Изобретение относится к устройству для изготовления нетканого материала из волокон, в частности, волокон из термопластичного полимера, причем предусмотрены, по меньшей мере, одна формовочная машина для формирования волокон и воздухопроницаемый укладочный транспортер, в частности, укладочная перфорированная лента для укладывания волокон к виду нетканого полотна или нетканого материала. Кроме того, изобретение относится к соответствующему способу изготовления такого нетканого материала из волокон. В соответствии с весьма предпочтительной формой исполнения изобретения случае образующих нетканый материал волокон речь идет о бесконечных филаментах. Вследствие своей бесконечной длины бесконечные филаменты отличаются от штапельных волокон, которые имеют отчетливо меньшую длину, например, от 10 мм до 60 мм. Изготовленный в соответствии с изобретением нетканый материал состоит, например, предпочтительно из указанных бесконечных филаментов и в особо предпочтительном случае при нетканом материале, изготовленном с помощью соответствующего изобретению устройства или соответствующего изобретению способа, речь идет о нетканом материале типа спанбонд.
Устройства и способы изготовления нетканых материалов названного выше типа известны из уровня техники. Для многих случаев использования необходимы нетканые материалы с большой толщиной и высокой мягкостью. Большой толщины нетканого материала достигают, как правило, при использовании вьющихся или волнистых филаментов. Для этого используют, прежде всего, многокомпонентные филаменты или двухкомпонентные филаменты с конфигурацией «бок о бок» или с эксцентрической конфигурацией сердечника и оболочки. Достижение большой толщины сопряжено, как правило, с относительно низкой прочностью нетканого материала. Это справедливо как для прочности при растяжении в машинном направлении (MD), так и для прочности поверхности нетканого материала на истирание. Увеличение прочности за счет упрочнения нетканого материала опять ведет к уменьшению толщины и/или снижению мягкости нетканого материала. В этой связи возникает конфликт цели. Другая проблема заключается в том, что уложенные нетканые полотна часто не обладают желаемой однородностью, в частности, в отношении их поверхности. Зачастую приходится констатировать дефектные участки в плоскости или на поверхности нетканого материала. Такие дефектные участки возникают прежде всего также в результате эффектов обратного потока (так называемых Blow-Back-эффектов). При переходе уложенного на укладочный транспортер нетканого полотна из области укладочного транспортера с более сильным отсасыванием в область укладочного транспортера с менее сильным отсасыванием происходит как будто оттягивание филаментов или составных частей нетканого материала назад из зоны с меньшим отсасыванием в зону с большим отсасыванием (Blow-Back-эффект). В результате этого возникают мешающие дефектные участки или агломерации в полотне нетканого полотна или поверхности нетканого материала. Они являются весьма вредными в отношении оптимального качества продукта.
В соответствии с этим в основу изобретения положена техническая проблема, заключающаяся в создании устройства для изготовления нетканого материала из волокон, с помощью которого можно изготавливать нетканый материал с большой толщиной и высокой мягкостью, который отличается, тем не менее, также удовлетворительной прочностью и износостойкостью и в существенной мере, в частности, не содержит агломераций. Далее, в основу изобретения положена техническая задача создания соответствующего способа изготовления такого нетканого материала.
Для решения технической проблемы, согласно изобретению, предложено устройство для изготовления нетканого материала из волокон, в частности, из волокон из термопластичного полимера, причем предусмотрены, по меньшей мере, одна формовочная машина для формирования волокон и укладочный транспортер в частности, бесконечная вращающаяся перфорированная лента для укладывания волокон к виду нетканого материала, причем присутствует, по меньшей мере, одно отсасывающее устройство, с помощью которого в области укладки или в главной области укладки волокон в главной области отсасывания воздух или технологический воздух можно отсасывать снизу через укладочный транспортер, причем главная область отсасывания ниже укладочного транспортера ограничена в области входа (на стороне входа) укладочного транспортера и в области выхода укладочного транспортера соответственно, по меньшей мере, одной всасывающей разделительной стенкой, и причем расположенный на стороне подачи конец, по меньшей мере, одной, в частности, всасывающей разделительной стенки, или часть соответствующей всасывающей разделительной стенки, расположенная на наименьшем удалении от укладочного транспортера, находится на вертикальном расстоянии А от укладочного транспортера, составляющем, в частности, от 10 мм до 250 мм, преимущественно от 25 мм до 200 мм, предпочтительно от 29 мм до 200 мм и предпочтительно от 29 мм до 140 мм. Вертикальное расстояние А предусматривает, в частности, расстояние А, которое измеряют вдоль вертикали, проходящей через конец всасывающей разделительной стенки, расположенный на стороне транспортировки и ориентированный перпендикулярно поверхности укладочного транспортера.
Указанные здесь и в последующем геометрические параметры и геометрические соотношения относятся, в частности, к устройству в состоянии без нагружения воздухом, то есть, в частности, без отсасывания воздуха или технологического воздуха, и без нагружения горячим воздухом. Соответствующее изобретению устройство выполнено, однако, предпочтительно таким образом, что геометрические параметры и соотношения соответствуют действительности или, по меньшей мере, в существенной мере соответствуют действительности также в состоянии нагружения воздухом. Помимо прочего, в рамках изобретения предусмотрено, что всасывающие разделительные стенки или разделительные стенки между областями всасывания и компонентами обтекателя выполнены с точки зрения аэрогидродинамики, поскольку компоненты выполняют также аэрогидродинамические функции.
В соответствии с предпочтительной формой исполнения изобретения вертикальное расстояние А составляет от 20 мм до 160 мм, предпочтительно от 20 мм до 150 мм, предпочтительно от 25 мм до 150 мм и, в частности, от 30 мм до 150 мм. В соответствии с особо предпочтительной формой исполнения изобретения, по меньшей мере, одна, в частности, одна всасывающая разделительная стенка содержит на своем расположенном на стороне подачи конце участок разделительной стенки, отогнутый под углом от остальной всасывающей разделительной стенки и выполненный в виде участка обтекателя. При этом расположенный на стороне подачи конец этого участка обтекателя или часть этого участка обтекателя, расположенная на кратчайшем от укладочного транспортера вертикальном расстоянии, расположена на вертикальном расстоянии А от укладочного транспортера. В случае этой рекомендуемой формы исполнения изобретения участок обтекателя или отходящий под углом концевой участок всасывающей разделительной стенки образует угол α с ориентированной перпендикулярно относительно укладочного транспортера или поверхности F укладочного транспортера вертикалью V или с вертикальной центральной областью М устройства. Этот угол α целесообразным образом меньше 90° и предпочтительно меньше 85°. При этой рекомендуемой форме исполнения участок обтекателя выполнен в виде проверенного на практике скошенного участка обтекателя с линейным или главным образом линейным поперечным сечением.
В соответствии со следующим вариантом изобретения, по меньшей мере, одна, в частности, одна всасывающая разделительная стенка содержит на своем расположенном на стороне подачи конце участок обтекателя в форме уголкового элемента с двумя развернутыми друг к другу компонентами обтекателя, а расположенный на стороне подачи конец этого участка обтекателя или расположенная на кратчайшем удалении от укладочного транспортера часть этого участка обтекателя расположен на расстоянии А от укладочного транспортера. Рекомендуется, чтобы участок обтекателя или угловой элемент содержал компонент обтекателя, который ориентирован со скосом, в частности, перпендикулярно или главным образом перпендикулярно поверхности F укладочного транспортера. Далее, в рамках изобретения предусмотрено, чтобы участок обтекателя или угловой элемент содержал компонент обтекателя, ориентированный параллельно или главным образом параллельно поверхности F укладочного транспортера. Целесообразным образом оба компонента обтекателя должны быть соединены между собой непосредственно к виду уголкового элемента.
В рамках изобретения предусмотрено, что позиция излома или позиция сгиба участка обтекателя и/или точка присоединения параллельных компонентов обтекателя участка обтекателя расположена на вертикальном расстоянии от укладочного транспортера или укладочной перфорированной ленты от 20 мм до 200 мм, в частности, от 30 мм о 190 мм.
В рамках изобретения предусмотрено, что в ограниченной двумя всасывающими разделительными стенками главной области всасывания ниже главной области укладки волокон осуществляют максимальное отсасывание воздуха или технологического воздуха. Если в следующих областях отсасывания соответствующего изобретению устройства воздух или технологический воздух отсасывают через укладочный транспортер, то при этой предпочтительной форме исполнения воздух или технологический воздух отсасывают в главной области отсасывания с максимальной скоростью VH отсасывания. Далее, ниже дополнительно пояснено, что перед главной областью отсасывания или после нее могут быть расположены следующие области отсасывания. В рамках изобретения скорости отсасывания воздуха или технологического воздуха относительно отсасывания через укладочный транспортер или через перфорированную укладочную ленту измеряют, в частности, непосредственно над укладочным транспортером или укладочной перфорированной лентой, а именно целесообразным образом на расстоянии от 0 мм до 5 мм от укладочного транспортера или укладочной перфорированной ленты. Из уровня техники принципиально известна ограниченная двумя всасывающими разделительными стенками область отсасывания, расположенная ниже главной области укладки волокон. В случае некоторых, известных из уровня техники устройств расположенные на стороне подачи концы этих обеих всасывающих разделительных стенок выполнены также более или менее изогнутыми. Следует учесть, что расположенные на стороне подачи концы этих всасывающих разделительных стенок простираются до укладочного транспортера или до укладочной перфорированной ленты и между расположенными на стороне подачи концами всасывающих разделительных стенок присутствует лишь малое расстояние или расстояние вообще отсутствует. В этой связи соответствующее изобретению устройство уже явно отличается от этих известных устройств, в то время как в соответствии с изобретением между расположенным на стороне подачи концом, по меньшей мере, одной всасывающей разделительной стенки и укладочным транспортером или укладочной перфорированной лентой поддерживают относительно большое вертикальное расстояние А.
Предпочтительная форма исполнения, которая в рамках изобретения приобретает особое значение, отличается тем, что лишь одна всасывающая вертикальная стенка главной области отсасывания расположена на вертикальном расстоянии А от укладочного транспортера и предпочтительно на своем, расположенном на стороне подачи конце или в своей, расположенной на стороне транспортировки области содержит участок обтекателя. При этом рекомендуется, чтобы указанная всасывающая разделительная стенка – в отношении направления транспортировки укладочного транспортера – представляла собой всасывающую разделительную стенку, расположенную на стороне выхода. С помощью этой формы исполнения можно особо эффективно решить соответствующую изобретению техническую проблему.
В соответствии с рекомендуемой формой исполнения изобретения отогнутый под углом от остальной всасывающей разделительной стенки участок обтекателя выполнен в поперечном сечении линейным или главным образом линейным, а поверхность этого участка обтекателя выполнена в виде плоскости или в виде главным образом ровной поверхности. В этой связи эта предпочтительная форма исполнения отличается от исполнения расположенных на стороне подачи концов всасывающих разделительных стенок, известных из уровня техники, которые в их расположенной на стороне подачи области выполнены изогнутыми или непрерывно изогнутыми. В рамках изобретения предусмотрено, что отогнутый под углом участок обтекателя отогнут относительно вертикалей, ориентированных вертикально относительно поверхности F укладочного транспортера, или относительно вертикальной центральной плоскости М устройства на угол α. Целесообразным образом этот угол α больше 10°, преимущественно больше 15°, предпочтительно больше 20° и очень предпочтительно больше 25°. В соответствии с рекомендованной формой исполнения изобретения угол α больше 30°. Следующая предпочтительная форма исполнения изобретения отличается тем, что угол α больше 35° и, в частности, больше 40°. В рамках изобретения предусмотрено, что отогнутый участок обтекателя отогнут относительно вертикалей V, ориентированных перпендикулярно поверхности F укладочного транспортера, или относительно вертикальной центральной плоскости М устройства в больше мере, нежели расположенный на стороне укладочного транспортера участок следующей или противолежащей всасывающей разделительной стенки главной области отсасывания. При этом в рамках изобретения предпочтительно, если соответствующий изобретению участок обтекателя отогнут на, по меньшей мере, 5°, преимущественно на, по меньшей мере, 10° и предпочтительно на, по меньшей мере, 15° сильнее, нежели расположенный на стороне укладочного транспортера участок следующей или противолежащей всасывающей разделительной стенки главной области отсасывания.
Наиболее предпочтительная форма исполнения изобретения отличается тем, что отогнутый участок обтекателя имеет в своей проекции на поверхность F укладочного транспортера длину L, которая больше по сравнению с соответствующей проекцией расположенного на стороне укладочного транспортера, отходящего под углом или отогнутого участка следующей или противолежащей всасывающей разделительной стенки главной области отсасывания. Длина L проекции отогнутого участка обтекателя на поверхность F укладочного транспортера составляет предпочтительно от 30 мм до 200 мм, преимущественно от 35 мм до 180 мм и особенно предпочтительно от 40 мм до 150 мм. В соответствии с одной формой исполнения изобретения длина L составляет от 50 мм до 150 мм. Одна форма исполнения отличается тем, что длина L больше расстояния А или равна расстоянию А до укладочного транспортера. Целесообразным образом вертикальная высота h отогнутого участка обтекателя, в частности, в проекции на центральную плоскость М устройства составляет от 5 мм до 300 мм, предпочтительно от 10 мм до 150 мм и, в частности, от 15 мм до 100 мм.
