и Фиг. 4B, упоминается как контурная кривая QZ2 в этом варианте осуществления. Кривая шероховатости QZ2 будет описана позже.
[0029] Фиг. 5 показывает одну бороздку 5 в сечении, ортогональном к направлению Y протяженности бороздки, для электротехнического стального листа с ориентированной зеренной структурой вне диапазона настоящего изобретения. Аналогично электротехническому стальному листу 10 с ориентированной зеренной структурой, множество выступающих частей 7 формируется на поверхности стального листа вне направления ширины бороздки 5, и некоторые из них соответствуют выступу T. Однако в электротехническом стальном листе 20 с ориентированной зеренной структурой положения формирования выступов T находятся в стороне от бороздки 5 и являются случайными по сравнению с показанными на Фиг. 4A и Фиг. 4B. Кроме того, что касается распределения размеров, самый ближний к бороздке 5 выступ не является большим, но n-й выступ Tn (где n - целое число, равное 2 или больше), следующий за вторым в направлении от бороздки 5, иногда становится максимальным. Более подробно, в электротехническом стальном листе 20 с ориентированной зеренной структурой ширина W2 второго от бороздки 5 выступа T2 больше, чем ширина W1 первого от бороздки выступа T1. Таким образом, значение W2/W1 составляет больше чем 1,0. Кроме того, расстояние Ls между концевой частью T1s выступа T1 со стороны бороздки 5 и концевой частью m выступа T1 со стороны бороздки 5 составляет больше чем 40 мкм.
[0030] Фиг. 6 показывает один выступ T в электротехническом стальном листе 10 с ориентированной зеренной структурой на сечении, включающем направление Y протяженности бороздки и направление Z толщины листа. В этом варианте осуществления форма профиля выступа T в сечении, проиллюстрированном на Фиг. 6, упоминается как кривая шероховатости YZ3. Кривая шероховатости YZ3 будет описана позже.
[0031] Электротехнический стальной лист 10 с ориентированной зеренной структурой имеет следующие пять конфигураций (A) - (E) в качестве характерных конфигураций для получения эффекта.
(A) Когда пространственный объем углубленных частей 6 равен V1, а объем выступающих частей 7 равен V2, относительно виртуальной плоскости 2a, значение V2/V1 находится в пределах предопределенного диапазона.
(B) Ширина W1 выступа T1, самого близкого к бороздке 5, больше чем ширины других выступов. Предпочтительно каждое из значений высот выступающих частей 7, расстояния Ls выступа T1 от бороздки 5 и ширины W1 выступа T1 находится в пределах предопределенного диапазона.
(C) Значения параметра шероховатости поверхности (Ra, RSm), указывающие шероховатость поверхности той области, где средняя высота в направлении Y является самой высокой в продольном сечении бороздки, параллельном направлению протяженности бороздки и направлению толщины листа, находятся в пределах предопределенных диапазонов.
(D) Предпочтительно структура металла соответствующих выступов T по существу соответствует структуре металла стального листа 1.
(E) Предпочтительно на поверхности соответствующих выступов T и поверхности бороздок 5 формируется пленка, подобная пленке на поверхности стального листа.
[0032] В дальнейшем каждая из вышеописанных конфигураций (A) - (E) будет объяснена подробно.
[0033] [Конфигурация (A)]
В этом варианте осуществления, когда суммарный пространственный объем углубленных частей 6 относительно виртуальной плоскости 2a равен V1, а суммарный объем выступающих частей 7 относительно виртуальной плоскости 2a равен V2, значение V2/V1 составляет больше чем 0,10 и меньше чем 0,80.
[0034] Когда бороздка 5 формируется с помощью облучения лазером известным способом, металл облучаемой части плавится или испаряется, и часть металла превращается в жидкие капельки или пары, рассеиваемые в пространстве и тем самым исчезающие из облучаемой части, и за счет этого формируется углубленная часть 6. Металл, удаляемый при формировании бороздки 5, прилипает вокруг бороздки 5 и становится выступающими частями 7, формируя тем самым выступы T. Следовательно, значение V2/V1 не становится больше чем 1,0, а также не становится значительно ниже 1,0. Когда бороздка формируется при известных условиях лазерного облучения для получения эффекта управления магнитным доменом в степени, необходимой для практического электротехнического стального листа с ориентированной зеренной структурой, величина разбрызгиваемого объема с испарениями составляет менее 10%, и значение V2/V1 составляет самое большее приблизительно 0,90 даже при том, что оно является малым, и это отношение трудно установить меньшим, чем 0,90, за счет рассеивания испарений. Было изобретено устройство для сдувания расплавленного вещества путем распыления вспомогательного газа одновременно с лазерным облучением, несмотря на которое это отношение трудно установить меньшим, чем 0,85.
[0035] Для того, чтобы получить намеченный эффект управления магнитным доменом, требуется бороздка 5 с фиксированными глубиной и шириной. Другими словами, требуется удалить фиксированное количество металла. Установка значения V2/V1 меньше 1 означает эффект управления фиксированным магнитным доменом, а именно, обеспечение относительно малых размеров выступов T при формировании бороздки 5 с фиксированными глубиной и шириной. Поскольку выступы T неблагоприятны для магнитных свойств стального листа 1, как было описано выше, значение V2/V1 предпочтительно является низким, и в этом варианте осуществления оно устанавливается меньшим чем 0,80, предпочтительно меньшим чем 0,70, и еще более предпочтительно меньшим чем 0,60. Применение описываемого позже способа производства не мешает устанавливать значение V2/V1 меньшим чем 0,50, а также позволяет установить его меньшим чем 0,40. В результате улучшаются изолирующие свойства и коррозионная стойкость электротехнического стального листа с ориентированной зеренной структурой, в котором бороздки 5 формируются на поверхности стального листа 1 для подразделения магнитных доменов. В то же время выступы T могут способствовать улучшению способности к адгезии изолирующей пленки. Когда значение V2/V1 равно 0,10 или меньше, слишком малые выступы T не позволяют получить достаточную способность к адгезии. Соответственно, значение V2/V1 составляет больше чем 0,10.
[0036] [Конфигурация (B)]
В этом варианте осуществления в описываемой позже конкретной области ширина W1 самого близкого к бороздке 5 выступа T1 больше, чем ширины других выступов. Таким образом, в этой конкретной области, в направлении ширины бороздки 5 от нее для всех выступов Tn (где n - целое число, равное 2 или больше) после второго их ширины Wn удовлетворяют выражению Wn/W1<1,0. Таким образом, ширины Wn являются более малыми, чем ширина W1 выступа T1. Значение Wn/W1 предпочтительно составляет меньше чем 0,6, и более предпочтительно меньше чем 0,4. С другой стороны, когда максимальное значение Wn/W1 составляет 0,2 или меньше, в случае укладки в пакет множества электротехнических стальных листов с ориентированной зеренной структурой легко образуется зазор между электротехническими стальными листами с ориентированной зеренной структурой. Наличие такого зазора приводит к увеличению потерь в сердечнике и шума наборного сердечника, сформированного из множества электротехнических стальных листов с ориентированной зеренной структурой. Соответственно, максимальное значение Wn/W1 предпочтительно составляет больше чем 0,2. Здесь влияние выступов Tn, следующих за вторым, указывается отношением ширины к ширине первого выступа T1, и также естественно, что выступ, ширина которого является малой, имеет малую высоту, и подтверждается, что подобное отношение устанавливается также и для высоты. Следует отметить, что как описывается ниже, конечная точка m является точкой пересечения виртуальной плоскости 2a и контурной кривой QZ2, и конечная точка T1s является точкой пересечения виртуальной плоскости 2a на высоте h/10 и контурной кривой QZ2.
[0037] В обычной методике, как было описано выше, поскольку большая часть металла, удаляемого из бороздки 5, прилипает вокруг бороздки 5, формируя выступы T, значение V2/V1 становится равным приблизительно 1,0, и когда необходимо сформировать бороздку 5 с необходимой шириной и глубиной, становится невозможно уменьшить суммарный объем выступов T. Соответственно, неизбежно, что уменьшение высоты выступов T делает их ширины большими. В этом варианте осуществления значение V2/V1 может быть сделано настолько низким, что обычно это не рассматривалось, и высотами и ширинами выступов T можно управлять независимо.
[0038] Кроме того, высоты выступающих частей 7 относительно виртуальной плоскости 2a предпочтительно являются более высокими, чем 1 мкм, и 10 мкм или ниже. Высоты выступающих частей 7 более предпочтительно не превышают 6 мкм, и еще более предпочтительно не превышают 3 мкм.
[0039] В этом варианте осуществления в направлении ширины бороздки 5 от нее (в направлении Q) расстояние Ls конечной точки T1s самого близкого к бороздке 5 выступа T1 со стороны бороздки 5 от конечной точки m бороздки 5 со стороны выступа T1 предпочтительно составляет больше 0 мкм и не больше чем 40 мкм, более предпочтительно 0,5-25 мкм, и еще более предпочтительно 1,0-20 мкм. В дополнение к этому, ширина W1 выступа T1 предпочтительно составляет 40 мкм или меньше, более предпочтительно 25 мкм или меньше, и еще более предпочтительно 15 мкм или меньше.
[0040] Высоты выступов T в этом варианте осуществления предпочтительно являются низкими. В дополнение к этому, в этом варианте осуществления путем управления расстоянием Ls между выступом T1 и бороздкой 5 и независимо от этого уменьшения ширин выступов T перемещение стенки магнитного домена облегчается, и магнитная проницаемость улучшается, что позволяет получить эффект улучшения магнитных свойств стального листа 1. Причина, по которой такой эффект получается при уменьшении ширин выступов T, не ясна, но выступы T являются посторонними включениями для стального листа 1, в котором кристаллической ориентацией тонко управляют посредством вторичной рекристаллизации, и считается, что отрицательный эффект предотвращения перемещения стенки магнитного домена в немалой степени обусловлен их прилипанием и присутствием на поверхности стального листа. Также, что касается расстояния Ls между выступом T1 и бороздкой 5, причина влияния на перемещение стенки магнитного домена не ясна, но большее расстояние от бороздки 5 заставляет постороннее включение находиться на полпути через стенку магнитного домена, и считается, что отрицательный эффект при этом становится больше, чем в той ситуации, когда выступ T1 находится рядом с бороздкой 5, и становится препятствием для перемещения на концевой части стенки магнитного домена. Следовательно, если суммарная ширина является одинаковой для множества выступов T, выступы T предпочтительно собираются настолько близко к бороздке 5, насколько это возможно, и ширины выступов Tn, следующих за вторым, меньше, чем ширина выступа T1 в направлении от бороздки 5.
[0041] [Конфигурация (C)]
В этом варианте осуществления, когда область, где средняя высота в направлении Y протяженности бороздки является самой высокой в распределении высот, рассматривается в сечении вдоль бороздки, включающем направление Y протяженности и направление Z толщины листа, среднеарифметическое значение Ra кривой шероховатости, формирующей контур на поверхности этой области, составляет 0,3-2,0 мкм или меньше, предпочтительно 0,5-1,7 мкм, и еще более предпочтительно 0,7-1,4 мкм, а среднеарифметическая длина RSm элемента кривой шероховатости составляет 10-150 мкм, предпочтительно 40-145 мкм, и еще более предпочтительно 60-140 мкм.
[0042] То, что параметр шероховатости поверхности (Ra, RSm) находится в вышеописанных диапазонах, означает, что вариации высоты в направлении Y протяженности в этой области являются малыми. Соответственно, если параметр шероховатости поверхности (Ra, RSm) находится в вышеописанных диапазонах, разрушение пленки благодаря концентрации напряжений на пленке предотвращается, и в то же самое время изолирующие свойства улучшаются, потому что максимальная высота выступов T, где изолирующие свойства трудно гарантировать, становится низкой. Кроме того, поскольку вариации ширины выступов T также становятся малыми, максимальная ширина выступа, который, как ожидается, будет определять эффект препятствования перемещению стенки магнитного домена, становится малой, что приводит к улучшению магнитных свойств.
[0043] [Конфигурация (D)]
В этом варианте осуществления желаемый эффект может быть получен путем управления структурой металла выступов T. Как было описано выше, металл, удаляемый при формировании бороздки 5, прилипает вокруг бороздки 5, образуя тем самым большинство выступов T. Когда бороздка 5 формируется с помощью лазерного облучения, металл, удаляемый из той части, где формируется бороздка 5 на стальном листе 1, плавится, и когда этот металл прилипает к поверхности стального листа и быстро охлаждается, он становится расплавленным и затвердевшим материалом, нежелательным для магнитных свойств, и кристаллические зерна, содержавшиеся в расплавленном и затвердевшем веществе, становятся мелкими. В дополнение к этому, ориентация кристаллических зерен, формирующих расплавленное и затвердевшее вещество, с высокой вероятностью будет отклоняться от ориентации {110}<001>, и желательные магнитные свойства с высокой вероятностью не будут получены. Это является одним из факторов предотвращения вышеописанного перемещения стенки магнитного домена, но если возможно сделать структуру металла выступов T близкой к структуре металла стального листа 1, этот отрицательный эффект как препятствие перемещению стенки магнитного домена может быть уменьшен.
[0044] В основном эффективно делать диаметр кристаллического зерна выступов T большим. Стальной лист 1, составляющий электротехнический стальной лист 10 с ориентированной зеренной структурой, формируется из кристаллических зерен размером несколько десятков мм. Соответственно, что касается размера кристаллических зерен, формирующих выступы T, учитывая размер в направлении Y протяженности бороздки, также возможно сделать так, чтобы кристаллические зерна в выступах T вдоль бороздки 5 формировались с длиной от нескольких мм до нескольких десятков мм, вырастая почти до того же размера, что и в направлении протяженности. Однако учитывая то, что размеры выступа T в направлении Z и направлении Q составляют приблизительно несколько мкм, представляется затруднительным должным образом создать кристаллические зерна, имеющие большую анизотропию, в которой размер в направлении Y составлял бы несколько десятков мм, из кристаллического зерна, диаметр которого является в целом изотропным. Кроме того, поскольку размеры самих выступов T изменяются в широких пределах, создание однородного диаметра кристаллического зерна также считается неприемлемым. Следовательно, в этом варианте осуществления степень роста кристаллических зерен в выступах оценивается по среднему количеству кристаллических зерен в структуре металла выступов T, когда эти выступы наблюдаются в сечении (в сечении по меньшему размеру бороздки), перпендикулярном к направлению Y протяженности бороздки. Структура, получаемая при быстром охлаждении и отверждении расплавленного железа, разбрызганного во время формирования бороздки 5 в обычном способе, формируется из очень мелких кристаллических зерен. Тогда количество кристаллических зерен у основания выступов T составляет несколько десятков в сечении бороздки. Когда выступы T формируются из таких мелких кристаллических зерен, кристаллические зерна, отклоняющиеся от ориентации {110}<001>, содержатся в большом количестве. С другой стороны, применение описываемого позже способа производства позволяет сформировать выступы T из грубых кристаллических зерен и задать количество кристаллических зерен у основания самого высокого выступа T в сечении бороздки равным в среднем 10,0 или меньше. Способ измерения количества кристаллических зерен будет описан позже, но когда среднее значение количества кристаллических зерен составляет больше чем 10,0, иногда содержится много кристаллических зерен, отклоняющихся от ориентации {110}<001>. Соответственно, среднее количество кристаллических зерен предпочтительно составляет 10,0 или меньше, более предпочтительно 5,0 или меньше, и еще более предпочтительно 3,0 или меньше. Каждый из выступов T наиболее предпочтительно формируется из одиночного кристаллического зерна.
