ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
[0001]
Настоящее изобретение относится к электротехническому стальному листу с ориентированной зеренной структурой.
Приоритет испрашивается по заявке на патент Японии № 2015-086300, поданной 20 апреля 2015 г., содержание которой включено в настоящий документ посредством ссылки.
УРОВЕНЬ ТЕХНИКИ
[0002]
В предшествующем уровне техники в качестве стального листа для железного сердечника трансформатора известен электротехнический стальной лист с ориентированной зеренной структурой, который обладает превосходными магнитными характеристиками в одном конкретном направлении. Электротехнический стальной лист с ориентированной зеренной структурой представляет собой стальной лист, в котором кристаллической ориентацией управляют так, чтобы ось легкого намагничивания кристаллического зерна и направление прокатки соответствовали друг другу, за счет комбинации холодной прокатки и отжига. Предпочтительно, чтобы потери в электротехническом стальном листе с ориентированной зеренной структурой были как можно меньше.
[0003]
Потери в железе классифицируются на потери на вихревые токи (токи Фуко) и на гистерезисные потери. В дополнение к этому, потери на токи Фуко классифицируются на классические потери на токи Фуко и аномальные потери на токи Фуко. Известен электротехнический стальной лист с ориентированной зеренной структурой, в котором изолирующая пленка формируется на поверхности стального листа (основного металла), кристаллической ориентацией которого управляют, как описано выше, для того, чтобы уменьшить классические потери на токи Фуко. Изолирующая пленка также играет роль придания стальному листу электроизолирующих свойств, прочности при растяжении, теплостойкости и т.п. Кроме того, в последнее время также известен электротехнический стальной лист с ориентированной зеренной структурой, в котором стеклянная пленка формируется между стальным листом и изолирующей пленкой.
[0004]
С другой стороны, в качестве способа сокращения аномальных потерь на токи Фуко известен способ управления магнитным доменом путем сужения ширины 180° магнитных доменов (выполнение измельчения 180° магнитных доменов) за счет подходящего формирования деформации или бороздки, которая проходит в направлении, пересекающем направление прокатки, с предопределенным интервалом вдоль направления прокатки. В способе формирования напряжения деформации используется эффект измельчения 180° магнитных доменов обратного магнитного домена, который образуется в деформированной части. Представительным способ этого является способ использования ударной волны или быстрого нагревания с помощью облучения лазером. В этом способе форма поверхности облученной части практически не меняется. С другой стороны, в способе формирования бороздки используется размагничивающий полевой эффект благодаря магнитному полюсу, который образуется в боковой стенке бороздки. В этом случае известно, что когда форма поперечного сечения бороздки является близкой к прямоугольной, эффект управления магнитным доменом является высоким (см. Патентный документ 4). Таким образом, управление магнитным доменом классифицируется на управление типа применения деформации и управление типа формирования бороздки.
[0005]
В случае производства трансформатора с ленточным сердечником с использованием электротехнического стального листа с ориентированной зеренной структурой необходимо выполнить обработку отжигом для снятия напряжения для того, чтобы устранить напряжение деформации, которое образуется, когда электротехнический стальной лист с ориентированной зеренной структурой сматывается в рулон. В случае производства ленточного сердечника с использованием электротехнического стального листа с ориентированной зеренной структурой, который подвергается управлению магнитным доменом с помощью способа применения деформации, деформация исчезает благодаря выполнению обработки отжига для снятия напряжения. Следовательно, эффект измельчения магнитного домена (то есть эффект сокращения аномальных потерь на токи Фуко) также теряется.
[0006]
С другой стороны, в случае производства ленточного сердечника с использованием электротехнического стального листа с ориентированной зеренной структурой, который подвергается управлению магнитным доменом с помощью способа формирования бороздки, бороздка не теряется даже при выполнении обработки отжига для снятия напряжения. Соответственно, при этом возможно сохранить эффект измельчения магнитного домена. Соответственно, в способе производства материала для ленточного сердечника с управлением магнитным доменом используется способ формирования бороздки.
Кроме того, в случае производства трансформатора с наборным сердечником отжиг для снятия напряжения не выполняется. Соответственно, возможно выборочно использовать любой из способов управления магнитным доменом: управление типа применения деформации и управление типа формирования бороздки.
Кроме того, в лазерном способе, который является представительным способом управления магнитным доменом типа применения деформации, например, как раскрыто в Патентном документе 5, при облучении лазером, имеющим относительно высокую интенсивность, поверхность стального листа немного плавится, и может быть сформировано умеренное углубление, имеющее глубину приблизительно 10 мкм. Однако в описанном выше умеренном углублении нет никакого образования магнитного полюса, с которым получается эффект управления магнитным доменом. В результате известно, что эффект управления магнитным доменом теряется после отжига для снятия напряжения.
[0007]
В качестве способа управления магнитным доменом типа формирования бороздки, обычно известны способ электролитического травления, в котором бороздка формируется на поверхности электротехнического стального листа с ориентированной зеренной структурой посредством способа электролитического травления (см. Патентный документ 1), способ обжатия зубчатым колесом, в котором бороздка формируется на поверхности стального листа путем механического нажатия зубчатым колесом на поверхность электротехнического стального листа с ориентированной зеренной структурой (см. Патентный документ 2), а также способ облучения лазером, в котором бороздка формируется на поверхности электротехнического стального листа с ориентированной зеренной структурой посредством облучения лазером (см. Патентный документ 3).
[0008]
В способе электролитического травления, например, изолирующая пленка (или стеклянная пленка) на поверхности стального листа удаляется в линейной форме с помощью лазерного или механического средства, а затем выполняется электролитическое травление открытой части стального листа, формируя тем самым бороздку на поверхности стального листа. В случае использования способа электролитического травления процесс производства электротехнического стального листа с ориентированной зеренной структурой становится усложненным. Следовательно, при этом возникает проблема увеличения производственных затрат. В дополнение к этому, в способе обжатия зубчатым колесом, поскольку электротехнический стальной лист с ориентированной зеренной структурой является очень твердым листом стали, содержащим 3 мас.% Si, может происходить истирание и повреждение зубчатого колеса. В случае использования способа обжатия зубчатым колесом, когда зубчатое колесо истирается, бороздка становится мелкой, и образуется разность глубин бороздки. Следовательно, возникает проблема того, что становится трудным в достаточной степени достичь эффекта сокращения аномальных потерь на токи Фуко.
[0009]
С другой стороны, в случае способа облучения лазером выполняется прямая обработка. Соответственно, усложненный процесс, такой как травление, становится ненужным. В дополнение к этому, выполняется бесконтактная обработка, и таким образом не происходит никакого износа обрабатывающего инструмента. В результате можно устойчиво формировать бороздку на поверхности стального листа. Например, следующий Патентный документ 4 раскрывает технологию улучшения эффекта измельчения магнитного домена (эффекта уменьшения потерь в железе) за счет формирования контура бороздки (формы поперечного сечения бороздки) в поперечном сечении, которое перпендикулярно направлению длины бороздки, близким к прямоугольному в электротехническом стальном листе с ориентированной зеренной структурой, в котором бороздка формируется на поверхности стального листа в соответствии со способом облучения лазером.
ДОКУМЕНТЫ ПРЕДШЕСТВУЮЩЕГО УРОВНЯ ТЕХНИКИ
ПАТЕНТНЫЕ ДОКУМЕНТЫ
[0010]
[Патентный документ 1] Японская рассмотренная патентная заявка, Вторая публикация № S62-54873
[Патентный документ 2] Японская рассмотренная патентная заявка, Вторая публикация № S62-53579
[Патентный документ 3] Японская нерассмотренная патентная заявка, Первая публикация № H6-57335
[Патентный документ 4] Японская нерассмотренная патентная заявка, Первая публикация № 2012-177164
[Патентный документ 5] Японская нерассмотренная патентная заявка, Первая публикация № 2007-2334
РАСКРЫТИЕ ИЗОБРЕТЕНИЯ
ПРОБЛЕМЫ, РЕШАЕМЫЕ ИЗОБРЕТЕНИЕМ
[0011]
В качестве индекса, который указывает эффективность электротехнического стального листа с ориентированной зеренной структурой, в дополнение к вышеописанным потерям в железе используется плотность магнитного потока (например, плотность магнитного потока B8, который формируется в магнитном поле величиной 800 А/м). В электротехническом стальном листе с ориентированной зеренной структурой предпочтительно, чтобы потери в железе были низкими, а плотность магнитного потока была высокой. Однако, когда бороздка формируется на поверхности стального листа, плотность магнитного потока уменьшается. В частности, как раскрыто в Патентном документе 4, по мере того, как форма профиля бороздки становится ближе к прямоугольной, объем железа, который удаляется из стального листа, увеличивается. Следовательно, возникает проблема того, что уменьшение плотности магнитного потока становится значительным. В дополнение к этому, когда электротехнический стальной лист, в котором бороздка формируется путем использования высокотемпературного источника, такого как лазер, подвергается обработке изгибом при использовании в ленточном сердечнике, возникает проблема излома стального листа по бороздке.
[0012]
Настоящее изобретение было создано с учетом вышеописанных проблем, и его задачей является совместить максимизацию эффекта уменьшения потерь в железе и минимизацию уменьшения плотности магнитного потока с хорошим балансом в электротехническом стальном листе с ориентированной зеренной структурой, в котором бороздка формируется на поверхности стального листа для измельчения магнитного домена.
СРЕДСТВА ДЛЯ РЕШЕНИЯ ПРОБЛЕМЫ
[0013]
Суть настоящего изобретения заключается в следующем.
(1) В соответствии с одним аспектом настоящего изобретения предлагается электротехнический стальной лист с ориентированной зеренной структурой, включающий в себя стальной лист, имеющий поверхность стального листа, в которой формируется бороздка, проходящая в направлении, пересекающем направление прокатки, и в которой направление глубины бороздки соответствует направлению толщины листа. Средняя глубина D бороздки составляет больше чем 10 мкм и равна или меньше чем 40 мкм. В том случае, когда бороздка рассматривается на поперечном сечении в направлении ширины бороздки, которое перпендикулярно направлению длины бороздки, когда центр бороздки в направлении ширины бороздки определяется как центр ширины бороздки, самая глубокая часть бороздки отклоняется от центра ширины бороздки к одной стороне в направлении ширины бороздки, и форма профиля бороздки асимметрична относительно центра ширины бороздки как опорной точки в направлении ширины бороздки. В том случае, когда бороздка рассматривается на поперечном сечении в направлении ширины бороздки, бороздка включает в себя первую поверхность бороздки и вторую поверхность бороздки как пару наклонных поверхностей, которые наклонены к самой глубокой части бороздки от поверхности стального листа, и центр ширины бороздки располагается на второй стороне поверхности бороздки, если смотреть от самой глубокой части. Когда угол, образуемый первой прямой линией конца бороздки, полученной посредством линейной аппроксимации первой поверхности бороздки, и направлением толщины листа, определяется как первый угол θ1, а угол, образуемый второй прямой линией конца бороздки, полученной посредством линейной аппроксимации второй поверхности бороздки и направления толщины листа, определяется как второй угол θ2, первый угол θ1 и второй угол θ2 удовлетворяют следующим Условным выражениям (1) - (3):
0°≤θ1≤50° … (1)
θ1<θ2≤75° … (2)
θ2-θ1≥10° … (3)
[0014]
(2) В электротехническом стальном листе с ориентированной зеренной структурой по п. (1) размер кристаллического зерна, которое находится в контакте с бороздкой, может составлять 5 мкм или больше.
[0015]
(3) В электротехническом стальном листе с ориентированной зеренной структурой по п. (2), когда бороздка рассматривается на поперечном сечении в направлении ширины бороздки, размер кристаллического зерна, которое присутствует на нижней стороне бороздки в стальном листе в направлении толщины листа, может быть равным или больше чем 5 мкм и равным или меньше толщины стального листа.
[0016]
(4) В электротехническом стальном листе с ориентированной зеренной структурой в соответствии с любым из пп. (1) - (3), когда бороздка рассматривается на продольном поперечном сечении бороздки, включающем в себя направление длины бороздки и направление толщины листа, среднеарифметическая высота Ra кривой шероховатости, которая составляет контур области дна бороздки, может составлять 1 мкм - 3 мкм, а средняя длина RSm элемента кривой шероховатости, которая составляет контур области дна бороздки, может составлять 10 мкм - 150 мкм.
ПОЛЕЗНЫЕ ЭФФЕКТЫ ИЗОБРЕТЕНИЯ
[0017]
В соответствии с аспектом настоящего изобретения возможно совместить максимизацию эффекта уменьшения потерь в железе и минимизацию уменьшения плотности магнитного потока с хорошим балансом в электротехническом стальном листе с ориентированной зеренной структурой, в котором бороздка формируется на поверхности стального листа для измельчения магнитного домена.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[0018]
Фиг. 1 представляет собой вид сверху электротехнического стального листа 1 с ориентированной зеренной структурой в соответствии с одним вариантом осуществления настоящего изобретения.
Фиг. 2 представляет собой вид в направлении стрелки поперечного сечения по линии A-A на Фиг. 1 (вид, когда бороздка 5 рассматривается в поперечном сечении, включающем направление длины бороздки).
Фиг. 3 представляет собой вид в направлении стрелки поперечного сечения по линии B-B на Фиг. 1 (вид, когда бороздка 5 рассматривается в поперечном сечении, перпендикулярном направлению длины бороздки).
Фиг. 4 представляет собой первый пояснительный вид, относящийся к способу определения средней глубины D бороздки 5.
Фиг. 5A представляет собой второй пояснительный вид, относящийся к способу определения средней глубины D бороздки 5.
Фиг. 5B представляет собой третий пояснительный вид, относящийся к способу определения средней глубины D бороздки 5.
Фиг. 6 представляет собой четвертый пояснительный вид, относящийся к способу определения средней глубины D бороздки 5.
Фиг. 7A представляет собой первый пояснительный вид, относящийся к способу определения контура бороздки 5 в поперечном сечении в направлении ширины бороздки.
Фиг. 7B представляет собой второй пояснительный вид, относящийся к способу определения контура бороздки 5 в поперечном сечении в направлении ширины бороздки.
Фиг. 8 представляет собой третий пояснительный вид, относящийся к способу определения контура бороздки 5 в поперечном сечении в направлении ширины бороздки.
Фиг. 9 представляет собой вид сверху, схематично иллюстрирующий вторично рекристаллизованное зерно, которое существует в стальном листе 2.
Фиг. 10 представляет собой первый пояснительный вид, относящийся к способу определения области 5d дна бороздки 5 в продольном поперечном сечении бороздки.
Фиг. 11 представляет собой второй пояснительный вид, относящийся к способу определения области 5d дна бороздки 5 в продольном поперечном сечении бороздки.
Фиг. 12 представляет собой блок-схему, иллюстрирующую процессы производства электротехнического стального листа 1 с ориентированной зеренной структурой.
Фиг. 13 представляет собой первый пояснительный вид, относящийся к процессу S08 лазерного облучения в процессах производства электротехнического стального листа 1 с ориентированной зеренной структурой.
Фиг. 14A представляет собой второй пояснительный вид, относящийся к процессу S08 лазерного облучения в процессах производства электротехнического стального листа 1 с ориентированной зеренной структурой.
Фиг. 14B представляет собой третий пояснительный вид, относящийся к процессу S08 лазерного облучения в процессах производства электротехнического стального листа 1 с ориентированной зеренной структурой.
Фиг. 14С представляет собой четвертый пояснительный вид, относящийся к процессу S08 лазерного облучения в процессах производства электротехнического стального листа 1 с ориентированной зеренной структурой.
Фиг. 15 представляет собой пятый пояснительный вид, относящийся к процессу S08 лазерного облучения в процессах производства электротехнического стального листа 1 с ориентированной зеренной структурой.
ВАРИАНТЫ ОСУЩЕСТВЛЕНИЯ НАСТОЯЩЕГО ИЗОБРЕТЕНИЯ
[0019]
Далее будет подробно описан один предпочтительный вариант осуществления настоящего изобретения. Однако настоящее изобретение не ограничивается конфигурациями, раскрытыми в этом варианте осуществления, и различные модификации могут быть сделаны в диапазоне, не отступающем от сути настоящего изобретения. В дополнение к этому, нижний предел и верхний предел также включаются в диапазоны ограничения числового значения, которые будут описаны позже.
