Область техники, к которой относится изобретение
Изобретение относится к устройству для изготовления фильерных нетканых материалов из элементарных нитей, в частности, элементарных нитей из термопластичного синтетического материала, с, по меньшей мере, многоканальным мундштуком для экструзии для формования элементарных нитей, по меньшей мере, отсасывающим мономер устройством, по меньшей мере, охлаждающим устройством для охлаждения нитей, по меньшей мере, вытягивающим устройством для вытяжки нитей и с, по меньшей мере, устройством для укладки, в частности, в форме сеточной ленты для укладки – для укладки нитей с образованием нетканого полотна. – Под элементарными нитями в рамках изобретения подразумеваются нити с как бы бесконечной длиной, Такие элементарные нити отличаются в этом отношение от штапельных волокон, которые имеют много меньшую длину от, например, 10 до 60 мм. С отсасывающим мономер устройством из камеры образования нитей под многоканальным мундштуком для экструзии отсасывается газ. Благодаря этому из предложенного в соответствии с изобретением устройства могут удаляться выходящие наряду с элементарными нитями газы как мономеры, олигомеры, продукты расщепления и тому подобные.
Уровень техники
Устройства названного вида известны из практики в различных формах осуществления. Эти устройства также называются устройствами, использующими технологию «спанбонд». Многие из известных из практики устройств этого вида имеют тот недостаток, что при высоких скоростях нитей и высокой производительности, соответственно скоростях производства, качество укладки нитей оставляет желать лучшего. Это относится в первую очередь к однородности укладки, а также прочности изготовленного нетканого полотна. Высокие скорости нитей и низкий титр произведенных элементарных нитей могут реализоваться часто только с явными потерями качества. Поэтому известные устройства пригодны к улучшению.
Раскрытие изобретения
В основу изобретения поставлена задача создания устройства названного вида, в котором могут реализоваться высокие скорости нитей и низкий титр, а также высокие скорости производства, и, несмотря на это качество укладки нитей, соответственно произведенного нетканого полотна, соответствует всем требованиям.
Для решения этой технической проблемы создано устройство для изготовления фильерных нетканых материалов из элементарных нитей, в частности, из термопластичного синтетического материала, с, по меньшей мере, многоканальным мундштуком для экструзии для формования элементарных нитей, по меньшей мере, отсасывающим мономер устройством, по меньшей мере, охлаждающим устройством для охлаждения нитей, по меньшей мере, вытягивающим устройством для вытяжки нитей и с, по меньшей мере, устройством для укладки, в частности, в форме сеточной ленты для укладки – для укладки нитей с образованием нетканого полотна, причем между многоканальным мундштуком для экструзии и отсасывающим мономер устройством расположено, по меньшей мере, способное деформироваться уплотнение для уплотнения, по меньшей мере, образованного между многоканальным мундштуком для экструзии и отсасывающим мономер устройством зазора, и/или, причем между отсасывающим мономер устройством и охлаждающим устройством расположено, по меньшей мере, способное деформироваться уплотнение для уплотнения, по меньшей мере, образованного между отсасывающим мономер устройством и охлаждающим устройством зазора, и/или, причем между охлаждающим устройством и вытягивающим устройством, соответственно промежуточным каналом, расположено, по меньшей мере, способное деформироваться уплотнение для уплотнения, по меньшей мере, образованного между охлаждающим устройством и вытягивающим устройством, соответственно промежуточным каналом, зазора, и, причем характеристики прилегания, в частности, давление прижима и/или прижимное усилие и/или поверхность прилегания, по меньшей мере, уплотнения относительно поверхностей соприкосновения соответствующего зазора может/могут изменяться, соответственно поднастраиваться.
В изобретении предусмотрено то, что с помощью предложенного в соответствии с изобретением уплотнения первого, и/или второго, и/или третьего зазора – преимущественно с помощью уплотнения всех зазоров – на аэродинамические характеристики внутри устройства будет оказано положительное воздействие. В результате при реализации предложенной в соответствии с изобретением задачи получают нетканое полотно, соответственно фильерный нетканый материал, с оптимальным качеством, а именно, получаются, в частности, очень однородные нетканые полотна/фильерные нетканые материалы и это прежде всего при высоких скоростях производства, соответственно скоростях нитей. В этой связи в изобретении предусмотрены ограничивающие зазоры, поверхности при работе устройства подвержены термической деформации. К тому же при создании изобретения было понятно, что целесообразно/целесообразны уплотнение, соответственно уплотнения, которые даже при различных ширинах зазоров, соответственно высотах зазоров - в частности, поперек к продольному машинному направлению (MD), соответственно в CD-направлении - надежно уплотняют даже при высоком внутреннем давлении, например, свыше 2500 Па. Высокое внутреннее давление, соответственно давление в камере, например, свыше 2500 Па типично, прежде всего, при высоких скоростях нитей, соответственно скоростях производства. Различные ширины зазора, соответственно высоты зазора – в частности, поперек к продольному машинному направлению (MD), соответственно в CD-направлении – получаются также из-за оседания составных частей устройства вследствие их веса или вследствие деформации, соответственно, прогиба составных частей устройства из-за высокого внутреннего давления, соответственно давления в камере. В изобретении из этих соображений предусмотрено предпочтительно/предпочтительны уплотнение, соответственно уплотнения, характеристики прилегания которых относительно областей соприкосновения, соответственно поверхностей соприкосновения, соответствующего зазора могут изменяться, соответственно поднастраиваться. С таким предложенным в соответствии с изобретением уплотнением могут компенсироваться различные ширины зазора, соответственно высоты зазора по длине, соответственно ширине, образованных между названными составными частями устройства зазоров и таким образом зазоры могут эффективно уплотняться.
Под продольным машинным направлением (MD) в рамках изобретения подразумевается, в частности, направление транспортировки укладки нитей, соответственно нетканого полотна на устройстве для укладки, соответственно на сеточной ленте для укладки. Под CD-направлением подразумевается, в частности, направление поперек к продольному машинному направлению.
В высшей степени предпочтительная форма осуществления изобретения отличается тем, что как первый зазор между многоканальным мундштуком и отсасывающим мономер устройством, так и второй зазор между отсасывающим мономер устройством и охлаждающим устройством, а также третий зазор между охлаждающим устройством и вытягивающим устройством, соответственно промежуточным каналом, уплотняется с помощью соответственно, по меньшей мере, способного деформироваться уплотнения, характеристики прилегания которого соответственно относительно, по меньшей мере, поверхности соприкосновения соответствующего зазора могут изменяться, соответственно поднастраиваться.
В рамках изобретения предусмотрено, что ширина первого зазора между многоканальным мундштуком для экструзии и отсасывающим мономер устройством, и/или ширина второго зазора между отсасывающим мономер устройством и охлаждающим устройством, и/или ширина третьего зазора между охлаждающим устройством и вытягивающим устройством, соответственно промежуточным каналом, составляет от 3до 35 мм и предпочтительно от 5 до 30 мм. Соответствующее, по меньшей мере, одно первое уплотнение, и/или, по меньшей мере, одно второе уплотнение, и/или, по меньшей мере, одно третье уплотнение в этом случае уплотняет по данной ширине соответствующего зазора. Неравномерности относительно ширины первого зазора, и/или относительно ширины второго зазора, и/или относительно ширины третьего зазора могут компенсироваться с помощью изменения/поднастройки характеристик прилегания – в частности, прижимного давления и/или давления прижима и/или поверхности прилегания – соответствующего уплотнения в направлении ширины. Под шириной зазора в рамках изобретения согласно предпочтительной форме осуществления подразумевается высота, соответственно вертикальная высота соответствующего зазора. Согласно другой предпочтительной форме осуществления может также оказаться – в частности, при соответствующем исполнении составных частей устройства – что речь будет идти о горизонтальной ширине соответствующего зазора или также о по-иному геометрически расположенной ширине соответствующего зазора.
Рекомендуется, что, по меньшей мере, уплотнение – преимущественно, по меньшей мере, одно первое уплотнение, и/или, по меньшей мере, одно второе уплотнение, и/или, по меньшей мере, одно третье уплотнение – в направлении ширины предназначенного зазора может (могут) поднастраиваться, соответственно деформироваться на величину деформации, от 3 до 20 мм, предпочтительно от 4 до 18 мм и весьма предпочтительно от 5 до 15 мм. Таким образом, в частности, подразумевается, что, по меньшей мере, одно уплотнение из первого состояния может деформироваться, соответственно увеличиваться относительно величины деформации и наоборот, во второе состояние на указанную величину деформации в направлении ширины предназначенного зазора. При этом деформация, соответственно поднастройка, может производиться преимущественно пассивно, соответственно автоматически – в частности, благодаря господствующему внутри давлению текучей среды – или деформация, соответственно поднастройка производится активно, в частности, благодаря повышению или снижению господствующего внутри уплотнения давления текучей среды.
Весьма предпочтительная форма осуществления изобретения отличается тем, что, по меньшей мере, одно первое уплотнение проходит по всему периметру, соответственно главным образом по всему периметру проходящего между многоканальным мундштуком для экструзии и отсасывающим мономер устройством канала F для потока нитей, и/или, что, по меньшей мере, одно второе уплотнение проходит по всему периметру, соответственно главным образом по всему периметру проходящего между отсасывающим мономер устройством и охлаждающим устройством канала F для потока нитей, и/или, что, по меньшей мере, одно третье уплотнение проходит по всему периметру, соответственно главным образом по всему периметру проходящего между охлаждающим устройством и вытягивающим устройством канала F для потока нитей, соответственно промежуточным каналом. В этих предпочтительных случаях таким образом простирается, по меньшей мере, одно соответствующее уплотнение как в CD-направлении, так и в MD-направлении вокруг соответствующего канала F для потока нитей.
