Настоящее изобретение относится к индукционно нагреваемым стержням, образующим аэрозоль, содержащим один или более субстратов, образующих аэрозоль, способных образовывать вдыхаемый аэрозоль при нагревании. Изобретение дополнительно относится к формовочному устройству для использования в изготовлении таких индукционно нагреваемых стержней, образующих аэрозоль.
Генерирование вдыхаемого аэрозоля на основе индукционного нагревания субстрата, образующего аэрозоль, общеизвестно из уровня техники. Для нагревания субстрата его можно расположить в тепловой близости от токоприемника, который индукционно нагревается переменным электромагнитным полем, или в непосредственном физическом контакте с ним. Поле может быть обеспечено индукционным источником, который является частью устройства, генерирующего аэрозоль. Как токоприемник, так и субстрат, образующий аэрозоль, могут быть помещены в индукционно нагреваемый стержень, образующий аэрозоль. Помимо прочих элементов стержень может быть неотъемлемой частью изделия, образующего аэрозоль, в форме стержня, которое может быть размещено в цилиндрической приемной полости устройства, генерирующего аэрозоль, которое содержит индукционный источник. Как часть индукционного источника устройство может содержать, например, спиральную индукционную катушку, которая соосно окружает цилиндрическую приемную полость с целью обеспечения переменного электромагнитного поля в полости для нагревания токоприемника. При работе с устройством летучие соединения высвобождаются из нагретого субстрата, образующего аэрозоль, в изделии и захватываются в поток воздуха, втягиваемый через изделие во время затяжки пользователя. По мере охлаждения высвобожденных соединений они конденсируются с образованием аэрозоля.
Было бы желательно иметь индукционно нагреваемый стержень, образующий аэрозоль, для использования в изделии, генерирующем аэрозоль, которое обеспечивает большое разнообразие различных аэрозолей. Было бы желательно, чтобы такой индукционно нагреваемый стержень, образующий аэрозоль был совместим с существующими индукционно нагревающими устройствами, содержащими цилиндрическую приемную полость. Более того, было бы желательно иметь формовочное устройство для использования в изготовлении таких стержней, образующих аэрозоль.
Согласно настоящему изобретению предусмотрен индукционно нагреваемый стержень, образующий аэрозоль, для использования в изделии, генерирующем аэрозоль (в изделии для генерирования аэрозоля). Стержень, образующий аэрозоль, содержит по меньшей мере одну цилиндрическую сердцевинную часть, содержащую по меньшей мере один из первого субстрата, образующего аэрозоль, и первого вкусоароматического материала. Стержень, образующий аэрозоль, дополнительно содержит первый продолговатый токоприемник (сусцептор), со стороны примыкающий (сбоку) к цилиндрической сердцевинной части на первой стороне вдоль продольной оси стержня, образующего аэрозоль. Стержень, образующий аэрозоль, также содержит второй продолговатый токоприемник, со стороны примыкающий к цилиндрической сердцевинной части на второй стороне вдоль продольной оси стержня, образующего аэрозоль, находящейся напротив первой стороны так, что цилиндрическая сердцевинная часть расположена между первым продолговатым токоприемником и вторым продолговатым токоприемником. В дополнение, стержень, образующий аэрозоль, содержит часть в виде гильзы, расположенную вокруг сердцевинной части, первого токоприемника (сусцептора) и второго токоприемника (сусцептора), при этом гильза содержит по меньшей мере один из наполнительного материала, второго субстрата, образующего аэрозоль, и второго вкусоароматического материала.
Наличие по меньшей мере двух разных частей внутри индукционно нагреваемого стержня, образующего аэрозоль, а именно части в виде гильзы и сердцевинной части, преимущественно позволяет улучшать разнообразие производимых аэрозолей за счет использования разных частей для разных целей. Одной целью может быть обеспечение одной или более конкретных сенсорных стимуляций, например обеспечение конкретных вкусов, обеспечение конкретных нот табака, обеспечение никотина или обеспечение стимуляции при помощи усиления видимости образования аэрозоля. Такие эффекты могут быть достигнуты посредством надлежащего выбора материалов для придания вкуса, находящихся внутри части в виде гильзы и сердцевинной части, например, посредством надлежащего выбора первого субстрата, образующего аэрозоль, и второго субстрата, образующего аэрозоль. Например, первым материалом для придания вкуса может быть гомогенизированный табак, как например табачный формованный лист для обеспечения содержания табака, в то время как второй материал для придания вкуса может быть жидкостью, образующей аэрозоль, для образования большого объема аэрозоля и дополнительных вкусоароматических компонентов. Другие конкретные стимуляции могут относиться, например, к конкретному сопротивлению втягиванию или к конкретному тактильному эффекту, известному у традиционных табачных продуктов. Такие эффекты могут быть достигнуты посредством по меньшей мере одного из надлежащего выбора геометрической формы части в виде гильзы, например, для обеспечения знакомых тактильных ощущений, и надлежащего выбора наполнительного материала, например, для обеспечения конкретного сопротивления втягиванию.
Предпочтительно сердцевинная часть и часть в виде гильзы являются отдельными физическими основными частями или объектами, отдельными друг от друга. То есть сердцевинная часть и часть в виде гильзы могут быть отдельными друг от друга. Соответственно, сердцевинная часть может быть названа сердцевинной основной частью, а часть в виде гильзы может быть названа основной частью в виде гильзы. Сердцевинная основная часть и основная часть в виде гильзы могут быть отдельными объектами, то есть отдельными друг от друга. В частности, изделие, генерирующее аэрозоль, может содержать сердцевинную основную часть, в частности, сердцевинную основную часть, определяющую сердцевинную часть. Подобным образом, изделие, генерирующее аэрозоль, может содержать основную часть в виде гильзы, в частности, основную часть в виде гильзы, определяющую часть в виде гильзы.
Наличие по меньшей мере первого токоприемника и второго токоприемника преимущественно позволяет обеспечить разные зоны нагрева внутри стержня, образующего аэрозоль. Первая зона нагрева обеспечена той частью профиля нагрева первого токоприемника, который проходит вдоль продольной оси стержня на наружной стороне первого токоприемника напротив внутренней стороны первого токоприемника, который примыкает к сердцевинной части. Подобным образом, вторая зона нагрева обеспечена той частью профиля нагрева первого токоприемника, который проходит вдоль продольной оси стержня на наружной стороне второго токоприемника напротив внутренней стороны второго токоприемника, который примыкает к сердцевинной части. Третья зона нагрева обеспечена вдоль продольной оси стержня в области между первым токоприемником и вторым токоприемником, то есть в области, которая перекрывает цилиндрическую сердцевинную часть. Эта третья зона нагрева по существу является результатом перекрывания этих частей профилей нагрева первого токоприемника и второго токоприемника, которые расположены между первым токоприемником и вторым токоприемником. Соответственно, первая зона нагрева и вторая зона нагрева могут быть использованы для нагрева части в виде гильзы, тогда как третья зона нагрева может быть использована для нагрева сердцевинной части. Из-за перекрытия двух профилей нагрева третья зона нагрева может достичь более высоких температур, чем первая зона нагрева и вторая зона нагрева. Преимущественно разные температуры нагрева могут позволить точно регулировать высвобождение летучих соединений из сердцевинной части и части в виде гильзы. В частности количество высвобожденного соединения может быть отрегулировано при помощи выбора подходящей комбинации конкретной температуры нагрева и конкретного материала для придания вкуса, имеющего конкретную температуру высвобождения. Таким образом, разные зоны нагрева могут быть преимущественно использованы для разработки большого разнообразия разных аэрозолей за счет обеспечения разных аэрозолей или ароматизирующих добавок в разных количествах от разных частей стержня, образующего аэрозоль.
Более того, индукционно нагреваемый стержень, генерирующий аэрозоль, согласно настоящему изобретению может быть использован для изготовления изделий, генерирующих аэрозоль, в форме стержня, которые совместимы с существующими индукционно нагревающими устройствами, генерирующими аэрозоль, содержащими цилиндрическую приемную полость. Тем самым использование индукционно нагревающих устройств, доступных на данный момент, может быть продолжено. В частности, существующие индукционно нагревающие устройства не требуют каких-либо модификаций.
Первый продолговатый токоприемник может со стороны примыкать к цилиндрической сердцевинной части без сцепления. Подобным образом, второй продолговатый токоприемник может со стороны примыкать к цилиндрической сердцевинной части без сцепления. В контексте данного документа термин «примыкающий без сцепления» относится к расположению соответствующего токоприемника относительно цилиндрической сердцевинной части, при котором соответствующий токоприемник и сердцевинная часть прикреплены друг к другу не неподвижно и не постоянно. В частности термин «примыкающий без сцепления» следует понимать так, что соответствующий токоприемник разъемно примыкает к сердцевинной части и может быть удален из сердцевинной части по существу неразрушающим образом. В любом случае термин «примыкающий без сцепления» исключает конфигурацию, при которой одно из соответствующего токоприемника или сердцевинной части нанесено на соответствующее другое. В частности «примыкающий без сцепления» исключает фиксированную или жесткую связь между соответствующим токоприемником и сердцевинной частью, в частности, химическую связь или связь, созданную клеем, которая не относится ни к сердцевинной части, ни к соответствующему токоприемнику. Тем не менее, примыкание соответствующего токоприемника к сердцевинной части может включать какое-то непостоянное крепление между сердцевинной частью и токоприемником, вроде какой-нибудь непостоянной адгезии между сердцевинной частью и соответствующим токоприемником, которая, например, может существовать по причине возможной клейкой природы субстрата, образующего аэрозоль. То есть «примыкающий без сцепления» может включать «примыкающий с непостоянным сцеплением». Примыкания соответствующего токоприемника к цилиндрической сердцевинной части со стороны без сцепления можно достичь просто разместив соответствующий токоприемник вдоль сердцевинной части, в частности, с использованием формовочного устройства согласно настоящему изобретению, и как дополнительно подробно описано ниже.
В контексте данного документа термин «субстрат, образующий аэрозоль» обозначает субстрат, образованный из материала, образующего аэрозоль, который способен высвобождать летучие соединения при нагреве для генерирования аэрозоля, или содержащий его. Субстрат, образующий аэрозоль, предназначен для нагрева, а не сжигания, чтобы высвобождать летучие соединения, образующие аэрозоль.
Субстрат, образующий аэрозоль может быть твердым, пастообразным или жидким субстратом, образующим аэрозоль. В любом из этих состояний субстрат, образующий аэрозоль, может содержать как твердые, так и жидкие компоненты.
Субстрат, образующий аэрозоль, может содержать табакосодержащий материал, содержащий летучие табачные вкусоароматические соединения, которые высвобождаются из субстрата при нагреве.
Альтернативно или дополнительно субстрат, образующий аэрозоль, может содержать нетабачный материал.