Однако нижний предел не включается в диапазон ограничения числового значения, то есть описывается как «больше чем» нижний предел, и верхний предел также не включается в диапазон ограничения числового значения, то есть описывается как «меньше чем» верхний предел.
[0020]
Далее один вариант осуществления настоящего изобретения будет подробно описан со ссылкой на прилагаемые чертежи.
Фиг. 1 представляет собой вид сверху электротехнического стального листа 1 с ориентированной зеренной структурой в соответствии с этим вариантом осуществления. Фиг. 2 представляет собой вид в направлении стрелки на поперечное сечение по линии A-A, изображенной на Фиг. 1. Фиг. 3 представляет собой вид в направлении стрелки на поперечное сечение по линии B-B, изображенной на Фиг. 1. Кроме того, на Фиг. 1-3 направление прокатки электротехнического стального листа 1 с ориентированной зеренной структурой определяется как X, направление ширины листа (направление, перпендикулярное к направлению прокатки в той же самой плоскости) электротехнического стального листа 1 с ориентированной зеренной структурой определяется как Y, и направление толщины листа (направление, перпендикулярное к плоскости XY) электротехнического стального листа 1 с ориентированной зеренной структурой определяется как Z.
[0021]
Как проиллюстрировано на Фиг. 1-3, электротехнический стальной лист 1 с ориентированной зеренной структурой включает в себя стальной лист (основной металл) 2, в котором кристаллической ориентацией управляют путем комбинации холодной прокатки и отжига так, чтобы ось легкого намагничивания кристаллического зерна и направление X прокатки соответствовали друг другу, стеклянную пленку 3, которая формируется на поверхности 2a стального листа 2, и изолирующую пленку 4, которая формируется на поверхности стеклянной пленки 3.
[0022]
Как проиллюстрировано на Фиг. 1, множество бороздок 5, которые проходят в направлении, пересекающем направление X прокатки, и в которых направление глубины бороздки соответствует направлению толщины листа Z, формируется на поверхности 2a стального листа вдоль направления прокатки X с предопределенным шагом для измельчения магнитного домена. Таким образом, Фиг. 2 показывает вид, когда одна из бороздок 5 видна на поперечном сечении, включающем в себя направление длины бороздки и направление Z толщины листа. Фиг. 3 показывает вид, когда одна бороздка 5 видна на поперечном сечении, перпендикулярном к направлению длины бороздки. Кроме того, бороздки 5 могут быть расположены так, чтобы они пересекали направление Х прокатки, и необязательно, чтобы направление длины бороздки и направление Х прокатки пересекали друг друга. Однако в этом варианте осуществления для удобства объяснения будет иллюстрироваться случай, когда направление длины бороздки и направление Х прокатки пересекают друг друга. В дополнение к этому, в том случае, когда каждая из бороздок 5 рассматривается в направлении Z толщины листа (в случае вида сверху бороздки 5), бороздка 5 может иметь дугообразную форму. Однако в этом варианте осуществления бороздка 5, имеющая линейную форму, иллюстрируется для удобства объяснения.
[0023]
Стальной лист 2 содержит следующие химические компоненты: Si: от 0,8 мас.% до 7 мас.%, C: больше чем 0 мас.% меньше или равно 0,085 мас.%, растворимый в кислоте Al: от 0 мас.% до 0,065 мас.%, N: от 0 мас.% до 0,012 мас.%, Mn: от 0 мас.% до 1 мас.%, Cr: от 0 мас.% до 0,3 мас.%, Cu: от 0 мас.% до 0,4 мас.%, P: от 0 мас.% до 0,5 мас.%, Sn: от 0 мас.% до 0,3 мас.%, Sb: от 0 мас.% до 0,3 мас.%, Ni: от 0 мас.% до 1 мас.%, S: от 0 мас.% до 0,015 мас.%, Se: от 0 мас.% до 0,015 мас.%, а также остаток, включающий в себя Fe и неизбежные примеси.
[0024]
Химические компоненты стального листа 2 являются химическими компонентами, которые предпочтительны для создания текстуры Госса, в которой кристаллическая ориентация интегрируется к ориентации {110}<001>. Среди этих элементов Si и C являются основными элементами, а кислоторастворимый Al, N, Mn, Cr, Cu, P, Sn, Sb, Ni, С и Se являются выборочными элементами. Выборочные элементы могут содержаться в соответствии с их целью. Соответственно, нет необходимости ограничивать нижний предел, и нижний предел может составлять 0 мас.%. В дополнение к этому, эффект этого варианта осуществления не ухудшается, даже когда выборочные элементы содержатся в качестве примесей. В стальном листе 2 остаток кроме основных элементов и выборочных элементов может состоять из Fe и примесей. В дополнение к этому, примеси представляют собой элементы, которые неизбежно содержатся благодаря руде и лому, используемым в качестве сырья, или условиям производства и т.п. при промышленном производстве стального листа 2.
В дополнение к этому, электротехнический стальной лист обычно подвергается отжигу для очистки во время вторичной рекристаллизации. Удаление формирующего ингибитор элемента из системы происходит при отжиге для очистки. В частности, уменьшение концентрации происходит в значительной степени относительно N и S, и эта концентрация становится равной 50 частей на миллион или меньше. При типичных условиях отжига для очистки эта концентрация становится равной 9 частей на миллион или меньше, или 6 частей на миллион или меньше. Если отжиг для очистки выполняется в достаточной степени, эта концентрация достигает некоторой степени (1 часть на миллион или меньше), при которой обнаружение становится невозможным с помощью обычного анализа.
[0025]
Содержание химического компонента в стальном листе 2 может быть измерено в соответствии с обычным способом анализа стали. Например, содержания химических компонентов в стальном листе 2 могут быть измерены с использованием атомной эмиссионной спектрометрии с индуктивно связанной плазмой (ICP-AES). В частности, возможно определить химические компоненты путем выполнения измерения для квадратного тестового образца размером 35 мм, который получается из центрального положения стального листа 2 после удаления пленки, с использованием устройства ICPS-8100 (измерительное устройство производства компании Shimadzu Corporation) и т.п. и калибровочной кривой, которая создается заранее. Кроме того, содержание C и S может быть измерено путем использования способа поглощения инфракрасного луча пламенем, а содержание N может быть измерено путем использования способа определения удельной теплопроводности при плавлении в инертном газе.
[0026]
Например, стеклянная пленка 3 формируется из сложных оксидов, таких как форстерит (Mg2SiO4), шпинель (MgAl2O4) и кордиерит (Mg2Al4Si5O16). Хотя детали будут описаны позже, стеклянная пленка 3 представляет собой пленку, которая формируется для предотвращения прилипания к стальному листу 2 в процессе окончательного отжига, который является одним из процессов производства электротехнического стального листа 1 с ориентированной зеренной структурой. Соответственно, стеклянная пленка 3 не является существенным элементом среди составляющих элементов электротехнического стального листа 1 с ориентированной зеренной структурой.
[0027]
Например, изолирующая пленка 4 содержит коллоидный кремнезем и фосфат, и играет роль придания стальному листу 2 электроизолирующих свойств, прочности при растяжении, коррозионной стойкости, теплостойкости и т.п.
[0028]
Кроме того, например, стеклянная пленка 3 и изолирующая пленка 4 могут быть удалены с помощью следующего способа. Электротехнический стальной лист 1 с ориентированной зеренной структурой, включающий в себя стеклянную пленку 3 или изолирующую пленку 4, погружается в водный раствор гидроксида натрия, содержащий 10 мас.% NaOH и 90 мас.% H2O, с температурой 80°C на 15 мин. Затем электротехнический стальной лист 1 с ориентированной зеренной структурой погружается в водный раствор серной кислоты, содержащий 10 мас.% H2SO4 и 90 мас.% H2O, с температурой 80°C на 3 мин. Затем электротехнический стальной лист 1 с ориентированной зеренной структурой погружается в водный раствор азотной кислоты, содержащий 10 мас.% HNO3 и 90 мас.% H2O, при комнатной температуре на время, которое немного короче чем 1 мин, и промывается. Наконец электротехнический стальной лист 1 с ориентированной зеренной структурой сушится с использованием потока теплого воздуха в течение времени немного меньше, чем 1 мин. Кроме того, в том случае, когда стеклянная пленка 3 или изолирующая пленка 4 удаляются с электротехнического стального листа 1 с ориентированной зеренной структурой в соответствии с вышеописанным способом, подтверждается, что форма или шероховатость бороздки 5 стального листа 2 являются приблизительно теми же самыми, что и форма или шероховатость перед формированием стеклянной пленки 3 или изолирующей пленки 4.
[0029]
Как проиллюстрировано на Фиг. 3, в этом варианте осуществления в том случае, когда бороздка 5 рассматривается на поперечном сечении (поперечном сечении в направлении ширины бороздки или просто поперечном сечении бороздки), которое перпендикулярно направлению длины бороздки (в направлении, которое является параллельным направлению Y ширины листа в этом варианте осуществления), глубина от поверхности 2a стального листа до самой глубокой части бороздки 5 устанавливается как глубина бороздки Da, и центр бороздки 5 в направлении ширины бороздки (в направлении, которое является параллельным направлению Х прокатки в этом варианте осуществления), устанавливается как центр ширины бороздки GC. Как проиллюстрировано на Фиг. 3, в электротехническом стальном листе с ориентированной зеренной структурой 1 этого варианта осуществления самая глубокая часть бороздки 5 отклоняется от центра GC ширины бороздки к одной стороне в направлении ширины бороздки, и форма профиля бороздки 5 является асимметричной относительно центра GC ширины бороздки, служащего опорной точкой в направлении ширины бороздки.
[0030]
В дополнение к этому, в том случае, когда бороздка 5 рассматривается на поперечном сечении бороздки, бороздка 5 включает в себя первую поверхность 5a бороздки и вторую поверхность 5b бороздки как пару наклоненных поверхностей, которые наклонены от поверхности 2a стального листа к самой глубокой части бороздки 5. Если смотреть от самой глубокой части бороздки 5, центр GC ширины бороздки располагается на стороне второй поверхности 5b бороздки. В дополнение к этому, в том случае, когда бороздка 5 рассматривается на поперечном сечении бороздки, угол, образуемый первой прямой линией Lb1 конца бороздки, полученной путем линейной аппроксимации первой поверхности 5a бороздки, и направлением Z толщины листа устанавливается как первый угол θ1, а угол, образуемый второй прямой линией Lb2 конца бороздки, полученной путем линейной аппроксимации второй поверхности 5b бороздки, и направлением Z толщины листа, устанавливается как второй угол θ2.
[0031]
В этом варианте осуществления средняя глубина D бороздки 5 больше чем 10 мкм и равна или меньше чем 40 мкм. В том случае, когда бороздка 5 рассматривается на поперечном сечении бороздки, самая глубокая часть бороздки 5 отклоняется от центра GC ширины бороздки к одной стороне в направлении ширины бороздки, и форма профиля бороздки 5 является асимметричной относительно центра GC ширины бороздки, служащего опорной точкой в направлении ширины бороздки. В следующем описании характеристика, относящаяся к средней глубине D бороздки 5, упоминается как условие глубины, а характеристика, относящаяся к форме профиля бороздки 5, упоминается как условие формы.
[0032]
В состоянии, в котором ширина бороздки 5, которая удовлетворяет условию глубины и условию формы, фиксируется равной постоянной величине, первый угол θ1 всегда становится острым углом независимо от значения средней глубины D, и второй угол θ2 всегда больше, чем первый угол θ1. В дополнение к этому, в состоянии, в котором ширина бороздки 5 фиксируется равной постоянной величине, первый угол θ1 уменьшается при увеличении средней глубины D, и первый угол θ1 увеличивается при уменьшении средней глубины D.
[0033]
Когда средняя глубина D увеличивается, объем железа, которое удаляется из стального листа 2, тоже увеличивается. Соответственно, величина уменьшения плотности магнитного потока также увеличивается. Однако когда первый угол θ1 уменьшается при увеличении средней глубины D, антимагнитный полевой эффект магнитного полюса, проявляющийся на боковой поверхности бороздки 5, увеличивается. Соответственно эффект измельчения магнитного домена (эффект уменьшения потерь в железе) также увеличивается. С другой стороны, когда средняя глубина D уменьшается, объем железа, которое удаляется из стального листа 2, уменьшается. Соответственно, величина уменьшения плотности магнитного потока также уменьшается. Однако когда первый угол θ1 увеличивается при уменьшении средней глубины D, антимагнитный полевой эффект магнитного полюса, проявляющийся на боковой поверхности бороздки 5, уменьшается. Соответственно эффект уменьшения потерь в железе также уменьшается.
[0034]
Как описано выше, когда средняя глубина D бороздки 5 делается большой при приоритете максимизации эффекта сокращения потерь в железе, уменьшение плотности магнитного потока становится значительным. С другой стороны, когда средняя глубина D бороздки 5 делается малой при приоритете минимизации уменьшения плотности магнитного потока, трудно получить достаточный эффект сокращения потерь в железе. Результаты проверки, выполненной авторами настоящего изобретения, доказывают, что для бороздки 5 важно удовлетворять условию формы и условию глубины, в которых средняя глубина D бороздки 5 больше 10 мкм и равна или меньше 40 мкм, для того, чтобы совместить максимизацию эффекта уменьшения потерь в железе и минимизацию уменьшения плотности магнитного потока с хорошим балансом.
[0035]
В том случае, когда средняя глубина D составляет 10 мкм или меньше (в том случае, когда средняя глубина D мельче чем 10 мкм), объем железа, которое удаляется из стального листа 2, уменьшается, и таким образом величина уменьшения плотности магнитного потока также уменьшается. Однако, поскольку первый угол θ1 увеличивается, антимагнитный полевой эффект магнитного полюса, проявляющийся на боковой поверхности бороздки 5, уменьшается. В результате в том случае, когда средняя глубина D составляет 10 мкм или меньше, трудно получить достаточный эффект сокращения потерь в железе. С другой стороны, в том случае, когда средняя глубина D больше чем 40 мкм (в том случае, когда средняя глубина D глубже 40 мкм), первый угол θ1 уменьшается. Соответственно, антимагнитный полевой эффект магнитного полюса, проявляемый на боковой поверхности бороздки 5, увеличивается. В результате возможно получить большой эффект сокращения потерь в железе . Однако в том случае, когда средняя глубина D составляет более 40 мкм, объем железа, которое удаляется из стального листа 2, увеличивается. Соответственно, величина уменьшения плотности магнитного потока также увеличивается.
[0036]
Как описано выше, в том случае, когда средняя глубина D составляет 10 мкм или меньше, и в том случае, когда средняя глубина D составляет больше чем 40 мкм, трудно совместить максимизацию эффекта сокращения потерь в железе и минимизацию уменьшения плотности магнитного потока. Соответственно, в этом варианте осуществления в стальном листе 2 обеспечивается бороздка 5, которая удовлетворяет как условию формы, так и условию глубины, в которой средняя глубина D больше чем 10 мкм и равна или меньше 40 мкм. В соответствии с этим, максимизация эффекта сокращения потерь в железе и минимизация уменьшения плотности магнитного потока могут быть совмещены друг с другом с хорошим балансом.
[0037]
Кроме того, когда область в бороздке 5, которая удовлетворяет условию глубины и условию формы, определяется как асимметричная область бороздки, и коэффициент присутствия асимметричной области бороздки в направлении длины бороздки определяется как α (= полная длина асимметричной области бороздки в направлении длины бороздки/полная длина бороздки 5), чем больше коэффициент присутствия асимметричной области бороздки α в бороздке 5, тем больше эффект подавления уменьшения плотности магнитного потока. Соответственно, предпочтительно, чтобы коэффициент присутствия асимметричной области бороздки α был настолько большим, насколько это возможно. Однако, когда асимметричная область бороздки присутствует по меньшей мере в части бороздки 5, возможно получить вышеописанный эффект. Соответственно, коэффициент присутствия асимметричной области бороздки α может быть больше нуля.
[0038]
Когда форма профиля бороздки в сечении устанавливается асимметричной, максимизация эффекта сокращения потерь в железе и минимизация уменьшения плотности магнитного потока могут быть совмещены друг с другом с хорошим балансом. Таким образом, в бороздке, имеющей асимметричную форму профиля, объем железа, которое удаляется из стального листа, дополнительно уменьшается по сравнению с бороздкой, имеющей прямоугольную форму профиля в сечении. В результате становится возможным подавить уменьшение плотности магнитного потока. В дополнение к этому, в бороздке, имеющей асимметричную форму профиля в сечении, когда частично остается форма, близкая к форме боковой поверхности бороздки, имеющей прямоугольную форму профиля в сечении с большим эффектом уменьшения потерь в железе, становится возможным подавить уменьшение эффекта потерь в железе.