Согласно другой форме осуществления изобретения в первом зазоре, и/или во втором зазоре, и/или в третьем зазоре рядом друг с другом расположено большинство уплотнений и это большинство уплотнений ограничивает относительно соответствующего зазора канал F для потока нитей. То есть также возможно, что, в по меньшей мере, зазоре в CD-направлении и/или в MD-направлении рядом друг с другом, соответственно друг с другом, расположены несколько уплотнений и тем самым образуют первые уплотнения в зазоре между многоканальным мундштуком для экструзии и отсасывающим мономер устройством, и/или вторые уплотнения в зазоре между отсасывающим мономер устройством и охлаждающим устройством, и/или третьи уплотнения в зазоре между охлаждающим и вытягивающим устройством.
Предпочтительная форма осуществления изобретения отличается тем, что, по меньшей мере, одно первое уплотнение, и/или, по меньшей мере, одно второе уплотнение, и/или, по меньшей мере, одно третье уплотнение главным образом, соответственно в первую очередь, могут деформироваться в основном направлении деформации. Согласно варианту осуществления основное направление деформации ориентировано параллельно к направлению потока нитей, соответственно главным образом параллельно к направлению потока нитей, и/или ориентировано предпочтительно вертикально, соответственно главным образом вертикально. Согласно другому варианту осуществления основное направление деформации, по меньшей мере, уплотнения, соответственно уплотнений, ориентировано перпендикулярно к направлению потока нитей, соответственно главным образом перпендикулярно к направлению потока нитей и/или ориентировано предпочтительно горизонтально, соответственно главным образом горизонтально. Деформация, по меньшей мере, одного первого уплотнения, и/или, по меньшей мере, одного второго уплотнения, и/или, по меньшей мере, одного третьего уплотнения поперек к соответствующему основному направлению деформации согласно варианту осуществления ограничивается, соответственно стесняется, с помощью расположенных рядом, соответственно около, существующего уплотнения направляющих поверхностей уплотнения.
Согласно предпочтительной форме осуществления, по меньшей мере, одно первое уплотнение зафиксировано между многоканальным мундштуком для экструзии и отсасывающим мономер устройством на отсасывающем мономер устройстве и основное направление деформации предусмотрено от отсасывающего мономер устройства в направлении на многоканальный мундштук для экструзии, причем на многоканальном мундштуке для экструзии предусмотрена, по меньшей мере, поверхность соприкосновения для, по меньшей мере, одного первого уплотнения, в которую упирается, по меньшей мере, одно первое уплотнение. В принципе, по меньшей мере, одно первое уплотнение также могло бы быть зафиксировано и на многоканальном мундштуке для экструзии и основное направление деформации в этом случае предусмотрено от многоканального мундштука для экструзии в направлении на отсасывающее мономер устройство, причем, по меньшей мере, поверхность соприкосновения для, по меньшей мере, одного первого уплотнения в этом случае предусмотрена на отсасывающем мономер устройстве. Форма осуществления изобретения отличается тем, что, по меньшей мере, одно второе уплотнение между отсасывающим мономер устройством и охлаждающим устройством зафиксировано на отсасывающем мономер устройстве и основное направление деформации предусмотрено от отсасывающего мономер устройства в направлении на охлаждающее устройство, причем, по меньшей мере, поверхность соприкосновения для, по меньшей мере, одного второго уплотнения предусмотрена на охлаждающем устройстве, в которое упирается, по меньшей мере, одно второе уплотнение. В принципе, по меньшей мере, одно второе уплотнение могло бы быть зафиксировано также на охлаждающем устройстве и основное направление деформации в этом случае предусмотрено от охлаждающего устройства в направлении на отсасывающее мономер устройство, причем, по меньшей мере поверхность соприкосновения для, по меньшей мере, одного второго уплотнения в этом случае предусмотрена на отсасывающем мономер устройстве. Рекомендованная форма осуществления изобретения отличается тем, что, по меньшей мере, одно третье уплотнение между охлаждающим устройством и вытягивающим устройством, соответственно промежуточным каналом, зафиксировано на вытягивающем устройстве, соответственно на промежуточном канале, и основное направление деформации в этом случае предусмотрено от вытягивающего устройства, соответственно от промежуточного канала, в направлении на охлаждающее устройство, причем преимущественно, по меньшей мере, поверхность соприкосновения для, по меньшей мере, одного третьего уплотнения предусмотрена на охлаждающем устройстве. В принципе, по меньшей мере, одно третье уплотнение могло бы быть зафиксировано и на охлаждающем устройстве и основное направление деформации в этом случае ориентировано от охлаждающего устройства к вытягивающему устройству, соответственно к промежуточному каналу, причем в этом случае, по меньшей мере, одна поверхность соприкосновения для, по меньшей мере, одного третьего уплотнения предусмотрена на вытягивающем устройстве, соответственно на промежуточном канале. С помощью предложенного в соответствии с изобретением расположения уплотнения, соответственно уплотнений, с помощью деформации уплотнения (уплотнений) может иметь место эффективная компенсация деформаций, соответственно прогибов, составных частей устройства. С помощью предложенной в соответствии с изобретением поднастройки уплотнений, несмотря на неравномерности, может иметь место эффективное прилегание уплотнений к предназначенным поверхностям прилегания.
Преимущественно первое уплотнение, и/или второе уплотнение, и/или третье уплотнение выполнено с условием, что уплотнение осуществляется при давлении в канале F для потока нитей больше 2000 Па, в частности, больше 2500 Па. Такое высокое давление возникает, в частности, при высоких скоростях нитей. С предложенным в соответствии с изобретением уплотнением достигается, что при таком высоком давлении, соответственно высоких скоростях нитей, и соответствующем низком титре полученных элементарных нитей получается качественно полноценная укладка нитей, в частности в значительной степени однородная во всех направлениях укладка нитей.
Предпочтительная форма осуществления изобретения отличается тем, что, по меньшей мере, одно первое уплотнение, и/или, по меньшей мере, одно второе уплотнение, и/или, по меньшей мере, одно третье уплотнение может заполняться, соответственно заполнено, текучей средой. Предпочтительная форма осуществления изобретения отличается тем, что, по меньшей мере, уплотнение, преимущественно, по меньшей мере, одно первое уплотнение, и/или, по меньшей мере. одно второе уплотнение, и/или, по меньшей мере, одно третье уплотнение может автоматически поднастраиваться, соответственно деформироваться, благодаря господствующему в уплотнении давлению текучей среды при изменениях, соответственно деформациях предназначенного зазора. Предпочтительно давление текучей среды в соответствующем уплотнении установлено с условием, что уплотняющая деформация, соответственно уплотняющая поднастройка, осуществляется автоматически при изменениях ширины зазора – например, из-за прогибов составных частей устройства – а именно, преимущественно в пределах подробно приведенной выше предпочтительной величины деформации. В качестве альтернативы или дополнительно согласно варианту осуществления поднастройка, соответственно регулировка соответствующего уплотнения производится путем подачи текучей среды в уплотнение, соответственно путем выпуска текучей среды из уплотнения. При этом в рамках изобретения предусмотрено, что при подаче текучей среды в уплотнение давление текучей среды в уплотнении повышается и, что при выпуске текучей среды из уплотнения давление текучей среды в уплотнении снижается. Дальше в рамках изобретения предусмотрено, что давление текучей среды в одном из уплотнений во всех областях уплотнения одинаково, соответственно главным образом одинаково, и, что предпочтительно давление прижима уплотнения в различных областях соприкосновения, соответственно поверхностях соприкосновения, соответствующего зазора различно.
Согласно еще одной предпочтительной форме осуществления изобретения в случае подаваемой в уплотнения, соответственно содержащейся в уплотнениях, текучей среды речь идет о газообразной среде и, частности, о воздухе. Предпочтительно, по меньшей мере, одно первое уплотнение, и/или, по меньшей мере, одно второе уплотнение, и/или, по меньшей мере, одно третье уплотнение может надуваться текучей средой в форме газообразной среды, соответственно в форме воздуха. Для снижения давления, соответственно давления воздуха, в соответствующем уплотнении текучая среда, соответственно газообразная среда, в частности, воздух, снова также выпускается из уплотнения. Предпочтительно состоит стенка, соответственно состоят, по меньшей мере, части стенки, по меньшей мере, одного первого уплотнения, и/или, по меньшей мере, одного второго уплотнения, и/или, по меньшей мере, одного третьего уплотнения из, по меньшей мере, эластомера, соответственно из эластомера. В случае первого уплотнения, и/или второго уплотнения, и/или третьего уплотнения согласно варианту осуществления изобретения речь может идти об идущем по кругу вокруг камеры образования нитей кольцевом уплотнении.
Выполненные в соответствии с изобретением уплотнения также очень пригодны для технического обслуживания предложенного в соответствии с изобретением устройства, а именно, когда устройства из своего рабочего состояния должно переводиться в режим технического обслуживания. В изобретении предусмотрено, что для перевода устройства в режим технического обслуживания характеристики прилегания, по меньшей мере, уплотнения, в частности, всех уплотнений, могут изменяться, так что ограничивающие соответственно подлежащий уплотнению зазор составные части устройства в этом режиме технического обслуживания могут перемещаться, соответственно передвигаться, относительно друг друга, в частности, могут перемещаться, соответственно передвигаться, в горизонтальном направлении, соответственно примерно в горизонтальном направлении.
Предпочтительная форма осуществления предложенного в соответствии с изобретением устройства отличается тем, что для перехода устройства в режим технического обслуживания объем, соответственно уплотнительный объем, по меньшей мере, уплотнения, в частности уплотнений, соответственно всех уплотнений, может/могут изменяться, соответственно уменьшаться, так что остается свободная от уплотнения минимальная ширина, соответственно минимальная высота, по меньшей мере, зазора, в частности, зазоров, соответственно всех зазоров. В режиме технического обслуживания предпочтительно составные части установки могут перемещаться, соответственно передвигаться друг к другу, а именно, перемещаться, соответственно передвигаться, в частности, в горизонтальном направлении. Например, объем уплотнения, соответственно уплотнений на охлаждающем устройстве может уменьшаться, так что получается свободная от уплотнения минимальная ширина, соответственно минимальная высота зазора между охлаждающим устройством и отсасывающим мономер устройством, и/или зазора между охлаждающим устройством и вытягивающим устройством. В этом случае охлаждающее устройство может в целях технического обслуживания горизонтально перемещаться, соответственно выдвигаться из устройства.