[0045] Кроме того, считается, что отрицательный эффект выступов T как препятствия перемещению стенки магнитного домена также зависит от их кристаллической ориентации. Если кристаллическая ориентация выступов T является той же самой, что и кристаллическая ориентация в стальном листе 1, эффект препятствия перемещению стенки магнитного домена может быть уменьшен в максимально возможной степени. Поскольку то, что называется ориентацией Госса, выращивается большим при вторичной рекристаллизации в стальном листе 1, формирование бороздок 5 и выступов T в предшествующем процессе обеспечивает вторжение в выступы T ориентации Госса, растущей со стороны стального листа 1 в процессе вторичной рекристаллизации, и позволяет изменить кристаллическую ориентацию выступов T на желаемую.
[0046] [Конфигурация (E)]
Фиг. 4A, Фиг. 4B и Фиг. 6 иллюстрируют состояние, в котором на поверхности стального листа, включая поверхность бороздки 5 и выступы T, не существует никакой пленки, но в электротехническом стальном листе с ориентированной зеренной структурой этого варианта осуществления поверхность углубленных частей 6 и выступающих частей 7 может быть покрыта стеклянной пленкой. Эта стеклянная пленка, будучи промежуточной между изолирующей пленкой и стальным листом 1, в частности позволяет обеспечить адгезию между стальным листом 1 и изолирующей пленкой и улучшить коррозионную стойкость и изолирующие свойства. В процессе формирования бороздок с помощью облучения лазером после формирования изолирующей пленки изолирующая пленка и стеклянная пленка в бороздках 5 исчезают. Для того, чтобы гарантировать коррозионную стойкость и изолирующие свойства, изолирующая пленка заново формируется после формирования бороздок, но в этом случае, поскольку изолирующая пленка приходит в прямое соприкосновение со стальным листом на поверхности бороздок 5, иногда не может гарантироваться достаточная адгезия изолирующей пленки.
[0047] Хотя подробности будут описаны позже, возможно сформировать бороздки 5 и выступы T перед покрытием разделительным веществом отжига для формирования стеклянной пленки и выполнить окончательный отжиг в состоянии покрытия разделительным веществом отжига также на поверхности бороздок 5 и поверхности выступов T, и тем самым сформировать стеклянную пленку также на внутренней поверхности бороздок 5 и поверхности выступов T. Эта стеклянная пленка не обязательно должна быть специальной, и применимыми являются, например, пленки, в которых толщина стеклянной пленки составляет больше чем 0 мкм и не больше чем 5 мкм, а толщина изолирующей пленки составляет 1-5 мкм. Кроме того, также может быть применена так называемая бесстеклянная пленка, то есть когда стеклянная пленка не наносится, и изолирующая пленка располагается на стальном листе 1 так, чтобы гарантировать адгезию. Следует отметить, что эти пленки не обязательно должны иметь одинаковую толщину на поверхности бороздок 5, на поверхности выступов T и на плоской части (на поверхности стального листа, соответствующей описываемой ниже виртуальной плоскостью). Поскольку каждая из этих пленок формируется путем покрытия, сушки и спекания жидкого вещества на поверхности стального листа, изменения в толщине являются естественными для бороздок 5 и выступов T, которые являются неровностями на поверхности. Эти изменения в толщине не ухудшают эффект настоящего изобретения.
[0048] Как было описано выше, поскольку форма, имеющая стеклянную пленку и изолирующую пленку, затрудняет растрескивание и отслаивание пленок вокруг бороздок 5 и вокруг выступов T, может быть получена более высокая способность изолирующей пленки к адгезии.
[0049] В связи с этим, в объяснении вышеописанных конфигураций (A) - (E) пространственный объем V1 углубленных частей 6, объем V2 выступающих частей 7, высоты выступающих частей 7 и выступов T, ширины W выступов T, расстояние Ls между выступом T1 и бороздкой 5, диаметр кристаллического зерна структуры металла в выступах T и т.д. для удобства были объяснены на примере одного конкретного сечения. Однако, как проиллюстрировано на Фиг. 6, в направлении протяженности (в направлении Y) бороздки 5 форма выступа T не обязательно фиксируется. Аналогичным образом ширины W выступов T, диаметр кристаллического зерна и распределение осей ориентации кристаллов в структуре металла выступов T также значительно изменяются в зависимости от наблюдаемых сечений. Следовательно, далее будет объяснен способ определения количественных значений, относящихся к форме на поверхности стального листа в настоящем изобретении.
[0050] Следует отметить, что значения, относящиеся к различным формам на поверхности стального листа, предписанные в настоящем изобретении, должны определяться поверхностью стального листа 1 без учета пленок на поверхности электротехнического стального листа с ориентированной зеренной структурой. Таким образом, предписание, относящееся к форме в настоящем изобретении, относится к стальному листу 1 без пленок, и что касается электротехнического стального листа с ориентированной зеренной структурой, имеющего пленки, поверхность стального листа 1 должна измеряться посредством наблюдения сечения, или стальной лист 1 должен измеряться после отслаивания пленок. Для того, чтобы просто получить измеренные значения, необходимые в настоящем изобретении, способ трехмерного измерения формы на поверхности стального листа 1 в состоянии без пленки является более подходящим, чем способ определения поверхности стального листа 1 с помощью наблюдения сечения и получения необходимых измеренных значений на основе вышеизложенного. Далее объясняется способ.
[0051] В настоящем изобретении положения в направлении по оси Z в достаточно широких пределах на поверхности стального листа, включая бороздку 5 и выступы T, измеряются с использованием прибора для измерения шероховатости поверхности лазерного типа. В настоящем изобретении с учетом размеров выступов T, неровностей на поверхности и положений их образования для управления, диапазон 1000 мкм в направлении Y протяженности бороздки 5 и диапазон 400 мкм (200 мкм с одной стороны бороздки) в направлении Q с бороздкой в качестве центра устанавливаются в качестве конкретной области, и положения в направлении оси Z на поверхности стального листа 1 измеряются с регулярными интервалами в этой конкретной области для получения данных о распределении высот. При этом измерении диаметр лазерного пятна устанавливается равным 0,40 мкм или меньше (например, 0,40 мкм), и сканирование выполняется шагами по 0,30 мкм или меньше (например, 0,15 мкм) в направлении Y и шагами по 0,30 мкм или меньше (например, 0,15 мкм) в направлении Q, точность измерения в направлении Z устанавливается равной 0,10 мкм или меньше (например, 0,10 мкм), и увеличение объектива устанавливается равным 50х.
[0052] Таким образом, хотя это и зависит от шага сканирования, данные о форме поверхности, состоящие из десяти миллионов точек или более, получаются из всей площади этой конкретной области. Затем эти данные преобразуются в частотное распределение для каждой высоты в направлении Z. Затем высота, при которой частота становится максимальной, устанавливается как виртуальная плоскость 2a и рассматривается как идеальная референсная плоскость, соответствующая поверхности стального листа перед формированием бороздки 5 и выступов T, и ее высота в направлении Z устанавливается равной нулю. Ширина бороздки 5 становится углубленной областью, так как высота в направлении Z составляет приблизительно 20 мкм, и кроме того области, в которых металл, рассеиваемый из этой области, осаждается на поверхности стального листа, чтобы стать выступами T, не распределяется тонким слоем на всей поверхности ни один, но является локальным в пределах области шириной приблизительно 400 мкм около бороздки 5, и кроме того, даже при том, что на поверхности плоской части первоначального стального листа 1 имеются некоторые неровности, считается подходящим рассматривать виртуальную плоскость 2a как поверхность первоначального стального листа (с нулевой высотой в направлении Z) с помощью вышеописанной частоты.
[0053] Предполагается, что эта виртуальная плоскость 2a проходит в области, где существуют бороздка 5 и выступы T. На каждой из Фиг. 4A, Фиг. 4B и Фиг. 6 виртуальная плоскость 2a, определенная как описано выше, показана штрихпунктирной линией. Если такая плоскость определена, пространственный объем V1, из которого удаляется металл для образования бороздки 5, может быть определен путем суммирования произведения ширины шага на высоту в направлении Z относительно точки измерения, где высота в направлении Z становится отрицательной величиной. Аналогичным образом объем V2, в который расплавленное железо выбрасывается из поверхности стального листа, образуя выступы T, становящиеся выступающими частями 7, может быть определен путем суммирования произведения ширины шага на высоту в направлении Z относительно точек измерения, где высота в направлении Z становится положительным значением.
[0054] Значение «h», относящееся к высотам выступающих частей 7, определяется как высота, занимающая 0,02% от суммы при размещении вышеописанных данных о форме поверхности в порядке убывания высоты в направлении Z. Например, в случае десяти миллионов точек данных высота точки измерения в 2000-ой высоте принимается за h.
[0055] Фактические высоты выступающих частей 7 являются различными высотами выше нуля, но степень размеров выступающих частей 7 в настоящем изобретении обозначается как h. Высота, которая принимается за h, считается величиной, соответствующей высоте выступающей части 7, высота которой является относительно высокой среди выступающих частей 7, существующих в больших количествах, и такая оценка считается правильной, учитывая, что целевые свойства, а именно изолирующие свойства, коррозионная стойкость, магнитные свойства и т. д. сильно зависят от той выступающей части 7, высота которой является относительно высокой.
[0056] Для того, чтобы определить другие предписываемые в настоящем изобретении значения, используются кривые, представляющие поверхность стального листа в вертикальном сечении в направлении Y (в сечении бороздки) и вертикальном сечении в направлении Q (в продольном сечении бороздки). Сначала будет объяснено, как найти эти кривые.
[0057] В вышеописанных данных о форме поверхности кривые профиля QZ1, представляющие изменение высоты, получаются как ряд данных, в которых положения в направлении Y являются одинаковыми, а именно данные о высоте в конкретных сечениях Q-Z. Контурная кривая QZ2 (см. Фиг. 4A), формирующая средний контур в направлении Q, получается путем усреднения этих кривых профиля QZ1 для всех положений в направлении Y.
[0058] Аналогичным образом, в вышеописанных данных о форме поверхности кривые профиля YZ1, представляющие изменение высоты, получаются как ряд данных, в которых положения в направлении Q являются одинаковыми, а именно данные о высоте в конкретных сечениях Y-Z. Кроме того, среднее значение Za высот находится для каждой из кривых профиля YZ1 в конкретных положениях в направлении Q. Среди кривых профиля YZ1 та кривая профиля, среднее значение Za которой становится максимальным, является контурной кривой YZ2. Контурная кривая YZ2 соответствует контурной кривой в той области, где средняя высота в направлении Y протяженности является самой высокой в распределении высот.
[0059] Как можно заметить из вышеописанного определения, положение в направлении Q, где получается контурная кривая YZ2, соответствует положению, где высота в направлении Z становится самой высокой в контурной кривой QZ2. Тогда это положение обычно является положением верхней части описываемого ниже выступа T1. Кривая шероховатости YZ3 (см. Фиг. 6) получается путем применения фильтра нижних частот с величиной отсечения λs и фильтра высоких частот с величиной отсечения λc к контурной кривой YZ2.
[0060] Величины отсечения λs и λc определяются моделью и объективом прибора для измерения шероховатости поверхности лазерного типа. В настоящем изобретении в качестве величин отсечения при установке увеличения объектива 50х и измерении шероховатости с помощью прибора VK-9700 производства компании KEYENCE CORPORATION используются λs=0,8 мкм и λc=0,08 мм.
[0061] Далее будут объяснены стадии для определения из этих кривых предписываемых значений, которые будут использоваться в настоящем изобретении.
[0062] Предписываемое значение, относящееся к ширинам выступов T и к расстоянию от бороздки 5, определяется из контурной кривой QZ2.
[0063] Точка, в которой контурная кривая QZ2 пересекает виртуальную плоскость 2a сначала в направлении от середины направления Q, а именно средней части бороздки 5, устанавливается как конечная точка бороздки m. Выступы T предписываются в той области, которая расположена дальше конечной точки бороздки m. В этом предписании выступ T является областью, где высота контурной кривой QZ2 находится выше, чем высота h/10, и расстояние в направлении Q, на котором высота контурной кривой QZ2 продолжается при h/10 или выше, равно или больше чем h. Причина, по которой выступ T определяется таким предписанием, состоит в том, что на поверхности стального листа 1 существуют неравномерности, отличающиеся от неравномерностей, которыми преднамеренно управляют, чтобы получить эффект настоящего изобретения, и эти неравномерности исключаются из выступа, предписываемого в настоящем изобретении. Исключаемые неравномерности считаются очень маленькими неровностями (шероховатостью), возникающими при прокатке и т.п., за счет погрешности измерения и т.п. Поскольку они являются очень мелкими в соответствии с существующими технологиями промышленного производства и точностью измерений, считается, что значительная их часть исчезает при обработке для получения контурной кривой QZ2 за счет усреднения контурных кривых QZ1, которые являются необработанными данными относительно положений в направлении Y, как было описано выше, но неравномерности, которые являются относительно малыми по высоте или ширине по сравнению с высотой h, исключаются из дальнейшей оценки, как было описано выше.
[0064] В настоящем изобретении в направлении наружу бороздки 5 в направлении Q от конечной точки бороздки m выступы нумеруются, начиная с 1 в порядке удаления от бороздки. В n-ном выступе Tn положение конечной точки выступа Tn со стороны бороздки устанавливается равным Tns, положение конечной точки выступа Tn с дальней стороны от бороздки устанавливается равным Tne, и расстояние между Tns и Tne является шириной Wn выступа Tn. Каждая из конечных точек Tns и Tne является точкой пересечения виртуальной плоскости на высоте h/10 и контурной кривой QZ2. В настоящем изобретении ширина выступа T1, самого близкого к бороздке, устанавливается равной W1. В дополнение к этому, что касается выступа T1, самого близкого к бороздке 5, расстояние между конечной точкой бороздки m и T1s равно Ls.
[0065] Из кривой шероховатости YZ3 находятся средняя шероховатость Ra и средняя длина RSm элемента кривой шероховатости выступа T, имеющего самую высокую среднюю высоту в направлении Y. Средняя шероховатость Ra и средняя длина RSm элемента кривой шероховатости определяются в соответствии с японским промышленным стандартом JIS B 0601 (2013).