Что касается асимметричной формы бороздки 5, предпочтительно, чтобы первый угол θ1 и второй угол θ2 удовлетворяли следующим выражениям (1) - (3). Из результатов проверки, выполненной авторами настоящего изобретения, когда бороздка 5 удовлетворяет условию глубины и условию формы, и первый угол θ1 и второй угол θ2 удовлетворяют следующим выражениям (1) - (3), баланс между максимизацией эффекта уменьшения потерь в железе и минимизацией уменьшения плотности магнитного потока становится более оптимизированным:
0°≤θ1≤50° … (1)
θ1<θ2≤75° … (2)
θ2-θ1≥10° … (3)
[0039]
С точки зрения оптимизации баланса между максимизацией эффекта уменьшения потерь в железе и минимизацией уменьшения плотности магнитного потока более предпочтительно, чтобы нижний предел первого угла θ1 составлял 20°, а значение разности (θ2-θ1) между вторым углом θ2 и первым углом θ1 составляло 15° или больше.
[0040]
Однако в случае наблюдения поперечного сечения бороздки 5 с помощью электронного микроскопа и т.п. граница между бороздкой 5 и поверхностью 2a стального листа, контур бороздки 5 и т.п. могут быть нечеткими. Соответственно, важным является то, как определить среднюю глубину D бороздки 5, самую глубокую часть бороздки 5 (глубину Da бороздки), центр GC ширины бороздки, первую поверхность 5a бороздки, и вторую поверхность 5b бороздки. Один пример способа определения будет описан ниже.
[0041]
Как проиллюстрировано на Фиг. 4, в том случае, когда бороздка 5 рассматривается в направлении Z толщины листа (на виде сверху бороздки 5), диапазон 50 наблюдения устанавливается в часть бороздки 5, и множество (n) виртуальных линий, L1 - Ln фактически устанавливается в диапазоне 50 наблюдения вдоль направления длины бороздки. Предпочтительно, чтобы диапазон 50 наблюдения устанавливался в область, не включающую в себя конец в продольном направлении бороздки 5 (то есть область, в которой форма дна бороздки является устойчивой). Например, диапазон 50 наблюдения может быть областью наблюдения, в которой длина в направлении длины бороздки составляет приблизительно 30 мкм - 300 мкм. Затем при измерении шероховатости поверхности бороздки 5 вдоль виртуальной линии L1 с использованием устройства измерения шероховатости поверхности лазерного типа и т.п., как проиллюстрировано на Фиг. 5A, измеренная кривая MCL1 поперечного сечения, которая составляет контур бороздки 5 в направлении длины бороздки, получается в форме, соответствующей виртуальной линии L1.
[0042]
После получения кривой поперечного сечения путем применения фильтра нижних частот (пороговое значение: λs) к измеренной кривой MCL1 поперечного сечения, полученной относительно виртуальной линии L1, как было описано выше, когда полосовой фильтр (пороговое значение: λf, λc), применяется к кривой поперечного сечения для того, чтобы удалить длинноволновые компоненты и коротковолновые компоненты из кривой поперечного сечения, как проиллюстрировано на Фиг. 5B, волновая кривая LWC1, которая составляет контур бороздки 5 в направлении длины бороздки, получается в форме, соответствующей виртуальной линии L1. Эта волновая кривая представляет собой один вид контурных кривых в комбинации со следующей кривой шероховатости. Кривая шероховатости представляет собой контурную кривую, которая является подходящей, в частности, для точного выражения шероховатости поверхности контура, а волновая кривая представляет собой контурную кривую, которая является подходящей для упрощения формы контура гладкой линией.
[0043]
Как проиллюстрировано на Фиг. 5В, при использовании волновой кривой LWC1 расстояния (глубины e1 - ek в мкм) в направлении Z толщины листа между поверхностью 2a стального листа и контуром (то есть волновой кривой LWC1) бороздки 5 получаются во множестве (k) положений вдоль виртуальной линии L1. В дополнение к этому, получается среднее значение глубин e1 - ek (средняя глубина D1 бороздки).
Средние глубины D2 - Dn также получаются для других виртуальных линий L2 - Ln в соответствии с тем же самым способом измерения.
Кроме того, необходимо заранее измерить положение (высоту) поверхности 2a стального листа в направлении Z для того, чтобы измерить расстояние между поверхностью 2a стального листа и контуром (волновой кривой LWC1) бороздки 5. Например, положение (высота) в направлении Z может быть измерено для множества мест на поверхности 2a стального листа в диапазоне 50 наблюдения с использованием прибора для измерения шероховатости поверхности лазерного типа, и среднее значение результатов измерения может использоваться в качестве высоты поверхности 2a стального листа.
[0044]
В этом варианте осуществления среди виртуальных линий L1 - Ln та виртуальная линия, которая соответствует направлению длины бороздки и удовлетворяет условию, в котором средняя глубина становится максимальной, выбирается в качестве референсной линии BL бороздки, а средняя глубина, которая получается относительно референсной линии BL бороздки, определяется как средняя глубина D (в мкм) бороздки 5. Например, среди средних глубин D1 - Dn, которые получаются для соответствующих виртуальных линий L1 - Ln, в том случае, когда средняя глубина D3 является максимальной, как проиллюстрировано на Фиг. 6, виртуальная линия L3 определяется как референсная линия BL бороздки, а средняя глубина D3, которая получается относительно виртуальной линии L3, определяется как средняя глубина D бороздки 5.
[0045]
В дополнение к этому, как проиллюстрировано на Фиг. 6, в том случае, когда бороздка 5 рассматривается в направлении Z толщины листа (в случае вида сверху бороздки 5), виртуальная линия LS, которая является параллельной направлению, перпендикулярному к направлению длины бороздки (направление ширины бороздки: направление, параллельное направлению Х прокатки в этом варианте осуществления), виртуально устанавливается в диапазоне 50 наблюдения. Виртуальная линия LS может быть установлена на произвольной высоте в направлении Z толщины листа. При измерении шероховатости поверхности стального листа 2, включающего в себя бороздку 5 вдоль виртуальной линии LS, с использованием устройства измерения шероховатости поверхности лазерного типа и т.п., как проиллюстрировано на Фиг. 7A, измеренная кривая поперечного сечения MLS, которая составляет контур бороздки 5 в направлении ширины бороздки, получается в форме, соответствующей виртуальной линии LS.
[0046]
После получения кривой поперечного сечения путем применения фильтра нижних частот (пороговое значение: λs) к измеренной кривой MLS поперечного сечения, полученной относительно виртуальной линии LS, как было описано выше, когда полосовой фильтр (пороговое значение: λf, λc), применяется к кривой поперечного сечения для того, чтобы удалить длинноволновые компоненты и коротковолновые компоненты из кривой поперечного сечения, как проиллюстрировано на Фиг. 7B, волновая кривая SWC (в дальнейшем называемая поперечной волновой кривой бороздки), которая составляет контур бороздки 5 в направлении ширины бороздки, получается в форме, соответствующей виртуальной линии LS. Эта волновая кривая представляет собой один вид контурных кривых в комбинации со следующей кривой шероховатости. Кривая шероховатости представляет собой контурную кривую, которая является подходящей, в частности, для точного выражения шероховатости поверхности контура, а волновая кривая представляет собой контурную кривую, которая является подходящей для упрощения формы контура гладкой линией.
[0047]
Как проиллюстрировано на Фиг. 7B, при использовании поперечной волновой кривой SWC расстояния (глубины d1 - dm в мкм) в направлении Z толщины листа между поверхностью 2a стального листа и контуром (то есть поперечной волновой кривой SWC) бороздки 5 в направлении ширины бороздки получаются во множестве (m) положений вдоль виртуальной линии LS. В этом варианте осуществления, как проиллюстрировано на Фиг. 7B, волновая кривая SWC имеет одно минимальное значение, и не имеет локального максимального значения. В этом варианте осуществления самое большое значение глубин d1 - dm, полученных как описано выше, устанавливается в качестве глубины Da бороздки (глубины самой глубокой части бороздки 5). В дополнение к этому, как проиллюстрировано на Фиг. 7B, в поперечной волновой кривой SWC бороздки область, удовлетворяющая следующему Условному выражению (4), определяется как область 5c бороздки, а центр области 5c бороздки в направлении ширины бороздки устанавливается в качестве центра GC бороздки.
di≥0,05×Da … (4)
(при условии, что i - целое число от 1 до m)
[0048]
В дополнение к этому, как проиллюстрировано на Фиг. 8, на поперечной волновой кривой SWC бороздки, представляющей контур бороздки 5, линейные сегменты, которые наклонены от поверхности 2a стального листа к самой глубокой части бороздки 5, устанавливаются в качестве первой поверхности 5a бороздки и второй поверхности 5b бороздки. Как проиллюстрировано на Фиг. 8, на первой поверхности 5a бороздки на поперечной волновой кривой SWC бороздки та точка, в которой глубина от поверхности 2a стального листа в направлении Z толщины листа становится равной 0,05×Da, устанавливается как P1, а та точка, в которой глубина от поверхности 2a стального листа в направлении Z толщины листа становится равной 0,50×Da, устанавливается как P2. На второй поверхности 5b бороздки на поперечной волновой кривой SWC бороздки та точка, в которой глубина от поверхности 2a стального листа в направлении Z толщины листа становится равной 0,05×Da, устанавливается как P3, а та точка, в которой глубина от поверхности 2a стального листа в направлении Z толщины листа становится равной 0,50×Da, устанавливается как P4.
[0049]
В дополнение к этому, как проиллюстрировано на Фиг. 8, прямая линия, которая соединяет точку P1 и точку P2 на первой поверхности 5a бороздки, устанавливается в качестве первой прямой линии Lb1 конца бороздки, а прямая линия, которая соединяет точку P3 и точку P4 на второй поверхности 5b бороздки, устанавливается в качестве второй прямой линии Lb2 конца бороздки. Таким образом, угол, образуемый первой прямой линией Lb1 конца бороздки, полученной из поперечной волновой кривой SWC бороздки, и направлением Z толщины листа, является первым углом θ1, а угол, образуемый второй прямой линией Lb2 конца бороздки, полученной из поперечной волновой кривой SWC бороздки, и направлением Z толщины листа, является вторым углом θ2.
Как было описано выше, этот примерный вариант осуществления иллюстрирует случай, в котором первая поверхность 5a бороздки подвергается линейной аппроксимации прямой линией, соединяющей две точки на первой поверхности 5a бороздки, но другой способ также может использоваться в качестве способа для линейной аппроксимации первой поверхности 5a бороздки. Например, первая поверхность 5a бороздки может быть подвергнута линейной аппроксимации с использованием метода наименьших квадратов. Это также верно для линейной аппроксимации второй поверхности 5b бороздки.
Кроме того, ширина W бороздки 5 определяется как расстояние между пересечением поверхности 2a стального листа и первой поверхности 5a бороздки и пересечением поверхности 2a стального листа и второй поверхности 5b бороздки. В частности, как проиллюстрировано на Фиг. 8, если смотреть на поперечное сечение бороздки 5, можно получить длину линейного сегмента (отверстия бороздки), соединяющего точку P1 и точку P3. Предпочтительно, чтобы ширина W бороздки составляла 10 мкм - 250 мкм для того, чтобы предпочтительно получить эффект измельчения магнитного домена.
[0050]
В то же время, в процессе производства ленточного сердечника выполняется обработка изгибом электротехнического стального листа 1 с ориентированной зеренной структурой. Было установлено, что в электротехническом стальном листе, в котором бороздка создается лазером, стальной лист с большой вероятностью может сломаться по бороздке во время процесса изгиба. Соответственно, в результате подробного анализа кристаллической структуры части бороздки авторы настоящего изобретения обнаружили, что разрушение вероятно в том случае, когда часть с малым размером зерна существует в части бороздки, то есть в том случае, когда расплавленный и повторно затвердевший слой существует в части бороздки.
В стальном листе 2 в том случае, когда расплавленный и повторно затвердевший слой существует в бороздке 5 стального листа 5, когда электротехнический стальной лист 1 с ориентированной зеренной структурой сгибается, разрушение может начаться с расплавленного и повторно затвердевшего слоя в качестве исходной точки. Таким образом, авторы настоящего изобретения пришли к следующему заключению. Когда расплавленный и повторно затвердевший слой существует в бороздке 5 стального листа 2, характеристики сопротивления изгибу электротехнического стального листа 1 с ориентированной зеренной структурой ухудшаются.
[0051]
Соответственно, в этом варианте осуществления предпочтительно, чтобы в стальном листе 2 средний размер кристаллического зерна, которое находится в контакте с бороздкой 5, составлял 5 мкм или больше. В том случае, когда расплавленный и повторно затвердевший слой, который получается при формировании бороздки 5, существует на периферии бороздки 5, существует высокая вероятность того, что предпочтительные характеристики сопротивления изгибу не будут получены. Соответственно, предпочтительно, чтобы расплавленный и повторно отвержденный слой не существовал на периферии бороздки 5. В том случае, когда расплавленный и повторно отвержденный слой не существует на периферии бороздки 5, средний размер кристаллического зерна (вторично рекристаллизованного зерна), которое находится в контакте с бороздкой 5, становится равным 5 мкм или больше. Например, кристаллическая форма расплавленного и повторно затвердевшего слоя может стать длинной столбчатой формой, которая проходит в вертикальном направлении от поверхности. В соответствии с этим предпочтительно, чтобы в размере кристаллического зерна (вторично рекристаллизованного зерна), которое находится в контакте с бороздкой 5, длина короткой оси столбчатого зерна составляла 5 мкм или больше. То есть, в кристаллическом зерне, которое находится в контакте с бороздкой 5, если смотреть на поверхность наблюдения, которая является параллельной поверхности электротехнического стального листа 1 с ориентированной зеренной структурой, предпочтительно, чтобы средний размер зерна составлял 5 мкм или больше. Например, размер кристаллического зерна может быть получен в соответствии с типичным способом измерения размера кристаллического зерна, таким как ASTM и E112, или может быть получен в соответствии со способом дифракционного рисунка обратного рассеяния электронов (EBSD). Например, бороздка 5, которая не включает в себя расплавленную и повторно затвердевшую область, может быть получена в соответствии со следующим способом производства.
[0052]
В частности, даже в том случае, когда бороздка 5 рассматривается на поперечном сечении бороздки, более предпочтительно, чтобы размер кристаллического зерна (вторично рекристаллизованного зерна), которое существует на нижней стороне бороздки 5 в стальном листе 2, в направлении толщины листа был равен или больше чем 5 мкм и равен или меньше чем толщина стального листа 2. Эта характеристика означает, что слой мелких зерен (расплавленный и повторно отвержденный слой), в котором размер кристаллического зерна в направлении толщины листа составляет приблизительно 1 мкм, не существует на нижней стороне бороздки 5 в стальном листе 2.
[0053]
Как проиллюстрировано на Фиг. 9, в том случае, когда стальной лист 2 рассматривается в направлении Z толщины листа, размер вторично рекристаллизованного зерна, которое существует в стальном листе 2, становится равным приблизительно 100 мм максимум. С другой стороны, в том случае, когда бороздка 5 рассматривается на поперечном сечении бороздки, размер кристаллического зерна (вторично рекристаллизованного зерна), которое существует на нижней стороне бороздки 5 в стальном листе 2, в направлении толщины листа, становится равным приблизительно 5 мкм минимум, и становится приблизительно равным толщине (например, от 0,1 до 0,4 мм) стального листа 2 максимум. Соответственно предпочтительно, чтобы нижний предел размера вторично рекристаллизованного зерна, которое существует на нижней стороне бороздки 5 в стальном листе 2, в направлении толщины листа устанавливался равным 5 мкм, а верхний его предел устанавливался равным толщине стального листа 2. Таким образом, в случае использования конфигурации, в которой расплавленный и повторно затвердевший слой не существует на нижней стороне бороздки 5, возможно улучшить характеристики сопротивления изгибу электротехнического стального листа 1 с ориентированной зеренной структурой.
[0054]
В дополнение к этому, толщина изолирующей пленки 4 в той области, в которой формируется бороздка 5, больше чем толщина изолирующей пленки 4 в других областях. Соответственно способность к адгезии между стальным листом 2 и изолирующей пленкой 4 в той области, в которой формируется бороздка 5, становится более слабой по сравнению с другими областями. В результате растрескивание или отслаивание могут происходить в изолирующей пленке 4 на периферии бороздки 5. Когда в изолирующей пленке 4 происходит растрескивание или отслаивание, в стальном листе 2 образуется ржавчина.
