Область техники, к которой относится изобретение
Изобретение относится к абразивному инструменту на основе вулканизированного волокна. Абразивные круги на основе вулканизированного волокна относятся к абразивным средствам на подложке и описаны, в частности, в DIN ISO 16057. В качестве материала-носителя для абразивного средства на подложке могут служить бумага, ткань, сложный полиэфир или волокно (вулканизированное волокно). Эти материалы-носители позволяют изготавливать абразивные инструменты с равномерным распределением абразивных зерен с самыми различными размерами зерен и абразивными средствами. Из всех применяемых материалов-носителей вулканизированное волокно обладает наибольшей прочностью и твердостью.
Уровень техники
Поскольку материал-носитель абразивных средств на подложке является гибким, такие абразивные средства называют также гибкими абразивными средствами. Для применения таких абразивных инструментов в листовой форме требуется опорный несущий элемент, используемый на абразивной машине обычно в виде, так называемого, диска-подошвы  в соответствии с его определением в DIN ISO 15636.
в соответствии с его определением в DIN ISO 15636.
Альтернативой этому являются абразивные инструменты со связанным зерном, которые называют также связанными абразивными средствами, и в которых абразивные зерна распределены в полимерной смоле. Такие абразивные инструменты применяются в виде шлифовальных камней и шлифовальных кругов для формообразования и обработки поверхности деталей. Указанные абразивные инструменты являются жесткими, что, с одной стороны, облегчает получение требуемого контура поверхности, однако, вместе с тем создает проблему неконтролируемого выхода абразивных зерен крупных фракций, что приводит к неравномерности внешнего вида шлифованной поверхности детали.
Промышленное применение кругов для шлифования на основе вулканизированного волокна является широко распространенным, поскольку из всех абразивных средств на подложке они имеют наибольшую прочность при хорошей гибкости и поэтому отличаются относительно высоким сроком службы, высокой производительностью съема металла и очень высокой адгезией зерен. Они являются особенно пригодными для получения равномерной структуры поверхности детали. Известные абразивные круги на основе вулканизированного волокна должны использоваться с диском-подошвой, см., например, правила применения инструмента в руководстве PFERD, D 21, страницы 6/204 и 7/204. Руководство PFERD, D 21 можно приобрести в фирме August  GmbH & Co. KG, Мариенхайде, Германия.
GmbH & Co. KG, Мариенхайде, Германия.
Абразивные круги на основе вулканизированного волокна могут быть выполнены либо с центральным круглым отверстием в соответствии с формой А2 - DIN ISO 16057, что является наиболее популярным конструктивным исполнением в США, либо с дополнительными звездообразными прорезями согласно форме А1 - DIN ISO 16057, что является наиболее популярным конструктивным исполнением в Европе.
При этом для таких абразивных кругов на основе вулканизированного волокна известны и широко распространены, по существу, две системы крепления абразивного круга на диск-подошву. В европейской зоне преимущественно используется крепление круга на основе вулканизированного волокна при помощи резьбового болта, который выступает со стороны детали из диска-подошвы, и дискообразного крепежного элемента. При этом либо указанный дискообразный крепежный элемент сам имеет внутреннюю резьбу и навинчивается на указанный болт, либо для этого используется отдельная гайка. Для того чтобы уменьшить повреждения поверхности, резьбовой болт и крепежный элемент устанавливают в центральном углублении, предусмотренном на диске-подошве, т.е., "утапливают". Для этой конструкции предпочтительными являются вышеуказанные прорези в абразивном круге. Такое крепление более подробно описано, например, в GB 1058502 А1 и известно из справочника Produkte und Preise (Продукты и цены) 2008/2009 компании LUKAS-ERZETT Vereinigte Schleif- и  GmbH & Co. KG, Энгельскирхен, Германия, стр. 246, 247, 251.
GmbH & Co. KG, Энгельскирхен, Германия, стр. 246, 247, 251.
В американской зоне распространено применение стального кольца с винтовой резьбой, которое запрессовывается или заштамповывается в центр абразивного круга на основе вулканизированного волокна для обеспечения быстрого крепления круга на диске-подошве. Такая конструкция описана, например, в US 3,667,169 А. В этом случае предпочтительным является вариант исполнения с круглым центральным отверстием.
Эти известные способы крепления абразивного круга к диску-подошве требуют по общим соображениям наличия минимального угла наклона абразивного круга относительно детали около 15°, чтобы избежать касания детали крепежным элементом и при этом повреждения поверхности детали, см. Справочник по инструментам PFERD, D21, стр. 6/204.
Поскольку известные диски-подошвы изготавливаются из резины или резиноподобного полимера с достаточной гибкостью, в абразивных кругах на основе вулканизированного волокна с учетом их высокой производительности съема металла возникает опасность перегрева. Для решения этой проблемы в ЕР 1741515 А1 описан диск-подошва, содержащий множество охлаждающих каналов, которые должны обеспечивать охлаждение на оборотной стороне абразивного круга. Кроме того, там описано также устройство для быстрой замены абразивного круга на диске-подошве, имеющее специальную фланцевую оправку, к которой приклеивается обратная сторона абразивного круга, не содержащая абразивного средства.
Согласно DE 20 2009011470 U1 и DE 10 2009038583 А1 обеспечивается возможность применения решения, описанного в ЕР 1741515 А1, по существу, для чистовой обработки абразивными кругами на основе вулканизированного волокна с мелким зерном. При применении крупного зерна для чернового шлифования возникает опасность того, что подложка, а также материал-носитель абразивного круга на основе вулканизированного волокна разорвется. В качестве решения предложено предусмотреть диск-подошву, состоящий из стекловолокна, известным способом пропитанного фенольной смолой, и прикреплять к этому диску-подошве при помощи клеевого слоя абразивный круг на основе вулканизированного волокна, при этом в предпочтительном варианте осуществления абразивный круг должен на несколько миллиметров выступать за пределы диска-подошвы. На обратной стороне диска-подошвы, противоположной шлифующей поверхности, должно быть предусмотрено металлическое кольцо, предназначенное для ввода приводного вала приводной машины.
Из US 3,844,072 А известен гибкий абразивный инструмент, который имеет двухстороннее покрытие абразивным средством и содержит внутренний диск из полимера или металла, на который с двух сторон наклеено по одному диску из пористого пенопласта, на наружные стороны которых наклеено еще по одному диску из более твердого материала, и, наконец, на их наружные стороны наклеен абразивный круг, например, из наждачной бумаги. При этом внутренний диск содержит обычное соединительное устройство для присоединения к машине. Абразивный инструмент, позволяющий простым поворотом на машине использовать абразивный круг с двух сторон, является особенно практичным. Гибкость обеспечивается за счет применения диска из пористого пенопласта. Использование такого абразивного инструмента предлагается на приводном валу с диском-подошвой из полимерного материала. Далее вместо нескольких дискообразных слоев предлагается предусмотреть один цельный полимерный сердечник из термопласта с заливкой его пенопластом, на который затем наносятся покрытия для приклеивания абразивных кругов. Применение твердого сердечника исключает потребность во внешнем диске-подошве.