В рамках изобретения предусмотрено, что участок обтекателя относительно своего расположенного на стороне подачи конца расположен от укладочного транспортера на большем вертикальном расстоянии А, чем расположенный на стороне подачи конец расположенного на стороне укладочного транспортера участка следующей или противолежащей всасывающей разделительной стенки. Целесообразным образом расстояние А расположенного на стороне подачи конца участка обтекателя, по меньшей мере, в 0,8 раза, в частности, по меньшей мере в 1,5 раза и предпочтительно, по меньшей мере, в два раза больше соответствующего расстояния А расположенного на стороне подачи концом расположенного на стороне укладочного транспортера участка следующей или противолежащей разделительной стенки главного участка отсасывания. В рамках изобретения предусмотрено, что участок обтекателя простирается перпендикулярно машинному направлению (MD) на протяжении, по меньшей мере, 80%, преимущественно, по меньшей мере, 85%, предпочтительно, по меньшей мере,90% и весьма предпочтительно, по меньшей мере, 95% ширины укладочного транспортера или укладочной перфорированной ленты. Машинное направление (MD) подразумевает здесь и в последующем направление транспортировки укладочного транспортера или направление транспортировки уложенного нетканого полотна.
В соответствии с формой исполнения изобретения участок обтекателя ориентирован ли отогнут под углом к обращенной от центра или центральной плоскости М стороне приданной всасывающей разделительной стенки. При этой форме исполнения участок обтекателя направлен или отогнут под углом, таким образом, в направлении транспортировки укладочного транспортера. В соответствии с другой формой исполнения изобретения участок обтекателя ориентирован или отогнут под углом в направлении центра или центральной плоскости М главного участка отсасывания. При этой названной последней форме исполнения участок обтекателя ориентирован или отогнут под углом, тем самым, против направления транспортировки укладочного транспортера. Соответствующий изобретению участок обтекателя можно использовать предпочтительно в составе установки с двумя прядильными балками или установки с несколькими прядильными балками с двумя или более формовочными машинами для формирования волокон.
Особенно предпочтительная форма исполнения отличается тем, что предусмотрены, по меньшей мере, две формовочных машины для формирования волокон, причем для каждой формовочной машине или каждой прядильной балки назначена главная область отсасывания, в которой воздух или технологический воздух можно отсасывать через укладочный транспортер или через укладочную перфорированную ленту, причем каждая из эти главных областей отсасывания ограничена двумя всасывающими разделительными стенками, причем, по меньшей мере, одна всасывающая разделительная стенка каждой главной области отсасывания содержит участок обтекателя, причем первый участок обтекателя относительно направления транспортировки укладочного транспортера первой области отсасывания – предпочтительно участок обтекателя, присоединенный к расположенной на стороне выхода всасывающей разделительной стенки этой первой главной области отсасывания – направлен или отогнут под углом к обращенной от центра или от центральной плоскости М этого главного участка отсасывания стороне присоединенной всасывающей разделительной стенки, и причем второй участок обтекателя второй, подчиненной относительно направления транспортировки укладочного транспортера главной области отсасывания – предпочтительно участок обтекателя, присоединенный к расположенной на стороне выхода всасывающей разделительной стенке этой второй главной области отсасывания, направлен или отогнут под углом к центру или центральной плоскости М этой второй главной области отсасывания.
В рамках изобретения предусмотрено, что в каждой из, по меньшей мере, двух главных областей отсасывания этой формы исполнения в отношении, по меньшей мере, одной предварительно подключенной области отсасывания и/или в отношении, по меньшей мере, одной подключенной после области отсасывания происходит максимальное отсасывание с наивысшей скоростью VH отсасывания. В случае поясненной выше формы исполнения приданный первой в направлении транспортировки прядильной балке участок обтекателя ориентирован или отогнут под углом в направлении транспортировки укладочного транспортера, в то время как приданный второй в направлении транспортировки прядильной балке участок обтекателя ориентирован или отогнут под углом против направления транспортировки укладочного транспортера. В рамках изобретения предусмотрено, что выработанные, по меньшей мере, двумя прядильными балками укладки волокон или нетканые полотна укладывают на том же укладочном транспортере или на той же укладочной перфорированной ленте. В остальном предпочтительно для, по меньшей мере, двух участков обтекателя установки с двумя прядильными балками или установки с несколькими прядильными балками действуют предпочтительные формы исполнения и формы выполнения, поясненные выше применительно к участку обтекателя.
Рекомендованная форма исполнения, которой в рамках изобретения придают особое значение, отличается тем, что соответствующее изобретению устройство предназначено в качестве спанбонд-устройства для изготовления нетканых материалов тип спанбонд из бесконечных филаментов. В случае работы с использованием установки с двумя прядильными балками или несколькими прядильными балками в рамках изобретения при этом предусмотрено, что эта установка содержит, по меньшей мере, два компонента спанбонд-устройства для производства или, по меньшей мере, два последовательно расположенных компонента спанбонд-устройства. Особо предпочтительно соответствующее изобретению устройство пригодно в качестве спанбонд-устройства для производства для изготовления нетканых материалов типа спанбонд из вьющихся бесконечных филаментов. При этом в рамках изобретения предусмотрено, что с помощью спанбонд-устройства производят многокомпонентные филаменты или двухкомпонентные филаменты, которые целесообразным образом имеют эксцентрическую конфигурацию сердечника и оболочки или конфигурацию «бок о бок». Соответствующее изобретению устройство или спанбонд-устройство особенно хорошо зарекомендовало себя для изготовления вьющихся бесконечных филаментов с эксцентрической конфигурацией сердечника и оболочки. Пояснение предпочтительных форм исполнения в этой связи приведено ниже.
В рамках изобретения предусмотрено, что соответствующее изобретению устройство или компонент спанбонд-устройства содержит, по меньшей мере, одно расположенное за формовочной машиной охлаждающее устройство и, по меньшей мере, одно расположенное после охлаждающего устройства устройство вытяжки. Предпочтительно предусмотрен, по меньшей мере, один диффузор, расположенный после устройства вытяжки. Особо предпочтительная форма исполнения изобретения отличается тем, что состоящий из охлаждающего устройства и устройства вытяжки агрегат выполнен в виде закрытого агрегата и что помимо подвода охлаждающего воздуха никакого другого подвода воздуха в охлаждающее устройство не производят. Волокна или бесконечные филаменты, покидающие диффузор или последний в направлении потока филаментов диффузор, укладывают на укладочный транспортер или на укладочную перфорированную ленту.
Очень хорошо зарекомендовавшая себя форма исполнения изобретения отличается тем, что диффузор, расположенный непосредственно над укладочным транспортером или укладочной перфорированной лентой, содержит две противолежащих стенки диффузора, причем предусмотрены два нижних расходящихся участка стенок диффузора. Оба нижних расходящихся участка стенки диффузора относительно центральной плоскости М диффузора расположены предпочтительно асимметрично. При этом рекомендуется, чтобы расположенный на стороне входа относительно укладочного транспортера участок стенки диффузора образовывал с центральной плоскостью М диффузора угол β, меньший по сравнению с расположенным на стороне выхода участком стенки диффузора. Целесообразным образом угол β – который образован расположенным на стороне входа участком стенки диффузора и центральной плоскостью М, по меньшей мере, на 1° меньше соответствующего угла, который образован расположенным на стороне выхода участком стенки диффузора и центральной плоскостью М. Асимметричное исполнение диффузора относительно центральной плоскости М особенно хорошо зарекомендовало себя применительно к решению соответствующей изобретению технической проблемы. В рамках изобретения предусмотрено, что расположенные на сторонах укладочного транспортера концы расходящихся участков стенки диффузора расположены на различном расстоянии е от центральной плоскости М устройства. Расстояние е1 между расположенным на стороне подачи концом участка диффузора, расположенного на стороне входа, и центральной плоскостью М устройства предпочтительно меньше расстояния е2 между расположенным на стороне подачи концом участка стенки диффузора, расположенного на стороне выхода, и центральной плоскостью М устройства. Отношение расстояний е1:е2 целесообразным образом составляет от 0,6 до 0,95, предпочтительно от 0,65 до 0,9 т, в частности, от 0,7 до 0,9. – В соответствии с одной формой исполнения изобретения расстояние А до укладочного транспортера составляет до 10% до 200% от суммы расстояний е1 и у2 (е1+е2).
Предпочтительная форма исполнения изобретения отличается тем, что расположенные на стороне укладочного транспортера концы расходящихся участков стенки диффузора расположены на различном вертикальном расстоянии от укладочного транспортера или укладочной перфорированной ленты. При этом расположенный на стороне подачи конец участка диффузора, расположенного на стороне входа, расположен от укладочного транспортера или укладочной перфорированной ленты на меньшем удалении, нежели расположенный на стороне подачи конец участка диффузора, расположенного на стороне выхода. Расстояние между расположенным на стороне подачи концом участка диффузора, расположенного на стороне входа, и укладочным транспортером составляет, в частности, предпочтительно от 20% до 60%, в частности, от 20% до 40% расстояния между расположенным на стороне подачи концом участка диффузора, расположенного на стороне выхода, и укладочным транспортером. При этой форме исполнения расстояния е1 и е2 измеряют целесообразным образом горизонтально или параллельно укладочному транспортеру или перфорированной укладочной ленте. Названная выше форма исполнения пригодна при использовании установки с двумя прядильными балками или установки с несколькими прядильными балками, в частности. для диффузора второй прядильной балки.
Рекомендуемая форма исполнения изобретения отличается тем, что расположенный непосредственно над укладочным транспортером или укладочной перфорированной лентой диффузор содержит две противолежащих стенки диффузора, причем на конце входа диффузора предусмотрены, по меньшей мере, два противолежащих зазора для входа вторичного воздуха, которые расположены соответственно на одной из обеих противолежащих стенок диффузора. Под концом входа диффузора следует понимать конец диффузора, в который поступают вытянутые волокна или филаменты. С помощью расположенного относительно направления транспортировки на стороне входа зазора для входа вторичного воздуха может быть введен объемный поток вторичного воздуха, меньший по сравнению с введенным через зазор для входа вторичного воздуха, расположенный на стороне выхода. В соответствии с исполнением соответствующего изобретению устройства для этого расположенный на стороне входа зазор для входа вторичного воздуха выполнен в машинном направлении (MD) более узким, чем расположенный на стороне выхода зазор для входа вторичного воздуха. В рамках изобретения предусмотрена возможность регулировки протяженности зазора для входа вторичного воздуха, расположенного на стороне входа, и/или протяженности зазора для входа вторичного воздуха, расположенного на стороне выхода. Рекомендуется, чтобы объемный поток вторичного воздуха расположенного на стороне входа зазора для входа вторичного воздуха был меньше, по меньшей мере, на 5%, предпочтительно, по меньшей мере, на 10% и, в частности, по меньшей мере, на 15% меньше объемного потока вторичного воздуха через расположенный на стороне выходе зазор для входа вторичного воздуха. В отношении решения соответствующей изобретению технической проблемы особенно хорошо зарекомендовала себя форма исполнения с различными объемными потоками вторичного воздуха на расположенном на стороне входа зазоре для входа вторичного воздуха и расположенном на стороне выхода зазоре для входа вторичного воздуха.
В рамках изобретения предусмотрено, что после главной области отсасывания соответствующего изобретению устройства или спанбонд-устройства в направлении подачи укладочного транспортера или укладочной перфорированной ленты расположена вторая область отсасывания, в которой воздух или технологический воздух всасывают через укладочный транспортер или укладочную перфорированную ленту. При этом скорость V2 отсасывания технологического воздуха через укладочный транспортер или укладочную перфорированную ленту в этой второй области отсасывания меньше скорости отсасывания VH в главной области отсасывания. Далее, в рамках изобретения предусмотрено, что после главной области отсасывания прядильной балки рядом с названной второй областью отсасывания в направлении подачи укладочного транспортера расположены следующие области отсасывания. При этом предпочтительная форма исполнения изобретения отличается тем, что скорость отсасывания воздуха или технологического воздуха через укладочный транспортер или укладочную перфорированную ленту уменьшают в направлении от главной области отсасывания к следующим областям отсасывания в направлении транспортировки, в результате чего главная область отсасывания обладает наивысшей скоростью VH отсасывания, а вторая область отсасывания обладает второй по величине скоростью V2 отсасывания и следующий, примыкающий ко второй области отсасывания участок отсасывания обладает скоростью отсасывания, которая меньше скорости отсасывания v2 второй области отсасывания.
