Перекрестная ссылка на родственные заявки
[0001] Настоящая заявка испрашивает приоритет в отношении предварительной патентной заявки США № 62/077977, поданной 11 ноября и озаглавленной «Высокоемкие структуры и монолиты посредством печати пасты», которая во всей своей полноте включается в настоящий документ посредством ссылки.
Область техники, к которой относится изобретение
[0002] Разнообразные варианты осуществления настоящего изобретения относятся, в общем, к структурам и монолитам, изготовленным посредством нанесения композиционного материала на подложку и наслаивания подложек друг на друга для образования многослойной сборки или структуры. Композиционный материал может содержать в своем составе активный материал, который представляет собой, как правило, катализатор или адсорбент. Данная технология может применяться в целях изготовления монолитов для адсорбции газов, разделения сред или каталитических процессов.
Уровень техники, к которой относится изобретение
[0003] Основу многочисленных процессов и устройств составляют монолитные структуры, действующие в качестве подложек для каталитического слоя. Для создания монолитных структур используются несколько способов, причем две основные структуры представляют собой продукты экструзии керамических материалов и свернутые в спираль фольги. Монолиты могут быть изготовлены посредством экструзии керамических материалов для образования керамического монолита, содержащего каналы, проходящие через тело монолитной структуры. Для изготовления монолитов могут быть также использованы металлические фольги, в частности, гофрированные металлические фольги, которые свертываются в спираль для образования подложки, а затем на эту подложку наносится и катализатор или адсорбент. Данному способу часто препятствует закупоривание или неудовлетворительный результат покрытия, когда структуры или каналы на подложке становятся чрезмерно малыми. Другими словами, размер монолитных микроструктур может достигать уровня, ниже которого нанесение покрытия становится практически невозможным.
[0004] Кроме того, эффективность многих процессов является пропорциональной величине доступной площади поверхности, в частности, в случае процессов катализа или адсорбция. Уменьшение размера каналов в монолите приводит к увеличению площади поверхности, которая обеспечивает реакционную способность, но существует предел для уменьшения размеров каналов, ниже которого нанесение покрытия становится практически невозможным. Кроме того, процессам, для которых требуется катализатор/адсорбент, имеющий значительную величину площади поверхности, как правило, препятствуют большие перепады давления в реакторе. Например, для процессов короткоцикловой адсорбции, которые имеют чрезвычайно малую продолжительность цикла, как правило, требуются структурированные слои адсорбента (а не случайным образом уплотненные слои), чтобы уменьшать перепад давления в слое. Ламинарный поток в таких системах может быть идеальным, если адсорбент может располагаться в канале, имеющем прямую форму. Одно возможное решение представляет собой покрытие адсорбентом структур прямых каналов (например, монолитов), но оно остается проблематичным вследствие малого размера каналов.
Сущность изобретения
[0005] Разнообразные варианты осуществления настоящего изобретения относятся, в общем, к структурам, имеющим многослойные подложки и каналы между подложками. В многослойных подложках могут присутствовать активные материалы. Структуры могут представлять собой монолиты, и они могут использоваться в процессах катализа и адсорбции, включая процессы адсорбции газов, такие как адсорбция при переменном давлении и адсорбция при переменной температуре.
[0006] Вариант осуществления настоящего изобретения может представлять собой структуру, содержащую многослойные покрытые подложки и каналы между прилегающими многослойными покрытыми подложками. Каждая многослойная покрытая подложка может представлять собой подложку, имеющую первую и вторую сторону, и композиционный материал, по меньшей мере, на первой стороне подложки. Композиционный материал может включать активный материал, и может иметь отличительные признаки на поверхности композиционного материала. Каналы в структуре могут образовываться посредством контакта отличительных признаков в покрытии на первой стороне многослойной структуры со стороной прилегающей многослойной структуры. Композиционный материал может также содержать связующее вещество.
[0007] Согласно некоторым вариантам осуществления, подложка может представлять собой металлическую подложку. Подложка может представлять собой лист, фольгу или сетку. Подложка может быть покрыта композиционным материалом, и композиционный материал может включать активный материал. Активный материал может представлять собой катализатор, или он может представлять собой адсорбент. Согласно некоторым вариантам осуществления, активный материал может представлять собой цеолит.
[0008] Согласно некоторым вариантам осуществления, многослойная покрытая подложка может дополнительно содержать композиционный материал на второй стороне. Каналы могут образовываться при контакте отличительных признаков в покрытии на первой стороне покрытой подложки с композиционным материалом на второй стороне прилегающей подложки.
[0009] Вариант осуществления настоящего изобретения может включать структуру, которая представляет собой монолит. Монолит может содержать в своей структуре каналы, которые являются мелкими, и может иметь более высокие плотности ячеек, чем в современной технологии монолитов. Согласно некоторым вариантам осуществления, плотность ячеек монолита может составлять, по меньшей мере, 900 ячеек на квадратный дюйм (140 ячеек на 1 см2), или, по меньшей мере, 1000 ячеек на квадратный дюйм (155 ячеек на 1 см2), или, по меньшей мере, 1500 ячеек на квадратный дюйм (233 ячейки на 1 см2). Согласно варианту осуществления, когда отличительные признаки в структуре представляют собой каналы, расстояние между каналами составляет менее чем приблизительно 900 мкм.
[0010] Согласно некоторым вариантам осуществления настоящего изобретения, многослойные покрытые подложки могут представлять собой отдельные подложки, и каналы образуются при контакте первой стороны одной подложки со второй стороной отдельной подложки. Согласно некоторым вариантам осуществления, в качестве многослойных покрытых подложек может присутствовать единственная покрытая подложка, свернутая в спираль, и каналы образуются при контакте первой стороны покрытой подложки со второй стороной покрытой подложки.
[0011] Вариант осуществления настоящего изобретения может представлять собой структуру, включающую многослойные покрытые подложки и каналы между прилегающими многослойными покрытыми подложками, где каждая многослойная покрытая подложка включает подложку, имеющую первую и вторую сторона, и композиционный материал, по меньшей мере, на первой стороне подложки, и композиционный материал включает активный материал и извилистые каналы через композиционный материал для гидравлического сообщения адсорбента с каналами, и имеющую отличительные признаки на поверхности композиционного материала. Композиционный материал дополнительно содержит связующее вещество.
[0012] Согласно некоторым вариантам осуществления, композиционный материал имеет мезопористость. Мезопористость может составлять, по меньшей мере, приблизительно 15% или, по меньшей мере, приблизительно 20%.
[0013] Согласно некоторым вариантам осуществления, композиционный материал может заключать в себе некоторое или все активного материала. Композиционный материал может заключать в себе, по меньшей мере, приблизительно 15% активного материала, или, по меньшей мере, приблизительно 20% активного материала.
[0014] Вариант осуществления настоящего изобретения включает способ изготовления структуры. Способ включает нанесение пасты на первую сторону подложки, имеющей первую сторону и вторую сторону; создание отличительных признаков на пасте; наслаивание на первую покрытую подложку второй покрытой подложки посредством введения в контакт пасты на первой стороне покрытой подложки со стороной второй покрытой подложки для образования закрытых каналов; и прокаливание многослойных подложек для образования структуры.
[0015] Согласно некоторым вариантам осуществления, сторона подложки представляет собой вторую сторону подложки, покрытую тонким слоем пасты, и закрытые каналы образуются посредством контакта пасты с отличительными признаками первой подложки в тонком слое пасты на второй стороне второй подложки. Отличительные признаки могут быть созданы в пасте посредством печати, штамповки, формования, волочения или трехмерной печати. Слой пасты может наноситься на вторую сторону подложки, и отличительные признаки могут создаваться в пасте на второй стороне.
[0016] Согласно некоторым вариантам осуществления, подложка может представлять собой металлическую подложку. Подложка может представлять собой лист, фольгу или сетку. Согласно некоторым вариантам осуществления, паста может наноситься на подложку. Паста может содержать связующее вещество и активный материал. Активный материал может представлять собой катализатор, или она может представлять собой адсорбент. Согласно некоторым вариантам осуществления, активный материал может представлять собой цеолит.
[0017] Согласно некоторым вариантам осуществления, стадия наслаивания может представлять собой наслаивание покрытой подложки на отдельную покрытую подложку для образования слоев покрытых подложек. Согласно некоторым вариантам осуществления, стадия наслаивания может включать одну или несколько покрытых подложек, свернутых в спираль, таким образом, что первая сторона подложки может вступать в контакт со второй стороной подложки для образования закрытых каналов внутри спиральной структуры.
Краткое описание чертежей
[0018] Фиг. 1 иллюстрирует структуру и сборку структуры в соответствии с примерным вариантом осуществления настоящего изобретения.
[0019] Фиг. 2A и 2B иллюстрируют покрытая подложка имеющий линейный отличительные признаки или каналы, в соответствии с примерным вариантом осуществления настоящего изобретения.
[0020] Фиг. 3 иллюстрирует еще одну покрытую подложку, имеющую ступенчатые или зигзагообразные отличительные признаки, в соответствии с примерным вариантом осуществления настоящего изобретения.
[0021] Фиг. 4A и 4B иллюстрируют еще одну покрытую подложку, имеющую столбчатые отличительные признаки, в соответствии с примерным вариантом осуществления настоящего изобретения.
[0022] Фиг. 5 иллюстрирует способ покрытия и печати отличительных признаков на подложке в соответствии с примерным вариантом осуществления настоящего изобретения.
[0023] Фиг. 6 иллюстрирует множество многослойных покрытых подложек для образования структуры в соответствии с примерным вариантом осуществления настоящего изобретения.
[0024] Фиг. 7 иллюстрирует еще одно множество многослойных покрытых подложек для образования структуры в соответствии с примерным вариантом осуществления настоящего изобретения.
[0025] Фиг. 8 иллюстрирует спиральную намотку покрытой подложки для образования спиральной структуры в соответствии с примерным вариантом осуществления настоящего изобретения.
[0026] Фиг. 9 иллюстрирует многослойные покрытые подложки в соответствии с примерным вариантом осуществления настоящего изобретения.
[0027] Фиг. 10A, 10B и 10C иллюстрируют три изображения покрытой подложки в соответствии с примерным вариантом осуществления настоящего изобретения.
[0028] Фиг. 11A и 11B иллюстрируют изображения поперечного сечения покрытой подложки в соответствии с примерным вариантом осуществления настоящего изобретения.
[0029] Фиг. 12A и 12B иллюстрируют изображения покрытой подложки в соответствии с примерным вариантом осуществления настоящего изобретения.
[0030] Фиг. 13 иллюстрирует изображение спиральной свернутой структуры в соответствии с примерным вариантом осуществления настоящего изобретения.
[0031] Фиг. 14 иллюстрирует еще одно изображение структуры в соответствии с примерным вариантом осуществления настоящего изобретения.
Подробное описание
[0032] Хотя предпочтительные варианты осуществления настоящего изобретения разъясняются подробно, следует понимать, что предусматриваются и другие варианты осуществления. Соответственно, не предусматривается, что настоящее изобретение должно быть ограничено в своем объеме подробностями структуры и конфигурации компонентов, которые представлены в следующем описании или проиллюстрированы на чертежах. Настоящее изобретение может предусматривать другие варианты осуществления и реализуется на практике или осуществляется разнообразными способами. Кроме того, в описании предпочтительных варианты осуществления, в целях ясности будет использоваться специфическая терминология.
[0033] Кроме того, необходимо отметить, что при использовании в настоящем описании и прилагаемой формуле изобретения формы единственного числа, которым предшествуют неопределенные и определенные артикли, включают формы множественного числа, если иное условие четко не определяется согласно контексту.
[0034] Кроме того, в описании предпочтительных варианты осуществления, в целях ясности будет использоваться специфическая терминология. Предусматривается, что каждый термин должен истолковываться в своем наиболее широком значении, которое понимают специалисты в данной области техники, и которое включает все технические эквиваленты, которые функционируют аналогичным образом для достижения аналогичной цели.
[0035] Интервалы могут быть выражены в настоящем документе в форме «от приблизительно» или «от примерно» одного конкретного значения и/или «до приблизительно» или «до примерно» другого конкретного значения. Когда представлен такой интервал, другой вариант осуществления предусматривает интервал от одного конкретного значения и/или до другого конкретного значения.
[0036] Термин «содержащий» или «содержит» или «включающий» означает, что, по меньшей мере, упоминаемое соединение, элемент, частица или технологическая стадия присутствует в композиции, или предмете или способе, но не исключает присутствия других соединений, материалов, частиц, технологических стадий, даже если другие такие соединения, материалы, частицы, технологические стадии выполняют такие же функции, как те, которые указаны выше.