Из ЕР 0450209 В1 и DE 69007467 Т2 известен гибкий двухсторонний одноразовый абразивный круг с не связанным зерном, предназначенный для поворотного соединения с несущим элементом. Раскрытый в публикации абразивный круг содержит дискообразное усилительное устройство в виде вставки, которая расположена между рабочими поверхностями и образует центральное отверстие, а также две противоположные, по существу, круговые ровные поверхности. При помощи усилительного устройства можно соединять абразивный круг с несущим элементом с возможностью отсоединения, таким образом, можно использовать обе рабочие поверхности для финишной обработки детали. Устройство, соединяемое с соединительным устройством, на одном конце несущего элемента предпочтительно содержит промежуточный элемент, который имеет центральный канал, находится в центральном отверстии и устанавливается на усилительное устройство, при этом центральный канал и центральное отверстие расположены коаксиально относительно друг друга. Альтернативно этому усилительное устройство содержит промежуточный элемент в виде диска с двумя противоположными, по существу, ровными поверхностями, или другой аналогично этому плоский элемент с двумя противоположными, по существу, параллельными, несущими круги поверхностями, которые имеют центральный канал. На одной стороне первого абразивного элемента содержится абразивный материал с зерном требуемой величины, в то время как несущая поверхность второй стороны диска укрепляется любым известным клеем, применяемым для таких целей. Второй дисковый элемент, на одной стороне которого нанесен абразивный материал с требуемой величиной зерна, второй, противоположной стороной склеивается с другой несущей поверхностью промежуточного элемента, чтобы образовать одноразовый абразивный круг с двумя рабочими поверхностями для шлифования детали. Промежуточный элемент предпочтительно изготавливается из химического волокна или полимера высокой прочности или из металла, в частности, из алюминия, стали, латуни, меди и т.п. или из аналогичного материала. Важно, чтобы материал, выбранный для изготовления промежуточного элемента, имел достаточную прочность, для удержания абразивного круга во время приложения усилий для шлифования. В некоторых случаях применяется конструкция с дополнительным опорным или усилительным элементом, который изготавливается из резины или аналогичного материала. В качестве особого достоинства указана возможность комбинирования различных зерен на обеих сторонах абразивного инструмента, которые можно менять при помощи поворота абразивного круга.
DE 1853136 U описывает двухсторонний абразивный круг на основе вулканизированного волокна с абразивным средством, которое, однако, наносится только на радиально наружную область абразивного круга. Круг обычным способом прикрепляется к шпинделю станка. Достоинством такого инструмента является экономия материала, поскольку круг после использования абразивного средства на одной стороне поворачивается на шпинделе для дальнейшего применения.
В DE 20 2010012502 U1 раскрыт абразивный круг с множеством отверстий, предназначенных для отсасывания абразивной пыли. Указанный круг предназначен для использования обычным образом на диске-подошве. Диск-подошва также должен при этом содержать отверстия для отсасывания абразивной пыли. В указанном документе описана конфигурация расположения радиусов и окружностей центров отверстий с определенным распределением круговых отверстий. Благодаря такому распределению отверстий, обеспечивается возможность сохранения примерно равномерной мощности всасывания независимо от относительного вращательного позиционирования диска-подошвы и абразивного круга. При частой замене абразивных кругов это позволяет избежать больших затрат времени на совмещение абразивного круга с диском-подошвой.
Альтернативно этому в WO 2007/143400 А2 описан абразивный круг, предназначенный для применения с также описанным диском-подошвой для установки на шлифовальном станке с отсасывающим устройством, при этом в указанном абразивном круге предусмотрены удлиненные отверстия или прорези. Эти удлиненные прорези или отверстия могут быть также криволинейными. Продольные отверстия имеют равномерную ширину по всей длине. При этом в указанных прямолинейных и криволинейных удлиненных отверстиях крайние центральные точки одного удлиненного отверстия расположены на одном общем радиусе. В этом предлагаемом варианте осуществления отверстий для всасывания в абразивном круге также можно обеспечивать примерно равномерную мощность всасывания независимо от относительного вращательного позиционирования диска-подошвы и абразивного круга.
Различные недостатки применения абразивных кругов на основе вулканизированного волокна, в частности, плохой теплоотвод при использовании мелких зерен, опасность разрыва при работе с крупными зернами, необходимость применения диска-подошвы, необходимое соблюдение минимального угла наклона во время работы для предотвращения повреждения обрабатываемой поверхности, опасность контакта между деталью и диском-подошвой при шлифовании узких канавок и отношение времени замены инструмента к сроку службы при промышленном применении, преодолеваются на современном уровне техники, и предлагается множество возможных решений, которые большей частью приносят с собой новые проблемы или по меньшей мере вызывают значительные расходы. Поэтому задачей настоящего изобретения является обеспечение усовершенствованного абразивного инструмента на основе вулканизированного волокна, который позволит уменьшить недостатки известного уровня техники.
Раскрытие изобретения
Эта задача изобретения решена при помощи абразивного инструмента на основе вулканизированного волокна с двумя абразивными кругами на основе вулканизированного волокна, которые склеены друг с другом по всей поверхности при помощи клеевого слоя нанесенного между указанными абразивными кругами, таким образом, наружные стороны абразивных кругов на основе вулканизированного волокна, снабженные абразивным средством, обращены в противоположных направлениях друг от друга.
Заявителю удалость установить, что вариант осуществления абразивного инструмента на основе вулканизированного волокна согласно изобретению позволяет в значительной степени устранить существующую обычно опасность разрыва абразивных кругов на основе вулканизированного волокна. Поскольку абразивный инструмент на основе вулканизированного волокна согласно изобретению может быть использован с двух сторон, это предотвращение разрыва обеспечивается при гораздо меньших затратах, чем в случае известных решений.
Оказалось также, что решение согласно изобретению обеспечивает достаточную упругость без применения дополнительного диска-подошвы. За счет исключения отдельного диска-подошвы уменьшаются общие расходы пользователя на инструмент, а также вес при применении в ручном инструменте. Кроме того, благодаря исключению дополнительного диска-подошвы, улучшается теплоотвод.
И, наконец, решение согласно изобретению за счет исключения диска-подошвы и очень малой толщины позволяет также производить обработку поверхностей в узких канавках. При помощи абразивного инструмента на основе вулканизированного волокна согласно изобретению можно не только проникать в гораздо более узкие канавки, чем в случае известных инструментов, но также обрабатывать и широкие канавки, не опасаясь контакта диска-подошвы с боковой стенкой канавки и, следовательно, повреждения детали.
Благодаря центральному отверстию, инструмент согласно изобретению может быть очень простым известным способом прикреплен к шпинделю станка, например, при помощи шайбы и гайки, а после износа инструмента получаются отходы, не требующие сортировки. В центральной части абразивного инструмента на основе вулканизированного волокна в клеевом слое может быть также установлен захватный элемент для обеспечения быстрого крепления абразивного инструмента на основе вулканизированного волокна к механическому приводу, в частности, если захватный элемент содержит опорную поверхность для установки абразивного инструмента на основе вулканизированного волокна на механический привод, при этом захватный элемент имеет выгнутую форму, поэтому опорная поверхность смещена в осевом направлении к продольной средней плоскости абразивного инструмента на основе вулканизированного волокна. Такой абразивный инструмент согласно изобретению может быть использован для шлифования всей поверхностью одной стороны, что соответствует углу наклона 0°. Это особенно просто реализовать, если в захватном элементе в области опорной поверхности предусмотрена только однозаходная резьба.
В частности, в устройствах для быстрой смены инструмента может оказаться полезным, чтобы в центральной области абразивного инструмента на основе вулканизированного волокна был расположен также захватный элемент для соединения абразивного инструмента на основе вулканизированного волокна с механическим приводом, при этом захватный элемент проходит через центральное отверстие в абразивных кругах, и приклеенные абразивные круги на основе вулканизированного волокна прикрепляются к захватному элементу.
Применительно к широко распространенному ручному оборудованию, в частности, к ручной угловой шлифовальной машинке, для быстрой и простой замены инструмента предпочтительно, чтобы в захватном элементе была предусмотрена однозаходная или многозаходная наружная или внутренняя резьба.
В другом, особенно предпочтительном варианте осуществления изобретения абразивный инструмент на основе вулканизированного волокна содержит сквозные отверстия, расположенные перпендикулярно продольной средней плоскости. Эти отверстия, с одной стороны, позволяют осуществлять визуальный контроль детали во время ее обработки, а, с другой стороны, улучшают теплоотвод от поверхности детали.
В принципе, известна возможность предусматривать в абразивных инструментах выемки или отверстия для того, чтобы иметь возможность наблюдать за поверхностью детали во время ее обработки. Так, например, выемки в лепестковых шлифовальных кругах известны из DE 20 2004004027 U1, US 20050202768 А1, US 20060160480 А1 и DE 202005009665 U1. В отличие от абразивных инструментов на основе вулканизированного волокна при применении лепестковых шлифовальных кругов не требуется использовать диск-подошву. Лепестковые шлифовальные круги представляют собой другой тип абразивного инструмента, в котором отдельные шлифовальные лепестки наклеены на опорный диск с частичным перекрытием друг друга.
