Настоящее изобретение относится к способу прокатки рельсов. Изобретение также относится к устройству для осуществления указанного способа и к изделию, изготовленному указанным способом.
Рельсы изготавливают тремя основными способами прокатки:
(1) способом прокатки в закрытых, гладких или прямых калибрах;
(2) способом прокатки в наклонных или угловых калибрах;
(3) универсальным способом.
В первом способе плоскость симметрии рельса совпадает с линией прокатки или перпендикулярна ей. Наклонный или угловой способ отличается от первого способа тем, что формование рельса начинается с первого проката в черновой клети, и вместо первого сжатия блюма посредством меньшего размера и затем формования профиля частично посредством сжатия и частично посредством расплющивания, процесс является процессом сжатия от начала до конца. Универсальный способ использует как горизонтальные, так и вертикальные валки в одной клети, чтобы осуществлять формование заготовки. В некоторых случаях используется полууниверсальная клеть, содержащая два горизонтальных валка и один вертикальный валок. Рабочие валки универсальной клети, в частности вертикальные рабочие валки, могут быть подперты опорными валками обычно большего диаметра, чем рабочие валки. Универсальный способ прокатки обеспечивает бόльшую степень деформации сжатием в горячем состоянии головки и подошвы рельса, чем может быть достигнуто при использовании только горизонтальных валков.
Традиционный или общепринятый способ прокатки рельсов заключается в использовании горизонтальных валков либо двух (то есть два рабочих валка) или трех (то есть три рабочих валка) обычно в стане типа кросс коунтри. Начиная с блюма или слитка, процесс включает блюм, деформируемый в «цилиндр» перед поворотом его на бок. Этот «цилиндр» может быть описан как балка, имеющая трапецеидальное сечение. Конец и головка балки последовательно обрезаются, чтобы начать процесс прокатки, в котором формуются участок головки, участок шейки и участок подошвы рельса. Результат этого способа состоит в том, что деформации участков головки и подошвы относительно малы во время некоторых прокатов.
Традиционный универсальный способ прокатки также начинается сначала изготовлением «цилиндра», а затем использованием двух валков для формования «цилиндра», прошедшего через обрезку, в форму рельсовой заготовки перед завершением прохода через универсальные клети. Эти универсальные клети используют профилированные вертикальные валки для формования головки и/или комбинацию открытых и закрытых калибров универсальных клетей, чтобы сформовать подошву. Деформации участков головки и подошвы снова относительно малы во время некоторых прокатов.
Материал может прокатываться также реверсивным образом, а не только односторонним, в зависимости от компоновки и расположения клетей стана.
Традиционная черновая обработка требует специальных технологий для обжима, кручения и поворота балки, чтобы обработать балку до правильных формы и ориентации. До 12-14 проходов должны быть выполнены через калибры, все из которых могут проходить или могут не проходить через профилированные валки. Обычно количество черновых клетей мало, обычно две, в которых рабочие валки снабжены несколькими ручьями калибров для последовательных проходов, и, следовательно, этот первый этап процесса прокатки рельса отвечает за значительное время в стане.
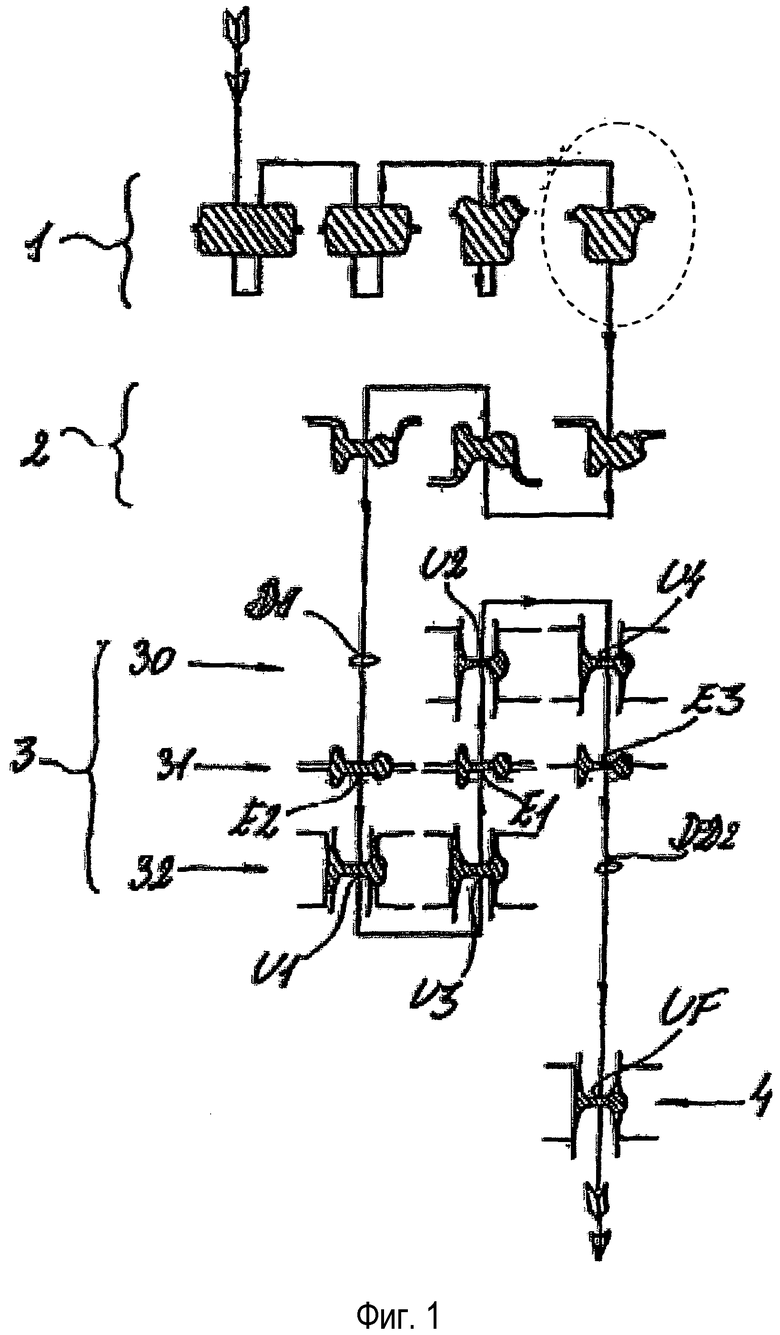
На фиг.1 показан типичный пример стана типа кросс коунтри. «Цилиндр» обозначен штриховым эллипсом.
