Изобретение относится к машиностроению и может быть использовано для лазерной резки с целью оперативного и высокоточного изготовления сложноконтурных деталей из листовой заготовки.
Известно [1], что коэффициент полезного действия (КПД) современных лазеров не превышает 30% для газовых лазеров [2] и 5% для твердотельных. Большая часть энергии расходуется на нагрев активного элемента, системы оптической накачки, других элементов лазерного излучателя, и рассеивается в окружающее пространство в виде тепловой энергии. Также известно [3], что для металлов величина начальной температуры Тн обрабатываемой заготовки влияет на величину скорости границы разрушения vн и vп для резки непрерывным и периодическим лазерным излучением:
где q - плотность мощности лазерного излучения, ρ - плотность материала заготовки, с - удельная теплоемкость материала, Т0 - температура материала на границе разрушения в зоне обработки, α - коэффициент температуропроводности материала, vp - скорость резки, r - радиус пятна лазерного луча на поверхности заготовки, ΣL - суммарная теплота фазовых переходов металла и его оксидов, G - удельная теплота реакции горения.
Таким образом, если часть тепловой энергии, рассеиваемой в окружающее пространство, передать на нагрев обрабатываемой заготовки, то будет достигнута большая скорость обработки при неизменном уровне энергопотребления лазерного технологического комплекса.
Известен ряд технических решений, суть которых сводится к тому, что на поверхность листовой заготовки подают сфокусированное лазерное излучение и струю газа, заготовку перемещают в плоскости фокуса, нормально к оси оптической системы [3]. В этом случае реализуется процесс газолазерной резки, состоящий из двух этапов: прожига первичного отверстия в материале и формирования зоны реза за счет перемещения заготовки по заданному контуру.
Известен способ лазерной резки [4], в котором обрабатываемый лист располагают на пластине-трафарете и осуществляют вырезку детали по пазам трафарета сфокусированным лазерным лучом и струей технологического газа. Вырезку контура детали в стальной пластине-трафарете и в обрабатываемом листе осуществляют лазерным лучом поочередно, но по одной и той же управляющей программе, и при одинаковой ориентации контура в системе координат стола. Вырезку контура детали в пластине-трафарете производят в струе кислорода в режиме с развитым боковым горением. Параметры резки выбирают такими, чтобы ширина реза была равна диаметру струи кислорода.
В способе [5] фокус луча направляют внутрь материала на расстояние от поверхности в пределах 1/2…5/8 толщины. В качестве модового состава излучения используют комплексную моду. Мощность излучения поддерживается в пределах 500…700 Вт. Скорость движения луча находится в пределах 0,8…2,5 см/с. Это позволяет получить высокое качество реза на верхней и нижней поверхностях материала при минимальной зоне термического влияния.
Известно устройство [6], в котором над разрезаемой поверхностью располагают сопло с зазором, позволяющим разрезать неровные и шероховатые поверхности, и создают над резом область повышенного давления, вдувая в нее вспомогательный газ. Газ вдувают в область повышенного давления с составляющей скорости, направленной вдоль реза в сторону его фронта. В качестве вспомогательного газа используют воздух. Сопло для подачи вспомогательного газа имеет выходное сечение, выполненное вытянутым вдоль направления фронта реза. Выходное сечение сопла снабжено направляющими перегородками, расположенными под углом 45…60° к направлению фронта реза для получения составляющей скорости вспомогательного газа, направленной вдоль реза в сторону его фронта. Это позволяет лазерному лучу проходить впереди сопла, что упрощает конструкцию устройства. Кроме того, выходное сечение сопла может быть выполнено с длиной вдоль реза более 0,6 толщины обрабатываемого материала, а сопло можно располагать позади лазерного луча. За счет сдвигания области с тормозящим градиентом давления в нижней части реза за пределы 40 мм по глубине реза или полного его устранения по всей толщине разрезаемого материала повышается качество резания материалов толщиной более 40 мм.
Общим недостатком устройств и способов [4-6] является отсутствие мер, направленных на снижение энергопотребления в целом системы газолазерной резки.