В комбинациях опорных пластин или дисков-подошв с абразивными кругами использование отверстий в абразивном круге и диске-подошве или опорной пластине описано, например, в DE 29802791 U1, US 6007415 А, ЕР 0868262 В1, DE 69611764 Т2, DE 69907280 Т2, WO 00/35634 А и WO 97/21521 А.
В справочнике по инструменту Pferd D21, стр. 43/204, описаны абразивные круги и соответствующие диски-подошвы с отверстиями. При этом такие отверстия в соответственно оснащенной машине должны служить во время шлифования для отсасывания абразивной пыли, чтобы замедлить засаливание абразивного круга.
Недостаток всех вышеописанных вариантов осуществления с применением диска-подошвы заключается, в частности, в том, что при замене абразивного круга отверстия в новом абразивном круге приходится совмещать с отверстиями в опорной пластине или в диске-подошве. Учитывая данные, приведенные в DE 202009011470 U1, о том, что при промышленном применении срок службы части таких абразивных кругов составляет менее одной минуты, время замены инструмента имеет чрезвычайно важное экономическое значение для общей длительности обработки. Поэтому осуществление настоящего изобретения имеет большое экономическое преимущество по сравнению с известными решениями для потребителей инструмента согласно изобретению.
Из DT 2121842 OS известны выемки и прорези, которые предусматриваются в абразивном круге с приклеенным абразивным средством, нанесенным на тонкую металлическую подложку. Описанный круг предназначен специально для дополнительной обработки режущего инструмента. В специальном варианте осуществления в выемках и прорезях предусматривается также ослабленная краевая зона, которая позволяет многократно использовать круг с уменьшенным радиусом. Из DT 1652912 OS известны выемки в абразивных кругах, ограниченные краевой областью, в которой абразивный круг не опирается на диск-подошву.