Таким образом, существующая практика для универсальной прокатки включает множество этапов: универсальная прокатка с двумя горизонтальными и двумя вертикальными валками, из которых валок, который формует головку рельса, профилирован под конкретный прокатываемый профиль рельса; эджерная прокатка, прокатка головки и прокатка подошвы в отдельных клетях. Большая часть обжатий головки и подошвы обычно выполняются в универсальных клетях, содержащих два горизонтальных валка и два вертикальных валка в направлении толщины по профилю сечения рельса. Заготовка, получаемая в этом способе, имеет большее сечение, которое по существу по форме аналогично требуемому рельсу, как показано на фиг.2 и 3. Для того чтобы получить заготовку, отформованную подобным образом, различие в ширине между головкой и подошвой должно быть достигнуто при черновой обработке, как обозначено ручьями калибров на черновых клетях и показано на фиг.2 и 3. Это требует обеспечения множества калибров валков в черновом стане. Как следствие, черновая обработка является узким местом в процессе прокатки рельсов и она обуславливает производительность универсальной операции прокатки рельсов в целом.
Задачей настоящего изобретения является создание способа прокатки рельсов, который обеспечивает увеличенную производительность операции прокатки рельсов.
Также задачей настоящего изобретения является создание способа прокатки рельсов, который обеспечивает бόльшую гибкость стана посредством легкого преобразования рельсопрокатного стана в сортовой стан.
Также задачей настоящего изобретения является создание способа прокатки рельсов, в котором участки головки и подошвы рельса были подвержены большей общей деформации при прокатке.
Также задачей настоящего изобретения является создание способа прокатки рельсов, в котором падение температуры переднего конца рельса и заднего конца рельса снижено.
Одна или более задач достигаются способом прокатки стальных рельсов, включающим:
получение рельсовой заготовки, содержащей участок подошвы, участок головки и участок шейки, соединяющий участок подошвы с участком головки;
чистовую прокатку рельсовой заготовки для формования стального рельса в многоклетьевом непрерывном тандемном чистовом стане, содержащем по меньшей мере три четырехвалковые универсальные клети (U1, U2 и U3) и по меньшей мере две двухвалковые эджерные клети (E1, E2), при этом универсальные клети содержат вертикальный валок для формования нижнего участка подошвы и вертикальный валок для формования участка головки рельса, и два профилированных горизонтальных валка для формования сторон рельса и, в частности, участка шейки рельса, причем рельсовую заготовку пропускают только один раз через чистовой стан, при этом по меньшей мере вертикальные валки во всех универсальных клетях для формования нижнего участка подошвы являются гладкими валками, и по меньшей мере одна из универсальных клетей содержит гладкий вертикальный валок для формования участка головки.
В процессе прокатки рельсов согласно настоящему изобретению рельсовую заготовку перемещают в непрерывный многоклетьевой чистовой стан бесконечной прокатки, предпочтительно состоящий из по меньшей мере пяти клетей. Предпочтительно, но не обязательно, универсальные клети и эджерные клети используются поочередно (например, U1-E1-U2-E2-U3). Клети чистового стана работают в тандеме, то есть после заправки прокатываемое изделие прокатывается во всех клетях одновременно. Следует отметить, что эта непрерывная тандемная бесконечная прокатка требует тщательного выбора режима прокатки и скорости прокатки соответствующих клетей, поскольку количество материала, проходящего через каждую клеть, должно быть одинаковым в любое заданное время. В противном случае либо образование шейки, либо разрушение материала может возникнуть в случае, если следующие клети вращаются быстрее своего непосредственного предшественника, или петля материала может образоваться между двумя клетями в случае, если следующие клети вращаются медленнее своего непосредственного предшественника. Однако использование непрерывного тандемного прокатного чистового стана бесконечной прокатки, через который материал проходит только один раз, гарантирует, что время между началом прокатки и окончанием прокатки рельсовой заготовки в готовый рельс настолько мало, насколько это возможно, и следовательно, что разность температур между головкой и задней частью рельса уменьшено. Более того, более быстрая прокатка также приводит к бόльшей скорости деформации во время прокатки и, следовательно, к более мелкозернистой микроструктуре. Универсальный процесс прокатки в процессе согласно изобретению выполняется так, что фланцы рельсовой заготовки, соответствующие участку подошвы, прокатываются, используя гладкие вертикальные валки и профилированные горизонтальные валки. По меньшей мере один из вертикальных валков в универсальных клетях в чистовом стане содержит вертикальный валок для обработки участка головки рельса. Перед прокаткой заготовка доводится до подходящей температуры прокатки. Обычно температура нагрева для стальных рельсов выбирается так, что температура окончания (то есть температура, при которой происходит последняя деформация) все еще находится в аустенитной области, то есть выше Ar3. После чистовой прокатки рельса он может быть охлажден неподвижным воздухом (естественное охлаждение) или орошением водой, туманом, продувочным воздухом или погружением в охладитель (ускоренное охлаждение). Эти режимы охлаждения известны.