[0055]
Соответственно, в этом варианте осуществления, как проиллюстрировано на Фиг. 2, в том случае, когда бороздка 5 рассматривается на поперечном сечении, включающем в себя направление длины бороздки и направление Z толщины листа (продольном поперечном сечении бороздки), средняя арифметическая высота Ra кривой шероховатости, которая составляет контур области 5d дна бороздки 5, составляет 1 мкм - 3 мкм, предпочтительно 1,2 мкм - 2,5 мкм, и более предпочтительно 1,3 мкм - 2,3 мкм. Средняя длина RSm элемента кривой шероховатости, которая составляет контур области 5a дна бороздки, составляет 10 мкм - 150 мкм, предпочтительно 40 мкм - 145 мкм, и более предпочтительно 60 мкм - 140 мкм.
[0056]
Когда параметры шероховатости поверхности (Ra и RSm) удовлетворяют вышеописанным диапазонам, область 5d дна бороздки 5 становится постоянно шероховатой поверхностью. Соответственно, способность к адгезии между стальным листом 2 и стеклянной пленкой 3 или изолирующей пленкой 4 улучшается благодаря якорному эффекту. В соответствии с этим растрескивание или отслаивание становятся менее вероятными в стеклянной пленке 3 или изолирующей пленке 4 на периферии бороздки 5. В результате возможно улучшить коррозионную стойкость электротехнического стального листа 1 с ориентированной зеренной структурой.
[0057]
Однако, как проиллюстрировано на Фиг. 3, нельзя сказать, что глубина бороздки 5 является всегда постоянной в направлении ширины бороздки 5. Соответственно, важным является то, как определить область 5d дна бороздки в том случае, когда бороздка 5 рассматривается на продольном поперечном сечении бороздки. Далее будет дано описание одного примера способа определения области 5d дна бороздки в том случае, когда бороздка 5 рассматривается на продольном поперечном сечении бороздки.
[0058]
Фиг. 10 представляет собой вид в направлении стрелки на поперечное сечение по линии C-C, изображенной на Фиг. 6. Таким образом, Фиг. 10 показывает вид, когда бороздка 5 рассматривается на продольном поперечном сечении бороздки, включающем в себя референсную линию BL бороздки и направление Z толщины листа. Как проиллюстрировано на Фиг. 10, кривая, которая получается посредством преобразования измеренной кривой поперечного сечения, которая составляет контур бороздки 5 на продольном поперечном сечении бороздки, в волновую кривую, определяется как продольная волновая кривая LWC бороздки. Продольная волновая кривая LWC бороздки получается следующим образом. После получения кривой поперечного сечения путем применения фильтра нижних частот (пороговое значение: λs) к измеренной кривой поперечного сечения, полученной относительно референсной линии BL бороздки, полосовой фильтр (пороговое значение: λf, λc), применяется к кривой поперечного сечения для того, чтобы исключить длинноволновые компоненты и коротковолновые компоненты из кривой поперечного сечения, получая тем самым продольную волновую кривую LWC бороздки. Фиг. 10 представляет собой вид в направлении стрелки на поперечное сечение по линии C-C, изображенной на Фиг. 6. Таким образом, Фиг. 10 показывает вид, когда бороздка 5 рассматривается на продольном поперечном сечении бороздки, включающем в себя референсную линию BL бороздки и направление Z толщины листа. В этом варианте осуществления, как проиллюстрировано на Фиг. 10, в том случае, когда бороздка 5 рассматривается на продольном поперечном сечении бороздки, включающем в себя референсную линию BL бороздки и направление Z толщины листа, контур бороздки 5, который показан в диапазоне 50 наблюдения, устанавливается в качестве области 5d дна бороздки.
[0059]
Область 5d дна бороздки 5 определяется в соответствии с вышеописанным способом. Таким образом, в этом варианте осуществления, как проиллюстрировано на Фиг. 11, среднеарифметическая высота Ra кривой RC шероховатости, которая получается путем преобразования измеренной кривой поперечного сечения, которая составляет контур области 5d дна бороздки 5 в диапазоне 50 наблюдения продольного поперечного сечения бороздки, включающего в себя референсную линию BL бороздки и направление Z толщины листа, составляет 1 мкм - 3 мкм, предпочтительно 1,2 мкм - 2,5 мкм, и более предпочтительно 1,3 мкм - 2,3 мкм. Средняя длина RSm элемента кривой шероховатости, которая получается путем преобразования измеренной кривой поперечного сечения, которая составляет контур области 5d дна бороздки, составляет 10 мкм - 150 мкм, предпочтительно 40 мкм - 145 мкм, и еще более предпочтительно 60 мкм - 140 мкм. Кривая RC шероховатости получается следующим образом. После получения кривой поперечного сечения путем применения фильтра нижних частот с пороговым значением λs к измеренной кривой поперечного сечения, полученной относительно референсной линии BL бороздки, фильтр высоких частот (пороговое значение: λc) применяется к кривой поперечного сечения для того, чтобы исключить длинноволновые компоненты из кривой поперечного сечения, получая тем самым кривую RC шероховатости. Как было описано выше, кривая RC шероховатости представляет собой контурную кривую, которая является, в частности, подходящей для точного выражения шероховатости поверхности контура. В дополнение к этому, определение среднеарифметической высоты Ra кривой RC шероховатости и средней длины RSm элемента кривой шероховатости соответствует японскому промышленному стандарту JIS B 0601 (2013).
[0060]
Как было описано выше, в соответствии с электротехническим стальным листом 1 с ориентированной зеренной структурой этого варианта осуществления бороздка 5, которая удовлетворяет условию глубины и условию формы, обеспечивается в стальном листе 2. Соответственно, становится возможным совместить максимизацию эффекта уменьшения потерь в железе и минимизацию уменьшения плотности магнитного потока с хорошим балансом.
В дополнение к этому, в соответствии с этим вариантом осуществления используется конфигурация, в которой расплавленный и повторно затвердевший слой не существует на нижней стороне бороздки 5 в стальном листе 2. Соответственно, становится возможным улучшить коррозионную стойкость электротехнического стального листа 1 с ориентированной зеренной структурой.
В дополнение к этому, в соответствии с этим вариантом осуществления используется конфигурация, в которой среднеарифметическая высота Ra кривой RC шероховатости, которая составляет контур области 5d дна бороздки, составляет 1 мкм - 3 мкм, а средняя длина RSm элемента кривой шероховатости составляет 10 мкм - 150 мкм. Соответственно, возможно улучшить коррозионную стойкость электротехнического стального листа 1 с ориентированной зеренной структурой.
[0061]
В дополнение к этому, как проиллюстрировано на Фиг. 3, этот вариант осуществления иллюстрирует состояние, в котором стеклянная пленка 3 не существует в бороздке 5 (то есть состояние, в котором средняя толщина стеклянной пленки 3 является равной 0 мкм), но стеклянная пленка 3, средняя толщина которой составляет больше чем 0 мкм и равна или меньше 5 мкм, и изолирующая пленка 4, средняя толщина которой составляет 1 мкм - 5 мкм, могут быть расположены в бороздке 5. В дополнение к этому, стеклянная пленка 3, средняя толщина которой составляет 0,5 мкм - 5 мкм, и изолирующая пленка 4, средняя толщина которой составляет 1 мкм - 5 мкм, могут быть расположены на поверхности 2a стального листа. В дополнение к этому, средняя толщина стеклянной пленки 3 в бороздке 5 может быть меньше, чем средняя толщина стеклянной пленки 3 на поверхности 2a стального листа.
[0062]
Когда толщина стеклянной пленки 3 и изолирующей пленки 4 установлена как описано выше, растрескивание или отслаивание становятся менее вероятными в изолирующей пленке 4 на периферии бороздки 5. Соответственно, коррозионная стойкость электротехнического стального листа 1 с ориентированной зеренной структурой дополнительно улучшается. В дополнение к этому, путем использования конфигурации, в которой стеклянная пленка 3 не существует в бороздке 5 (то есть конфигурации, в которой средняя толщина стеклянной пленки 3 в бороздке 5 равна нулю), можно дополнительно уменьшить расстояние между поверхностями стенок бороздки, которые обращены друг к другу (ширину бороздки). Соответственно, возможно дополнительно улучшить эффект уменьшения потерь в железе благодаря бороздке 5.
[0063]
В дополнение к этому, этот вариант осуществления иллюстрирует электротехнический стальной лист 1 с ориентированной зеренной структурой, включающий в себя стеклянную пленку 3. Однако, поскольку стеклянная пленка 3 не является существенным составляющим элементом, как было описано выше, даже когда настоящее изобретение применяется к электротехническому стальному листу с ориентированной зеренной структурой, состоящему только из стального листа 2 и изолирующей пленки 4, может быть получен тот же самый эффект. В электротехническом стальном листе с ориентированной зеренной структурой, который состоит только из стального листа 2 и изолирующей пленки 4, изолирующая пленка 4, средняя толщина которой составляет 1 мкм - 5 мкм, может быть расположена в бороздке 5, и изолирующая пленка 4, средняя толщина которой составляет 1 мкм - 5 мкм, может быть расположена на поверхности 2а стального листа.
[0064]
Далее будет дано описание способа производства электротехнического стального листа 1 с ориентированной зеренной структурой в соответствии с этим вариантом осуществления.
Фиг. 12 представляет собой блок-схему, иллюстрирующую процессы производства электротехнического стального листа 1 с ориентированной зеренной структурой. Как проиллюстрировано на Фиг. 12, в первом процессе литья S01, расплавленная сталь, которая имеет химический состав, включающий в себя Si: от 0,8 мас.% до 7 мас.%, C: больше чем 0 мас.% меньше или равно 0,085 мас.%, растворимый в кислоте Al: от 0 мас.% до 0,065 мас.%, N: от 0 мас.% до 0,012 мас.%, Mn: от 0 мас.% до 1 мас.%, Cr: от 0 мас.% до 0,3 мас.%, Cu: от 0 мас.% до 0,4 мас.%, P: от 0 мас.% до 0,5 мас.%, Sn: от 0 мас.% до 0,3 мас.%, Sb: от 0 мас.% до 0,3 мас.%, Ni: от 0 мас.% до 1 мас.%, S: от 0 мас.% до 0,015 мас.%, Se: от 0 мас.% до 0,015 мас.%, а также остаток, включающий в себя Fe и неизбежные примеси, подается в машину непрерывного литья, и непрерывно производится сляб.
[0065]
После этого, в процессе S02 горячей прокатки, сляб, полученный в процессе S01 литья, нагревается до предопределенной температуры (например, 1150-1400°C), и выполняется горячая прокатка этого сляба. В соответствии с этим получается, например, горячекатаный стальной лист, имеющий толщину 1,8-3,5 мм.
[0066]
После этого, в процессе S03 отжига, выполняется отжиг горячекатаного стального листа, полученного в процессе S02 горячей прокатки, при предопределенных температурных условиях (например, когда нагревание выполняется при 750-1200°C в течение от 30 с до 10 мин). После этого, в процессе S04 холодной прокатки выполняется травление поверхности горячекатаного стального листа, который был отожжен в процессе S03 отжига, а затем выполняется холодная прокатка этого горячекатаного стального листа. В соответствии с этим получается, например, холоднокатаный стальной лист, имеющий толщину 0,15-0,35 мм.
[0067]
После этого, в процессе S05 обезуглероживающего отжига, выполняется термическая обработка (то есть обработка обезуглероживающего отжига) листа холоднокатаной стали, полученного в процессе S04 холодной прокатки, при предопределенных температурных условиях (например, когда нагревание выполняется при 700-900°C в течение 1-3 мин). Когда выполняется обработка обезуглероживающего отжига листа холоднокатаной стали, содержание углерода уменьшается до предопределенного количества или меньше, и формируется первичная структура рекристаллизации. В дополнение к этому, в процессе S05 обезуглероживающего отжига оксидный слой, который содержит кремнезем (SiO2) в качестве главного компонента, формируется на поверхности листа холоднокатаной стали.
[0068]
После этого, в процессе S06 нанесения отжигового сепаратора, отжиговый сепаратор, который содержит оксид магния (MgO) в качестве главного компонента, наносится на поверхность листа холоднокатаной стали (поверхность оксидного слоя). После этого, в процессе S07 окончательного отжига, выполняется термическая обработка (то есть окончательный отжиг) листа холоднокатаной стали, на который был нанесен отжиговый сепаратор, при предопределенных температурных условиях (например, когда нагревание выполняется при 1100-1300°C в течение 20-24 час). Когда выполняется окончательный отжиг, в листе холоднокатаной стали происходит вторичная рекристаллизация, и лист холоднокатаной стали очищается. В результате возможно получить лист холоднокатаной стали, который имеет вышеописанный химический состав стального листа 2, и в котором кристаллической ориентацией управляют так, чтобы ось легкого намагничивания кристаллического зерна и направление Х прокатки соответствовали друг другу (то есть стальной лист 2 в состоянии перед тем, как бороздка 5 будет сформирована в электротехническом стальном листе 1 с ориентированной зеренной структурой).
[0069]
В дополнение к этому, когда выполняется описанный выше окончательный отжиг, оксидный слой, содержащий кремнезем в качестве главного компонента, реагирует с отжиговым сепаратором, который содержит оксид магния в качестве главного компонента, и стеклянная пленка 3, включающая в себя композитный оксид, такой как форстерит (Mg2SiO4), формируется на поверхности стального листа 2. В процессе S07 окончательного отжига окончательный отжиг выполняется в состоянии, в котором стальной лист 2 смотан в рулон. Стеклянная пленка 3 формируется на поверхности стального листа 2 во время окончательного отжига. Соответственно, возможно предотвратить прилипание к стальному листу 2, который смотан в рулон.
[0070]
После этого, в процессе S08 облучения лазером поверхность (только одна поверхность) стального листа 2, на которой формируется стеклянная пленка 3, облучается лазером для того, чтобы сформировать множество бороздок 5, которые проходят в направлении, пересекающем направление Х прокатки, на поверхности стального листа 2 с предопределенным интервалом вдоль направления Х прокатки. Далее процесс S08 облучения лазером будет описан подробно со ссылкой на Фиг. 13-15.
[0071]
Как проиллюстрировано на Фиг. 13, в процессе S08 облучения лазером лазерный свет YL, который испускается из лазерного источника света (не показан), передается к устройству 10 лазерного облучения через оптическое волокно 9. Многоугольное зеркало (не показано) и устройство вращательного привода (не показано) многоугольного зеркала встроены в устройство 10 лазерного облучения.
Устройство 10 лазерного облучения облучает поверхность стального листа 2 лазерным светом YL и сканирует стальной лист 2 лазерным светом YL в направлении, которое приблизительно параллельно направлению Y ширины стального листа 2, благодаря вращению многоугольного зеркала.
[0072]
Вспомогательный газ 25, такой как воздух или инертный газ, подается к той части стального листа 2, которая облучается лазерным светом YL, одновременно с облучением лазерным светом YL. Примеры инертного газа включают в себя азот, аргон и т.п. Вспомогательный газ 25 играет роль удаления компонента, который плавится или испаряется из стального листа 2 при облучении лазером. Лазерный свет YL достигает стального листа 2, не блокируясь расплавленным или испаренным компонентом благодаря распылению вспомогательного газа 25. Соответственно, бороздка 5 формируется устойчиво. В дополнение к этому, благодаря подаче вспомогательного газа 25 возможно подавить присоединение этого компонента к стальному листу 2. В результате бороздка 5 формируется вдоль линии развертки лазерного света YL. В дополнение к этому, как было описано выше, поскольку компонент удаляется благодаря распылению вспомогательного газа 25, возможно получить конфигурацию, в которой расплавленный и повторно затвердевший слой не существует на нижней стороне бороздки 5.
[0073]
В процессе S08 облучения лазером поверхность стального листа 2 облучается лазерным светом YL в то время как стальной лист 2 движется вдоль направления перемещения листа, которое соответствует направлению Х прокатки. Здесь частотой вращения многоугольного зеркала управляют синхронно со скоростью перемещения стального листа 2 так, чтобы бороздка 5 формировалась с предопределенным интервалом МН вдоль направления Х прокатки. В результате, как проиллюстрировано на Фиг. 13, множество бороздок 5, которые пересекают направление Х прокатки, формируется на поверхности стального листа 2 с предопределенным интервалом PL вдоль направления Х прокатки.