В соответствии с рекомендуемой формой исполнения изобретения перед главной областью отсасывания расположена предварительно предусмотренная относительно направления транспортировки область отсасывания, в которой воздух или технологический воздух всасывают через укладочный транспортер или укладочную перфорированную ленту. При этом скорость VV отсасывания технологического воздуха через укладочный транспортер или укладочную перфорированную ленту в этой предварительно предусмотренной области отсасывания меньше скорости VH отсасывания в главной области отсасывания. Целесообразным образом скорость VV отсасывания больше скорости V2 отсасывания во второй области отсасывания. Такая предварительно предусмотренная область отсасывания предусмотрена, в частности, в том случае, если последующая главная область отсасывания придана прядильной балке, которая в составе установки с двумя прядильными балками или установки с несколькими прядильными балками следует, по меньшей мере, за первой прядильной балкой. В случае этой формы исполнения с предварительно предусмотренной областью отсасывания присоединенный к расположенной на стороне выхода всасывающей разделительной стенке участок обтекателя отогнут в направлении центра или центральной плоскости М главной области отсасывания. В соответствии со следующим вариантом исполнения этот участок обтекателя может быть, однако, также направлен или отогнут в направлении транспортировки укладочного транспортера. Рекомендуемым образом в случае установки с двумя прядильными балками или установки с несколькими прядильными балками участок обтекателя, присоединенный к расположенной на стороне выхода всасывающей разделительной стенке первой главной области отсасывания первой прядильной балки, направлен или отогнут к обращенной от центра этой первой главной области отсасывания стороне присоединенной всасывающей разделительной стенки и, таким образом, в направлении транспортировки укладочного транспортера.
Особенно предпочтительная форма исполнения изобретения отличается тем, что, по меньшей мере, один участок обтекателя, по меньшей мере, одной всасывающей разделительной стенки главной области отсасывания и, в частности, участок обтекателя расположенной на стороне выходе всасывающей разделительной стенки выполнены и/или расположены и/или предназначены для того, чтобы происходил непрерывный постоянный переход от скорости VH отсасывания главной области отсасывания к скорости V2 отсасывания второй области отсасывания и/или чтобы происходил непрерывный постоянный переход от скорости VV отсасывания предварительно предусмотренной области отсасывания к скорости VH отсасывания главной области отсасывания.
При этом особенно предпочтительно, что скорость отсасывания постоянно и непрерывно уменьшают от скорости VH отсасывания в главной области отсасывания до скорости V2 отсасывания в предварительно предусмотренной второй области отсасывания на протяжении переходной области длиной, по меньшей мере, 14 см, в частности, по меньшей мере 16 см и предпочтительно, по меньшей мере, 18 см. Далее, предпочтительно, что в случае предварительно предусмотренной области отсасывания скорость отсасывания постоянно и непрерывно увеличивают от скорости VV отсасывания в предварительной предусмотренной области отсасывания до скорости VH отсасывания в главной области отсасывания на протяжении переходной области длиной, по меньшей мере, 10 см, в частности, по меньшей мере, 16 см и предпочтительно, по меньшей мере, 18 см. – В обоих случаях длина переходной области составляет целесообразным образом макс. 40 см, в частности, макс. 35 мм и предпочтительно макс. 30 см. – В случае известных из уровня техники устройств описанное выше уменьшение скорости отсасывания или увеличение скорости отсасывания происходит более или менее резко. В соответствии с изобретением, напротив, для непрерывного изменения скоростей отсасывания предусмотрена переходная область длиной, по меньшей мере, 10 см.
Особенно рекомендуемая форма исполнения изобретения отличается тем, что над второй – расположенной после главной области отсасывания – областью отсасывания расположено, по меньшей мере, одно устройство предварительного упрочнения для предварительного упрочнения нетканого материала. Целесообразным образом в случае этого устройства предварительного упрочнения речь идет об устройстве для предварительного упрочнения горячим воздухом и предпочтительно о расходомере горячего воздуха. В принципе здесь можно было бы также использовать печь горячего воздуха или устройство предварительно упрочнения горячим воздухом. Принципиально предварительное упрочнение можно осуществлять также с помощью уплотнительных валков и/или с помощью каландра. Хорошо зарекомендовавшая себя форма исполнения изобретения отличается тем, что расстояние В между центральной плоскостью М устройства или диффузора и устройством предварительного упрочнения составляет от 100 мм до 1000 мм. в частности, от 110 мм до 600 мм и предпочтительно от 120 мм до 550 мм. При этом расстояние В измеряют, в частности, между названной центральной плоскостью М и следующим в направлении транспортировки первым компонентом или конструктивным компонентом устройства предварительного упрочнения.
Для решения соответствующей изобретению технической проблемы изобретение предлагает, далее, способ изготовления нетканого материала из волокон, в частности, волокон из термопластичного полимера, причем волокна формуют и укладывают на воздухопроницаемый укладочный транспортер, в частности, на воздухопроницаемую укладочную перфорированную ленту к виду нетканого полотна или нетканого материала, причем в области укладки волокон в главной области отсасывания снизу через укладочный транспортер или через укладочную перфорированную ленту производят отсасывание воздуха или технологического воздуха, причем главную область отсасывания ограничивают двумя расположенными одна за другой в машинном направлении (MD) всасывающими разделительными стенками,
причем предусмотрена область отсасывания, расположенная относительно направления транспортировки укладочного транспортера перед главной областью отсасывания и/или причем предусмотрена вторая область отсасывания, расположенная после главной области отсасывания или после расположенной на стороне выхода всасывающей разделительной стенки,
причем в предварительно предусмотренной области отсасывания и/или в следующей после второй области отсасывания воздух отсасывают через укладочный транспортер или укладочную перфорированную ленту со скоростью отсасывания, которая меньше, нежели в главной области отсасывания, и причем, по меньшей мере, один, расположенный на стороне подачи участок всасывающей разделительной стенки ориентирован и отогнут с условием того, что, в частности, отогнутый участок обтекателя располагают или ориентируют на расположенном на стороне подачи конце всасывающей разделительной стенки таким образом, что скорость отсасывания воздуха, отсасываемого через укладочный транспортер, непрерывно и постоянно возрастает в направлении от предварительно предусмотренной области отсасывания к главной области отсасывания и/или что скорость отсасывания воздуха, отсасываемого через укладочный транспортер или через укладочную перфорированную ленту, непрерывно и постоянно снижается в направлении от главной области отсасывания к предварительно предусмотренной области отсасывания.
В соответствии с рекомендуемой формой исполнения изобретения скорость VH отсасывания в главной области отсасывания в 1,2-1,5 раза, преимущественно в 1,5-4 раза, предпочтительно в 2-4 раза и весьма предпочтительно в 2,5-3,5 раза выше скорости VV отсасывания в предварительно предусмотренной области отсасывания и/или скорости V2 отсасывания в следующей далее второй области отсасывания. При этом целесообразным образом скорость отсасывания непрерывно и постоянно падает по величине от скорости VH отсасывания в главной области отсасывания до скорости V2 отсасывания в следующей далее второй области отсасывания в переходной области длиной, по меньшей мере, 10 см, в частности, по меньшей мере, 14 см, преимущественно, по меньшей мере, 16 см и предпочтительно, по меньшей мере, 18 см. Длина переходной области составляет предпочтительно 40 см и, в частности, максимально 30 см. В этой связи существует отличие известных из уровня техники от способов, при которых названная скорость отсасывания резко падает от скорости VH отсасывания в главной области отсасывания до меньшей скорости V2 отсасывания.
В случае области отсасывания, предусмотренной перед главной областью отсасывания скорость отсасывания рекомендуемым образом непрерывно и постоянно возрастает от скорости VV отсасывания в заранее предусмотренной области отсасывания до скорости VH отсасывания в главной области отсасывания на протяжении переходного участка с длиной, по меньшей мере, 10 см, в частности, по меньшей мере, 14 см, преимущественно, по меньшей мере, 16 см и предпочтительно, по меньшей мере, 18 см. Длина переходной области целесообразным образом составляет максимально 40 см и предпочтительно максимально 30 см.
В рамках изобретения предусмотрено, что при соответствующем изобретению способе из бесконечных филаментов и, в частности, из волнистых бесконечных филаментов изготавливают нетканый материал типа спанбонд. В случае бесконечных филаментов речь идет целесообразным образом о двухкомпонентных филаментах или о многокомпонентных филаментах, а именно предпочтительно о двухкомпонентных или многокомпонентных филаментах с эксцентрической конфигурацией сердечника и оболочки. При этом с особым предпочтением используют двух или многокомпонентные филаменты с эксцентрической конфигурацией сердечника и оболочки, при которых оболочка в поперечном сечении филамента имеет неизменную толщину d или главным образом неизменную толщину d на протяжении, по меньшей мере, 20%, в частности, по меньшей мере 25%, преимущественно, по меньшей мере, 30%, предпочтительно, по меньшей мере, 35% и весьма предпочтительно, по меньшей мере, 40% периметра филамента. При этом сердечник филамента рекомендуемым образом занимает более 50%, в частности, более 55%, преимущественно более 60%, предпочтительно более 65% и весьма предпочтительно более 70% поверхности поперечного сечения филамента. Сердечник филаментов выполнен целесообразным образом с круглой формой при рассмотрении в поперечном сечении филамента и содержит относительно своего периметра имеющий окружный участок с формой дуги окружности или главным образом с формой дуги окружности, а также линейный или главным образом линейный окружный участок. При этом имеющий предпочтительно форму дуги окружности окружный участок сердечника занимает свыше 50%, в частности, свыше 55%, предпочтительно свыше 60% и весьма предпочтительно свыше 65% окружности сердечника. В рамках изобретения предусмотрено, что оболочка филаментов – при рассмотрении в поперечном сечении филамента – выполнена вне области оболочки с неизменной толщиной d с формой сегмента окружности, причем этот сегмент окружности рекомендуемым образом содержит относительно своего пери метра имеющий форму дуги окружности или главным образом форму дуги окружности окружный участок и линейный или главным образом линейный окружный участок. В соответствии с особенно предпочтительной формой исполнения изобретения оболочка филаментов имеет – при рассмотрении в поперечном сечении – на протяжении 45%, в частности, 50%, преимущественно 55% и предпочтительно 60% периметра филамента неизменную толщину d или главным образом неизменную толщину d. Рекомендуется, чтобы толщина оболочки в области ее неизменной или главным образом неизменной толщины d составляла менее 8% и предпочтительно менее 3% диаметра D филамента или наибольшего диаметра D филамента. Толщина оболочки в области ее неизменной или главным образом неизменной толщины d составляет предпочтительно от 0,05 мкм до 5 мкм, в частности, от 0,1 мкм до 4 мкм, преимущественно от 0,1 мкм до 3 мкм и предпочтительно от 0,1 мкм до 2 мкм. Очень предпочтительная форма исполнения изобретения отличается тем, что относительно поперечного сечения филамента расстояние а от точки тяжести поверхности сердечника до точки тяжести поверхности оболочки составляет от 5% до 45%, в частности, от 6% до 40% и предпочтительно от 6% до 36% диаметра D филамента или наибольшего диаметра D филамента.
В рамках соответствующего изобретению способа особенно хорошо зарекомендовали себя волокна или бесконечные филаменты, которые состоят или главным образом состоят из, по меньшей мере, полиолефина. Целесообразным образом волокна или бесконечные филаменты состоят из полиэтилена и/или полипропилена. Если в рамках изобретения используют филаменты с конфигурацией сердечника и оболочки или с эксцентрической конфигурацией сердечника и оболочки, то сердечник и/или оболочка волокон или филаментов состоит целесообразным образом из, по меньшей мере, полиолефина или главным образом из, по меньшей мере, полиолефина. При этом особо предпочтительно, если как сердечник, так и оболочка филаментов состоит или состоит главным образом из, по меньшей мере, полиолефина. В частности, оболочка состоит из полиэтилена или главным образом из полиэтилена, а сердечник состоит предпочтительно из полипропилена. – Главным образом в рамках изобретения предусмотрено также, что сердечник и/или оболочка филаментов состоит или состоит главным образом из, по меньшей мере, полиэфира и/или сополиэфира. Один вариант исполнения изобретения отличается тем, что сердечник филаментов состоит или состоит главным образом из полиэфира и/или сополиэфира и что оболочка филаментов состоит из полиолефина. Другой вариант исполнения отличается тем, что сердечник филаментов состоит или состоит главным образом из полиэфира и что оболочка состоит или состоит главным образом из полиэфира и/или сополиэфира с пониженной по сравнению с компонентами сердечника точкой плавления.