Что касается этого, то субстрат, образующий аэрозоль, может содержать, например, одно или более из: порошка, гранул, шариков, кусочков, тонких трубок, полосок или листов, содержащих одно или более из: травяных листьев, табачных листьев, фрагментов табачных жилок, восстановленного табака, гомогенизированного табака, экструдированного табака и расширенного табака, и их комбинаций.
Субстрат, образующий аэрозоль, может дополнительно содержать по меньшей мере одно вещество для образования аэрозоля. По меньшей мере одно вещество для образования аэрозоля может быть выбрано из полиолов, гликолевых простых эфиров, эфиров полиола, сложных эфиров и жирных кислот и может содержать одно или более из следующих соединений: глицерин, эритрит, 1,3-бутиленгликоль, тетраэтиленгликоль, триэтиленгликоль, триэтилцитрат, пропиленкарбонат, этиллаурат, триацетин, мезо-эритрит, смесь на основе диацетина, диэтилсуберат, триэтилцитрат, бензилбензоат, бензилфенилацетат, этилванилат, трибутирин, лаурилацетат, лауриновую кислоту, миристиновую кислоту и пропиленгликоль.
Одно или более веществ для образования аэрозоля могут быть соединены для получения преимущества, обусловленного одним или более свойствами объединенных веществ для образования аэрозоля. Например, триацетин может быть соединен с глицерином и водой для получения преимущества, обусловленного способностью триацетина передавать активные компоненты и увлажняющие свойства глицерина.
Вещество для образования аэрозоля может также иметь свойства типа увлажнителя, которые помогают поддерживать необходимый уровень влажности в субстрате, образующем аэрозоль, когда субстрат состоит из продукта на основе табака, в частности, содержащего частицы табака. В частности некоторые вещества для образования аэрозоля представляют собой гигроскопический материал, который функционирует как увлажнитель, другими словами, материал, который помогает поддерживать табачный субстрат, содержащий увлажнитель, влажным.
В частности субстрат, образующий аэрозоль, может содержать одно или более веществ для образования аэрозоля с весовой долей в диапазоне от 12 процентов до 20 процентов, предпочтительно от 16 процентов до 20 процентов, наиболее предпочтительно от 17 процентов до 18 процентов по весу субстрата, образующего аэрозоль.
Субстрат, образующий аэрозоль, может содержать другие добавки и ингредиенты. Субстрат, образующий аэрозоль, предпочтительно содержит никотин. Субстрат, образующий аэрозоль, может содержать ароматизаторы, в частности, дополнительные табачные или нетабачные летучие вкусоароматические соединения, высвобождаемые при нагревании субстрата, образующего аэрозоль. Субстрат, образующий аэрозоль, также может содержать капсулы, которые содержат, например, дополнительные табачные или нетабачные летучие вкусоароматические соединения, и такие капсулы могут плавиться во время нагрева твердого субстрата, образующего аэрозоль. Субстрат, образующий аэрозоль также может содержать связующий материал.
Предпочтительно субстрат, образующий аэрозоль, представляет собой табачный субстрат, образующий аэрозоль, другими словами, табакосодержащий субстрат. Субстрат, образующий аэрозоль, может содержать летучие табачные вкусоароматические соединения, которые высвобождаются из субстрата при нагреве. Субстрат, образующий аэрозоль, может содержать восстановленный табак, такой как гомогенизированный табачный материал, или состоять из него. Гомогенизированный табачный материал может быть образован посредством агломерации табака в виде частиц. В частности субстрат, образующий аэрозоль, может содержать пластинку резанного и смешанного табака или состоять из нее. Субстрат, образующий аэрозоль, может дополнительно содержать нетабачный материал, например, гомогенизированный материал растительного происхождения, отличный от табака. Предпочтительно восстановленный табак сделан в большей степени из смешанного табачного материала, в частности, пластинки листа, обработанных стеблей и жилок, гомогенизированного растительного материала, например, изготовленного в форме листа с использованием процессов формования или бумажного производства. Восстановленный табак может также содержать другие табак после нарезки, табачный наполнитель, связующий материал, волокна или оболочку. Восстановленный табак может содержать по меньшей мере 25 процентов пластинки листьев растения, более предпочтительно по меньшей мере 50 процентов пластинки листьев растения, еще более предпочтительно по меньшей мере 75 процентов пластинки листьев растения и наиболее предпочтительно по меньшей мере 90 процентов пластинки листьев растения. Предпочтительно растительный материал представляет собой одно из табака, мяты, чая и гвоздики. Однако растительный материал может также быть из другого растительного материала, который обладает способностью высвобождать вещества при приложении тепла, которое впоследствии может образовывать аэрозоль.
Предпочтительно табачный растительный материал содержит пластинку одного или более из пластинки светлого табака, темного табака, ароматического табака и табачного наполнителя. Виды светлого табака представляют собой виды табака обычно с большими листьями светлой окраски. По всему описанию термин «светлый табак» используют для видов табака, которые были подвергнуты трубоогневой сушке. Примерами видов светлого табака являются китайский вид табака трубоогневой сушки, бразильский вид табака трубоогневой сушки, американский вид табака трубоогневой сушки, такой как табак Вирджиния, индийский вид табака трубоогневой сушки, вид табака трубоогневой сушки из Танзании или другие африканские виды табака трубоогневой сушки. Светлый табак характеризуется высоким соотношением сахара и азота. С точки зрения органолептического восприятия светлый табак представляет собой табак такого типа, который после сушки ассоциируется с пряным и насыщенным ощущением. В контексте данного документа виды светлого табака представляют собой виды табака с содержанием редуцирующих сахаров, составляющим от приблизительно 2,5 процента до приблизительно 20 процентов в пересчете на сухой вес листьев, и общим содержанием аммиака, составляющим менее приблизительно 0,12 процента в пересчете на сухой вес листьев. Редуцирующие сахара содержат, например, глюкозу или фруктозу. Общее содержание аммиака составляют, например, аммиак и соли аммиака. Виды темного табака представляют собой виды табака обычно с большими листьями темной окраски. По всему описанию термин «темный табак» используют для видов табака, которые были подвергнуты воздушной сушке. Дополнительно виды темного табака могут быть ферментированы. Виды табака, которые используют, главным образом, для жевания, нюханья, сигар и трубочных смесей, также включены в эту категорию. Как правило, эти виды темного табака подвергают воздушной сушке и, возможно, ферментируют. С точки зрения органолептического восприятия темный табак представляет собой табак такого типа, который после сушки ассоциируется с ощущением запаха дыма, присущим сигарам темного типа. Темный табак характеризуется низким соотношением сахара и азота. Примерами темного табака являются Берли Малави или другие типы африканского Берли, темный высушенный бразильский Галпао, индонезийский Кастури солнечной сушки или воздушной сушки. В контексте данного документа виды темного табака представляют собой виды табака с содержанием редуцирующих сахаров, составляющим менее приблизительно 5 процентов в пересчете на сухой вес листьев, и общим содержанием аммиака не более приблизительно 0,5 процента в пересчете на сухой вес листьев. Виды ароматического табака представляют собой виды табака, которые часто имеют небольшие листья светлой окраски. По всему описанию термин «ароматический табак» используют в отношении других видов табака, которые характеризуются высоким содержанием ароматических веществ, например, эфирных масел. С точки зрения органолептического восприятия ароматический табак представляет собой табак такого типа, который после сушки ассоциируется с пряным и ароматным ощущением. Примерами видов ароматического табака являются греческий восточный, турецкий восточный, полувосточный табак, но также табак огневой сушки, американский Берли, например, Перик, Махорка, американский Берли или Мэриленд. Табачный наполнитель не является конкретным типом табака, но он включает типы табака, которые в основном используют для дополнения к другим типам табака, используемым в смеси, и которые не придают конкретного характерного ароматического свойства конечному продукту. Примерами табачных наполнителей являются стебли, средние жилки или черешки других типов табака. Конкретным примером могут служить стебли трубоогневой сушки с нижних черешков бразильского вида табака трубоогневой сушки.
Предпочтительно субстрат, образующий аэрозоль, может содержать табачное полотно, предпочтительно гофрированное полотно. Табачное полотно может содержать табачный материал, частицы волокна, связующий материал и вещество для образования аэрозоля. Предпочтительно табачное полотно представляет собой формованный лист. Формованный лист представляет собой форму восстановленного табака, которая образована из суспензии, содержащей частицы табака. Формованный лист может также содержать частицы волокна или вещество для образования аэрозоля, или как частицы волокна, так и вещество для образования аэрозоля и связующий материал, и также, например, ароматизирующие добавки. Частицы табака могут иметь форму табачного порошка, имеющего частицы размером порядка от 10 микрометров до 250 микрометров, предпочтительно порядка от 20 микрометров до 80 микрометров или от 50 микрометров до 150 микрометров, или от 100 микрометров до 250 микрометров, в зависимости от необходимой толщины листа и литьевого зазора соответствующего литейного короба. Литьевой зазор влияет на толщину листа. Частицы волокна могут включать материалы из табачного стебля, черешки или другой табачный растительный материал и другие волокна на основе целлюлозы, такие как, например, растительные волокна, предпочтительно волокна древесины или льняные волокна, или пеньковые волокна. Частицы волокна могут быть выбраны, исходя из необходимости получить достаточную прочность на разрыв для формованного листа по отношению к низкой доле включения, например, доле включения, составляющей приблизительно от 2 процентов до 15 процентов. Альтернативно волокна, такие как растительные волокна, в том числе пенька и бамбук или комбинации различных типов волокон, могут быть использованы либо вместе с вышеуказанными частицами волокна, либо в качестве их альтернативы. Вещества для образования аэрозоля, включенные в суспензию, образующую формованный лист, или используемые в других табачных субстратах, образующих аэрозоль, могут быть выбраны на основе одной или более характеристик. С функциональной точки зрения вещество для образования аэрозоля предусматривает механизм, который обеспечивает возможность его испарения и доставки никотина или ароматизатора или их обоих в аэрозоль при нагреве до температуры, превышающей конкретную температуру испарения вещества для образования аэрозоля. Разные вещества для образования аэрозоля обычно испаряются при разных температурах. Вещество для образования аэрозоля может представлять собой любое подходящее известное соединение или смесь соединений, которые при использовании облегчают образование стабильного аэрозоля. Стабильный аэрозоль является по существу стойким к термической деградации при рабочей температуре для нагрева субстрата, образующего аэрозоль. Вещество для образования аэрозоля может быть выбрано на основе его способности, например, сохранять стабильность при комнатной температуре или около нее, но быть способным к испарению при более высокой температуре, например, от 40 градусов Цельсия до 450 градусов Цельсия, предпочтительно от 40 градусов Цельсия до 250 градусов Цельсия.
Гофрированный табачный лист, например, формованный лист, может иметь толщину в диапазоне от приблизительно 0,02 миллиметра до приблизительно 0,5 миллиметра, предпочтительно от приблизительно 0,08 миллиметра до приблизительно 0,2 миллиметра.