[0037] Кроме того, следует понимать, что упоминание одной или нескольких технологических стадий не препятствует присутствию дополнительных технологических стадий или промежуточных технологических стадий между четко определенными стадиями. Аналогичным образом, следует также понимать, что упоминание одного или нескольких компонентов устройства или системы препятствует присутствию дополнительных компонентов или промежуточных компонентов между теми компонентами, которые четко определены.
[0038] Настоящее изобретение включает структуру, которая содержит слои покрытых подложек и каналы между слоями. Настоящее изобретение также включает способ изготовления или способ сооружения структур, который обеспечивает конструирование отличительных признаков в слоях пасты и который создает каналы в структуре. Структура может применяться для разнообразных технологий, включающих процессы катализа и адсорбции, и может включать разнообразные отличительные признаки, которые далее обсуждаются в настоящем документе. Пример структуры представляет собой монолит, который может применяться на этих разнообразных технологий.
[0039] Один аспект настоящего изобретения представляет собой композиционный материал в структуре или монолите, и пасту, используемую для изготовления композиционного материала. Как подробно обсуждается ниже, паста может наноситься на подложку, высушиваться и необязательно подвергаться дополнительной обработке для изготовления композиционного материала. Паста может содержать активный материал и растворитель, и необязательное связующее вещество. Посредством процесса высушивания композиционный материал может содержать активный материал. Композиционный материал может дополнительно содержать связующее вещество. Активный материал может, как правило, представлять собой адсорбент или катализатор. Более чем один активный материал может содержаться в композиционном материале, и более чем один активный материал может наноситься на одну и ту же секцию подложки и равномерно содержаться во всем объеме структуры. В качестве альтернативы, более чем один активный материал может наноситься на различные секции подложки, например, в случае композиционных материалов или паст на различных сторонах подложки. Композиционный материал может также содержать или не содержать остаточный растворитель. Паста и композиционный материал согласно настоящему изобретению имеют высокие содержания или объемные доли активного материала, и в результате этого могут получаться высокоемкие монолиты, которые являются недоступными с использованием традиционных технологий нанесения покрытий.
[0040] Согласно некоторым вариантам осуществления, композиционный материал или паста может содержать активный материал. Активный материал может представлять собой адсорбент или катализатор. В качестве адсорбента может использоваться любой адсорбент, который является пригодным для технологии разделения газов или разделения сред. Разделение сред имеет большое значение в разнообразных отраслях промышленности, включая, но не ограничиваясь этим, производство горючих материалов, химических реагентов, нефтехимических продуктов, очищенных газов и специальных продуктов. Термин «среда» используется в настоящем документе для удобства и означает, в общем, многочисленные текучие среды, жидкости, газы, растворы, суспензии, порошки, гели, дисперсии, эмульсии, пары, сыпучие материалы, многофазные материалы или их сочетания. Среда может содержать исходный поток. Среда может содержать в смеси множество компонентов. Термин «множество», который используется в настоящем документе, означает число, составляющее более чем один. Предпочтительно среда, упоминаемая в настоящем документе, представляет собой газ, и адсорбенты применяются в технологиях разделения газов.
[0041] Разделение сред может осуществляться многочисленными способами, в которых используются нагревание, давление, твердые вещества, текучие среды или другие средства, и при этом используются, главным образом, различия физических и/или химических свойств разделяемых компонентов. Разделение газов может осуществляться посредством частичного сжижения или посредством использования адсорбирующего материала, который предпочтительно удерживает или адсорбирует более легко удерживаемый или адсорбируемый компонент по сравнению с менее легко адсорбируемым компонентом газовой смеси.
[0042] Адсорбция при переменном давлении (АПД) и адсорбция при переменной температуре (АПТ) представляют собой два процесса разделения газов, которые практически осуществляются в промышленном масштабе. АПТ представляет собой процесс, в котором слой адсорбирующего материала используется для выделения одного или нескольких компонентов из потока среды, а затем слой адсорбирующего материала может регенерироваться посредством увеличения температуры слоя, и в результате этого высвобождаются адсорбированные компоненты. Аналогичным образом, АПД включает слой материала, используемого для отделения от среды одного или нескольких основных компонентов, но слой адсорбирующего материала может регенерироваться посредством изменения давления системы.
[0043] Процессы обоих типов (АПТ и АПД) могут включать предпочтительную адсорбцию, по меньшей мере, один компонент среды адсорбирующим материалом по сравнению со вторым компонентом или другими компонентами в среде. Полное количество, по меньшей мере, одного компонента, адсорбированного из среды (т. е., адсорбционная способность адсорбирующего материала) и селективность адсорбции одного компонента по сравнению с другим компонентом среды могут увеличиваться посредством осуществления процесса адсорбции в определенных условиях давления и температуры, поскольку как давление, так и температура может воздействовать на адсорбированное количество компонента среды. Адсорбированный компонент может затем десорбироваться из адсорбирующего материала.
[0044] Адсорбция и десорбция компонента в АПТ осуществляются, потому что на изотермы адсорбции значительное воздействие оказывает температура. Таким образом, высокие уровни чистоты компонента среды могут быть получены посредством адсорбции при низкой температуре, при которой адсорбция является значительной, причем высвобождение прочно удерживаемого компонента становится возможным за счет высокой температуры десорбции. В процессах АПТ тепло для десорбции может поступать непосредственно в адсорбирующий материал за счет потока горячей десорбирующей среды через слой или косвенно в адсорбирующий материал за счет, что обеспечивают, помимо прочих, нагревательная спираль, электрический источник нагревания, теплопередающая среда или теплообменник, которые находятся в тесной связи с адсорбирующим материалом.
[0045] Адсорбция и десорбция компонента в АПД осуществляются, потому что адсорбция газов в среде увеличивается при повышении давления. Различные газы, как правило, имеют различные коэффициенты адсорбции на различных подложках, и, таким образом, смесь газов может проходить через слой при повышенном давлении, чтобы селективно адсорбировался, по меньшей мере, один из газов в смеси. Когда слой достигает предела своей емкости, давление можно уменьшать, чтобы собирать адсорбированный газ и регенерировать адсорбент.
[0046] Процессы АПД и АПТ не должны быть исключительными только в отношении давления или температуры. Давление в процессе АПТ может также изменяться в течение адсорбции/десорбции, и температура в процессе АПД может также изменяться в течение адсорбции/десорбции. Кроме того, продувочные газы или другие средства могут также использоваться в сочетании с процессами АПД и/или АПТ.
[0047] В каждом из процессов АПТ и АПД природа адсорбента и природа структуры, содержащей адсорбент, могут одновременно воздействовать на тип адсорбции, эффективность и скорость адсорбции, а также на емкость по отношению к газу в процессе.
[0048] Адсорбент согласно настоящему изобретению может представлять собой материал, подходящий для адсорбции газа в процессе разделения или удаления газа. Адсорбент может представлять собой материал, эффективный в процессе адсорбции при переменном давлении или в процессе адсорбции при переменной температуре. Согласно некоторым вариантам осуществления, адсорбент может представлять собой материал, который адсорбирует CO2 из газового потока. Согласно варианту осуществления, адсорбент может представлять собой цеолит, оксид металла, металлоорганическое каркасное соединение, цеолитное имидазолятное каркасное соединение или активированный уголь. Предпочтительно адсорбент может представлять собой цеолит. Цеолит может представлять собой любой цеолит, используемый в процессе адсорбции, включая, но не ограничиваясь этим, цеолит A, цеолит X, цеолит Y, цеолит MFI, морденит, силикалит, шабазит, фожазит и разновидности данных каркасных соединений.
[0049] Согласно некоторым вариантам осуществления, активный материал в композиционном материале или пасте может представлять собой катализатор. Катализатор может представлять собой любой материал, применимый для каталитического процесса, включая, например, химические процессы, такие как каталитическое превращение, изомеризация, полимеризация или другая реакция. Катализаторы в композиционных материалах и монолитах согласно настоящему изобретению могут использоваться, чтобы катализировать широкое разнообразие процессов превращения органических соединений, включая многие современные процессы, имеющие большое коммерческое/промышленное значение. Примеры процессов химических превращений, которые эффективно катализирует кристаллический материал согласно настоящему изобретению, индивидуально или в сочетании с одним или несколькими другими каталитически активными веществами, включая другие кристаллические катализаторы, могут включать процессы, для которых требуется катализатор, имеющий кислотную активность. Конкретные примеры могут включать, но не ограничиваются ими, следующие процессы:
(a) алкилирование ароматических соединений имеющими короткую цепь (C2-C6) олефинами, например, алкилирование бензола этиленом или пропиленом для получения этилбензола или кумола, соответственно, в газовой или жидкой фазе, где условия реакции необязательно включают одно или несколько из следующих условий: температура от приблизительно 10°C до приблизительно 250°C, манометрическое давление от приблизительно 0 фунтов на квадратный дюйм до приблизительно 500 фунтов на квадратный дюйм (приблизительно 3,5 МПа), полная часовая объемная скорость на единицу массы катализатора (WHSV) от приблизительно 0,5 ч-1 до приблизительно 100 ч-1 и мольное соотношение ароматического соединения и олефина от приблизительно 0,1 до приблизительно 50;
(b) алкилирование ароматических соединений имеющими длинную цепь (C10-C20) олефинами, в газовой или жидкой фазе, где условия реакции необязательно включают одно или несколько из следующих условий: температура от приблизительно 250°C до приблизительно 500°C, манометрическое давление от приблизительно 0 фунтов на квадратный дюйм до 500 фунтов на квадратный дюйм (приблизительно 3,5 МПа), полная WHSV от приблизительно 0,5 ч-1 до приблизительно 50 ч-1, и мольное соотношение ароматического соединения и олефина от приблизительно 1 до приблизительно 50;
(c) переалкилирование ароматических соединений, в газовой или жидкой фазе, например, переалкилирование полиэтилбензолов и/или полиизопропилбензолов с бензолом для получения этилбензола и/или кумола, соответственно, где условия реакции необязательно включают одно или несколько из следующих условий: температура от приблизительно 100°C до приблизительно 500°C, манометрическое давление от приблизительно 1 фунтов на квадратный дюйм (приблизительно 7 кПа) до приблизительно 500 фунтов на квадратный дюйм (приблизительно 3,5 МПа), и WHSV от приблизительно 1 ч-1 до приблизительно 10000 ч-1;
(d) диспропорционирование алкилароматических соединений, например, диспропорционирование толуола для получения ксилолов, где условия реакции необязательно включают одно или несколько из следующих условий: температура от приблизительно 200°C до приблизительно 760°C, манометрическое давление от приблизительно 1 атм. (приблизительно 0 фунтов на квадратный дюйм) до приблизительно 60 атм. (приблизительно 5,9 МПа), WHSV от приблизительно 0,1 ч-1 до приблизительно 20 ч-1, и мольное соотношение водорода и углеводорода от 0 (отсутствует добавленный водород) до приблизительно 50;
(e) деалкилирование алкилароматических соединений, например, деэтилирование этилбензола, где условия реакции необязательно включают одно или несколько из следующих условий: температура от приблизительно 200°C до приблизительно 760°C, манометрическое давление от приблизительно 1 атм. (приблизительно 0 фунтов на квадратный дюйм) до приблизительно 60 атм. (приблизительно 5,9 МПа), WHSV от приблизительно 0,1 ч-1 до приблизительно 20 ч-1, и мольное соотношение водорода и углеводорода от 0 (отсутствует добавленный водород) до приблизительно 50;
(f) изомеризация алкилароматических соединений, таких как ксилолы, где условия реакции необязательно включают одно или несколько из следующих условий: температура от приблизительно 200°C до приблизительно 540°C, абсолютное давление от приблизительно 100 кПа до приблизительно 7 МПа, WHSV от приблизительно 0,1 ч-1 до приблизительно 50 ч-1, и мольное соотношение водорода и углеводорода от 0 (отсутствует добавленный водород) до приблизительно 10;
(g) реакция парафинов с ароматическими соединениями, например, для получения алкилароматических соединений и легких газов, где условия реакции необязательно включают одно или несколько из следующих условий: температура от приблизительно 260°C до приблизительно 375°C, манометрическое давление от приблизительно 0 фунтов на квадратный дюйм до приблизительно 1000 фунтов на квадратный дюйм (приблизительно 6,9 МПа), WHSV от приблизительно 0,5 ч-1 до приблизительно 10 ч-1, и мольное соотношение водорода и углеводорода от 0 (отсутствует добавленный водород) до приблизительно 10;
(h) изомеризация парафинов для получения разветвленных парафинов, где условия реакции необязательно включают одно или несколько из следующих условий: температура от приблизительно 200°C до приблизительно 315°C, манометрическое давление от приблизительно 100 фунтов на квадратный дюйм (приблизительно 690 кПа) до приблизительно 1000 фунтов на квадратный дюйм (приблизительно 6,9 МПа), WHSV от приблизительно 0,5 ч-1 до приблизительно 10 ч-1, и мольное соотношение водорода и углеводорода от приблизительно 0,5 до приблизительно 10;
(i) алкилирование изопарафинов, таких как изобутан, олефинами, где условия реакции необязательно включают одно или несколько из следующих условий: температура от приблизительно -20°C до приблизительно 350°C, манометрическое давление от приблизительно 0 фунтов на квадратный дюйм до приблизительно 700 фунтов на квадратный дюйм (приблизительно 4,9 МПа), и полное значение WHSV олефинов от приблизительно 0,02 ч-1 до приблизительно 10 ч-1;
(j) депарафинизация парафиновых материалов, где условия реакции необязательно включают одно или несколько из следующих условий: температура от приблизительно 200°C до приблизительно 450°C, манометрическое давление от приблизительно 0 фунтов на квадратный дюйм до приблизительно 1000 фунтов на квадратный дюйм (приблизительно 6,9 МПа), WHSV от приблизительно 0,2 ч-1 до приблизительно 10 ч-1, и мольное соотношение водорода и углеводорода от приблизительно 0,5 до приблизительно 10;
(k) крекинг углеводородов, где условия реакции необязательно включают одно или несколько из следующих условий: температура от приблизительно 300°C до приблизительно 700°C, манометрическое давление от приблизительно 0,1 атм. (приблизительно 10 кПа) до приблизительно 30 атм. (приблизительно 3 МПа), и WHSV от приблизительно 0,1 ч-1 до приблизительно 20 ч-1;
(l) изомеризация олефинов, где условия реакции необязательно включают одно или несколько из следующих условий: температура от приблизительно 250°C до приблизительно 750°C, парциальное давление олефина от приблизительно 30 кПа до приблизительно 300 кПа, и WHSV от приблизительно 0,5 ч-1 до приблизительно 500 ч-1; и
(m) ловушка для углеводородов (например, докаталитический преобразующий адсорбент) для выхлопных газы при холодном старте двигателей автомобилей.