Следует отметить, что термины вертикальный и горизонтальный используются для обозначения того, какие валки имеются в виду. Горизонтальные валки имеют ось вращения, которая горизонтальна, а вертикальные валки имеют ось вращения, которая перпендикулярна горизонтальной. Все варианты осуществления описаны так, что шейка заготовки по существу горизонтальна. Однако следует отметить, что изобретение также может быть выполнено с расположением шейки заготовки в вертикальном направлении, в частности в чистовом стане.
Важно оказывать штампующее воздействие на участок головки в универсальных клетях, а затем осуществлять формующее воздействие. Только в эджерных клетях обрабатывается ширина участка головки: участок шейки и участок головки обрабатываются по толщине, а также подошва, обработка рельса по длине не производится в этих клетях или калибрах: расстояние между венцом головки и нижним участком подошвы остается неизменным. Штампующее воздействие в универсальных клетей обеспечивает непосредственное приложение давления к участку головки в области венца (поверхности, контактирующей с колесом поезда при использовании), и это предотвращает появление дефектов прокатки, поскольку рельс уменьшается до требуемых размеров. Расстояние между венцом головки и нижним участком подошвы уменьшается. Участок подошвы уменьшается в том же направлении, что и участок головки в результате противонаправленного усилия, прикладываемого вертикальным гладким валком, который обрабатывает участок подошвы. В обычном универсальном способе прокатки участок головки уменьшается в двух направлениях, то есть венце и сторонах. В процессе согласно изобретению всегда будет минимум три универсальные клети, которые рельс должен будет пройти, чтобы обеспечить качественное изделие. В традиционных способах венец головки обрабатывается только небольшим усилием, прикладываемым в направлении, которое прикладывается универсальным способом. Универсальный способ активно штампует участок головки в настоящем изобретении по меньшей мере 4 раза непосредственным давлением, прикладываемым к венцу головки в трех случаях вертикальными валками.
В известном универсальном процессе прокатки рельсов валок, обрабатывающий участок головки в универсальном расположении клетей, профилирован и отформован, чтобы подходить каждому отдельному профилю. Использование профилированных вертикальных рабочих валков означает, что валки являются специальными. Также, износ профилированного вертикального рабочего валка будет влиять на качество поверхности участка головки рельса. В способе согласно настоящему изобретению оба вертикальных валка, обрабатывающих участок подошвы, гладкие, и по меньшей мере один из валков, обрабатывающих участок головки, гладкий. Необходимость в профилированных вертикальных валках уменьшена, таким образом уменьшая необходимость в специальных валках. Также, обслуживание вертикальных валков упрощается, поскольку отсутствует необходимость в обеспечении их профилем во время шлифования валка, чтобы убрать изношенные части. Это обеспечивает гибкость не только между изделиями, но также между клетями.
Используя гладкие вертикальные валки в универсальных клетях во время смены рабочих валков, любой валок может быть выбран для любой клети. Также, как часть универсального процесса с гладкими вертикальными валками может быть не обязательной смена клетей для прокатки аналогичного изделия, тогда как с профилированными вертикальными валками профиль венца изменится и таким образом может потребоваться замена клетей. Гладкие вертикальные рабочие валки будут просто требовать замены для настроек режима. Эта гибкость при использовании рабочих валков для различных режимов прокатки и в различных клетях прокатного стана экономит как время, так и деньги. Также достигаются лучшие допуски на размер рельсов.
Преимуществом процесса согласно изобретению является то, что предотвращаются дефекты поверхности в участке головки в результате большей обработки головки по сравнению с известным процессом. Поскольку головка подвергается большей непосредственной обработке в области венца, любые возможные дефекты поверхности, вызванные прокаткой, раскатываются и, следовательно, отсутствуют в готовом изделии.
Также, количество комплектов для замены может быть снижено.
В варианте осуществления изобретения всего (то есть только) одна из универсальных клетей в чистовом стане содержит профилированный вертикальный валок для формования участка головки. Все остальные вертикальные валки для формования участка головки в других универсальных клетях в чистовом стане являются гладкими валками. В предпочтительном варианте осуществления все универсальные клети в чистовом стане содержат два гладких вертикальных валка. Эти варианты осуществления последовательно увеличивают выгоды и преимущества, достигнутые заменой профилированных вертикальных валков гладкими вертикальными валками.