Предпочтительно в любой конфигурации сердцевинная часть всегда используется для генерирования аэрозоля. Сердцевинная часть может содержать по меньшей мере одно из:
- пористого субстрата или пеноматериала на основе табачных волокон, при этом табачные волокна по меньшей мере частично образуют первый субстрат, образующий аэрозоль;
- пористого субстрата или пеноматериала на основе растительных волокон, при этом растительные волокна по меньшей мере частично образуют первый субстрат, образующий аэрозоль;
- наполнителя, содержащего резаный табачный материал, при этом резаный табачный материал по меньшей мере частично образует первый субстрат, образующий аэрозоль;
- наполнителя, содержащего резаный растительный материал, при этом резаный растительный материал по меньшей мере частично образует первый субстрат, образующий аэрозоль;
- материала для удержания жидкости, содержащего жидкость, образующую аэрозоль, при этом жидкость, образующая аэрозоль, по меньшей мере частично образует первый субстрат, образующий аэрозоль;
- материала для удержания жидкости, содержащего по меньшей мере одно вкусоароматическое вещество, при этом вкусоароматическое вещество по меньшей мере частично образует первый вкусоароматический материал;
- целлюлозных волокон или волокон на основе целлюлозы, содержащих по меньшей мере одно вкусоароматическое вещество, при этом вкусоароматическое вещество по меньшей мере частично образует первый вкусоароматический материал.
По сути часть в виде гильзы может содержать те же конфигурации материалов, которые описаны выше. Соответственно, часть в виде гильзы может содержать по меньшей мере одно из:
- пористого субстрата или пеноматериала на основе табачных волокон, при этом табачные волокна по меньшей мере частично образуют второй субстрат, образующий аэрозоль;
- пористого субстрата или пеноматериала на основе растительных волокон, при этом растительные волокна по меньшей мере частично образуют второй субстрат, образующий аэрозоль;
- наполнителя, содержащего резаный табачный материал, при этом резаный табачный материал по меньшей мере частично образует второй субстрат, образующий аэрозоль;
- наполнителя, содержащего резаный растительный материал, при этом резаный растительный материал по меньшей мере частично образует второй субстрат, образующий аэрозоль;
- материала для удержания жидкости, содержащего жидкость, образующую аэрозоль, при этом жидкость, образующая аэрозоль, по меньшей мере частично образует второй субстрат, образующий аэрозоль;
- материала для удержания жидкости, содержащего по меньшей мере одно вкусоароматическое вещество, при этом вкусоароматическое вещество по меньшей мере частично образует второй вкусоароматический материал;
- целлюлозных волокон или волокон на основе целлюлозы;
- целлюлозных волокон или волокон на основе целлюлозы, содержащих вкусоароматическое вещество, при этом вкусоароматическое вещество по меньшей мере частично образует второй вкусоароматический материал;
- расширенных волокон ацетатного штранга;
- расширенных растительных волокон; или
- бумаги.
В контексте данного документа термин «материал для удержания жидкости» относится к материалу с высокой удерживающей способностью или с высокой высвобождающей способностью (HRM), предназначенному для хранения жидкости. Материал для удержания жидкости выполнен с возможностью по своей природе удерживать по меньшей мере часть жидкости, которая, в свою очередь, не доступна для превращения в аэрозоль перед выходом из удержания. Использование материала для удержания жидкости снижает риск разлива в случае поломки изделия, генерирующего аэрозоль, или наличия трещин в нем из-за того, что жидкий субстрат, образующий аэрозоль, безопасно удерживается в материале для удержания. Преимущественно это позволяет стержню, образующему аэрозоль, быть герметичным для протеканий.
В контексте данного документа резаный табачный материал может содержать по меньшей мере одно из кусочков пластинки табака, восстановленного табака, кусочков табачных жилок или кусочков табачных стеблей. Подобным образом резаный растительный материал может содержать по меньшей мере одно из кусочков растительной пластинки, кусочков растительных жилок или кусочков растительных стеблей.
В качестве примера по меньшей мере одно из части в виде гильзы и сердцевинной части может содержать пористый субстрат, такой как пористый восстановленный табачный материал. В дополнение пористый субстрат может содержать глицерин, гуар, воду, табачные волокна, целлюлозные волокна, а также ароматизаторы и никотин естественного или искусственного происхождения. Пористый субстрат может быть предоставлен в виде тонкого листового материала и в итоге ему может быть придана форма сечения части в виде гильзы или сердцевинной части, как будет подробно описано ниже в отношении формовочного устройства согласно настоящему изобретению. Предпочтительно листовой материал гофрирован или согнут, или как гофрирован, так и согнут. Количество и плотность листового материала, входящего в формовочное устройство, может быть выбрана так, чтобы в результате часть в виде гильзы или сердцевинная часть имели конкретное сопротивление втягиванию.
В качестве другого примера по меньшей мере одно из части в виде гильзы и сердцевинной части может содержать пористый пеноматериал, полученный из волокон и материалов естественного происхождения, например, волокон и материалов, происходящих из растительных добавок или растительных материалов. Пеноматериал может содержать табак или табачный материал, или альтернативно может быть лишен табака. Пористый пеноматериал может содержать никотин в его исходном составе. Пористый пеноматериал может содержать, в частности, может быть пропитан или смочен жидкостью, образующей аэрозоль. Жидкость, образующая аэрозоль, может содержать по меньшей одно из никотина и по меньшей мере одного вкусоароматического вещества.
В качестве еще одного примера по меньшей мере одно из части в виде гильзы и сердцевинной части может содержать материал из формованного листа, который гофрирован и собран соответственно в форму части в виде гильзы или сердцевинной части.
В качестве еще одного примера часть в виде гильзы может содержать материал с низкой пористостью, который содержит по меньшей мере одно из расширенных волокон ацетатного штранга, расширенных растительных волокон и волокон на основе целлюлозы. Волокна могут быть по существу ориентированы в одном направлении, в частности, в направлении, параллельном продольной оси стержня, образующего аэрозоль. В стержне, образующем аэрозоль, волокна могут быть сжаты, но предпочтительно только до не более 80 процентов, в частности, не более 90 процентов от объема волокон до формования волокон в стержень, образующий аэрозоль. В этой конфигурации низкого сжатия часть в виде гильзы имеет низкое сопротивление втягиванию и по существу не имеет способности к фильтрации. В результате часть в виде гильзы преимущественно может быть использована для влияния на поток воздуха, создаваемый отрицательным давлением, прилагаемым к изделию, генерирующему аэрозоль, и в который летучие соединения высвобождаются из сердцевинной части. Предпочтительно в этой конфигурации часть в виде гильзы не содержит какого-либо субстрата, образующего аэрозоль. В частности, часть в виде гильзы не содержит какого-либо табака или табачного материала. Соответственно, образование аэрозоля концентрируется субстратом, образующим аэрозоль, в сердцевинной части. Тем не менее часть в виде гильзы может содержать вкусоароматическое вещество, которое может испаряться токоприемником и захватываться в поток воздуха.
В отношении улучшения разнообразия генерируемых аэрозолей, второй субстрат, образующий аэрозоль, предпочтительно отличается от первого субстрата, образующего аэрозоль. Первый субстрат, образующий аэрозоль, и второй субстрат, образующий аэрозоль, могут отличаться друг от друга, например, по меньшей мере в одном из содержания, состава, вкуса и текстуры. Например первый субстрат, образующий аэрозоль, может содержать гофрированный формованный лист, а второй субстрат, образующий аэрозоль, может содержать табачные волокна в форме пористого субстрата или пеноматериала.
Подобным образом второй вкусоароматический материал предпочтительно отличается от первого вкусоароматического материала. Первый вкусоароматический материал и второй вкусоароматический материал могут отличаться друг от друга, например, по меньшей мере в одном из содержания, состава, вкуса и текстуры.
В целом, сечение цилиндрической сердцевинной части, как видно на плоскости, перпендикулярной продольной оси стержня, образующего аэрозоль, может иметь любую форму. Предпочтительно цилиндрическая сердцевинная часть имеет прямоугольное или квадратное сечение. Предпочтительно формы сечения имеют по меньшей мере одну по существу прямую кромку. Таким образом, цилиндрическая сердцевина имеет плоскость, в частности, плоскую поверхность, которая может быть использована в качестве контактной поверхности, к которой со стороны примыкает токоприемник. Преимущественно это улучшает эффективность передачи тепла от токоприемника к сердцевинной части. Это в особенности верно в случае, если токоприемник содержит соответствующую плоскую поверхность, которая примыкает к плоской поверхности сердцевинной части как к сопрягаемой детали.
Цилиндрическая сердцевинная часть может также иметь треугольное или звездообразное, или эллиптическое, или овальное, или круглое, или многоугольное, или полуовальное, или полуэллиптическое, или полукруглое сечение. В случае, если сечение сердцевинной части содержит одну или более частей в виде изогнутых кромок, к которым примыкает один из первого токоприемника или второго токоприемника, соответствующий токоприемник может также быть изогнут в направлении, перпендикулярном продольной оси стержня, образующего аэрозоль, соответствуя части в виде изогнутой кромки в форме сечения сердцевинной части для максимального увеличения контактной поверхности между сердцевинной частью и соответствующим токоприемником.
Предпочтительно, чтобы сечение сердцевинной части по существу было постоянным вдоль продольной оси стержня, образующего аэрозоль, в пределах производственных допусков. Однако в некоторых вариантах осуществления может быть предпочтительно иметь прерывистую цилиндрическую сердцевинную часть, в частности, с прерывистым токоприемником. Это, в свою очередь, позволяет разрезать непрерывно сформованную нить стержня, образующего аэрозоль, подробности которого описаны ниже, на отдельные стержни, образующие аэрозоль, без необходимости прорезать токоприемник.
Предпочтительно цилиндрическая сердцевинная часть имеет форму полоски. Сердцевинная часть в форме полоски не только обеспечивает преимущества плоской контактной поверхности для токоприемника, как описано ранее, но также может быть преимущественной в отношении простого изготовления посредством процесса непрерывного формирования стержня. В контексте данного документа термин «сердцевинная часть в форме полоски» относится к цилиндрической сердцевинной части , которая имеет протяженность в длину и протяженность в ширину, обе из которых больше, чем протяженность в толщину элемента. Предпочтительно протяженность в длину также больше, чем протяженность в ширину. В случае сердцевинной части в форме полоски принимающий токоприемник предпочтительно примыкает к большой стороне сердцевинной части. Преимущественно это повышает эффективность нагрева. Предпочтительно сердцевинная часть в форме полоски имеет прямоугольное сечение. Сердцевинная часть в форме полоски может также иметь изогнутое прямоугольное сечение, при этом большая сторона соответствующего токоприемника изогнута.