Рекомендуемая форма исполнения изобретения отличается тем, что компоненты филаментов или сердечника и/или оболочка филаментов с эксцентрической конфигурацией сердечника и оболочки состоит/состоят или состоит/состоят главным образом из, по меньшей мере, полимера из группы «полиолефин, сополимер полиолефина, в частности, полиэтилен, сополимер полиэтилена, полипропилен, сополимер полиэтилена, сополимер полипропилена, полиэфир, сополимер полиэфира, в частности, полиэтилентерефталат (PET), сополимер полиэтилентерефталата, в частности, полибутилентерефталат (РВТ), сополимер полибутилентерефталата, полиактид (PLA), сополимер полиактида. Возможно также, что компоненты или сердечник и/или оболочка состоят или состоят главным образом из смесей или бленда этих полимеров.
В рамках изобретения предусмотрено, что в случае используемых в соответствии с изобретением филаментов с эксцентрической конфигурацией сердечника и оболочки полимер оболочки имеет более низкую точку плавления, нежели полимер сердечника. – Целесообразным образом в рамках соответствующего изобретению способа используют волокна или филаменты с титром предпочтительно между 1 и 12 денье и весьма предпочтительно между 1,0 и 2,5 денье. Весьма рекомендуемая форма исполнения изобретения отличается тем, что используют волокна или филаменты с титром от 1,7 до 2,3 день, предпочтительно от 1,8 до 2,2 денье.
Далее, в рамках изобретения предусмотрено, что уложенный в главной области укладки и над главной областью укладки нетканый материал непосредственно после главной области укладки предварительно упрочняют с помощью устройства предварительного упрочнения, а именно предпочтительно с помощью горячего воздуха. Устройство предварительного упрочнения или устройство предварительного упрочнения горячим воздухом расположено при этом целесообразным образом над второй областью отсасывания, в которой предпочтительно технологический воздух отсасывают через укладочный транспортер со скоростью V2 отсасывания. В соответствии с формой исполнения изобретения нетканое полотно сразу после названного первого устройства предварительного упрочнения направляют с помощью укладочного транспортера ко второму устройству предварительного упрочнения, которое целесообразным образом выполнено также в виде устройства предварительного упрочнения горячим воздухом. В рамках изобретения предусмотрено, что в области второго устройства предварительного упрочнения или под ним всасывание технологического воздуха осуществляют через укладочный транспортер, а именно со скоростью VX отсасывания, которая меньше скорость VH отсасывания главной области отсасывания и которая также меньше скорости V2 отсасывания второй области отсасывания. В рамках изобретения предусмотрено, что оба предварительных упрочнения или оба предварительных упрочнения горячим воздухом осуществляют над тем же укладочным транспортером. В соответствии с рекомендуемой формой исполнения первое устройство предварительно упрочнения выполнено в качестве расходомера горячего воздуха, а второе устройство предварительного упрочнения выполнено в качестве печи горячего воздуха. Принципиально возможно также использование других комбинаций устройств предварительного упрочнения или устройств предварительного упрочнения горячим воздухом.
В основу изобретения положено знание того, что с помощью соответствующего изобретению устройства и соответствующего изобретению способа можно производить нетканые материалы и, в частности, нетканые материалы типа спанбонд, выполненные в значительной мере без дефектов и обладающие однородной поверхностью или поверхностью нетканого материала. Далее, в основу изобретения положено знание того, что прежде всего, так сказать, могут быть исключены эффекты обратного потока (Blow-Back-эффекты) в переходной области между главной области укладки и последующими областями укладочного транспортера и можно в существенной степени избежать связанных с этим дефектов, в частности, агломераций. Дополнительно в основу изобретения положено знание того, что соответствующее изобретению устройство и соответствующий изобретению способ пригодны прежде всего для нетканых материалов из завитых волокон или филаментов. В данном случае можно без проблем изготавливать нетканые материалы с большой толщиной и высокой мягкостью и делать этого, прежде всего, без дефектов и без образования мешающих вредных агломераций волокон. В этой взаимосвязи хорошо зарекомендовали себя, в частности, бесконечные филаменты с эксцентрической конфигурацией сердечника и оболочки и. прежде всего, предпочтительные, описанные выше филаменты с эксцентрической конфигурацией сердечника и оболочки. Произведенные в соответствии с изобретением нетканые материалы можно несложным образом и целенаправленно упрочнять без опасности нежелательного ухудшения при этом толщины или мягкости. Можно добиться, с одной стороны, достаточной прочности (в машинном направлении MD) и, с другой стороны, также достаточной износоустойчивости нетканых материалов. Одновременно можно без труда поддерживать желаемую толщину и мягкость и делать это прежде всего без возникновения вредных дефектов в поверхности нетканого материала. В этой связи может быть достигнута оптимальная комбинация толщины, мягкости, прочности и отсутствия дефектов и, прежде всего, можно несложным образом и с высокой функциональной надежностью настраивать желаемые характеристики путем соответствующего выбора параметров. Выработанные в соответствии с изобретением нетканые материалы отвечают всем требованиям к оптимальному нетканому материалу технологии High-Loft (пустотелые волокна с высокой степенью пушистости). К тому же этих предпочтительных свойств можно добиться при относительно низких расходах.
