Изобретение относится к области металлургии, а именно к способам резки труб на полосовую заготовку. Может быть применено при переработке демонтированных магистральных труб нефте- и газопроводов в сортовой прокат без сталеплавильного передела.
Известен способ утилизации демонтированных труб магистральных трубопроводов с переработкой их в сортовой прокат (RU 2532677, БИ №31 от 10.11.2014.) В известном способе демонтированную трубу нагревают до температуры 970÷1150°С при ее транспортировке через проходной индуктор со скоростью 30÷150°С/сек и при выходе из индуктора разрезают по винтовой линии в отрезном калибре между двух валков, оси которых развернуты на угол по отношению к продольной оси трубы.
Недостатком известного способа являются избыточные энергетические затраты, связанные с необходимостью индукционного нагрева трубы до температуры 970÷1150°С перед резкой на полосовую заготовку. Кроме того, ограниченные технологические возможности, обусловленные необходимостью прокатки полосовой заготовки непосредственно после порезки без промежуточной смотки на приемный барабан, что сужает сортамент прокатываемых профилей до производства мелкосортного проката, преимущественно катанки. Порезка по винтовой линии производится за два оборота трубы, что ограничивает ширину отрезаемой полосовой заготовки до bзаг ≤ 10*h, где bзаг - ширина отрезаемой полосовой заготовки, h - толщина стенки трубы.
Изобретение устраняет недостатки известного способа. Технический результат изобретения - расширение технологических возможностей, снижение энергетических затрат при резке полосовой заготовки из трубы при bзаг ≥ 10*h, для производства фасонного проката (уголок, швеллер), преимущественно среднесортного и крупносортного. Технический результат достигается резкой трубы по винтовой линии дисковыми ножами, с предварительным локальным нагревом до температуры 460÷670°С со скоростью 350÷850°С/сек зоны резки концентрированным источником тепловой энергии с последующей смоткой порезанной полосовой заготовки на приемный барабан. Для достижения технического результата, в способе резки трубы на полосовую заготовку, включающем установку трубы на роликовый вращатель, нагрев и резку трубы на полосовую заготовку, смотку полосовой заготовки на приемный барабан, согласно изобретения, для расширения технологических возможностей и снижения энергетических затрат при резке полосовой заготовки из трубы, при bзаг ≥ 10*h, предлагается, резку трубы на полосовую заготовку производить между двумя дисковыми ножами, вращая трубу по винтовой линии опорными роликами вращателя, при этом зону резки шириной bзр=(0,2÷0,35)*h, где h - толщина стенки трубы, предварительно локально нагревать до температуры резки Трез = 460÷670°С, со скоростью 350÷850°С/сек, по крайней мере, одним источником концентрированной тепловой энергии, например лазерным резаком, и пятно нагрева от источника концентрированной тепловой энергии располагать на поверхности трубы по винтовой траектории ее движения непосредственно перед дисковыми ножами, необходимую тепловую мощность Рнагр для локального нагрева определять из выражения
Рнагр = Кист * Uзр *ρ * См *Трез, где
Uзр - секундный объем зоны реза, мм3,
Uзр = bзр * h * Vрез, где
Vрез - скорость резки, находится в интервале 0,25÷0,65 м/сек;
ρ - плотность стали, в расчетах принимается 7,85 кг/м3;
См - теплоемкость стали, в расчетах принимается 465÷570 дж/кг*град;
Кист - эмпирический коэффициент, учитывающий тип источника тепловой энергии, для лазерного резака - 1,15÷1,25, для источника плазменной резки
- 1,35÷1,65; для газокислородной резки - 1,65÷2,35.
Кроме того, резку трубы начинать с отрезки передней заходной части полосовой заготовки длиной Lзч=(0,65÷1,025)*π*D, где D - диаметр трубы, при этом источником концентрированной тепловой энергии проплавлять поверхность трубы по винтовой траектории перед дисковыми ножами на глубину hпр=(0,35÷0,65)*h, где h - толщина стенки трубы, мм из интервала 3.2÷14 мм, и резку полосовой заготовки в этот период вести на пониженной скорости Vзах=(0.2÷0,45)*Vрез.