[0050] Согласно некоторым вариантам осуществления, паста и композиционный материал согласно настоящему изобретению может в каждом случае дополнительно содержать связующее вещество. Связующее вещество может представлять собой любое связующее вещество, применимое для изготовления структуры. Согласно варианту осуществления, связующее вещество может представлять собой оксид алюминия, неорганические и органические полимеры, диоксид кремния. Согласно некоторым вариантам осуществления, паста может содержать дополнительные материалы и добавки. Согласно одному варианту осуществления, паста может также содержать полимер, в частности, целлюлозный полимер, который может затем удаляться в течение обработки и прокаливания. При удалении полимера в течение обработки может получаться пористый композиционный материал, т. е. композиционный материал, который содержит поры, в частности, мезопоры в составе композиционного материала. Согласно еще одному варианту осуществления, может содержаться неорганическая добавка, такая как силикат натрия. Прокаливание композиционного материала может интегрировать добавку в структуру в качестве связующего вещества.
[0051] Другие аспекты композиционных материалов и паст подробно описываются ниже. Благодаря предшествующему описанию композиционного материала и пасты, способ изготовления монолитов может быть описан более подробно.
[0052] Описан способ изготовления монолита, включающий следующие стадии: нанесение покрытия на подложку, создание отличительных признаков в подложке, наслаивание подложек друг на друга и высушивание подложек для образования монолита. Согласно варианту осуществления, способ может включать следующие стадии: нанесение покрытия из пасты на первую сторону подложки, имеющей первую сторону и вторую сторону, создание отличительных признаков на пасте, наслаивание на первую покрытую подложку второй покрытой подложки посредством введения в контакт пасты на одной стороне покрытой подложки с одной стороной второй покрытой подложки для образования закрытых каналов и высушивание многослойных подложек для образования монолита.
[0053] Фиг. 1 представляет общую схему способа изготовления монолита и сам получаемый в результате монолит. Подложка 101 может быть покрыта пастой 102. Отличительные признаки 103 могут быть созданы в пасте 102. На фиг. 1 отличительные признаки 103 не удаляют полностью пасту 102, но этот тонкий слой не является обязательным. В тех случаях, где подложка 101 представляет собой сетку, некоторая часть пасты может внедряться внутрь подложки, в то время как фольга в качестве подложки может иметь тонкий слой между отличительными признаками. Покрытые подложки могут затем наслаиваться друг на друга для образования структуры 110, имеющей каналы 104, которые создаются посредством контакта двух многослойных покрытых подложек.
[0054] Согласно варианту осуществления, покровная паста 102 может находиться только на одной стороне подложки 101 или на обеих сторонах подложки, как проиллюстрировано для пасты 105. Согласно некоторым вариантам осуществления, паста на второй стороне может представлять собой тонкое покрытие. Согласно другим вариантам осуществления, паста может представлять собой более толстое покрытие. Согласно некоторым вариантам осуществления, паста 105 может также иметь отличительные признаки, созданные в покрытии. Согласно варианту осуществления, покровная паста может также находиться на второй стороне подложки, и закрытые каналы образуются посредством введения в контакт пасты, имеющей отличительные признаки первой подложки, с пастой на второй стороне второй подложки. Согласно некоторым вариантам осуществления, может использоваться подложка, которая обеспечивает нанесение пасты на одну сторону для создания покровного слоя на обеих сторонах, например, посредством нанесения пасты на одну сторону сетчатой подложка, таким образом, что часть пасты проходит через сетку на противоположную сторону подложки.
[0055] Стадия покрытия подложки может осуществляться любым способом, известным обычному специалисту по нанесению пасты на подложку. Согласно варианту осуществления, пасту можно наносить, осуществляя покрытие ракельным ножом, покрытие валиком, покрытие погружением или покрытие распылением.
[0056] Отличительные признаки, создаваемые в пасте, могут определять природу и форму каналов, создаваемых в конечном монолите. Отличительные признаки могут иметь любую форму, которая может создаваться в пасте. Согласно варианту осуществления, отличительный признак может представлять собой канавку, которая пересекает пасту в направлении, приблизительно перпендикулярном по отношению к поверхности подложки. Канавка может представлять собой любую канавку, и она может быть линейной, нелинейной, волнообразной, синусоидальной, зигзагообразной или ступенчатой. Когда отличительный признак представляет собой канавку, может также быть описана форма поперечного сечения канавки, т. е. форма канавки, которая рассматривается в поперечном сечении, перпендикулярном по отношению к поверхности подложки. Как правило, канавка может иметь любую форму, которая может быть нанесена на пасту, включая форму поперечного сечения, представляющую собой квадрат, треугольник или наклонная впадина, или форму, которая является, в общем, параболической. Изображение линейной канавки проиллюстрировано на фиг. 2a, и изображение ее поперечного сечения проиллюстрировано на фиг. 2b. Ступенчатая канавка проиллюстрирована на фиг. 3.
[0057] Отличительный признак не должен обязательно представлять собой канавку, но может включать другие структуры, такой как холмы, плато, колонны, цилиндры, бугры или конусы. В качестве неограничительного примера, отличительный признак, создаваемый в пасте, может представлять собой ряд колонн, расположенных к регулярными интервалами, таким образом, что колонны образуют решетчатую конструкцию, причем колонны пасты имеют большую высоту, чем окружающая паста. Изображение отличительных признаков в форме ряда колонн в решетчатом рисунке проиллюстрировано на фиг. 4a, и соответствующее изображение поперечного сечения проиллюстрировано на фиг. 4B. В композиционном материале может быть создан любой решетчатый рисунок колонн.
[0058] Создание отличительных признаков на пасте может осуществляться любым способом, известным обычному специалисту в данной области техники. Отличительные признаки могут быть созданы посредством печати отличительных признаков в пасте, штамповки отличительных признаков в пасте, формования пасты для создания отличительных признаков, волочения сквозь пасту для создания отличительных признаков или прокатки пасты с помощью устройства, имеющего отличительные признаки. Например, как проиллюстрировано на фиг. 5, отличительные признаки можно создавать, осуществляя нанесение пасты 501 на подложку 502, затем пропускание подложки в продольном направлении сначала через валик 503 для уплощения и распространения пасты, затем через печатный валик 504, имеющий аксиальные отличительные признаки, для создания желательной печатной структуры. Аналогичным образом, печатные валики, имеющие периферические отличительные признаки, могут осуществлять прокатку в поперечном направлении подложки. В качестве еще одного примера, паста может наноситься на подложку, а затем печатная форма может прижиматься к пасте и удаляться, создавая отличительные признаки печатной формы на пасте. В примере с сетчатой подложкой, паста может продавливаться через сетку в печатную форму на противоположной стороне, создавая отличительные признаки в пасте. В качестве еще одного примера, отличительные признаки могут создаваться посредством введения пасты в печатную форму, которая включает подложку. Отличительные признаки можно также создавать, используя штамповочные прессы и матрицы или изготавливая слой пасты, в котором присутствуют отличительные признаки, с использованием технологии трехмерной печати. Способность изготовления отличительных признаков в пасте с использованием печатной формы или штампа или посредством создания отличительных признаков с использованием технологии трехмерной печати, таким образом, обеспечивает доступ к формам, рисункам и структурам, имеющих различные уровни сложности, которые не могут быть достигнуты посредством традиционных технологий монолитов.
[0059] Стадии покрытия подложки и создания отличительных признаков в подложке могут осуществляться в любой последовательности или одновременно. Поскольку подложка может быть включена в часть формы или создана с использованием технология трехмерной печати, эти стадии могут в некоторых случаях осуществляться одновременно. Аналогичным образом, отличительные признаки могут сначала создаваться в пасте, а затем паста наносится на подложку, например, паста помещается в форму, а затем подложка наслаивается на пасту в форме.
[0060] Стадии нанесения пасты на подложку и создания отличительных признаков на подложке не должны обязательно представлять собой отдельные стадии и могут осуществляться одновременно или в любой последовательности. В качестве одного неограничительного примера, паста может наноситься на подложку, и в то же самое время может осуществляться печать отличительных признаков на пасте, где используется, например, но не ограничиваясь этим, гравированный валик (который используется для нанесения покрытия), ротационная трафаретная печатная система, или осуществляется введение пасты в форму, содержащую подложку. Согласно еще одному варианту осуществления, паста может наноситься с помощью трехмерного печатного устройства, которые может создавать пасту и отличительные признаки одновременно. Согласно еще одному варианту осуществления, отличительные признаки могут сначала создаваться в пасте с помощью формы, а затем подложка наносится на пасту, когда она находится в форме, или в течение удаления из формы.
[0061] После покрытия подложки пастой и создания отличительных признаков в пасте, покрытые подложки могут наслаиваться друг на друга, образуя многослойную сборку. Многослойная сборка перед высушиванием может называться терминами «необработанный монолит», «невысушенный монолит», «непрокаленный монолит» или «предшественник монолита». Согласно варианту осуществления, наслаивание покрытых подложек может представлять собой наслаивание на первую покрытую подложку второй покрытой подложки. Отличительные признаки в первой покрытой подложке могут вступать в контакт со второй покрытой подложкой, образуя каналы между слоями. Когда отличительный признак представляет собой канавку, каналы могут представлять собой проходы, и способ может включать наслаивание на первую покрытую подложку второй покрытой подложки посредством введения в контакт пасты на первой покрытой подложке со второй покрытой подложкой с образованием каналов.
[0062] Согласно некоторым вариантам осуществления, стадия наслаивания может дополнительно включать наслаивание на первую покрытую подложку второй покрытой подложки, где вторая сторона подложки также покрывается тонким слоем, пасты и каналы образуются посредством контакта пасты с канавками первой подложки в тонком слое пасты на второй стороне второй подложки. Согласно альтернативному варианту осуществления, стадия наслаивания может включать наслаивание на первую покрытую подложку второй покрытой подложки, где вторая сторона подложки не покрывается тонким слоем пасты, и каналы образуются посредством контакта пасты с канавками первой подложки с непокрытой второй стороной второй подложки.
[0063] Вышеупомянутая стадия наслаивания может осуществляться посредством стандартного способа укладки, где первая сторона первой подложки вводится в контакт со второй стороной второй подложки. Согласно такому стандартному способу укладки, который представлен схематически на фиг. 6, первая сторона первой покрытой подложки 601 должна наслаиваться на вторую сторону второй покрытой подложки 602, затем первая сторона второй покрытой подложки 602 должна наслаиваться на вторую сторону третьей покрытой подложки, и так далее, чтобы получилась структура 603.