Для улучшения визуального контроля поверхности детали предпочтительно, чтобы центры сквозных отверстий находились на одной или нескольких окружностях, расположенных концентрично относительно оси вращения абразивного инструмента на основе вулканизированного волокна.
Особенно предпочтительными оказались сквозные отверстия, имеющие удлиненную форму, при этом предпочтительно, чтобы длина сквозных отверстий по меньшей мере в три раза превышала наибольшую ширину сквозных отверстий, в частности, если ширина удлиненных сквозных отверстий первого концевого участка сквозного отверстия уменьшается ко второму концевому участку сквозного отверстия, а также предпочтительно, чтобы первый концевой участок был расположен на большем радиальном расстоянии от оси вращения абразивного инструмента на основе вулканизированного волокна, чем второй концевой участок. Благодаря этому, с одной стороны, улучшается визуальный контроль значительной части обрабатываемой поверхности детали и одновременно улучшается теплоотвод от поверхности детали. При этом предпочтительно, чтобы первый концевой участок и второй концевой участок сквозного отверстия были расположены на различных радиусах, выходящих из оси вращения абразивного инструмента на основе вулканизированного волокна. Особенно предпочтительно чтобы угол между указанными радиусами сквозного отверстия, выходящими из оси вращения в продольной средней плоскости абразивного инструмента на основе вулканизированного волокна, составлял по меньшей мере 30°, предпочтительно - не более 60°.
В другом предпочтительном варианте осуществления абразивный инструмент образует только сегментообразную часть круга. Благодаря этому, абразивный инструмент согласно изобретению можно особенно эффективно использовать также в сочетании с, так называемыми, многофункциональными инструментальными устройствами, которые имеют вращательно-колебательный привод для инструмента, а в остальном выполнены аналогично угловой шлифовальной машинке, и применять их для прецизионной обработки поверхности.