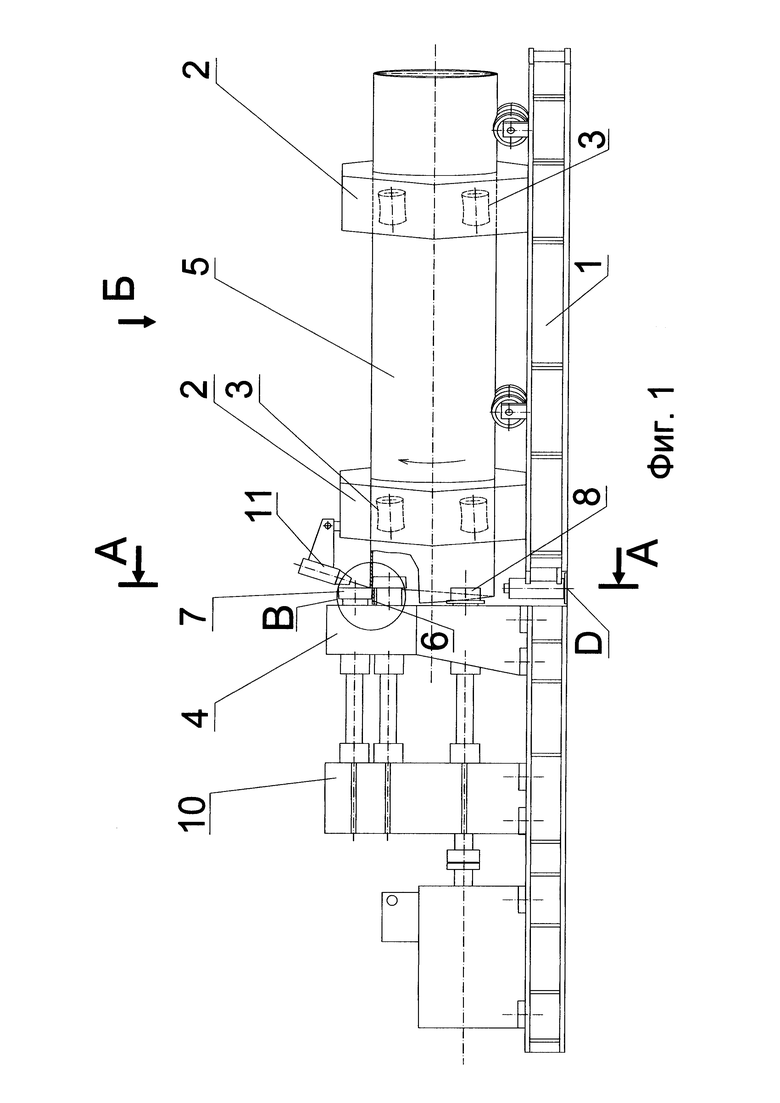
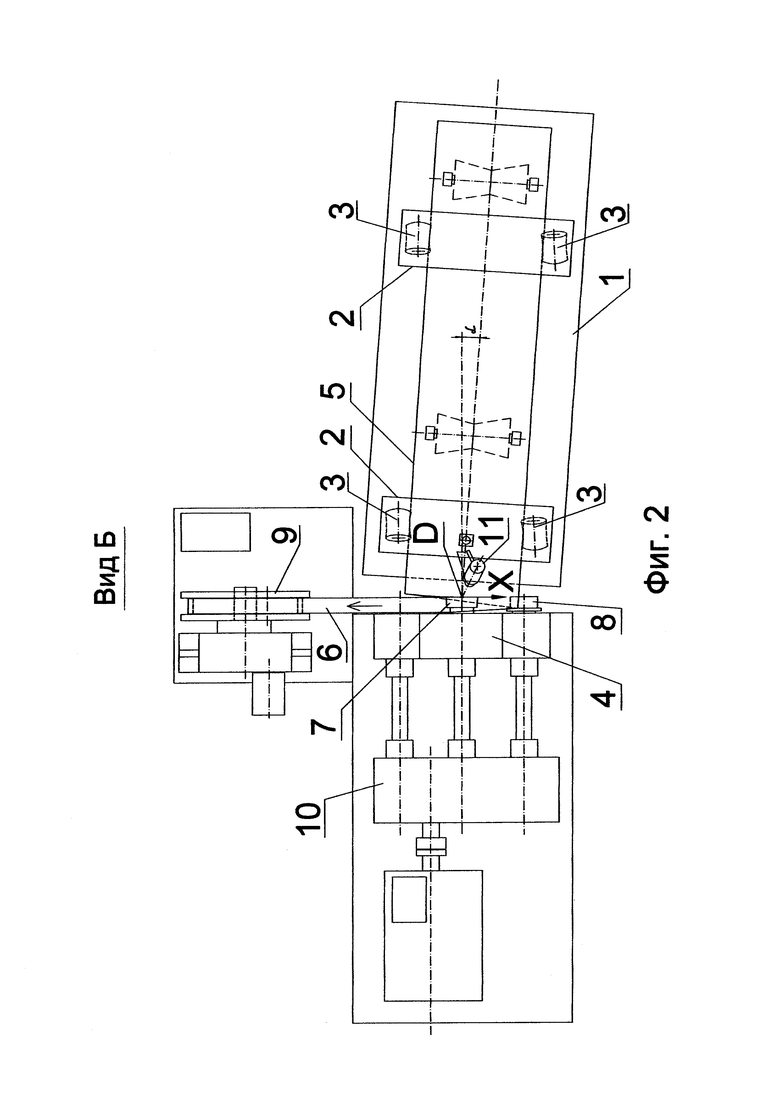
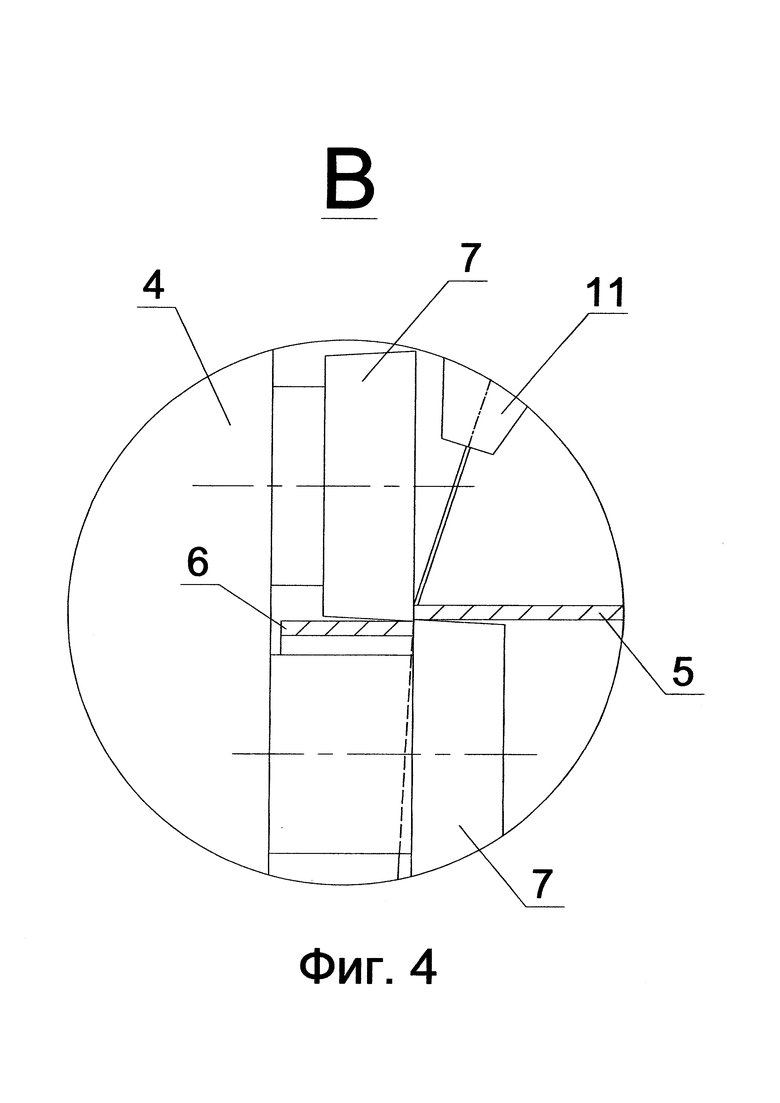
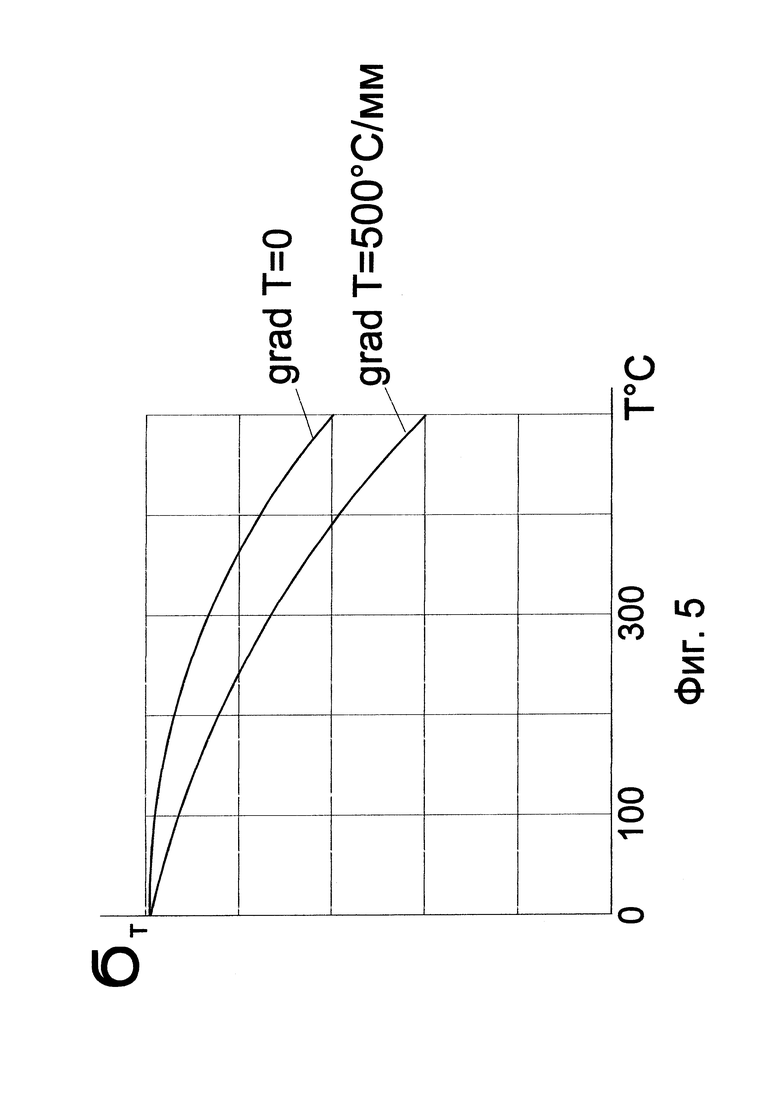
На Фиг. 1 показан общий вид машины резки трубы на полосовую заготовку, Фиг. 2 - вид Б; Фиг. 3 - Сечение А-А; Фиг. 4 - Место В, Фиг. 5 - график зависимости σт от температуры нагрева стали.
Устройство для осуществления предлагаемого способа содержит транспортный рольганг 1с осью разворота D на угол α, вращатели 2 с опорными роликами 3, машину 4 резки трубы 5 на полосовую заготовку 6, с дисковыми ножами 7 и дополнительными опорными роликами 8, приемный барабан 9, привод 10 машины резки 4, лазерный резак 11, охлаждающие форсунки 12.
Способ осуществляют следующим образом.