В варианте осуществления изобретения чистовой стан содержит четыре универсальные клети (U1, U2, U3, U4) и три двухвалковые эджерные клети (E1, E2, E3). Было обнаружено, что эта конфигурация обеспечивает наибольшую гибкость и производительность. Однако для некоторых размеров рельсов или разницы в мощности стана в соответствии с настоящем изобретением возможны и другие конфигурации. Изобретение не ограничено вышеупомянутой 4U:3E конфигурацией. Например, также 4U:2E, 5U:3E или 5U:4E конфигурация может быть необходимой в соответствии с размером, формой, профилем, сортом стали, размерами рельса и термомеханическим режимом.
В варианте осуществления изобретения двухвалковые эджерные клети в чистовом стане представляют собой пару двухвалковых клетей или четырехвалковую клеть, или чистовой стан может содержать комбинацию пар двухвалковых клетей и комбинацию четырехвалковых эджерных клетей.
В варианте осуществления изобретения последняя универсальная клеть чистового стана является полууниверсальной клетью, состоящей из двух профилированных горизонтальных валков для обработки участка головки и участка шейки, один гладкий вертикальный валок для обработки нижнего участка подошвы и один гладкий вертикальный передаточный валок напротив гладкого вертикального валка для обработки нижнего участка подошвы. Передаточный валок не обрабатывает венец головки рельса.
Последняя клеть является полууниверсальной и частью непрерывной линии прокатки. Последняя универсальная клеть прокатывает профиль до конечных размеров, требуемых заказчиком. Использование полууниверсальной клети в последней клети позволяет законченным изделиям иметь превосходные предельные отклонения и качество поверхности вокруг головки и подошвы рельса.
В варианте осуществления изобретения рельсовую заготовку получают отливкой литой стальной рельсовой заготовки. Получая рельсовую заготовку из альтернативного источника, либо в дополнение к катаным рельсовым заготовкам, или взамен катаных рельсовых заготовок, зависимость от черновых станов для обеспечения рельсовых заготовок уменьшается. Производительность чистового стана, таким образом, может быть значительно увеличена. Выбирая подходящую схему операций прокатки и отливки, рельсовая заготовка может быть загружена в горячем состоянии в нагревательную печь перед прокаткой, таким образом, достигая потенциальной экономии электроэнергии. Литая рельсовая заготовка может быть асимметричной или симметричной относительно осевой линии участка шейки рельсовой заготовки.
В варианте осуществления изобретения рельсовую заготовку получают:
черновой прокаткой блюма в черновом стане, предпочтительно имеющего квадратное или прямоугольное сечение, до по существу H-образной заготовки, содержащей участок подошвы, участок головки и участок шейки, соединяющий участок подошвы с участком головки, причем заготовка имеет симметричное сечение относительно осевой линии участка шейки, с последующим формованием рельсовой заготовки из H-образной заготовки в промежуточном стане, или
отливкой по существу H-образной литой заготовки, содержащей участок подошвы, участок головки и участок шейки, соединяющий участок подошвы с участком головки, причем заготовка имеет симметричное сечение относительно осевой линии участка шейки, с последующим формованием рельсовой заготовки из H-образной заготовки в промежуточном стане.
В контексте настоящего изобретения следует понимать, что черновой стан содержит заготовочный стан для преобразования блюма в по существу H-образную заготовку, и промежуточный стан для преобразования по существу H-образной заготовки в рельсовую заготовку.
Для того чтобы получить рельсовую заготовку, литой профиль или балочная заготовка из заготовочного стана направляется в промежуточный стан, где головке и подошве будут приданы различные ширина и толщина, сформованные промежуточной реверсивной операцией согласно калибровке валков. Соответственно, рельсовая заготовка из промежуточного стана похожа на изготавливаемый рельс по форме, но по размерам больше готового рельсового изделия.
Поскольку головка и подошва рельса имеют практически одинаковую площадь сечения, требуемая H-образная заготовка из заготовочного стана или литейной машины может подаваться в промежуточный стан для получения рельсовой заготовки. Один фланец балочной заготовки будет сформован в головку рельса, а оставшийся фланец - в подошву рельса.
Снова, выбирая подходящую схему операций прокатки и отливки, H-образная литая заготовка может быть загружена в горячем состоянии в нагревательную печь перед прокаткой, таким образом, достигая потенциальной экономии электроэнергии.
Этот процесс сравним с известным способом производства рельса, хотя блюм превращается не в «цилиндровую» конфигурацию, а в по существу H-образную заготовку (или балочную заготовку). Использование форм H-образной заготовки в качестве исходного сырья или материала, а не пропускание через «цилиндровый» этап, значительно снижает количество времени, затрачиваемого на реверсивных станах во время операции черновой прокатки, и обеспечивает полную интеграцию различных сечений и профилей без необходимости смены. Заготовка также может быть литой. Получая H-образную заготовку из альтернативного источника, либо в дополнение к катаным H-образным заготовкам, либо взамен катаных H-образных заготовок, зависимость от заготовочного стана для обеспечения заготовок уменьшается. Производительность чистового стана, таким образом, может быть значительно увеличена. Способ не требует какого-либо увеличения количества черновых или промежуточных калибров и, следовательно, не требует дополнительных клетей.