[0064] Однако наслаивание может также осуществляться в других последовательностях. Например, может быть создан чередующийся рисунок укладки. В качестве неограничительного примера, который представлен схематически на фиг. 7, первая сторона, т. е. сторона с отличительными признаками, первой покрытой подложки 701 может наслаиваться на первую сторону, также имеющую отличительные признаки, второй покрытой подложки, 702, вторая сторона второй покрытой подложки 702 может наслаиваться на вторую сторону третьей покрытой подложки, затем первая сторона третьей покрытой подложки может наслаиваться на первую сторону четвертой покрытой подложки, и так далее, чтобы образовывалась структура 703, в которой отличительные признаки, например, каналы на фиг. 7, являются выровненными, или структура 704, в которой отличительные признаки, например, каналы на фиг. 7, являются сдвинутыми.
[0065] Согласно некоторым вариантам осуществления, отличительные признаки могут также создаваться в покрытии на второй стороне подложки, включая любые из отличительных признаков, которые обсуждаются для первой стороны подложки. Отличительные признаки одной подложки могут затем сочетаться с отличительными признаками другой подложки, чтобы внутри структуры образовывались каналы, которые не могут обязательно производиться в едином покрытии. В качестве неограничительного примера, покрытие на первой стороне первой подложки может содержать созданные в нем линейные каналы, и покрытие на второй стороне второй подложки может содержать созданные в нем линейные каналы. Две подложки могут наслаиваться друг на друга таким образом, что линейные каналы на каждой поверхности проходят параллельно по отношению друг к другу. В качестве альтернативы, две подложки могут наслаиваться друг на друга таким образом, что линейные каналы на каждой поверхности проходят перпендикулярно по отношению друг к другу. Аналогичным образом, каналы на двух подложках могут располагаться по отношению друг к другу под любым углом от 0 (параллельно) до 90 градусов (перпендикулярно).
[0066] После того, как образуются многослойные подложки, многослойная сборка может высушиваться, и получается высушенная сборка. Эта высушенная сборка может затем подвергаться дополнительной обработке для прикрепления многослойных покрытых подложек друг к другу. Дополнительные стадии могут представлять собой прокаливание, пайку твердым припоем, приклеивание или другие способы, используемые для скрепления подложек в составе фиксированной сборки. Согласно варианту осуществления, высушенная сборка может также прокаливаться. Стадия прокаливания может осуществляться как единственная стадия, сочетающая высушивание и прокаливание, или стадия высушивания может осуществляться отдельно. Дополнительная последующая обработка или модификация после высушивания может необязательно осуществляться перед стадией прокаливания. Как правило, стадия высушивания может осуществляться при температуре, составляющей 120°C или более. Как правило, стадия прокаливания может осуществляться при температуре, составляющей более чем 300°C. В качестве неограничительного примера, многослойная сборка может высушиваться при температуре, составляющей приблизительно 120°C, в течение 5 часов, затем для предотвращения растрескивания температура медленно повышается в течение нескольких часов, например, со скоростью от 1 до 2°C/мин, и сборка затем прокаливается при температуре, составляющей от 400°C до 700°C в течение 5 часов, и получается монолит.
[0067] На стадии наслаивания могут использоваться первая и вторая покрытые подложки. Эти покрытые подложки, которые наслаиваются друг на друга, могут представлять собой две отдельные подложки, например, два отдельных листа или фольги, которые покрываются раздельно, а затем наслаиваются друг на друга, как проиллюстрировано на фиг. 1. Таким образом, согласно варианту осуществления, стадия наслаивания может представлять собой наслаивание первой покрытой подложки на отдельную покрытую подложку для образования слоев покрытых подложек. В качестве альтернативы, покрытые подложки могут представлять собой части одной длинной покрытой подложки 801, и наслаивание может осуществляться посредством свертывание покрытой подложки в форму спирали 802, что приводит первую сторону покрытой подложки в контакт со второй стороной той же самой покрытой подложки, как проиллюстрировано схематически на фиг. 8. Секции покрытой подложки, которые находятся в контакте друг с другом, затем разделяются линейно в направлении длины подложки расстоянием, которое требуется для изготовления полной спирали и составляет, например, приблизительно 2πr, где r представляет собой радиус свернутой спирали в измеряемой точке контакта. Таким образом, согласно варианту осуществления, на стадии наслаивания может использоваться единственная покрытая подложка, свернутая в спираль, таким образом, что первая сторона подложки может вступать в контакт со второй стороной подложки для образования закрытых каналов внутри спиральной структуры. На стадии наслаивания может также использоваться единственная подложка, которая складывается, или единственная подложка, которая свертывается в форме змейки. Кроме того, несколько подложек можно наслаивать друг на друга, а затем свертывать или складывать. Согласно варианту осуществления, две покрытые подложки могут наслаиваться друг на друга, а затем свертываться в спираль.
[0068] Согласно некоторым вариантам осуществления, одинаковый композиционный материал или паста может использоваться во всей структуре. Однако поскольку покрытие пасты может регулироваться, могут быть созданы структуры, содержащие композиционные материалы или пасты различных типов. Например, покрытия на противоположных сторонах подложки могут различаться по толщине. Покрытия на противоположных сторонах подложки могут содержать различные активные материалы в каждом слое. Могут наслаиваться друг на друга две подложки, и пасты, нанесенные на эти подложки, могут различаться. В таком случае структуры могут содержать в своем составе более чем один композиционный материал, и в составе структуры возможно присутствие более чем одного активного материала.
[0069] Может быть также описана структура согласно настоящему изобретению, изготовленная описанным выше способом изготовления структуры. Настоящее изобретение предлагает структуру, которая может включать многослойные подложки и каналы между многослойными подложками. Многослойные покрытые подложки могут включать подложки, имеющие первую сторону и вторую сторону, а также композиционный материал, нанесенный, по меньшей мере, на одну сторону. Композиционный материал может содержать связующее вещество и активный материал, предпочтительно адсорбент или катализатор. Композиционный материал может иметь отличительные признаки в композиционном материале. Каналы монолита могут образовываться при контакте отличительных признаков композиционного материала на первой стороне покрытой подложки со стороной прилегающей покрытой подложки.
[0070] Согласно одному варианту осуществления, когда отличительные признаки представляют собой канавки, получаемые в результате каналы представляют собой проходы. Согласно настоящему изобретению, структура может в таком случае содержать многослойные подложки и каналы между многослойными подложками, причем многослойные подложки включают подложки, имеющие первую сторону и вторую сторона, а также композиционный материал, нанесенный, по меньшей мере, на одну сторону, где композиционный материал может содержать связующее вещество и активный материал. В композиционном материале могут присутствовать канавки, проходящие в поперечном направлении через композиционный материал. Каналы структуры могут образовываться при контакте имеющего канавки композиционного материала на первой стороне покрытой подложки со стороной прилегающей покрытой подложки.
[0071] Покрытые подложки могут включать любые подложки, подходящие для изготовления и эксплуатации данных структур. Согласно варианту осуществления, подложка может представлять собой лист, фольгу, сетку или гофрированный материал. Согласно одному варианту осуществления, подложка может представлять собой сетку или гофрированный материал. Сетчатая подложка может оказываться особенно подходящей в качестве подложки. Сетка может обеспечивать преимущество, потому что когда она покрывается пастой, которая образует композиционный материал, сетка может интегрироваться в композиционный материал, образуя смешанный материал. В таком случае композиционный материал с сеткой может быть значительно прочнее, чем композиционный материал сам по себе, аналогично тому, как арматурные стержни упрочняют бетон. Сетка может также обеспечивать преимущество, потому что паста может продавливаться через сетку, образуя слой пасты на противоположной стороне сетки, и в результате этого может получаться более гибкая подложка, которая может свертываться, образуя монолитную или другую структуру.
[0072] Подложка может также состоять из материала любого типа, который является подходящим для данной цели. Согласно варианту осуществления, в качестве подложки может присутствовать металлическая подложка, волокнистая подложка или тканевая подложка, предпочтительно металлическая подложка. Подложка может также включать провода или струны. Металлические подложки могут оказываться особенно подходящими, потому что металл может увеличивать теплоемкость, приобретаемую структурой в течение эксплуатации, в отличие от традиционных керамических монолитов, которые не могут так легко сохранять температуру. Материал подложки может иметь теплопроводность и/или электропроводность, что обеспечивает внутреннее нагревание (например, электрическое резистивное нагревание) структуры через металлические подложки. Когда используются листы, фольги или сетки, многослойная подложка может также приобретать большую гибкость, обеспечивая свертывание или сгибание, в результате которого могут образовываться свернутые в спираль формы и другие неплоские формы, а также простое наслаивание для образования сложенной сборки.
[0073] Покрытая подложка может содержать композиционный материал, по меньшей мере, на первой стороне подложки. Покрытая подложка может также содержать композиционный материал, по меньшей мере, на второй стороне. Согласно варианту осуществления, покрытая подложка может содержать композиционный материал на первой и второй сторонах подложки. Покрытая подложка может содержать отличительные признаки в композиционном материале на любой из первой или второй сторон, предпочтительно, по меньшей мере, в композиционном материале на первой стороне.
[0074] Каналы для структуры могут затем образовываться при контакте композиционного материала, имеющего отличительные признаки на одной стороне подложки, со стороной прилегающей подложки. Контакт многослойных структур может осуществляться согласно стандартному способу укладки, как обсуждается выше. В качестве неограничительного примера, первая сторона первой покрытой подложки вступает в контакт со второй стороной второй покрытой подложки, затем первая сторона второй покрытой подложки вступает в контакт со второй стороной третьей покрытой подложки и так далее. Контакт покрытых подложек может также осуществляться и другими способами. В качестве неограничительного примера, может быть создана укладка с чередующимся рисунком, где первая сторона первой покрытой подложки вступает в контакт с первой стороной второй покрытой подложки, вторая сторона второй покрытой подложки вступает в контакт со второй стороной третьей покрытой подложки, затем первая сторона третьей многослойной структуры вступает в контакт с первой стороной четвертой покрытой подложки и так далее.
[0075] Отличительные признаки и каналы согласно настоящему изобретению могут представлять собой многочисленные разнообразные формы и рисунки. Отличительные признаки могут описываться как канавки, а проходы, которые образуются из канавок, могут описываться как каналы. Один пример представляет собой линейная канавка, из которой может затем образовываться линейный канал, аналогично традиционной технологии монолитов. Однако канавки и каналы не должны обязательно быть линейными, но могут иметь и другие формы. Канавки или каналы могут быть нелинейными, волнообразными, синусоидальными, зигзагообразными или ступенчатыми.
[0076] Композиционный материал могут включать любой отличительный признак, который может создаваться в пасте или композиционном материале. Вследствие способности формования и образования рисунков в пасте, которая высыхает, образуя композиционный материал, в монолите могут содержаться любые разнообразные формы. Отличительный признак не должен обязательно представлять собой канавку, но может представлять собой и другие структуры, такие как холмы, плато, колонны, цилиндры, бугры или конусы. В качестве неограничительного примера, композиционный материал может содержать ряд колонн, расположенных к регулярными интервалами, таким образом, что колонны образуют решетчатую конструкцию, в которой колонны композиционного материала имеют большую высоту, чем окружающий композиционный материал.
[0077] Когда отличительные признаки образуются в композиционном материале или пасте, эти отличительные признаки не обязательно должны непрерывно проходить через весь композиционный материал, но вместо этого они могут быть предназначены для изготовления монолитов, имеющих различные проточные формы. Например, могут быть изготовлены две покрытые подложки, которые имеют комплементарные каналы, создаваемые на сторонах, которые при вступлении в контакт образуют определенную проточную форму. Кроме того, отличительные признаки не должны обязательно обеспечивать свободный проток через структуру. В качестве неограничительного примера, который проиллюстрирован на фиг. 9, структура 901 может включать каналы 902, которые заканчиваются у стенки 903. Стенка 903 может представлять собой пористую подложку, которая может действовать в качестве керамического фильтрующего устройства или в качестве короткого канала сквозь активный материал. Структура 901 может быть изготовлена посредством формования или создания каналов и стенки в пасте на подложке и укладки подложек согласно традиционному способу укладки. В качестве альтернативы, структура 901 может быть создана посредством изготовления двух покрытых подложек 904 и 905, которые наслаиваются друг на друга лицевыми сторонами, таким образом, чтобы получилась структура 901.