[0066] Среднее количество кристаллических зерен, формирующих выступы T, находится из сечения (сечения бороздки в плоскости Q-Z), перпендикулярного к направлению Y протяженности бороздки. В настоящем изобретении, как проиллюстрировано на Фиг. 7A, структура металла в сечении бороздки наблюдается в десяти точках наблюдения 31-40 в направлении Y, и количество кристаллических зерен, существующих у основания самого высокого выступа T, находится в каждой из точек наблюдения 31-40. Таким образом, как проиллюстрировано на Фиг. 7B, находится количество кристаллических зерен, существующих на линейном сегменте 41 на высоте h/10 в направлении Z выступа T в сечении бороздки. Затем вычисляется среднее значение количества кристаллических зерен в каждой из точек наблюдения 31-40. Хотя устройство для наблюдения структуры металла стального листа 1 может быть любым известным устройством, размер выступов в сечении бороздки составляет несколько мкм, и поэтому наблюдение с помощью сканирующего электронного микроскопа (SEM) является предпочтительным.
[0067] Кроме того, кристаллическая ориентация в выступах T определяется путем наблюдения структуры металла в сечении, в котором получена контурная кривая YZ2. Кристаллическая ориентация находится при тщательном ограничении области, соответствующей выступам T, а именно, только той области, где высота в направлении Z составляет h/10 в структуре сечения. В кристаллической ориентации доля площади ориентации {110}<001> в соответствующей области находится с помощью способа дифракции электронов обратного рассеяния (EBSD).
[0068] Условия измерения с помощью EBSD являются следующими.
(a) измерительный прибор: сканирующий электронный микроскоп с дифракционным устройством обратного рассеяния электронов (SEM-EBSD)
(модель SEM «JSM-6400» (производства компании JEOL Ltd.))
(b) диаметр луча: 0,5 мкм
(C) интервал шага: 0,1 мкм
(d) увеличение: 100х
(e) площадь измерения: 1000 мкм в направлении Y в сечении, в котором получается контурная кривая YZ2
Что касается площади, соответствующей выступам T, которая измеряется при вышеупомянутых условиях, доля площади, имеющей ориентацию {110}<001> (± 10°), считается долей площади в настоящем изобретении. Для того, чтобы магнитные свойства могли быть улучшены, эта доля площади предпочтительно должна составлять 65% или больше. Таким образом, что касается кристаллической ориентации структуры металла выступа T в той области, где средняя высота в направлении Y протяженности бороздки является самой высокой в распределении высот, доля площади ориентации {110}<001> предпочтительно составляет 65% или больше.
[0069] Следует отметить, что для вышеописанного измерения выступов T достаточно измерять только площадь с одной стороны бороздки 5. Вышеописанное числовое значение для выступов T, вероятно будет эквивалентным с обеих сторон бороздки 5, и кроме того, даже при наличии девиации удовлетворение условий с одной стороны позволяет получить эффект настоящего изобретения.
[0070] Что касается направления протяженности бороздки, вышеописанное значение для выступов T измеряется около середины направления протяженности. Причина этого заключается в том, что на концах протяженности бороздки 5, благодаря изменению угла лазерного облучения, чем ближе к концу протяженности бороздки 5, тем более мелкой становится глубина бороздки 5, и тем большим становится также изменение формы выступов T.
[0071] Кроме того, в настоящем изобретении, поскольку бороздка 5 не обязана быть линейной, при измерении высоты Z поверхности с использованием вышеописанного трехмерного датчика шероховатости считается, что направление длиной 1000 мкм в области измерения не точно соответствует направлению Y. Однако, даже бороздка 5 криволинейной формы может быть по существу линейной, если бороздка 5, произведенная в практическом диапазоне в качестве промышленного продукта имеет расстояние приблизительно 1000 мкм, и в настоящем изобретении эта характеристика предписывается как описано выше.
[0072] Кроме того, вариации во множестве бороздок 5 находятся в диапазоне производственных вариаций в промышленных изделиях и не должны особенно приниматься во внимание при формировании суждения об аномальных значениях и т.п. В предписании в настоящем изобретении используется значение, усредненное по длине 1 мм в направлении протяженности, и репрезентативное значение может быть получено в той степени, в которой нет проблем в отношении вариации для каждой из индивидуальных бороздок 5.
[0073] Следует отметить, что выступы 5, предписанные в настоящем изобретении, являются формой поверхности стального листа 1. Таким образом, они не являются формой из верхней части пленки электротехнического стального листа с ориентированной зеренной структурой, имеющего пленку. Это позволяет выполнять визуальное измерение при наблюдении сечения даже при том, что пленка сформирована на поверхности стального листа 1. Однако для количественного определения различных значений измерение формы поверхности с использованием трехмерного устройства для измерения шероховатости, как было описано выше, является удобным для реализации, и в этом случае требуется, чтобы поверхность стального листа 1 измерялась в состоянии без пленки. Таким образом, если бороздки 5 и выступы T формируются до формирования пленки, достаточно измерить форму поверхности сразу же после формирования бороздок и выступов, или перед формированием пленки. Кроме того, если форма поверхности измеряется после формирования пленки, стеклянная пленка и изолирующая пленка электротехнического стального листа с ориентированной зеренной структурой удаляются, например, с помощью следующего способа, позволяя тем самым проводить измерение.
[0074] Электротехнический стальной лист с ориентированной зеренной структурой, имеющий стеклянную пленку или изолирующую пленку, погружается в водный раствор гидроксида натрия NaOH: 10 мас. %+H2O: 90 мас. % при 80°C на 15 мин. Затем он погружается в водный раствор серной кислоты H2SO4: 10 мас. %+H2O: 90 мас. % при 80°C на 3 мин. Затем он погружается в водный раствор азотной кислоты HNO3: 10 мас. %+H2O: 90 мас. % при нормальной температуре чуть меньше, чем на 1 мин для промывки. Наконец, он сушится нагнетателем горячего воздуха чуть меньше 1 мин.
[0075] Следует отметить, что когда стеклянная пленка или изолирующая пленка удаляются с электротехнического стального листа с ориентированной зеренной структурой с помощью вышеописанного способа, было подтверждено, что форма и шероховатость бороздок 5 стального листа 1 не изменяются по сравнению с состоянием до формирования стеклянной пленки или изолирующей пленки. Кроме того, когда бороздки 5, сформированные в середине процесса производства стального листа, подвергаются затем большой деформации, такой как холодная прокатка, их форма сильно изменяется, но было подтверждено, что отжиг, формирование пленки и т.д. делают изменение формы малым даже несмотря на выполнение вышеупомянутых процессов. В настоящем изобретении предписание относительно выступов T относится к конечному продукту, и когда пленка формируется на поверхности конечного продукта, это относится к стальному листу 1, с которого была счищена пленка.
[0076] Что касается химического состава, стальной лист 1 содержит, например, Si: от 0,8 мас. % до 7 мас. %, C: больше чем 0 мас. % и не больше чем 0,085 мас. %, растворимый в кислоте Al: от 0 мас. % до 0,065 мас. %, N: от 0 мас. % до 0,012 мас. %, Mn: от 0 мас. % до 1 мас. %, Cr: от 0 мас. % до 0,3 мас. %, Cu: от 0 мас. % до 0,4 мас. %, P: от 0 мас. % до 0,5 мас. %, Sn: от 0 мас. % до 0,3 мас. %, Sb: от 0 мас. % до 0,3 мас. %, Ni: от 0 мас. % до 1 мас. %, S: от 0 мас. % до 0,015 мас. %, Se: от 0 мас. % до 0,015 мас. %, с остатком, состоящим из Fe и примесей.
[0077] Химический состав стального листа 1 является желательным химическим составом для управления кристаллической ориентацией так, чтобы она стала структурой агрегата Госса, агрегированной в ориентации {110}<001>. Среди вышеописанных элементов Si и C являются существенными элементами, а кислоторастворимый Al, N, Mn, Cr, Cu, P, Sn, Sb, Ni, S и Se являются выборочными элементами. Поскольку достаточно того, чтобы вышеописанные выборочные элементы содержались в случае их необходимости, значение нижнего предела не ограничивается и может быть равно 0%. Кроме того, выборочные элементы не ограничиваются вышеописанными элементами, и даже если известный элемент, имеющий известный эффект, содержится в известном диапазоне в электротехническом стальном листе с ориентированной зеренной структурой, эффект этого варианта осуществления не ухудшается. Например, остаток состава стального листа 1, отличающийся от существенных элементов и выборочных элементов, состоит из Fe и примесей. Примеси означают руду или лом в качестве сырья, или элементы, неизбежно примешивающиеся благодаря условиям производства и т.п. при промышленном производстве стального листа 1.
[0078] В дополнение к этому, в большинстве случаев электротехнический стальной лист с ориентированной зеренной структурой подвергается очищающему отжигу во время вторичной рекристаллизации. При очищающем отжиге происходит устранение образующих ингибитор элементов из системы. В частности, что касается N и S, уменьшение концентрации является значительным, и их концентрации становятся равными 50 частей на миллион или меньше. В нормальных условиях очищающего отжига концентрации N и S достигают 9 частей на миллион или меньше, даже 6 частей на миллион или меньше, и выполнение достаточного очищающего отжига заставляет их концентрации достигать такой степени (1 часть на миллион или меньше), которая не может быть обнаружена с помощью обычного анализа.
[0079] Достаточно, чтобы химический состав стального листа 1 измерялся с помощью обычного аналитического способа для стали. Например, достаточно, чтобы химический состав стального листа 1 измерялся с использованием атомной эмиссионной спектрометрии с индуктивно сопряженной плазмой (ICP-AES). В частности, он может быть определен путем измерения квадратного образца стального листа 1 размером 35 мм после удаления пленки в соответствии с ранее созданной калибровочной кривой с использованием измерительного прибора ICPS-8100 производства компании Shimadzu Corporation и т.п. Следует отметить, что достаточно того, чтобы C и S измерялись путем использования способа сжигания-инфракрасного поглощения, а N измерялся путем использования способа определения теплопроводности при плавлении в инертном газе.
[0080] Как было описано выше, в соответствии с этим вариантом осуществления возможно значительно улучшить коррозионную стойкость и изолирующие свойства, а также дополнительно магнитные свойства электротехнического стального листа с ориентированной зеренной структурой, в котором бороздки 5 и выступы T формируются на поверхности стального листа для подразделения магнитного домена.
[0081] Далее будет объяснен способ производства электротехнического стального листа с ориентированной зеренной структурой в соответствии с вариантом осуществления настоящего изобретения. Фиг. 8 представляет собой блок-схему, иллюстрирующую способ производства электротехнического стального листа с ориентированной зеренной структурой в соответствии с вариантом осуществления настоящего изобретения. Этот способ производства включает в себя стадию литья S01, стадию горячей прокатки S02, стадию отжига S03, стадию холодной прокатки S04, стадию обезуглероживающего отжига S05, стадию покрытия разделительным агентом отжига S06, стадию окончательного отжига S07, стадию формирования изолирующей пленки S08 и стадию облучения лазером S99, как иллюстрировано на Фиг. 8. Главной в этом способе производства является стадия формирования бороздки (формирования выступа) с помощью облучения лазером, и эта стадия может быть выполнена на множестве временных интервалов в процессе производства стального листа на многих стадиях. Следовательно, в следующем объяснении сначала будет объяснен способ производства обычного электротехнического стального листа с ориентированной зеренной структурой, а затем будет объяснена стадия облучения лазером S99, на которой формируются бороздки и выступы.
[0082] На стадии литья S01, например, расплавленная сталь, имеющая следующий химический состав: Si: от 0,8 мас. % до 7 мас. %, C: больше чем 0 мас. % и не больше чем 0,085 мас. %, растворимый в кислоте Al: от 0 мас. % до 0,065 мас. %, N: от 0 мас. % до 0,012 мас. %, Mn: от 0 мас. % до 1 мас. %, Cr: от 0 мас. % до 0,3 мас. %, Cu: от 0 мас. % до 0,4 мас. %, P: от 0 мас. % до 0,5 мас. %, Sn: от 0 мас. % до 0,3 мас. %, Sb: от 0 мас. % до 0,3 мас. %, Ni: от 0 мас. % до 1 мас. %, S: от 0 мас. % до 0,015 мас. %, и Se: от 0 мас. % до 0,015 мас. %, и в котором остаток состоит из Fe и примесей, подается в машину непрерывного литья, и непрерывно производится сляб.
[0083] После этого, на стадии горячей прокатки S02, после того, как сляб, полученный на стадии литья S01, будет нагрет до предопределенной температуры (например, 1150-1400°C), выполняется горячая прокатка. Таким образом, например, получается горячекатаный стальной лист, имеющий толщину 1,8-3,5 мм.
[0084] После этого, на стадии отжига S03 выполняется отжиг горячекатаного стального листа, полученного на стадии горячей прокатки S02, при предопределенных температурных условиях (например, нагрев при 750-1200°C в течение от 30 с до 10 мин). После этого, на стадии холодной прокатки S04, после травления горячекатаного стального листа, подвергнутого обработке отжига на стадии отжига S03, выполняется холодная прокатка. Таким образом, например, получается холоднокатаный стальной лист, имеющий толщину 0,15-0,35 мм.
[0085] После этого, на стадии обезуглероживающего отжига S05 выполняется термическая обработка (а именно, обработка обезуглероживающего отжига) листа холоднокатаной стали, полученного на стадии холодной прокатки S04, при предопределенных условиях (например, нагрев при 700-900°C в течение 1-3 мин). Выполнение такой обработки обезуглероживающего отжига уменьшает содержание углерода до некоторого предопределенного количества или меньше, чтобы сформировать структуру первичной рекристаллизации в листе холоднокатаной стали. На стадии обезуглероживающего отжига S05 на поверхности листа холоднокатаной стали формируется оксидный слой, содержащий кремнезем (SiO2) в качестве главного компонента. Кроме того, ингибитор во вторичной рекристаллизации электротехнического стального листа с ориентированной зеренной структурой может быть сформирован при азотирующем отжиге после обезуглероживающего отжига. Если применяется эта методика, азотирующий отжиг выполняется после стадии обезуглероживающего отжига S05. Здесь также будет объяснен такой азотирующий отжиг, включая стадию обезуглероживающего отжига S05.
[0086] После этого, на стадии нанесения разделительного вещества отжига S06 разделительное вещество отжига, содержащее оксид магния (MgO) в качестве главного компонента, наносится на поверхность листа холоднокатаной стали (на поверхность оксидного слоя). После этого, на стадии окончательного отжига S07 выполняется термическая обработка листа холоднокатаной стали, покрытого разделительным веществом отжига, (а именно обработка окончательного отжига) при предопределенных условиях (например, нагрев при 1100-1300°C в течение 20-24 час). Выполнение такой обработки окончательного отжига вызывает вторичную рекристаллизацию в листе холоднокатаной стали и очищает лист холоднокатаной стали. В результате получается лист холоднокатаной стали, который имеет вышеописанный химический состав стального листа 1 и в котором кристаллической ориентацией управляют так, чтобы ось легкого намагничивания кристаллических зерен и направление X прокатки соответствуют друг другу.
