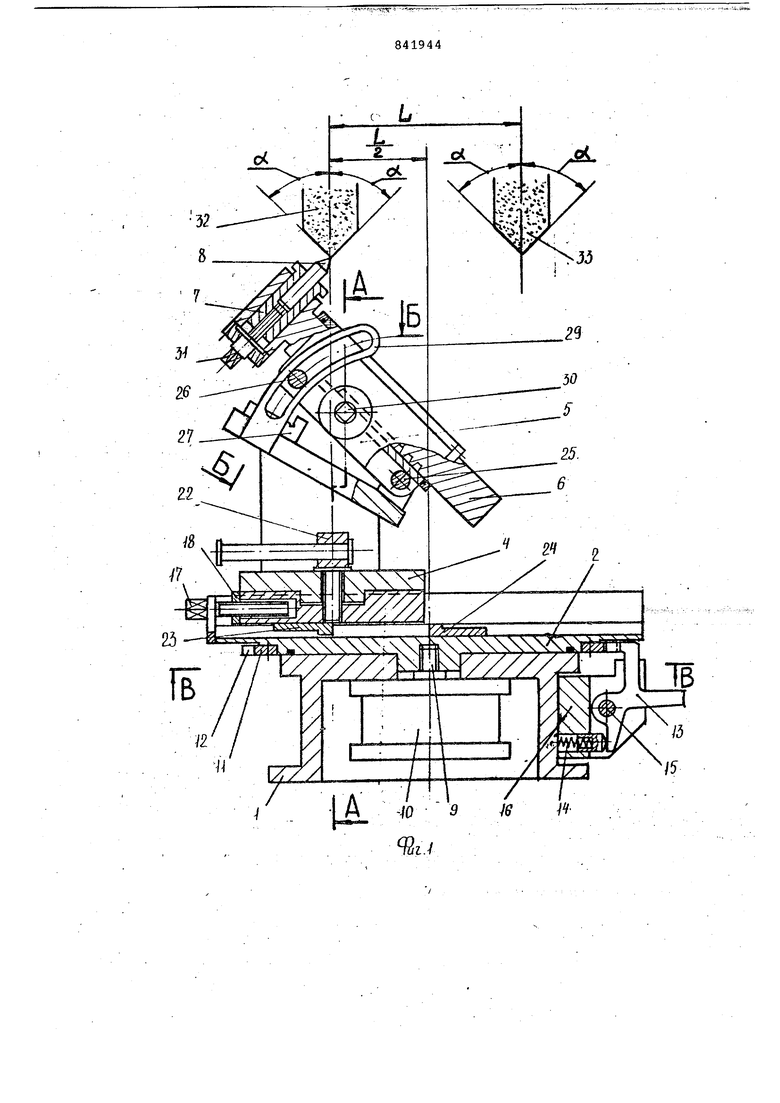
, Изобретение относится к машиностроению и может быть применено в .устройствах для правки инструментом разнесенных соосных шлифовальных кр гов. Известны устройства для правки шлифовальных кругов с двойным коническим профилем, содержащие корпус стойки, .с установленными на них инструментами 1 . Недостатком известных устройств для правки является сложность процесса настройки и относительно невы сокая точность обработки. Цель изобретения - повышение точ ности взаимного расположения заправ мых участков соосных шлифовальных к гов. Поставленная цель достигается те что устройство снабжено.планшайбой с кареткой и фиксаторами, расположе ными на стойке и корпусе, при .этом стойка установлена с возможностью поворота на каретке, и оси вращения планшайбы, и стойки параллельны, На фиг. 1 показано устройство, вертикальный разрез; на фиг. 2 - р рез А-А на фиг. 1 на фиг. 3 - раз вертка В-Б на фиг. i; на фиг. 4 частичный разрез В-В на фиг. 1. Устройство содержит корпус 1, размещенную в нем поворотную планшайбу 2,подвижную относительно планшайбы каретку 3, поворотную стойку 4 с поворотной (наклоняемой) колодкой 5, размещенную в колодке скалку 6 с держателем 7 алмаза 8. Повррот ная планшайба 2 снабжена центральным прижимом в виде тяги 9, которая сочленена с пневмоцилиндром 10закрепления планшайбы 2. На планшайбе 2 снизу смонтирован делительный диск 11 с двумя диаметрально-противоположными клиновыми пазами 12, а клиновой фиксат.ор 13 диска 11, находящийся под действием пружины 14 и снабженный, рукояткой управления, размещен на оси 15 в скобе 16 . Фиксатор 13 и делительный диск 11образуют механизм деления (настройки угла поворота) планшайбы 2.-В направляющих планшайбы 2 разманена каретка 3, перемещаемая в радиальном направлении с помощью микрометрического винта 17 и гайки 18. Поворотная стойка 4 снабжена подпружиненным штыревым фиксатором 19, управляег-им с помощью рычага 20, и размещена в центральной выточке каретки 3, Каретка 3 имеет две диаметргшьно-проти.воположные делительные втулки 21. Фиксатор 19 и втулки 21 образуют механизм деления стойки 4. Стойка 4 снабжена центральным зажимом в вид винта 22 с-рукояткой служащим для закрепления стойки 4 на каретке 3 в зафиксированном положении. V Упоры 23 и 24, служат для настройки размера между осями поворота пла шайбы 2 и стойки 4. В стойке 4 на ос . 25 смонтирована поворотная (наклоняе мая ) колодка 5 с расположенннм на то нЬм расстоянии от оси 25 валиком 26 а на верхней наклонной плоскости отойки 4 размещен платик 27, образующий вместе с осью 25 и валиком 26 узел настройки угла наклона скалки б по принципу синусной линейки. Закрепление колодки 5 под требуемым острым углом наклона к вертикаль ной оси стойки 4 осуществляется с помощью гаек 28 по проушинам 29. В направляющем пазе колодки 5 расположена скалка-рейка 6, К(Ьторая находйт ся в зацеплении с валиком-шестерней - В отверстии скалки б размещен де жатель 7 алмаза 8,снабженный микрометрическим винтом 31,Подвижные част устройства снабжены уплотнениями,а направляющие план1аайбы закрыть: гофрированным щитком (не показано. Устройство работает следующим образом. Для правки разнесенных соосных кругов 32 и 33при профильном шлифовании парных призматических поверхно тей изделия с симметричными углами с наклона образующих профиля и базорасстоянием L между плоскостями симг- етрии устройство устанавливается на столе пл ос к сишиф овального: станКа та К , бсь напрайляющих поворотной планшайбы 2 параллельна оси шпинделя станка и располагаёстя в од ной вертикальной плоскости с ней. Наладочным перемещением каретки 3 с помощью винта 17 устанавливают размер L/2 между осями поворота планшайбы 2 и стойки 4, испольуя, например, блок плоскопараллельных конце вых мер (rie показан) между упорами 23 и 24. Поворотную планшайбу 2 фиксируют по пазу 12 делительного диска 11 фиксатором 13 и закрепляют с помощью пневмоцилиндра 10. Поворотную стойку 4 фиксируют по втулке 21 и закрейЛяют винтом 22. По блоку плоскопараллельных концевых мер, размещаЬмому платиком 27 и валиком 26, устанавливают требуемлй угол наклона ко.