Альтернативная форма осуществления изобретения отличается тем, что одно, соответственно по меньшей мере, одно, способное деформироваться уплотнение имеет прижатый с помощью, по меньшей мере, пружинного элемента к поверхности соприкосновения подлежащего уплотнению зазора уплотнительный элемент. Предпочтительно размеры и/или ход пружины, и/или жесткость пружины пружинного элемента подобраны с условием, что обеспечен уплотняющий контакт, соответственно уплотнительный контакт, уплотнительного элемента с предназначенной поверхностью соприкосновения подлежащего уплотнению зазора. В случае уплотнительного элемента речь может идти, например, об уплотнительной губке, которая присоединена к пружинному элементу. Рекомендуется, что характеристики прилегания, по меньшей мере, уплотнения, соответственно, по меньшей мере, нагруженного усилием пружины уплотнительного элемента могут регулироваться с помощью, по меньшей мере, воздействующего, соответственно нагружающего, пружинный элемент элемента для манипулирования. Преимущественно устройство может переводиться в режим технического обслуживания с помощью этой регулировки характеристик прилегания, по меньшей мере, нагруженного усилием пружины уплотнительного элемента.
В предложенном в соответствии с изобретением устройстве следом за отсасывающим мономер устройством в направлении потока нитей расположено охлаждающее устройство для охлаждения нитей. Согласно предпочтительной форме осуществления изобретения охлаждающее устройство имеет участок с камерой охлаждения, в котором к проходящим потоком элементарным нитям подается охлаждающий воздух. Согласно другой рекомендованной форме осуществления изобретения охлаждающее устройство имеет, по меньшей мере, два расположенные друг за другом, соответственно друг под другом, в направлении потока нитей участка с камерами охлаждения, в которых к идущим потоком элементарным нитям может подаваться соответственно охлаждающий воздух различной температуры. Устройство может быть также выполнено с условием, что скорость выхода технологического воздуха из верхней камеры охлаждения для охлаждения нитей и скорость выхода из нижней камеры охлаждения различна.
Предпочтительно, если агрегат из охлаждающего устройства и примыкающего к нему в направлении потока нитей вытягивающего устройства образован в виде герметичного агрегата, и, что кроме подвода охлаждающего воздуха в охлаждающем устройстве не имеется никакого другого подвода текучей среды, соответственно никакого подвода воздуха в этот агрегат, соответственно в этот герметичный агрегат. Реализация такого герметичного агрегата особенно оправдала себя в отношении решения технической проблемы изобретения.
В изобретении предусмотрено, что между вытягивающим устройством и устройством для укладки, соответственно сеточной лентой для укладки, расположен, по меньшей мере, диффузор, так что нити и первичный воздух из вытягивающего устройства попадают в диффузор. Согласно весьма предпочтительной форме осуществления, которой в рамках изобретения предназначается совершенно особое значение, в области, по меньшей мере, одного диффузора предусмотрены, по меньшей мере, два расположенные на противолежащих сторонах диффузора зазора для входа вторичного воздуха, через которые вторичный воздух поступает в диффузор. Особо рекомендованная форма осуществления изобретения отличается тем, что, по меньшей мере, один зазор для входа вторичного воздуха, преимущественно, по меньшей мере, два зазора для входа вторичного воздуха образованы с условием, что вторичный воздух поступает под углом α подхода струи к направлению потока нитей FS, соответственно к продольной центральной плоскости М устройства, соответственно диффузора. Согласно варианту осуществления угол α подхода струи может лежать между 75° и 115°, предпочтительно между 80° и 110°. Согласно форме осуществления угол α подхода струи равен 90° или меньше 90°, преимущественно меньше 80°, предпочтительно меньше 70° и особенно предпочтительно меньше 65°. При этом себя особенно оправдало, что угол α подхода струи меньше 60°, преимущественно меньше 55° и предпочтительно меньше 50°. Согласно весьма рекомендованной форме осуществления угол α подхода струи лежит между 0 и 60°, целесообразно между 1 и 55°, предпочтительно между 2 и 50°, весьма предпочтительно между 2 и 45° и особенно предпочтительно между 2 и 40°. Прежде всего, рекомендуется, что подход струи вторичного воздуха осуществляется с условием, что вторичный воздух после своего входа идет параллельно, соответственно как бы параллельно, к направлению потока нитей FS. Предпочтительно зазоры для входа вторичного воздуха выполняются соответственно для реализации угла α подхода струи, в частности, устраиваются с помощью скосов для подхода струи и/или каналов для подхода струи и тому подобного. Реализация предложенного в соответствии с изобретением угла α подхода струи для вторичного воздуха в рамках изобретения особенно оправдало себя и эффективно способствует решению предложенной в соответствии с задачей изобретения.
Предпочтительно, что в области зазоров для входа вторичного воздуха соотношение объемных потоков первичного воздуха и вторичного воздуха Vp/Vs меньше 5, преимущественно меньше 4,5. Предпочтительно в направлении FS потока нитей сзади, соответственно ниже зазоров для входа вторичного воздуха примыкает сужающаяся область соответственно диффузора. Преимущественно в направлении FS потока нитей вслед за этой сужающейся областью диффузора предусмотрено сужение диффузора и к этому сужению примыкает предпочтительно расходящаяся область диффузора. Угол β выхода диффузора этого расходящегося участка диффузора к продольной центральной оси М диффузора согласно рекомендации составляет максимально 30°, преимущественно максимально 25°.
В изобретении предусмотрено, что последний в направлении FS потока нитей участок диффузора в направлении к устройству для укладки, соответственно в направлении к сеточной ленте для укладки, имеет расходящиеся стенки диффузора, и, что эти стенки диффузора образуют выход диффузора с шириной В продольном машинном направлении (MD). Преимущественно предусмотрено, по меньшей мере, отсасывающее устройство для отсасывания воздуха, соответственно технологического воздуха через устройство для укладки, соответственно через сеточную ленту для укладки. Согласно весьма предпочтительной форме осуществления изобретения предусмотрена расположенная под выходом диффузора область отсасывания с шириной b в продольном машинном направлении, причем эта ширина b области отсасывания больше ширины В выхода диффузора. Согласно рекомендациям ширина b области отсасывания, по меньшей мере, 1,2-кратна, предпочтительно, по меньшей мере, 1,3-кратна и особенно предпочтительно, по меньшей мере, 1,4-кратна ширине В выхода диффузора. При этом в рамках изобретения предусмотрено, что область отсасывания выдается относительно продольного машинного направления (MD) позади области укладки нитей на (первый) участок отсасывания за выход диффузора, и/или, что область отсасывания выдается относительно продольного машинного направления (MD) впереди области укладки нитей на (второй) участок отсасывания за выход диффузора. Преимущественно область отсасывания, соответственно основная область отсасывания, выдается на обеих сторонах относительно своей ширины b за ширину В выхода диффузора, а именно, на одной стороне на первый участок отсасывания и на другой стороне на второй участок отсасывания.
Рекомендованная форма осуществления изобретения отличается тем, что отсасывание с помощью отсасывающего устройства осуществляется с условием, что, по меньшей мере, в области выхода диффузора третичный воздух идет вдоль наружной поверхности стенок диффузора в направлении устройства для укладки, соответственно сеточной ленты для укладки. Потоки третичного воздуха ориентированы при этом преимущественно параллельно, соответственно главным образом параллельно к идущему внутри диффузора смешанному потоку из первичного воздуха и вторичного воздуха. В рамках изобретения предусмотрено, что также третичный воздух засасывается через устройство для укладки, соответственно через сеточную ленту для укладки. – Предпочтительно отсосанный с отсасывающим устройством объемный поток третичного воздуха V составляет, по меньшей мере, 25%, предпочтительно, по меньшей мере, 40% и особенно предпочтительно, по меньшей мере, 50% объемного потока отсосанных потоков первичного воздуха и вторичного воздуха. – Рекомендованная форма осуществления изобретения, отличающаяся тем, что расстояние между диффузором, соответственно между нижней кромкой/ самой нижней кромкой диффузора и сеточной лентой для укладки составляет от 20 до 300 мм, в частности, от 30 до 150 мм и предпочтительно от 30 до 120 мм. Эта форма осуществления особенно оправдала себя в рамках изобретения для решения предложенной в соответствии с изобретением технической проблемы.
В основе изобретения лежит понимание, что с предложенным в соответствии с изобретением устройством простым и эффективным способом может изготавливаться нетканое полотно, соответственно фильерный нетканый материал, с превосходным качеством и, в частности, с очень однородными свойствами. Это действительно и при высоких скоростях производства, соответственно при высоких скоростях нитей и соответственно этому низких титрах элементарных нитей. При высоком внутреннем давлении предложенного в соответствии с изобретением устройства соответственно пониманию изобретения предусмотренное согласно изобретению уплотнение может обеспечивать оптимальные соотношения, соответственно аэродинамические соотношения, в устройстве. С помощью предложенных в соответствии с изобретением мероприятий внутри устройства возможен очень равномерный поток воздуха, соответственно равномерный поток воздух-нити и нетканое полотно получается с в значительной степени однородными во всех направлениях свойствами. Следует отметить, что предложенное в соответствии с изобретением устройство может реализоваться сравнительно просто и с небольшими затратами, и в первую очередь является работоспособным.