[0087] Кроме того, когда выполняется описанная выше обработка окончательного отжига, оксидный слой, содержащий кремнезем в качестве главного компонента, реагирует с разделительным веществом отжига, содержащим оксид магния в качестве главного компонента, и на поверхности листа холоднокатаной стали образуется стеклянная пленка, содержащая композитный оксид, такой как, например, форстерит (Mg2SiO4), шпинель (MgAl2O4) или кордиерит (Mg2Al4Si5O16). На стадии окончательного отжига S07 обработка окончательного отжига выполняется в таком состоянии, в котором лист холоднокатаной стали смотан в рулон. Формирование стеклянной пленки на поверхности листа холоднокатаной стали во время обработки окончательного отжига позволяет предотвратить прихватывание смотанного в рулон листа холоднокатаной стали.
[0088] После этого, на стадии формирования изолирующей пленки S08 раствор изолирующего покрытия, содержащий, например, коллоидный кремнезем и фосфат, наносится поверх стеклянной пленки. После этого термическая обработка спекания выполняется при предопределенных температурных условиях (например, при 840-920°C).
[0089] Далее будет объяснена стадия облучения лазером S99. Хотя стадия облучения лазером S99 может выполняться в любой момент времени после стадии литья S01, выполнение после нее горячей прокатки, травления и холодной прокатки делает величину бороздок 5 и выступов T равной самое большее приблизительно нескольким сотням мкм, и изменение формы поверхности почти исчезает. Следовательно, она должна выполняться по меньшей мере после стадии холодной прокатки S04. Сначала будут объяснены характеристики, которые появляются в зависимости от выбора времени для стадии облучения лазером S99.
[0090] Когда стадия облучения лазером S99 выполняется между стадией холодной прокатки S04 и стадией обезуглероживающего отжига S05, масло для прокатки, присутствующее на поверхности стального листа в состоянии после прокатки, эффективно влияет на управление формой поверхности стального листа, и содержащий кремнезем (SiO2) в качестве главного компонента оксидный слой, образующийся во время стадии обезуглероживающего отжига, образуется также на поверхности бороздок 5 и выступов T. Кроме того, рост зерна выступов, который не достигает плоской части стального листа, происходит на стадии обезуглероживающего отжига для корректировки диаметра зерна, и поэтому вторжение вторично рекристаллизованных кристаллических зерен из стального листа при окончательном отжиге также происходит легко.
[0091] В случае процесса, использующего азотирующий отжиг, стадия облучения лазером S99 может выполняться на стадии обезуглероживающего отжига S05. Поскольку выполнение облучения лазером перед азотирующим отжигом превращает с помощью азотирования как область поверхностного слоя бороздок 5, так и область выступов T в структуру, управляемую ингибитором, ожидается, что ориентация кристаллов будет после этого предпочтительно контролироваться вторичной рекристаллизацией также и для этих областей. Однако в большинстве случаев азотирующий отжиг выполняется без уменьшения температуры стального листа после обезуглероживающего отжига, и тем самым выполняется так, чтобы избежать увеличения затрат на энергию. Поскольку выполнение облучения лазером посреди этой стадии также создает необходимость в охлаждении стального листа и повторном его нагреве для азотирования после облучения лазером, этот вопрос должен рассматриваться в плане его сознательного выполнения при именно таком выборе времени.
[0092] Когда стадия облучения лазером S99 выполняется между стадией обезуглероживающего отжига S05 и стадией нанесения разделительного вещества отжига S06, становится возможно сформировать стеклянную пленку также на поверхности бороздок 5 и выступов T. Однако поскольку оксидный слой, сформированный на стадии обезуглероживающего отжига S05 и имеющий кремнезем в качестве главного компонента, исчезает на поверхности бороздок 5 и поверхности выступов T, состояние стеклянной пленки является нежелательным. В дополнение к этому, когда управление ингибитором выполняется путем выполнения азотирующего отжига, ингибитор не находится в желаемом состоянии в области поверхностного слоя бороздок 5 и в области выступа T, и вторичная рекристаллизация в ориентации Госса в качестве желательной кристаллической ориентации в этих областях не ожидается. Несмотря на вышесказанное, поскольку стадия окончательного отжига S07 по меньшей мере выполняется после формирования выступа, могут ожидаться рост зерна структуры металла выступов T и вторжение вторично рекристаллизованных кристаллических зерен из стального листа.
[0093] Когда стадия облучения лазером S99 выполняется между стадией нанесения разделительного вещества отжига S06 и стадией окончательного отжига S07, разделительное вещество отжига в жидком состоянии эффективно влияет на управление формой поверхности стального листа, и поэтому облучения лазером должно выполняться до сушки разделительного вещества отжига. Разделительное вещество отжига, нанесенное на поверхность бороздок 5, разбрызгивается и мгновенно теряется после облучения лазером, но пока разделительное вещество отжига находится в жидком состоянии, поверхность бороздок 5 снова покрывается разделительным веществом отжига. Однако необходимо обратить внимание на расплавленное железо, застрявшее в разделительном веществе отжига и затвердевшее, которое влияет затем на формирование стеклянной пленки и вызывает ее локальное разрушение.
[0094] Когда стадия облучения лазером S99 выполняется между стадией окончательного отжига S07 и стадией формирования изолирующей пленки S08, изолирующая пленка формируется также на поверхности бороздок 5 и выступов T, и поэтому получается выгода в плане адгезии пленки.
[0095] Стадия облучения лазером S99 может также выполняться во время стадии формирования изолирующей пленки S08. На стадии формирования изолирующей пленки S08 раствор изолирующего покрытия наносится на стальной лист, и выполняется термическая обработка спекания, и раствор изолирующего покрытия может быть использован для управления состоянием поверхности стального листа по настоящему изобретению. После покрытия раствором изолирующего покрытия облучение лазером выполняется перед термической обработкой спекания, а затем выполняется термическая обработка спекания. В этом случае никакой стеклянной пленки не существует на поверхности бороздок 5 и выступов T, но изолирующая пленка так или иначе формируется. Выгода заключается в ненужности повторного формирования изолирующей пленки, которое требуется в случае формирования бороздок 5 и выступов T в конечном продукте.
[0096] Когда стадия облучения лазером S99 выполняется после стадии формирования изолирующей пленки S08, никакой изолирующей пленки не существует на поверхности бороздок 5 и выступов T, и повторное формирование изолирующей пленки необходимо для того, чтобы гарантировать коррозионную стойкость и изолирующие свойства, как описано выше, и поэтому в таком варианте нет никакой выгоды.
[0097] Далее следует рассмотреть вопрос о том, что для управления формой поверхности стального листа в случае выполнения стадии облучения лазером S99 в таком состоянии, когда лист покрыт некоторым веществом, как будет описано позже, в зависимости от выбора времени выполнения стадии облучения лазером S99 и вещества покрытия иногда возникает необходимость в удалении покрывающего вещества после облучения лазером. Например, в случае управления формой поверхности стального листа с помощью облучения лазером в состоянии покрытия маслом между обезуглероживающим отжигом и азотирующим отжигом, если имеются проблемы с выполнением азотирующего отжига при наличии оставшегося прилипшим масла, необходимо выполнять азотирующий отжиг после удаления масла путем пропускания стального листа через линию электролитического обезжиривания и т.п. после облучения лазером.
[0098] С этой точки зрения случай использования масла для прокатки в качестве покрывающего вещества между стадией холодной прокатки S04 и стадией обезуглероживающего отжига S05, случай использования разделительного вещества отжига в жидком состоянии в качестве покрывающего вещества между стадией нанесения разделительного вещества отжига S06 и стадией окончательного отжига S07, и случай использования раствора изолирующего покрытия в качестве покрывающего вещества посреди стадии формирования изолирующей пленки S08 являются благоприятными благодаря отсутствию потребности в удалении покрывающего вещества.
[0099] С учетом вышеизложенного, как проиллюстрировано на Фиг. 8, особенно предпочтительно выполнять стадию облучения лазером S99 между стадией холодной прокатки S04 и стадией обезуглероживающего отжига S05. В дополнение к этому, когда средство нанесения масла на поверхность стального листа, подлежащего облучению лазером, используется как одна описываемая позже методика формирования характерных выступов в настоящем изобретении, поверхность стального листа неизбежно покрывается маслом для прокатки после холодной прокатки, и поэтому эта точка также очень благоприятна для эффективности между стадией холодной прокатки S04 и стадией обезуглероживающего отжига S05.
[0100] Далее будет объяснена стадия облучения лазером S99. На стадии облучения лазером S99 после нанесения конкретного вещества на поверхность стального листа эта поверхность стального листа облучается лазером, и бороздки 5 формируются на поверхности стального листа. Выступы T формируются при формировании бороздок 5. Хотя вышеупомянутое конкретное вещество описывается позже, оно представляет собой масло для прокатки, используемое, например, при холодной прокатке. К условиям управления лазером не предъявляется каких-либо особенных требований, и используются известные условия. При облучении поверхности стального листа лазером на поверхности стального листа формируется множество бороздок 5, проходящих в направлении, пересекающем направление прокатки, с предопределенными интервалами вдоль направления прокатки. Они формируются, например, путем передачи лазерного излучения от лазерного источника через оптическое волокно к устройству лазерного облучения, облучающему поверхность стального листа лазером с использованием многогранного зеркала и устройства управления его вращением, и сканирования лазером по существу параллельно направлению ширины листа холоднокатаной стали.
[0101] Одновременно с облучением лазером вспомогательный газ, такой как воздух или инертный газ, может быть подаваться к тем частям стального листа, которые облучаются лазером. Вспомогательный газ ответственен за удаление компонентов, рассеиваемых или испаряемых из стального листа с помощью облучения лазером.
[0102] Синхронное управление скоростью вращения многогранного зеркала и скоростью перемещения стального листа в направлении прокатки позволяет сформировать множество бороздок 5, пересекающих направление прокатки с предопределенными интервалами вдоль направления прокатки.
[0103] В качестве источника лазерного света может использоваться, например, волоконный лазер. В качестве источника лазерного света может использоваться мощный промышленный лазер, такой как лазер YAG, полупроводниковый лазер или углекислотный лазер. В дополнение к этому, в качестве источника лазерного света может использоваться импульсный лазер или лазер непрерывного действия. В качестве лазера предпочтительно используется одномодовый лазер, имеющий высокую светоотдачу и подходящий для формирования бороздок 5.
[0104] В качестве условий облучения лазером, например, предпочтительно, чтобы мощность лазера устанавливалась равной 200-2000 Вт, диаметр сфокусированного пятна лазера (диаметр, включающий 86% лазерной мощности) в направлении прокатки составлял 10-1000 мкм, диаметр сфокусированного пятна лазера в направлении ширины листа составлял 10-1000 мкм, скорость сканирования лазера составляла 5-100 м/с, и шаг сканирования лазера (интервал) составлял 2-10 мм. Для того, чтобы получить желаемую глубину бороздки, достаточно регулировать эти условия облучения лазером подходящим образом в известных диапазонах. Например, в случае необходимости получения большой глубины бороздки достаточно установить низкую скорость сканирования лазера и высокую мощность лазера.
[0105] Далее будет объяснено вещество (покрывающее вещество), наносимое на поверхность стального листа в связи с облучением лазером. Покрывающее вещество предпочтительно является веществом в жидком состоянии, таким как жиры и масла, вода, спирт, коллоид, эмульсия, разделительное вещество отжига и раствор изолирующего покрытия, используемые в производстве электротехнического стального листа с ориентированной зеренной структурой. С учетом веществ, используемых в производстве обычного электротехнического стального листа с ориентированной зеренной структурой и т.п., масло для прокатки или жиры и масла, используемые в качестве антикоррозионного масла, являются простыми в обращении и более предпочтительными. Масло для прокатки является особенно предпочтительным благодаря тому, что его не надо наносить заново после холодной прокатки.
[0106] Покрывающее вещество должно удовлетворять следующим двум условиям.
(a) Оно должно быть веществом, вязкость которого находится в конкретном диапазоне, и которое находится в жидком состоянии и моментально преобразуется даже под воздействием относительно малой силы.
(b) Оно должно быть веществом, в котором толщина жидкостной пленки на поверхности стального листа после нанесения находится в конкретном диапазоне, который подавляет распространение расплавленного железа, и который подавляет осаждение расплавленного железа на стальной лист, располагаясь между расплавленным железом и стальным листом, когда часть расплавленного железа застревает в жидкостной пленке.
[0107] Таким образом может быть произведен электротехнический стальной лист с ориентированной зеренной структурой в соответствии с вариантом осуществления настоящего изобретения. Стальной лист 1, входящий в этот электротехнический стальной лист с ориентированной зеренной структурой имеет следующий химический состав: Si: от 0,8 мас. % до 7 мас. %, C: больше чем 0 мас. % и не больше чем 0,085 мас. %, растворимый в кислоте Al: от 0 мас. % до 0,065 мас. %, N: от 0 мас. % до 0,012 мас. %, Mn: от 0 мас. % до 1 мас. %, Cr: от 0 мас. % до 0,3 мас. %, Cu: от 0 мас. % до 0,4 мас. %, P: от 0 мас. % до 0,5 мас. %, Sn: от 0 мас. % до 0,3 мас. %, Sb: от 0 мас. % до 0,3 мас. %, Ni: от 0 мас. % до 1 мас. %, S: от 0 мас. % до 0,015 мас. %, и Se: от 0 мас. % до 0,015 мас. %, с остатком, состоящим из Fe и примесей.
[0108] Этот способ производства может дополнительно иметь по мере необходимости известную стадию производства для поддержания некоторых свойств электротехнического стального листа с ориентированной зеренной структурой, такую как стадия очистки щеткой.
[0109] Далее будет объяснен механизм, посредством которого конкретная форма поверхности стального листа 1 получается с помощью влияния покрывающего вещества, а также подходящие условия для покрывающего вещества.
[0110] [Механизм]
Механизм, посредством которого эффект настоящего изобретения получается при нанесении конкретного вещества на поверхность стального листа во время облучения лазером, не ясен, но считается, что он также соответствует результату, полученному путем исследования влияния различных веществ.
[0111] Для того, чтобы сформировать бороздки с целью управления магнитным доменом, когда поверхность стального листа 1 облучается лазерным светом 10, сталь в облученной части моментально плавится и рассеивается вне облученной части (см. Фиг. 9A). Таким образом формируется бороздка 5, и часть рассеянного расплавленного железа 11 оседает на поверхности стального листа, формируя выступающие части, такие как выступы 7 (см. Фиг. 9B).