Далее изобретение поясняется более подробно на основании чертежей, иллюстрирующих только один из нескольких возможных примеров исполнения. На чертежах представлено следующее:
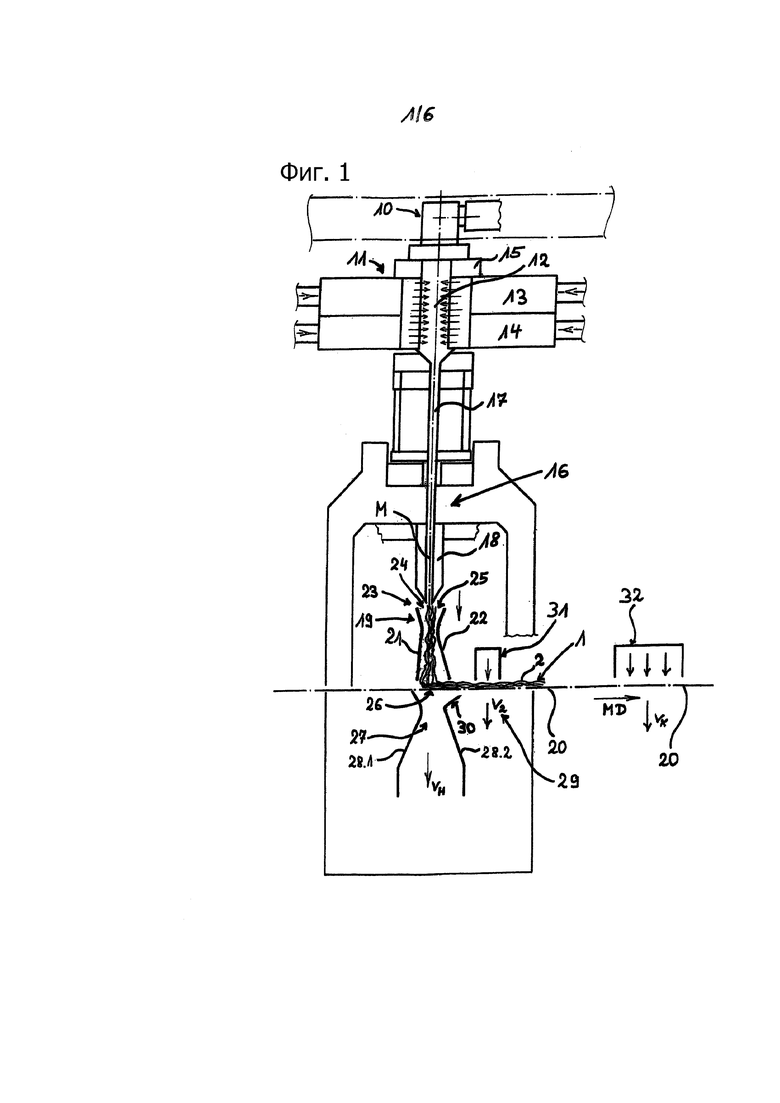
Фиг. 1 - вертикальное сечение через соответствующее изобретению устройство для изготовления нетканого материала,
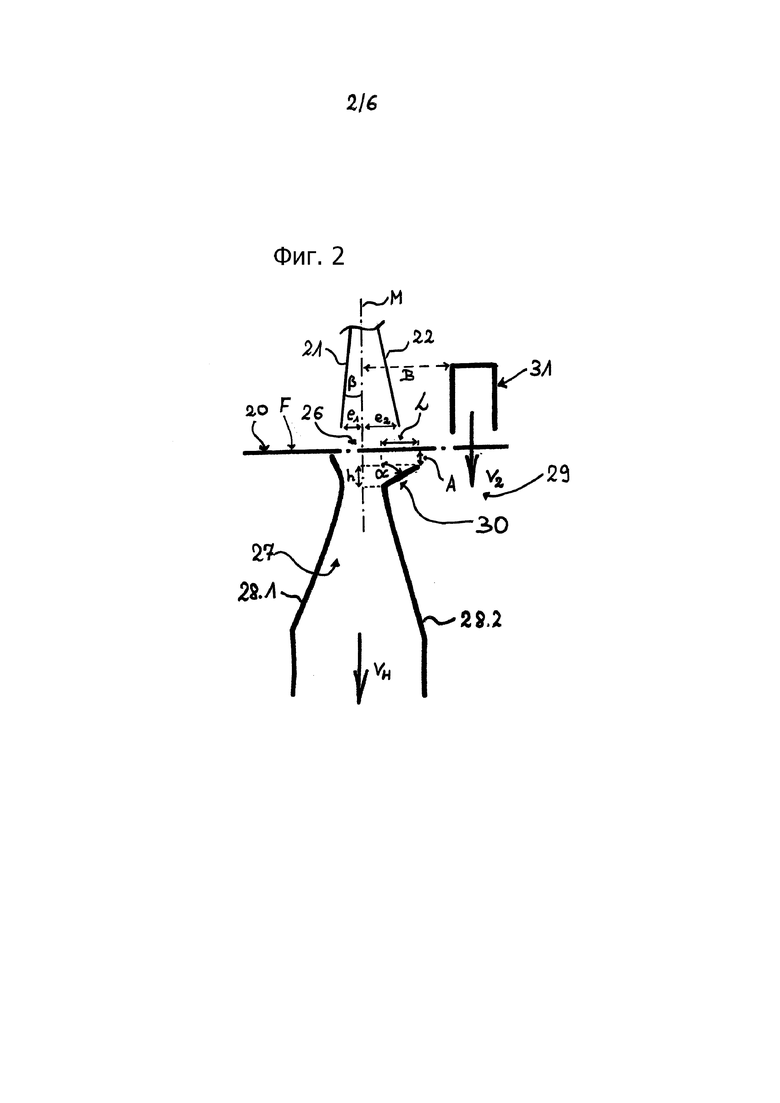
Фиг. 2 - увеличенный фрагмент по фиг. 1 в области укладочного транспортера,
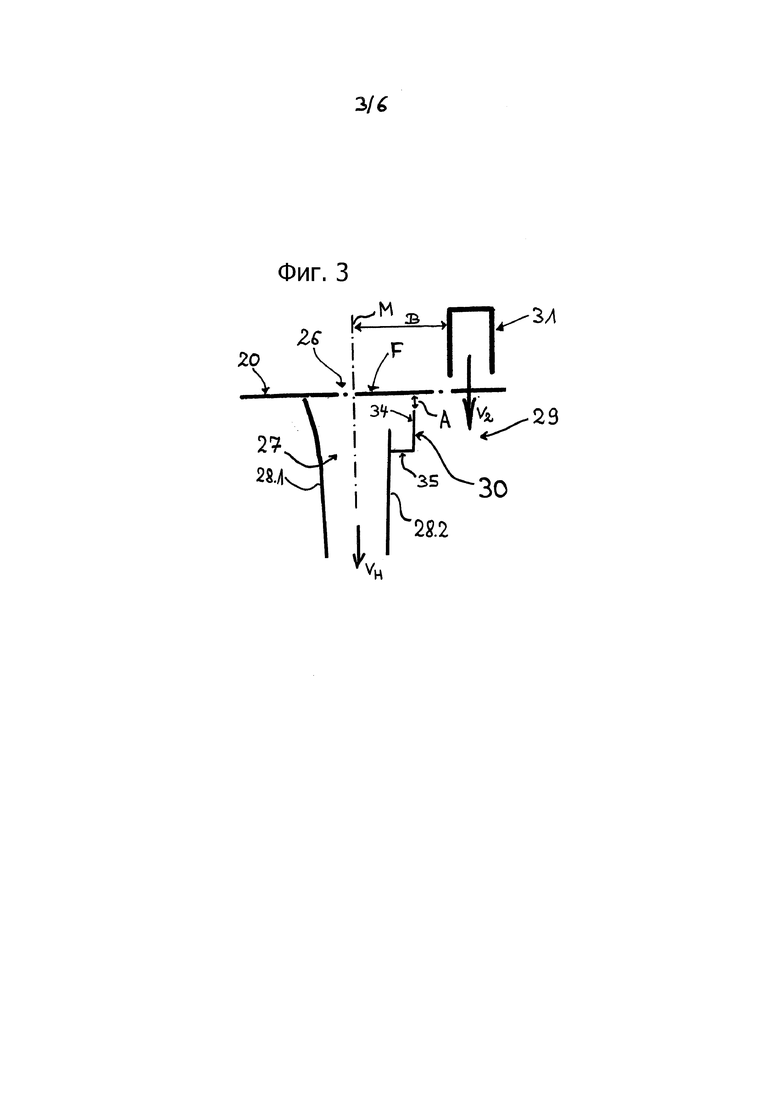
Фиг. 3 - элемент по фиг. 2 в альтернативной форме исполнения,
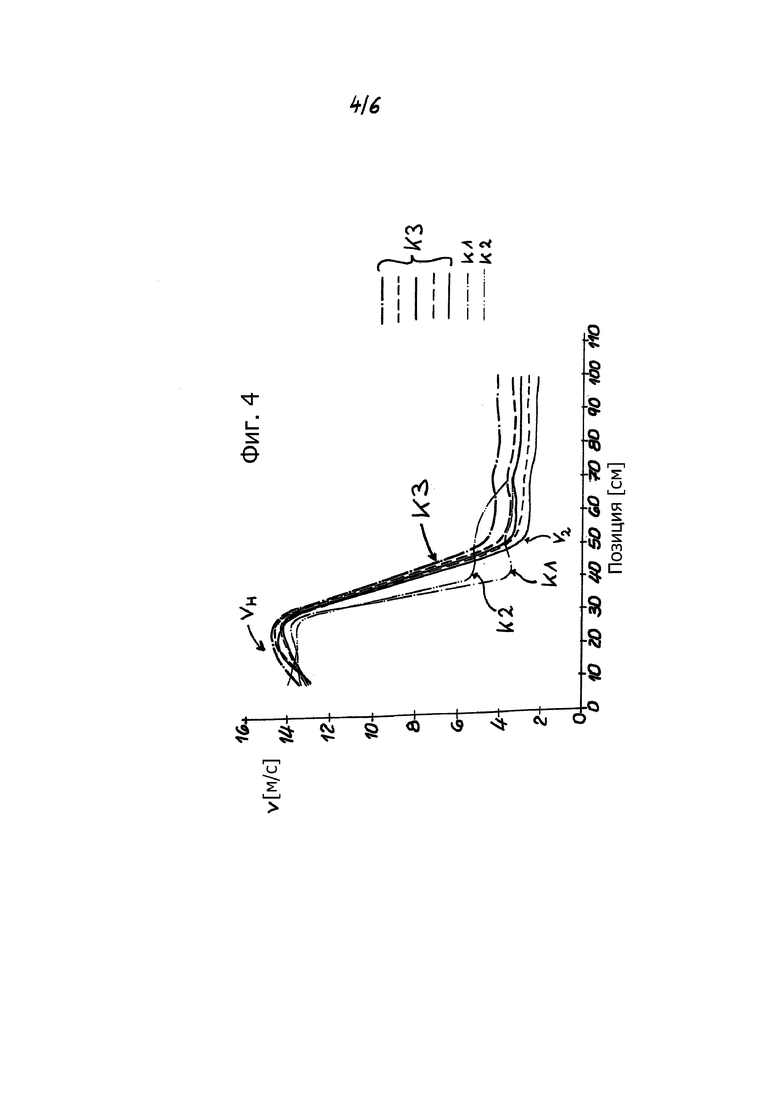
Фиг. 4 - схематично зависимость скорости отсасывания от позиции в переходной области между главной областью отсасывания и второй областью отсасывания,
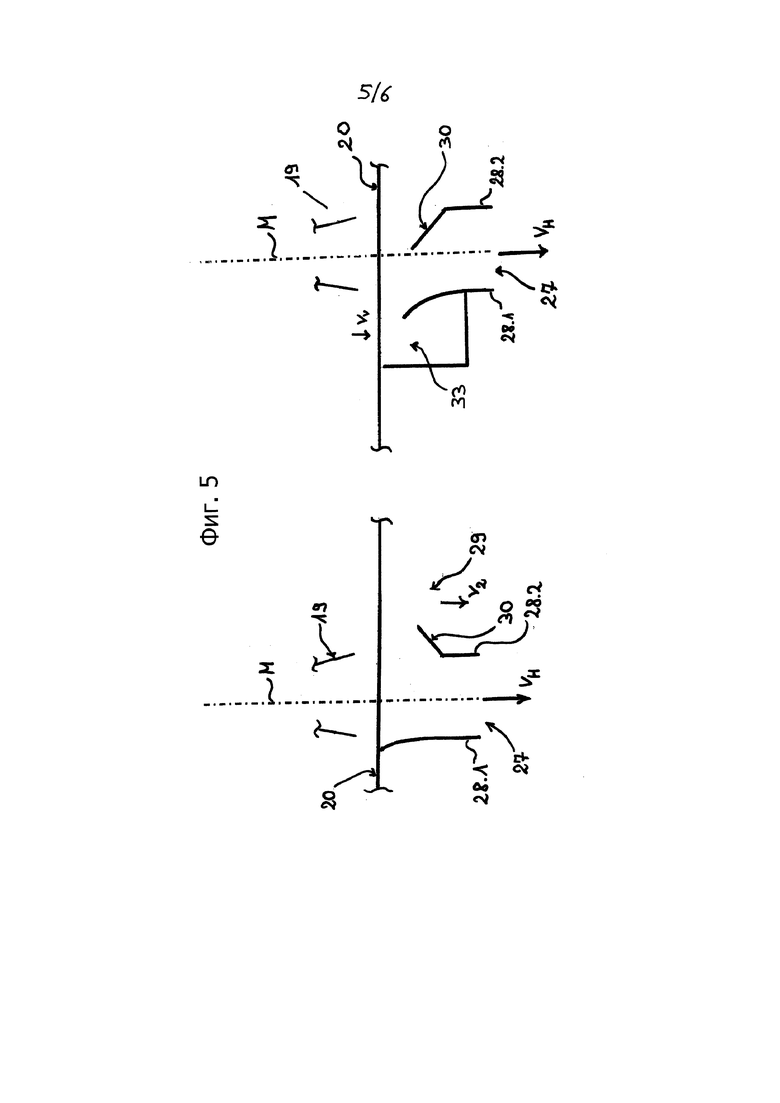
Фиг. 5 - вертикальное сечение через установку с двумя прядильными балками или установки с несколькими прядильными балками с двумя соответствующими изобретению компонентами устройства для изготовления нетканого материала,
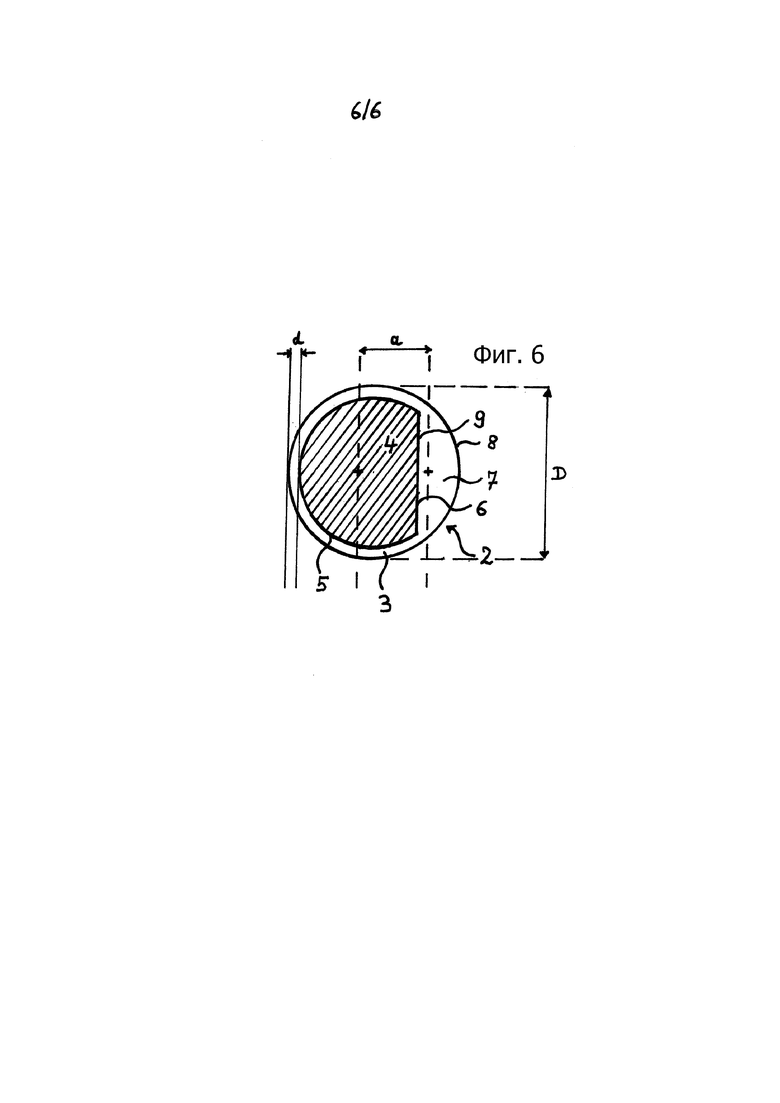
Фиг. 6 - сечение через филамент для изготовленных предпочтительно в соответствии изобретением нетканых материалов с эксцентрической конфигурацией сердечника и оболочки.
Фиг. 1 показывает соответствующее изобретению устройство для изготовления нетканого материала 1 из волокон из термопластичного полимера, причем в случае волокон речь идет предпочтительно и в примере исполнения о бесконечных филаментах 2, а именно рекомендуемым образом и в примере исполнения о двухкомпонентных филаментах с эксцентрической конфигурацией сердечника и оболочки. В рамках изобретения особенно предпочтительные бесконечные филаменты 2 с эксцентрической конфигурацией сердечника и оболочки пояснены ниже более подробно. Рекомендуемым образом и в примере исполнения соответствующее изобретению устройство выполнено в качестве спанбонд-устройства для изготовления нетканого материала типа спанбонд.
Фиг. 1 показывает формовочную машину 10 для формирования бесконечных филаментов 2. Предпочтительно и в примере исполнения сформованные бесконечные филаменты 2 вводят в охлаждающее устройство 11 с камерой 12 охлаждения. Целесообразным образом и в примере исполнения на двух противолежащих сторонах камеры 12 охлаждения расположены одна над другой кабины 13, 14 для подвода воздуха. Из этих расположенных одна над другой кабин 13, 14 для подвода воздуха воздух с различной температурой целесообразным образом вводят в камеру 12 охлаждения. В соответствии с рекомендуемой формой исполнения и в примере исполнения между формовочной машиной 10 и охлаждающим устройством 11 расположено устройство 15 для отсасывания мономеров. С помощью этого устройства 15 для отсасывания мономеров можно удалять из устройства вредные газы, образующиеся в процессе формования. В случае этих газов речь может идти, например, о мономерах, олигомерах или продуктах распада и подобных субстанциях.
В направлении потока филаментов за охлаждающим устройством 11 расположено вытягивающее устройство 16 для вытягивания бесконечных филаментов 2. Предпочтительно и в примере исполнения вытягивающее устройство 16 содержит промежуточный канал 17, который соединяет охлаждающее устройство 11 с вытягивающей шахтой 18 вытягивающего устройства 16. В соответствии с особо предпочтительной формой исполнения и в примере исполнения агрегат, включающий в себя охлаждающее устройство 11 и вытягивающее устройство 16, или агрегат из охлаждающего устройства 11, промежуточного канала 17 и вытягивающей шахты 18 выполнен в виде закрытого агрегата и помимо охлаждающего воздуха в охлаждающем устройстве 11 к этому агрегату не подводят никакого другого воздуха извне.
Рекомендуемым образом и в примере исполнения в направлении потока филаментов к вытягивающему устройству 16 прилегает диффузор 19, через который направляют бесконечные филаменты 2. После прохождения через диффузор 19 бесконечные филаменты укладывают предпочтительно и в примере исполнения на укладочный транспортер, выполненный в виде укладочной перфорированной ленты 20. Укладочная перфорированная лента 20 выполнена предпочтительно и в примере исполнения в виде бесконечной вращающейся укладочной перфорированной ленты 20. В рамках изобретения предусмотрено, что укладочная перфорированная лента 20 выполнена воздухопроницаемой, в результате чего возможно отсасывание технологического воздуха снизу через укладочную перфорированную ленту 20.