Использование H-образной заготовки простого сечения позволяет использовать черновую обработку только с одной черновой клетью и одной промежуточной клетью, таким образом, устраняя любые потенциально сложные операции кручения или изгибания, как в «цилиндровом» способе.
В варианте осуществления изобретения черновой стан представляет собой реверсивный стан.
Для того чтобы обеспечить вытягивание головки, основания и шейки рельса с одинаковой скоростью через каждый калибр, должно обеспечиваться не более одного калибра в каждой клети. Это обеспечивает прокатку рельсов из простых H-образных балочных заготовок, упрощая процесс черновой обработки, который в традиционном способе занимает приблизительно 70 процентов общего времени прокатки рельса, и кроме того одновременное использование того же исходного материала, который используется для изготовления H-образного профиля и двутавровых балок.
В варианте осуществления настоящего изобретения толщина и ширина участка головки и толщина участка подошвы и толщина участка шейки H-образной заготовки больше соответствующих толщины и ширины соответствующих участков в готовом рельсе. Предпочтительно длина участка шейки H-образной заготовки (то есть расстояние между участками головки и подошвы) меньше соответствующей длины в готовом рельсе и/или ширина участка подошвы H-образной заготовки больше соответствующей ширины соответствующего участка в готовом рельсе.
В варианте осуществления изобретения промежуточный стан формует H-образную заготовку в рельсовую заготовку, которая асимметрична относительно осевой линии участка шейки рельсовой заготовки. Преимуществом асимметричной рельсовой заготовки является обеспечение хорошей доставки из каждой клети чистового стана, обеспечивающей плавный переход из одной клети в следующую, без риска обжимки в стане.
Согласно второму аспекту изобретения предложен прокатный стан для прокатки рельсов вышеописанным способом.
В варианте осуществления изобретения прокатный стан для прокатки рельсов, начиная с по существу H-образной заготовки, вышеописанным способом, выполнен с возможностью преобразования в прокатный стан для прокатки балок H-образного профиля, начиная с по существу H-образной заготовки, полученной либо
черновой прокаткой блюма (8) в черновом стане, предпочтительно имеющего квадратное или прямоугольное сечение, до по существу H-образной заготовки (X), содержащей участок (2) подошвы, участок (3) головки и участок (4) шейки, соединяющий участок подошвы с участком головки, причем заготовка имеет симметричное сечение относительно осевой линии участка шейки, с последующим формованием балочной заготовки (1) из H-образной заготовки в промежуточном стане, или
отливкой по существу H-образной литой заготовки (X), содержащей участок (2) подошвы, участок (3) головки и участок (4) шейки, соединяющий участок подошвы с участком головки, причем заготовка имеет симметричное сечение относительно осевой линии участка шейки, с последующим формованием балочной заготовки (1) из H-образной заготовки в промежуточном стане,
при этом преобразование осуществляется заменой профилированных горизонтальных валков в универсальных клетях в чистовом стане на гладкие горизонтальные валки.
Можно прокатывать как рельсы, так и профили, используя один заготовочный стан. По существу H-образная литая заготовка (или балочная заготовка) может быть прокатана в H-образный профиль или двутавровый профиль, используя тот же чистовой стан, не только из той же заготовки, которая используется для прокатки рельсов, но также, используя те же гладкие вертикальные валки в четырехвалковой универсальной конфигурации. При преобразовании стана из рельсопрокатного в сортопрокатный, профилированные горизонтальные валки в универсальных клетях заменяются на валки, которые выполняют формующее воздействие на двутавровый профиль или H-образный профиль. Эта замена может быть выполнена намного быстрее, таким образом, снижая время простоя стана. Затраты на валки также снижены, поскольку вертикальные валки остаются такими же. Стан также становится более гибким.
Согласно третьему аспекту изобретения предложен рельс, изготовленный вышеописанным способом. В результате большей обработки головки по сравнению с известными способами конечная микроструктура головки в готовом рельсе более мелкозернистая.
Далее изобретение будет описано посредством следующих неограничивающих чертежей.
Фиг.1 иллюстрирует обычный пример стана типа кросс коунтри. «Цилиндр» обозначен штриховым эллипсом. Профилированные вертикальные валки используются для формования участка головки рельса в U1-U4 и UF. Три эджерные клети используются в конфигурации E2-U1-U3-E1-U2-U4-E3-UF.
Фиг.2 иллюстрирует обычный пример стана, использующего ручьи и включающего в себя повороты. «Цилиндр» обозначен штриховым эллипсом.
Фиг.3 представляет собой схематичный вид изменения по существу H-образной заготовки 1 (или балочной заготовки) в рельс. В этом примере подошва рельса имеет точно такую же ширину, что и фланец заготовки, но это не является обязательным. Подошва может быть шире или уже фланца заготовки. Заготовка на фиг.3a содержит участок 2 подошвы, участок 3 головки и участок 4 шейки, соединяющий участок 2 подошвы с участком 3 головки. Заготовка имеет симметричное сечение относительно осевой линии (штрихпунктирная линия) участка 4 шейки.