Труба 5 подается на транспортный рольганг 1 (Фиг. 1). По транспортному рольгангу 1 труба 5 перемещается до упора в дополнительные опорные ролики 8. Затем производится центровка продольной оси трубы 5 с технологической осью машины резки 4 включением привода прижима опорных роликов 3 вращателей 2. Включается привод вращения опорных роликов 3 вращателей 2. Труба 5 вращается и по винтовой траектории движется в направлении дисковых ножей 7 машины резки 4. Поскольку продольная ось транспортного рольганга 1 развернута на угол α по отношению оси машины резки 4 (Фиг. 2), и α определяется из выражения
α=K*(bзаг/R), где
R - радиус трубы 5, находится в интервале 315÷710 мм;
bзаг - заданная ширина полосовой заготовки 6, из интервала 100÷450 мм;
K - коэффициент пропорциональности, равен 360°/2π=57,32;
при этом опорные ролики 3 вращателей 2 также развернуты на угол α по отношению к продольной оси трубы 5, тогда шаг винтовой траектории движения трубы 5 в направлении дисковых ножей 7 будет равен bзаг. Резку трубы 5 на полосовую заготовку 6 производят между двумя дисковыми ножами 7 (Фиг. 4), вращая трубу 5 по винтовой линии опорными роликами 3 вращателя 2, при этом зону резки шириной bзр=(0,2÷0,35)*h, где h - толщина стенки трубы 5, предварительно локально нагревают до температуры резки Трез=460÷670°С, со скоростью 350÷850°С/сек, по крайней мере, одним источником концентрированной тепловой энергии, например лазерным резаком 11, и пятно нагрева от источника концентрированной тепловой энергии располагают на поверхности трубы 5 по винтовой траектории ее движения непосредственно перед дисковыми ножами 7, необходимую тепловую мощность Рнагр для локального нагрева определяют из выражения
Рнагр=Кист * Uзр *ρ * См *Трез, где
Uзр - секундный объем зоны реза, мм3,
Uзр=bзр * h * Vрез, где
Vрез - скорость резки, находится в интервале 0,25÷0,65 м/сек;
ρ - плотность стали, в расчетах принимается 7,85 кг/м3;
См - теплоемкость стали, в расчетах принимается 465÷570 дж/кг*град;
Кист - эмпирический коэффициент, учитывающий тип источника тепловой энергии, для лазерного резака - 1,15÷1,25, для источника плазменной резки - 1,35÷1,65; для газокислородной резки - 1,65÷2,35.
Отрезанную полосовую заготовку 6 сматывают на приемный барабан 9 (Фиг. 3). Скорость резки Vрез задается такой, чтобы выполнить условие gradТ≥500°С/мм, где gradT=∂T/∂x - температурный градиент в направлении оси х линии резки (Фиг. 2), что обеспечивает дополнительное снижение предела текучести стали σт и усилие резания до 20% по отношению к пределу текучести стали при 460÷670°С (Фиг. 5). Это вызвано наличием внутренних сжимающих термических напряжений в стали, которые в очаге деформации при пластическом сдвиге дисковыми ножами 7 ускоряют пластическое течение, снижают пороговое значение упругих напряжений, предотвращают образование на кромке полосовой заготовки 6 трещин и разрывов. Дисковые ножи 7 охлаждают форсунками 12 (Фиг. 3), для предотвращения перегрева режущих кромок. Резку передней заходной части полосовой заготовки 6 длиной Lзч=(0,65÷1,025)*π*D, где D - диаметр трубы 5, до ее захвата и крепления на приемном барабане 9 ведут на пониженной скорости резки Vзах=(0,2÷0,45)*Vрез, при этом лазерным резаком 11 проплавляют поверхность трубы 5 по винтовой траектории перед дисковыми ножами 7 на глубину hпр=(0,35÷0,65)*h, где h - толщина стенки трубы 5.
Таким образом, технический результат предлагаемого изобретения состоит в разработке энергоэффективного способа резки трубы на полосовую заготовку, расширяющего технологические возможности при резке полосовой заготовки при bзаг ≥ 10*h, для производства фасонного проката (уголок, швеллер), преимущественно среднесортного и крупносортного, позволяющего с максимально возможной скоростью резки получать качественную полосовую заготовку.
Пример.
Производили резку демонтированной магистральной трубы Диаметром 1420 мм с толщиной стенки h=16 мм из стали 09Г2С на полосовую заготовку шириной bзаг=423 мм под производство крупносортного уголка 200×200 мм. Скорость резки Vрез=0,35 м/сек, Vзах=0,12 м/сек, α=8°32'. Мощность лазерного резака 5 Квт. Общее время резки одной трубы длиной 12 метров не превышало 10,5 мин. Качество кромок полосовой заготовки по поверхностным дефектам позволяло производить последующую горячую прокатку уголка 200×200×12 мм без дополнительной зачистки.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА ПОЛОСЫ ИЗ РУЛОННОЙ ЗАГОТОВКИ | 2012 |