[0112] С другой стороны, как проиллюстрировано на Фиг. 9C, если покрывающее вещество 12 нанесено равномерно в подходящем состоянии на поверхность стального листа во время облучения лазером, расплавленное железо 11 распыляет конкретное вещество 12 из бороздки 5 для подавления рассеивания, когда расплавленное железо 11 выбрасывается вокруг бороздки 5. Таким образом, пленка из конкретного вещества 12 подавляет рассеивание расплавленного железа 11 вдали от бороздки 5. В дополнение к этому, часть 13 расплавленного железа 11 застревает на пленке покрытия из конкретного вещества 12. Как проиллюстрировано на Фиг. 9D, расплавленное железо 13, застрявшее на пленке покрытия, затвердевает и отслаивается от пленки покрытия из конкретного вещества 12, и не остается на поверхности стального листа. Следовательно, общее количество сварочных отложений уменьшается. Кроме того, поскольку сварочные отложения, разбрасываемые по точкам, расположенным далеко от бороздки, также затвердевают и отслаиваются от пленки покрытия из конкретного вещества 12, и не остаются на поверхности стального листа, остается только один выступ (выступ T1), смежный с бороздкой, и ширины выступов (начиная с выступа T2), находящихся дальше от бороздки, чем выступ T1, являются меньшими, чем ширина выступа T1.
[0113] Такие сварочные отложения становятся выступающими частями 7 или выступами T и распределяются вокруг бороздки, вызывая тем самым различные виды повреждений, как было описано выше, но в настоящем изобретении уменьшение общего количества сварочных отложений и ограничение рассеивания периферией бороздки позволяет избежать ухудшения свойств.
[0114] [Вязкость]
Принимая во внимание вышеописанный механизм, покрывающее вещество должно находиться в состоянии контакта с высокотемпературным расплавленным железом, но это не является реалистичным. Настоящее изобретение вместо этого предписывает определенную вязкость покрывающего вещества перед облучения лазером.
[0115] Вязкость покрывающего вещества предпочтительно составляет 100 мм2/с или меньше. Пока некоторое вещество, которое имеет вязкость и преобразуется под воздействием силы, получаемой от расплавленного железа, остается в виде покрытия, считается, что эффект настоящего изобретения получен, и поэтому нижний предел вязкости особенно не ограничивается, но слишком высокая вязкость не только затрудняет покрытие и т.п., но также и предотвращает умеренное распространение расплавленного вещества вокруг бороздки, и в результате оно осаждается только очень близко к бороздке 5, увеличивая высоты h выступающих частей, и не позволяет получить желаемое значение V2/V1. Кроме того, слишком низкая вязкость уменьшает эффект подавления рассеивания расплавленного железа из бороздки и осаждения его вокруг бороздки, и затрудняет поддержание расстояния Ls и ширин выступов W в конкретных диапазонах. Вязкость предпочтительно составляет 10-70 мм2/с, и еще более предпочтительно 40-60 мм2/с.
[0116] Кроме того, хотя вязкостью можно управлять путем изменения покрывающего вещества, ей можно также управлять, например, путем изменения температуры или концентрации. Температура покрывающего вещества предпочтительно составляет от 10 до 100°С. Предпочтительно она составляет от 15 до 60°С, и более предпочтительно от 20 до 50°С. Температура изменяет вязкость покрывающего вещества и влияет на эффект настоящего изобретения, и подходящий температурный диапазон должен определяться также с учетом регулирования температуры и легкости обработки на стадии изготовления. Когда покрывающее вещество является жирами и маслами или эмульсией жиров и масел, вышеописанный диапазон температур примерно соответствует желаемому диапазону вязкости.
[0117] Когда покрывающее вещество является смесью, также возможно регулировать его концентрацию и тем самым поддерживать подходящую вязкость в удобном диапазоне температур. Когда наносятся коллоидные растворы, такие как эмульсия жиров и масел, разделительное вещество отжига и раствор изолирующего покрытия, которые обычно используются при производстве электротехнического стального листа с ориентированной зеренной структурой, концентрация жиров и масел в эмульсии составляет 50-70 об. % по общему объему воды, жиров и масел, концентрация разделительного вещества отжига составляет 5-80% оксида магния по сумме воды и оксида магния, и концентрация раствора изолирующего покрытия составляет 20-80% ортофосфата алюминия, коллоидного кремнезема и хромовой кислоты по сумме воды, ортофосфата алюминия, коллоидного кремнезема и хромовой кислоты, что позволяет управлять вязкостью для получения эффекта управления выступами по настоящему изобретению. Само собой разумеется, подходящий диапазон концентрации подобен диапазону температур тем, что необходимо рассматривать регулирование вязкости для получения эффекта настоящего изобретения, а также регулирование температуры и легкость обращения в процессе производства.
[0118] [Толщина покрытия]
Слишком малая толщина покрывающего вещества между расплавленным железом и поверхностью стального листа уменьшает эффект предотвращения осаждения на стальной лист 1 и не уменьшает значение V2/V1 в достаточной степени, а также препятствует тому, чтобы покрывающее вещество служило препятствием для рассеиванию расплавленного железа, и поэтому приводит к тому, что расплавленное железо рассеивается далеко и чрезмерно увеличивает ширину W1 и расстояние Ls. Слишком большая толщина покрывающего вещества мешает застреванию расплавленного железа в масляной пленке, осаждает расплавленное железо только совсем рядом с бороздкой 5, увеличивая тем самым высоты h выступающих частей 7, и не позволяет получить желаемое значение V2/V1. Следовательно, толщина покрывающего вещества предпочтительно составляет больше чем 0 мкм и не больше чем 50 мкм, более предпочтительно 0,01-25 мкм, и еще более предпочтительно 0,1-1 мкм.
[0119] [Прочие характеристики покрывающего вещества]
Температура кипения покрывающего вещества предпочтительно составляет 100°C или выше. Слишком низкая температура кипения испаряет вещество с периферии бороздки, моментально становящейся очень горячей во время облучения лазером, и эффект настоящего изобретения теряется. Даже если вещество не испаряется полностью, толщина покрывающего вещества становится малой, что уменьшает эффект удержания на месте покрывающего вещества вокруг бороздки, что в свою очередь приводит к тому, что расстояние Ls и ширины выступов W чрезмерно увеличиваются, слишком тонкая пленка делает невозможным подавление осаждения на основном стальном листе расплавленного железа, застрявшего в пленке покрытия, и желаемое значение V2/V1 не может быть получено. Температура кипения более предпочтительно составляет 130°C или выше, и еще более предпочтительно 150°C или выше. В случае смеси предпочтительно управлять температурой кипения растворителя.
[0120] Следует отметить, что вышеописанный вариант осуществления просто иллюстрирует конкретные примеры осуществления настоящего изобретения, и техническая область охвата настоящего изобретения не должна рассматриваться как ограничиваемая этими вариантами осуществления. Таким образом, настоящее изобретение может быть осуществлено в различных формах без отступления от его технического духа или его главных особенностей.
ПРИМЕР
[0121] Далее будут описаны примеры настоящего изобретения. Условия примеров являются примерами условий, используемыми для того, чтобы подтвердить применимость и эффекты настоящего изобретения, и настоящее изобретение не ограничивается этими примерами. Настоящее изобретение может использовать различные условия, пока цель настоящего изобретения достигается без отступления от сути настоящего изобретения.
[0122] (Основные условия)
Условия производства используемого электротехнического стального листа с ориентированной зеренной структурой являются следующими.
Горячая прокатка выполняется на слябе, имеющем химический состав, содержащий Si: 3,0 мас. %, C: 0,08 мас. %, кислоторастворимый Al: 0,05 мас. %, N: 0,01 мас. %, Mn: 0,12 мас. %, Cr: 0,05 мас. %, Cu: 0,04 мас. %, P: 0,01 мас. %, Sn: 0,02 мас. %, Sb: 0,01 мас. %, Ni: 0,005 мас. %, S: 0,007% и Se: 0,001 мас. %, в котором остаток состоит из Fe и примесей, для того, чтобы получить горячекатаный стальной лист, имеющий толщину 2,3 мм.
[0123] После этого выполняется отжиг вышеописанного горячекатаного стального листа при 1000°C в течение 1 мин. Затем выполняются травление и холодная прокатка для того, чтобы получить лист холоднокатаной стали, имеющий толщину 0,23 мм.
[0124] После этого выполняется обезуглероживающий отжиг листа холоднокатаной стали при 800°C в течение 2 мин, и разделительное вещество отжига, содержащее оксид магния (MgO) в качестве главного компонента наносится на поверхность. По мере необходимости выполняется известный азотирующий отжиг.
[0125] После этого выполняется обработка окончательного отжига при 1200°C в течение 20 час. В результате получается стальной лист (стальной лист, в котором стеклянная пленка сформирована на поверхности), в котором кристаллической ориентацией управляют так, чтобы ось легкого намагничивания кристаллических зерен и направление прокатки соответствовали друг другу.
[0126] На вышеописанный стальной лист наносится раствор изолирующего покрытия, содержащий коллоидный кремнезем и фосфат, и выполняется термическая обработка при 850°C в течение 1 мин для того, чтобы получить наконец электротехнический стальной лист с ориентированной зеренной структурой со сформированными на нем бороздками и выступами, дополнительно включающий стеклянную пленку и изолирующую пленку на поверхности.
[0127] Следует отметить, что посреди вышеописанных стадий выполняется покрытие конкретным веществом и облучение лазером, и на поверхности стального листа формируется множество бороздок (и выступов), проходящих в направлении, ортогональном к направлению прокатки, с предопределенными интервалами вдоль направления прокатки. Условия облучения лазером являются следующими: выходная мощность лазера: 200 Вт, диаметр сфокусированного пятна (86%-й диаметр) в направлении прокатки: 100 мкм, диаметр сфокусированного пятна (86%-й диаметр) в направлении ширины листа: 4000 мкм, скорость сканирования лазера: 16 м/с, и шаг сканирования лазера: 4 мм.
[0128] Поскольку эффект настоящего изобретения не обусловлен свойствами стального листа и условий лазерного облучения, вышеуказанное фиксируется в условиях производства обычного электротехнического стального листа с ориентированной зеренной структурой, за исключением управления покрывающим веществом перед облучением лазером. Вышеописанный электротехнический стальной лист с ориентированной зеренной структурой, который будет наконец получен, является обычным электротехническим стальным листом с ориентированной зеренной структурой, содержащим главным образом Si: 3,0 мас. %, за исключением формы выступов, изменяющихся в ответ на условия покрытия конкретным веществом поверхности стального листа во время облучения лазером. Условия покрытия конкретным веществом и выбора времени выполнения облучения лазером, которые являются особенностями настоящего изобретения, будут объяснены в каждом из экспериментальных примеров.
[0129] Глубины бороздок оцениваемого стального листа составляют 25-30 мкм или меньше, а ширины бороздок составляют 30-40 мкм, и они находятся в диапазоне вариаций формы бороздок в случае задания условий облучения лазером в известном диапазоне, и не являются специальными.
[0130] Для этих электротехнических стальных листов с ориентированной зеренной структурой измеряются магнитные свойства, коррозионная стойкость, изолирующие свойства, а также свойства, когда электротехнический стальной лист с ориентированной зеренной структурой сформирован в ленточный сердечник. В дополнение к этому, пленка каждого из этих электротехнических стальных листов с ориентированной зеренной структурой отслаивается, и поверхностная форма каждого из основных стальных листов определяется с помощью способа определения, объясненного в вышеописанном варианте осуществления. Для измерения трехмерной шероховатости и параметра шероховатости поверхности (Ra, RSm) используется прибор для измерения шероховатости поверхности лазерного типа (VK-9700, производства компании KEYENCE CORPORATION). Измеренное значение для выступов представляет собой среднее для значений, измеренных для выступов с обеих сторон бороздки.
[0131] Коррозионная стойкость оценивается путем взятия квадратного тестового образца размером 30 мм из каждого из электротехнических стальных листов с ориентированной зеренной структурой, оставления этого тестового образца в атмосфере, имеющей температуру 50°C и влажность 91%, на одну неделю, основывается на изменении массы тестового образца до и после этой выдержки в атмосфере, и использует коэффициент увеличения массы в следующей формуле. Поскольку образование ржавчины увеличивает массу тестового образца, образец, имеющий меньший коэффициент увеличения массы, может рассматриваться как имеющий более высокую коррозионную стойкость.
коэффициент увеличения массы (%) до и после выдержки=100 × (масса после выдержки - масса до выдержки)/масса до выдержки
[0132] Изолирующие свойства оцениваются с помощью межслойного тока, измеряемого способом, упомянутым в стандарте JIS C 2550-4.
[0133] Магнитные свойства (плотность магнитного потока B8, потери в сердечнике W17/50) оцениваются путем использования одиночного листа размером 60 мм × 300 мм в соответствии со способом H-катушки, упомянутым в стандарте JIS C 2556.
[0134] В качестве свойств, когда электротехнический стальной лист с ориентированной зеренной структурой сформирован в ленточный сердечник, оцениваются коэффициент плотности (BF) и шум.
[0135] При измерении коэффициента плотности ленточный сердечник 20, имеющий размеры (мм), проиллюстрированные на Фиг. 10A и Фиг. 10B, производится путем ламинирования каждого из электротехнических стальных листов с ориентированной зеренной структурой. Ленточный сердечник 20 затягивается полосами 21. Затем для ленточного сердечника 20 измерение, использующее способ тока возбуждения, упомянутый в стандарте JIS C 2550-1, выполняется при условиях частоты 50 Гц и плотности магнитного потока 1,7 Тл, и измеряется значение WA потерь в ленточном сердечнике. Кроме того, берется образец размером 100 мм × 500 мм, который сформирован только из части плоской поверхности каждого из электротехнических стальных листов с ориентированной зеренной структурой, используемых для ленточного сердечника, и для этого образца, измерение с помощью теста магнитных свойств одиночного электротехнического стального листа с использованием способа Н-катушки, упомянутого в стандарте JIS C 2556, выполняется при условиях частоты 50 Гц и плотности магнитного потока 1,7 Тл, и измеряется значение WB потерь в сердечнике из этого стального листа. Затем коэффициент плотности (BF) находится путем деления значение WA потерь в сердечнике на значение WB потерь в сердечнике. В настоящем изобретении более малое значение BF может рассматриваться как приводящее к меньшему отрицательному эффекту, когда этот стальной лист используется для ленточного сердечника.
[0136] При оценке шума вышеописанный ленточный сердечник подготавливается и возбуждается, и выполняется измерение шума. Это измерение шума выполняется путем помещения шумомера в положении 0,3 м от поверхности сердечника в звуконепроницаемой камере, в которой акустический фон составляет 16 dBA, и использования взвешивания А в качестве взвешивающего фильтра. Кроме того, при возбуждении частота устанавливается равной 50 Гц, а плотность магнитного потока устанавливается равной 1,7 Тл.
[0137] (Первый экспериментальный пример)
Каждый из стальных листов в первом экспериментальном примере был произведен с помощью процесса, включающего азотирующий отжиг. Таблицы 1-3 показывают подробности.