Краткое описание чертежей
Ниже изобретение более подробно поясняется чертежами, где в схематичном изображении показано:
фиг. 1 - вертикальный разрез предложенного в соответствии с изобретением устройства;
фиг. 2 - увеличенный фрагмент А из верхней области предложенного в соответствии с изобретением устройства;
фиг. 3 - увеличенный фрагмент В из нижней области предложенного в соответствии с изобретением устройства;
фиг. 4 - увеличенный фрагмент С из фиг. 2;
фиг. 5 - увеличенный фрагмент D из фиг. 2; и
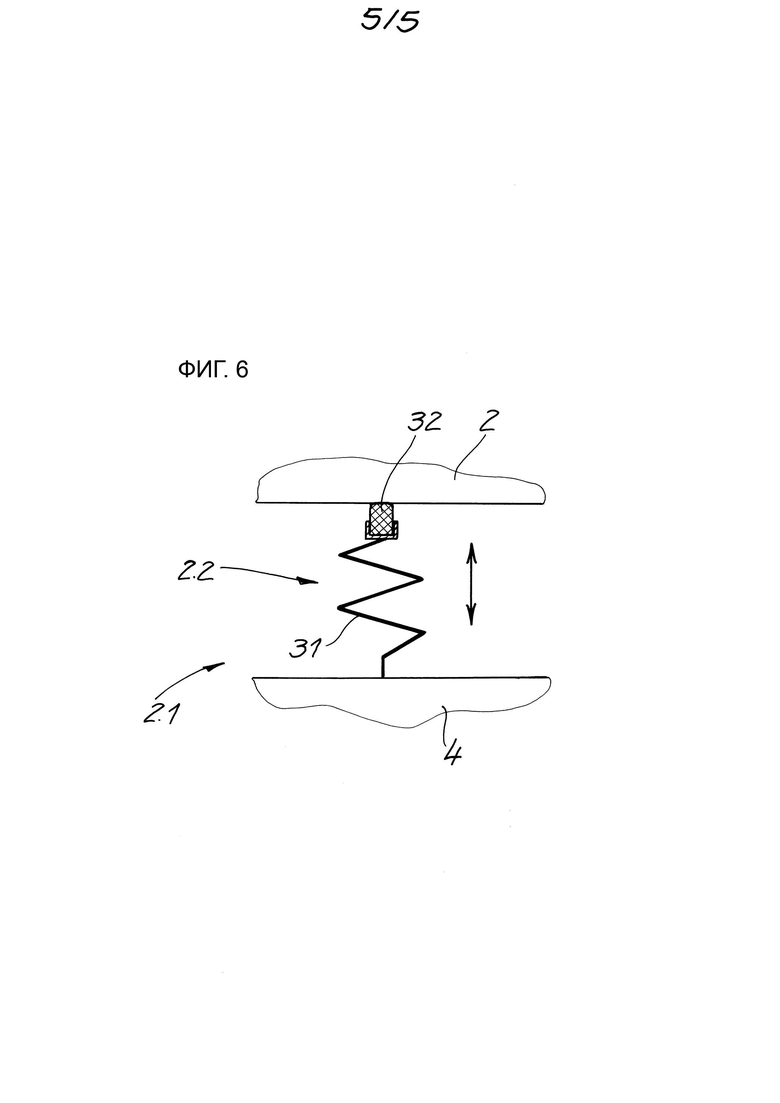
фиг. 6 - увеличенный фрагмент из фиг. 2 с альтернативным уплотнением.
Осуществление изобретения
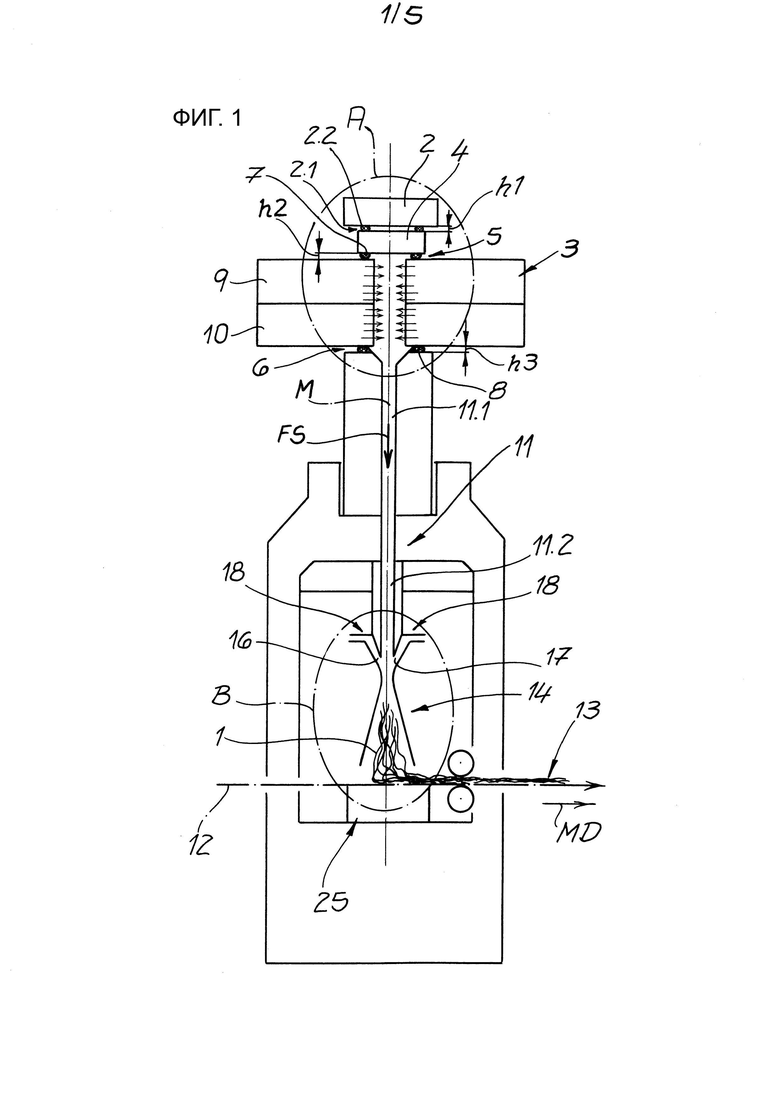
Фигуры показывают предложенное в соответствии с изобретением устройство для изготовления фильерных нетканых материалов из элементарных нитей 1. в частности из элементарных нитей 1 из термопластичного синтетического материала. Устройство имеет многоканальный мундштук 2 для экструзии для формования элементарных нитей 1, а также расположенное ниже многоканального мундштука 2 для экструзии в направлении потока нитей отсасывающее мономер устройство 4. С помощью отсасывающего мономер устройства 4 из устройства могут удаляться возникающие при процессе формования паразитные газы – как, в частности, мономеры или олигомеры. Вслед за отсасывающим мономер устройством 4 в направлении FS потока нитей подключено охлаждающее устройство 3 для охлаждения нитей 1. Целесообразно и в примере осуществления охлаждающее устройстве 3 разделено на две, расположенные одна за другой, соответственно одна под другой, в направлении FS потока нитей камеры 9, 10 охлаждения, причем в камеры 9, 10 охлаждения преимущественно и в примере осуществления может подаваться охлаждающий воздух с различной температурой. Но охлаждающее устройство 3 может также иметь только одну единственную камеру охлаждения. Вслед за охлаждающим устройством 3 предложенного в соответствии с изобретением устройства включено вытягивающее устройство 11 для вытягивания нитей 1. Вытягивающее устройство 11 имеет примыкающий к охлаждающему устройству 3, соответственно к нижней камере 10 охлаждения, промежуточный канал 11.1, а также примыкающую к промежуточному каналу 11.1 вертикальную трубу 11.2 для вытягивания. Промежуточный канал 11.1 вытягивающего устройства 11 предпочтительно и в примере осуществления образован сужающимся в направлении FS потока нитей.