[0078] Когда два слоя находятся в контакте друг с другом, расстояние между подложками для этих двух слоев покрывает композиционный материал. Согласно варианту осуществления, монолит может иметь среднее расстояние между слоями, измеряемое как расстояние между двумя прилегающими подложками и усредненное для монолита. Согласно варианту осуществления, среднее расстояние может составлять, по меньшей мере, приблизительно от 100 до 2000 мкм. Согласно некоторым вариантам осуществления, расстояние может составлять приблизительно от 1000 до 2000 мкм. Согласно другим вариантам осуществления, расстояние может составлять приблизительно от 100 до 1000 мкм, приблизительно от 200 до 800 мкм, приблизительно от 300 до 600 мкм или приблизительно от 400 до 500 мкм. Расстояние может составлять более чем 100 мкм, более чем 200 мкм или более чем 300 мкм. Расстояние может составлять менее чем 1000 мкм, менее чем 800 мкм, менее чем 700 мкм или менее чем 600 мкм.
[0079] Способ и структуры согласно настоящему изобретению обеспечивают многочисленные потенциальные преимущества по сравнению с двумя основными способами изготовления монолитов, представляющих собой экструдированные керамические материалы или свернутые в спираль фольги, для всех из которых в большинстве случаев требуется стадия покрытия. Для экструзии керамических материалов требуется экструзионная головка, где отличительные признаки головки образуют каналы, когда экструдируется керамический материал. Изготовление экструзионных головок для очень мелких каналов и срок службы таких экструзионных головок представляют собой ограничения одного типа. Кроме того, когда керамический материал экструдируется из готовки, имеющей мелкие отличительные признаки, стенки получаемой в результате экструдированной структуры являются тонкими и слабыми, и, таким образом, они подвергаются усадке и деформации. Кроме того, хотя является возможной экструзия монолита, изготовленного только из активного материала, у такого монолита часто отсутствует подходящая механическая прочность. Тонкое покрытие, наносимое в качестве грунтовки в случае имеющих высокую плотность ячеек монолитов является проблематичным и редко используется на практике при плотности, превышающей 900 ячеек на квадратный дюйм (140 ячеек на 1 см2).
[0080] Когда используются более крупные частицы, или оказываются желательными более толстые покрытия, возникают несколько дополнительных затруднений. Например, каналы могут закупориваться более крупными частицами, поскольку эти крупные частицы перекрывают каналы. Каналы могут также закупориваться вследствие необходимости множества стадий нанесения толстого покрытия и капиллярных сил, которые ограничивают эффективное или тщательное нанесение покрытий.
[0081] Настоящее изобретение преодолевает эти затруднения посредством образования каналов, имеющих желательную толщину и форму, используя отличительные признаки в адсорбирующей пасте. Это может регулироваться посредством выбора соответствующего трафарета/шаблона. Это обеспечивает повышенную плотность активного материала в расчете на единицу объема, потому что требуется меньшее количество материала по сравнению с покрытым монолитом. Настоящее изобретение может находить применение в процессах, в которых участвует катализатор/адсорбент, где диффузия в активный материал представляет собой ограничение, где требуется относительно меньший перепад давления, или где имеет преимущество повышенная плотность упаковки адсорбента. Согласно настоящему изобретению, могут также создаваться структуры, включающие монолиты, которые работают в условиях ламинарного потока, как, например, в случае линейных каналов. Однако структуры могут быть также сконструированы таким образом, чтобы разрушать условия, создающие ламинарный поток, и производить условия, аналогичные турбулентному потоку.
[0082] Настоящее изобретение преодолевает недостатки традиционных монолитов, потому что здесь не требуется стадия покрытия после образования мелких каналов, и процесс не является настолько чувствительным к размеру частиц. Кроме того, печатные отличительные признаки не выдерживают массу всей структуры, потому что подложка представляет собой часть структуры. Таким образом, в отличие от экструдированных структур, печатные покрытые подложки не будут деформироваться, когда они еще остаются влажными и податливыми. Печатные подложки могут частично свертываться или полностью свертываться во влажном состоянии, что может уменьшать величину напряжения, которому подвергается высушенный лист после свертывания. Наконец, печать обеспечивает множество отличительных признаков на поверхности вне линейных каналов, которые в настоящее время доступны для экструдированных монолитов. Например, форма каналов может быть модифицирована, чтобы получались, например, волнообразные каналы. Кроме того, вместо них могут быть выбраны отличительные признаки, не представляющие собой каналы, такие, как например, плато, колонны, цилиндры, бугры, или конусы, которые обеспечивают новые конструкции, недостижимые в традиционных экструдированных или спиральных монолитов.
[0083] Вследствие отличительных признаков, которые могут быть изготовлены в пасте, и каналов, которые могут быть разработаны для композиционного материала, описанные структуры и монолиты могут иметь более высокие плотности ячеек, чем обеспечивает современная технология монолитов. Плотность ячеек монолита может составлять, по меньшей мере, приблизительно 900 ячеек на квадратный дюйм (140 ячеек на 1 см2), или, по меньшей мере, приблизительно 1000 ячеек на квадратный дюйм (155 ячеек на 1 см2). Согласно варианту осуществления, плотность ячеек может составлять, по меньшей мере, приблизительно 1200 ячеек на квадратный дюйм (ячеек на 1 см2), по меньшей мере, приблизительно 1500 ячеек на квадратный дюйм (233 ячейки на 1 см2), по меньшей мере или, по меньшей мере, приблизительно 2000 ячеек на квадратный дюйм (310 ячеек на 1 см2). Согласно некоторым вариантам осуществления, плотность ячеек может составлять, по меньшей мере, приблизительно 2500 ячеек на квадратный дюйм (388 ячеек на 1 см2), по меньшей мере, приблизительно 3000 ячеек на квадратный дюйм (465 ячеек на 1 см2), по меньшей мере, приблизительно 3500 ячеек на квадратный дюйм (543 ячейки на 1 см2), по меньшей мере, приблизительно 4000 ячеек на квадратный дюйм (620 ячеек на 1 см2), по меньшей мере, приблизительно 4500 ячеек на квадратный дюйм (698 ячеек на 1 см2), или, по меньшей мере, приблизительно 5000 ячеек на квадратный дюйм (775 ячеек на 1 см2). Однако хотя настоящее изобретение обеспечивает доступ к значительно более высоким значениям емкости и повышенным плотностям ячеек, настоящее изобретение не ограничивается только этими мелкими отличительными признаками. Могут быть созданы монолиты, имеющие меньшие плотности ячеек, в том числе плотности, составляющие приблизительно от 100 до 900 ячеек на квадратный дюйм (от 16 до 140 ячеек на 1 см2).
[0084] Когда проходы в структуре представляют собой каналы, структура может быть также описана на основании расстояния между каналами. Современные экструдированные монолиты могут быть ограниченными размером экструзионной головки и требованиями к экструзии материала, а также ограниченными способностью пропускания покровного раствор через канал. Настоящее изобретение не ограничивается этими условиями формования или проблемами капиллярного действия. Каналы в структуре могут быть созданы таким образом, что расстояние между каналами составляет менее чем приблизительно 900 мкм. Расстояние между каналами может составлять, по меньшей мере, приблизительно 800 мкм, по меньшей мере, приблизительно 700 мкм, по меньшей мере, приблизительно 600 мкм или, по меньшей мере, приблизительно 500 мкм. Расстояние между каналами может также составлять более чем 50 мкм, более чем 75 мкм, или более чем приблизительно 100 мкм. Расстояние между каналами может составлять приблизительно от 50 до 900 мкм, приблизительно от 50 до 800 мкм или от приблизительно 50 до приблизительно 700 мкм. Расстояние между каналами может составлять от приблизительно 100 мкм до приблизительно 900 мкм, от приблизительно 100 мкм до приблизительно 800 мкм или от приблизительно 100 мкм до приблизительно 700 мкм. Хотя настоящее изобретение обеспечивает доступ в каналы, имеющие меньшие размеры, настоящее изобретение не ограничивается только этими мелкими каналы, и монолиты могут быть созданы с расстояниями, составляющими приблизительно от 900 мкм до 2000 мкм.
[0085] Как обсуждается выше, композиционный материал может содержать активный материал. Композиционный материал может дополнительно содержать связующее вещество. Композиционный материал может содержать активный материал во всем объеме композиционного материала. Кроме того, композиционный материал может содержать более чем один активный материал. Активный материал не должен обязательно находиться на поверхности композиционного материала, в отличие от типичных монолитов, где материал наносится только на наружные поверхности монолита. Некоторое количество активного материала может быть закрытым в структуре композиционного материала, и это означает, что данное количество активного материала не является непосредственно открытым на поверхности композиционного материала. Согласно варианту осуществления, по меньшей мере, приблизительно 5% активного материала может быть закрытым внутри композиционного материала многослойной структуры. Количество активного материала, закрытого внутри композиционного материала многослойной структуры может составлять, по меньшей мере, приблизительно 10%, по меньшей мере, приблизительно 15%, или, по меньшей мере, приблизительно 20%. Количество активного материала, закрытого внутри композиционного материала может составлять вплоть до приблизительно 100% активного материала.
[0086] Однако несмотря на то, что он является закрытым в составе композиционного материала, активный материал может находиться в гидравлическом сообщении с каналами в структуре, даже когда он является закрытым в составе композиционного материала. Пасту и технологические условия можно выбирать таким образом, чтобы конструировать композиционный материал, имеющий пористую природу, который в настоящем документе называется термином «мезопористый», что может позволять активному материалу в составе композиционного материала взаимодействовать с каналом. Природа мезопористости в композиционном материале определяет извилистые каналы в составе композиционного материала. В результате этого активный материал может находиться в гидравлическом сообщении с каналами структуры. Композиционный материал может иметь мезопористость, составляющую, по меньшей мере, приблизительно 10%, по меньшей мере, приблизительно 15%, или, по меньшей мере, приблизительно 20%. Мезопористость может составлять вплоть до приблизительно 90%, вплоть до приблизительно 85%, или вплоть до приблизительно 80%. Пористость может составлять приблизительно от 15 до 85% или приблизительно от 20 до 80%. Таким образом, согласно варианту осуществления, композиционный материал может быть пористым, например, мезопористым и имеющим извилистые каналы, проходящие через композиционный материал. Согласно варианту осуществления, композиционный материал может содержать связующее вещество, активный материал и мезопоры в составе композиционного материала. Согласно варианту осуществления, композиционный материал может содержать связующее вещество, активный материал и извилистые каналы, проходящие через композиционный материал, для гидравлического сообщения адсорбента с каналами.
[0087] Поскольку композиционный материал включает активный материал в своей структуре, количество активного материала в структуре может составлять более чем в случае традиционных монолитов, где активный материал наносится только на поверхность структур. Это увеличение приводит к повышению содержания активного материала согласно настоящему изобретению и, таким образом, к повышению емкости монолитов. Количество активного материала, содержащегося в структуре, может быть описано как соотношение массы активного материала и массы пасты, которое может находиться в интервале от 10 до 60% активного материала в пасте, например, по меньшей мере, приблизительно 15%, по меньшей мере, приблизительно 20%, по меньшей мере, приблизительно 25%, по меньшей мере, приблизительно 33%, по меньшей мере, приблизительно 40% или, по меньшей мере, приблизительно 50% массы активного материала в пасте. Количество активного материала, содержащегося в структуре, может быть описано как соотношение массы активного материала и массы композиционного материала, которое может находиться в интервале от 20 до 100%, в том числе, по меньшей мере, приблизительно 25%, по меньшей мере, приблизительно 33%, по меньшей мере, приблизительно 40%, по меньшей мере, приблизительно 50%, по меньшей мере, приблизительно 66% или, по меньшей мере, приблизительно 75% массы активного материала в композиционном материале.
[0088] Следует понимать, что варианты осуществления и пункты формулы изобретения, которые описываются в настоящем документе, не ограничиваются их применением к деталям конструкции и конфигурации компонентов, представленных в описании и проиллюстрированных на чертежи. Описание и чертежи скорее представляют примеры предусматриваемых вариантов осуществления. Варианты осуществления и пункты формулы изобретения, которые описываются в настоящем документе, могут сочетаться с другими вариантами осуществления, а также выполняться на практике и реализовываться разнообразными способами. Кроме того, следует понимать, что фразеология и терминология, которые используются в настоящем документе, предусматриваются для целей описания и не должны рассматриваться как ограничивающие формулу настоящего изобретения.