Наиболее близким к заявляемому устройству является способ лазерной резки [7], в котором заготовку закрепляют и растягивают, создавая растягивающие напряжения, определяемые соотношением σpχ≤σyGV, где σр -растягивающие напряжения, создаваемые в заготовке, МПа, χ - температуропроводность материала заготовки, мм2/с, σу - предел упругости материала заготовки, МПа, G - среднестатистический предел величины изгиба заготовки, мм, V - скорость резки, мм/с. На листовую заготовку через сопло резака подают сфокусированное лазерное излучение с заданным фокусным расстоянием и поток газа и перемещают ее под лучом по заданному контуру. Устройство [7] содержит источник лазерного излучения, зеркало, резак, платформу с зажимами для заготовки. Платформа установлена на координатном столе и содержит резьбовые направляющие для растяжения заготовки, которые представляют собой винтовые пары с лево- и правосторонней резьбой. Координатный стол управляется системой ЧПУ, связанной с источником лазерного излучения и с информационно-вычислительной системой через программный модуль, корректирующий контур реза пропорционально создаваемым в материале деформациям. Техническим результатом от использования изобретения является повышение точности лазерной резки за счет обеспечения по всей поверхности листовой заготовки стабильного положения плоскости фокусировки линзы резака в процессе резки и обеспечения практически постоянной величины зазора между соплом резака и поверхностью заготовки.
Недостатком перечисленных устройств является отсутствие мер, направленных на более полное использование энергопотребления системы газолазерной резки в целом.
Задачей настоящего изобретения является разработка устройства, позволяющего более полно использовать электрическую энергию, питающую лазерный технологический комплекс.
Сущность изобретения заключается в том, что устройство позволяет передавать тепловую энергию от системы охлаждения лазерного излучателя к обрабатываемой заготовке.
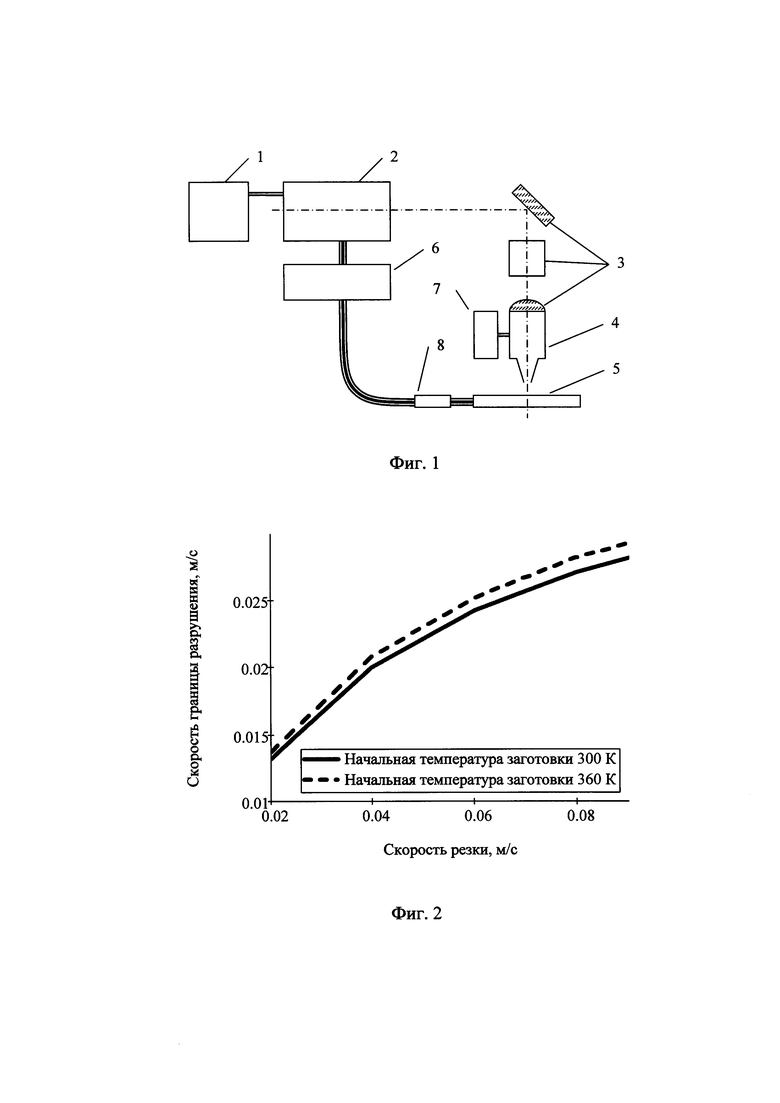
Принципиальная схема энергоэффективного устройства для лазерной резки материалов показана на фиг.1, где обозначено: 1 - источник электропитания; 2 - лазерный излучатель; оптические элементы, образующие систему формирования лазерного луча, 4 - сопло для подачи газа; 5 - обрабатываемая заготовка; 6 - система охлаждения лазерного излучателя; 7 -система подачи технологического газа; 8 - устройство передачи тепловой энергии от системы охлаждения лазерного излучателя к обрабатываемой заготовке.