Краткое описание чертежей
Ниже приведено более подробное описание изобретения при помощи примеров его осуществления со ссылками на прилагаемые чертежи, на которых показаны:
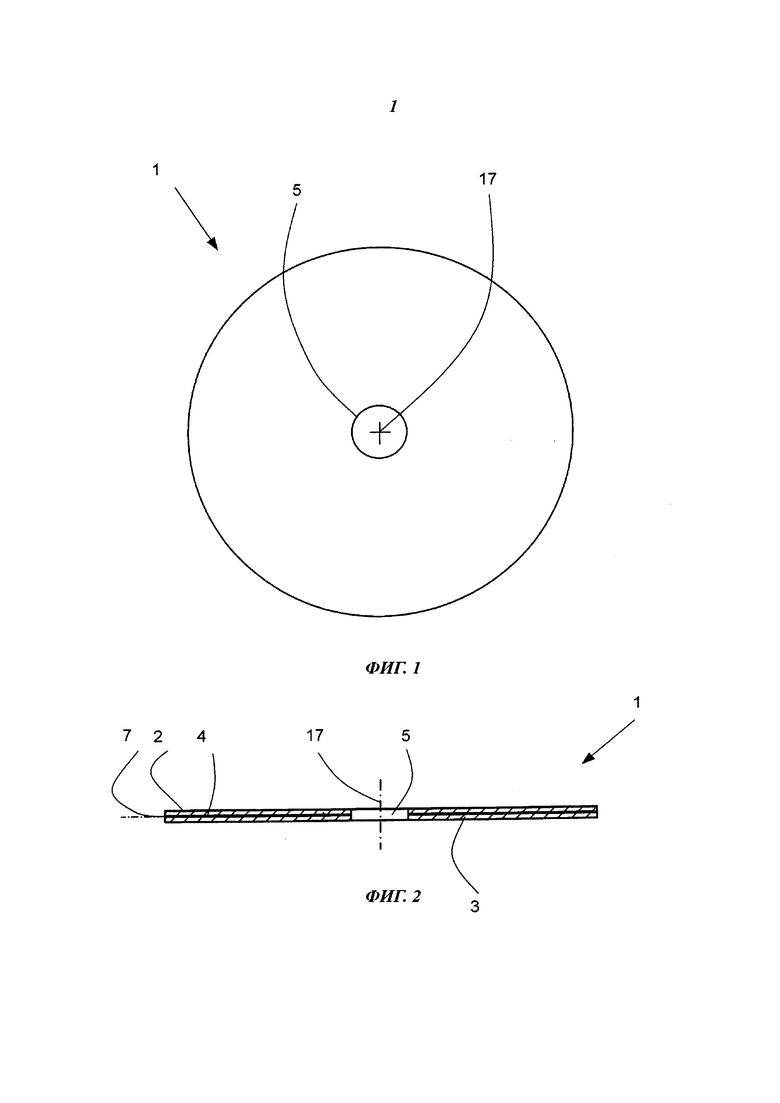
фиг. 1 - вид сверху первого варианта осуществления абразивного инструмента на основе вулканизированного волокна согласно изобретению;
фиг. 2 - вид в поперечном разрезе абразивного инструмента на основе вулканизированного волокна согласно изобретению с фиг. 1;
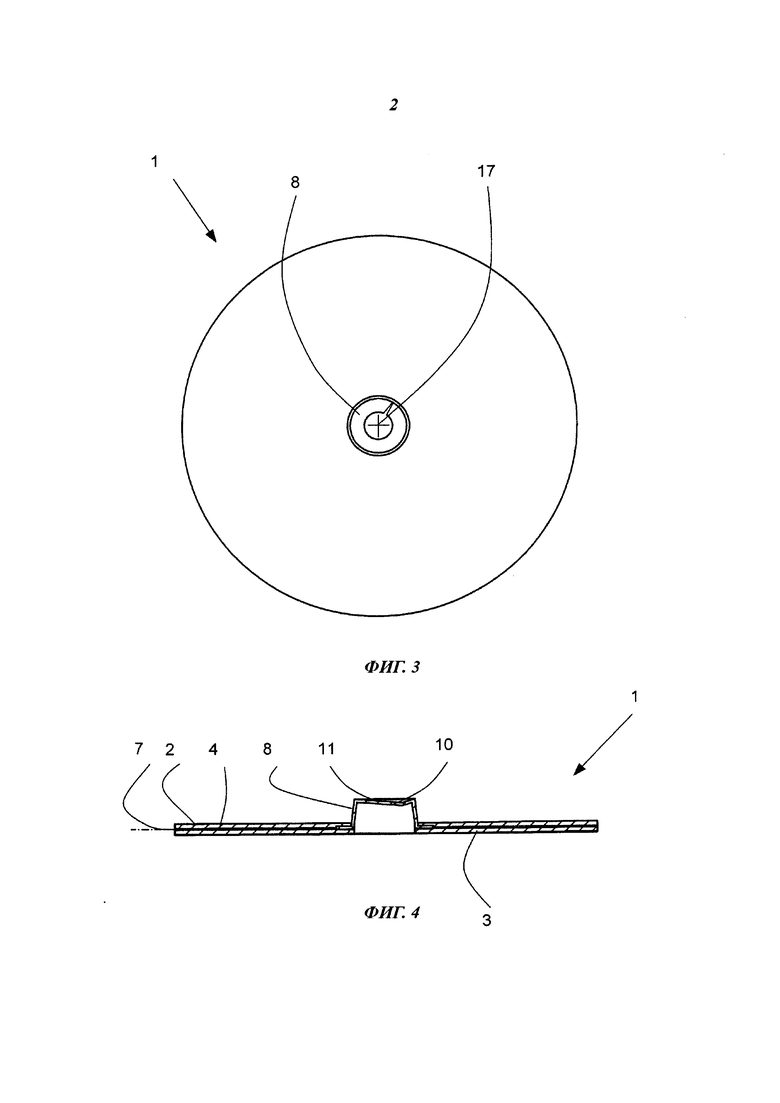
фиг. 3 - вид сверху второго варианта осуществления абразивного инструмента на основе вулканизированного волокна согласно изобретению;
фиг. 4 - вид в поперечном разрезе абразивного инструмента на основе вулканизированного волокна согласно изобретению с фиг. 3;
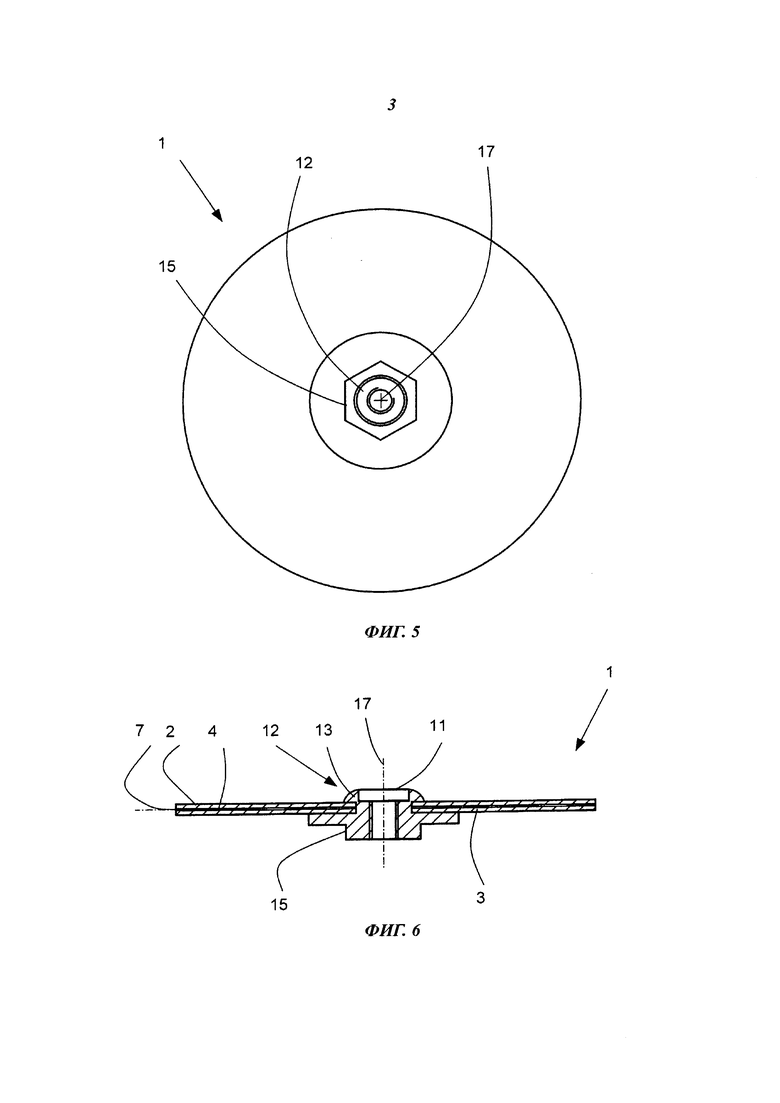
фиг. 5 - вид сверху третьего варианта осуществления абразивного инструмента на основе вулканизированного волокна согласно изобретению;
фиг. 6 - вид в поперечном разрезе абразивного инструмента на основе вулканизированного волокна согласно изобретению с фиг. 5;
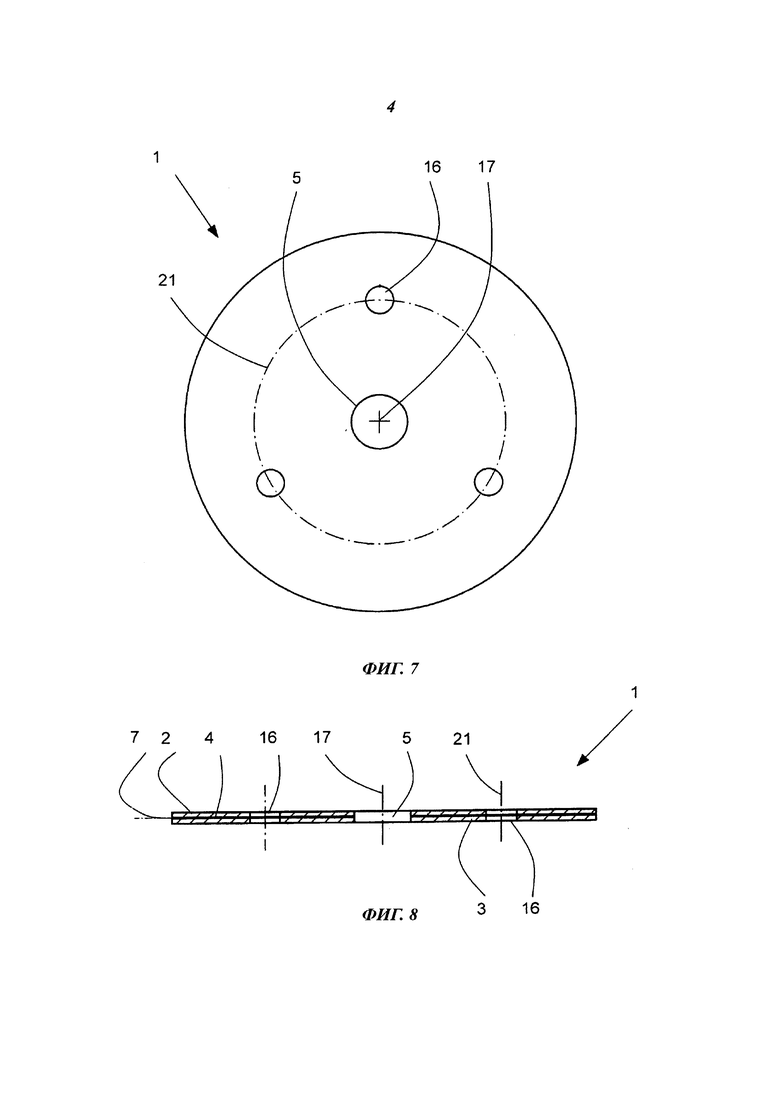
фиг. 7 - вид сверху четвертого варианта осуществления абразивного инструмента на основе вулканизированного волокна согласно изобретению;
фиг. 8 - вид в поперечном разрезе абразивного инструмента на основе вулканизированного волокна согласно изобретению с фиг. 7;
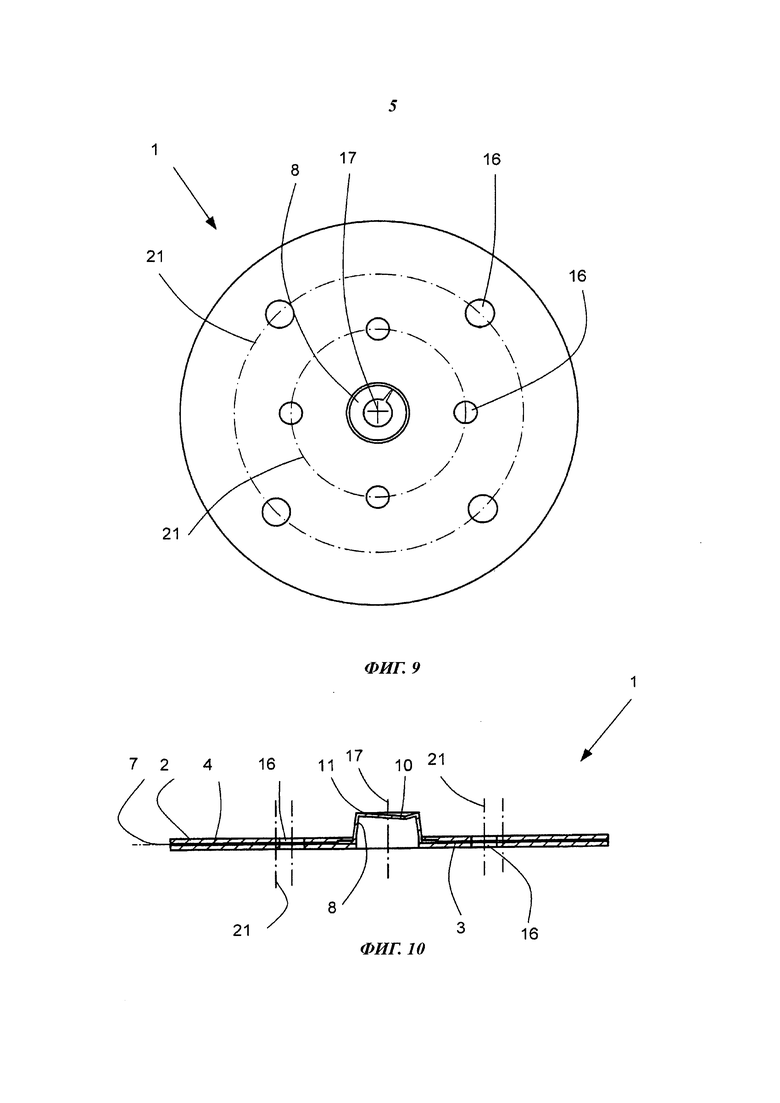
фиг. 9 - вид сверху пятого варианта осуществления абразивного инструмента на основе вулканизированного волокна согласно изобретению;
фиг. 10 - вид в поперечном разрезе абразивного инструмента на основе вулканизированного волокна согласно изобретению с фиг. 9;
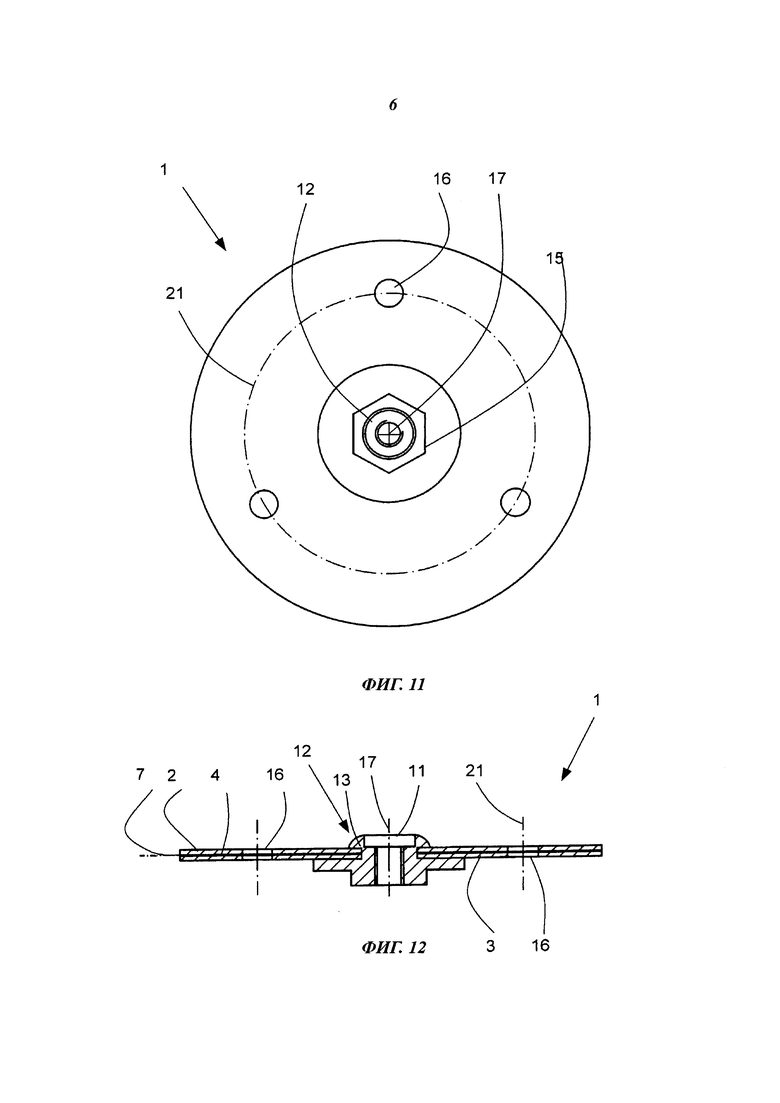