[0074]
В качестве источника лазерного света может использоваться, например, волоконный лазер. В качестве источника лазерного света может использоваться мощный лазер, такой как лазер YAG, полупроводниковый лазер и углекислотный лазер, которые обычно используются в промышленности. В дополнение к этому, в качестве источника лазерного света могут использоваться импульсный лазер или лазер непрерывного действия, если бороздка 5 может устойчиво формироваться. В качестве лазерного света YL предпочтительно чтобы использовать одномодовый лазер, который имеет высокое свойство конденсирования света и является подходящим для формирования бороздки.
[0075]
В качестве условий облучения лазерным светом YL, например, предпочтительно, чтобы мощность лазера устанавливалась равной от 200 Вт до 3000 Вт, диаметр пятна сфокусированного лазерного света YL в направлении Х прокатки (то есть диаметр, включающий в себя 86% мощности лазера, в дальнейшем называемый 86%-ным диаметром) составлял от 10 мкм до 1000 мкм, диаметр пятна сфокусированного лазерного света YL (86%-ный диаметр) в направлении Y ширины листа составлял от 10 мкм до 1000 мкм, скорость лазерного сканирования составляла от 5 м/с до 100 м/с, и шаг лазерного сканирования (интервал PL) составлял от 4 мм до 10 мм. Условия облучения лазером могут быть подходящим образом отрегулированы для того, чтобы получить желаемую глубину D бороздки. Например, в случае получения большой глубины D бороздки скорость лазерного сканирования может быть установлена малой, а выходная мощность лазера может быть установлена высокой.
[0076]
Как проиллюстрировано на Фиг. 14A, в том случае, когда бороздка 5 рассматривается в направлении лазерного сканирования (в направлении длины бороздки), когда угол (угол облучения лазером) между направлением Z толщины листа и направлением облучения лазерным светом YL определяется как φ1, предпочтительно, чтобы угол φ1 облучения лазером устанавливался в диапазоне 10-45° так, чтобы был получен желаемый первый угол θ1 в поперечном сечении бороздки 5. В соответствии с этим возможно получить асимметричную форму профиля бороздки 5, как проиллюстрировано на Фиг. 3. Кроме того, вспомогательный газ 25 распыляется так, чтобы соответствовать лазерному свету YL. Однако в том случае, когда угол φ1 лазерного облучения устанавливается в указанном диапазоне, направление распыления (угол распыления) вспомогательного газа 25 особенно не ограничивается.
[0077]
С другой стороны, когда направление распыления вспомогательного газа 25 устанавливается следующим образом, возможно получить асимметричную форму профиля бороздки 5, как проиллюстрировано на Фиг. 3. Как проиллюстрировано на Фиг. 14B, на виде сверху стального листа 2, который перемещается вдоль направления TD движения листа, параллельного направлению Х прокатки, вспомогательный газ 25 распыляется так, чтобы соответствовать лазерному свету YL, в направлении, имеющем угол наклона φ2 относительно направления SD лазерного сканирования (направления, параллельного направлению Y ширины листа) лазерного света YL. В дополнение к этому, как проиллюстрировано на Фиг. 14C, когда стальной лист 2, который перемещается вдоль направления TD движения листа, если смотреть в направлении Y ширины листа (в направлении SD лазерного сканирования), вспомогательный газ 25 распыляется так, чтобы соответствовать лазерному свету YL, в направлении, имеющем угол наклона φ3 относительно поверхности 2а стального листа. Предпочтительно, чтобы угол φ2 находился в диапазоне 90° - 180°, а угол φ3 находился в диапазоне 1° - 85°.
В дополнение к этому, предпочтительно выполнять управление атмосферой таким образом, чтобы количество частиц, которые существуют в атмосфере движущегося стального листа 2 и имеют диаметр 0,5 мкм или больше, стало равным или больше чем 10 и меньше чем 10000 на 1 кубический фут.
[0078]
В частности, когда угол φ2 распыления вспомогательного газа относительно направления лазерного сканирования и угол φ3 распыления вспомогательного газа относительно поверхности 2а стального листа устанавливаются в вышеописанных диапазонах, становится возможным придать профилю бороздки 5 асимметричную форму, проиллюстрированную на Фиг. 3, и становится возможным точно управлять шероховатостью поверхности (Ra, RSm) области 5d дна бороздки. В дополнение к этому, когда количество частиц, которые существуют в окружающей лист атмосфере и имеют диаметр 0,5 мкм или больше, устанавливается в вышеописанном диапазоне, становится возможным еще более точно управлять шероховатостью поверхности (в частности, RSm) области 5d дна бороздки. В дополнение к этому, предпочтительно устанавливать скорость потока вспомогательного газа 25 в диапазоне 10-1000 л/мин. Однако в том случае, когда скорость потока вспомогательного газа 25 составляет 50 л/мин или меньше, расплавленный и повторно затвердевший слой может образовываться на нижней стороне бороздки 5. Соответственно, более предпочтительно, чтобы нижний предел скорости потока вспомогательного газа 25 составлял более 50 л/мин.
[0079]
В предшествующем уровне техники в случае формирования бороздки с помощью облучения лазером вспомогательный газ распыляется в направлении к поверхности стального листа так, чтобы соответствовать лазеру, в направлении, перпендикулярном поверхности стального листа (в направлении толщины листа), чтобы эффективно сформировать бороздку, имеющую прямоугольное поперечное сечение (то есть бороздку, имеющую двусторонне симметричную форму). Авторы настоящего изобретения выполнили тщательное исследование этой конфигурации, и выяснили следующее. Когда направление облучения лазерным светом YL и направление распыления вспомогательного газа 25 определяются в трехмерном пространстве, как проиллюстрировано на Фиг. 14A - 14C, возможно точно управлять формой профиля бороздки 5 как симметричной формой, удовлетворяющей Выражениям (1) - (3). В дополнение к этому, когда определяется количество частиц в окружающей лист атмосфере во время облучения лазерным светом, возможно точно управлять шероховатостью поверхности (Ra, RSm) области 5d дна бороздки.
[0080]
В дополнение к этому, авторы настоящего изобретения обнаружили следующее. Когда бороздка, имеющая симметричную форму, которая удовлетворяет Выражениям (1) - (3), формируется в электротехническом стальном листе с ориентированной зеренной структурой в соответствии с вышеописанным новым способом производства, возможно совместить максимизацию эффекта уменьшения потерь в железе и минимизацию уменьшения плотности магнитного потока с хорошим балансом, и коррозионная стойкость может быть дополнительно улучшена. Авторы настоящего изобретения завершили настоящее изобретение на основе этих находок. Соответственно, способ производства электротехнического стального листа с ориентированной зеренной структурой в соответствии с этим вариантом осуществления (в частности, процесс облучения лазером) является новым способом производства, который не предсказывался специалистами в данной области техники, и электротехнический стальной лист 1 с ориентированной зеренной структурой, который получается в соответствии с этим способом производства, также имеет новую конфигурацию (форму профиля бороздки 5 и шероховатость поверхности области 5d дна бороздки), которые не могли быть предсказаны специалистами в данной области техники.
[0081]
В том случае, когда трудно сформировать бороздку 5 на всем стальном листе 2 в направлении Y ширины листа с помощью одного устройства 10 лазерного облучения, как проиллюстрировано на Фиг. 15, бороздка 5 может быть сформирована на всем стальном листе 2 в направлении Y ширины листа с использованием множества устройств 10 лазерного облучения. В этом случае, как проиллюстрировано на Фиг. 15, множество устройств 10 лазерного облучения располагается вдоль направления Х прокатки с предопределенным интервалом. В дополнение к этому, если смотреть в направлении Х прокатки, положения соответствующих устройств 10 лазерного облучения в направлении Y ширины листа устанавливаются так, чтобы линии лазерного сканирования соответствующих устройств 10 лазерного облучения не перекрывались друг с другом. С использованием способа облучения лазером, проиллюстрированного на Фиг. 15, возможно сформировать множество бороздок 5, проиллюстрированных на Фиг. 1, на поверхности 2a стального листа.
[0082]
Возвращаясь к Фиг. 12, в процессе S09 окончательного формирования изолирующей пленки, например, раствор изолирующего покрытия, содержащий коллоидный кремнезем и фосфат, наносится на поверхность 2a стального листа, в котором бороздка 5 сформирована в соответствии с процессом S08 облучения лазером, с верхней стороны стеклянной пленки 3. Затем, когда термическая обработка выполняется при предопределенной температуре (например, 840-920°C), возможно наконец получить электротехнический стальной лист 1 с ориентированной зеренной структурой, включающий в себя стальной лист 2, в котором сформирована бороздка 5, стеклянную пленку 3 и изолирующую пленку 4, как проиллюстрировано на Фиг. 1-3.
[0083]
Стальной лист 2 электротехнического стального листа 1 с ориентированной зеренной структурой, произведенного как было описано выше, содержит в качестве химических компонентов Si: от 0,8 мас.% до 7 мас.%, C: больше чем 0 мас.% меньше или равно 0,085 мас.%, растворимый в кислоте Al: от 0 мас.% до 0,065 мас.%, N: от 0 мас.% до 0,012 мас.%, Mn: от 0 мас.% до 1 мас.%, Cr: от 0 мас.% до 0,3 мас.%, Cu: от 0 мас.% до 0,4 мас.%, P: от 0 мас.% до 0,5 мас.%, Sn: от 0 мас.% до 0,3 мас.%, Sb: от 0 мас.% до 0,3 мас.%, Ni: от 0 мас.% до 1 мас.%, S: от 0 мас.% до 0,015 мас.%, Se: от 0 мас.% до 0,015 мас.%, а также остаток, включающий в себя Fe и неизбежные примеси.
[0084]
Кроме того, этот вариант осуществления иллюстрирует случай использования производственного процесса, в котором бороздка 5 формируется на поверхности 2а стального листа посредством облучения лазером до того, как изолирующая пленка 4 будет сформирована на поверхности 2а стального листа, а уже затем изолирующая пленка 4 формируется на поверхности 2а стального листа. Этот вариант осуществления не ограничивается этим, и может использовать производственный процесс, в котором после формирования изолирующей пленки 4 на поверхности 2а стального листа поверхность 2а стального листа облучается лазерным светом YL с верхней стороны изолирующей пленки 4 для того, чтобы сформировать бороздку 5 на поверхности 2а стального листа. В этом случае бороздка 5 сразу после лазерного облучения подвергается воздействию внешней среды. Соответственно, необходимо сформировать изолирующую пленку 4 на стальном листе 2 после формирования бороздки 5. Альтернативно в этом варианте осуществления стеклянная пленка 3 или изолирующая пленка 4 могут быть сформированы после того, как бороздка 5 будет сформирована на стальном листе 2.
[0085]
Соответственно, электротехнический стальной лист 1 с ориентированной зеренной структурой, для которого высокотемпературный отжиг для вторичной рекристаллизации завершен и покрытие стеклянной пленкой 3 и изолирующей пленкой 4 завершено, включается в электротехнический стальной лист с ориентированной зеренной структурой в соответствии с этим вариантом осуществления, и магнитный стальной лист с ориентированной зеренной структурой до завершения покрытия стеклянной пленкой 3 или изолирующей пленкой 4 и после формирования бороздки 5 также включается в электротехнический стальной лист с ориентированной зеренной структурой. Таким образом, конечный продукт может быть получен путем формирования стеклянной пленки 3 или изолирующей пленки 4 в качестве заключительной обработки с использованием электротехнического стального листа с ориентированной зеренной структурой в соответствии с настоящим вариантом осуществления. Кроме того, как описано выше, в случае удаления стеклянной пленки 3 или изолирующей пленки 4 с электротехнического стального листа 1 с ориентированной зеренной структурой, в котором сформированы стеклянная пленка 3 или изолирующая пленка 4, в соответствии с вышеописанным способом удаления пленки, подтверждено, что форма или шероховатость бороздки 5 являются приблизительно теми же самыми, что и перед формированием стеклянной пленки 3 или изолирующей пленки 4.
[0086]
Кроме того, этот вариант осуществления иллюстрирует случай выполнения процесса S08 лазерного облучения после процесса S07 окончательного отжига, но процесс лазерного облучения может быть выполнен между процессом S04 холодной прокатки и процессом S05 обезуглероживающего отжига. Таким образом, при выполнении лазерного облучения и распыления вспомогательного газа для листа холоднокатаной стали, который получен в процессе S04 холодной прокатки, после формирования бороздки 5 на поверхности 2а листа холоднокатаной стали может быть выполнен обезуглероживающий отжиг этого листа холоднокатаной стали.
Примеры
[0087]
Далее эффект аспекта настоящего изобретения будет описан более конкретно со ссылкой на примеры, но условия в Примерах представляют собой один условный пример, который используется для того, чтобы подтвердить удобство использования и эффект настоящего изобретения, и настоящее изобретение не ограничивается этим одним условным примером. Настоящее изобретение может использовать различные условия, пока цель настоящего изобретения достигается без отступления от сути настоящего изобретения.
[0088]
(Проверка 1 баланса между максимизацией эффекта уменьшения потерь в железе и минимизацией уменьшения плотности магнитного потока)
Сначала электротехнический стальной лист с ориентированной зеренной структурой, используемый в Проверке 1, был произведен следующим образом.
Горячая прокатка выполнялась для сляба, имеющего химический состав, содержащий Si: 3,0 мас.%, C: 0,08 мас.%, кислоторастворимый Al: 0,05 мас.%, N: 0,01 мас.%, Mn: 0,12 мас.%, Cr: 0,05 мас.%, Cu: 0,04 мас.%, P: 0,01 мас.%, Sn: 0,02 мас.%, Sb: 0,01 мас.%, Ni: 0,005 мас.%, S: 0,007 мас.%, Se: 0,001 мас.%, а также остаток, включающий в себя Fe и неизбежные примеси, для того, чтобы получить горячекатаный стальной лист, имеющий толщину 2,3 мм.
[0089]
После этого выполнялся отжиг горячекатаного стального листа при таких температурных условиях, что нагревание выполнялось при 1000°C в течение одной минуты. Было выполнено травление поверхности горячекатаного стального листа, который был подвергнут отжигу, а затем была выполнена холодная прокатка горячекатаного стального листа для того, чтобы получить лист холоднокатаной стали, имеющий толщину 0,23 мм. После этого был выполнен обезуглероживающий отжиг листа холоднокатаной стали при таких условиях, что нагревание выполнялось при 800°C течение двух минут, а затем отжиговый сепаратор, содержащей оксид магния (MgO) в качестве главного компонента, был нанесено на поверхность листа холоднокатаной стали.
[0090]
После этого был выполнен окончательный отжиг листа холоднокатаной стали, на который был нанесен отжиговый сепаратор, при таких условиях, что нагревание выполнялось при 1200°C в течение 20 час. В результате был получен лист холоднокатаной стали (стальной лист, на поверхности которого была сформирована стеклянная пленка), имеющий вышеописанный химический состав, с такой кристаллической ориентацией, что ось легкого намагничивания кристаллического зерна и направление прокатки соответствовали друг другу.
[0091]
После этого, как было описано выше, та поверхность стального листа, на которой была сформирована стеклянная пленка, была облучена лазером. В соответствии с этим множество бороздок, которые проходят в направлении, пересекающем направление прокатки, было сформировано на поверхности стального листа с предопределенным интервалом вдоль направления прокатки.
В качестве условий облучения лазерным светом YL, выходная мощность лазера регулировалась в диапазоне 200 Вт - 3000 Вт, диаметр сфокусированного пятна (86%-ный диаметр) лазерного света YL в направлении Х прокатки регулировался в диапазоне 10 мкм - 1000 мкм, диаметр сфокусированного пятна (86%-ный диаметр) лазерного света YL в направлении Y ширины листа регулировался в диапазоне 10 мкм - 1000 мкм, скорость лазерного сканирования регулировалась в диапазоне 5 м/с - 100 м/с, и шаг лазерного сканирования (интервал PL) регулировался в диапазоне 4 мм - 10 мм для того, чтобы получить желаемую глубину D бороздки.
В дополнение к этому, угол φ2 распыления вспомогательного газа относительно направления лазерного сканирования регулировался в диапазоне 90° - 180°, и угол φ3 распыления вспомогательного газа относительно поверхности стального листа регулировался в диапазоне 1° - 85° для того, чтобы получить желаемые значения первого угла θ1 и второго угла θ2 в поперечном сечении бороздки 5.