В контексте данного документа термин «токоприемник» относится к элементу, содержащему материал, который способен индуктивно нагреваться в переменном электромагнитном поле. Это может быть результатом по меньшей мере одного из потерь на гистерезис и вихревых токов, индуцированных в токоприемнике, в зависимости от электрических и магнитных свойств материала токоприемника. Потери на гистерезис возникают в ферромагнитных или ферримагнитных токоприемниках в связи с перемагничиванием магнитных доменов внутри материала под воздействием переменного электромагнитного поля. Вихревые токи могут быть индуцированы, если токоприемник является электрически проводящим. В случае электрически проводящего ферромагнитного токоприемника или электрически проводящего ферримагнитного токоприемника тепло может быть сгенерировано как благодаря вихревым токам, так и благодаря потерям на гистерезис. Соответственно, токоприемник может содержать материал, который по меньшей мере является одним из электропроводного и магнитного.
Первый токоприемник и второй токоприемник могут быть образованы из любого материала, который может быть индукционно нагрет до температуры, достаточной для генерирования аэрозоля из субстрата, образующего аэрозоль. Предпочтительный токоприемник содержит металл или углерод. Предпочтительный токоприемник может содержать ферромагнитный материал, например, ферромагнитный сплав, ферритное железо или ферромагнитную сталь, или нержавеющую сталь, или состоять из него. Другой подходящий токоприемник может содержать алюминий или состоять из него. Предпочтительные токоприемники могут быть нагреты до температуры от приблизительно 40 градусов Цельсия до приблизительно 500 градусов Цельсия, в частности, от приблизительно 50 градусов Цельсия до приблизительно 450 градусов Цельсия, предпочтительно от приблизительно 100 градусов Цельсия до приблизительно 400 градусов Цельсия. Токоприемник может также содержать неметаллическую сердцевину с металлическим слоем, расположенным на неметаллической сердцевине, например, металлические дорожки, образованные на поверхности керамической сердцевины.
По меньшей мере один из первого токоприемника и второго токоприемника может содержать защитный внешний слой, например, защитный керамический слой или защитный стеклянный слой, обволакивающий соответствующий токоприемник. По меньшей мере один из первого токоприемника и второго токоприемника может содержать защитное покрытие, выполненное из стекла, керамики или инертного металла, которое выполнено поверх сердцевины материала токоприемника.
По меньшей мере один из первого токоприемника и второго токоприемника может быть токоприемником, состоящим из нескольких материалов. В частности соответствующий токоприемник, состоящий из нескольких материалов, может содержать первый материал токоприемника и второй материал токоприемника. Первый материал токоприемника предпочтительно оптимизирован в отношении тепловых потерь и, таким образом, эффективности нагрева. Например, первый материал токоприемника может быть алюминием или черный металлом, таким как нержавеющая сталь. В отличие от этого второй материал токоприемника предпочтительно используют в качестве температурного маркера. Для этого материал второго токоприемника выбран таким образом, чтобы иметь температуру Кюри, соответствующую заданной температуре нагрева узла токоприемника. При своей температуре Кюри магнитные свойства второго токоприемника изменяются с ферромагнитных на парамагнитные, что сопровождается временным изменением его электрического сопротивления. Таким образом, посредством наблюдения за соответствующим изменением электрического тока, поглощаемого индукционным источником можно определить, когда второй материал токоприемника достиг своей температуры Кюри и, таким образом, когда была достигнута заданная температура нагрева. Второй материал токоприемника предпочтительно имеет температуру Кюри, которая ниже точки воспламенения субстрата, образующего аэрозоль, то есть предпочтительно ниже 500 градусов Цельсия. Подходящие материалы для второго материала токоприемника могут включать никель и определенные сплавы никеля. Никель имеет температуру Кюри в диапазоне приблизительно от 354 градусов Цельсия до 360 градусов Цельсия в зависимости от природы примесей. Температура Кюри в этом диапазоне идеальна, поскольку она является приблизительно такой же, что и температура, до которой должен быть нагрет соответствующий токоприемник для генерирования аэрозоля из субстрата, образующего аэрозоль, но все еще достаточно низкой, чтобы избежать локального перегрева или горения субстрата, образующего аэрозоль.
По меньшей мере один из первого токоприемника и второго токоприемника может иметь форму штыря, стержня, нитевидного волокна или полоски. Предпочтительно токоприемник выполнен в виде полоски или имеет форму полоски. Токоприемная полоска или токоприемный элемент в форме полоски могут быть преимущественными, так как их можно легко изготовить с низкими затратами.
По меньшей мере один из первого токоприемника и второго токоприемника может иметь форму штыря, стержня, нитевидного волокна или полоски. Предпочтительно по меньшей мере один из первого токоприемника и второго токоприемника является полоской или имеет форму полоски. Токоприемная полоска является преимущественной, так как ее можно легко изготовить с низкими затратами.
В контексте данного документа термины «в форме полоски» и «полоска» относятся к элементу, который имеет протяженность в длину и протяженность в ширину, обе из которых больше, чем протяженность в толщину элемента. Предпочтительно протяженность в длину также больше, чем протяженность в ширину. В частности токоприемная полоска может быть токоприемным полотном, токоприемной пластиной, токоприемным листом, токоприемной полосой или токоприемной фольгой.
По меньшей мере один из первого токоприемника и второго токоприемника может иметь квадратное или прямоугольное, или полуовальное, или полуэллиптическое, или полукруглое сечение, как видно на плоскости, перпендикулярной продольной оси стержня, образующего аэрозоль. Предпочтительно сечение соответствующего токоприемника имеет по меньшей мере одну часть в виде кромки, которая соответствует части в виде кромки сечения сердцевинной части, к которой может примыкать соответствующий токоприемник. Таким образом, контактная поверхность реализована между соответствующим токоприемником и сердцевинной частью, которая достаточно большая в отношении улучшенной передачи тепла.
По меньшей мере один из первого токоприемника и второго токоприемника может также иметь треугольное или многоугольное, или овальное, или эллиптическое, или круглое сечение.
Если по меньшей мере один из первого токоприемника и второго токоприемника имеет форму полоски, в частности, полотна, пластины, листа, полосы или фольги, соответствующий токоприемник предпочтительно имеет по существу прямоугольное сечение. В этом случае соответствующий токоприемник предпочтительно имеет размер по ширине, который больше, чем размер по толщине, например, больше, чем двойной размер по толщине. Преимущественно соответствующий токоприемник в форме полоски имеет ширину предпочтительно от приблизительно 2 миллиметров до приблизительно 8 миллиметров, более предпочтительно от приблизительно 3 миллиметров до приблизительно 5 миллиметров, и толщину предпочтительно от приблизительно 0,03 миллиметра до приблизительно 0,15 миллиметра, более предпочтительно от приблизительно 0,05 миллиметра до приблизительно 0,09 миллиметра. Длина токоприемной полоски может, например, находиться в диапазоне от 8 миллиметров до 16 миллиметров, в частности, от 10 миллиметров до 14 миллиметров, предпочтительно 12 миллиметров.
В случае токоприемника в форме полоски принимающий токоприемник предпочтительно расположен так, что большая сторона токоприемника примыкает к сердцевинной части, в частности, к большой стороне сердцевинной части в случае сердцевинной части в форме полоски. Преимущественно это повышает эффективность нагрева.
В случае полукруглого сечения токоприемник предпочтительно имеет ширину или радиус от приблизительно 0,5 миллиметра до приблизительно 2,5 миллиметра.
Предпочтительно по меньшей мере один из первого токоприемника и второго токоприемника стабилен по размерам. Это означает, что соответствующий токоприемник по существу остается недеформированным во время изготовления стержня, образующего аэрозоль, или что любая деформация соответствующего токоприемника, необходимая для образования стержня, образующего аэрозоль, остается упругой таким образом, что соответствующий токоприемник возвращается к своей предназначенной форме после прекращения деформирующего усилия. Для этого форма и материал соответствующего токоприемника могут быть выбраны таким образом, чтобы обеспечить достаточную стабильность размеров. Преимущественно это гарантирует сохранение изначально желаемого профиля сечения на протяжении всего изготовления стержня, образующего аэрозоль. Высокая стабильность размеров уменьшает варьирование рабочих характеристик продукта. В отношении формовочного устройства согласно настоящему изобретению, и как дополнительно подробно описано ниже, это означает, что формовочное устройство выполнено так, что принимающий токоприемник по существу остается недеформированным после прохождения через формовочное устройство. Это означает, что предпочтительно любая деформация соответствующего токоприемника, необходимая для формирования непрерывного стержня, остается упругой, вследствие чего соответствующий токоприемник возвращается к своей предназначенной форме после прекращения деформирующего усилия.
По меньшей мере один из первого токоприемника и второго токоприемника может иметь постоянное сечение вдоль продольной оси стержня, образующего аэрозоль. Альтернативно, сечение по меньшей мере одного из первого токоприемника и второго токоприемника может изменяться вдоль продольной оси стержня, образующего аэрозоль. Например, если по меньшей мере один из первого токоприемника и второго токоприемника имеет форму полоски, по меньшей мере один из размера по ширине и размера по толщине соответствующего токоприемника может изменяться вдоль продольной оси стержня, образующего аэрозоль.
Предпочтительно размер по длине по меньшей мере одного из первого токоприемника и второго токоприемника по существу соответствует размеру по длине стержня, образующего аэрозоль при измерении вдоль продольной оси стержня, образующего аэрозоль. Размер по длине по меньшей мере одного из первого токоприемника и второго токоприемника может, например, находиться в диапазоне от 8 миллиметров до 16 миллиметров, в частности, от 10 миллиметров до 14 миллиметров, предпочтительно 12 миллиметров. Более того, токоприемник может иметь размер по длине, равный размеру по длине по меньшей мере одной из сердцевинной части и части виде гильзы, тем самым приводя к нагреву сердцевинной части и части в виде гильзы соответственно вдоль их протяженности в длину. Однако, как упоминалось выше, может быть преимущественным иметь по меньшей мере один из первого прерывистого токоприемника и второго прерывистого токоприемника и, следовательно, по меньшей мере один из первого токоприемника и второго токоприемника, в котором размер по длине соответствующего токоприемника меньше, чем размер по длине стержня, образующего аэрозоль.
По меньшей мере один из первого токоприемника и второго токоприемника может содержать расширенный металлический лист, содержащий множество отверстий, проходящих через лист. В контексте данного документа термин «расширенный металлический лист» относится к типу металлического листа, в котором было создано множество областей сниженной прочности, в частности, множество перфорационных отверстий, и которые впоследствии были растянуты с целью образования закономерной схемы отверстий, происходящей от растяжения множества областей сниженной прочности, в частности, от множества перфорационных отверстий.