[0089] Соответственно, специалисты в данной области техники должны понимать, что концепция, на которой основана настоящая заявка и формула изобретения, может легко использоваться в качестве основы для разработки других структур, способов и систем для достижения нескольких целей вариантов осуществления и пунктов формулы изобретения, которые представлены в настоящей заявке. Таким образом, важно, чтобы формула изобретения рассматривалась как включающая такие эквивалентные истолкования.
Примеры:
[0090] Пример 1 демонстрирует способ нанесения покрытия. Плоскую фольгу из нержавеющей стали (316 SS) очищали раствором 10% отбеливателя и прокаливали на воздухе при 500°C в течение 4 часов. После прокаливания тонкое покрытие (от 1 до 2 мкм) грунтовочного материала на основе циркония (80% Aremco Ceramabond 685-N, 20 мас.% H2O) наносили на поверхность фольги посредством распылительного покрытия. Грунтовочный материал выдерживали для отверждения посредством нагревания образца до 250°F (121°C) в течение 4 часов на воздухе. Фольгу затем выдерживали в плоском состоянии, и на ее поверхность наносили тонкий слой пасты. Паста содержала цеолит, связующее вещество на основе коллоидного диоксида кремния, силикат натрия, воду и метилцеллюлозный полимер. Пасту выдерживали в течение непродолжительного времени для отверждения путем очень мягкого высушивания. Затем образец гофрированной фольги из нержавеющей стали обрабатывали разделительным веществом (например, WD40), а затем прижимали к тонкому слою пасты. Гофрированную фольгу затем отделяли от пасты, оставляя обратное изображение отличительных признаков гофрированной фольги. После высушивания на воздухе печатную структуру затем прокаливали при 400°C в течение 4 часов.
[0091] Конечная многослойная структура проиллюстрирована на фиг. 10A, 10B и 10C. Структуру погружали в полимерную смолу, чтобы получить изображения поперечного сечения структуры, проиллюстрированной на фиг. 11A и 11B (воздушные пузырьки на изображении образуются из полимерной смолы, используемой для изготовления изображения поперечного сечения).
[0092] Пример 2 демонстрирует способ нанесения покрытия. Гофрированную фольгу из нержавеющей стали помещали в плоском состоянии на поверхность и обрабатывали разделительным веществом (например, WD40). Следующий образец окисленной и грунтованной сетки, прошедшей такую же предварительную обработку, как плоская фольга в примере 1, помещали непосредственно поверх гофрированной фольги. Пасту из примера 1 продавливали через сетку (аналогично шелкографии), и паста заполняла гофрированные углубления нижележащей фольги с одновременным покрытием сетки. После высушивания сетку поднимали с гофрированной фольги («формы»), и печатные отличительные признаки оставались на сетке. Эта интегрированная металлокерамическая структура может подвергаться изгибу в такой степени, насколько это требуется для свертывания в монолит; см. фиг. 12A. После этого керамический материал полностью интегрировался в сетку, и можно видеть армирующую сетку, которая внедряется и отображается на изображении поперечного сечения на фиг. 12B. Для целей масштаба точки на изображении поперечного сечения представляют собой нити сетки, имеющие диаметр 40 мкм.
[0093] Пример 3 демонстрирует пример изготовления структуры. Изготавливали структуру примера 2, имеющую размеры 6 дюймов (15,24 см) × 60 дюймов (152,4 см). Ее затем прокаливали при 700°C в течение 4 часов. Передний край покрытой фольги прикрепляли временной сваркой к валу диаметром 0,5 дюйма (1,27 см). Данный вал имеет винтовые отверстия на обоих концах, таким образом, что может быть осуществлен его монтаж в составе намоточного устройства. Фольгу и вал собирали в составе намоточного устройства таким образом, что формованные отличительные признаки подложки были направлены вниз, а плоская сторона была направлена вверх. Прилагали натяжение, чтобы подложка оставалась в натянутом состоянии. Подложку затем пропитывали водой таким образом, чтобы после этого паста не высыхала быстро при нанесении на открытую плоскую сторону. Тонкий слой пасты, имеющий такой же состав, как в примере 2, наносили на открытую поверхность фольги, когда фольга наматывалась вокруг вала. Полученную в результате структуру затем выдерживали для высыхания на воздухе в течение 10 часов, а затем медленно нагревали в печи, нагретой до 200°F (93°C), в течение 5 часов. Наконец, структуру подвергали заключительному прокаливанию при 700°C в течение 4 часов. Изображение спиральной структуры проиллюстрировано на фиг. 13.
[0094] Фиг. 14 иллюстрирует альтернативную структуру, в которой тонкий слой композиционного материала может использоваться для склеивания друг с другом двух подложек.
Варианты осуществления
[0095] В качестве дополнения или в качестве альтернативы, настоящее изобретение может включать один или несколько из следующих вариантов осуществления.
[0096] Вариант осуществления 1. Структура, содержащая многослойные покрытые подложки и каналы между прилегающими многослойными покрытыми подложками, в которой каждая многослойная покрытая подложка содержит подложку, имеющую первую и вторую сторону, и композиционный материал, по меньшей мере, на первой стороне подложки, причем данный композиционный материал содержит активный материал, и имеющую отличительные признаки на поверхности композиционного материала; и каналы образуются при контакте отличительных признаков в покрытии на первой стороне многослойной структуры со стороной прилегающей многослойной структуры. Композиционный материал может дополнительно содержать связующее вещество.
[0097] Вариант осуществления 2. Монолит, содержащий многослойные покрытые подложки и каналы между прилегающими наслоенными покрытыми подложками, в котором каждая многослойная покрытая подложка содержит подложку, имеющую первую и вторую сторону, и композиционный материал, по меньшей мере, на первой стороне подложки, причем данный композиционный материал содержит активный материал, и имеет канавки на поверхности композиционного материала; и каналы образуются при контакте канавок в покрытии на первой стороне многослойной структуры со стороной прилегающей многослойной структуры. Композиционный материал может дополнительно содержать связующее вещество.
[0098] Вариант осуществления 3. Способ изготовления структуры или монолита, причем данный способ включает нанесение пасты на первую сторону подложки, имеющей первую сторону и вторую сторону; создание отличительных признаков на пасте; наслаивание на первую покрытую подложку второй покрытой подложки посредством введения в контакт пасты на первой стороне покрытой подложки со стороной второй покрытой подложки для образования закрытых каналов; и прокаливание многослойных подложек для образования структуры или монолита.
[0099] Вариант осуществления 4. Структуры, монолиты или способы согласно одному из предшествующих вариантов осуществления, в которых подложка содержит металлическую подложку, или подложка содержит лист, фольгу или сетку.
[0100] Вариант осуществления 5. Структуры, монолиты или способы согласно одному из предшествующих вариантов осуществления, в которых активный материал содержит катализатор или адсорбент, или в котором активный материал содержит цеолит.
[0101] Вариант осуществления 6. Структуры, монолиты или способы согласно одному из предшествующих вариантов осуществления, в которых плотность ячеек монолита составляет, по меньшей мере, 900 ячеек на квадратный дюйм (140 ячеек на 1 см2), или, по меньшей мере, 1000 ячеек на квадратный дюйм (155 ячеек на 1 см2), или, по меньшей мере, 1500 ячеек на квадратный дюйм (233 ячейки на 1 см2), или в котором отличительные признаки представляют собой каналы, и расстояние между каналами составляет менее чем приблизительно 900 мкм, или менее чем приблизительно 800 мкм, или менее чем приблизительно 700 мкм, или менее чем приблизительно 600 мкм, или менее чем приблизительно 500 мкм.
[0102] Вариант осуществления 7. Структуры, монолиты или способы согласно одному из предшествующих вариантов осуществления, в которых многослойная покрытая подложка содержит композиционный материал или паста на второй стороне, или в котором каналы образуются при контакте отличительных признаков в покрытии на первой стороне покрытой подложки с композиционным материалом или паста на второй стороне прилегающей подложки.
[0103] Вариант осуществления 8. Структуры, монолиты или способы согласно одному из предшествующих вариантов осуществления, в которых многослойные покрытые подложки содержат отдельные подложки, и каналы образуются при контакте первой стороны одной подложки со второй стороной отдельной подложки.
[0104] Вариант осуществления 9. Структуры, монолиты или способы согласно одному из предшествующих вариантов осуществления, в которых многослойные покрытые подложки содержат одну или несколько покрытых подложек, наслоенных друг на друга и свернутых в спираль, и каналы образуются при контакте первой стороны покрытой подложки со второй стороной покрытой подложки.
[0105] Вариант осуществления 10. Структуры, монолиты или способы согласно одному из предшествующих вариантов осуществления, в которых слой пасты наносится на вторую сторону подложки, и отличительные признаки создаются в пасте на второй стороне.
[0106] Вариант осуществления 11. Структуры, монолиты или способы согласно одному из предшествующих вариантов осуществления, в которых отличительные признаки в покрытии или композиционном материале могут быть созданы посредством печати, штамповки, формования, волочения или трехмерной печати для образования отличительных признаков в пасте, и последующего высушивания и/или прокаливания для создания отличительных признаков в композиционном материале.
[0107] Вариант осуществления 12. Структуры, монолиты или способы согласно одному из предшествующих вариантов осуществления, в которых композиционный материал имеет извилистые каналы, проходящие через композиционный материал для гидравлического сообщения адсорбента с каналами. Композиционный материал может иметь мезопористость, составляющую, по меньшей мере, приблизительно 10%, по меньшей мере, приблизительно 15%, или, по меньшей мере, приблизительно 20%, и вплоть до приблизительно 90%, вплоть до приблизительно 85%, или вплоть до приблизительно 80%.
[0108] Вариант осуществления 13. Структуры, монолиты или способы согласно одному из предшествующих вариантов осуществления, в которых активный материал является закрытым внутри композиционного материала, по меньшей мере, приблизительно на 5%, по меньшей мере, приблизительно на 10%, по меньшей мере, приблизительно на 15%, или, по меньшей мере, приблизительно на 20%.
[0109] Следует понимать, что варианты осуществления и пункты формулы изобретения, которые описываются в настоящем документе, не ограничиваются их применением к деталям конструкции и конфигурации компонентов, представленных в описании и проиллюстрированных на чертежи. Описание и чертежи скорее представляют примеры предусматриваемых вариантов осуществления. Варианты осуществления и пункты формулы изобретения, которые описываются в настоящем документе, могут сочетаться с другими вариантами осуществления, а также выполняться на практике и реализовываться разнообразными способами. Кроме того, следует понимать, что фразеология и терминология, которые используются в настоящем документе, предусматриваются для целей описания и не должны рассматриваться как ограничивающие формулу настоящего изобретения.
[0110] Соответственно, специалисты в данной области техники должны понимать, что концепция, на которой основана настоящая заявка и формула изобретения, может легко использоваться в качестве основы для разработки других структур, способов и систем для достижения нескольких целей вариантов осуществления и пунктов формулы изобретения, которые представлены в настоящей заявке. Таким образом, важно, чтобы формула изобретения рассматривалась как включающая такие эквивалентные истолкования.