[0092]
Как было описано выше, раствор для электроизоляционного покрытия, содержащий коллоидный кремнезем и фосфат, был нанесен на стальной лист, в котором бороздка была сформирована с верхней стороны стеклянной пленки, и термическая обработка была выполнена при таких условиях, что нагревание выполнялось при 850°C в течение одной минуты. В соответствии с этим был наконец получен электротехнический стальной лист с ориентированной зеренной структурой, включающий в себя стальной лист, в котором была сформирована бороздка, стеклянную пленку и изолирующую пленку.
[0093]
Стальной лист (в котором была сформирована бороздка) в электротехническом стальном листе с ориентированной зеренной структурой, который был наконец получен, содержал главным образом Si: 3,0 мас.%.
[0094]
В соответствии с вышеописанными процессами, как проиллюстрировано в Таблице 1, электротехнические стальные листы с ориентированной зеренной структурой, которые различаются средней глубиной D бороздки (в мкм) и шириной W бороздки (в мкм), были подготовлены в качестве электротехнических стальных листов с ориентированной зеренной структурой, соответствующих Тестам №№ 1-8. Во всех электротехнических стальных листах с ориентированной зеренной структурой, соответствующих Тестам №№ 1-8, если смотреть на поперечное сечение бороздки 5, первый угол θ1 был установлен равным 45°, а второй угол θ2 был установлен равным 60°.
[0095]
Электротехнические стальные листы с ориентированной зеренной структурой, соответствующие Тестам №№ 3-7, являются электротехническими стальными листами с ориентированной зеренной структурой примеров настоящего изобретения, которые удовлетворяют условию (Условию 1), в котором средняя глубина D бороздки больше 10 мкм и равна или меньше 40 мкм, условию (Условию 2), в котором первый угол θ1 составляет 0° - 50°, условию (Условию 3), в котором второй угол θ2 больше чем первый угол θ1 и составляет 75° или меньше, а также условию (Условию 4), в котором значение разности (θ2-θ1) между вторым углом θ2 и первым углом θ1 составляет 10° или больше. Электротехнические стальные листы с ориентированной зеренной структурой, соответствующие Тестам №№ 1, 2 и 8, являются электротехническими стальными листами с ориентированной зеренной структурой сравнительных примеров, которые удовлетворяют только Условиям 2-4. Во всех электротехнических стальных листах с ориентированной зеренной структурой, соответствующих Тестам №№ 1-8, коэффициент α существования асимметричной области бороздки в направлении длины бороздки составлял 70% или больше. Кроме того, в примерах условия лазерного облучения находились в диапазоне, описанном в этом варианте осуществления. В сравнительных примерах условия лазерного облучения отклонялись от этого диапазона.
[0096]
Потери в железе W17/50 и величина ΔB8 уменьшения плотности B8 магнитного потока были измерены для каждого из электротехнических стальных листов с ориентированной зеренной структурой, соответствующих Тестам №№ 1-8. Результаты измерения показаны в Таблице 1. Кроме того, потери в железе W17/50 представляют собой потери энергии на единицу веса (в Вт/кг), которые измеряются при условиях возбуждения плотности магнитного потока 1,7 Tл и частоты 50 Гц относительно тестового образца (например, тестового образца размером 100 мм×500 мм) электротехнических стальных листов с ориентированной зеренной структурой. В дополнение к этому, величина ΔB8 уменьшения плотности B8 магнитного потока является значением (в Гс), получаемым путем вычитания плотности B8 магнитного потока, измеренной после формирования бороздки, из плотности B8 магнитного потока, измеренной перед формированием бороздки. Плотность B8 магнитного потока перед формированием бороздки составляла 1910 Тл (=19100 Гс), и потери в железе W17/50 перед формированием бороздки составляли 0,97 Вт/кг.
[0097]
Как проиллюстрировано в Таблице 1, в электротехнических стальных листах с ориентированной зеренной структурой сравнительных примеров (средняя глубина D бороздки составляет 10 мкм или меньше), соответствующих Тестам №№ 1 и 2, потери в железе W17/50 практически не изменяется по сравнению с потерями в железе перед формированием бороздки (то есть эффект улучшения потерь в железе является малым). В дополнение к этому, в электротехническом стальном листе с ориентированной зеренной структурой сравнительного примера (средняя глубина D бороздки больше 40 мкм), соответствующем Тесту № 8, величина ΔB8 уменьшения плотности B8 магнитного потока является очень большой (то есть эффект подавления уменьшения плотности B8 магнитного потока является малым).
[0098]
С другой стороны, как проиллюстрировано в Таблице 1, в электротехнических стальных листах с ориентированной зеренной структурой примеров настоящего изобретения, соответствующих Тестам №№ 3-7, потери в железе W17/50 значительно уменьшаются (то есть эффект улучшения потерь в железе увеличивается) по сравнению с потерями в железе перед формированием бороздки, а величина ΔB8 уменьшения плотности B8 магнитного потока подавляется до относительно малого значения (то есть эффект подавления уменьшения плотности B8 магнитного потока является большим). В соответствии с этой Проверкой 1, как было описано выше, было подтверждено, что для того, чтобы совместить максимизацию эффекта уменьшения потерь в железе и минимизацию уменьшения плотности магнитного потока с хорошим балансом, необходимо удовлетворить все Условия 1-4.
[0099]
[Таблица 1]
(мкм)
(мкм)
[0100]
(Проверка 2 баланса между максимизацией эффекта уменьшения потерь в железе и минимизацией уменьшения плотности магнитного потока)
Затем, как проиллюстрировано в Таблице 2, в качестве электротехнических стальных листов с ориентированной зеренной структурой, соответствующих Тестам №№ 9-14, электротехнические стальные листы с ориентированной зеренной структурой, которые различаются комбинацией первого угла θ1 и второго угла θ2, были подготовлены с помощью того же самого процесса, что и в Проверке 1. Во всех электротехнических стальных листах с ориентированной зеренной структурой, соответствующих Тестам №№ 9-14, средняя глубина D бороздки была установлена равной 20 мкм, а ширина W бороздки была установлена равной 70 мкм.
[0101]
Электротехнические стальные листы с ориентированной зеренной структурой, соответствующие Тестам №№ 11-13, являются электротехническим стальным листом с ориентированной зеренной структурой примеров настоящего изобретения, которые удовлетворяют всем Условиям 1-4. Электротехнические стальные листы с ориентированной зеренной структурой, соответствующие Тестам №№ 9 и 10, являются электротехническими стальными листами с ориентированной зеренной структурой сравнительных примеров, которые удовлетворяют только Условию 1. Электротехнический стальной лист с ориентированной зеренной структурой, соответствующий Тесту № 14, является электротехническим стальным листом с ориентированной зеренной структурой сравнительного примера, который удовлетворяет только Условиям 1-3. Как и в случае с Проверкой 1, потери в железе W17/50 и величина ΔB8 уменьшения плотности B8 магнитного потока были измерены для каждого из электротехнических стальных листов с ориентированной зеренной структурой, соответствующих Тестам №№ 9-14. Результаты измерения показаны в Таблице 2.
[0102]
Как проиллюстрировано в Таблице 2, в электротехнических стальных листах с ориентированной зеренной структурой примеров настоящего изобретения, соответствующих Тестам №№ 11-13, потери в железе W17/50 значительно уменьшаются (то есть эффект улучшения потерь в железе увеличивается) по сравнению с потерями в железе перед формированием бороздки, а величина ΔB8 уменьшения плотности B8 магнитного потока подавляется до относительно малого значения (то есть эффект подавления уменьшения плотности B8 магнитного потока является большим).
[0103]
С другой стороны, в электротехнических стальных листах с ориентированной зеренной структурой (θ1>50°) сравнительных примеров, соответствующих Тестам №№ 9 и 10, эффект улучшения потерь в железе был меньше по сравнению с Тестами №№ 11-13. В дополнение к этому, в электротехническом стальном листе с ориентированной зеренной структурой сравнительного примера (θ1=θ2), соответствующего Тесту № 14, эффект улучшения потерь в железе был приблизительно тем же самым, что и в Тестах №№ 11-13, но величина ΔB8 уменьшения плотности B8 магнитного потока была больше (то есть эффект подавления уменьшения плотности B8 магнитного потока был меньше) по сравнению с Тестами №№ 11-13. В соответствии с этой Проверкой 2, как было описано выше, было подтверждено, что для того, чтобы совместить максимизацию эффекта уменьшения потерь в железе и минимизацию уменьшения плотности магнитного потока с хорошим балансом, необходимо удовлетворить все Условия 1-4.
В дополнение к этому, в электротехническом стальном листе с ориентированной зеренной структурой примера настоящего изобретения, соответствующего Тесту № 11-2, и в электротехническом стальном листе сравнительного примера, соответствующего Тесту № 11-3, угол θ2 был увеличен при том же самом θ1, что и в Тесте № 11.
В Тесте № 11-3 (θ2>75°), в котором θ2 не удовлетворял Условию 3, величина ΔB8 уменьшения плотности B8 магнитного потока была большой (то есть эффект подавления уменьшения плотности B8 магнитного потока был малым). В соответствии с этой Проверкой 2, как было описано выше, было подтверждено, что для того, чтобы совместить максимизацию эффекта уменьшения потерь в железе и минимизацию уменьшения плотности магнитного потока с хорошим балансом, необходимо удовлетворить все Условия 1-4.
[0104]
[Таблица 2]
(мкм)
(мкм)
(градусов)
(градусов)
[0105]
(Проверка 3 баланса между максимизацией эффекта уменьшения потерь в железе и минимизацией уменьшения плотности магнитного потока)
Затем, как проиллюстрировано в Таблице 3, в качестве электротехнических стальных листов с ориентированной зеренной структурой, соответствующих Тестам №№ 15-18, электротехнические стальные листы с ориентированной зеренной структурой, которые различаются средней глубиной D бороздки, шириной W бороздки и комбинацией первого угла θ1 и второго угла θ2, были подготовлены с помощью того же самого процесса, что и в Проверке 1. В электротехнических стальных листах с ориентированной зеренной структурой, соответствующих Тестам №№ 15 и 16, средняя глубина D бороздки была установлена равной 15 мкм, а ширина W бороздки была установлена равной 45 мкм. В электротехнических стальных листах с ориентированной зеренной структурой, соответствующих Тестам №№ 17 и 18, средняя глубина D бороздки была установлена равной 25 мкм, а ширина W бороздки была установлена равной 70 мкм.
[0106]
Электротехнические стальные листы с ориентированной зеренной структурой, соответствующие Тестам №№ 15 и 17, являются электротехническими стальными листами с ориентированной зеренной структурой примеров настоящего изобретения, которые удовлетворяют всем Условиям 1-4. Электротехнические стальные листы с ориентированной зеренной структурой, соответствующие Тестам №№ 16 и 18, являются электротехническими стальными листами с ориентированной зеренной структурой сравнительных примеров, которые удовлетворяют только Условиям 1-3. Как и в случае с Проверкой 1, потери в железе W17/50 и величина ΔB8 уменьшения плотности B8 магнитного потока были измерены для каждого из электротехнических стальных листов с ориентированной зеренной структурой, соответствующих Тестам №№ 15-18. Результаты измерения показаны в Таблице 3.
[0107]
Как проиллюстрировано в Таблице 3, при той же самой средней глубине D бороздки эффект улучшения потерь в железе также является тем же самым в каждом случае. Однако в том случае, когда форма профиля бороздки является асимметричной (θ1<θ2), величина ΔB8 уменьшения плотности B8 магнитного потока становится меньше (то есть эффект подавления уменьшения плотности B8 магнитного потока становится больше) по сравнению со случаем, в котором форма профиля бороздки (форма поперечной волновой кривой бороздки) является симметричной (в том случае, когда θ1=θ2). В соответствии с этой Проверкой 3, как было описано выше, было подтверждено, что для того, чтобы совместить максимизацию эффекта уменьшения потерь в железе и минимизацию уменьшения плотности магнитного потока с хорошим балансом, необходимо удовлетворить все Условия 1-4.
[0108]
[Таблица 3]
(мкм)
(мкм)
(градусов)
(градусов)
[0109]
(Проверка характеристик стойкости к изгибу)
Далее, как проиллюстрировано в Таблице 4, в качестве электротехнических стальных листов с ориентированной зеренной структурой, соответствующих Тестам №№ 19 и 20, электротехнические стальные листы с ориентированной зеренной структурой, которые различаются присутствием или отсутствием слоя мелких зерен (расплавленного и повторно затвердевшего слоя) на нижней стороне бороздки, были подготовлены с помощью того же самого процесса, что и в Проверке 1. В электротехнических стальных листах с ориентированной зеренной структурой, соответствующих Тестам №№ 19 и 20, средняя глубина D бороздки была установлена равной 20 мкм, ширина W бороздки была установлена равной 70 мкм, первый угол θ1 был установлен равным 45°, и второй угол θ2 был установлен равным 60°.
[0110]
В процессе S08 лазерного облучения, проиллюстрированном на Фиг. 12, присутствие или отсутствие слоя мелких зерен на нижней стороне бороздки контролировалось путем приблизительного регулирования скорости потока вспомогательного газа 25 в диапазоне 10-1000 л/мин. Кроме того, отсутствие слоя мелких зерен гарантирует удовлетворение Условия 5. В частности, в Условии 5 размер в направлении ширины листа вторично рекристаллизованного зерна, которое существует на нижней стороне бороздки, устанавливается равным или больше 5 мкм и равным или меньше, чем толщина стального листа. Таким образом, электротехнический стальной лист с ориентированной зеренной структурой, соответствующий Тесту № 19, является электротехническим стальным листом с ориентированной зеренной структурой сравнительного примера, который удовлетворяет Условиям 1-4 и не удовлетворяет Условию 5. Электротехнический стальной лист с ориентированной зеренной структурой, соответствующий Тесту № 20, является электротехническим стальным листом с ориентированной зеренной структурой примера настоящего изобретения, который удовлетворяет всем Условиям 1-5.
Скорость потока вспомогательного газа была установлена равной 40 л/мин в Тесте № 19 и 500 л/мин в Тесте № 20, что позволяло обеспечивать присутствие или отсутствие расплавленного слоя.
[0111]
Многократное испытание на изгиб было выполнено пять раз для каждого из электротехнических стальных листов с ориентированной зеренной структурой, соответствующих Тестам №№ 19 и 20, для того, чтобы подтвердить, произошло ли разрушение на периферии бороздки. В результате в электротехническом стальном листе с ориентированной зеренной структурой примера настоящего изобретения, соответствующего Тесту № 20, разрушение не происходило на периферии бороздки. В ходе этой проверки было подтверждено, что характеристики изгиба электротехнического стального листа с ориентированной зеренной структурой улучшаются при удовлетворении Условия 5 в дополнение к Условиям 1-4.
[0112]
[Таблица 4]
(мкм)
(мкм)
(градусов)
(градусов)
[0113]
(Проверка 1 стойкости к образованию ржавчины)
Затем была проверена коррозионная стойкость электротехнического стального листа с ориентированной зеренной структурой, который удовлетворяет описанным выше Условиям 1-4 и описанным ниже Условиям 6 и 7.
(Условие 6)
В том случае, когда бороздка рассматривается на продольном поперечном сечении бороздки, среднеарифметическая высота Ra кривой шероховатости, которая составляет контур области дна бороздки, составляет 1-3 мкм.
(Условие 7)
В том случае, когда бороздка рассматривается на продольном поперечном сечении бороздки, средняя длина RSm элемента кривой шероховатости, которая составляет контур области дна бороздки, составляет 10-150 мкм.
[0114]
Как проиллюстрировано в Таблице 5, в качестве примеров 1-8 настоящего изобретения электротехнические стальные листы с ориентированной зеренной структурой, которые удовлетворяют Условиям 1-4 и Условиям 6 и 7, были подготовлены с помощью того же самого процесса, что и в Проверке 1. В дополнение к этому, в качестве сравнительных примеров 1-4 электротехнические стальные листы с ориентированной зеренной структурой, которые удовлетворяют Условиям 1-4 и не удовлетворяют по меньшей мере одному из Условий 6 и 7, были подготовлены с помощью того же самого процесса, что и в Проверке 1. Кроме того, во всех примерах 1-8 настоящего изобретения и сравнительных примерах 1-4 средняя глубина D бороздки устанавливалась больше чем 10 мкм и равной или меньше чем 40 мкм, первый угол θ1 устанавливался равным 0° - 50°, второй угол θ2 устанавливался большим, чем первый угол θ1 и равным или меньше чем 75°, и ширина W бороздки устанавливалась равной 10-250 мкм.