Использование токоприемника, содержащего расширенный металлический лист, обеспечивает множество преимуществ по сравнению с другими типами токоприемников в форме листа. Во-первых, пропорциональное соотношение общей массы и поверхности излучения тепла токоприемника, содержащего расширенный металлический лист, улучшено по сравнению с токоприемником, содержащим металлический лист без каких-либо отверстий. Преимущественно это способствует сбережению ресурсов на изготовление изделия. В дополнение, уменьшенная масса на единицу площади также может быть полезна в отношении уменьшенной общей массы изделия. Во-вторых, конкретный процесс изготовления расширенного металлического листа не включает появление отходов материала. В-третьих, благодаря отверстиям токоприемник изделия согласно настоящему изобретению является проницаемым, что улучшает поток воздуха, втягиваемый через изделие, по сравнению с изделием, содержащим непроницаемый токоприемник. В дополнение, отверстия токоприемника способствуют высвобождению материала, который испаряется из нагретого субстрата, образующего аэрозоль, в поток воздуха и захвату его потоком воздуха. Преимущественно оба аспекта способствуют образованию аэрозоля. В-четвертых, отверстия расширенного металлического листа могут оказаться наполненными субстратом, образующим аэрозоль, во время изготовления стержня. Преимущественно это может поддерживать фиксацию токоприемника внутри стержня, образующего аэрозоль. Как следствие значительно улучшается точность и стабильность размещения токоприемника внутри стержня, образующего аэрозоль.
В контексте данного документа термин «отверстия» следует понимать как отверстие, которое проходит через весь расширенный листовой материал вдоль его протяженности в толщину от одной плоской стороны до противоположной плоской стороны расширенного листового материала. Подобным образом термин «перфорационное отверстие» следует понимать как перфорационное отверстие, которое проходит через весь листовой материал вдоль его протяженности в толщину от одной плоской стороны до противоположной плоской стороны листового материала. Термин «область сниженной прочности» относится к области металлического листа, которая имеет уменьшенную толщину материала в направлении, перпендикулярном главной поверхности металлического листа, то есть вдоль протяженности в толщину металла. Уменьшение толщины материала таково, что при растяжении металлического листа с пониженной прочностью область сниженной прочности преобразуется в отверстие через весь расширенный листовой материал вдоль его протяженности в толщину. Более того, термин «отверстия» может охватывать два типа отверстий, а именно отверстия, имеющие закрытую границу, а также отверстия, имеющие частично открытую границу. Отверстие, имеющее закрытую границу, полностью ограничено материалом расширенного металлического листа вдоль периметра отверстия. В отличие от этого, отверстие, имеющее частично открытую границу, только частично ограничено материалом расширенного металлического листа вдоль периметра отверстия. При наличии, одно или более отверстий, имеющих частично открытую границу, расположены на боковой кромке расширенного металлического листа. То есть такие отверстия со стороны открываются в направлении боковой кромки расширенного металлического листа. При наличии, одно или более отверстий, имеющих частично открытую границу, могут возникать из-за областей сниженной прочности, в частности, перфорационных отверстий, созданных в металлическом листе, который проходит за боковую кромку металлического листа, и которые впоследствии растягивают. Соответственно, расширенный металлический лист может содержать одно из: множества отверстий, имеющих закрытую границу; множества отверстий, имеющих частично открытую границу; или одного или более отверстий, имеющих закрытую границу, а также одного или более отверстий, имеющих частично открытую границу. Множество отверстий может быть расположено в виде периодической схемы, в частности, периодической смещенной схемы. В частности при смещенном расположении множество отверстий может быть расположено в виде множества рядов вдоль первого направления, при этом каждый ряд проходит во втором направлении, перпендикулярном первому направлению, и содержит одно или более отверстий, и при этом одно или более отверстий в одном ряду смещены к одному или более отверстиям в каждом соседнем ряду.
Предпочтительно первый токоприемник и второй токоприемник, а также сердцевинная часть имеют форму полоски. В частности, большая сторона принимающего токоприемника в форме полоски может примыкать к большой стороне сердцевинной части в форме полоски. Преимущественно в этой конфигурации форма сечения сердцевинной части в значительной степени перекрывает площадь нагрева сечения соответствующего токоприемника в форме полоски, который повышает эффективность нагрева сердцевинной части. Еще более предпочтительно по меньшей мере один из размера по ширине и размера по длине по меньшей мере одного из первого токоприемника в форме полоски и второго токоприемника в форме полоски равен соответственно размеру по ширине или размеру по длине сердцевинной части в форме полоски. Такое расположение также может быть преимущественным для эффективного нагревания сердцевинной части. Также возможно, что по меньшей мере один из размера по ширине и размера по длине по меньшей мере одного из первого токоприемника в форме полоски и второго токоприемника в форме полоски меньше, чем соответственно размер по ширине или размер по длине сердцевинной части в форме полоски. Это может способствовать экономии материала токоприемника. Альтернативно также возможно, что по меньшей мере один из размера по ширине и размера по длине по меньшей мере одного из первого токоприемника в форме полоски и второго токоприемника в форме полоски больше, чем соответственно размер по ширине или размер по длине сердцевинной части в форме полоски. Это может способствовать увеличению скорости нагрева.
Сердцевинная часть может быть симметрично расположена относительно продольной центральной оси стержня, образующего аэрозоль. То есть продольная центральная ось цилиндрической сердцевины расположена соосно с продольной центральной осью стержня, образующего аэрозоль. Подобным образом, первый токоприемник и второй токоприемник могут иметь одинаковые размеры и могут быть симметрично расположены относительно продольной центральной оси стержня, образующего аэрозоль. Любое из этих расположений может быть преимущественным в отношении хорошо сбалансированного распределения массы стержня, образующего аэрозоль.
Часть в виде гильзы предпочтительно окружает сердцевинную часть, первый токоприемник и второй токоприемник вдоль всей окружности стержня, образующего аэрозоль. Подобным образом, часть в виде гильзы предпочтительно расположена вдоль всего размера по длине по меньшей мере одного из сердцевинной части, первого токоприемника и второго токоприемника, предпочтительно вдоль всего размера по длине всех элементов, сердцевинной части, первого токоприемника и второго токоприемника. Таким образом, часть в виде гильзы может быть однородно нагрета токоприемником.
В целом, сечение части в виде гильзы, как видно на плоскости, перпендикулярной продольной оси стержня, образующего аэрозоль, может иметь любую подходящую форму. Предпочтительно часть в виде гильзы имеет прямоугольное или квадратное, или эллиптическое, или круглое сечение или треугольное, или другое многоугольное наружное сечение. Внутреннее сечение предпочтительно адаптировано для наружного профиля сечения узла сердцевинной части, первого токоприемника и второго токоприемника, оба из которых примыкают к сердцевинной части.
Предпочтительно часть в виде гильзы окружает первый токоприемник, второй токоприемник и сердцевинную часть так, чтобы сформировать или наполнить, в частности, полностью наполнить, цилиндрическую форму стержня, образующего аэрозоль. Таким образом, наружное сечение части в виде гильзы предпочтительно определяет форму наружного сечения стержня, образующего аэрозоль.
Предпочтительно стержень, образующий аэрозоль, имеет круглое или эллиптическое, или овальное сечение. Однако стержень, образующий аэрозоль, может также иметь квадратное или прямоугольное, или треугольное, или другое многоугольное сечение. В частности форма наружного сечения части в виде гильзы может определять наружную форму сечения стержня, образующего аэрозоль.
Согласно изобретению также предоставлено индукционно нагреваемое изделие, генерирующее аэрозоль, для использования с индукционно нагревающим устройством, генерирующим аэрозоль, при этом изделие содержит стержень, генерирующий аэрозоль, согласно настоящему изобретению и как описано в данном документе.
В контексте данного документа термин «изделие, генерирующее аэрозоль» относится к изделию, содержащему по меньшей мере один субстрат, образующий аэрозоль, для использования с устройством, генерирующим аэрозоль. Изделие, генерирующее аэрозоль, может быть предназначено для одного использования. Изделие, генерирующее аэрозоль, может представлять собой табачное изделие. В частности изделие может представлять собой изделие в форме стержня, напоминающее сигареты.
В дополнение к стержню, образующему аэрозоль, изделие может дополнительно содержать различные элементы: опорный элемент, имеющий центральный проход для воздуха, элемент, охлаждающий аэрозоль и фильтрующий элемент. Любой из этих элементов или любая их комбинация могут быть расположены последовательно относительно сегмента стержня, образующего аэрозоль. Предпочтительно стержень, образующий аэрозоль, расположен на дальнем конце изделия. Подобным образом фильтрующий элемент предпочтительно расположен на ближнем конце изделия. Более того, эти элементы могут иметь такое же наружное сечение, что и сегмент стержня, образующего аэрозоль.
Фильтрующий элемент предпочтительно служит в качестве мундштука или в качестве части мундштука вместе с элементом, охлаждающим аэрозоль. В контексте данного документа термин «мундштук» относится к части изделия, через которую аэрозоль выходит из изделия, генерирующего аэрозоль. Фильтрующий элемент предпочтительно имеет внешний диаметр, который приблизительно равен внешнему диаметру изделия, генерирующего аэрозоль. Фильтрующий элемент может иметь внешний диаметр от 5 миллиметров до 10 миллиметров, например, от 6 миллиметров до 8 миллиметров. В предпочтительном варианте осуществления фильтрующий элемент имеет внешний диаметр 7,2 миллиметра плюс или минус 10 процентов, предпочтительно плюс или минус 5 процентов. Фильтрующий элемент может иметь длину от 5 миллиметров до 25 миллиметров, предпочтительно длину от 10 миллиметров до 17 миллиметров. В предпочтительном варианте осуществления фильтрующий элемент имеет длину 12 миллиметров или 14 миллиметров. В другом предпочтительном варианте осуществления фильтрующий элемент имеет длину 7 миллиметров.
Опорный элемент может быть расположен непосредственно дальше по ходу потока относительно стержня, образующего аэрозоль. Опорный элемент может примыкать к стержню, образующему аэрозоль. Опорный элемент может быть образован из любого подходящего материала или комбинации материалов. Например, опорный элемент может быть образован из одного или более материалов, выбранных из группы, состоящей из: ацетилцеллюлозы; картона; гофрированной бумаги, такой как гофрированная теплостойкая бумага или гофрированная пергаментная бумага; и полимерных материалов, таких как полиэтилен низкой плотности (LDPE). В предпочтительном варианте осуществления опорный элемент выполнен из ацетилцеллюлозы. Опорный элемент может содержать полый трубчатый элемент. В предпочтительном варианте осуществления опорный элемент содержит полую ацетилцеллюлозную трубку.