В соответствии с рекомендуемой формой исполнения и в примере исполнения диффузор 19 или расположенный непосредственно над укладочной перфорированной лентой 20 диффузор 19 содержит две противолежащих стенки диффузора, причем предусмотрены два нижних, расходящихся участка 21, 22 стенки диффузора, которые предпочтительно и в примере исполнения выполнены асимметрично относительно центральной плоски М диффузора 20. Целесообразным образом и в примере исполнения расположенный на стороне входа участок 21 диффузора или расположенный на стороне перфорированной ленты конец расположенного на стороне входа участка 21 диффузора расположен на расстоянии е1 до центральной плоскости М диффузора 19 или устройства, которое меньше расстояния е2 расположенного на стороне выхода участка 22 диффузора или расположенного на стороне перфорированной ленты конца расположенного на стороне выхода участка 22 диффузора. Рекомендуемым образом и в примере исполнения расположенный на стороне входа участок 21 диффузора образует с центральной плоскостью М диффузора 19 или устройства угол β, меньший по сравнению с противолежащим, расположенным на стороне выхода участком 22 диффузора.
В соответствии с рекомендуемой формой исполнения изобретения на входном конце 23 диффузора предусмотрены два противолежащих зазора 24, 25 для входа вторичного воздуха, которые расположены соответственно на одной из обеих противолежащих стенок диффузора. Предпочтительно через расположенный относительно направления транспортировки укладочной перфорированной ленты 20 на стороне входа зазор 24 для входа вторичного воздуха может быть введен объемный поток вторичного воздуха, меньший, нежели через расположенный на стороне выхода зазор 25 для входа вторичного воздуха.
Предпочтительно и в примере исполнения предусмотрено, по меньшей мере одно отсасывающее устройство, с помощью которого в области укладки или в главной области 26 укладки филаментов 2 в главной области 27 укладки воздух или технологический воздух можно всасывать через укладочную перфорированную ленту 20. Главная область 27 отсасывания ограничена ниже укладочной перфорированной ленты 20 в области входа укладочной перфорированной ленты 20 и в области выхода укладочной перфорированной ленты 20 соответственно всасывающей разделительной стенкой 28.1, 28.2.
В рамках изобретения предусмотрено, что, по меньшей мере, одна, в частности, одна всасывающая разделительная стенка 28.1, 28.2 содержит на своем, расположенном на стороне подачи конце участок разделительной стенки, выполненный в виде участка 30 обтекателя. В примере исполнения по фиг. 1 и фиг. 2 расположенная на стороне выхода всасывающая разделительная стенка 28.2 содержит на своем, расположенном на стороне подачи конце участок разделительной стенки, отогнутый под углом от остальной всасывающей разделительно стенки 28.2 и выполненный в виде участка 30 обтекателя. В случае этой, показанной на фиг. 1 и 2 формы исполнения участок 30 обтекателя является интегральной составной частью расположенной на стороне выхода всасывающей разделительной стенки 28.2 и выполнен исключительно в качестве отходящего под углом участка этой разделительной стенки 28.2. Предпочтительно и в примере исполнения вертикальное расстояние А от расположенного на стороне подачи конца участка 30 обтекателя до укладочной перфорированной ленты 20 составляет от 10 мм до 250 мм, в соответствии с предпочтительной формой от 18 мм до 120 мм. Участок 30 обтекателя предпочтительно и в примере исполнения по фиг. 1 и 2 отогнут под углом к обращенной от центра главной области 27 отсасывания стороне приданной всасывающей разделительной стенки 28.2.
Фиг. 3 иллюстрирует следующую форму исполнения участка 30 обтекателя. Здесь участок 30 обтекателя присоединен в качестве отдельного уголкового элемента к расположенной на стороне выхода всасывающей разделительной стенке 28.2. Угловой элемент состоит предпочтительно и в примере исполнения исключительно из двух расположенных под углом друг к другу компонентов 34, 35 обтекателя. Целесообразным образом и в примере исполнения оба компонента 34, 35 обтекателя ориентированы относительно друг друга под прямым углом. Один компонент 34 обтекателя участка 30 обтекателя направлен предпочтительно перпендикулярно к поверхности F укладочной перфорированной ленты 20, а другой компонент 35 обтекателя ориентирован параллельно поверхности F укладочного транспортера. Расположенный на стороне подачи конец участка 30 обтекателя также и здесь имеет соответствующее изобретению расстояние А до укладочного транспортера или укладочной перфорированной ленты 20.
Предпочтительно и в примере исполнения по фиг. 1 на выходе из главной области 27 отсасывания в направлении транспортировки укладочной перфорированной ленты 20 расположена вторая область 29 отсасывания, в которой осуществляют отсасывание воздуха или технологического воздуха через укладочную перфорированную ленту 20. Предпочтительно и в примере исполнения скорость V2 отсасывания технологического воздуха через укладочную перфорированную ленту 20 во второй области 29 отсасывания меньше скорости VH отсасывания в главной области 27 отсасывания.
В рамках изобретения предусмотрено, что в направлении транспортировки нетканого полотна после укладочной области 26 или после главной области 27 отсасывания предусмотрено, по меньшей мере, оно термическое устройство предварительного упрочнения для термического предварительного упрочнения нетканого полотна. Далее, в рамках изобретения предусмотрено, что устройство термического предварительного упрочнения расположено во второй области 29 отсасывания или над ней. В соответствии с особо предпочтительной формой исполнения термическое устройство предварительного упрочнения работает с использованием горячего воздуха и особо предпочтительно в случае этого расположенного за главной областью 27 отсасывания термического устройства предварительного упрочнения речь идет о расходомере 31 горячего воздуха. Принципиально было бы возможным использование также и другого устройства предварительного упрочнения или работающего на горячем воздухе устройства предварительного упрочнения. С помощью термического устройства предварительного упрочнения или работающего на горячем воздухе устройства предварительного упрочнения можно несложным образом реализовать точки соединения между филаментами 2 нетканого полотна. Целесообразным образом расстояние В (фиг. 2 и 3) между центральной плоскостью М диффузора 19 или устройства и первым, работающим на горячем воздухе устройством предварительного упрочнения – в частности, в форме расходомера 31 горячего воздуха – составляет от 120 мм до 550 мм.
В соответствии с предпочтительной формой исполнения изобретения для предварительного упрочнения предусмотрены, по меньшей мере, два устройства предварительного упрочнения. Здесь фиг. 1 показывает предпочтительную форму исполнения. В случае первого в направления транспортировки нетканого полотна термического устройства предварительного упрочнения речь идет о расходомере 31 горячего воздуха и предпочтительно после этого расходомера 31 горячего воздуха в направлении транспортировки укладочной перфорированной ленты 20 расположено второе термическое устройство предварительного упрочнения в форме печи 32 горячего воздуха. В рамках изобретения предусмотрено, что воздух отсасывают через укладочную перфорированную ленту 20 также и в области печи 32 горячего воздуха. Далее, в рамках изобретения предусмотрено, что скорость отсасывания отсосанного через укладочную перфорированную ленту 20 воздуха уменьшается в направлении от главной области 27 отсасывания к следующим областям отсасывания в направлении транспортировки укладочной перфорированной ленты 20.
С помощью соответствующего изобретению участка 30 обтекателя обеспечивают создание непрерывного, как бы мягкого перехода скоростей отсасывания в направлении от главной области 27 отсасывания ко второй области 29 отсасывания. В форме исполнения по фиг. с 1 по 3 участок 30 обтекателя направлен или отогнут под углом к направленной от центра главной области всасывания или направленной от центральной плоскости М стороне приданной всасывающей разделительной стенки 28.2.
В случае показанной на фиг. 2 предпочтительной формы исполнения участка 30 обтекателя участок 30 обтекателя отогнут относительно ориентированной перпендикулярно к поверхности F укладочного транспортера сильнее, чем обращенный к укладочной перфорированной ленте участок разделительной стенки следующей, противолежащей всасывающей разделительной стенки 28.1. Фиг. 2 показывает также, что в соответствии с предпочтительной формой исполнения участок 30 обтекателя в своей проекции на поверхность F укладочного транспортера имеет большую длину L, нежели соответствующая проекция обращенного к укладочной перфорированной ленте 20, отогнутого под углом или отогнутого участка разделительной стенки следующей, противолежащей всасывающей разделительной стенки 28.1. Далее, фиг. 2 показывает, что в соответствии с особо предпочтительной формой исполнения участок 30 обтекателя имеет относительно своего расположенного на стороне перфорированной ленты конца большее вертикальное расстояние А, нежели обращенный к укладочной перфорированной ленте 20 конец участка разделительной стенки следующей, противолежащей всасывающей разделительной стенки 28.1. Вертикальная высота h участка 30 обтекателя (проекция на центральную плоскость М) составляет предпочтительно от 5 мм до 110 мм, в частности, от 15 мм до 100 мм.
Уже отмечалось, что соответствующий изобретению участок 30 обтекателя обеспечивает весьма равномерный и непрерывный переход скоростей отсасывания в направлении от главной области 27 отсасывания к области, следующей в направлении транспортировки укладочной перфорированной ленты 20, и, в частности, ко второй области 29 отсасывания. Вследствие расположения участка 30 обтекателя можно добиться постепенного непрерывного, постоянного снижения скорости отсасывания. Это еще будет пояснено ниже на основании фиг. 1. За счет постепенного непрерывного уменьшения скорости отсасывания можно избежать дефектов в нетканом полотне или в соответствующем изобретению нетканом полотне 1 типа спанбонд, которые могут возникать в результате резких изменений скорости отсасывания. Прежде всего могут быть предотвращены так называемые эффекты обратного потока в переходной области между главной область 27 отсасывания и второй областью 29 отсасывания, которые в случае известных из уровня техники устройств могут привести к возникновению вредных неоднородностей нетканого полотна и, в частности, к вредным агломератам филаментов.
Фиг. 4 схематически показывает скорость V отсасывания через укладочную перфорированную ленту 20 в различных позициях вдоль укладочной перфорированной ленты 20 в переходной области между главной областью 27 отсасывания и второй областью 29 отсасывания. Для показанных профилей скорость отсасывания была измерена с растром 10 см с помощью лопастного анемометра с диаметром рабочего колеса 80 мм, а именно непосредственно выше укладочной перфорированной ленты 20 (расстояние до укладочной перфорированной ленты 20 составляло от 0 мм до 5 мм). Максимум слева соответствует высокой скорости VH отсасывания в главной области 27 отсасывания, а проходящие более или менее горизонтально кривые справа показывают скорость V2 отсасывания во второй области 29 отсасывания. Падение кривых между максимумом и горизонтальным прохождением соответствует переходу скоростей V отсасывания между главной областью 27 отсасывания и второй областью 29 отсасывания. При этом кривые К1 и К2 соответствуют падению скорости отсасывания при использовании обычных устройств для изготовления спанбонда без соответствующего изобретению участка 30 обтекателя. Кривые К3 обозначают падение скорости отсасывания для соответствующего изобретению устройства для изготовления спанбонда с участком 30 обтекателя, а именно при различных скоростях V2 отсасывания. В данном случае был использован отходящий под углом участок 30 обтекателя в соответствии с фиг. 2. Представлено, что скорости отсасывания для обычных устройств для изготовления спанбонда в переходной области между главной областью 27 отсасывания и второй областью 29 отсасывания снижаются очень резко. В отличие от этого при соответствующем изобретению устройстве для изготовления спанбонда с участком 30 обтекателя скорость отсасывания уменьшается не столь резко и, более того, в примере исполнения снижается в переходной области или на протяжении имеющего длину около 20 см отрезка перфорированной ленты постепенно и непрерывно. Таким образом, по сравнению с обычными устройствами для изготовления спанбонда без участка 30 обтекателя происходит намного более мягкое снижение скоростей отсасывания. В основу изобретения положено осознание того, что это связано с существенным преимуществом, выраженным в возможности в существенной степени избежать возникновения вредных эффектов обратного потока в переходной области между главной областью 27 отсасывания и второй областью 29 отсасывания. Поэтому по сравнению с обычными устройствами для изготовления спанбонда в соответствии с изобретением можно изготавливать нетканые полотна, которые выполнены с намного большей однородностью их плоскости или поверхности и, в частности, не содержат мешающих агломератов филаментов. В этой связи соответствующее изобретению устройство для изготовления спанбонда с участком 30 обтекателя отличается существенными преимуществами.
Фиг. 5 иллюстрирует установку с двумя прядильными балками с двумя расположенными одно за другим соответствующими изобретению устройствами для изготовления спанбонда, которые предпочтительно и в примере исполнения укладывают соответственно бесконечные филаменты 2 на ту же укладочную перфорированную ленту 20 к виду нетканого полотна. В этом отношении с помощью этой установки из двух нетканых полотен или двух нетканых материалов 1 типа спанбонд изготавливают ламинат. Принципиально эта установка могла бы быть также составной частью установки с несколькими прядильными балками со следующими формовочными машинами 10.