В процессе S08 лазерного облучения, проиллюстрированном на Фиг. 12, угол φ2 распыления вспомогательного газа относительно направления лазерного сканирования, угол φ3 распыления вспомогательного газа относительно поверхности стального листа, скорость потока вспомогательного газа 25 и количество частиц в окружающей лист атмосфере регулировались в диапазонах, описанных в этом варианте осуществления, получая тем самым электротехнический стальной лист с ориентированной зеренной структурой, который удовлетворяет Условию 6 и Условию 7. В частности, возможно точно управлять шероховатостью поверхности в области дна бороздки путем регулирования углов φ2 и φ3 распыления вспомогательного газа и количества частиц в окружающей лист атмосфере.
[0115]
Кроме того, область дна бороздки была определена для каждого из электротехнических стальных листов с ориентированной зеренной структурой, соответствующих Примерам 1-8 и Сравнительным примерам 1-4 в соответствии со способом определения, описанным в этом варианте осуществления. Прибор для измерения шероховатости поверхности лазерного типа (VK-9700, производства компании Keyence Corporation) использовался для измерения параметров шероховатости поверхности (Ra, RSm), представляющих шероховатость поверхности в области дна бороздки.
[0116]
Проверка коррозионной стойкости была выполнена для каждого из электротехнических стальных листов с ориентированной зеренной структурой, соответствующих Примерам 1-8 настоящего изобретения и Сравнительным примерам 1-4. В частности, тестовый образец, имеющий размер стороны 30 мм, был взят из каждого из электротехнических стальных листов с ориентированной зеренной структурой, этот тестовый образец был оставлен на одну неделю в атмосфере с температурой 50°C и влажностью 91%, и оценка была выполнена на основе изменения веса тестового образца за эту неделю. Когда образуется ржавчина, вес тестового образца увеличивается. Соответственно, если увеличение веса было меньше, коррозионная стойкость определялась как хорошая. В частности, коррозионная стойкость тестового образца, в котором увеличение веса составило 5,0 мг/м2 или меньше, оценивалась как «хорошая», а коррозионная стойкость тестового образца, в котором увеличение веса было больше чем 10,0 мг/м2, оценивалась как «плохая». Как проиллюстрировано в Таблице 5, по результатам проверки коррозионной стойкости электротехнических стальных листов с ориентированной зеренной структурой, соответствующих Примерам 1-8 настоящего изобретения, поскольку использовались Условие 6 и Условие 7, было подтверждено, что коррозионная стойкость электротехнических стальных листов с ориентированной зеренной структурой улучшилась.
[0117]
[Таблица 5]
[0118]
(Проверка 2 коррозионной стойкости)
Далее, как проиллюстрировано в Таблице 6, электротехнический стальной лист с ориентированной зеренной структурой, который удовлетворяет Условиям 1-4, удовлетворяет Условиям 6 и 7 и не включает в себя стеклянную пленку, был подготовлен в качестве Примера 9 настоящего изобретения с использованием известного способа производства. В дополнение к этому, электротехнические стальные листы с ориентированной зеренной структурой, которые удовлетворяют Условиям 1-4, не удовлетворяют по меньшей мере одному из Условий 6 и 7, и не включают в себя стеклянную пленку, были подготовлены в качестве Сравнительных примеров 5-7. Кроме того, во всех из Примера 9 настоящего изобретения и Сравнительных примеров 5-7 средняя глубина D бороздки была больше чем 10 мкм и равна или меньше 40 мкм, первый угол θ1 составлял 0° - 50°, второй угол θ2 был больше чем первый угол θ1, и был равен или меньше 75°, и ширина W бороздки составляла 10-250 мкм.
Химический состав стальных листов был тем же самым, что и в Проверке 1 коррозионной стойкости. Как и в случае Проверки 1 коррозионной стойкости, угол φ2 распыления вспомогательного газа относительно направления лазерного сканирования, угол φ3 распыления вспомогательного газа относительно поверхности стального листа, скорость потока вспомогательного газа 25 и количество частиц в окружающей лист атмосфере подходящим образом регулировались в диапазонах, описанных в этом варианте осуществления, чтобы удовлетворить Условие 6 и Условие 7.
[0119]
Проверка коррозионной стойкости была выполнена для каждого из электротехнических стальных листов с ориентированной зеренной структурой, соответствующих Примеру 9 настоящего изобретения и Сравнительным примерам 5-7, с использованием того же самого способа проверки, что и в Проверке 1 коррозионной стойкости. В результате, как проиллюстрировано в Таблице 6, даже в электротехническом стальном листе с ориентированной зеренной структурой, который не включает в себя стеклянную пленку, было подтверждено, что коррозионная стойкость электротехнического стального листа с ориентированной зеренной структурой улучшается при использовании Условия 6 и Условия 7.
[0120]
[Таблица 6]
ПРОМЫШЛЕННАЯ ПРИМЕНИМОСТЬ
[0121]
В соответствии с аспектами настоящего изобретения для электротехнического стального листа с ориентированной зеренной структурой, в котором бороздка формируется на поверхности стального листа для измельчения магнитного домена, возможно совместить максимизацию эффекта уменьшения потерь в железе и минимизацию уменьшения плотности магнитного потока с хорошим балансом, а также достичь превосходных характеристик изгиба. Соответственно, настоящее изобретение имеет достаточную промышленную применимость.
КРАТКОЕ ОПИСАНИЕ ССЫЛОЧНЫХ ОБОЗНАЧЕНИЙ
[0122]
1: ЭЛЕКТРОТЕХНИЧЕСКИЙ СТАЛЬНОЙ ЛИСТ С ОРИЕНТИРОВАННОЙ ЗЕРЕННОЙ СТРУКТУРОЙ
2: СТАЛЬНОЙ ЛИСТ
2a: ПОВЕРХНОСТЬ СТАЛЬНОГО ЛИСТА
3: СТЕКЛЯННАЯ ПЛЕНКА
4: ИЗОЛИРУЮЩАЯ ПЛЕНКА
5: БОРОЗДКА