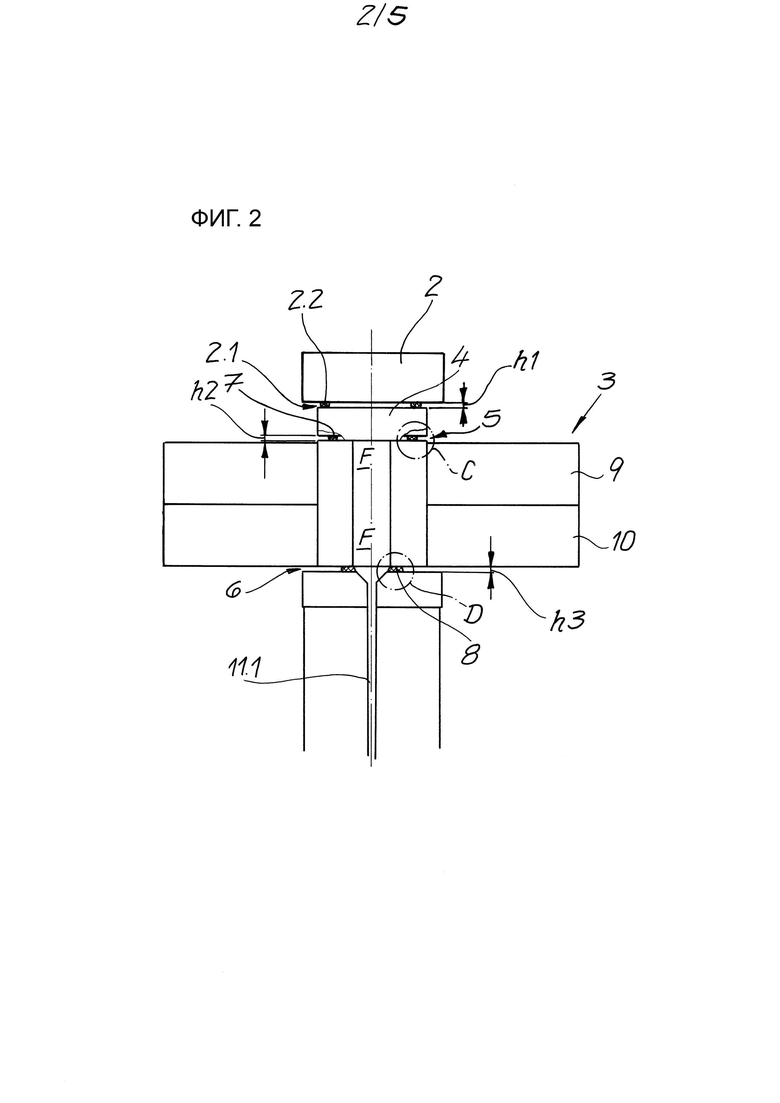
Между многоканальным мундштуком 2 для экструзии и отсасывающим мономер устройством 4 расположен первый зазор 2.1, который, как правило, и в примере осуществления проходит по кругу вокруг всей камеры F для потока нитей. Кроме того между отсасывающим мономер устройством 4 и охлаждающим устройством 3 имеется второй зазор 5, который, как правило, и в примере осуществления точно также проходит по кругу вокруг всей камеры F для потока нитей. Дальше между охлаждающим устройством 3, соответственно нижней камерой 10 охлаждения, и вытягивающим устройством 11, соответственно промежуточным каналом 11. 1 вытягивающего устройства 11.1, образован третий зазор 6, который, как правило, и в примере осуществления также идет по кругу вокруг всей камеры F для потока нитей. Согласно особо предпочтительной форме осуществления и в примере осуществления в первом зазоре 2.1 предусмотрено первое уплотнение 2.2, которое уплотняет первый зазор 2.1 и во втором зазоре 5 расположено второе уплотнение 7, которое уплотняет второй зазор 5. Дальше в соответствии с рекомендациями и в примере осуществления в третьем зазоре 6 предусмотрено уплотнение 8, которое уплотняет третий зазор 6. Здесь под уплотнением подразумевается, в частности, что камера образования нитей, соответственно камера F для потока нитей, по направлению наружу уплотняется с помощью уплотнений 2.2, 7, 8 и по возможности предотвращаются утечки. Преимущественно и в примере осуществления речь идет в случае первого уплотнения 2.2, второго уплотнения 7 и третьего уплотнения 8 о соответственно идущем по кругу вокруг камеры F для потока нитей уплотнении 2.2, 7, 8, соответственно кольцевом уплотнению. Три уплотнения 2.2, 7, 8 образованы, в частности, в виде способных деформироваться уплотнений 2.2, 7, 8 и могут изменяться, соответственно поднастраиваться в части своих характеристик прилегания – в частности, относительно своего давления прижима – относительно ограничивающих соответствующие зазоры 2.1, 5, 6 поверхностей соприкосновения. Под возможностью поднастраиваться здесь, в частности, подразумевается, что уплотнения 2.2, 7, 8 могут деформироваться в направлении поверхностей соприкосновения зазоров 2.1, 5, 6, так что уплотнения 2.2, 7, прочно, соответственно плотно, прилегают к поверхностям соприкосновения зазоров 2.1, 5, 6. Первый зазор 2.1, второй зазор 5 и третий зазор 6 могут в примере осуществления иметь высоту h1, высоту h2 и высоту h3, которая находится в диапазоне между 5 и 30 мм. Соответствующие уплотнения 2.2, 7, 8 уплотняют зазоры 2.1, 5, 6 соответственно на эту высоту h1, cоответственно h2, соответственно h3. Неравномерности соответствующих высот h1, h2 или h3 зазоров 2.1, 5, 6 могут компенсироваться соответственно с помощью предложенного в соответствии с изобретением изменения/поднастройки характеристик прилегания – в частности, давления прижима – уплотнений 2.2, 7, 8.
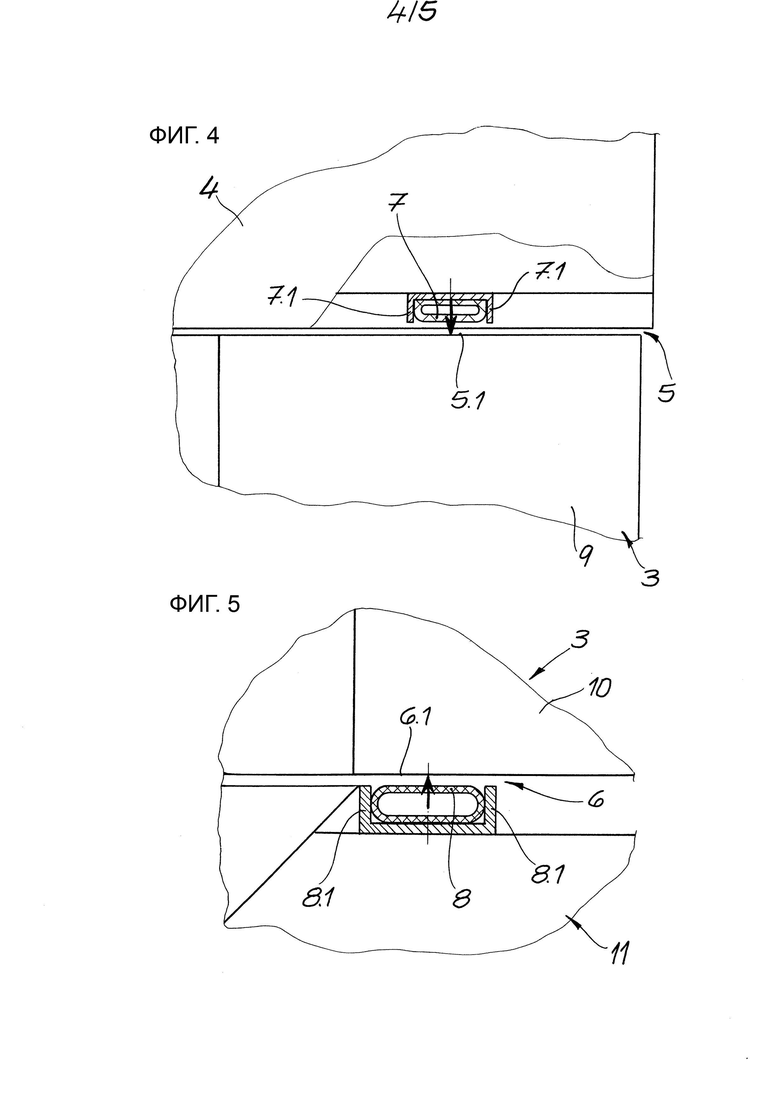
Согласно особо рекомендованной форме осуществления изобретения и в примере осуществления все три уплотнения 2.2, 7, 8 соответственно главным образом, соответственно, прежде всего, могут деформироваться в основном направлении деформации. Основное направление деформации предпочтительно и в примере осуществления ориентировано параллельно к направлению FS потока нитей и вертикально. Целесообразно и в примере осуществления основное направление деформации уплотнений 2.2, 7, 8 ориентировано в направлении на противолежащие поверхности соприкосновения соответствующего зазора 2.1, 5, 6. В примере осуществления (см. фиг. 4 и 5) представлены только поверхности 5.1 и 6.1 соприкосновения обоих зазоров 5 и 6. Согласно рекомендованной форме осуществления и в примере осуществления деформация уплотнений 2.2, 7, 8 ограничена, соответственно стеснена, расположенными рядом с соответствующими уплотнениями 2.2, 7, 8 направляющими поверхностями уплотнения. В примере осуществления (см. фиг. 4 и 5) рядом с уплотнениями 7 и 8 представлены только направляющие поверхности 7.1 и 8.1 уплотнения.
Относительно следующих ниже вариантов осуществления делается ссылка на пример осуществления согласно фиг. 4 и 5. Согласно рекомендациям и в примере осуществления в соответствии с фиг. 4 и 5 второе уплотнение 7 между отсасывающим мономер устройством 4 и охлаждающим устройством 3 зафиксировано внизу на отсасывающем мономер устройстве 4 и основное направление деформации этого второго уплотнения 7 предусмотрено от отсасывающего мономер устройства 4 в направлении на охлаждающее устройство 3. Второе уплотнение 7 в этом случае контактирует с расположенной на верхней стороне охлаждающего устройства 3 поверхности 5.1 соприкосновения второго зазора 5. Согласно предпочтительной форме осуществления и в примере осуществления третье уплотнение между охлаждающим устройством 3 и вытягивающим устройством 11, соответственно промежуточным каналом 11.1, зафиксировано на вытягивающем устройстве, соответственно на верхней стороне промежуточного канала 11.1, и основное направление деформации этого третьего уплотнения 8 ориентировано по направлению вверх от промежуточного канала 11.1 к охлаждающему устройству 3. Это третье уплотнение 8 в этом случае контактирует с предусмотренной на нижней стороне охлаждающего устройства 3 поверхностью соприкосновения 6.1 третьего зазора 6. Благодаря описанному предпочтительному расположению уплотнений 7, 8 и их преимущественно предусмотренным основным направлениям деформации, прежде всего, - в частности, в CD-направлении – компенсируются имеющие место деформации, соответственно прогибы охлаждающего устройства 3 и простирающиеся здесь зазоры 5, 6 могут эффективно уплотняться с предложенными в соответствии с изобретением уплотнениями 7, 8.