На фиг. 5 показаны не полностью укомплектованные устройства для изготовления спанбонда, а исключительно их нижняя часть с диффузором 19, расположенным над укладочной перфорированной лентой 20. В рамках изобретения предусмотрено, что оба устройства для изготовления спанбонда над укладочной перфорированной лентой 20 имеют конструкцию, соответствующую устройству для изготовления спанбонда по фиг. 1. – В случае первой прядильной балки или первой формовочной машины 10 слева на фиг. 5 первый участок 30 обтекателя присоединен к расположенной на стороне выхода всасывающей разделительной стенке 28.2 главной области 27 отсасывания и предпочтительно и в примере исполнения этот участок 30 обтекателя отогнут под углом к обращенной от центра этой левой главной области 27 отсасывания стороне присоединенной всасывающей разделительной стенки 28.2. За счет этого достигают мягкого непрерывного перехода скоростей отсасывания от скорости VH отсасывания в главной области отсасывания к скорости V2 отсасывания во второй области 29 отсасывания. Первое уложенное нетканое полотно проходит затем через предпочтительно два работающих на горячем воздухе термических устройств предварительного упрочнения, которые выполнены предпочтительно в виде расходомера 31 горячего воздуха и в качестве расположенной за этим расходомером 31 горячего воздуха печи 32 горячего воздуха. Устройства предварительного упрочнения на фиг. 5 не изображены.
После этого производят укладку следующего нетканого полотна на вторую прядильную балку или во вторую формовочную машину 10 на правой стороне. Это второе нетканое полотно накладывают на первое нетканое полотно. При этой второй прядильной балке расположение участка 30 обтекателя отличается от первой прядильной балки. Здесь второй участок 30 обтекателя также присоединен к расположенной на стороне выхода всасывающей разделительной стенке 28.2 главной области 27 отсасывания. Этот второй участок 30 обтекателя второй прядильной балки, однако, в противоположность первой прядильной балке, отогнут под углом в направлении центра второй главной области 27 отсасывания. Здесь перед главной областью 27 отсасывания расположена следующая область 33 отсасывания, в которой технологический воздух всасывают со скоростью VV отсасывания через укладочную перфорированную ленту 20. Эта скорость VV отсасывания впереди расположенной области 33 отсасывания меньше или отчетливо меньше скорости VH отсасывания последующей главной области 27 отсасывания. Для того, чтобы обеспечить здесь непрерывный переход скорости отсасывания от впереди расположенной области 33 отсасывания к главной области 27 отсасывания, участок 30 обтекателя в случае этой второй прядильной балки описанным образом отогнут под углом в направлении центра главной области 27 отсасывания. За счет этого также обеспечивают мягкий непрерывный переход скоростей отсасывания от впереди расположенной области 33 отсасывания к главной области 27 отсасывания.
Фиг. 6 показывает поперечное сечение через бесконечный филамент 2 со специальной конфигурацией сердечника и оболочки. Особенно хорошо зарекомендовало себя изготовление нетканых материалов 1 из этих бесконечных филаментов 2 во взаимосвязи с соответствующим изобретению устройством и соответствующим изобретению способом. В случае этих бесконечных филаментов 2 оболочка 3 имеет в поперечном сечении филамента предпочтительно и в примере исполнения на протяжении более чем 50%, предпочтительно на протяжении более чем 55% окружного периметра филамента неизменную толщину d. Предпочтительно и в примере исполнения сердечник 4 филаментов 2 занимает более чем 65% площади поперечного сечения филамента 2. Рекомендуемым образом и в примере исполнения сердечник 4 – при рассмотрении в поперечном сечении филамента – выполнен в форме сегмента окружности. Целесообразным образом и в примере исполнения этот сердечник 4 содержит относительно своего периметра имеющий форму сегмента окружности окружный участок 5, а также линейный окружный участок 6. Предпочтительно и в примере исполнения имеющий форму дуги окружности окружный участок сердечника 4 занимает свыше 50%, предпочтительно, свыше 55% периметра сердечника 4. Целесообразным образом и в примере исполнения оболочка 3 филаментов 2 – при рассмотрении в поперечном сечении – выполнена вне области оболочки с постоянной толщиной d в форме сегмента окружности. Этот сегмент 7 окружности оболочки 3 содержит относительно своего периметра рекомендуемым образом и в примере исполнения окружный участок 8 с формой дуги окружности, а также линейный окружный участок 9. Толщина d или средняя толщина d оболочки 3 в области ее постоянной толщины составляет предпочтительно от 1% до 8%, в частности, от 2% до 10% диаметра D филамента. В примере исполнения толщина d оболочки 3 в области ее постоянной толщины может составлять от 0,2 мкм до 3 мкм.
Фиг. 6 иллюстрирует расстояние а между центром тяжести поверхности сердечника 4 и центром тяжести поверхности оболочки 3 бесконечного филамента 2. Это расстояние а между центрами тяжести сердечника 4 и оболочки 3 при заданном соотношении масс материала сердечника и оболочки в случае предпочтительных здесь бесконечных филаментов 2 регулярно больше, нежели при обычных бесконечных филаментах 2 с эксцентрической конфигурацией сердечника и оболочки. Расстояние а от центра тяжести поверхности сердечника 4 до центра тяжести оболочки 8 составляет в случае присутствующих здесь филаментов 2 предпочтительно от 5% до 40% диаметра D филамента или наибольшего диаметра D филамента.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО И СПОСОБ ИЗГОТОВЛЕНИЯ НЕТКАНОГО МАТЕРИАЛА ИЗ ИЗВИТЫХ ВОЛОКОН | 2020 |
|
RU2784502C2 |
| НЕТКАНЫЙ МАТЕРИАЛ "СПАНБОНД" ИЗ НЕПРЕРЫВНЫХ ФИЛАМЕНТОВ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ НЕТКАНОГО МАТЕРИАЛА "СПАНБОНД" | 2020 |
|
RU2814058C2 |
| СЛОИСТЫЙ МАТЕРИАЛ ИЗ ФИЛЬЕРНОГО НЕТКАНОГО МАТЕРИАЛА И СПОСОБ ИЗГОТОВЛЕНИЯ СЛОИСТОГО МАТЕРИАЛА ИЗ ФИЛЬЕРНОГО НЕТКАНОГО МАТЕРИАЛА | 2020 |
|
RU2794313C2 |
| УСТРОЙСТВО И СПОСОБ ПРОИЗВОДСТВА НЕТКАНОГО МАТЕРИАЛА | 2020 |
|
RU2810682C2 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ФИЛЬЕРНОГО НЕТКАНОГО МАТЕРИАЛА ИЗ ЭЛЕМЕНТАРНЫХ НИТЕЙ | 2019 |
|
RU2739285C2 |
| УСТРОЙСТВО И СПОСОБ ДЛЯ ИЗГОТОВЛЕНИЯ ФИЛЬЕРНОГО НЕТКАНОГО МАТЕРИАЛА ИЗ НЕПРЕРЫВНЫХ ЭЛЕМЕНТАРНЫХ НИТЕЙ | 2016 |
|
RU2694912C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ФИЛЬЕРНЫХ НЕТКАНЫХ МАТЕРИАЛОВ ИЗ ЭЛЕМЕНТАРНЫХ НИТЕЙ | 2018 |
|
RU2699875C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ПРОИЗВОДСТВА НЕТКАНЫХ МАТЕРИАЛОВ ИЗ БЕСКОНЕЧНЫХ ЭЛЕМЕНТАРНЫХ НИТЕЙ | 2019 |
|
RU2732563C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ПРОИЗВОДСТВА ФИЛЬЕРНОГО НЕТКАНОГО МАТЕРИАЛА ИЗ ЭЛЕМЕНТАРНЫХ НИТЕЙ И ФИЛЬЕРНЫЙ НЕТКАНЫЙ МАТЕРИАЛ | 2016 |
|
RU2633245C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ НЕТКАНОГО ПОЛОТНА ИЗ ВОЛОКОН | 2017 |
|
RU2713483C1 |
Устройство для изготовления нетканого материала из волокон, причем предусмотрена по меньшей мере одна формовочная машина для формирования волокон и воздухопроницаемый укладочный транспортер для укладывания волокон к виду нетканого полотна. Присутствует по меньшей мере одно отсасывающее устройство, с помощью которого в области укладки волокон в главной области отсасывания технологический воздух можно отсасывать через укладочный транспортер. Главная область отсасывания ниже укладочного транспортера в области входа укладочного транспортера и в области выхода укладочного транспортера ограничена соответственно всасывающей разделительной стенкой. Расположенный на стороне транспортировки конец по меньшей мере одной всасывающей разделительной стенки находится от укладочного транспортера на расстоянии А, которое составляет от 10 мм до 250 мм. 2 н. и 20 з.п. ф-лы, 6 ил.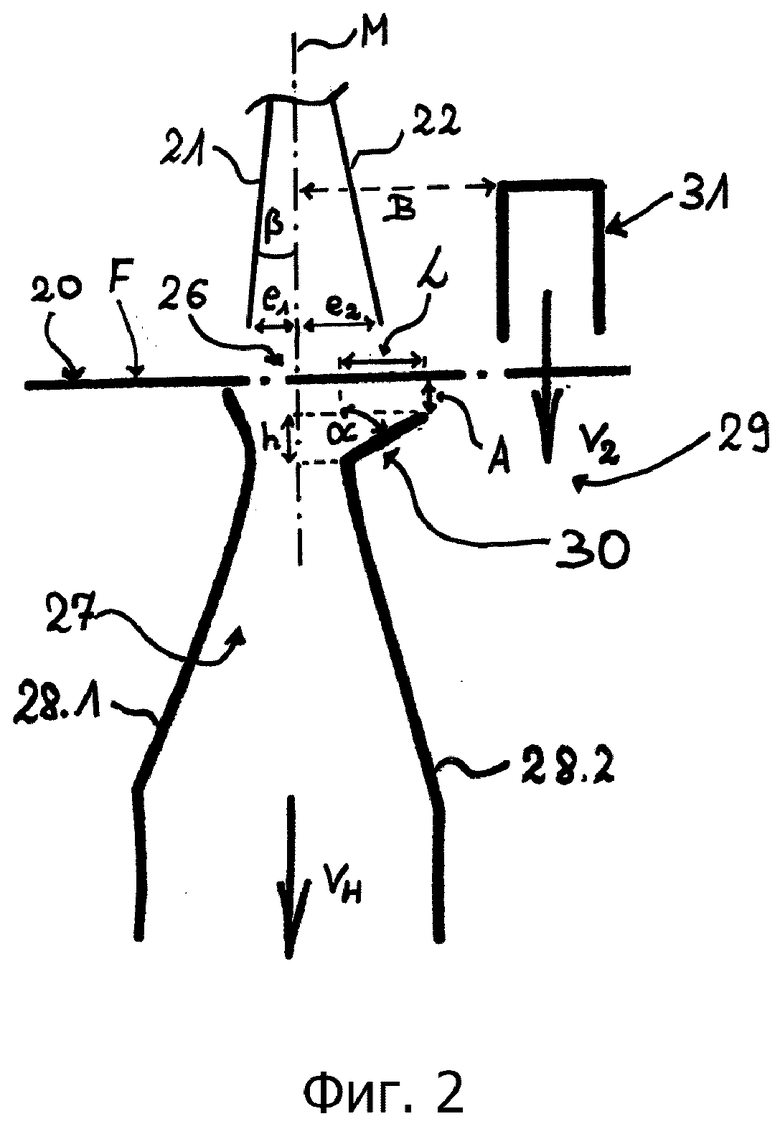
1. Устройство для изготовления нетканого материала (1) из волокон, в частности из волокон из термопластичного полимера, причем, по меньшей мере, предусмотрена одна формовочная машина (10) для формования волокон и воздухопроницаемый укладочный транспортер, в частности укладочная перфорированная лента (20) для укладки волокон к виду нетканого полотна или нетканого материала (1), причем предусмотрено по меньшей мере одно отсасывающее устройство, с помощью которого в области (26) укладки волокон в главной области (27) отсасывания можно отсасывать воздух или технологический воздух через укладочный транспортер, причем главная область (27) отсасывания ограничена ниже укладочного транспортера в области входа укладочного транспортера и в области выхода укладочного транспортера соответственно всасывающей разделительной стенкой (28.1, 28.2), при этом по меньшей мере одна всасывающая разделительная стенка (28.1, 28.2) содержит на своем расположенном на стороне транспортировки конце отогнутый под углом от остальной всасывающей стенки (28.1, 28.2), выполненный в виде участка (30) обтекателя участок разделительной стенки, и причем расположенный на стороне транспортировки конец участка (30) обтекателя или расположенная на кратчайшем вертикальном расстоянии от укладочного транспортера часть участка (30) обтекателя расположены на вертикальном расстоянии А от укладочного транспортера, при этом расположенный на стороне транспортировки конец по меньшей мере одной всасывающей разделительной стенки (28.1, 28.2) или расположенная на кратчайшем вертикальном расстоянии от укладочного транспортера часть соответствующей всасывающей разделительной стенки (28.1, 28.2) расположены на вертикальном расстоянии А от укладочного транспортера, составляющем от 10 мм до 250 мм.