[0138] [Таблица 1]
[0139] [Таблица 2]
[0140] [Таблица 3]
[0141] Примером могут служить случаи, когда покрывающие вещества, имеющие различную вязкость, наносятся каждое с фиксированными температурой покрывающих веществ и толщиной покрытия. В тестах № 1-1 по № 1-16 нанесение покрывающих веществ и облучение лазером выполнялись между стадией холодной прокатки S04 и стадией обезуглероживающего отжига S05. В тесте № 1-17 между обезуглероживающего отжига S05 и стадией нанесения разделительного вещества отжига S06 разделительное вещество отжига наносилось, затем сушилось, и DAIROLL (производства компании Daido Chemical Industry Co., Ltd.) наносился дополнительно в качестве покрывающего вещества на стадии S06, а затем уже выполнялось облучение лазером. В тесте № 1-18 между стадией нанесения разделительного вещества отжига S06 и стадией окончательного отжига S07 разделительное вещество отжига, нанесенное на стадии S06, использовалось в качестве покрывающего вещества для выполнения облучения лазером. В тесте № 1-19 между стадией нанесения разделительного вещества отжига S06 и стадией окончательного отжига S07 разделительное вещество отжига наносилось, затем сушилось, и DAIROLL наносился дополнительно в качестве покрывающего вещества на стадии S06, а затем уже выполнялось облучение лазером. В тесте № 1-19 после облучения лазером стадия S07 выполнялась с оставшимся прилипшим материалом DAIROLL. В тестах № 1-20 и № 1-21 облучение лазером выполнялось между стадией окончательного отжига S07 и стадией формирования изолирующей пленки S08. В тесте № 1-22 раствор изолирующего покрытия, наносимый во время стадии формирования изолирующей пленки S08, использовался в качестве конкретного вещества для выполнения облучения лазером, после чего выполнялось спекание изолирующей пленки. В тесте № 1-23 после стадии формирования изолирующей пленки S08 облучение лазером выполнялось поверх пленки. В тесте № 1-24 процесс формирования изолирующей пленки выполнялся без формирования бороздки.
[0142] В тестах № 1-2 по № 1-15 после удаления масла для прокатки с каждой из поверхностей стального листа электролитическим обезжириванием после холодной прокатки, предопределенные покрывающие вещества наносились при предопределенных условиях. DAIROLL SZ-48H использовался в качестве масла для холодной прокатки перед покрытием, и в тесте № 1-1 облучение лазером выполнялось сразу же после прокатки с оставшимся на поверхности прилипшим маслом для прокатки. В тестах № 1-2 по № 1-15 масло для прокатки удалялось после стадии холодной прокатки S04, после чего выполнялось повторное покрытие покрывающими веществами. Масла Daphne Roll Oil, Daphne Hi Temp Oil, Daphne Magplus, и Daphne Oil Coat, использованные в тестах № 1-4 и т.п., производятся компанией Idemitsu Kosan Co., Ltd.
[0143] Было подтверждено управление формой поверхности стального листа и улучшение свойств, вызванное покрывающими веществами. В тестах № 1-16 и № 1-20, в которых не наносилось никакого покрывающего вещества, управление выступами не соответствовало желаемому, и свойства ухудшились. Хотя никакое покрывающее вещество не наносилось в тесте № 1-23, расплавленное железо, образующееся при формировании бороздки, прилипало к пленке, и поэтому выступы, осажденные на стальном листе, были едва сформированы. Однако поскольку значение V2/V1 было слишком малым, эффект улучшения способности к адгезии изолирующей пленки за счет выступов не был получен в достаточной степени, и часть изолирующей пленки отслоилась, что привело к уменьшению коррозионной стойкости и изолирующих свойств. Фиг. 11 иллюстрирует вид в разрезе стального листа 51 в тесте № 1-23. Кроме того, в тех примерах настоящего изобретения, в которых стадия облучения лазером S99 выполнялась перед стадией обезуглероживающего отжига S05, поскольку вторичная рекристаллизация происходила при окончательном отжиге, управление кристаллическим диаметром зерна и кристаллической ориентацией затрагивало также и выступы, что также приводило к хорошим магнитным свойствам. В тесте № 1-24, поскольку не формировалось никакой бороздки, потери в сердечнике не могли быть в достаточной степени уменьшены.
[0144] (Второй экспериментальный пример)
Каждый из стальных листов во втором экспериментальном примере был произведен с помощью процесса, не включающего в себя азотирующий отжиг. Таблицы 4-6 показывают подробности.
[0145] [Таблица 4]
[0146] [Таблица 5]
[0147] [Таблица 6]
[0148] В тестах № 2-1 по № 2-16 нанесение покрывающих веществ и облучение лазером выполнялись между стадией холодной прокатки S04 и стадией обезуглероживающего отжига S05. Приводятся примеры, в которых вязкости изменялись концентрациями и температурами в состоянии, покрытом покрывающим веществом с фиксированной толщиной покрытия. В каждом случае покрывающее вещество представляло собой DAIROLL SZ-48H (производства компании Daido Chemical Industry Co., Ltd.), и оценивались случай, когда покрывающее вещество остается после прокатки, и случай повторного покрытия после обезжиривания.