фиг. 11 - вид сверху шестого варианта осуществления абразивного инструмента на основе вулканизированного волокна согласно изобретению;
фиг. 12 - вид в поперечном разрезе абразивного инструмента на основе вулканизированного волокна согласно изобретению с фиг. 11;
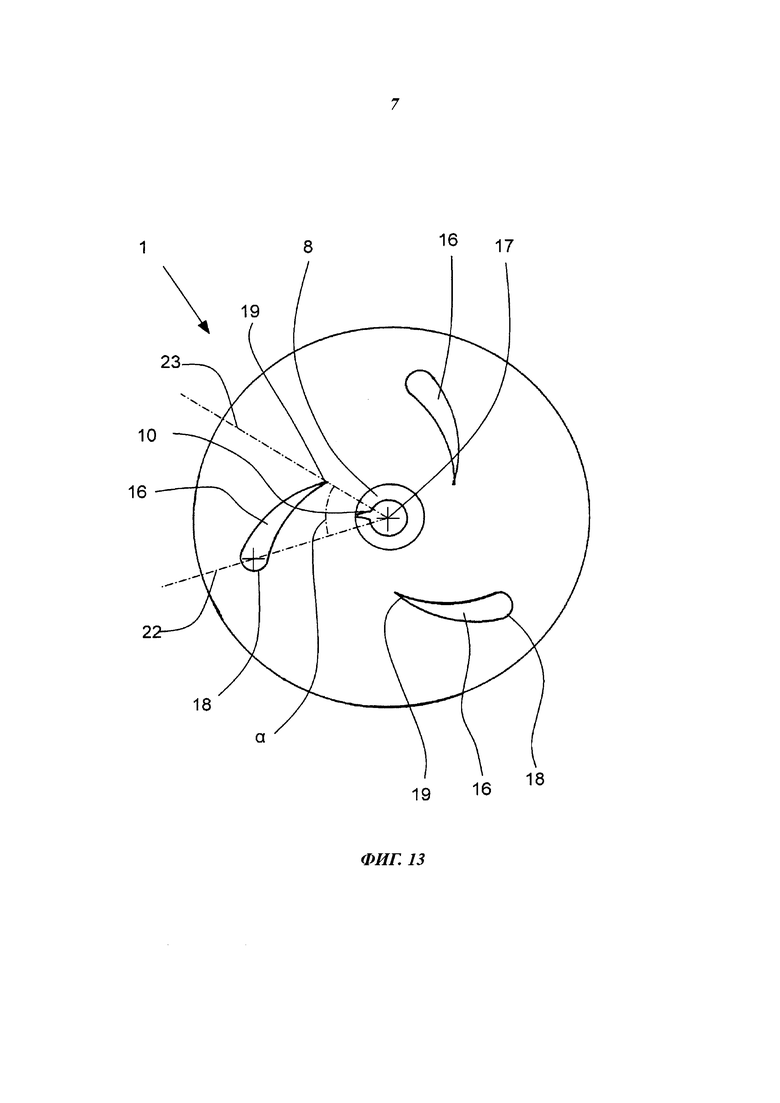
фиг. 13 - вид сверху седьмого варианта осуществления абразивного инструмента на основе вулканизированного волокна согласно изобретению;
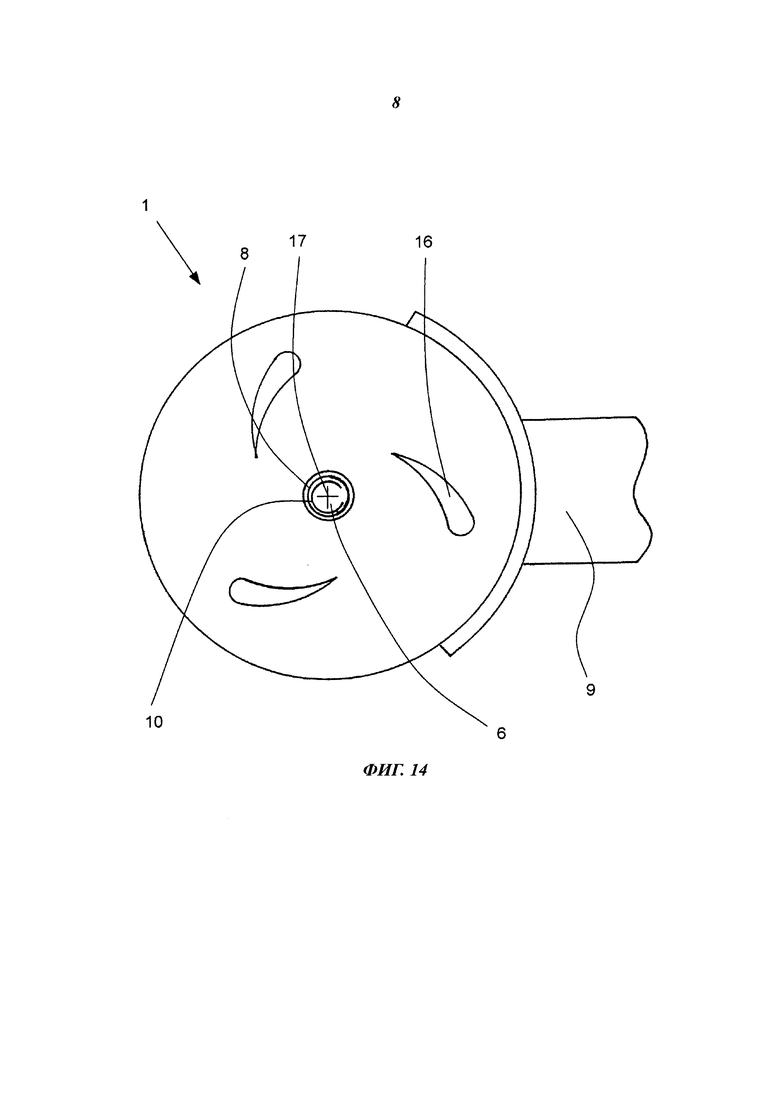
фиг. 14 - абразивный инструмент на основе вулканизированного волокна согласно изобретению с фиг. 13 на угловой шлифовальной машинке;
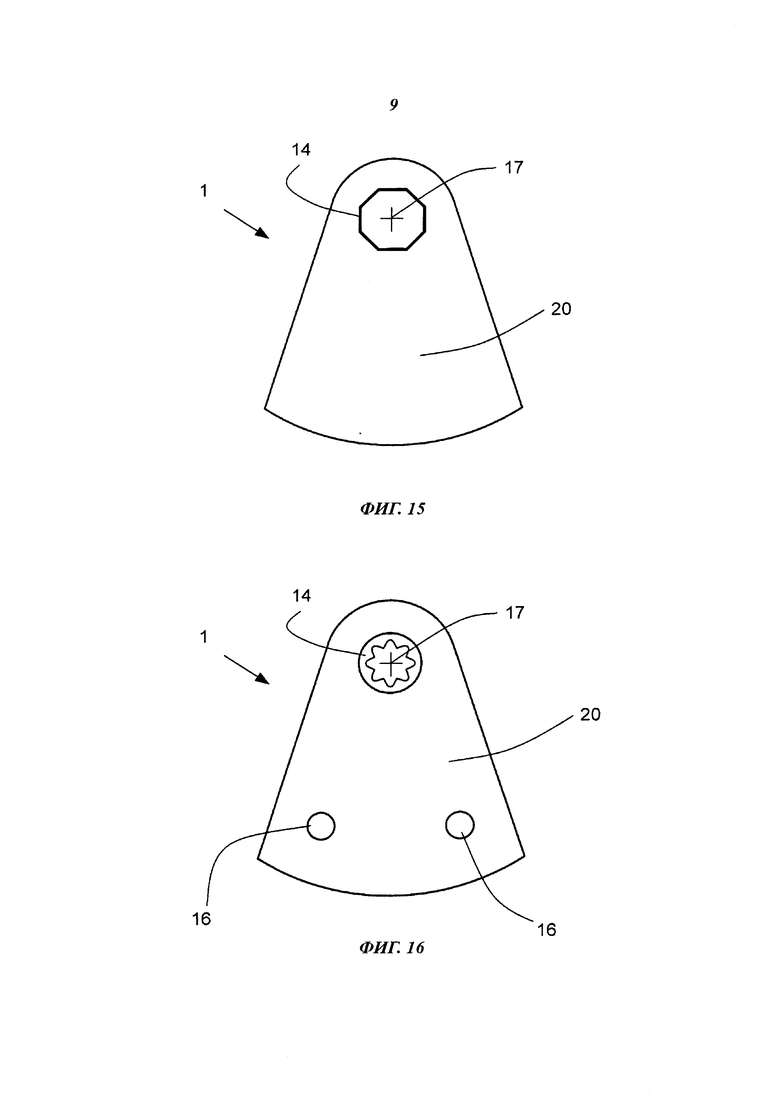
фиг. 15 - другой вариант осуществления абразивного инструмента на основе вулканизированного волокна согласно изобретению в виде сегментообразной части круга; и
фиг. 16 - измененный вариант осуществления абразивного инструмента на основе вулканизированного волокна согласно изобретению с фиг. 15.
Осуществление изобретения
Абразивный круг на основе вулканизированного волокна согласно изобретению, показанный на чертежах, предназначен и выполнен для работы с вращательным или вращательно-колебательным приводом, например, в обычной угловой шлифовальной машинке. Абразивный инструмент на основе вулканизированного волокна согласно изобретению, показанный на чертежах и обозначенный в целом ссылочным номером 1, содержит два диска 2 и 3 на основе вулканизированного волокна, по меньшей мере на одну из наружных сторон которых нанесено абразивное средство, при этом указанные абразивные круги 2, 3 на основе вулканизированного волокна при помощи расположенного между ними клеевого слоя 4 склеены друг с другом по всей плоскости, так что наружные стороны абразивных кругов 2, 3 на основе вулканизированного волокна с нанесенным абразивным средством обращены в противоположных направлениях друг от друга. Клеевой слой 4 может быть образован, например, клеем на основе эпоксидной смолы.