2. Устройство по п. 1, в котором по меньшей мере одна, в частности одна всасывающая разделительная стенка (28.1, 28.2) содержит на своем расположенном на стороне транспортировки конце участок (30) обтекателя в форме уголкового элемента с по меньшей мере двумя расположенными отогнутыми под углом друг к другу компонентами (34, 35) обтекателя, причем расположенный на стороне транспортировки конец этого участка (30) обтекателя или расположенная на кратчайшем вертикальном расстоянии от укладочного транспортера часть этого участка (30) обтекателя расположены на вертикальном расстоянии А от укладочного транспортера.
3. Устройство по п. 2, в котором участок (30) обтекателя содержит компонент (34) обтекателя, который ориентирован поперечно, в частности, перпендикулярно или главным образом перпендикулярно поверхности F укладочного транспортера, и причем участок (30) обтекателя содержит, далее, компонент (35) обтекателя, который ориентирован параллельно или главным образом параллельно поверхности F укладочного транспортера.
4. Устройство по любому из пп. 1-3, в котором одна всасывающая разделительная стенка (28.1, 28.2) содержит на своем расположенном на стороне транспортировки конце участок (30) обтекателя, и причем предпочтительно участок (30) обтекателя предусмотрен на расположенной на стороне выхода всасывающей разделительной стенке (28.2).
5. Устройство по любому из пп. 1-4, в котором участок (30) обтекателя отогнут под углом относительно ориентированной перпендикулярно поверхности F укладочного транспортера вертикали V сильнее, чем расположенный на стороне укладочного транспортера участок всасывающей разделительной стенки следующей или противолежащей всасывающей разделительной стенки (28.1, 28.2), и/или имеет в своей проекции на поверхность F укладочного транспортера длину L, которая больше по сравнению с соответствующей проекцией расположенного на стороне укладочного транспортера, отходящего под углом или отогнутого участка разделительной стенки следующей всасывающей разделительной стенки (28.1, 28.2), и/или расположен относительно своего расположенного на стороне транспортировки конца на большем расстоянии А от укладочного транспортера, чем расположенный на стороне транспортировки конец расположенного на стороне укладочного транспортера участка разделительной стенки следующей или противолежащей всасывающей разделительной стенки (28.1, 28.2).
6. Устройство по любому из пп. 1-5, в котором участок (30) обтекателя ориентирован или отогнут под углом в направлении обращенной от центра главной области (27) отсасывания стороны, приданной всасывающей разделительной стенки (28.1, 28.2) или причем участок (30) обтекателя ориентирован или отогнут под углом в направлении центра главной области (27) отсасывания.
7. Устройство по любому из пп. 1-6, содержащее по меньшей мере две формовочных машины (10) или прядильные балки для формирования волокон, причем для каждой формовочной машины (10) или каждой прядильной балки предусмотрена главная область (27) отсасывания, в которой отсасывается воздух или технологический воздух через укладочный транспортер, причем каждая из главных областей (27) отсасывания ограничена двумя всасывающими разделительными стенками (28.1, 28.2), причем по меньшей мере одна всасывающая разделительная стенка (28.1, 28.2) каждой главной области (27) отсасывания содержит участок (30) обтекателя, причем первый участок (30) обтекателя первой в отношении направления транспортировки укладочного транспортера главной области (27) всасывания, предпочтительно участок (30) обтекателя, присоединенный к расположенной на стороне выхода всасывающей разделительной стенке (28.2) этой первой главной области (27) отсасывания, ориентирован или отогнут под углом в направлении обращенной от центра этой первой главной области (27) отсасывания стороны присоединенной всасывающей разделительной стенки (28.1, 28.2),
и причем второй участок (30) обтекателя второй в отношении направления транспортировки укладочного транспортера нижерасположенной главной области (27) отсасывания, предпочтительно участок (30) обтекателя, присоединенный к расположенной на стороне выхода всасывающей разделительной стенке (28.2) второй главной области (27) отсасывания, ориентирован или отогнут под углом в направлении центра второй главной области (27) отсасывания.
8. Устройство по любому из пп. 1-7, выполненное в виде спанбонд-устройства для изготовления нетканых материалов спанбонд из бесконечных филаментов (2) и, в частности, из вьющихся бесконечных филаментов (2).
9. Устройство по п. 8, содержащее по меньшей мере одно охлаждающее устройство (11), расположенное после формовочной машины (10), и по меньшей мере одно расположенное после охлаждающего устройства (11) вытягивающее устройство (16), а также расположенный после вытягивающего устройства (16) диффузор (19).
10. Устройство по п. 9, в котором охлаждающее устройство (11) с подводом охлаждающего воздуха и вытягивающее устройство (16) выполнены в виде закрытого агрегата.
11. Устройство по любому из пп. 1-10, в котором расположенный непосредственно над укладочным транспортером диффузор (19) содержит две расположенные напротив друг друга стенки диффузора, причем предусмотрены два нижних, расходящихся участка (21, 22) стенки диффузора, которые расположены асимметрично предпочтительно относительно центральной плоскости М диффузора (19) или устройства, и причем, в частности, расположенный на стороне входа участок (21) стенки диффузора образует с центральной плоскостью М диффузора (19) или устройства угол β, меньший по сравнению с расположенным на стороне выхода участком (22) стенки диффузора.
12. Устройство по любому из пп. 1-11, в котором расположенный непосредственно над укладочным транспортером диффузор (19) содержит две противолежащие стенки диффузора, причем на конце (23) входа диффузора (19) предусмотрены по меньшей мере два противолежащих зазора (24, 25) для входа вторичного воздуха, которые расположены соответственно на одной из обеих противолежащих стенок диффузора, и причем предпочтительно через зазор (24) для входа вторичного воздуха, расположенный относительно направления транспортировки укладочного транспортера на стороне входа, может быть введен объемный поток вторичного воздуха, который меньше введенного через расположенный на стороне выхода зазор (25) для входа вторичного воздуха.
13. Устройство по любому пп. 1-12, в котором после главной области (27) отсасывания в направлении транспортировки укладочного транспортера расположена вторая область (29) отсасывания, в которой воздух или технологический воздух всасывается через укладочный транспортер,
и/или причем перед главной областью (27) отсасывания относительно направления транспортировки укладочного транспортера расположена область (33) отсасывания, в которой воздух или технологический воздух можно всасывать через укладочный транспортер, причем предпочтительно вторая область (29) отсасывания выполнена таким образом, что скорость V2 отсасывания технологического воздуха через укладочный транспортер во второй области отсасывания меньше скорости VH отсасывания в главной области (27) отсасывания,
и/или причем предпочтительно впереди расположенный участок (33) отсасывания выполнен таким образом, что скорость VV отсасывания технологического воздуха через укладочный транспортер в расположенной впереди области (33) отсасывания меньше скорости VH отсасывания в главной области (27) отсасывания.
14. Устройство по п. 13, в котором по меньшей мере один участок (30) обтекателя по меньшей мере одной всасывающей разделительной стенки (28.1, 28.2) главной области (27) отсасывания и, в частности участок (30) обтекателя расположенной на стороне выхода всасывающей стенки (28.2), выполнен, и/или расположен, и/или настроен так, что осуществляется непрерывный и постоянный переход от скорости VH отсасывания главной области (27) отсасывания к скорости V2 отсасывания второй области (29) отсасывания и/или что осуществляется непрерывный и постоянный переход от скорости VV отсасывания впереди расположенной области (33) отсасывания к скорости VH отсасывания главной области (27) отсасывания.
15. Устройство по п. 13 или 14, в котором на второй области (29) отсасывания или над ней расположено устройство предварительного упрочнения для предварительного упрочнения нетканого материала (1).
16. Устройство по п. 15, в котором расстояние В между центральной плоскостью М диффузора (19) и устройством предварительного упрочнения составляет от 100 мм до 1000 мм.
17. Способ изготовления нетканого материала (1) из волокон, в частности из волокон из термопластичного полимера, посредством устройства по любому из пп. 1-16, при котором волокна формируют и укладывают на воздухопроницаемый укладочный транспортер, в частности на укладочную перфорированную ленту (20), к виду нетканого полотна или нетканого материала (1), причем в области (26) укладки волокон в главной области (27) отсасывания осуществляют всасывание воздуха или технологического воздуха снизу через укладочный транспортер, причем главная область (27) отсасывания ограничена двумя всасывающими разделительными стенками (28.1, 28.2),
причем предусмотрена область (33) отсасывания, расположенная перед главной областью (27) отсасывания или перед расположенной на стороне входа относительно направления транспортировки укладочного транспортера всасывающей разделительной стенкой (28.1), и/или причем предусмотрена вторая область (29) отсасывания, расположенная после главной области (27) отсасывания или после расположенной на стороне выхода всасывающей разделительной стенки (28.2),
причем в расположенной спереди области (33) отсасывания и/или в расположенной после второй области (29) отсасывания воздух отсасывают с меньшей скоростью отсасывания, чем в главной области (27) отсасывания,
и причем по меньшей мере один расположенный на стороне транспортировки участок разделительной стенки всасывающей разделительной стенки (28.1, 28.2) выполнен или отогнут под углом, в частности отогнутый под углом участок (30) обтекателя на расположенном на стороне транспортировки конце всасывающей разделительной стенки (28.1, 28.2) расположен или настроен таким образом,
что скорость отсасывания отсасываемого через укладочный транспортер воздуха непрерывно и постоянно возрастает в направлении от расположенной спереди области (33) отсасывания к главной области (27) отсасывания и/или непрерывно и постоянно уменьшается в направлении от главной области (27) отсасывания к расположенной после второй области (29) отсасывания.
18. Способ по п. 17, при котором нетканый материал в виде спанбонда изготавливают из бесконечных филаментов (2), в частности из вьющихся бесконечных филаментов (2), причем бесконечные филаменты (2) формуют предпочтительно в качестве двухкомпонентных филаментов или многокомпонентных филаментов, при этом формуют предпочтительно двухкомпонентные филаменты или многокомпонентные филаменты с эксцентрической конфигурацией сердечника и оболочки.
19. Способ по п. 17 или 18, при котором скорость VH отсасывания в главной области (27) отсасывания в 1,2-5 раз больше скорости VV отсасывания во впереди расположенной области (33) отсасывания и/или скорости V2 отсасывания в расположенной после второй области (29) отсасывания.
20. Способ по любому из пп. 17-19, при котором скорость отсасывания уменьшают от VH до V2 с шагом от 1 до 8 м/с на 10 см в машинном направлении (MD) или в направлении транспортировки нетканого материала (1).
21. Способ по любому из пп. 17-20, при котором скорость отсасывания постоянно или постоянно линейно уменьшают от скорости VH отсасывания в главной области (27) отсасывания до скорости V2 отсасывания в расположенной после области (29) отсасывания в переходной области длиной по меньшей мере 10 см, в частности по меньшей мере, 16 см и предпочтительно по меньшей мере 18 см.
22. Способ по любому из пп. 17-21, при котором скорость отсасывания непрерывно и постоянно увеличивают от скорости VV во впереди расположенной области (33) отсасывания до скорости VH в главной области (27) отсасывания в переходной области длиной по меньшей мере 10 см, в частности по меньшей мере 16 см.
| УСТРОЙСТВО И СПОСОБ ИЗГОТОВЛЕНИЯ ФИЛЬЕРНОГО НЕТКАНОГО ПОЛОТНА ИЗ ЭЛЕМЕНТАРНОГО ВОЛОКНА | 2013 |
|
RU2613869C2 |
| Оправка прошивного стана | 1986 |
|
SU1340843A1 |
| US 20100099321 A, 22.04.2010 | |||
| СПОСОБ НАПРАВЛЕНИЯ НЕТКАНОГО ПОЛОТНА И НАПРАВЛЯЮЩЕЕ УСТРОЙСТВО | 2016 |
|
RU2634001C2 |
| ОБЪЕМНЫЙ НЕТКАНЫЙ МАТЕРИАЛ | 2015 |
|
RU2668755C2 |
| US 8591213 B2, 26.11.2013 | |||
| СПОСОБ И УСТРОЙСТВО ДЛЯ ПРОИЗВОДСТВА ФИЛЬЕРНОГО НЕТКАНОГО МАТЕРИАЛА ИЗ ЭЛЕМЕНТАРНЫХ НИТЕЙ И ФИЛЬЕРНЫЙ НЕТКАНЫЙ МАТЕРИАЛ | 2016 |
|
RU2633245C1 |
| US 5766646 A1, 16.06.1998 | |||
| СПОСОБ ПОЛУЧЕНИЯ НЕТКАНОГО МАТЕРИАЛА ИЗ ВОЛОКНА | 2010 |
|
RU2507325C2 |