[0149] Могут быть подтверждены изменения в эффекте изобретения, сопровождающие изменения вязкости, и можно подтвердить, что вязкости имеют особенно желательный диапазон, и установлено, что даже в том случае, когда в качестве покрывающего вещества используется смазочное масло, оставшееся после прокатки, может быть получен эффект, аналогичный случаю повторного нанесения покрытия.
[0150] (Третий экспериментальный пример)
Каждый из стальных листов в третьем экспериментальном примере был произведен с помощью процесса, включающего азотирующий отжиг. Таблицы 7-9 показывают подробности.
[0151] [Таблица 7]
[0152] [Таблица 8]
[0153] [Таблица 9]
(Тл)
(Вт/кг)
[0154] В тестах № 3-1 по № 3-16 нанесение покрывающих веществ и облучение лазером выполнялись между стадией холодной прокатки S04 и стадией обезуглероживающего отжига S05. Приводится пример, в котором влияние толщин покрытия подтверждено с фиксированными покрывающим веществом и вязкостью. В каждом случае покрывающее вещество представляло собой DAIROLL SZ-48H (производства компании Daido Chemical Industry Co., Ltd.), и оценивались случай, когда покрывающее вещество остается после прокатки, и случай повторного покрытия после обезжиривания.
[0155] Могут быть подтверждены изменения в эффекте изобретения, сопровождающие изменения толщины покрытия, и можно подтвердить, что толщины покрытия имеют особенно желательный диапазон. Когда толщина покрытия является малой, можно заметить тенденцию к уменьшению выступов, но рассеяние расплавленного железа не может быть достаточно подавлено, в результате чего выступы формируются в положениях, удаленных от бороздки. С другой стороны, когда толщина покрытия является слишком большой, расплавленное железо не может быть застревать в пленке, ухудшая значение V2/V1, и концентрируется и осаждается совсем рядом с бороздкой. В таком состоянии вариации (Ra, RSm) в форме выступа становятся большими, и выступы, которые не вызывают вторичной рекристаллизации, образуются локально, приводя к некоторому уменьшению магнитных свойств.
ПРОМЫШЛЕННАЯ ПРИМЕНИМОСТЬ
[0156] Настоящее изобретение позволяет использовать электротехнического стального листа с ориентированной зеренной структурой в обрабатывающей промышленности и в индустрии использования, например для сердечника трансформатора.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЭЛЕКТРОТЕХНИЧЕСКИЙ СТАЛЬНОЙ ЛИСТ С ОРИЕНТИРОВАННОЙ ЗЕРЕННОЙ СТРУКТУРОЙ | 2016 |
|
RU2678351C1 |
| ЭЛЕКТРОТЕХНИЧЕСКИЙ СТАЛЬНОЙ ЛИСТ С ОРИЕНТИРОВАННОЙ ЗЕРЕННОЙ СТРУКТУРОЙ | 2016 |
|
RU2682364C1 |
| ЛИСТ ИЗ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ С ОРИЕНТИРОВАННОЙ ЗЕРЕННОЙ СТРУКТУРОЙ | 2016 |
|
RU2682363C1 |
| ЭЛЕКТРОТЕХНИЧЕСКИЙ СТАЛЬНОЙ ЛИСТ С ОРИЕНТИРОВАННОЙ ЗЕРЕННОЙ СТРУКТУРОЙ | 2019 |
|
RU2765033C1 |
| ЭЛЕКТРОТЕХНИЧЕСКИЙ СТАЛЬНОЙ ЛИСТ С ОРИЕНТИРОВАННОЙ ЗЕРЕННОЙ СТРУКТУРОЙ И СПОСОБ ЕГО ПРОИЗВОДСТВА | 2019 |
|
RU2748773C1 |
| ЛИСТ ИЗ ИМЕЮЩЕЙ ОРИЕНТИРОВАННУЮ ЗЕРЕННУЮ СТРУКТУРУ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ, ОБЛАДАЮЩИЙ НИЗКИМИ ПОТЕРЯМИ В СЕРДЕЧНИКЕ И НИЗКОЙ МАГНИТОСТРИКЦИЕЙ | 2015 |
|
RU2665666C2 |
| ЛИСТ ИЗ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ С ОРИЕНТИРОВАННОЙ ЗЕРЕННОЙ СТРУКТУРОЙ | 2019 |
|
RU2758440C1 |
| СПОСОБ ПРОИЗВОДСТВА ЛИСТА ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ С ОРИЕНТИРОВАННОЙ ЗЕРЕННОЙ СТРУКТУРОЙ | 2020 |
|
RU2768094C1 |
| ЛИСТ ИЗ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ С ОРИЕНТИРОВАННОЙ ЗЕРЕННОЙ СТРУКТУРОЙ | 2019 |
|
RU2740749C1 |
| УСТРОЙСТВО ЛАЗЕРНОЙ ОБРАБОТКИ | 2014 |
|
RU2661977C1 |
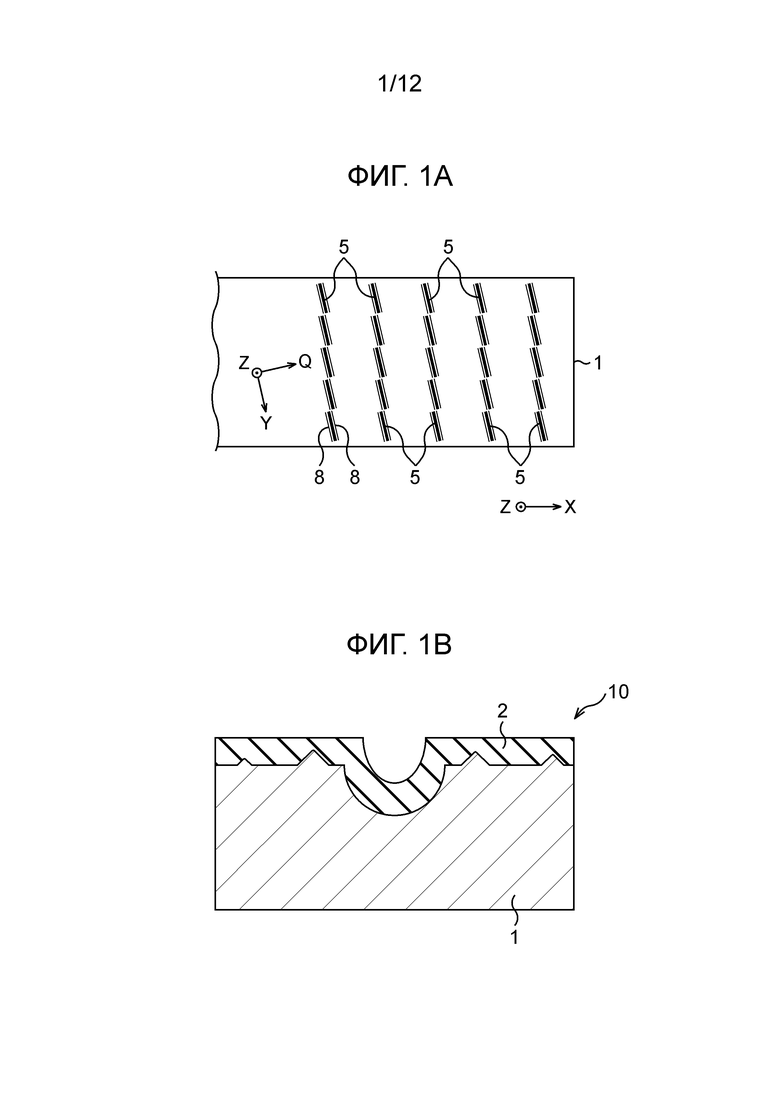
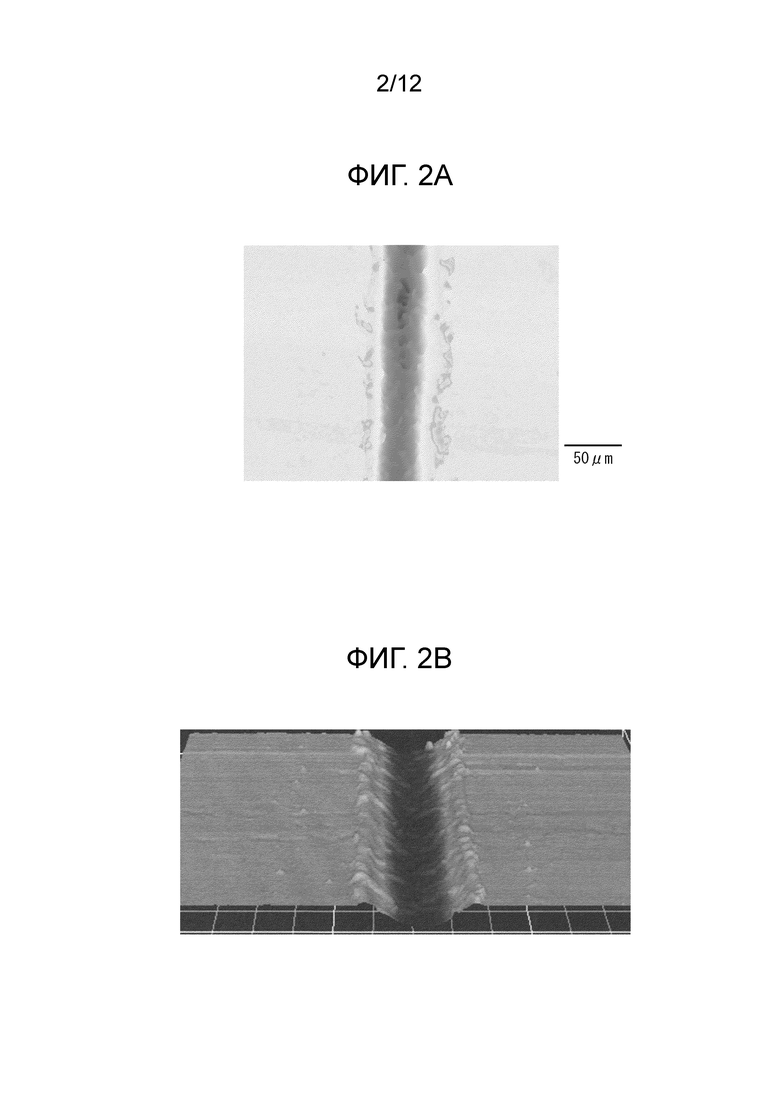
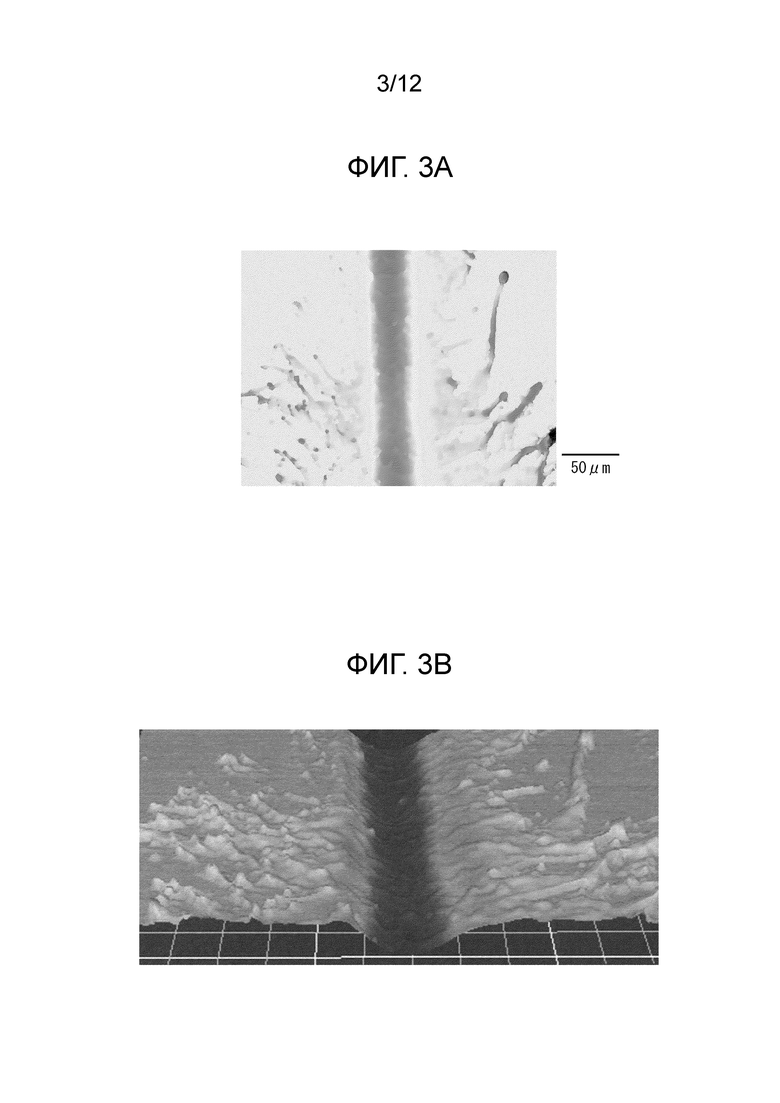
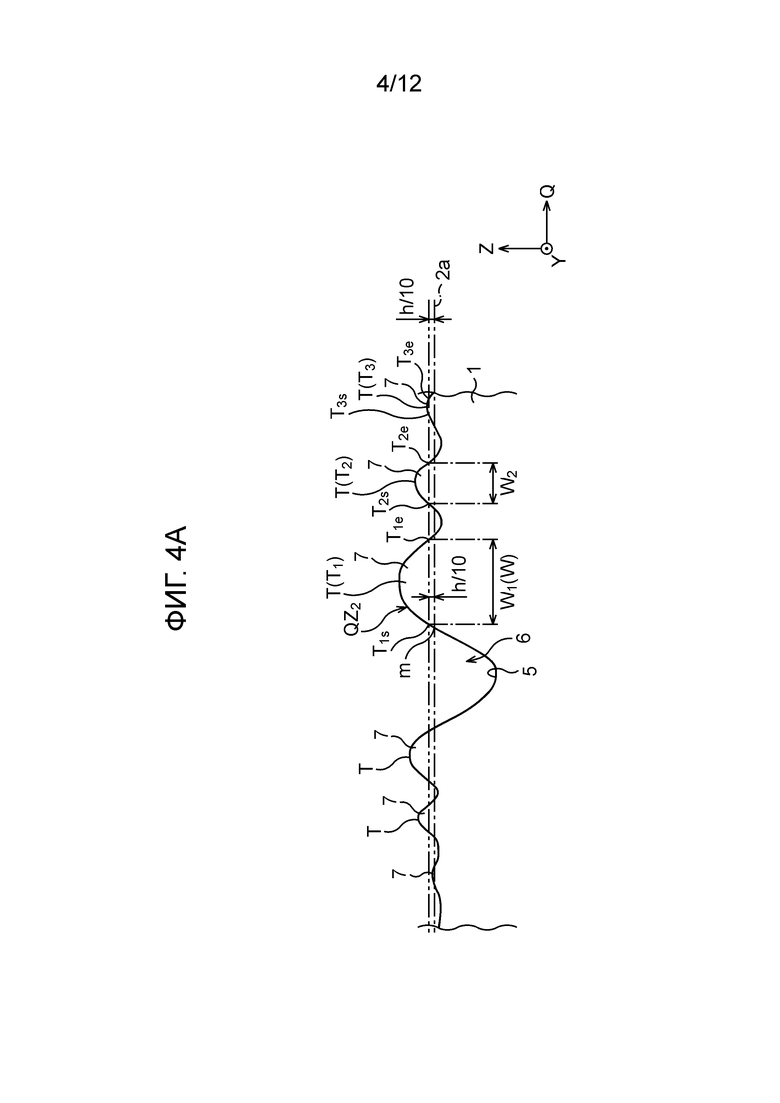
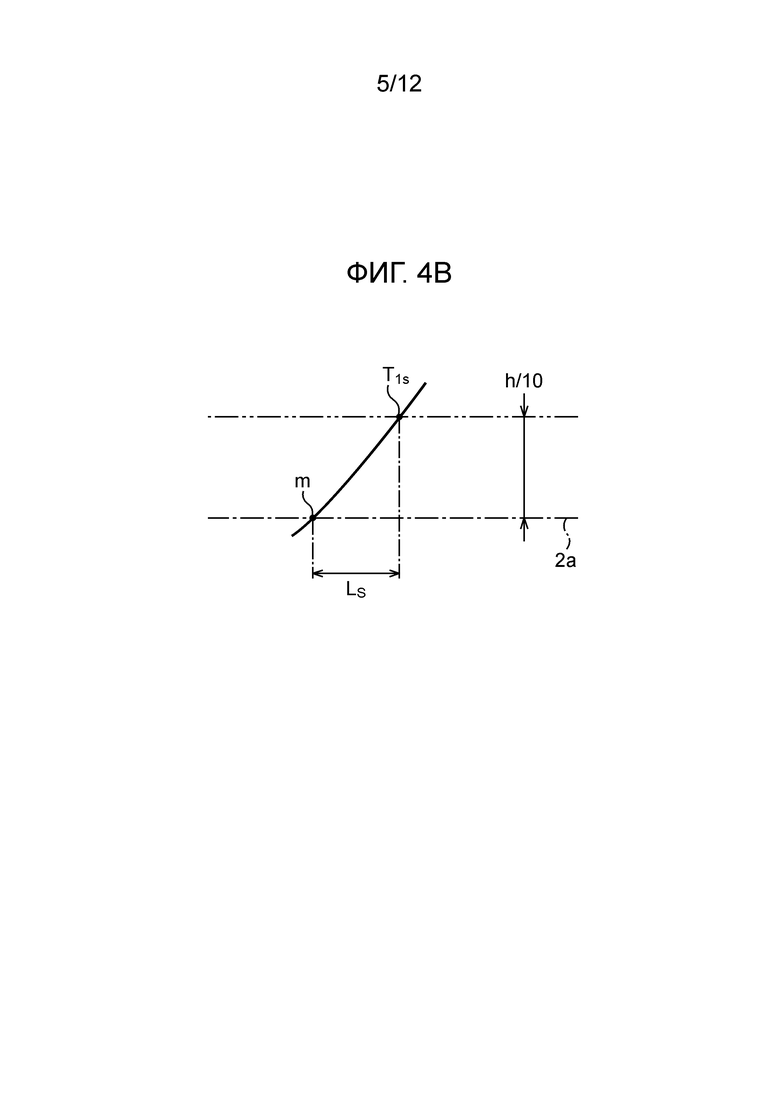
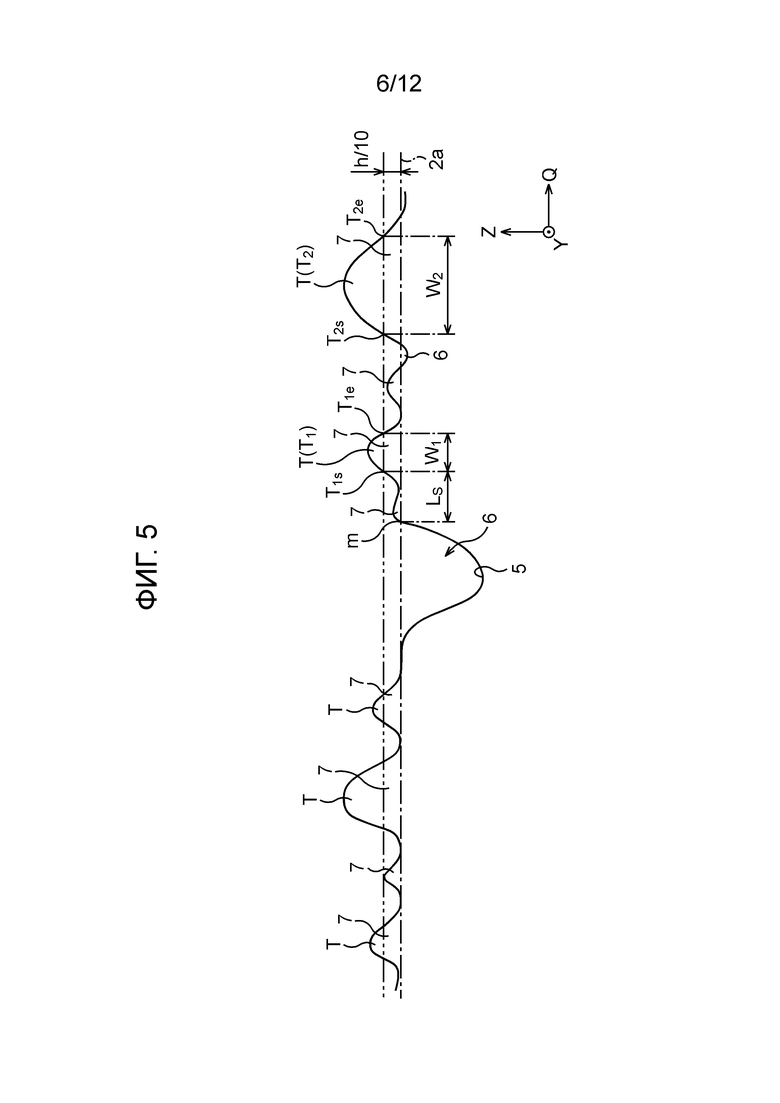
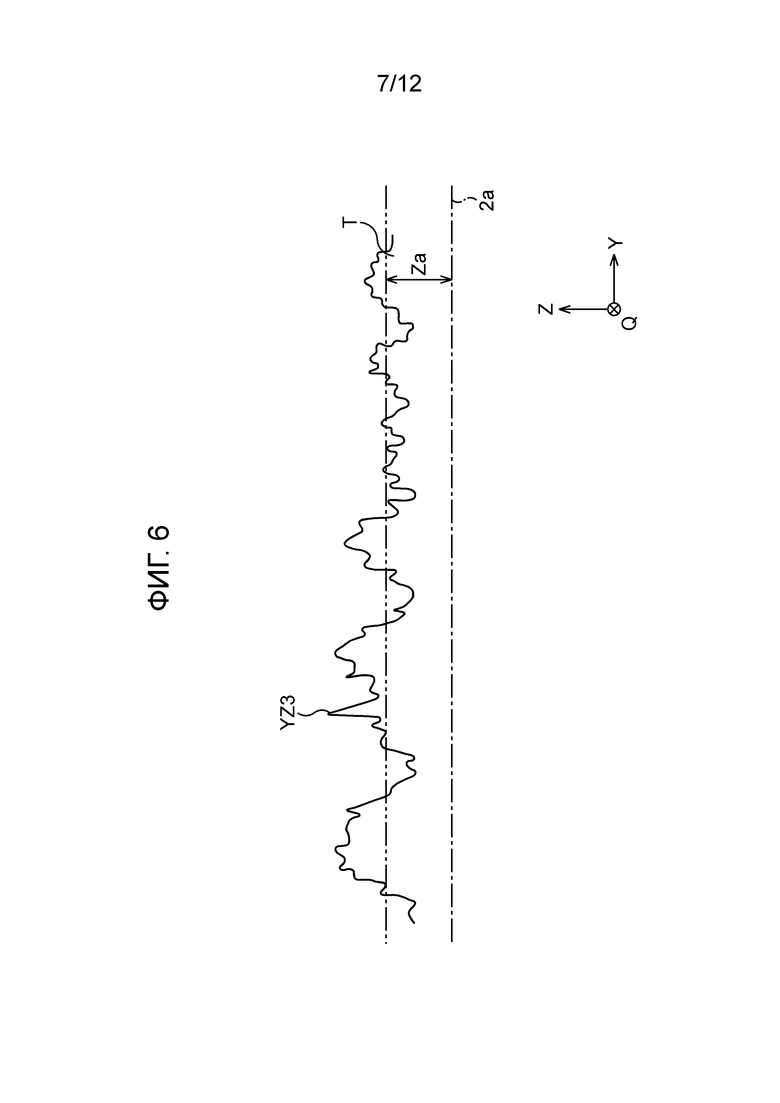
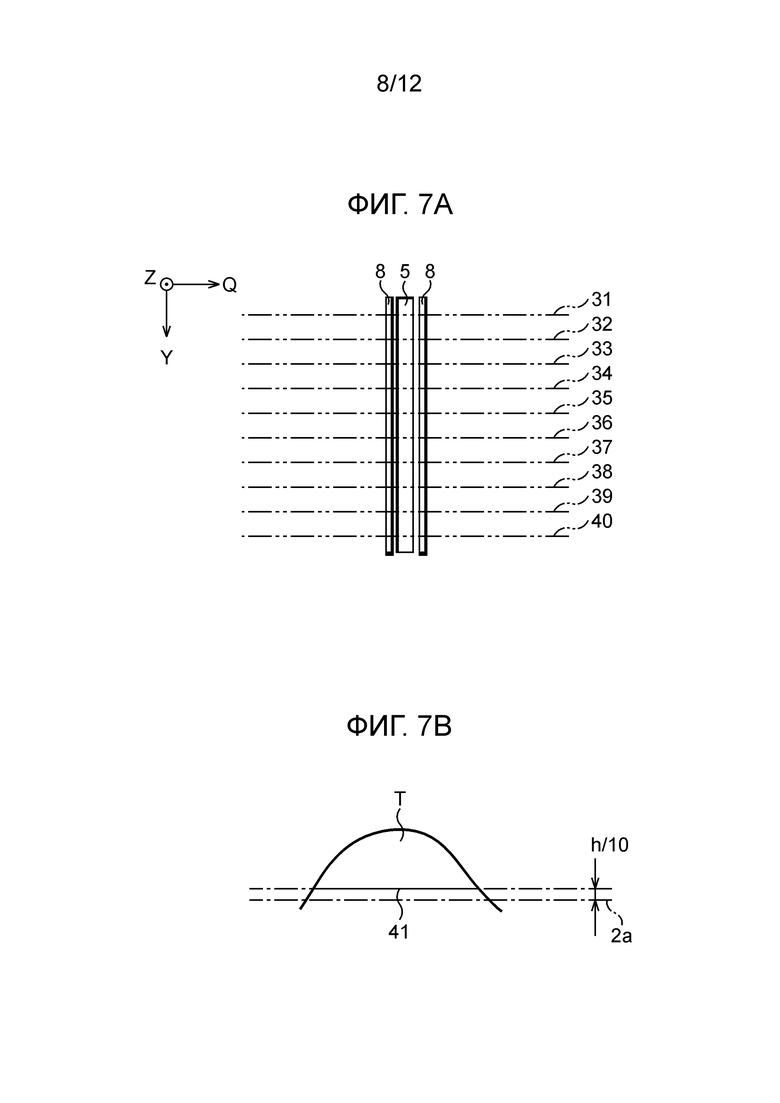
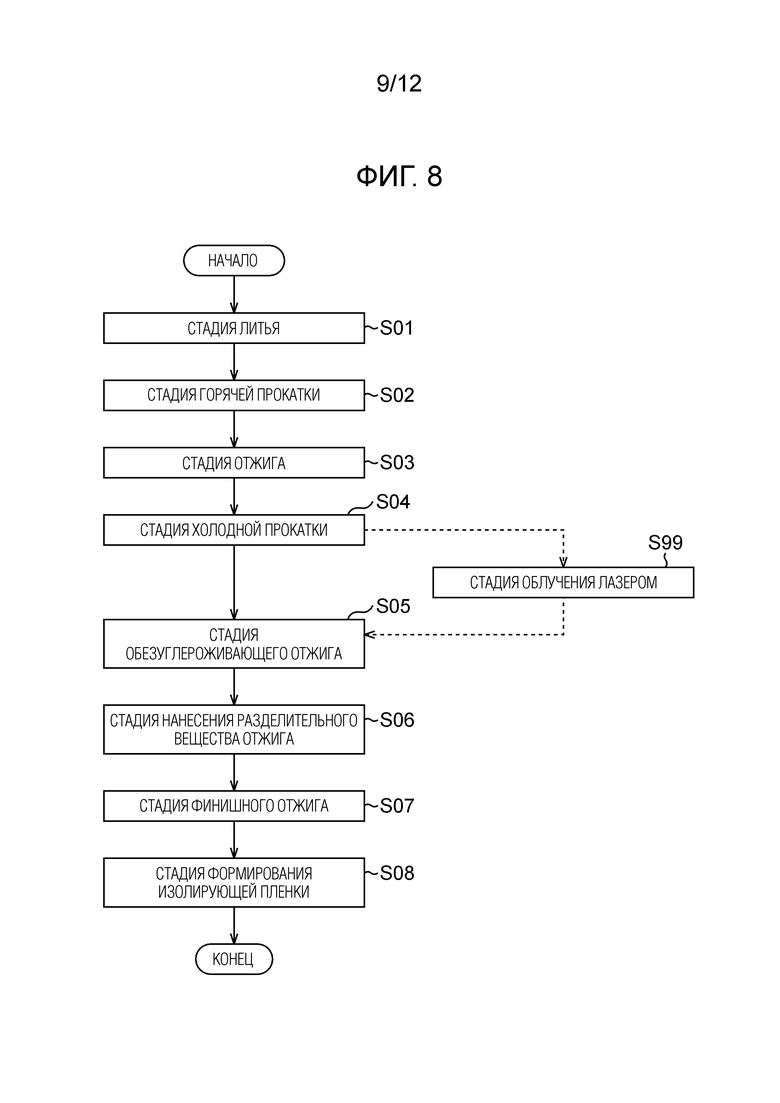
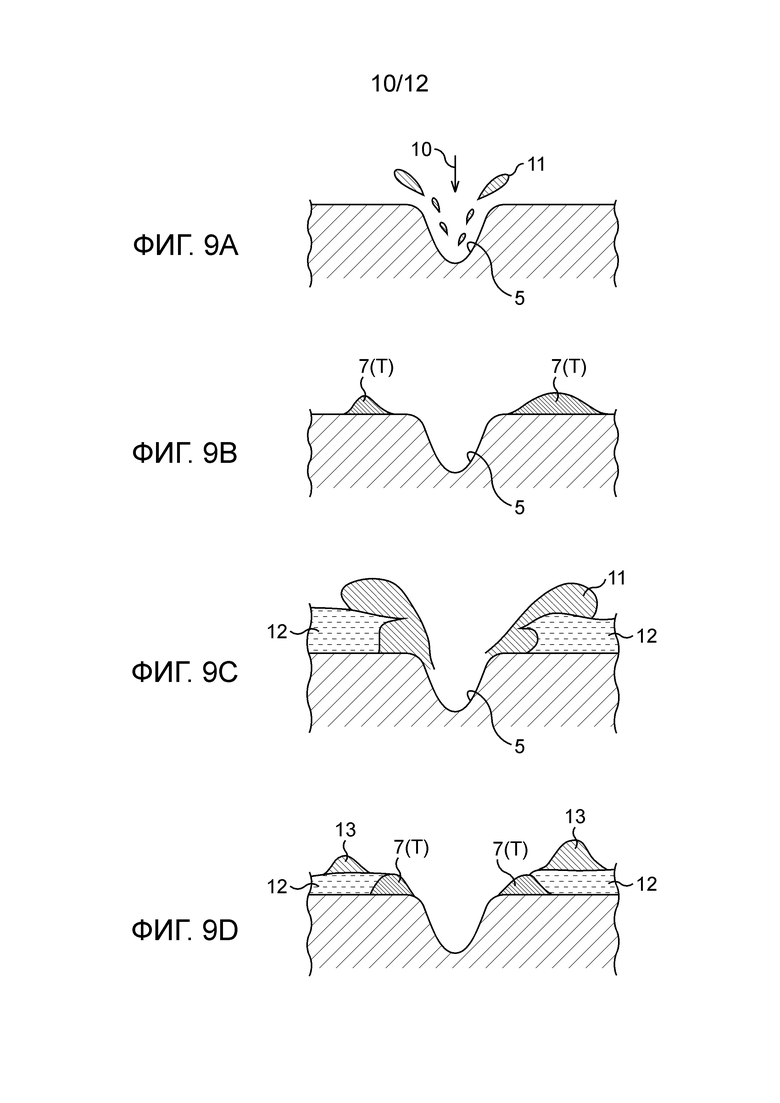
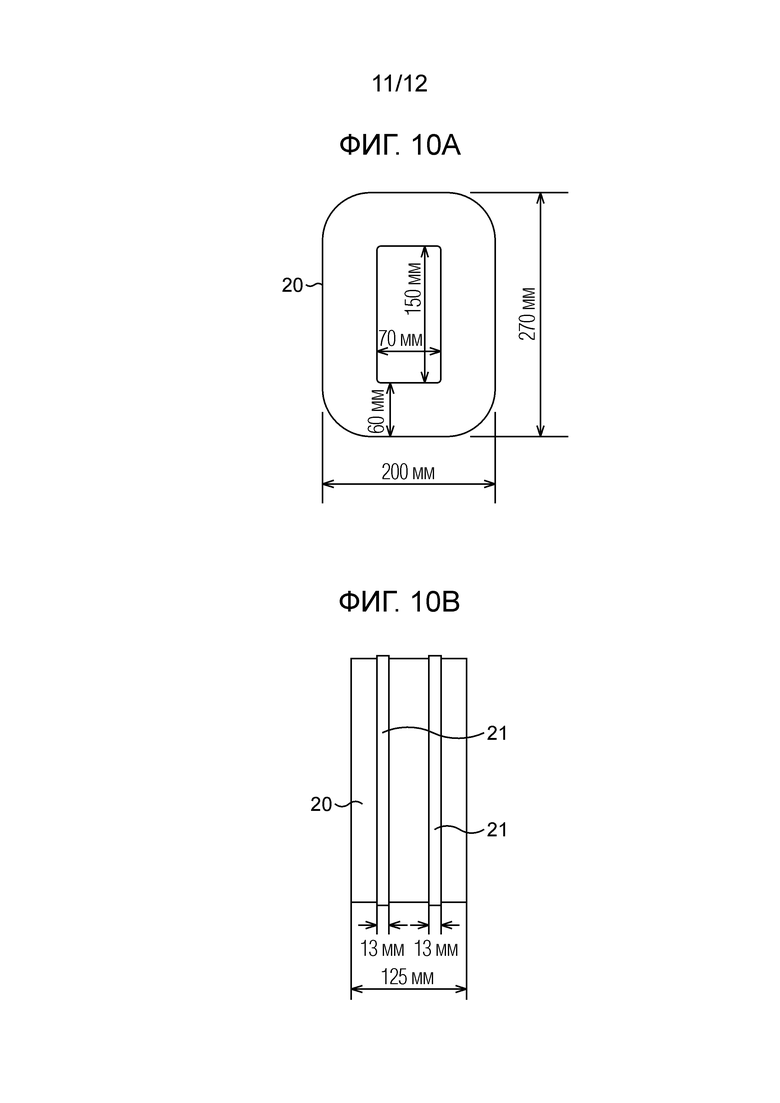