Согласно предпочтительной форме осуществления и в примере осуществления в соответствии с фиг. 1 – 5 все уплотнения 2.2, 7, 8 могут заполняться, соответственно заполнены, газообразной средой. В случае газообразной среды речь идет целесообразно о воздухе. Поднастройка, соответственно регулировка, характеристик прилегания уплотнений 2.2, 7, 8 осуществляется, в частности, с помощью подачи газообразной среды, соответственно воздуха, в уплотнение 2.2, 7, 8 соответственно выпуска газообразной среды, соответственно воздуха, из уплотнения 2.2, 7, 8. В рамках изобретения предусмотрено, что уплотнения 2.2, 7, 8 являются надувными 2.2, 7, 8, соответственно надувными кольцевыми уплотнениями 2.2, 7, 8. С помощью надувания может изменяться давление прижима уплотнений 2.2, 7, 8 к поверхностям соприкосновения зазоров 2.1, 5, 6 и уплотнения 2.2, 7, 8 могут таким образом компенсировать неравномерности относительно высоты h зазора. Стенки уплотнений 2.2, 7, 8 в примере осуществления могут состоять из эластомера. Преимущественно в случае уплотнений 2.2, 7, 8 речь идет о кольцевых уплотнениях, соответственно о трубчатых уплотнениях 2.2, 7, 8. Целесообразно уплотнения 2.2, 7, 8 выполнены с условием, что уплотнение происходит при давлении в камере F для потока нитей больше 2000 Па, в частности, больше 2500 Па.
Согласно рекомендациям и в примере осуществления агрегат из охлаждающего устройства 3 и вытягивающего устройства 11 образован в виде герметичного агрегата, причем кроме подвода охлаждающего воздуха в охлаждающем устройстве 3 не имеется никакого другого подвода текучей среды, соответственно никакого другого подвода воздуха в этот герметичный агрегат.
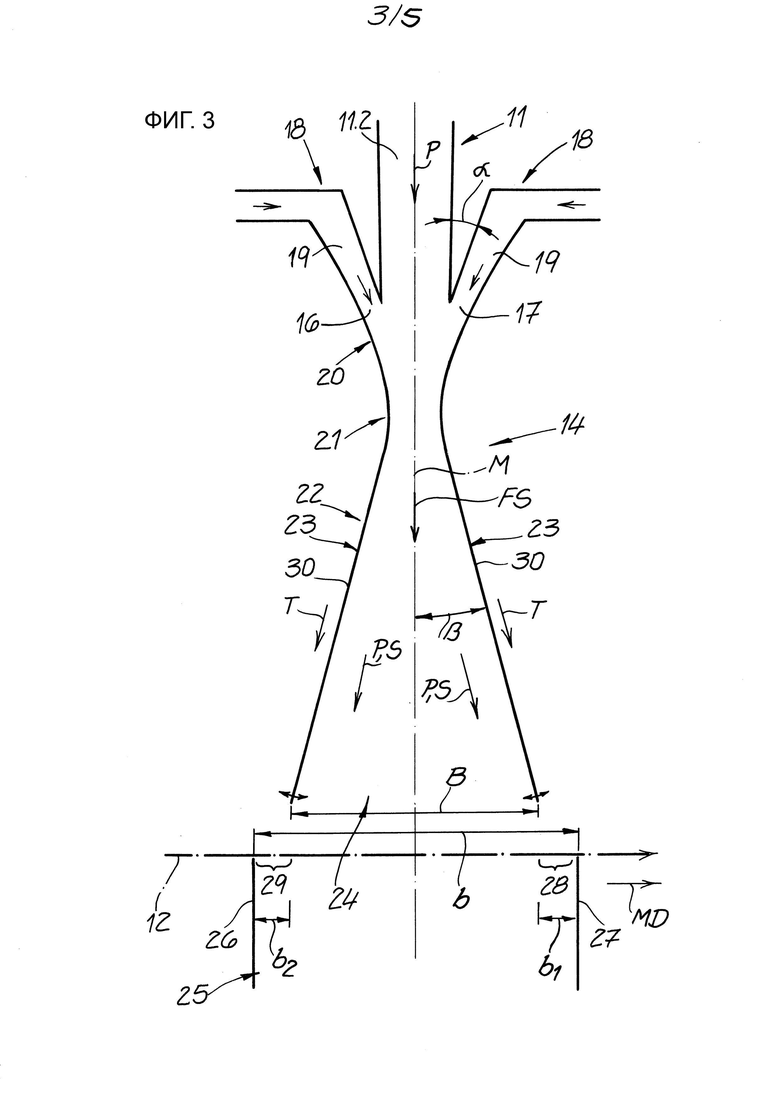
Вытянутые нити 1 укладываются на устройство для укладки в форме ситовой ленты 12 для укладки с образованием нетканого полотна 13. Целесообразно и в примере осуществления между устройством 11 для вытяжки и ситовой лентой 12 для укладки расположен диффузор 14, так что нити 1 и первичный воздух из устройства 11 для вытяжки в диффузор 14. Преимущественно и в примере осуществления между устройством для вытяжки 11, соответственно между вертикальной трубой 11.2 для вытяжки устройства 11 для вытяжки и диффузором 14 расположены два противолежащих зазора 16, 17 для входа вторичного воздуха, обеспечивающие поступление вторичного воздуха S. Целесообразно зазоры 16, 17 для входа вторичного воздуха простираются по всей ширине, соответственно СD-ширине предложенного в соответствии с изобретением устройства. Согласно весьма предпочтительной форме осуществления вторичный воздух подводится через зазоры 16, 17 для входа вторичного воздуха под углом подхода струи α, который предпочтительно меньше 60° и весьма предпочтительно лежит между 2° и 50°. Для реализации угла подхода струи в примере осуществления предусмотрены соответственно устроенные направляющие для подхода струи, которые в примере осуществления образованы в виде наклонно присоединенных к зазорам 16, 17 для входа вторичного воздуха каналов 19 для подхода струи. При этом каналы 19 для подхода струи с направлением FS потока нитей, соответственно продольной центральной осью М, образуют угол с условием, что вторичный воздух S может поступать при заявленном угле подхода струи α. Согласно особо предпочтительной форме осуществления имеет место как бы параллельный приток вторичного воздуха S к направлению FS потока нитей. Целесообразно, что подведенный через зазоры 16, 17 для входа объемный поток вторичного воздуха S может регулироваться. Благодаря поступлению вторичного воздуха S через зазоры 16, 17 для входа вторичного воздуха в диффузоре 14 первичный воздух смешивается со вторичным воздухом S. Согласно предпочтительной форме осуществления в области зазоров 16, 17 для входа вторичного воздуха соотношение объемных потоков первичного воздуха и вторичного воздуха Vp/Vs меньше 5 преимущественно меньше 4,5.
Диффузор 14 имеет в примере осуществления позади, соответственно ниже, зазоров 16, 17 для входа вторичного воздуха сужающийся участок 20 диффузора. К этому сужающемуся участку 20 диффузора примыкает предпочтительно и в примере осуществления сужение 21 диффузора 14. В направлении FS потока нитей позади, соответственно ниже, сужения 21 диффузор 14 предпочтительно и в примере осуществления оборудован расходящимся участком 22 диффузора. Целесообразно и в примере осуществления угол выхода β диффузора составляет между стенкой 23 диффузора расходящегося участка 22 диффузора и продольной центральной осью М диффузора 14 максимально 25°.
Выходящие из диффузора 14, соответственно из расходящегося участка 22 диффузора, элементарные нити 1 укладываются на образованной в виде сеточной ленты 12 для укладки устройстве для укладки нитей, соответственно с образованием нетканого полотна 13. Нетканое полотно 13 потом транспортируется, соответственно отправляется, сеточной лентой 12 для укладки в продольном машинном направлении MD. К изобретению относится также, что предусмотрено отсасывающее устройство для отсасывания воздуха, соответственно технологического воздуха через устройство для укладки, соответственно сеточную ленту 12 для укладки. Для этого под выходом 24 диффузора расположена область 25 отсасывания, которая предпочтительно имеет ширину b в продольном машинном направлении. Эта ширина b области 25 отсасывания преимущественно и в примере осуществления больше ширины В выхода 24 диффузора. Согласно предпочтительной форме осуществления ширина b области 25 отсасывания, по меньшей мере, 1,2-кратна, предпочтительно, по меньшей мере, 1,3-кратна ширине В выхода 24 диффузора. В примере осуществления ширина В выхода 24 диффузора измеряется как горизонтальное расстояние нижних концов стенок 23 диффузора. Если концы стенок 23 диффузора расходящегося участка 22 диффузора не заканчиваются в одной горизонтальной плоскости, соответственно на одной вертикальной высоте, измеряется преимущественно расстояние более длинной стенки 23 диффузора от конца мысленно удлиненной более короткой стенки 23 диффузора на одинаковой вертикальной высоте. – Расположенная под сеточной лентой 12 для укладки область 26 отсасывания ограничивается с помощью двух расположенных одна за другой в продольном машинном направлении MD разделительных стенок 26, 27. Ширина b области 25 отсасывания измеряется как расстояние между обеими разделительными стенками 26, 27, а именно, в частности, как расстояние верхних концов обеих разделительных стенок 26. 27. Прежде всего на фиг. 3 можно видеть, что область 25 отсасывания относительно продольного машинного направления MD выдается позади области укладки нитей 1 на первом участке 28 отсасывания за выход 24 диффузора, соответственно за ширину В выхода 24 диффузора. Дальше предпочтительно и в примере осуществления область 25 отсасывания выдается относительно продольного машинного направления MD перед областью укладки нитей 1 на втором участке 29 отсасывания за выход 24 диффузора, соответственно за ширину В выхода 24 диффузора. На фиг. 3 можно видеть, что первый участок 28 отсасывания имеет ширину b1и второй участок 29 отсасывания ширину b2. В принципе в рамках изобретения предусмотрено также то, что область 25 отсасывания со своей стороны подразделена с помощью, по меньшей мере, разделительной стенки, соответственно с помощью разделительных стенок. Тем не менее, в этом случае предпочтительно действительно, что в этой области 25 отсасывания, соответственно в этой подразделенной с помощью разделительных стенок области 25 отсасывания, скорость, соответственно средняя скорость отсасываемого воздуха, по всей ширине области 25 отсасывания одинакова, соответственно главным образом одинакова.