| название | год | авторы | номер документа |
|---|---|---|---|
| САМОПОДДЕРЖИВАЮЩИЕСЯ СТРУКТУРЫ, ИМЕЮЩИЕ АКТИВНЫЕ МАТЕРИАЛЫ | 2017 |
|
RU2720940C1 |
| СТРУКТУРИРОВАННЫЙ СЛОЙ АДСОРБЕНТА, СПОСОБЫ ЕГО ПОЛУЧЕНИЯ И ЕГО ПРИМЕНЕНИЕ | 2015 |
|
RU2666849C1 |
| ПОДЛОЖКА НОСИТЕЛЯ КАТАЛИЗАТОРА, ПОКРЫТАЯ КОМПОЗИЦИЕЙ ГРУНТОВКИ, СОДЕРЖАЩЕЙ ВОЛОКНИСТЫЙ МАТЕРИАЛ | 2005 |
|
RU2400301C2 |
| ЗОНИРОВАННЫЙ КАТАЛИЗАТОР ДЛЯ ОБРАБОТКИ ОТРАБОТАВШЕГО ГАЗА | 2015 |
|
RU2698817C2 |
| КАТАЛИТИЧЕСКИЕ ИЗДЕЛИЯ | 2016 |
|
RU2730851C1 |
| СИСТЕМЫ И СПОСОБЫ НАНЕСЕНИЯ РАСТВОРА НА ПОДЛОЖКУ | 2016 |
|
RU2722134C1 |
| КАТАЛИЗАТОР ДЛЯ ОЧИСТКИ ВЫХЛОПНОГО ГАЗА | 2015 |
|
RU2724261C2 |
| ДВИГАТЕЛЬ С ПРИНУДИТЕЛЬНЫМ ВОСПЛАМЕНЕНИЕМ ТОПЛИВА И ВЫХЛОПНОЙ СИСТЕМОЙ, СОДЕРЖАЩЕЙ КАТАЛИЗИРУЕМУЮ ФИЛЬТРУЮЩУЮ ПОДЛОЖКУ С ПОКРЫТЫМИ ЗОНАМИ | 2014 |
|
RU2668191C2 |
| КАТАЛИТИЧЕСКОЕ ИЗДЕЛИЕ ДЛЯ ПРИМЕНЕНИЯ В СИСТЕМЕ ОБРАБОТКИ ВЫХЛОПНЫХ ГАЗОВ | 2019 |
|
RU2784964C2 |
| КАТАЛИТИЧЕСКИЙ ФИЛЬТР С ПРОТОЧНЫМИ СТЕНКАМИ, СНАБЖЕННЫЙ МЕМБРАНОЙ | 2016 |
|
RU2706315C2 |
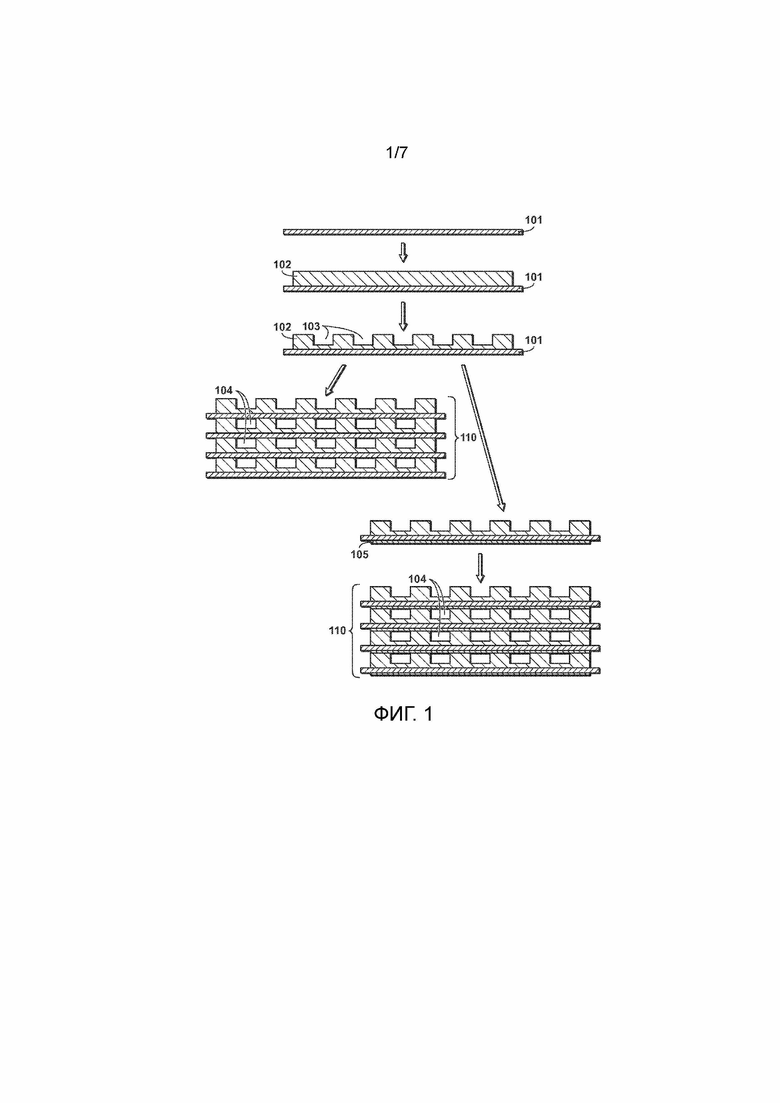
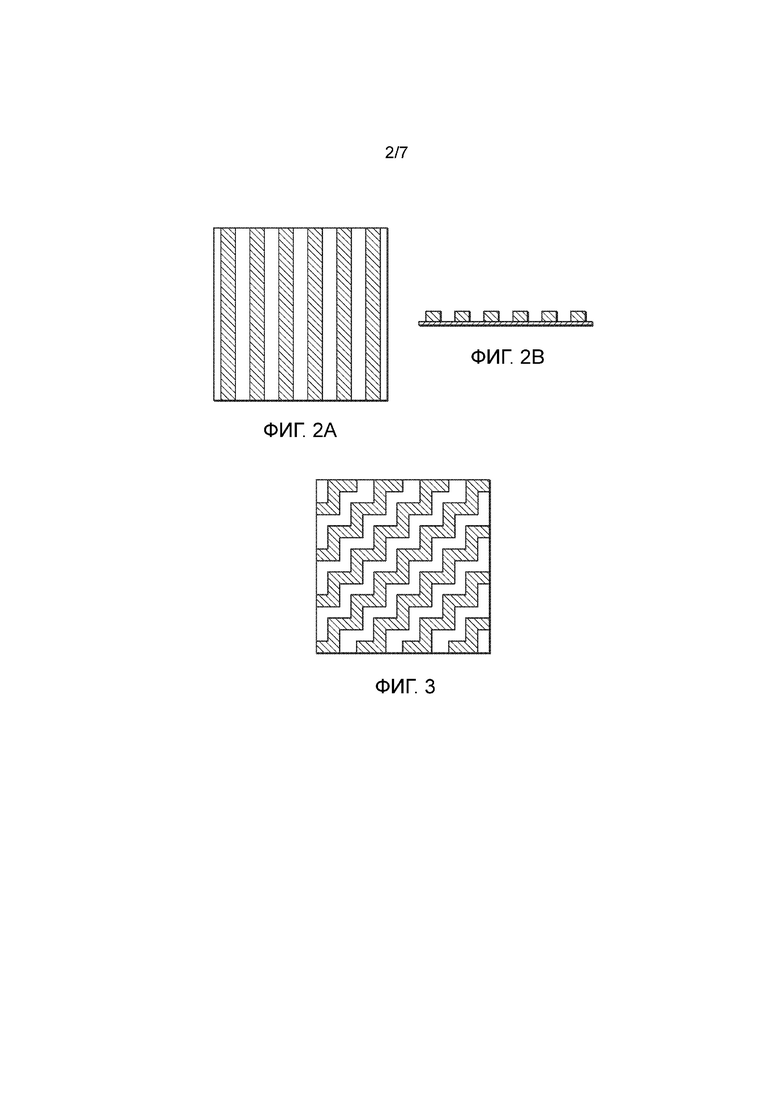

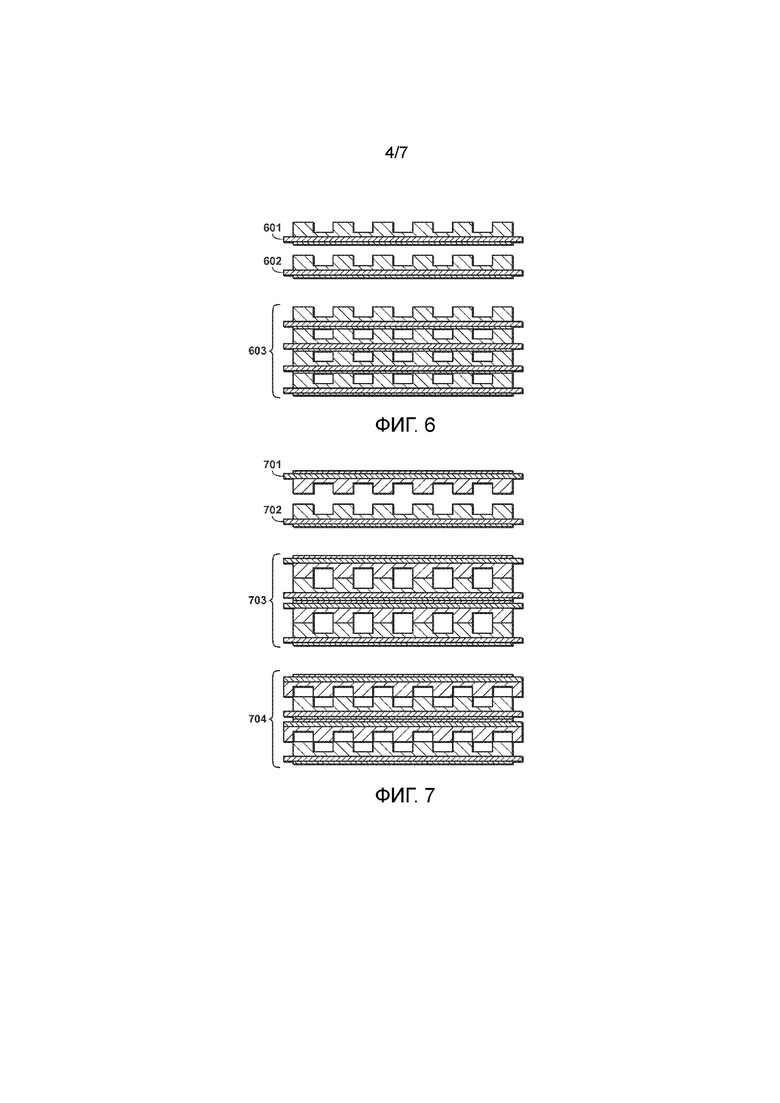
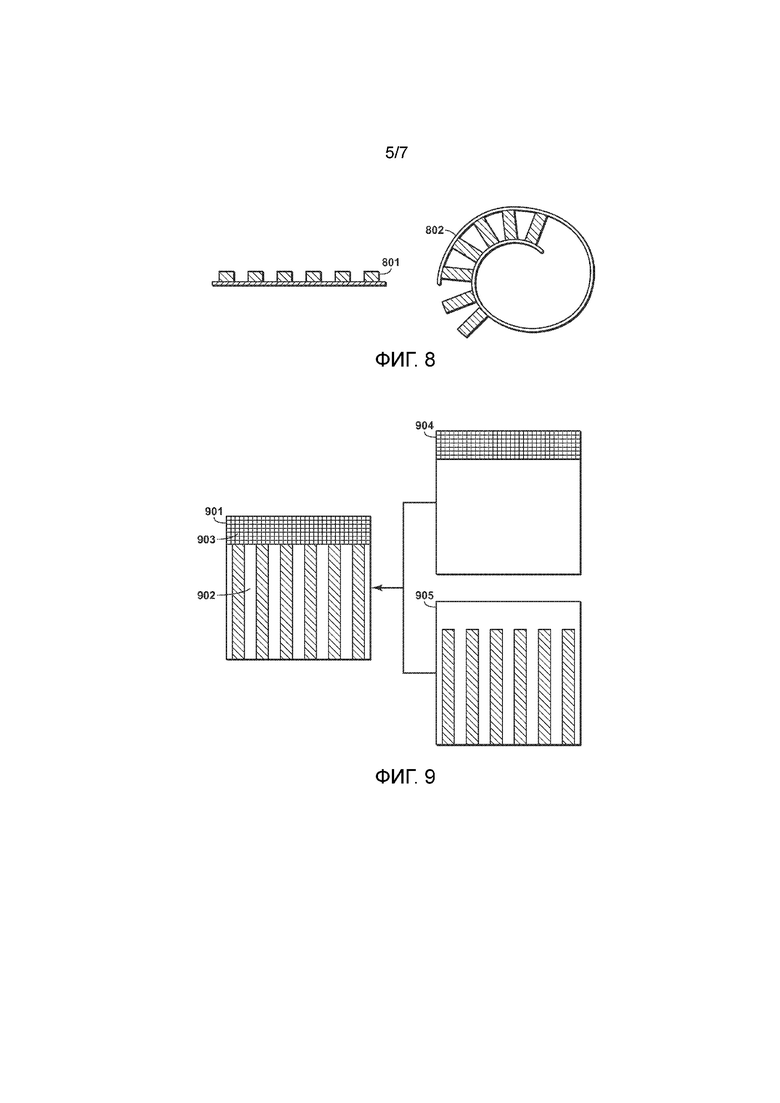
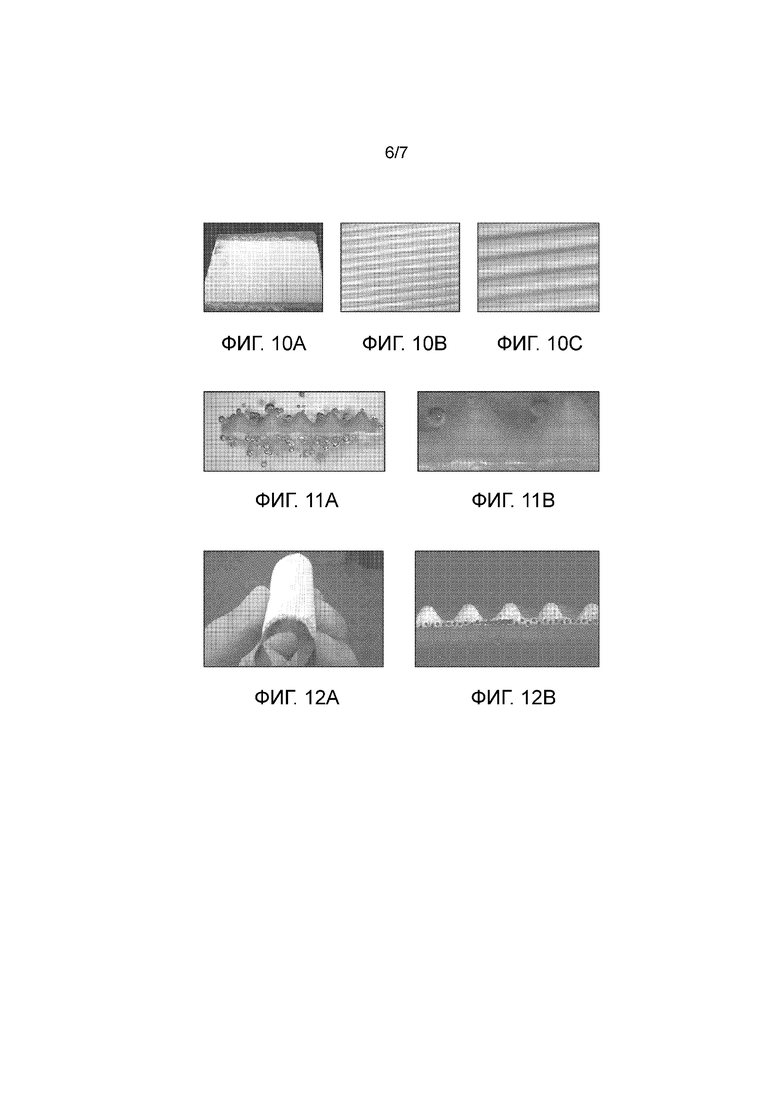
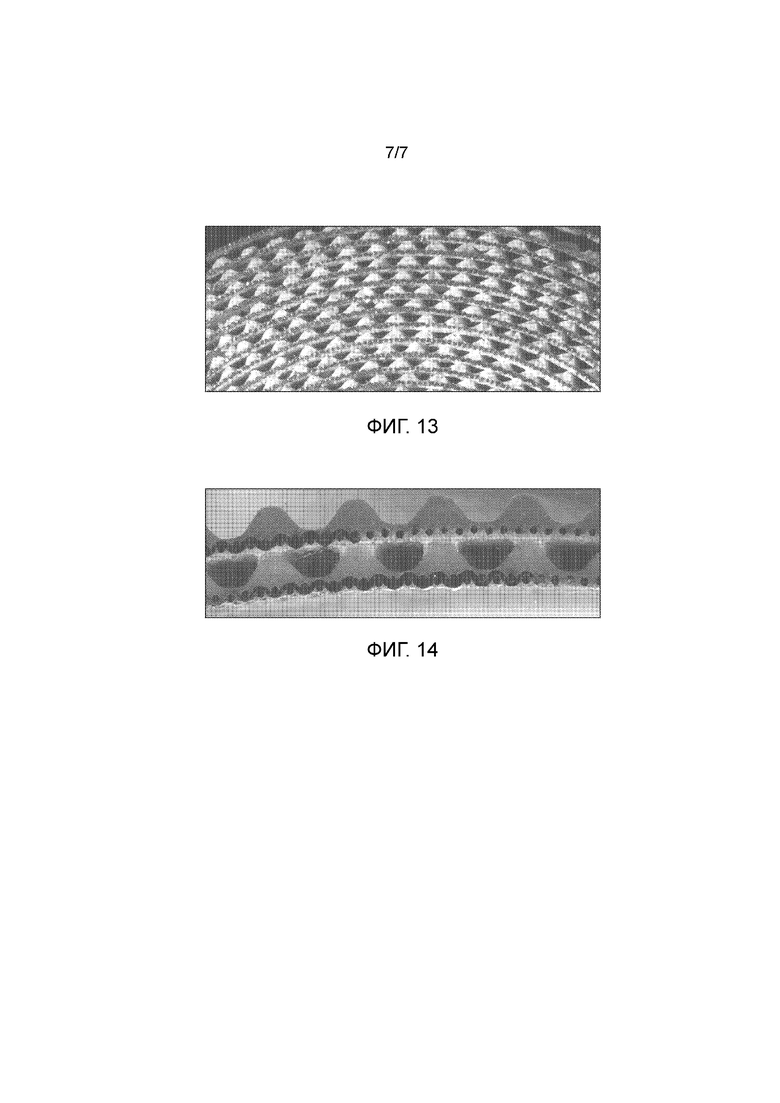
Настоящее изобретение относится к структуре для использования в процессах катализа и адсорбции, содержащей многослойные покрытые подложки и каналы между прилегающими многослойными покрытыми подложками, в которой каждая многослойная покрытая подложка содержит подложку, имеющую первую и вторую стороны, и композиционный материал по меньшей мере на первой стороне подложки, причем данный композиционный материал содержит активный материал, выбранный из катализатора или адсорбента, и имеющую отличительные признаки на поверхности композиционного материала, выбранные из канавок, холмов, плато, колонн, цилиндров, бугров, конусов или любого их сочетания, созданные посредством печати, штамповки, формования, волочения или трехмерной печати; и при этом каналы образованы при контакте отличительных признаков в покрытии на первой стороне многослойной структуры со стороной прилегающей многослойной структуры. Также изобртение относится к способу изготовления такой структуры и к варианту ее выполнения. Технический результат – создание структуры для использования в процессах катализа и адсорбции, имеющей более высокую плотность ячеек и большую объемную долю активного материала. 3 н. и 27 з.п. ф-лы, 20 ил., 3 пр.
1. Структура для использования в процессах катализа и адсорбции, содержащая многослойные покрытые подложки и каналы между прилегающими многослойными покрытыми подложками,
в которой каждая многослойная покрытая подложка содержит подложку, имеющую первую и вторую стороны, и композиционный материал по меньшей мере на первой стороне подложки, причем данный композиционный материал содержит активный материал, выбранный из катализатора или адсорбента, и имеющую отличительные признаки на поверхности композиционного материала, выбранные из канавок, холмов, плато, колонн, цилиндров, бугров, конусов или любого их сочетания, созданные посредством печати, штамповки, формования, волочения или трехмерной печати; и
при этом каналы образованы при контакте отличительных признаков в покрытии на первой стороне многослойной структуры со стороной прилегающей многослойной структуры.
2. Структура по п. 1, в которой композиционный материал дополнительно содержит связующее вещество.
3. Структура по любому из пп. 1, 2, в которой подложка содержит металлическую подложку.
4. Структура по любому из пп. 1, 2, в которой подложка содержит лист, фольгу или сетку.
5. Структура по любому из пп. 1, 2, в которой многослойная покрытая подложка содержит композиционный материал на второй стороне.
6. Структура по п. 5, в которой каналы образуются при контакте отличительных признаков в покрытии на первой стороне покрытой подложки с композиционным материалом на второй стороне прилегающей подложки.
7. Структура по любому из пп. 1-6, причем данная структура представляет собой монолит.
8. Структура по п. 7, в которой плотность ячеек монолита составляет по меньшей мере 900 ячеек на квадратный дюйм (140 ячеек на 1 см2).
9. Структура по п. 7, в которой плотность ячеек монолита составляет по меньшей мере 1000 ячеек на квадратный дюйм (155 ячеек на 1 см2).
10. Структура по п. 7, в которой плотность ячеек монолита составляет по меньшей мере 1500 ячеек на квадратный дюйм (233 ячейки на 1 см2).
11. Структура по любому из пп. 1-10, в которой отличительные признаки представляют собой каналы и расстояние между каналами составляет менее чем приблизительно 900 мкм.