Опорный элемент предпочтительно имеет внешний диаметр, который приблизительно равен внешнему диаметру изделия, генерирующего аэрозоль. Опорный элемент может иметь внешний диаметр от 5 миллиметров до 12 миллиметров, например, от 5 миллиметров до 10 миллиметров или от 6 миллиметров до 8 миллиметров. В предпочтительном варианте осуществления опорный элемент имеет внешний диаметр 7,2 миллиметра плюс или минус 10 процентов, предпочтительно плюс или минус 5 процентов. Опорный элемент может иметь длину от 5 миллиметров до 15 миллиметров, в частности, от 6 миллиметров до 12 миллиметров. В предпочтительном варианте осуществления опорный элемент имеет длину 8 миллиметров. Элемент, охлаждающий аэрозоль, может быть расположен дальше по ходу потока относительно элемента субстрата, образующего аэрозоль, например, непосредственно дальше по ходу потока относительно опорного элемента, и может примыкать к опорному элементу.
Элемент, охлаждающий аэрозоль, может быть расположен между опорным элементом и фильтрующим элементом, расположенным на крайнем расположенном дальше по ходу потока конце изделия, генерирующего аэрозоль.
В контексте данного документа термин «элемент, охлаждающий аэрозоль» используется для описания элемента, имеющего большую площадь поверхности и низкое сопротивление втягиванию, например, от 15 мм вод. ст. до 20 мм вод. ст. При использовании аэрозоль, образованный летучими соединениями, высвобождаемыми из стержней, образующих аэрозоль, втягивается через элемент, охлаждающий аэрозоль, перед перемещением к концу, подносимому ко рту, изделия, генерирующего аэрозоль.
Элемент, охлаждающий аэрозоль, предпочтительно имеет пористость в продольном направлении более 50 процентов. Путь потока воздуха через элемент, охлаждающий аэрозоль, является предпочтительно относительно свободным. Элемент, охлаждающий аэрозоль, может представлять собой собранный лист или гофрированный и собранный лист. Элемент, охлаждающий аэрозоль, может содержать листовой материал, выбранный из группы, состоящей из полиэтилена (РЕ), полипропилена (РР), поливинилхлорида (PVC), полиэтилентерефталата (PET), полимолочной кислоты (PLA), ацетилцеллюлозы (СА) и алюминиевой фольги или их комбинации.
В предпочтительном варианте осуществления элемент, охлаждающий аэрозоль, содержит собранный лист из биоразлагаемого материала. Например, собранный лист из непористой бумаги или собранный лист из биоразлагаемого полимерного материала, такого как, например, полимолочная кислота или материал марки Mater-Bi<®> (имеющаяся в продаже серия сополиэфиров на основе крахмала).
Элемент, охлаждающий аэрозоль, предпочтительно содержит лист PLA, более предпочтительно гофрированный собранный лист PLA. Элемент, охлаждающий аэрозоль, может быть образован из листа, имеющего толщину от 10 микрометров до 250 микрометров, в частности, от 40 микрометров до 80 микрометров, например, 50 микрометров. Элемент, охлаждающий аэрозоль, может быть выполнен из собранного листа, имеющего ширину от 150 миллиметров до 250 миллиметров. Элемент, охлаждающий аэрозоль, может иметь удельную площадь поверхности от 300 квадратных миллиметров на миллиметр длины до 1000 квадратных миллиметров на миллиметр длины, от 10 квадратных миллиметров на мг веса до 100 квадратных миллиметров на миллиграмм веса. В некоторых вариантах осуществления элемент, охлаждающий аэрозоль, может быть образован из собранного листа материала, имеющего удельную площадь поверхности приблизительно 35 квадратных миллиметров на миллиграмм веса. Элемент, охлаждающий аэрозоль, может иметь внешний диаметр от 5 миллиметров до 10 миллиметров, например, 7 миллиметров.
В некоторых предпочтительных вариантах осуществления длина элемента, охлаждающего аэрозоль, составляет от 10 миллиметров до 15 миллиметров. Предпочтительно длина элемента, охлаждающего аэрозоль, составляет от 10 миллиметров до 14 миллиметров, например, 13 миллиметров. В альтернативных вариантах осуществления длина элемента, охлаждающего аэрозоль, составляет от 15 миллиметров до 25 миллиметров. Предпочтительно длина элемента, охлаждающего аэрозоль, составляет от 16 миллиметров до 20 миллиметров, например, 18 миллиметров.
Изделие может дополнительно содержать обертку, окружающую по меньшей мере часть разных элементов, упомянутых выше, так, чтобы удерживать их вместе и сохранять желаемую форму сечения изделия. Предпочтительно обертка образует по меньшей мере часть наружной поверхности изделия. Например, обертка может представлять собой бумажную обертку, в частности, бумажную обертку, изготовленную из сигаретной бумаги. Альтернативно, обертка может представлять собой фольгу, например, изготовленную из пластмассы. Обертка может быть проницаема для текучей среды, например, для обеспечения возможности высвобождения испаренного субстрата, образующего аэрозоль, из изделия. Проницаемая для текучей среды обертка может также обеспечивать возможность втягивания воздуха в изделие через его окружность. Более того, обертка может содержать по меньшей мере одно летучее вещество, подлежащее активации и высвобождению из обертки при нагреве. Например, обертка может быть пропитана летучим вкусоароматическим веществом.
Предпочтительно индукционно нагреваемое изделие, генерирующее аэрозоль, согласно настоящему изобретению имеет круглое или эллиптическое, или овальное сечение. Однако изделие может также иметь квадратное или прямоугольное, или треугольное, или другое многоугольное сечение.
Дополнительные признаки и преимущества изделия, генерирующего аэрозоль, согласно настоящему изобретению были описаны в отношении стержня, образующего аэрозоль, и в равной степени применимы.
Настоящее изобретение дополнительно относится к системе, генерирующей аэрозоль, содержащей индукционно нагреваемое изделие, генерирующее аэрозоль, согласно изобретению и как описано в данном документе. Система дополнительно содержит индукционно нагревающее устройство, генерирующее аэрозоль, для использования с изделием. Устройство, генерирующее аэрозоль, содержит приемную полость для по меньшей мере частичного размещения изделия в приемной полости. Устройство, генерирующее аэрозоль, дополнительно содержит индукционный источник, включающий по меньшей мере одну индукционную катушку для генерирования переменного, в частности, высокочастотного, электромагнитного поля в приемной полости для индукционного нагрева токоприемника изделия, когда изделие размещено в приемной полости. По меньшей мере одна индукционная катушка может быть спиральной индукционной катушкой, которая расположена соосно вокруг цилиндрической приемной полости.
Устройство может дополнительно содержать блок питания и контроллер для питания и управления процессом нагрева. Как упоминается в данном документе, переменное, в частности, высокочастотное, электромагнитное поле может находиться в диапазоне от 500 кГц до 30 МГц, в частности, от 5 МГц до 15 МГц, предпочтительно от 5 МГц до 10 МГц.
Устройство, генерирующее аэрозоль, может представлять собой, например, устройство, как описано в документе WO 2015/177256 A1.
При использовании изделие, генерирующее аэрозоль, зацепляется с устройством, генерирующим аэрозоль, так, что узел токоприемника расположен во флуктуационном электромагнитном поле, генерируемом индуктором.
Дополнительные признаки и преимущества системы, генерирующей аэрозоль, согласно настоящему изобретению были описаны в отношении изделия, генерирующего аэрозоль, и частично в приемной полости.
Согласно изобретению также предусмотрено формовочное устройство для использования в изготовлении индукционно нагреваемых стержней, образующих аэрозоль, согласно настоящему изобретению, и как описано в данном документе. Формовочное устройство содержит:
- устройство, образующее сердцевину, выполненное для сбора материала сердцевины, содержащего по меньшей мере один из первого субстрата, образующего аэрозоль, и первого вкусоароматического материала, в непрерывную нить сердцевины так, что при прохождении через устройство, образующее сердцевину, непрерывная нить сердцевины имеет форму сечения, соответствующую форме сечения цилиндрической сердцевинной части;
- первую продольную направляющую для расположения первого непрерывного профиля токоприемника относительно непрерывной нити сердцевины так, чтобы при прохождении через устройство, образующее сердцевину, первый непрерывный профиль токоприемника примыкал со стороны к непрерывной нити сердцевины на первой стороне, при этом первая продольная направляющая проходит дальше по ходу потока по меньшей мере в расположенную раньше по ходу потока секцию устройства, образующего сердцевину;
- вторую продольную направляющую для расположения второго непрерывного профиля токоприемника относительно непрерывной нити сердцевины так, чтобы при прохождении через устройство, образующее сердцевину, второй непрерывный профиль токоприемника примыкал со стороны к непрерывной нити сердцевины на второй стороне, находящейся напротив первой стороны, при этом вторая продольная направляющая проходит дальше по ходу потока по меньшей мере в расположенную раньше по ходу потока секцию устройства, образующего сердцевину;
- устройство, образующее гильзу, расположенное вокруг по меньшей мере расположенной дальше по ходу потока секции устройства, образующего сердцевину, и выполненное для сбора материала гильзы, содержащего по меньшей мере одно из наполнительного материала, второго субстрата, образующего аэрозоль, и второго вкусоароматического материала, в непрерывную нить гильзы вокруг непрерывной нити сердцевины, первого непрерывного профиля токоприемника и второго непрерывного профиля токоприемника так, что при прохождении через устройство, образующее гильзу, непрерывная нить гильзы имеет форму сечения, соответствующую форме сечения части в виде гильзы.
Преимущественно формовочное устройство обеспечивает возможность эффективной сборки разных компонентов стержня, образующего аэрозоль, в желаемую геометрическую форму стержня, образующего аэрозоль, подлежащего изготовлению. В частности формовочное устройство позволяет гарантировать точное расположение каждого компонента с точки зрения положения и формы в пределах соответствующих допусков.
Для сбора материала сердцевины в непрерывную нить сердцевины устройство, образующее сердцевину, предпочтительно содержит внутреннюю воронку. Что касается этого, устройство, образующее сердцевину, может содержать по существу трубчатую основную часть. По существу трубчатая основная часть может содержать по меньшей мере одну сужающуюся секцию, в частности, по меньшей мере одну конически сужающуюся секцию. Предпочтительно по меньшей мере одна суживающаяся секция находится на расположенном раньше по ходу потока конце устройства, образующего сердцевину. В отношении продольной центральной оси формовочного устройства осевая длина по меньшей мере одной сужающейся секции может составлять по меньшей мере 10 процентов, в частности, по меньшей мере 20 процентов, предпочтительно по меньшей мере 30 процентов осевой длины устройства, образующего сердцевину. Форма внутреннего сечения, в частности внутреннего сечения расположенной дальше по ходу потока секции устройства, образующего сердцевину, предпочтительно соответствует форме сечения цилиндрической сердцевинной части. Предпочтительно сбор происходит в поперечном направлении относительно направления перемещения материала сердцевины через устройство, образующее сердцевину. В зависимости от радиального положения сердцевинной части в стержне, образующем аэрозоль, центральная ось внутренней воронки может быть соосна продольной центральной оси формовочного устройства согласно настоящему изобретению.