5a: ПОВЕРХНОСТЬ ПЕРВОЙ БОРОЗДКИ
5b: ПОВЕРХНОСТЬ ВТОРОЙ БОРОЗДКИ
5c: ОБЛАСТЬ БОРОЗДКИ
5d: ОБЛАСТЬ ДНА БОРОЗДКИ
BL: РЕФЕРЕНСНАЯ ЛИНИЯ БОРОЗДКИ
LWC: ПРОДОЛЬНАЯ ВОЛНОВАЯ КРИВАЯ БОРОЗДКИ
SWC: ПОПЕРЕЧНАЯ ВОЛНОВАЯ КРИВАЯ БОРОЗДКИ
RC: КРИВАЯ ШЕРОХОВАТОСТИ
D: СРЕДНЯЯ ГЛУБИНА БОРОЗДКИ
W: ШИРИНА БОРОЗДКИ
X: НАПРАВЛЕНИЕ ПРОКАТКИ
Y: НАПРАВЛЕНИЕ ШИРИНЫ ЛИСТА
Z: НАПРАВЛЕНИЕ ТОЛЩИНЫ ЛИСТА
| название | год | авторы | номер документа |
|---|---|---|---|
| ЛИСТ ИЗ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ С ОРИЕНТИРОВАННОЙ ЗЕРЕННОЙ СТРУКТУРОЙ | 2016 |
|
RU2682363C1 |
| ЭЛЕКТРОТЕХНИЧЕСКИЙ СТАЛЬНОЙ ЛИСТ С ОРИЕНТИРОВАННОЙ ЗЕРЕННОЙ СТРУКТУРОЙ | 2016 |
|
RU2678351C1 |
| ЭЛЕКТРОТЕХНИЧЕСКИЙ СТАЛЬНОЙ ЛИСТ С ОРИЕНТИРОВАННОЙ ЗЕРЕННОЙ СТРУКТУРОЙ | 2017 |
|
RU2699344C1 |
| ЭЛЕКТРОТЕХНИЧЕСКИЙ СТАЛЬНОЙ ЛИСТ С ОРИЕНТИРОВАННОЙ ЗЕРЕННОЙ СТРУКТУРОЙ И СПОСОБ ЕГО ПРОИЗВОДСТВА | 2019 |
|
RU2748773C1 |
| ЭЛЕКТРОТЕХНИЧЕСКИЙ СТАЛЬНОЙ ЛИСТ С ОРИЕНТИРОВАННОЙ ЗЕРЕННОЙ СТРУКТУРОЙ | 2019 |
|
RU2765033C1 |
| ЛИСТ ИЗ ИМЕЮЩЕЙ ОРИЕНТИРОВАННУЮ ЗЕРЕННУЮ СТРУКТУРУ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ, ОБЛАДАЮЩИЙ НИЗКИМИ ПОТЕРЯМИ В СЕРДЕЧНИКЕ И НИЗКОЙ МАГНИТОСТРИКЦИЕЙ | 2015 |
|
RU2665666C2 |
| УСТРОЙСТВО ЛАЗЕРНОЙ ОБРАБОТКИ | 2014 |
|
RU2661977C1 |
| ЭЛЕКТРОТЕХНИЧЕСКАЯ ЛИСТОВАЯ СТАЛЬ С ОРИЕНТИРОВАННОЙ ЗЕРЕННОЙ СТРУКТУРОЙ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2013 |
|
RU2605725C2 |
| ЛИСТ ЭЛЕКТРОТЕХНИЧЕСКОЙ АНИЗОТРОПНОЙ СТАЛИ | 2016 |
|
RU2682267C1 |
| СПОСОБ ПРОИЗВОДСТВА ЛИСТА ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ С ОРИЕНТИРОВАННОЙ ЗЕРЕННОЙ СТРУКТУРОЙ | 2020 |
|
RU2768932C1 |
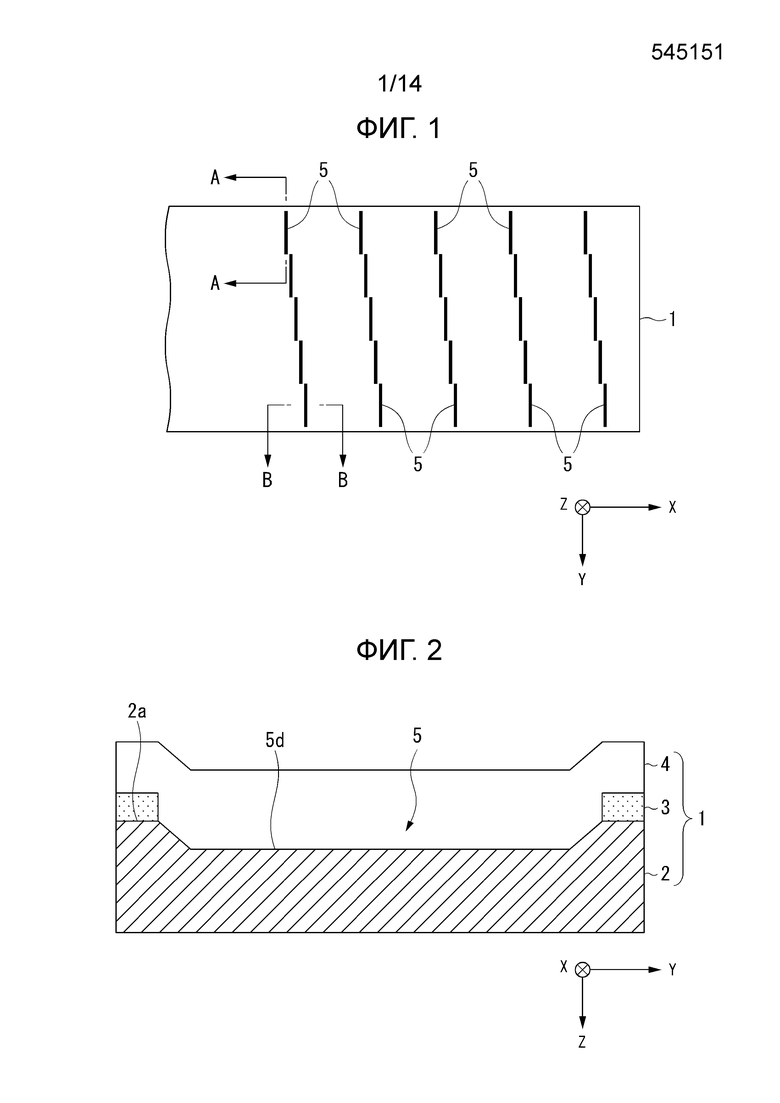


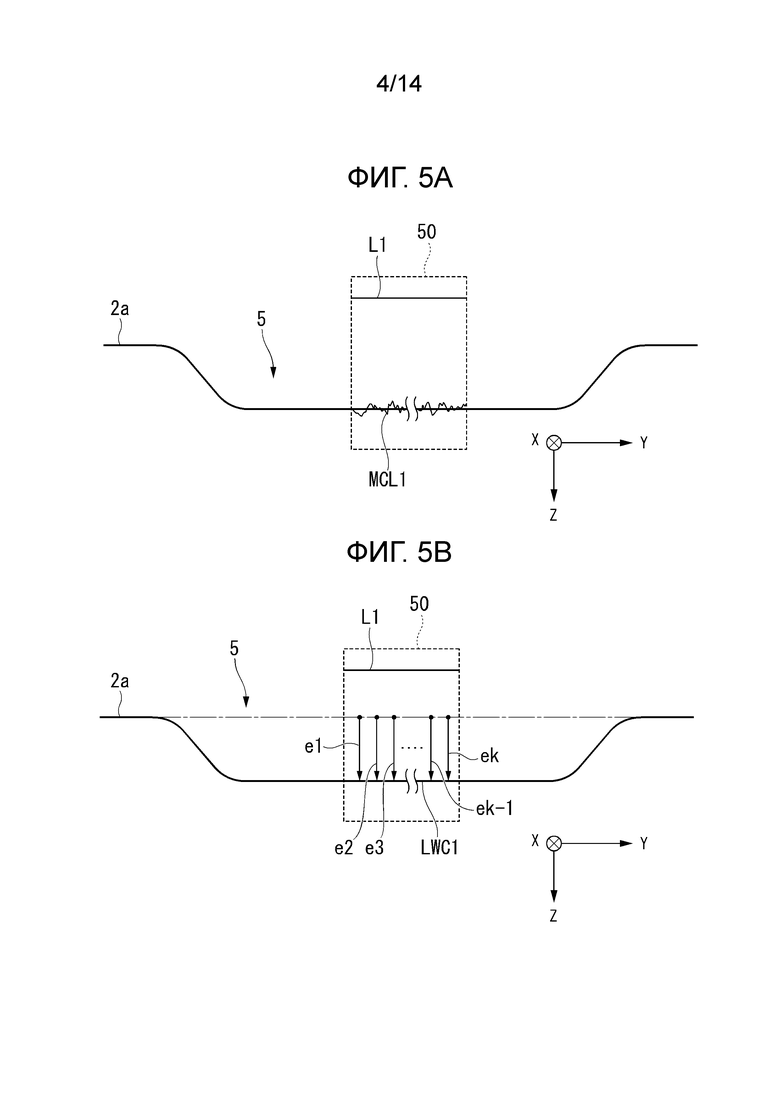
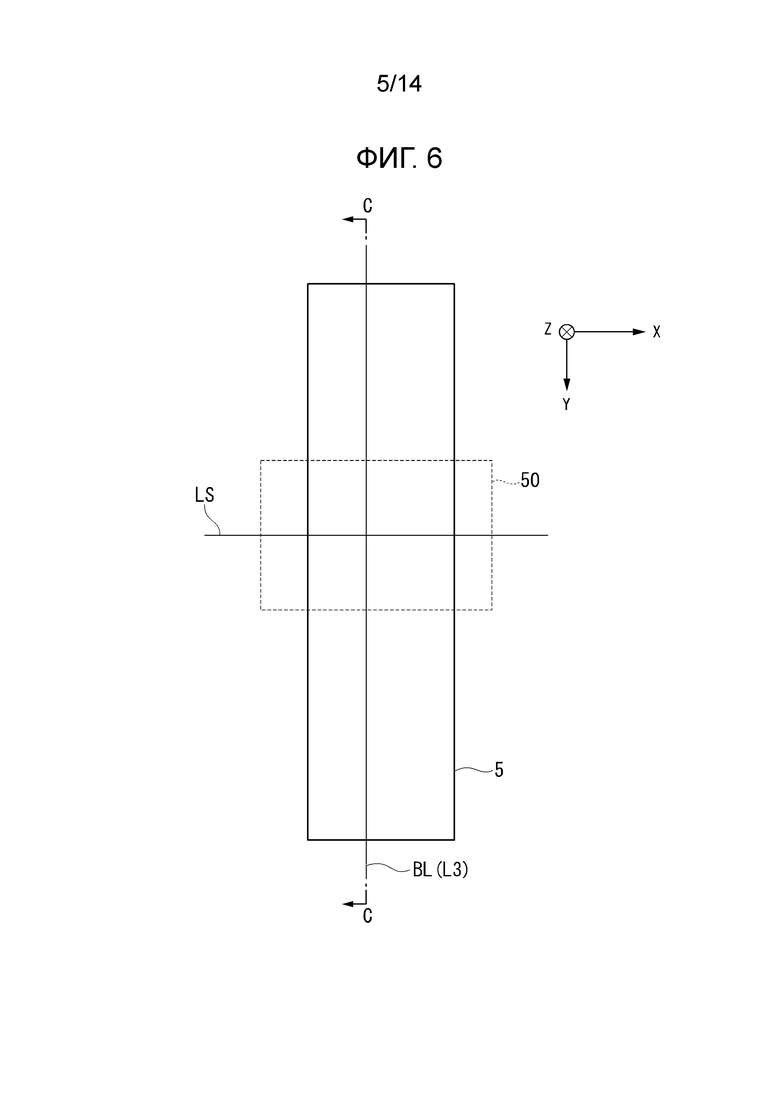




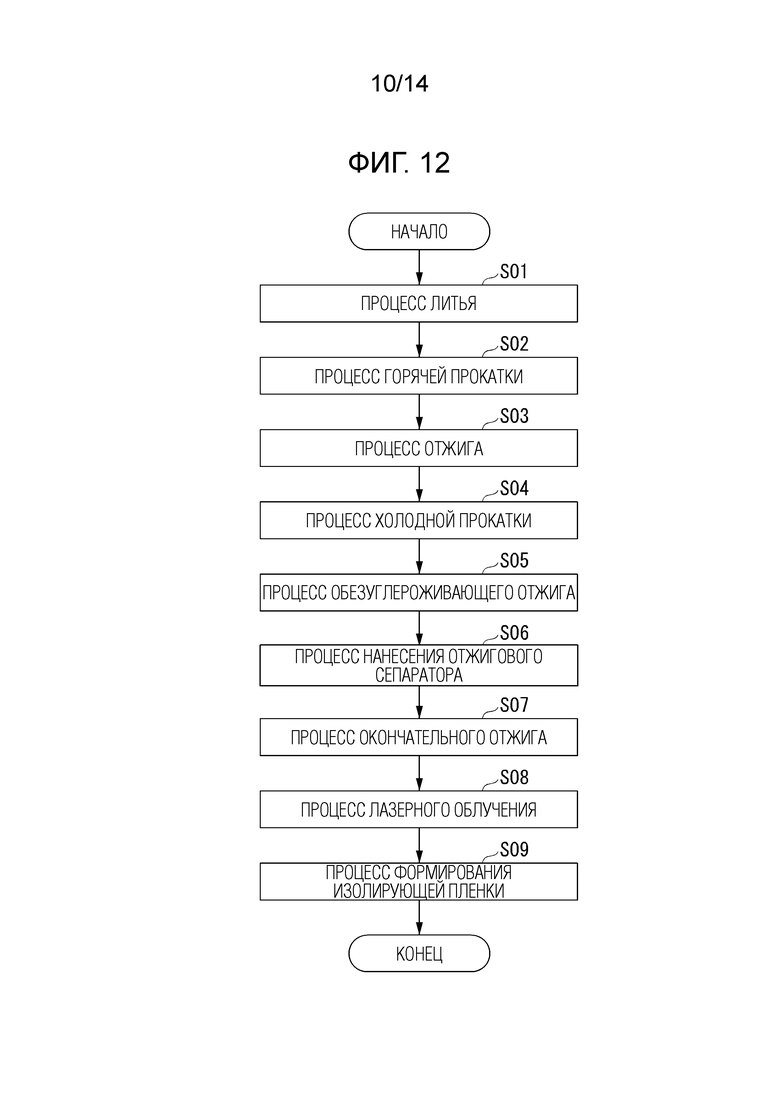

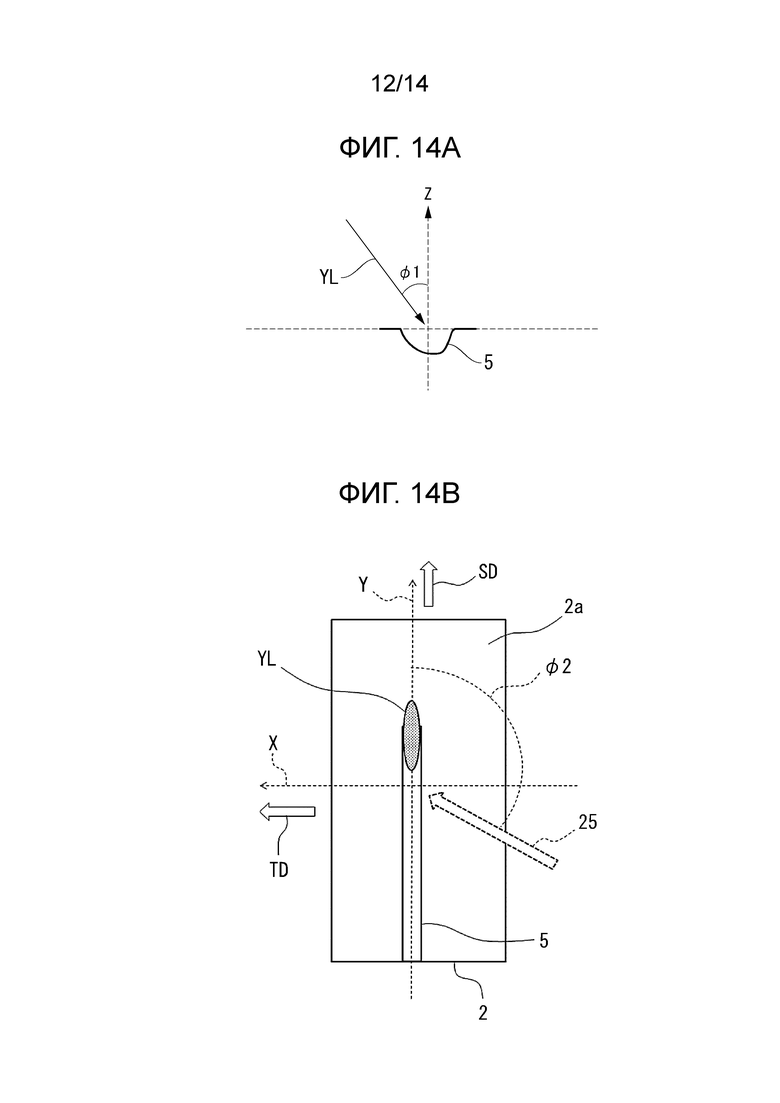
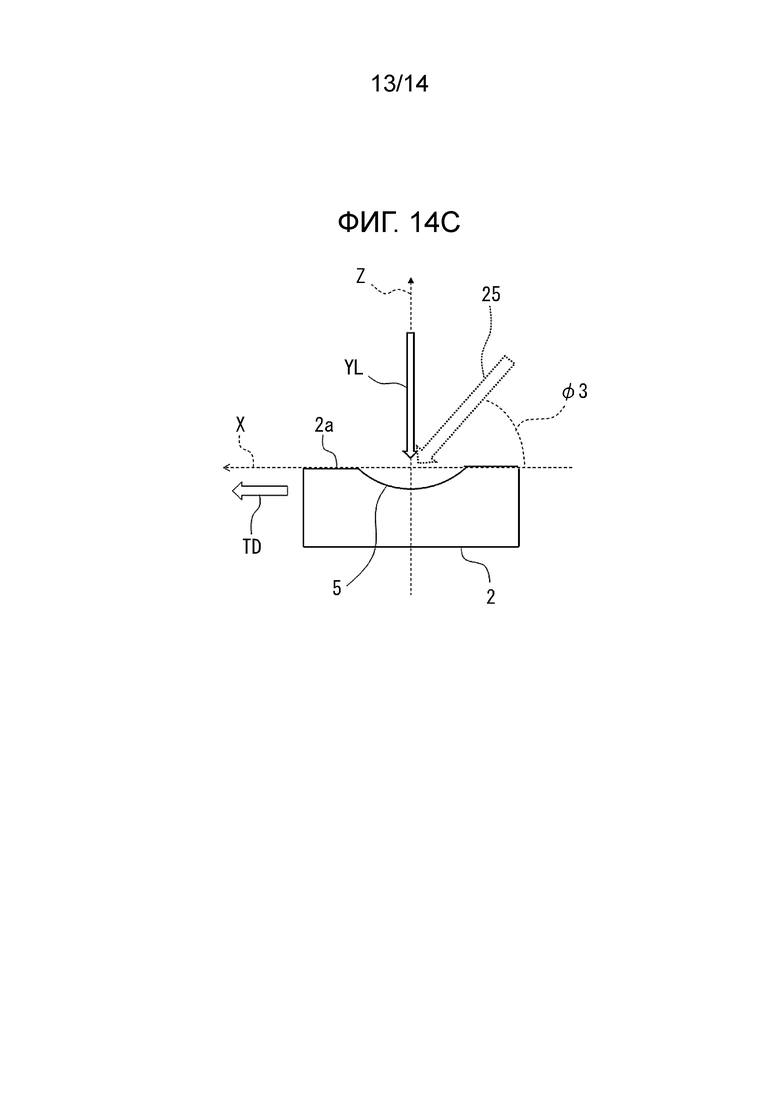
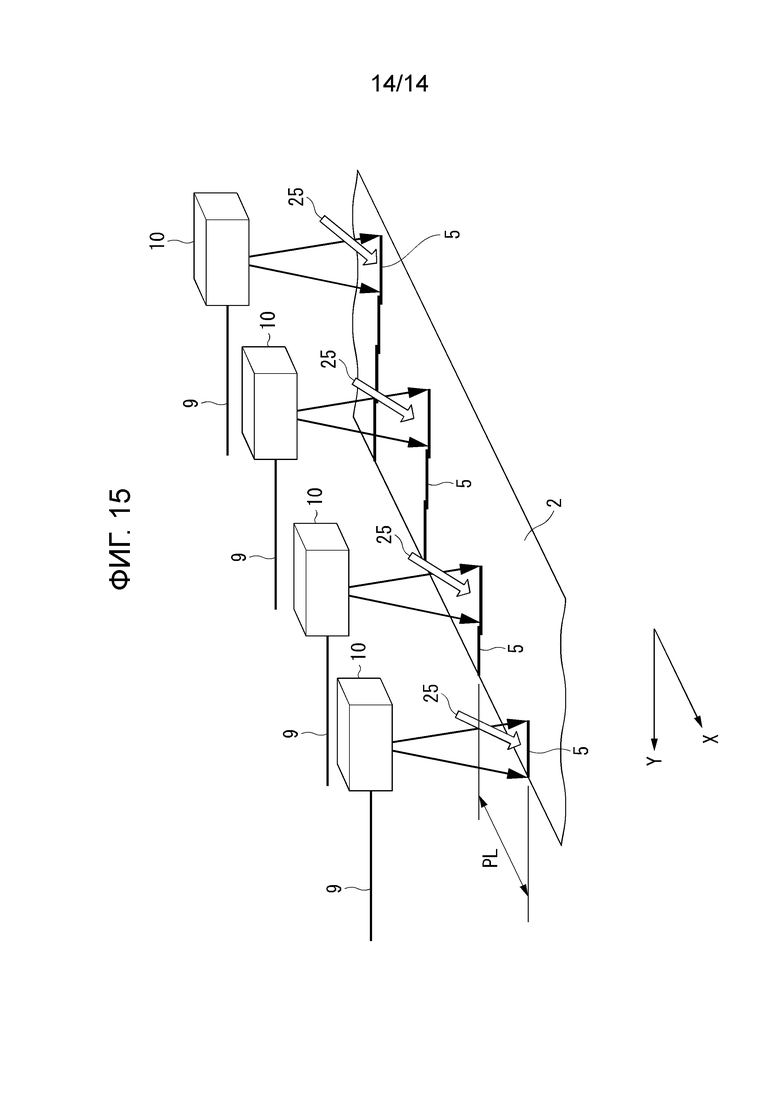
Предложен электротехнический стальной лист с ориентированной зеренной структурой. Для уменьшения потерь в железе и минимизации уменьшения плотности магнитного потока за счет измельчения магнитного домена получают стальной лист, имеющий поверхность, в которой формируется бороздка, проходящая в направлении, пересекающем направление прокатки, и в которой направление глубины бороздки соответствует направлению толщины листа. Средняя глубина D бороздки составляет больше 10 мкм и равна или меньше 40 мкм в том случае, когда бороздка рассматривается на поперечном сечении в направлении ширины бороздки, которое перпендикулярно направлению длины бороздки, когда центр бороздки в направлении ширины бороздки определяется как центр ширины бороздки, самая глубокая часть бороздки отклоняется от центра ширины бороздки к одной стороне в направлении ширины бороздки и форма профиля бороздки асимметрична относительно центра ширины бороздки как опорной точки в направлении ширины бороздки. 3 з.п. ф-лы, 15 ил., 6 табл.
1. Электротехнический стальной лист с ориентированной зеренной структурой, содержащий:
сформированную на поверхности стального листа бороздку, проходящую в направлении, пересекающем направление прокатки, при этом глубина бороздки соответствует направлению толщины листа,
причем средняя глубина D бороздки составляет более 10 мкм и равна или меньше 40 мкм,
при этом бороздка в сечении в направлении ее ширины, которое перпендикулярно направлению длины бороздки, образована в виде двух наклонных поверхностей бороздки, проходящих к самой глубокой части дна бороздки от поверхности стального листа,
причем упомянутая самая глубокая часть дна бороздки отклонена от центра ширины бороздки к одной стороне в направлении ширины бороздки,
причем форма профиля бороздки в сечении асимметрична относительно упомянутого центра ширины бороздки,
при этом угол, образуемый первой прямой линией конца бороздки, полученной посредством линейной аппроксимации первой наклонной поверхности бороздки, и направлением толщины листа, составляет 0°≤θ1≤50°, а угол, образуемый второй прямой линией конца бороздки, полученной посредством линейной аппроксимации второй наклонной поверхности бороздки, и направлением толщины листа, составляет θ1<θ2≤75° при выполнении условия θ2-θ1≥10°,
при этом центр ширины бороздки расположен на стороне второй наклонной поверхности бороздки, а дно самой глубокой части бороздки отклонено от центра ширины бороздки к первой наклонной поверхности.
2. Электротехнический стальной лист по п. 1, который в месте контакта с бороздкой имеет размер кристаллического зерна, составляющий 5 мкм или больше.
3. Электротехнический стальной лист по п. 2, в котором размер кристаллического зерна, которое присутствует на нижней стороне бороздки в стальном листе в направлении толщины листа, равен или больше чем 5 мкм и равен или меньше толщины стального листа.
4. Электротехнический стальной лист по любому из пп. 1-3, в котором бороздка в продольном сечении, включающем в себя направление длины бороздки и направление толщины листа, имеет среднеарифметическую высоту Ra кривой шероховатости, составляющей контур области дна бороздки, равную 1-3 мкм, при этом средняя длина RSm элемента кривой шероховатости, составляющей контур области дна бороздки, равна 10-150 мкм.
| Соосный компактный коаксиально-волноводный переход зондового типа | 2022 |
|
RU2799560C1 |
| RU 25098113 C1, 20.03.2014 | |||
| JP 2003129135 A, 08.05.2003 | |||
| ЛИСТ ИЗ ТЕКСТУРИРОВАННОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ И СПОСОБ ЕГО ПРОИЗВОДСТВА | 2011 |
|
RU2509164C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ЛИСТА ТЕКСТУРИРОВАННОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ С ПРЕКРАСНЫМИ МАГНИТНЫМИ СВОЙСТВАМИ | 2006 |
|
RU2371487C1 |