В настоящее время для охлаждения лазерного излучателя используются, в основном, жидкостной или воздушный способы охлаждения.
Поэтому устройство передачи тепловой энергии от системы охлаждения лазерного излучателя к обрабатываемой заготовке может быть основано на теплопроводности или конвекции.
В случае использования воздушного охлаждения (фиг. 2) лазерного излучателя устройство передачи тепловой энергии работает по принципу конвекции. Воздушный поток, пройдя систему охлаждения лазерного излучателя 6, с использованием устройств для подачи воздуха (например, вентиляторов 9) по гибкому воздуховоду 10 направляется на обрабатываемую заготовку 5. При этом для более эффективного нагрева необходимо обеспечить теплоизоляцию обрабатываемой заготовки от координатного столика, например, при помощи теплоизолирующей прокладки 11.
В случае использования для охлаждения лазерного излучателя жидкостного теплоносителя устройство передачи тепловой энергии представляет собой теплообменник и конструктивно может быть выполнено, например, в виде трубчатой спирали, вмонтированной в координатный столик, на котором крепится обрабатываемая заготовка 5 с обеспечением теплового контакта. Устройство передачи тепловой энергии работает следующим образом (фиг. 3). Теплоноситель (или его часть) из контура 12 системы охлаждения лазерного излучателя 6 подается в теплообменник 13. При этом происходит нагрев координатного столика и, соответственно, увеличение начальной температуры обрабатываемой заготовки.