Первая продольная направляющая и вторая продольная направляющая преимущественно способствуют обеспечению положения первого профиля токоприемника и второго профиля токоприемника, соответствующего их соответствующему заданному положению в конечном стержне, образующем аэрозоль. В дополнение первая продольная направляющая и вторая продольная направляющая также выгодны с точки зрения сохранения стабильности соответствующего профиля токоприемника по размерам при прохождении через формовочное устройство, в частности, устройство, образующее сердцевину. Еще более предпочтительно первая продольная направляющая и вторая продольная направляющая могут быть использованы для начального отделения первого профиля токоприемника и второго профиля токоприемника от материала сердцевины в расположенном раньше по ходу потока конце устройства, образующего сердцевину.
По меньшей мере одна из первой продольной направляющей и второй продольной направляющей может содержать направляющую рейку или направляющую опору, имеющую плоскую направляющую поверхность для направления соответствующего непрерывного профиля токоприемника. Это может быть преимущественным, в частности, если соответствующий непрерывный профиль токоприемника имеет форму полоски. Альтернативно, по меньшей мере одна из первой продольной направляющей и второй продольной направляющей может содержать направляющую трубку. Предпочтительно направляющая трубка имеет внутренний профиль сечения, который по существу соответствует наружному профилю сечения соответствующего профиля токоприемника. Это может быть особенно преимущественным в отношении надлежащего направления соответствующего профиля токоприемника.
Предпочтительно первая продольная направляющая и вторая продольная направляющая по меньшей мере частично, предпочтительно полностью, реализованы посредством общей направляющей трубки, проходящей дальше по ходу потока по меньшей мере в расположенную раньше по ходу потока секцию устройства, образующего сердцевину. Что касается этого, то общая направляющая трубка может содержать первую направляющую поверхность и вторую направляющую поверхность, расположенные на противоположных сторонах общей направляющей трубки на ее наружной окружной поверхности. Первая направляющая поверхность и вторая направляющая поверхность выполнены с возможностью направления соответственно первого профиля токоприемника и второго профиля токоприемника на наружной окружной поверхности общей направляющей трубки вдоль ее продольной оси. В этой конфигурации внутреннее пространство общей направляющей трубки может быть выполнено с возможностью прохождения и направления через него материала сердцевины. Такая компоновка может быть особенно преимущественной в отношении компактной конструкции формовочного устройства. Общая направляющая трубка также может служить частью устройства, образующего сердцевину, для предварительного сбора материала сердцевины. Предпочтительно форма внутреннего сечения общей трубки соответствует форме сердцевинной части. Предпочтительно каждая из первой направляющей поверхности и второй направляющей поверхности на наружной окружности общей направляющей трубки является плоской направляющей поверхностью, которая может быть преимущественной, в частности, в случае, если соответствующий непрерывный профиль токоприемника имеет форму полоски. Форма наружного сечения общей направляющей трубки предпочтительно представляет собой прямоугольник или квадрат.
Согласно изобретению первая продольная направляющая и вторая продольная направляющая проходят дальше по ходу потока по меньшей мере в расположенную раньше по ходу потока секцию устройства, образующего сердцевину. Преимущественно это может обеспечить возможность дополнительного направления первого профиля токоприемника и второго профиля токоприемника в направлении, перпендикулярном направлению перемещения через формовочное устройство, отличающемуся от направления продольной направляющей. В контексте данного документа термин «расположенная раньше по ходу потока секция устройства, образующего сердцевину» относится к первой ступени устройства, образующего сердцевину, в которой материал сердцевины по меньшей мере частично собран, но еще не обрел конечную форму. В частности при прохождении расположенной раньше по ходу потока секции устройства, образующего сердцевину, материал сердцевины по меньшей мере частично собран в неплотную компоновку. В данном контексте «неплотное» указывает на то, что материал сердцевины в этот момент еще не собран в конечную более уплотненную форму. По меньшей мере частично собранный материал сердцевины может быть любого вида или иметь любую форму, в частности форму стержня, однако с меньшей плотностью (или большим диаметром), чем у конечной формы стержня, после того, как он полностью прошел устройство, образующее сердцевину.
В частности, по меньшей мере одна из первой продольной направляющей и второй продольной направляющей и расположенная раньше по ходу потока секция устройства, образующего сердцевину, может определять, через какой соответствующий направляющий канал или направляющую трубку может проходить профиль токоприемника. Как описано выше, направляющий канал или направляющая трубка предпочтительно имеют внутренний профиль сечения, который по существу соответствует наружному профилю сечения соответствующего профиля токоприемника. Это может быть особенно преимущественным в отношении надлежащего направления соответствующего профиля токоприемника.
Предпочтительно по меньшей мере один из первого профиля токоприемника и второго профиля токоприемника не направлен на расположенный дальше по ходу потока конец расположенной раньше по ходу потока секции или еще дальше по ходу потока относительно расположенной раньше по ходу потока секции устройства, образующего сердцевину. Также может быть возможно, что продольная направляющая проходит еще дальше по ходу потока относительно расположенной раньше по ходу потока секции устройства, образующего сердцевину.
Соответственно, по меньшей мере одна из первой продольной направляющей и второй продольной направляющей может быть выполнена с возможностью направления соответствующего профиля токоприемника по меньшей мере вдоль 25 процентов, в частности, по меньшей мере вдоль 50 процентов, предпочтительно по меньшей мере вдоль 75 процентов, более предпочтительно по меньшей мере вдоль 90 процентов или вдоль 100 процентов длины устройства, образующего сердцевину. Для этого по меньшей мере одна из первой продольной направляющей и второй продольной направляющей может проходить по меньшей мере вдоль 25 процентов, в частности, по меньшей мере вдоль 50 процентов, предпочтительно по меньшей мере вдоль 75 процентов, более предпочтительно по меньшей мере вдоль 90 процентов или вдоль 100 процентов длины устройства, образующего сердцевину. Предпочтительно расположенный раньше по ходу потока конец по меньшей мере одной из первой продольной направляющей и второй продольной направляющей расположен раньше по ходу потока относительно расположенного раньше по ходу потока конца устройства, образующего сердцевину. Это гарантирует, что соответствующий профиль токоприемника точно предварительно расположен в его желаемом конечном положении внутри стержня, образующего аэрозоль, перед поступлением в устройство, образующее сердцевину, то есть раньше по ходу потока относительно устройства, образующего сердцевину.
Подобным образом устройство, образующее сердцевину, может проходить дальше по ходу потока по меньшей мере в расположенную раньше по ходу потока секцию устройства, образующего гильзу. Преимущественно это гарантирует надлежащее расположение материала сердцевины в заданном положении в конечном стержне, образующем аэрозоль.
В контексте данного документа термин «расположенная раньше по ходу потока секция устройства, образующего гильзу» относится к первой ступени устройства, образующего гильзу, в которой материал гильзы по меньшей мере частично собран, но еще не обрел конечную форму. В частности при прохождении расположенной раньше по ходу потока секции устройства, образующего гильзу, материал гильзы по меньшей мере частично собран в неплотную компоновку. В данном контексте «неплотное» указывает на то, что материал гильзы в этот момент еще не собран в конечную более уплотненную форму. По меньшей мере частично собранный материал гильзы может быть любого вида или иметь любую форму, в частности, форму стержня, однако с меньшей плотностью (или большим диаметром), чем у конечной формы стержня, после того, как он полностью прошел устройство, образующее гильзу.
Как описано выше в отношении первой продольной направляющей и второй продольной направляющей, устройство, образующее сердцевину, может проходить по меньшей мере вдоль 25 процентов, в частности, по меньшей мере вдоль 50 процентов, предпочтительно по меньшей мере вдоль 75 процентов, более предпочтительно по меньшей мере вдоль 90 процентов или вдоль 100 процентов длины устройства, образующего гильзу. Расположенный раньше по ходу потока конец устройства, образующего сердцевину, может быть расположен на расположенном раньше по ходу потока конце устройства, образующего гильзу, или раньше по ходу потока относительно него.
Для регулирования положения по меньшей мере одной из первой продольной направляющей и второй продольной направляющей относительно устройства, образующего сердцевину, по меньшей мере в одном направлении формовочное устройство может содержать первую ступень перемещения. Предпочтительно первая ступень перемещения выполнена с возможностью регулирования по меньшей мере осевого положения по меньшей мере одной из первой продольной направляющей и второй продольной направляющей относительно устройства, образующего сердцевину. В контексте данного документа термин «осевое» относится к направлению перемещения профиля токоприемника, материала сердцевины и материала гильзы через формовочное устройство, в частности, к продольной центральной оси формовочного устройства. В частности в случае, если по меньшей мере одна из первой продольной направляющей и второй продольной направляющей выполнена с возможностью начального отделения соответствующего профиля токоприемника от материала сердцевины на расположенной раньше по ходу потока секции устройства, образующего сердцевину, возможность регулирования осевого положения соответствующей продольной направляющей относительно устройства, образующего сердцевину, позволяет регулировать осевое положение, при котором соответствующий профиль токоприемника и материал сердцевины сходятся вместе. В дополнение или альтернативно первое перемещение также может быть выполнено с возможностью регулирования положения по меньшей мере одной из первой продольной направляющей и второй продольной направляющей относительно устройства, образующего сердцевину, в по меньшей мере одном, в частности, двух, поперечных направлениях, перпендикулярных осевому направлению. Два поперечных направления предпочтительно перпендикулярны друг другу.
Первая ступень перемещения может быть выполнена с возможностью одновременного регулирования обоих сразу, как положения первой продольной направляющей, так и положения второй продольной направляющей относительно устройства, образующего сердцевину. В частности положение первой продольной направляющей и положение второй продольной направляющей могут быть соединены друг с другом, и, таким образом, подлежать регулированию только вместе. Альтернативно, формовочное устройство может содержать две отдельные первые ступени перемещения, одну для каждой из первой продольной направляющей и второй продольной направляющей для регулирования их соответствующего положения относительно устройства, образующего сердцевину, отдельно.
Для регулирования положения устройства, образующего сердцевину, относительно устройства, образующего гильзу, формовочное устройство может содержать вторую ступень перемещения. Предпочтительно вторая ступень перемещения выполнена с возможностью регулирования положения устройства, образующего сердцевину, относительно устройства, образующего гильзу, в по меньшей мере одном направлении, в частности, в по меньшей мере одном поперечном направлении, предпочтительно в по меньшей мере двух поперечных направлениях. Два поперечных направления предпочтительно перпендикулярны друг другу. В контексте данного документа термин «поперечное» относится к направлению, перпендикулярному направлению перемещения профиля токоприемника, материала сердцевины и материала гильзы через формовочное устройство, в частности, к продольной центральной оси формовочного устройства. В дополнение или альтернативно, вторая ступень перемещения может также быть выполнена с возможностью регулирования осевого положения устройства, образующего сердцевину, относительно устройства, образующего гильзу, то есть в направлении, параллельном направлению перемещения, в частности, продольной центральной оси формовочного устройства.