На фиг.3b форма рельса изображена вместе с заготовкой, из которой он выполнен. Очевидно, что отношение площади сечения головки и подошвы заготовки приблизительно такое же, как и отношение головки и подошвы рельса, поскольку в противном случае поток массы стали через раствор валков вызывает деформацию рельса между клетями и при покидании последней клети. Рельсовая заготовка (5) имеет форму между формой, представленной на фиг.3a, и готовым рельсом (6). Эта рельсовая заготовка как таковая на фиг.3 не показана. Однако рельсовая заготовка также содержит участок 2 подошвы, участок 3 головки и участок 4 шейки, соединяющий участок 2 подошвы с участком 3 головки.
На фиг.3c нижний участок подошвы рельса 6 обозначен как 2a. Это часть рельса, которая опирается на шпалу или рельсовую подушку. Венец головки, то есть часть, которая, в конечном счете, контактирует с колесами поезда, обозначен как 3a. Края шейки обозначены как 4a и 4b, а 7a и 7b представляют всю кривизну боковой стороны, начиная от венца головки и заканчивая на самом нижнем участке подошвы. 7a и 7b являются частями, образованными горизонтальными валками. 4a, следовательно, является частью 7a. 2a и 3a являются частями, образованными вертикальными валками.
Фиг.4 представляет собой схематичный вид процесса согласно изобретению. На фиг.4c показан чистовой стан, который, начиная с рельсовой заготовки, изготавливает готовый рельс в непрерывном тандемном стане с 7 клетями U1-E1-U2-E2-U3-E3-U4, в котором все вертикальные валки являются гладкими валками и в котором U4 является полууниверсальной клетью с передаточным вертикальным гладким валком с левой стороны.
Фиг.4b иллюстрирует изменение H-образной заготовки в рельсовую заготовку в промежуточном стане, и фиг.4a иллюстрирует изменение блюма в H-образную заготовку в заготовочном стане. Заготовочный стан и промежуточный стан вместе образуют черновой стан.
Процесс, схематично показанный на фиг.4b и 4c, также может быть начат с литой H-образной заготовки или литой рельсовой заготовки, соответственно.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОКАТКИ РЕЛЬСОВ | 2021 |
|
RU2782330C1 |
| СПОСОБ ПРОКАТКИ РЕЛЬСОВ | 2019 |
|
RU2710410C1 |
| СПОСОБ ПРОКАТКИ РЕЛЬСОВ | 2017 |
|
RU2668626C1 |
| СПОСОБ ПРОКАТКИ ЖЕЛЕЗНОДОРОЖНЫХ РЕЛЬСОВ С ДВОЙНЫМИ УКЛОНАМИ ВНУТРЕННИХ ГРАНЕЙ ФЛАНЦЕВ ПОДОШВЫ | 2021 |
|
RU2764911C1 |
| СПОСОБ ПРОКАТКИ ТРАМВАЙНЫХ ЖЕЛОБЧАТЫХ РЕЛЬСОВ | 2022 |
|
RU2787897C1 |
| Способ прокатки рельсов | 2019 |
|
RU2717251C1 |
| СПОСОБ ПРОКАТКИ РЕЛЬСОВ | 2015 |
|
RU2595082C1 |
| СПОСОБ ПРОКАТКИ РЕЛЬСОВ | 2003 |
|
RU2241556C1 |
| СПОСОБ ПРОКАТКИ РЕЛЬСОВ | 2016 |
|
RU2627140C1 |
| Способ прокатки рельсов | 1988 |
|
SU1614869A1 |