12. Структура по любому из пп. 1-11, в которой многослойные покрытые подложки содержат отдельные подложки и каналы образуются при контакте первой стороны одной подложки со второй стороной отдельной подложки.
13. Структура по любому из пп. 1-11, в которой многослойные покрытые подложки содержат покрытую подложку, свернутую в спираль, и каналы образуются при контакте первой стороны покрытой подложки со второй стороной покрытой подложки.
14. Структура по любому из пп. 1-13, в которой активный материал содержит цеолит.
15. Способ изготовления структуры, причем данный способ включает:
нанесение пасты, содержащей активный материал, выбранный из катализатора или адсорбента, на первую сторону подложки, имеющей первую сторону и вторую сторону;
создание отличительных признаков, выбранных из канавок, холмов, плато, колонн, цилиндров, бугров, конусов или любого их сочетания, на пасте посредством печати, штамповки, формования, волочения или трехмерной печати;
наслаивание на первую покрытую подложку второй покрытой подложки посредством введения в контакт пасты на первой стороне покрытой подложки со стороной второй покрытой подложки для образования закрытых каналов и
прокаливание многослойных подложек для образования структуры.
16. Способ по п. 15, в котором паста дополнительно содержит связующее вещество.
17. Способ по любому из пп. 15, 16, в котором сторона подложки представляет собой вторую сторону подложки, покрытую тонким слоем пасты, и закрытые каналы образуются посредством контакта пасты с отличительными признаками первой подложки в тонком слое пасты на второй стороне второй подложки.
18. Способ по любому из пп. 15-17, в котором слой пасты наносится на вторую сторону подложки и отличительные признаки создаются в пасте на второй стороне.
19. Способ по любому из пп. 15-17, в котором стадия наслаивания включает наслаивание первой покрытой подложки на отдельную покрытую подложку для образования слоев покрытых подложек.
20. Способ по любому из пп. 15-17, в котором стадия наслаивания включает единственную покрытую подложку, свернутую в спираль таким образом, что первая сторона подложки может вступать в контакт со второй стороной подложки для образования закрытых каналов внутри спиральной структуры.
21. Способ по любому из пп. 15-20, в котором подложка содержит металлическую подложку.
22. Способ по любому из пп. 15-20, в котором подложка содержит лист, фольгу или сетку.
23. Способ по любому из пп. 15-22, в котором паста содержит цеолит.
24. Способ по любому из пп. 15-23, в котором по меньшей мере 10% активного материала является закрытым посредством пасты.
25. Структура для использования в процессах катализа и адсорбции, содержащая многослойные покрытые подложки и каналы между прилегающими многослойными покрытыми подложками, в которой
каждая многослойная покрытая подложка содержит подложку, имеющую первую и вторую стороны,
и композиционный материал по меньшей мере на первой стороне подложки,
причем композиционный материал содержит активный материал, представляющий собой адсорбент, и извилистые каналы, проходящие через композиционный материал для сообщения адсорбента с каналами по текучей среде, и имеет отличительные признаки на поверхности композиционного материала, выбранные из канавок, холмов, плато, колонн, цилиндров, бугров, конусов или любого их сочетания, созданные посредством печати, штамповки, формования, волочения или трехмерной печати; и
каналы образованы при контакте отличительных признаков в покрытии на первой стороне многослойной структуры со стороной прилегающей многослойной структуры.
26. Структура по п. 25, в которой композиционный материал дополнительно содержит связующее вещество.
27. Структура по любому из пп. 25, 26, в которой композиционный материал имеет мезопористость, составляющую по меньшей мере приблизительно 15%.
28. Структура по любому из пп. 25, 26, в которой композиционный материал имеет мезопористость, составляющую по меньшей мере приблизительно 20%.
29. Структура по любому из пп. 25-28, в которой по меньшей мере приблизительно 15% активного материала является закрытым внутри композиционного материала.
30. Структура по любому из пп. 25-28, в которой по меньшей мере приблизительно 20% активного материала является закрытым внутри композиционного материала.
| EA 200970974 A1, 30.04.2010 | |||
| US 7052532 B1, 30.05.2006 | |||
| СПОСОБ ПОЛУЧЕНИЯ КОМПОЗИЦИОННОГО ПОКРЫТИЯ НА ОСНОВЕ АЛЮМИНИЕВЫХ СПЛАВОВ | 2007 |
|
RU2353703C2 |
| Способ приготовления лака | 1924 |
|
SU2011A1 |
| Многоступенчатая активно-реактивная турбина | 1924 |
|
SU2013A1 |
| SU 1680305 A1, 30.09.1991. | |||