Первый вариант осуществления абразивного инструмента 1 на основе вулканизированного волокна согласно изобретению, показанный на фиг. 1 на виде сверху и на фиг. 2 в поперечном разрезе, может быть очень просто обычным способом присоединен к шпинделю 6 станка при помощи центрального отверстия 5, например, с использованием шайбы и гайки. После износа инструмента 1 получаются отходы, не требующие сортировки, что в особенности при применении в промышленных масштабах позволяет иметь низкую трудоемкость утилизации и, соответственно, связанные с ней небольшие расходы. Отверстие 5 предпочтительно представляет собой круглое отверстие с номинальным диаметром 22,23 мм. Благодаря симметричной конструкции абразивного инструмента 1, в клеевом слое 4 образуется продольная средняя плоскость 7 абразивного инструмента 1.
Как наглядно показано на фиг. 4, вариант осуществления абразивного инструмента 1 согласно изобретению, представленный на фиг. 3 и 4, в центральной области абразивного инструмента 1 на основе вулканизированного волокна содержит установленный в клеевом слое 4 захватный элемент 8, который предназначен для соединения абразивного инструмента 1 на основе вулканизированного волокна с механическим приводом, например, со шпинделем 6 угловой шлифовальной машинки 9, как можно видеть на фиг. 14. Показанный захватный элемент 8 предпочтительно изготавливается в виде детали, прессованной из листового металла, с формованием винтовой нарезки 10, имеющей резьбу М14 или 5/8-11", что также наглядно показано на фиг. 13 и 14. Таким образом, абразивный инструмент можно непосредственно навинтить на шпиндель 6 угловой шлифовальной машинки 9, что в значительной степени сокращает время замены инструмента и, следовательно, повышает общую экономическую эффективность применения абразивного инструмента 1 согласно изобретению.
Захватный элемент 8 содержит также опорную поверхность 11 для опоры абразивного инструмента 1 на основе вулканизированного волокна на механический привод, например, на буртик, предусмотренный на шпинделе 6 или на распорку. Для этого захватный элемент 8 имеет выгнутую форму, при этом опорная поверхность 11 смещена в осевом направлении к продольной средней плоскости 7 абразивного инструмента 1 на основе вулканизированного волокна, как особенно наглядно показано на фиг. 4. При соответствующем согласовании длины резьбовой части шпинделя 6 или при применении подходящей распорки, таким образом, чтобы шпиндель 6 не выступал за сторону абразивного инструмента 1 на основе вулканизированного волокна, противоположную опорной поверхности 11, абразивный инструмент 1 согласно изобретению можно использовать для шлифования по всей плоскости стороны абразивного инструмента 1 на основе вулканизированного волокна, противоположной опорной поверхности 11.
В показанном на фиг. 5 и 6 варианте осуществления абразивного инструмента 1 на основе вулканизированного волокна согласно изобретению в центральной области предусмотрен другой захватный элемент 12, предназначенный для соединения абразивного инструмента 1 на основе вулканизированного волокна с механическим приводом 6. Этот стандартный захватный элемент 12 приклеен и неподвижно прикреплен к абразивному кругу на основе вулканизированного волокна. На корпусе 13 втулки предусмотрен шестигранник 15 для захвата обычным инструментом при закреплении или освобождении от приводного шпинделя 6. В корпусе 13 втулки предусмотрена однозаходная или предпочтительно - многозаходная наружная или внутренняя резьба, образующая часть крепления для быстрой смены абразивного инструмента 1 на приводном шпинделе 6.
На фиг. 7-12 показаны варианты осуществления абразивного инструмента 1 согласно изобретению, которые соответствуют фиг. 1-6 и дополнительно содержат сквозные отверстия 16, расположенные перпендикулярно продольной средней плоскости 7 абразивного инструмента 1 на основе вулканизированного волокна. Указанные сквозные отверстия 16 находятся на одной (фиг. 7, 8, 11, 12) или нескольких (фиг. 9, 10) окружностях 21, расположенных концентрично относительно оси 17 вращения абразивного инструмента 1 на основе вулканизированного волокна. Количество сквозных отверстий 16 может составлять 2, 3, 4, 5, 6, 7, 8, 9 или более, при этом указанные сквозные отверстия 16 должны быть равномерно распределены, чтобы исключить разбалансировку абразивного инструмента 1.
В варианте осуществления абразивного инструмента согласно изобретению 1, показанном на фиг. 13 и 14, сквозные отверстия 16 имеют удлиненную, каплеобразную или хвостообразную форму, при этом длина сквозных отверстий 16 предпочтительно по меньшей мере в три раза превышает наибольшую ширину этих сквозных отверстий 16. Ширина указанных удлиненных сквозных отверстий 16 уменьшается от первого концевого участка 18 сквозного отверстия 16 ко второму концевому участку 19 сквозного отверстия 16. Первый концевой участок 18 расположен на большем радиальном расстоянии от оси 17 вращения абразивного инструмента 1 на основе вулканизированного волокна, чем второй концевой участок 19. Сквозные отверстия 16 в этих вариантах осуществления имеют форму, которая часто используется для изображения кометы, имеющей хвост. Как показано на чертежах, удлиненные сквозные отверстия 16 могут быть криволинейными. При этом оператор имеет больший обзор всей обрабатываемой поверхности, чем в случае круглых сквозных отверстий. Предпочтительно, чтобы концевой участок 18 был расположен ближе к наружной кромке абразивного инструмента 1 на основе вулканизированного волокна, а более узкий, второй концевой участок 19 - ближе к оси 17 вращения. При этом первый концевой участок 18 и второй концевой участок 19 сквозного отверстия 16 расположены на разных радиусах 22, 23, выходящих из оси 17 вращения абразивного инструмента 1 на основе вулканизированного волокна. Угол α между радиусами 22, 23 сквозного отверстия 16, выходящими из оси 17 вращения, в продольной средней плоскости 7 абразивного инструмента 1 на основе вулканизированного волокна составляет по меньшей мере 30°, предпочтительно - не более 60°, в показанном варианте осуществления примерно от 40° до 45°.
На фиг. 15 и 16 показаны другие варианты осуществления абразивного инструмента 1 на основе вулканизированного волокна согласно изобретению, который выполнен в виде сегментообразной части 20 круга и предназначен для применения с, так называемыми, многофункциональными инструментальными устройствами, которые содержат вращательно-колебательный привод для инструмента 1, а в остальном являются аналогичными угловой шлифовальной машинке 9 и могут использоваться для тонкой и прецизионной обработки поверхности. Вследствие вращательно-колебательного движения шпинделя 6 захватный элемент 14 предпочтительно содержит крепление для шпинделя 6 с геометрическим замыканием. Шестигранное отверстие, которое можно видеть на фиг. 15, или восьмиконечная звезда, показанная на фиг. 16, позволяют соединять абразивный инструмент 1 на основе вулканизированного волокна со шпинделем 6 в различных базовых положениях в зависимости от оптимального позиционирования оборудования относительно детали. При этом указанный абразивный инструмент 1 на основе вулканизированного волокна в виде сегмента может также содержать круглые сквозные отверстия 16 с вышеописанными достоинствами. Такой вариант осуществления показан на фиг. 16. Абразивный инструмент 1 на основе вулканизированного волокна с отверстиями 16 с фиг. 16 может также содержать захватный элемент 14, как показано на фиг. 15, и наоборот. Сквозные отверстия 16 могут также иметь удлиненную форму и расположение, описанные применительно к фиг. 13.
ПЕРЕЧЕНЬ ССЫЛОЧНЫХ ОБОЗНАЧЕНИЙ
1 Абразивный инструмент на основе вулканизированного волокна в сборе
2 Абразивный круг на основе вулканизированного волокна
3 Абразивный круг на основе вулканизированного волокна
4 Клеевой слой
5 Центральное отверстие
6 Шпиндель
7 Продольная средняя плоскость
8 Захватный элемент
9 Угловая шлифовальная машинка
10 Винтовая нарезка
11 Опорная поверхность
12 Захватный элемент
13 Корпус втулки
14 Захватный элемент
15 Шестигранник
16 Сквозное отверстие
17 Ось вращения
18 Первый концевой участок
19 Второй концевой участок
20 Сегментообразная часть
21 Окружность отверстий
22 Радиус
23 Радиус
α Угол.