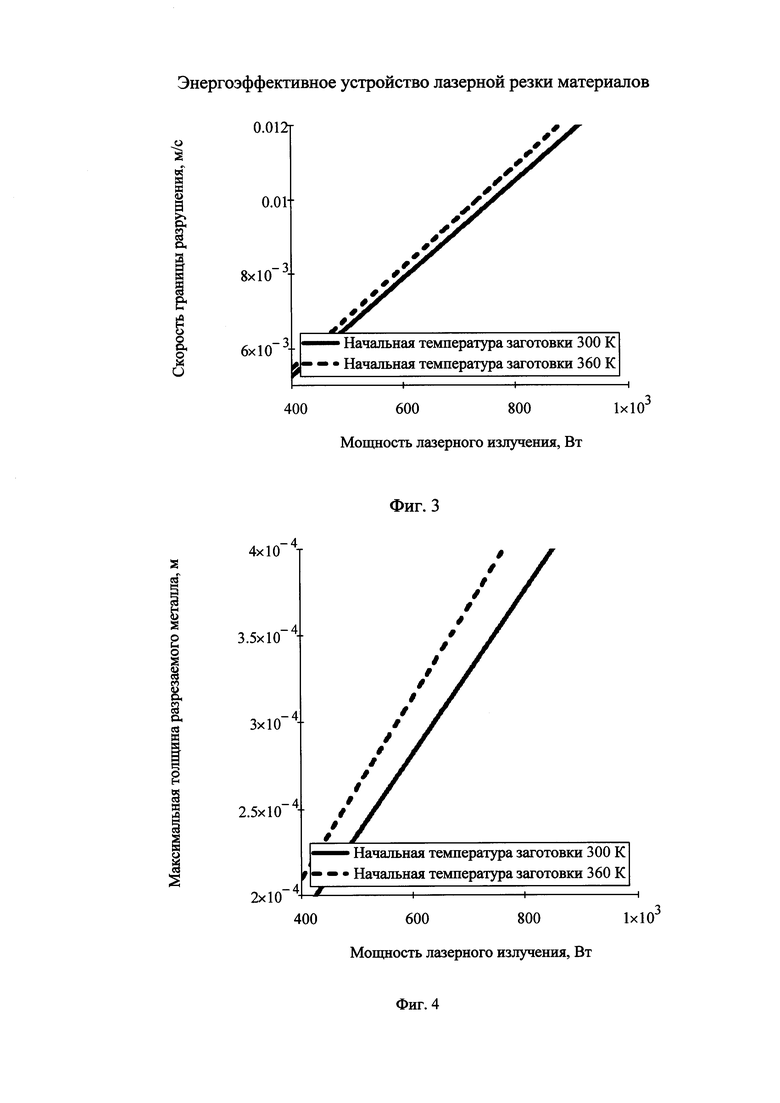
В результате увеличения начальной температуры обрабатываемой заготовки для ее резки потребуются либо меньше энергии лазерного излучения при заданной скорости резки, либо может быть увеличена скорость резки без увеличения энергии лазерного излучения. Как показывают расчеты, увеличение начальной температуры заготовки на 10 градусов ведет к снижению необходимой мощности лазерного излучения на 1%.
На фиг. 4 представлены результаты расчета скорости границы разрушения в зависимости от скорости резки при фиксированной мощности лазерного излучения. На фиг. 5 представлены результаты расчета скорости границы разрушения в зависимости от мощности лазерного излучения при фиксированной скорости резки. На фиг. 6 представлены результаты расчета для максимальной толщины разрезаемого материала в зависимости от мощности лазерного излучения при фиксированной скорости резки. Расчеты выполнялись для двух случаев: начальная температура материала 300 К и 360 К.
Литература
1. Справочник по лазерам/ Под ред. A.M. Прохорова. В 2-х томах. Т. I. - М.: Сов. радио, 1978. - с. 247.
2. Газовые лазеры/ Сб. статей. Пер. с англ. Под ред. Н.Н. Соболева. М.: Мир, 1968. - с. 6.
3. Малоотходные процессы резки лучом лазера / В.С. Коваленко, В. В. Романенко, Л. М. Олещук. - К.: Техника, 1987. - 112 с.