Согласно рекомендованной форме осуществления изобретения отсасывание производится через сеточную ленту 12 для укладки с условием, что в области выхода 24 диффузора третичный воздух Т проходит вдоль наружной поверхности 30 диффузора 14, соответственно расходящегося участка 22 диффузора, в направлении сеточной ленты 12 для укладки. Согласно особо предпочтительной форме осуществления потоки третичного воздуха ориентированы при этом параллельно, соответственно главным образом параллельно, к идущем в направлении выхода 24 диффузора 14 смешанному из первичного воздуха Р и вторичного воздуха S потоку. Предпочтительно потоки первичного воздуха Р, вторичного воздуха S и третичного воздуха Т идут параллельно, соответственно как бы параллельно, через сеточную ленту 12 для укладки.
Фиг. 6 показывает альтернативную форму осуществления предложенного в соответствии с изобретением уплотнения 2.2, которое в примере осуществления уплотняет зазор 2.1 между многоканальным мундштуком 2 для экструзии и отсасывающим мономер устройством 4. Это альтернативное уплотнение 2.2 имеет прижатый с помощью пружинного элемента 31 к контактной поверхности подлежащего уплотнению зазора 2.1 уплотнительный элемент 32, который выполнен, например, в виде губки.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО И СПОСОБ ИЗГОТОВЛЕНИЯ НЕТКАНЫХ МАТЕРИАЛОВ ИЗ ЭЛЕМЕНТАРНЫХ ВОЛОКОН | 2017 |
|
RU2710674C2 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ФИЛЬЕРНЫХ НЕТКАНЫХ МАТЕРИАЛОВ ИЗ ЭЛЕМЕНТАРНЫХ НИТЕЙ | 2018 |
|
RU2704908C2 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ФИЛЬЕРНЫХ НЕТКАНЫХ МАТЕРИАЛОВ | 2016 |
|
RU2710675C1 |
| УСТРОЙСТВО И СПОСОБ ДЛЯ ИЗГОТОВЛЕНИЯ ФИЛЬЕРНОГО НЕТКАНОГО МАТЕРИАЛА ИЗ НЕПРЕРЫВНЫХ ЭЛЕМЕНТАРНЫХ НИТЕЙ | 2016 |
|
RU2694912C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ФИЛЬЕРНОГО НЕТКАНОГО МАТЕРИАЛА | 2008 |
|
RU2401333C2 |
| УСТРОЙСТВО И СПОСОБ ИЗГОТОВЛЕНИЯ НЕТКАНОГО МАТЕРИАЛА ИЗ ВОЛОКОН | 2020 |
|
RU2759705C1 |
| СЛОИСТЫЙ МАТЕРИАЛ ИЗ ФИЛЬЕРНОГО НЕТКАНОГО МАТЕРИАЛА И СПОСОБ ИЗГОТОВЛЕНИЯ СЛОИСТОГО МАТЕРИАЛА ИЗ ФИЛЬЕРНОГО НЕТКАНОГО МАТЕРИАЛА | 2020 |
|
RU2794313C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ НЕТКАНОГО ПОЛОТНА ИЗ ВОЛОКОН | 2017 |
|
RU2713483C1 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ ПОЛОТНА НЕТКАНОГО МАТЕРИАЛА | 2005 |
|
RU2299936C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ПРОИЗВОДСТВА НЕТКАНЫХ МАТЕРИАЛОВ ИЗ БЕСКОНЕЧНЫХ ЭЛЕМЕНТАРНЫХ НИТЕЙ | 2019 |
|
RU2732563C1 |
Устройство для изготовления фильерных нетканых материалов из элементарных нитей с, по меньшей мере, многоканальным мундштуком для экструзии, по меньшей мере, отсасывающим мономер устройством, по меньшей мере, охлаждающим устройством для охлаждения нитей, по меньшей мере, вытягивающим устройством для вытяжки нитей и с, по меньшей мере, устройством для укладки. Между многоканальным мундштуком для экструзии и отсасывающим мономер устройством предусмотрено первое способное деформироваться уплотнение для уплотнения образованного между многоканальным мундштуком для экструзии и отсасывающим мономер устройством зазора. В качестве альтернативы или дополнительно между отсасывающим мономер устройством и охлаждающим устройством расположено, по меньшей мере, способное деформироваться уплотнение для уплотнения образованного между отсасывающим мономер устройством и охлаждающим устройством зазора и/или между охлаждающим устройством и вытягивающим устройством расположено способное деформироваться уплотнение для уплотнения образованного между охлаждающим устройством и вытягивающим устройством зазора. Характеристики прилегания уплотнений относительно поверхностей соприкосновения соответствующего зазора могут изменяться, соответственно поднастраиваться. 21 з.п. ф-лы, 6 ил.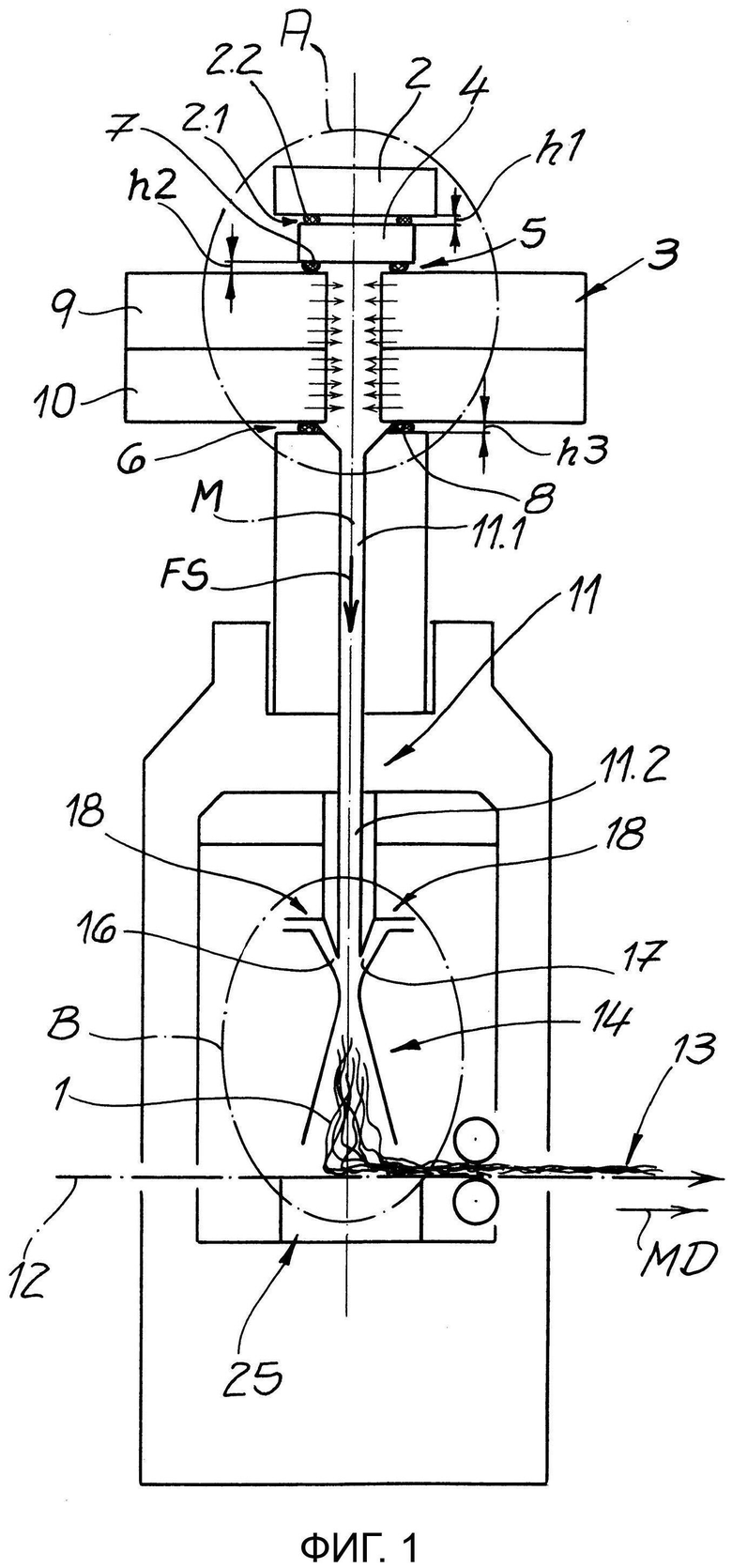
1. Устройство для изготовления фильерных нетканых материалов из элементарных нитей (1), в частности, из термопластичного синтетического материала, с, по меньшей мере, многоканальным мундштуком (2) для экструзии для формования элементарных нитей (1), по меньшей мере, отсасывающим мономер устройством (4) , по меньшей мере, охлаждающим устройством (3) для охлаждения нитей (1), по меньшей мере, вытягивающим устройством (11) для вытяжки нитей (1) и с, по меньшей мере, устройством для укладки, в частности, в форме сеточной ленты (12) для укладки нитей (1) с образованием нетканого полотна (13), причем между многоканальным мундштуком (2) для экструзии и отсасывающим мономер устройством (4) расположено, по меньшей мере, выполненное с возможностью деформирования уплотнение (2.2) для, по меньшей мере, образованного между многоканальным мундштуком (2) для экструзии и отсасывающим мономер устройством (4) зазора, и/или, причем между отсасывающим мономер устройством (4) и охлаждающим устройством (3) расположено, по меньшей мере, выполненное с возможностью деформирования уплотнения (7) для, по меньшей мере, образованного между отсасывающим мономер устройством (4) и охлаждающим устройством (3) зазора (5), и/или между охлаждающим устройством (3) и вытягивающим устройством (11), соответственно промежуточным каналом (11.1) вытягивающего устройства (11), расположено, по меньшей мере, выполненное с возможностью деформирования уплотнение (8) для, по меньшей мере, образованного между охлаждающим устройством (3) и вытягивающим устройством (11), соответственно промежуточным каналом (11.1), зазора (6), и характеристики прилегания, в частности, давление прижима и/или прижимное усилие и/или поверхность прилегания, по меньшей мере, уплотнения (2.2, 7, 8) относительно поверхностей соприкосновения соответствующего зазора (2.1, 5, 6) выполнены с возможностью изменения, соответственно поднастраивания.