Изобретение относится к области абразивной обработки и может быть использовано при изготовлении абразивного инструмента из вулканизированного волокна. Инструмент содержит два абразивных круга на основе вулканизированного волокна, которые склеены друг с другом по всей плоскости с помощью клеевого слоя, нанесенного между указанными абразивными кругами, таким образом, что наружные стороны абразивных кругов с нанесенным абразивным средством обращены в противоположных направлениях друг от друга. В результате исключается необходимость применения диска-подошвы и опасность разрыва кругов, а также обеспечивается достаточная упругость инструмента и улучшается теплоотвод. 15 з.п. ф-лы, 16 ил.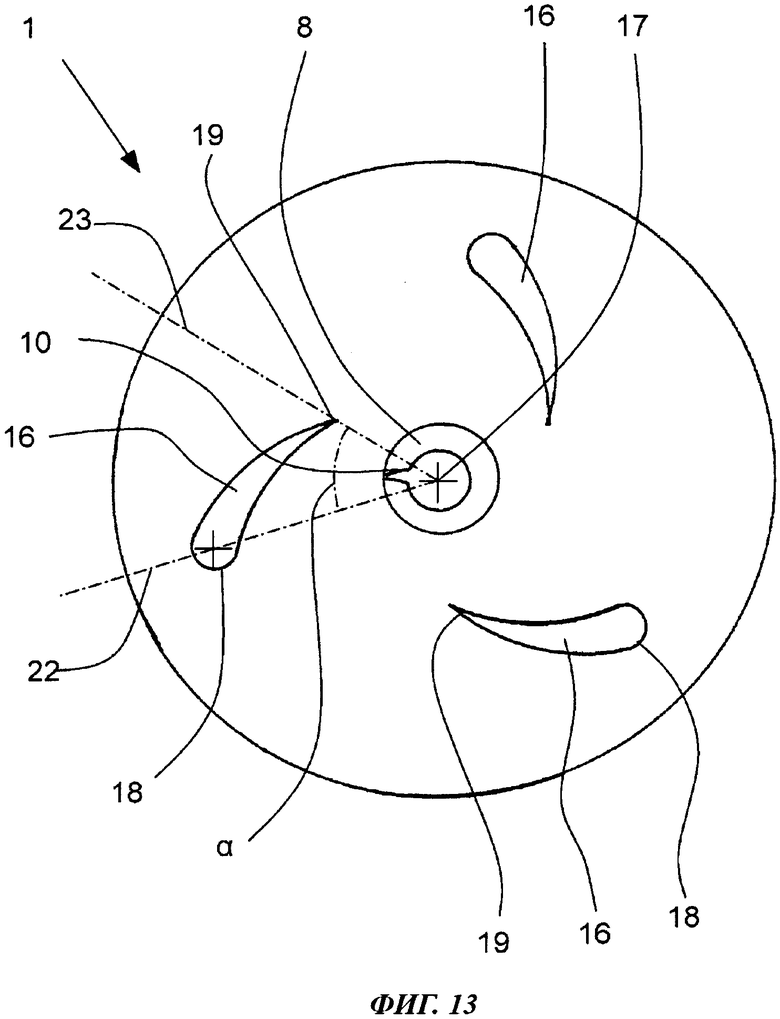
1. Абразивный инструмент (1) на основе вулканизированного волокна, содержащий два абразивных круга (2, 3) на основе вулканизированного волокна, которые склеены друг с другом по всей плоскости при помощи клеевого слоя (4), расположенного между указанными абразивными кругами (2, 3) на основе вулканизированного волокна, таким образом, что наружные стороны абразивных кругов (2, 3) на основе вулканизированного волокна с нанесенным абразивным средством обращены в противоположных направлениях друг от друга.
2. Абразивный инструмент (1) по п. 1, отличающийся тем, что в центральной области указанного абразивного инструмента (1) на основе вулканизированного волокна в клеевом слое (4) расположен захватный элемент (8, 14), который служит для соединения абразивного инструмента (1) на основе вулканизированного волокна с механическим приводом (6).
3. Абразивный инструмент (1) по п. 2, отличающийся тем, что захватный элемент (8) содержит опорную поверхность (11) для упора абразивного инструмента (1) на основе вулканизированного волокна в механический привод, при этом захватный элемент (8, 14) имеет выгнутую форму, так что опорная поверхность (11) смещена к продольной средней плоскости (7) абразивного инструмента (1) на основе вулканизированного волокна.
4. Абразивный инструмент (1) по п. 1, отличающийся тем, что в центральной области абразивного инструмента (1) на основе вулканизированного волокна расположен захватный элемент (12), предназначенный для соединения абразивного инструмента (1) на основе вулканизированного волокна с механическим приводом (6), при этом захватный элемент (12) проходит через центральное отверстие (5) абразивных кругов (2, 3), и склеенные абразивные круги (2, 3) на основе вулканизированного волокна прикрепляются к захватному элементу (12).
5. Абразивный инструмент (1) по одному из пп. 2-4, отличающийся тем, что в захватном элементе (12) предусмотрена однозаходная или многозаходная наружная или внутренняя резьба.
6. Абразивный инструмент (1) по одному из пп. 2-4, отличающийся тем, что абразивный инструмент (1) содержит сквозные отверстия (16), расположенные перпендикулярно продольной средней плоскости (7) абразивного инструмента (1) на основе вулканизированного волокна.
7. Абразивный инструмент (1) по п. 6, отличающийся тем, что сквозные отверстия (16) находятся на одной или нескольких окружностях (21), расположенных концентрично относительно оси (17) вращения абразивного инструмента (1) на основе вулканизированного волокна.
8. Абразивный инструмент (1) по п. 6, отличающийся тем, что сквозные отверстия (16) имеют удлиненную каплеобразную форму, при этом длина сквозных отверстий (16) предпочтительно по меньшей мере в три раза превышает наибольшую ширину сквозных отверстий (16).
9. Абразивный инструмент (1) по п. 8, отличающийся тем, что ширина удлиненных сквозных отверстий (16) уменьшается от первого концевого участка (18) сквозного отверстия (16) ко второму концевому участку (19) сквозного отверстия (16).
10. Абразивный инструмент (1) по п. 8 или 9, отличающийся тем, что первый концевой участок (18) расположен на большем радиальном расстоянии от оси (17) вращения абразивного инструмента (1) на основе вулканизированного волокна, чем второй концевой участок (19).
11. Абразивный инструмент (1) по п. 10, отличающийся тем, что первый концевой участок (18) и второй концевой участок (19) сквозного отверстия (16) расположены на разных радиусах (22, 23), выходящих из оси вращения (17) абразивного инструмента (1) на основе вулканизированного волокна.
12. Абразивный инструмент (1) по п. 11, отличающийся тем, что угол (α), образованный радиусами (22, 23) сквозного отверстия (16), выходящими из оси (17) вращения в продольной средней плоскости (7) абразивного инструмента (1) на основе вулканизированного волокна, составляет по меньшей мере 30°, предпочтительно - не более 60°.
13. Абразивный инструмент (1) по одному из пп. 1-4, 7-9, 11 или 12, отличающийся тем, что указанный абразивный инструмент (1) выполнен в виде сегментообразной части (20) круга.
14. Абразивный инструмент (1) по п. 5, отличающийся тем, что указанный абразивный инструмент (1) выполнен в виде сегментообразной части (20) круга.
15. Абразивный инструмент (1) по п. 6, отличающийся тем, что указанный абразивный инструмент (1) выполнен в виде сегментообразной части (20) круга.
16. Абразивный инструмент (1) по п. 10, отличающийся тем, что указанный абразивный инструмент (1) выполнен в виде сегментообразной части (20) круга.
| Печь-кухня, могущая работать, как самостоятельно, так и в комбинации с разного рода нагревательными приборами | 1921 |
|
SU10A1 |
| Способ получения полифторуглерода | 1978 |
|
SU1058502A3 |
| RU 2010132291 A, 10.02.2012 | |||
| Головка для полирования плоских и криволинейных поверхностей | 1960 |
|
SU134584A1 |