4. RU №2225782, 2004 г.
5. RU №2219029, 2003 г.
6. RU №2172233, 2001 г.
7. RU №2288084, 2006 г.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство лазерной резки материалов с рекуперацией отводимой тепловой энергии | 2020 |
|
RU2735153C1 |
| Способ ультразвуковой газолазерной резки листового металла и устройство ультразвуковой газолазерной резки листового металла (Варианты) | 2017 |
|
RU2670629C9 |
| СПОСОБ ЛАЗЕРНОЙ РЕЗКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2288084C1 |
| СПОСОБ ГАЗОЛАЗЕРНОЙ РЕЗКИ МЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ И УСТРОЙСТВО ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 1995 |
|
RU2089365C1 |
| Способ лазерной резки тонколистового углепластика | 2018 |
|
RU2689346C1 |
| СПОСОБ ГАЗОЛАЗЕРНОЙ РЕЗКИ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2008 |
|
RU2382693C1 |
| СПОСОБ ЛАЗЕРНОЙ РЕЗКИ ДЕТАЛЕЙ ИЗ ТОНКИХ ЛИСТОВ | 2002 |
|
RU2225782C1 |
| СПОСОБ ГАЗОЛАЗЕРНОЙ РЕЗКИ КРУПНОГАБАРИТНЫХ ДЕТАЛЕЙ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2471600C1 |
| Способ изготовления деталей из листовой металлической заготовки на лазерном станке с ЧПУ | 2022 |
|
RU2783722C1 |
| СПОСОБ ГАЗОЛАЗЕРНОЙ РЕЗКИ МАТЕРИАЛОВ И УСТАНОВКА ДЛЯ ГАЗОЛАЗЕРНОЙ РЕЗКИ | 2011 |
|
RU2466842C1 |
Энергоэффективное устройство лазерной резки материалов может быть использовано для оперативного и высокоточного изготовления сложноконтурных деталей из листовой заготовки. Сущность изобретения заключается в том, что устройство содержит источник питания, лазерный излучатель, оптические элементы, сопло, систему охлаждения лазерного излучателя, систему подачи технологического газа и систему передачи тепловой энергии от системы охлаждения лазерного излучателя к обрабатываемой заготовке. Часть тепловой энергии посредством системы передачи тепловой энергии поступает от системы охлаждения лазерного излучателя к обрабатываемой заготовке. Происходит нагрев заготовки и для ее резки требуется меньше энергии лазерного излучения, либо происходит увеличение скорости границы разрушения без увеличения мощности лазерного излучения. Как показывают расчеты, нагрев заготовки на 10 градусов ведет к снижению необходимой мощности лазерного излучения на 1%. Устройство позволяет максимально использовать электрическую энергию, питающую лазерный технологический комплекс. 4 ил.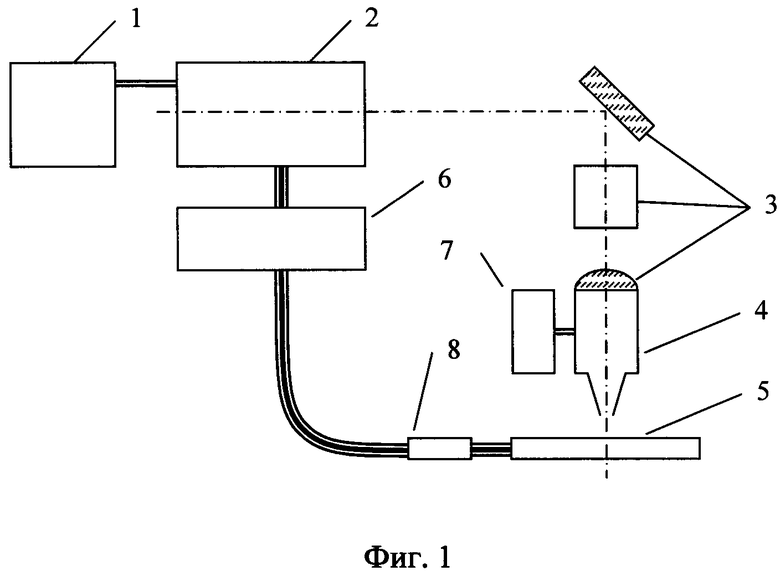
Энергоэффективное устройство лазерной резки материалов, содержащее источник питания, лазерный излучатель, оптические элементы, образующие систему формирования лазерного пучка, сопло, систему охлаждения лазерного излучателя, систему подачи технологического газа, отличающееся тем, что дополнительно введена система передачи тепловой энергии от системы охлаждения лазерного излучателя к обрабатываемой заготовке.
| УСТРОЙСТВО ДЛЯ ЛАЗЕРНОЙ ОБРАБОТКИ МАТЕРИАЛОВ | 1998 |
|
RU2135338C1 |
| СПОСОБ ЛАЗЕРНОЙ РЕЗКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2288084C1 |
| Установка для резки металлов под водой | 1987 |
|
SU1465215A1 |
| Способ кислородной резки листового материала неподвижным резаком | 1978 |
|
SU695775A1 |
| US 2013068737 A1, 21.03.2013 | |||
| US 2011146846 A1, 23.06.2011. | |||