Изобретение предназначено для прокатки стальных рельсов. Способ включает изготовление рельсовой заготовки (5), содержащей участок (2) подошвы, участок (3) головки и участок (4) шейки, соединяющий участок подошвы с участком головки, чистовую прокатку рельсовой заготовки для формования стального рельса (6). Оптимизация режима обжатий разных участков заготовки, уменьшение фактора падения температуры концов рельсовой заготовки обеспечивается за счет того, что прокатку производят в многоклетьевом непрерывном тандемном чистовом стане, содержащем по меньшей мере три четырехвалковые универсальные клети (U1, U2 и U3) и по меньшей мере две двухвалковые эджерные клети (E1, E2), при этом универсальные клети содержат вертикальный валок для формования нижнего участка (2a) подошвы и вертикальный валок для формования участка (3a) головки рельса, и два профилированных горизонтальных валка для формования сторон (6a, 6b) рельса и, в частности, участка (4a, 4b) шейки рельса, причем рельсовую заготовку пропускают только один раз через чистовой стан, при этом по меньшей мере вертикальные валки во всех универсальных клетях для формования нижнего участка (2a) подошвы являются гладкими валками, и по меньшей мере одна из универсальных клетей содержит гладкий вертикальный валок для формования участка (3a) головки. Изобретение также относится к устройству для осуществления указанного способа и к изделию, изготовленному таким способом, 4 н. и 11 з.п. ф-лы, 4 ил.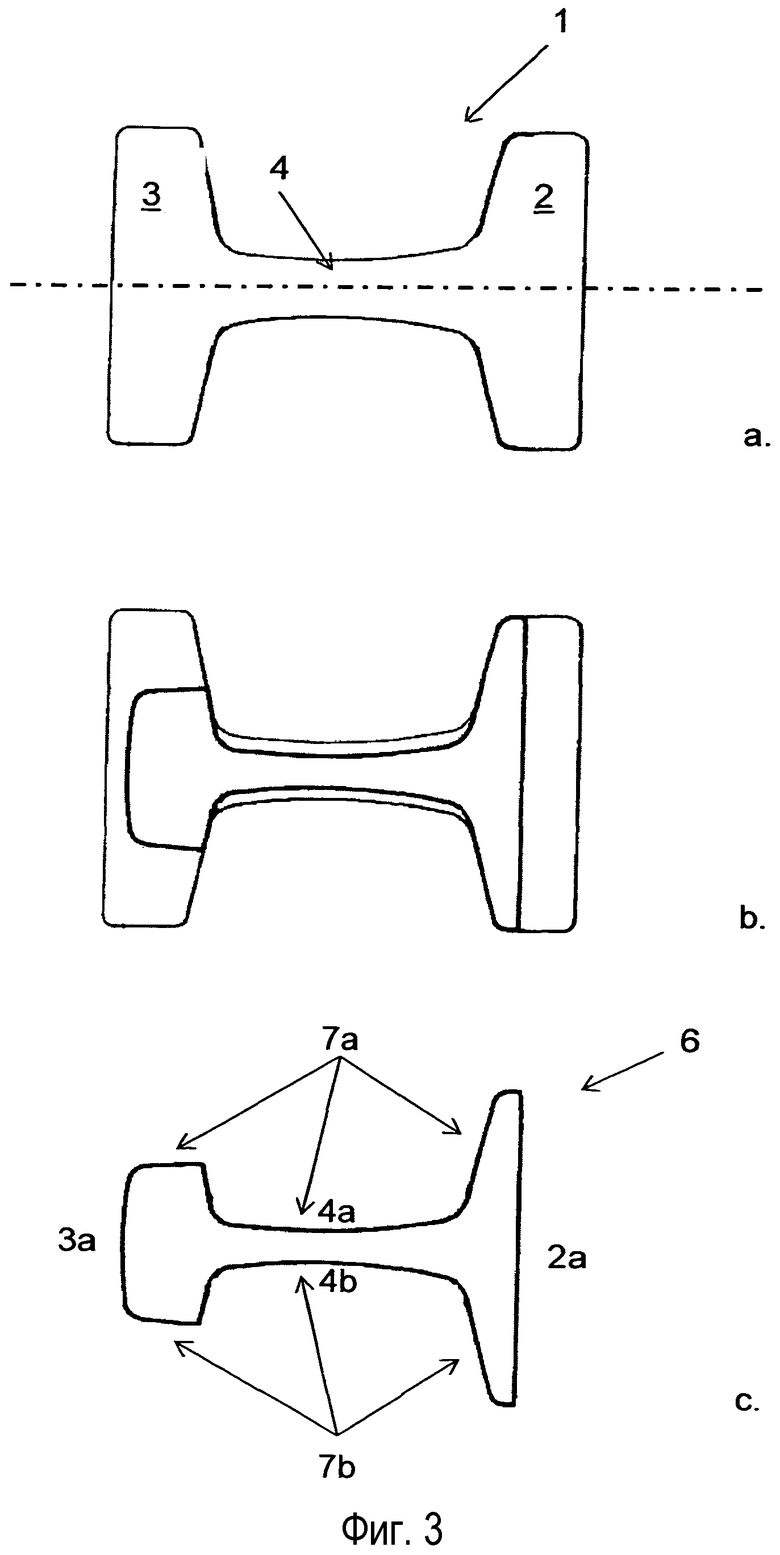
1. Способ прокатки стальных рельсов, включающий изготовление рельсовой заготовки (5), содержащей участок (2) подошвы, участок (3) головки и участок (4) шейки, соединяющий участок подошвы с участком головки, чистовую прокатку рельсовой заготовки для формования стального рельса (6) в многоклетьевом непрерывном тандемном чистовом стане, содержащем по меньшей мере три четырехвалковые универсальные клети (U1, U2 и U3) и по меньшей мере две двухвалковые эджерные клети (E1, E2), при этом универсальные клети содержат вертикальный валок для формования нижнего участка (2а) подошвы и вертикальный валок для формования участка (3а) головки рельса, и два профилированных горизонтальных валка для формования сторон (6а, 6b) рельса и, в частности, участка (4а, 4b) шейки рельса, при этом в процессе прокатки рельсовую заготовку пропускают через чистовой стан один раз, а по меньшей мере вертикальные валки во всех универсальных клетях для формования нижнего участка (2а) подошвы выполнены в виде гладких валков, и по меньшей мере одна из универсальных клетей содержит гладкий вертикальный валок для формования участка (3а) головки.
2. Способ по п.1, в котором только одна из универсальных клетей в чистовом стане содержит профилированный вертикальный валок для формования участка головки.
3. Способ по п.1, в котором все универсальные клети в чистовом стане содержат два гладких вертикальных валка.