Изобретение относится к области металлургии. Для повышения коррозионной стойкости, улучшения изолирующих свойств и уменьшения шума многослойного сердечника электротехнический стальной лист с ориентированной зеренной структурой включает в себя стальной лист, имеющий поверхность, на которой формируются бороздки, проходящие в направлении, пересекающем направление прокатки, направление глубины которых соответствует направлению толщины листа. Расплавленный и затвердевший материал, располагающийся параллельно к бороздке, присутствует с обеих сторон бороздки на поверхности стального листа. Высота, являющаяся максимально частой в распределении высот, когда поверхность стального листа в определенной области, включающей бороздку, измеряется с регулярными интервалами, устанавливается как некоторая виртуальная плоскость, и когда объем частей, углубленных относительно этой виртуальной плоскости, составляет V1, а объем частей, выступающих из этой виртуальной плоскости, составляет V2, значение V2/V1 составляет больше чем 0,10 и меньше чем 0,80. Множество выступов формируется в этой определенной области, и среди этого множества выступов ширина выступа, самого близкого к бороздке, больше ширины других выступов. Когда область, где средняя высота в направлении протяженности является самой высокой в распределении высот, рассматривается в сечении вдоль бороздки, включающем направление протяженности и направление толщины листа, среднеарифметическое значение Ra кривой шероховатости, формирующей поверхность этой области, составляет 0,30-2,00 мкм, а среднеарифметическая длина RSm элемента кривой шероховатости, формирующей поверхность этой области, составляет 10-150 мкм. 7 з.п. ф-лы, 11 ил., 9 табл.
1. Электротехнический стальной лист с ориентированной зеренной структурой, содержащий:
стальной лист, имеющий поверхность, на которой сформированы бороздки, проходящие в направлении, пересекающем направление прокатки, направление глубины которых соответствует направлению толщины листа,
в котором расплавленный и затвердевший материал, располагающийся параллельно к бороздке, присутствует с обеих сторон бороздки на поверхности стального листа,
причем высота, являющаяся максимально частой в распределении высот, когда поверхность стального листа в определенной области, включающей бороздку, измеряется с регулярными интервалами, устанавливается как виртуальная плоскость, и когда объем частей, углубленных относительно этой виртуальной плоскости, составляет V1, а объем частей, выступающих из этой виртуальной плоскости, составляет V2, значение V2/V1 составляет больше 0,10 и меньше 0,80,
причем множество выступов формируется в этой определенной области, и среди этого множества выступов ширина выступа, самого близкого к бороздке, больше ширины других выступов, и
причем, когда область, в которой средняя высота в направлении протяженности является самой высокой в распределении высот, рассматривается в продольном сечении бороздки, включающем направление протяженности и направление толщины листа,
средняя шероховатость Ra кривой шероховатости, формирующей поверхность упомянутой области, составляет от 0,30 до 2,00 мкм, и
средняя длина RSm элемента кривой шероховатости, формирующего поверхность упомянутой области, составляет от 10 до 150 мкм.
2. Электротехнический стальной лист с ориентированной зеренной структурой по п. 1,
в котором высота, занимающая 0,02% в распределении высот, является больше 1 мкм и не больше 10 мкм.
3. Электротехнический стальной лист с ориентированной зеренной структурой по п. 1 или 2,
в котором, когда форма поверхности стального листа вокруг бороздки рассматривается в сечении по меньшему размеру бороздки, перпендикулярному к направлению протяженности бороздки,
среди выступающих частей расстояние Ls между концевой частью T1s самого близкого к бороздке выступа и концевой частью m бороздки составляет больше нуля мкм и не больше 40 мкм.
4. Электротехнический стальной лист с ориентированной зеренной структурой по п. 1 или 2,
в котором среди множества выступов ширина W1 самого близкого к бороздке выступа составляет 40 мкм или меньше.
5. Электротехнический стальной лист с ориентированной зеренной структурой по п. 1 или 2,
в котором, когда для множества выступов W1 означает ширину самого близкого к бороздке выступа, а Wn означает ширину выступа близко к n-му, где n является целым числом, равным 2 или больше, значение Wn/W1 составляет больше 0,20 и меньше 1,00.
6. Электротехнический стальной лист с ориентированной зеренной структурой по п. 1 или 2,
в котором количество кристаллических зерен, существующих на дне самого высокого выступа в сечении, перпендикулярном к направлению протяженности бороздки, составляет в среднем 10,0 или меньше.
7. Электротехнический стальной лист с ориентированной зеренной структурой по п. 1 или 2,
в котором для кристаллической ориентации структуры металла выступа в области, в которой средняя высота в упомянутом направлении протяженности является самой высокой в распределении высот, доля площади ориентации {110}<001> составляет 65% или больше.
8. Электротехнический стальной лист с ориентированной зеренной структурой по п. 1 или 2, который содержит стеклянную пленку на поверхности стального листа, включающую в себя поверхность выступающих частей и поверхность бороздок.
| WO 2014068962 A1, 08.05.2014 | |||
| JP 201287332 A, 10.05.2012 | |||
| US 6482271 B2, 19.11.2002 | |||
| СПОСОБ УЛУЧШЕНИЯ МАГНИТНЫХ СВОЙСТВ АНИЗОТРОПНОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ ЛАЗЕРНОЙ ОБРАБОТКОЙ | 2012 |
|
RU2501866C1 |
| WO 2012172624 A1, 20.12.2012. | |||