лодки 5 со скалкой 6 и закр10пляют колодку 5 гайками 28. Сообщая скалке б с помошью валика шестерни 30 возвратно-поступательное перемещение по пазу колодки S и уста навливая винтом 31 требуегий вылет алмаза 8, осуществляют правку одной стороны, например левой образующей конуса, круга 32. Затем стойку 4 раскрепляют, расфиксируют, поворачивают на , фиксируют штыревым фиксат.ором 19 по второй делительной втулке 21 и профилируют круг 32 по правой образующей конуса. Для правки круга 33. планшайбу 2 раскрепляют с помощью пневмоцилиндра 10, выводят фиксатор 13 из паза делительного диска 11, поворачивают планшайбу 2 на 180°, фиксируют по второму пазу 12 диска 11 и закрепляют пневмоцилиндром 10. Затем поеледовательно правят левую, и правую образуквдие круга 33 так, как , описано для круга.32. Для повышения точности взаимного расположения заправляемых участков обоих кругов последние проходы алмаза вдол.ь образующих конусов обоих круговпроизводят без вертикальной подачи шпинделя с кругами на врезание и при постоянномнониусе микрометрического винта 31 (припостоянном вылете алмаза 8 относительно скалки б). Так как вылет алмаза 8 при чистовом проходе не изменяется, то перефикса- ция стойки 4 фиксатором 19 по диаметрально противоположным делительным 21 обеспечивает повышение точности и постоянство углов наклона сб образуквдих симметричного двойного конического профиля круга, вершина которого точ,но расположена на оси поворота стойки 4, а так как расстояние между осями поворота планшайбы 2 и стойки 4 равно половине (L/2) размера (базорасстояния L) между плоскостями симметрии шлифуемых призмати.ческих поверхностей, то перефиксация планшайбы 2 фиксатором 13 по диамет;рально противопложным пазам 12 обеспечивает повышение точности размера (L) между плocкocтя xи симметрии заправляемых профилей, упрощает настройку устройства И обеспечивает постоянство настройки при многократной правке кругов. Формула изобретения .Устройство для правки шлифовальных кругов с двойным коническим профилем, содержащее корпус, стойку с установленной в ней скалкой с инструментом и прихшмом, о т л ич а ю щ е е с я тем, что,, с цельюповышения точности взаимного расположения заправляемых участков соосных шлифовальных Кругов, устройство снабжено планшайбой с кареткой и фикситорами, расположенными нд стойке и корпусе, при этом стойка установлена с возможностью поворота на каретке, а оси вращения планшайбы, и стойки параллельны. источники информации, принятые во внимание при экспертизе 1. Авторское .свидетельство СССР ifj 346095, кл. В 24 В 53/04, 1972.
841944

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для шлифования пазов детали | 1981 |
|
SU1103998A1 |
| Механизм правки | 1978 |
|
SU779053A1 |
| Устройство для шлифования пазов детали | 1990 |
|
SU1743815A2 |
| Устройство для правки шлифовальных кругов с двойным коническим профилем | 1989 |
|
SU1764974A1 |
| Полуавтомат для заточки многолезвийного инструмента с прямыми и винтовыми стружечными канавками | 1968 |
|
SU300047A1 |
| Станок для закалки зубчатых венцов | 1978 |
|
SU732396A1 |
| Устройство для обработки периодически повторяющихся участков с фасонной поверхностью на деталях типа тела вращения | 1976 |
|
SU657973A1 |
| Устройство для правки фасонного шлифовального круга | 1985 |
|
SU1283061A1 |
| Заточной станок | 1980 |
|
SU929404A1 |
| Способ шлифования конических колес со спиральными зубцами | 1937 |
|
SU54158A1 |

д-д
Фаг.2 Б-Б РО РНУТО Z2
фиг-5
В-В
ф4/г4