4. Способ по любому из пп.1-3, в котором чистовой стан содержит четыре универсальные клети (U1, U2, U3, U4) и три двухвалковые эджерные клети (E1, E2, Е3), предпочтительно в конфигурации U1-E1-U2-E2-U3-E3-U4.
5. Способ по любому из пп.1-3, в котором двухвалковые эджерные клети в чистовом стане выполнены в виде пары двухвалковых или четырехвалковой клети, или чистовой стан содержит комбинацию пар двухвалковых клетей и комбинацию четырехвалковых эджерных клетей.
6. Способ по любому из пп.1-3, в котором последняя универсальная клеть чистового стана выполнена в виде полууниверсальной клети, содержащей два профилированных горизонтальных валка для обработки участка головки и участка шейки, один гладкий вертикальный валок для обработки нижнего участка подошвы и один гладкий вертикальный передаточный валок, противоположный гладкому вертикальному валку, для обработки нижнего участка подошвы.
7. Способ по любому из пп.1-3, в котором стальную рельсовую заготовку (9) получают отливкой.
8. Способ по любому из пп.1-3, в котором рельсовую заготовку (1) получают посредством черновой прокатки в черновом стане блюма (8), предпочтительно имеющего квадратное или прямоугольное сечение до по существу Н-образной заготовки (X), содержащей участок (2) подошвы, участок (3) головки и участок (4) шейки, соединяющий участок подошвы с участком головки, при этом заготовка имеет симметричное сечение относительно осевой линии участка шейки, с последующим формованием рельсовой заготовки (1) из Н-образной заготовки в промежуточном стане, или посредством отливки по существу Н-образной литой заготовки (X), содержащей участок (2) подошвы, участок (3) головки и участок (4) шейки, соединяющий участок подошвы с участком головки, при этом заготовка имеет симметричное сечение относительно осевой линии участка шейки, с последующим формованием рельсовой заготовки (1) из Н-образной заготовки в промежуточном стане.
9. Способ по п.8, в котором черновой стан для черновой прокатки блюма (8) до по существу Н-образной заготовки (X) представляет собой реверсивный стан.
10. Способ по п.8, в котором толщина и ширина участка головки, толщина участка подошвы и толщина участка шейки Н-образной заготовки больше соответствующей толщины и ширины соответствующих участков в готовом рельсе.
11. Способ по п.8, в котором длина участка шейки Н-образной заготовки меньше соответствующей длины в готовом рельсе и/или в котором ширина участка подошвы Н-образной заготовки больше соответствующей ширины соответствующего участка в готовом рельсе.
12. Способ по п.8, в котором в промежуточном стане формуют из Н-образной заготовки рельсовую заготовку, асимметричную относительно осевой линии участка шейки.
13. Прокатный стан для прокатки рельсов способом по п.1, содержащий по меньшей мере три четырехвалковые универсальные клети (U1, U2 и U3) и по меньшей мере две двухвалковые эджерные клети (E1, E2), при этом универсальные клети содержат вертикальный валок для формования нижнего участка (2а) подошвы и вертикальный валок для формования участка (3а) головки рельса, и два профилированных горизонтальных валка для формования сторон (6а, 6b) рельса и, в частности, участка (4а, 4b) шейки рельса, причем по меньшей мере вертикальные валки во всех универсальных клетях для формования нижнего участка (2а) подошвы выполнены в виде гладких валков, и по меньшей мере одна из универсальных клетей содержит гладкий вертикальный валок для формования участка (3а) головки.
14. Прокатный стан для прокатки рельсов способом по п.8, содержащий черновой, промежуточный и чистовой станы, при этом чистовой стан имеет универсальные прокатные клети с гладкими горизонтальными валками и выполнен с возможностью прокатки балочной Н-образной заготовки, начиная с по существу Н-образной заготовки, полученной посредством прокатки в черновом стане блюма (8), предпочтительно имеющего квадратное или прямоугольное сечение, до по существу Н-образной заготовки (X), содержащей участок (2) подошвы, участок (3) головки и участок (4) шейки, соединяющий участок подошвы с участком головки, при этом заготовка имеет симметричное сечение относительно осевой линии участка шейки, с последующим формованием балочной заготовки (1) из Н-образной заготовки в промежуточном стане, или начиная с Н-образной заготовки (X), полученной посредством литья по существу Н-образной литой заготовки (X), содержащей участок (2) подошвы, участок (3) головки и участок (4) шейки, соединяющий участок подошвы с участком головки, причем заготовка имеет симметричное сечение относительно осевой линии участка шейки, с последующим формованием балочной заготовки (1) из Н-образной заготовки в промежуточном стане.
15. Рельс, характеризующийся тем, что он изготовлен способом по п.8.
| УНИВЕРСАЛЬНЫЙ СОРБЦИОННО-ФИЛЬТРУЮЩИЙ ЭЛЕМЕНТ ДЛЯ ЛЕГКОГО БЕСКЛАПАННОГО ПЫЛЕГАЗОЗАЩИТНОГО РЕСПИРАТОРА | 1991 |
|
RU2068282C1 |
| Способ прокатки фасонной заготовки рельсового профиля | 1984 |
|
SU1246880A3 |
| Способ прокатки тавровых профилей | 1990 |
|
SU1738394A1 |
| Способ прокатки двутавровых профилей | 1990 |
|
SU1764722A1 |