|
RU2506145C1 |
| СПОСОБ НАГРЕВА ПОЛОСОВОЙ ЗАГОТОВКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2016 |
|
RU2623525C1 |
| СПОСОБ ПРОДОЛЬНОЙ РЕЗКИ ДВИЖУЩЕЙСЯ СТАЛЬНОЙ ПОЛОСЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2281189C2 |
| Энергоэффективное устройство лазерной резки материалов | 2016 |
|
RU2698896C2 |
| СПОСОБ УТИЛИЗАЦИИ ДЕМОНТИРОВАННЫХ МАГИСТРАЛЬНЫХ ТРУБ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2013 |
|
RU2530429C1 |
| Способ устранения дефекта сварного шва трубной сформованной заготовки, выполненного с использованием лазера | 2017 |
|
RU2668621C1 |
| СПОСОБ УТИЛИЗАЦИИ ДЕМОНТИРОВАННЫХ МАГИСТРАЛЬНЫХ ТРУБ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2013 |
|
RU2532677C1 |
| СПОСОБ ПРОИЗВОДСТВА НИЗКОУГЛЕРОДИСТОЙ ХОЛОДНОКАТАНОЙ ПОЛОСОВОЙ СТАЛИ | 1999 |
|
RU2147943C1 |
| Способ производства низколегированного рулонного проката категории прочности С390П | 2021 |
|
RU2781928C1 |
| СПОСОБ ХИМИКО-ТЕРМИЧЕСКОЙ ОБРАБОТКИ ПОВЕРХНОСТИ МЕТАЛЛИЧЕСКИХ ДЕТАЛЕЙ | 2009 |
|
RU2416674C1 |

Изобретение относится к области металлургии, а именно к способам резки труб на полосовую заготовку. Может быть применено при переработке демонтированных магистральных труб нефте- и газопроводов в сортовой прокат без сталеплавильного передела. Резку трубы осуществляют по винтовой линии дисковыми ножами с предварительным локальным нагревом со скоростью 350÷850°С/с до температуры 460÷670°С зоны резки концентрированным источником тепловой энергии с последующей смоткой порезанной полосовой заготовки на приемный барабан. В результате обеспечивается расширение технологических возможностей, снижение энергетических затрат. 1 з.п. ф-лы, 5 ил.
1. Способ резки трубы на полосовую заготовку, включающий установку трубы в роликовый вращатель, нагрев и резку трубы на полосовую заготовку, смотку полосовой заготовки на приемный барабан, отличающийся тем, что резку трубы на полосовую заготовку производят между двумя дисковыми ножами с вращением трубы по винтовой линии посредством опорных роликов вращателя, при этом зону резки шириной bзр=(0,2÷0,35)*h, где h - толщина стенки трубы, предварительно локально нагревают до температуры резки Трез=460÷670°С со скоростью 350÷850°С/с по меньшей мере одним источником концентрированной тепловой энергии и пятно нагрева от источника концентрированной тепловой энергии располагают на поверхности трубы по винтовой траектории ее движения непосредственно перед дисковыми ножами, при этом необходимую тепловую мощность Рнагр для локального нагрева определяют из выражения:
Рнагр = Кист * Uзр *ρ * См *Трез,
где
Uзр - секундный объем зоны реза, мм3,
Uзр = bзр * h * Vрез,
где
Vрез - скорость резки в интервале 0,25÷0,65 м/с;
ρ - плотность стали, принимаемая в расчетах 7,85 кг/м3;
См - теплоемкость стали, принимаемая в расчетах 465÷570 Дж/кг*град;
Кист - эмпирический коэффициент, учитывающий тип источника тепловой энергии, для лазерного резака - 1,15÷1,25, для источника плазменной резки - 1,35÷1,65; для газокислородной резки - 1,65÷2,35.
2. Способ по п. 1, отличающийся тем, что резку трубы начинают с отрезки передней заходной части полосовой заготовки длиной Lзч=(0,65÷1,025)*π*D, где D - диаметр трубы, при этом источником концентрированной тепловой энергии проплавляют поверхность трубы по винтовой траектории перед дисковыми ножами на глубину hпр=(0,35÷0,65)*h, где h - толщина стенки трубы, мм, из интервала 3,2÷14 мм, и резку полосовой заготовки в этот период ведут на пониженной скорости Vзах=(0,2÷0,45)*Vрез.
| СПОСОБ УТИЛИЗАЦИИ ДЕМОНТИРОВАННЫХ МАГИСТРАЛЬНЫХ ТРУБ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2013 |
|
RU2532677C1 |
| СПОСОБ РЕЗКИ ТРУБ | 0 |
|
SU349511A1 |
| RU 2056227 C1, 20.03.1996 | |||
| СПОСОБ РЕЗКИ ТРУБ ПОД УГЛОМ К ОСИ | 1972 |
|
SU421448A1 |
| JP 9216047 A, 19.08.1997. | |||