2. Устройство по п. 1, в котором ширина зазора (2.1) между многоканальным мундштуком (2) для экструзии и отсасывающим мономер устройством (4) и/или ширина зазора (5) между отсасывающим мономер устройством (4) и охлаждающим устройством (3) и/или ширина зазора (6) между охлаждающим устройством (3) и вытягивающим устройством (11), соответственно промежуточным каналом (11.1), в рабочем состоянии устройства составляет от 3 до 35 мм, в частности, от 5 до 30 мм, и, причем соответствующее, по меньшей мере, одно уплотнение (2.2, 7, 8) выполнено с возможностью уплотнения по этой ширине соответствующего зазора (2.1, 5, 6).
3. Устройство по п. 1 или 2, в котором неравномерности относительно ширины зазоров (2.1, 5, 6) выполнены с возможностью компенсирования соответственно с помощью вариации/поднастройки характеристик прилегания уплотнения (2.2, 7, 8) в соответствующем направлении ширины.
4. Устройство по любому из пп. 1-3, в котором, по меньшей мере, уплотнение (2.2, 7, 8), преимущественно все уплотнения (2.2, 7, 8) в направлении ширины предназначенного зазора (2.1, 5, 6) выполнено с возможностью поднастраивания, соответственно деформирования на величину деформации от 3 до 20 мм, предпочтительно от 5 до 15 мм.
5. Устройство по любому из пп. 1-4, в котором, по меньшей мере, уплотнение (2.2, 7, 8), преимущественно все уплотнения (2.2, 7, 8) расположены соответственно по кругу по всему периметру, соответственно главным образом по всему периметру канала F для потока нитей.
6. Устройство по любому из пп. 1-4, в котором по меньшей мере, в образованном между составными частями (2, 4, 3, 11 соответственно 11.1) устройства зазоре (2.1, 5, 6) рядом друг с другом расположено множество уплотнений (2.2, 7, 8) и ограничивает канал F для потока нитей.
7. Устройство по любому из пп. 1-6, в котором, по меньшей мере, уплотнение (2.2, 7, 8), преимущественно уплотнения (2.2, 7, 8), выполнено/выполнены с возможностью его осуществления при давлении в камере F для потока нитей больше 2000 Па, в частности больше 2500 Па.
8. Устройство по любому из пп. 1-7, в котором, по меньшей мере, уплотнение (2,2, 7, 8), преимущественно все уплотнения (2,2, 7, 8), выполнено/выполнены с возможностью заполнения текучей средой, причем поднастройка, соответственно регулировка соответствующего уплотнения (2.2, 7, 8), выполнено/выполнены с возможностью осуществления путем подачи текучей среды в уплотнение (2.2, 7, 8), соответственно путем выпуска текучей среды из уплотнения (2.2, 7, 8).
9. Устройство по п. 8, в котором, по меньшей мере, уплотнение (2.2, 7, 8), преимущественно уплотнения (2.2, 7, 8), выполнено/выполнены в виде надувного уплотнения (2.2, 7, 8), соответственно в виде надувных уплотнений (2.2, 7, 8).
10. Устройство по любому из пп. 1-9, в котором для перевода устройства в режим технического обслуживания характеристики прилегания, по меньшей мере, уплотнения (2.2, 7, 8), в частности уплотнений (2.2, 7, 8), выполнены с возможностью изменения, так что соответственно ограничивающие подлежащий уплотнению зазор (2.1, 5, 6) составляющие части (2, 4, 3, 11 соответственно 11.1) устройства в этом режиме технического обслуживания выполнены с возможностью перемещения, соответственно передвижения, относительно друг друга, в частности перемещения, соответственно передвижения, в горизонтальном направлении.
11. Устройство по любому из пп. 1-10, в котором для перевода устройства в режим технического обслуживания объем, соответственно объемы уплотнения, по меньшей мере, уплотнения (2.2, 7, 8), в частности уплотнений (2.2, 7, 8) выполнены с возможностью изменения, соответственно уменьшения, при этом остается свободная от уплотнения минимальная ширина, соответственно минимальная высота, по меньшей мере, зазора (2.1, 5, 6), в частности, зазоров (2.1, 5, 6), и составные части (2, 4, 3. 11 соответственно 11,1) устройства в этом режиме технического обслуживания выполнены с возможностью перемещения, соответственно передвижения, относительно друг друга, в частности, перемещения, соответственно передвижения, в горизонтальном направлении.
12. Устройство по любому из пп. 1-7 или 10, в котором, одно, соответственно, по меньшей мере, одно выполненное с возможностью деформирования уплотнение имеет, по меньшей мере, прижатый с помощью, по меньшей мере, пружинного элемента (31) к поверхности соприкосновения подлежащего уплотнению зазора (2.1, 5, 6) уплотнительный элемент (32).
13. Устройство по п. 12, в котором размеры и/или ход пружины, и/или жесткость пружины пружинного элемента (31) выбраны с условием, что будет обеспечен уплотняющий контакт, соответственно уплотнительный контакт уплотнительного элемента (32) с предназначенной поверхностью соприкосновения подлежащего уплотнению зазора (2.1, 5, 6).
14. Устройство по п. 12 или 13, в котором характеристики прилегания, по меньшей мере, уплотнения, соответственно, по меньшей мере, нагруженного усилием пружины уплотнительного элемента (32) могут регулироваться с помощью, по меньшей мере, воздействующего, соответственно нагружающего элемента для манипулирования, причем устройство преимущественно выполнено с возможностью перевода в режим технического обслуживания с помощью регулировки характеристик прилегания, по меньшей мере, нагруженного усилием пружины уплотнительного элемента (32).
15. Устройство по любому из пп. 1-14, в котором агрегат из охлаждающего устройства (3) и вытягивающего устройства (11) образован в виде герметичного агрегата, причем кроме подвода охлаждающего воздуха в охлаждающем устройстве (3) не имеется никакого другого подвода текучей среды, соответственно никакого другого подвода воздуха в этот герметичный агрегат.
16. Устройство по любому из пп. 1-15, в котором между вытягивающим устройством (11) и устройством для укладки, соответственно сеточной лентой (12) для укладки расположен, по меньшей мере, диффузор (14), причем нити (1) и первичный воздух Р поступают из вытягивающего устройства (11) в диффузор (14), при этом преимущественно в области, по меньшей мере, одного диффузора (14) предусмотрены, по меньшей мере, два противолежащие относительно продольного машинного направления (MD) зазора (16, 17) для входа вторичного воздуха, через которые вторичный воздух S поступает в диффузор (14).
17. Устройство по любому из пп. 1-16, в котором предусмотрено, по меньшей мере, отсасывающее устройство для отсасывания воздуха, соответственно технологического воздуха, через устройство для укладки, соответственно через сеточную ленту (12) для укладки, причем отсасывание осуществляется с условием, что, по меньшей мере, в области выхода (24) диффузора, расположенного над устройством для укладки диффузора (14), третичный воздух Т проходит вдоль наружных поверхностей (30) стенок (23) диффузора в направлении устройства для укладки, соответственно сеточной ленты (12) для укладки, причем потоки третичного воздуха ориентированы предпочтительно параллельно, соответственно главным образом параллельно, к проходящему в направлении выхода (24) диффузора внутри диффузора (14) смешанному потоку из первичного воздуха Р и вторичного воздуха S.
18. Устройство по п. 17, в котором, по меньшей мере, зазор (16, 17) для входа вторичного воздуха, преимущественно оба зазора (16, 17) для входа вторичного воздуха образован/образованы с условием, что вторичный воздух S входит под углом α к направлению FS потока нитей, соответственно продольной центральной оси М устройства, соответственно диффузора (14), причем угол α меньше 100°, целесообразно равен или меньше 90°, преимущественно меньше 80°, предпочтительно меньше 70° и весьма предпочтительно меньше 65°.
19. Устройство по п. 17 или 18, в котором в области зазоров (16, 17) для входа вторичного воздуха соотношение объемных потоков первичного и вторичного воздуха Vp/Vs меньше 5, преимущественно меньше 4,5.
20. Устройство по любому из пп. 17-19, в котором в направлении FS потока нитей сзади, соответственно ниже зазоров (16, 17) для входа вторичного воздуха, примыкает сужающийся участок (20) диффузора.
21. Устройство по п. 20, в котором в направлении FS потока нитей к сужающемуся участку (20) диффузора примыкает сужение (21) диффузора (14), причем к сужению (21) примыкает, по меньшей мере, расходящаяся область (22) диффузора (14).
22. Устройство по любому из пп. 17-21, в котором отсасывание воздушных потоков осуществляется под устройством для укладки, соответственно под сеточной лентой (12) для укладки, в области всасывания, длина которой в продольном машинном направлении (MD), по меньшей мере 1,2–кратна, предпочтительно, по меньшей мере, 1,5-кратна, предпочтительнее, по меньшей мере, 2-кратна ширине В выхода (24) диффузора.
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ФИЛЬЕРНОГО НЕТКАНОГО МАТЕРИАЛА | 2008 |
|
RU2401333C2 |
| УСТАНОВКА ДЛЯ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ НЕТКАНОГО ВОЛОКНИСТОГО ПОЛОТНА ИЗ НИТЕЙ | 2003 |
|
RU2260083C2 |
| EP 1630265 A1, 01.03.2006 | |||
| Оправка прошивного стана | 1986 |
|
SU1340843A1 |