Первая ступень перемещения и вторая ступень перемещения могут быть частью системы ступеней перемещения формовочного устройства.
Для сбора материала гильзы в непрерывную нить гильзы вокруг непрерывной нити сердцевины и непрерывного токоприемника устройство, образующее гильзу, может содержать наружную воронку. Наружная воронка может быть расположена вокруг по меньшей мере расположенной дальше по ходу потока секции устройства, образующего сердцевину, то есть секции устройства, образующего сердцевину, расположенной дальше по ходу потока относительно расположенной раньше по ходу потока секции устройства, образующего сердцевину, как дополнительно определено выше.
Формовочное устройство может дополнительно содержать одно или более направляющих ребер, расположенных на внутренней поверхности устройства, образующего гильзу, в частности, на внутренней поверхности наружной воронки. Альтернативно или в дополнение, формовочное устройство может содержать одно или более направляющих ребер, расположенных на наружной поверхности устройства, образующего сердцевину, в частности, на наружной поверхности внутренней воронки. Эти направляющие ребра выполнены с возможностью направления материала гильзы в направлении расположенного дальше по ходу потока конца устройства, образующего гильзу. Преимущественно направляющие ребра могут способствовать уменьшению нежелательного нагрева устройства, образующего гильзу, и устройства, образующего сердцевину, во время процесса образования гильзы, который может возникнуть по причине трения между материалом гильзы и внутренней поверхностью устройства, образующего гильзу, и наружной поверхностью устройства, образующего сердцевину, соответственно.
Предпочтительно одно или более направляющих ребер скручены по спирали относительно направления перемещения материала гильзы через формовочное устройство. В частности одно или более направляющих ребер могут проходить, предпочтительно проходить по спирали, вдоль всего размера по длине устройства, образующего сердцевину, или устройства, образующего гильзу, соответственно. Как видно в сечении, перпендикулярном продольной оси формовочного устройства, одно или более направляющих ребер могут иметь треугольное сечение или полуовальное или полуэллиптическое сечение. В двух последних конфигурациях большая полуось полуовального или полуэллиптического сечения предпочтительно расположена перпендикулярно относительно продольной оси формовочного устройства, в частности, устойчиво радиально относительно продольной центральной оси формования. Сечение одного или более направляющих ребер может варьироваться, в частности, по размеру. Например, сечение одного или более направляющих ребер может уменьшаться вдоль направления перемещения материала гильзы через формовочное устройство. Подобным образом, высота одного или более направляющих ребер, то есть протяженность одного или более ребер в радиальном направлении в отношении продольной центральной оси формовочного устройства может варьироваться, в частности, может уменьшаться вдоль направления перемещения материала гильзы через формовочное устройство.
Одно или более направляющих ребер может быть прервано вдоль протяженности в длину, то есть по существу вдоль направления перемещения материала гильзы через формовочное устройство.
В частности два или более направляющих ребра могут быть расположены по окружности на внутренней поверхности устройства, образующего гильзу. Подобным образом два или более направляющих ребра могут быть расположены по окружности на наружной поверхности устройства, образующего сердцевину.
Одно или более направляющих ребер на внутренней поверхности устройства, образующего гильзу, и одно или более направляющих ребер на наружной поверхности устройства, образующего сердцевину, могут быть расположены в разных положениях по окружности. В частности положения по окружности одного или более направляющих ребер на внутренней поверхности устройства, образующего гильзу, и одного или более направляющих ребер на наружной поверхности устройства, образующего сердцевину, могут быть сдвинуты на определенный угол поворота относительно продольной центральной оси формовочного устройства, например, на 30 градусов или 60 градусов, или 90 градусов, или 120 градусов. В частности направляющее ребро на наружной поверхности устройства, образующего сердцевину, может быть расположено в положении по окружности, которое находится между, в частности, по центру, положениями по окружности двух соседних ребер на внутренней поверхности устройства, образующего гильзу.
Альтернативно или в дополнение к одному или более направляющим ребрам, устройство, образующее гильзу, может содержать по меньшей мере одно из одного или более охлаждающих выступов на наружной поверхности устройства, образующего гильзу, и одного или более охлаждающих отверстий в стенке устройства, образующего гильзу. Преимущественно один или более охлаждающих выступов или одно или более охлаждающих отверстий могут способствовать уменьшению нежелательного нагрева устройства, образующего гильзу, во время процесса образования гильзы, который может возникнуть от трения между материалом гильзы и внутренней поверхностью устройства, образующего гильзу.
Формовочное устройство может быть частью общего устройства для изготовления для изготовления стержней, образующих аэрозоль, в частности, стержня, образующего аэрозоль, согласно настоящему изобретению.
Соответственно, настоящее изобретение дополнительно предусматривает устройство для изготовления для изготовления стержней, образующих аэрозоль, в частности, стержня, образующего аэрозоль, согласно настоящему изобретению, при этом устройство для изготовления содержит формовочное устройство согласно настоящему изобретению и как описано в данном документе.
Дальше по ходу потока формовочного устройства устройство для изготовления может дополнительно содержать устройство, образующее стержень, для завершения, в частности, образования единого целого из непрерывной первой нити сердцевины, второй нити сердцевины, профиля токоприемника и непрерывной нити гильзы в виде непрерывной нити стержня, образующего аэрозоль. Устройство, образующее стержень, может содержать форматную ленту в форме непрерывной конвейерной ленты. Форматная лента предпочтительно взаимодействует с по меньшей мере одной полуворонкой для образования конечной формы стержня и предпочтительно для обеспечения обертки вокруг единого целого из непрерывной нити сердцевины, профиля токоприемника и непрерывной нити гильзы. Предпочтительно форматная лента расположена под центральной осью устройства, образующего стержень, тогда как по меньшей мере одна полуворонка расположена над центральной осью и, следовательно, над форматной лентой.
Форматная лента может поддерживать обертку. Обертка может быть подана посредством запаса обертки в расположенный раньше по ходу потока конец устройства, образующего стержень. Запас обертки может, например, содержать рулон обертки. Предпочтительно обертка поддерживается на поверхности форматной ленты, которая обращена к центральной оси. Таким образом, при работе обертка автоматически обертывается вокруг непрерывной нити гильзы. Запас обертки может также добавлять клей к по меньшей мере части обертки для удержания обертки вокруг части в виде гильзы.
На своем расположенном дальше по ходу потока конце устройство, образующее стержень, предоставляет непрерывную нить стержня, образующего аэрозоль, имеющую конечную форму стержня, предпочтительно также полностью окруженную оберткой.
Дальше по ходу потока относительно устройства, образующего стержень, устройство для изготовления может дополнительно содержать режущее устройство для разрезания непрерывной нити стержня, образующего аэрозоль, на отдельные индукционно нагреваемые стержни, образующие аэрозоль, согласно настоящему изобретению и как описано в настоящем документе.
Устройство для изготовления может содержать запас первого токоприемника и запас второго токоприемника, выполненные с возможностью подачи соответственно первого профиля токоприемника и второго профиля токоприемника в направляющее устройство. Запас токоприемника может содержать первый разматывающий блок и второй разматывающий блок для разматывания соответственно первого профиля токоприемника и второго профиля токоприемника, предоставленных на рулоне.
Устройство для изготовления дополнительно может содержать запас материала гильзы, выполненный с целью подачи материала гильзы в устройство, образующее гильзу. Запас материала гильзы может содержать разматывающий блок для разматывания материала гильзы, предоставленного на рулоне.
Устройство для изготовления может дополнительно содержать запас материала сердцевины, выполненный с целью подачи материала сердцевины в устройство, образующее сердцевину. Запас материала сердцевины может содержать разматывающий блок для разматывания материала сердцевины, предоставленного на рулоне.
Дальше по ходу потока относительно по меньшей мере одного из запаса материала гильзы, запаса токоприемника и запаса материала сердцевины устройство для изготовления может дополнительно содержать один или более блоков обработки для предварительной обработки соответственно материала гильзы, первого профиля токоприемника, второго профиля токоприемника и материала сердцевины. Один или более блоков обработки могут быть выполнены с возможностью физической обработки соответственно материала гильзы, первого профиля токоприемника, второго профиля токоприемника и материала сердцевины. Например, блок обработки может быть выполнен с возможностью гофрирования материала гильзы или сердцевины, в частности материал гильзы или сердцевины содержит материал из формованного листа или ацетатный штранг. Альтернативно или дополнительно физическая обработка материала гильзы или сердцевины может включать одно или более из обработки ионизацией, обработки коронным разрядом, предварительного нагрева материала гильзы или сердцевины.
Блок обработки для соответственно первого профиля токоприемника или второго профиля токоприемника может быть выполнен с возможностью создания множества перфорационных отверстий в соответствующем профиле токоприемника и растягивания перфорированного профиля токоприемника по меньшей мере вдоль первого направления для создания соответствующего расширенного профиля токоприемника, который содержит множество отверстий, происходящих от множества перфорационных отверстий.
Устройство для изготовления может дополнительно содержать натяжной блок для регулирования натяжения материала гильзы и материала сердцевины соответственно.
Устройство для изготовления может дополнительно содержать дозирующий блок для нанесения по меньшей мере одного из текучих сред, гранул, частиц и порошков на материал гильзы и материал сердцевины соответственно.
Устройство для изготовления может дополнительно содержать соответствующий блок промежуточного хранения для промежуточного хранения материала гильзы и материала сердцевины соответственно.
В частности, устройство для изготовления может содержать по меньшей мере одно из блока обработки, натяжного блока, дозирующего блока и буфера для каждого из материала гильзы и материала сердцевины.
Дополнительные признаки и преимущества изделия согласно настоящему изобретению были описаны в отношении стержня, образующего аэрозоль, и изделия, генерирующего аэрозоль, и в равной степени применимы.
Изобретение будет далее описано исключительно в качестве примера со ссылкой на сопроводительные графические материалы, на которых:
на фиг. 1 показано схематическое изображение индукционно нагреваемого изделия, генерирующего аэрозоль, содержащего индукционно нагреваемый стержень, образующий аэрозоль, согласно примерному варианту осуществления настоящего изобретения;
на фиг. 2 показан вид в поперечном разрезе изделия согласно фиг. 1;
на фиг. 3 схематически показано изготовление индукционно нагреваемых стержней, образующих аэрозоль, согласно настоящему изобретению;
на фиг. 4 показано схематическое изображение формовочного устройства для использования в изготовлении индукционно нагреваемых стержней, образующих аэрозоль, согласно фиг. 3; и
на фиг. 5 показан подробно пример первого и второго токоприемника стержня, образующего аэрозоль, согласно фиг. 1.
На фиг. 1 и фиг. 2 схематически показан примерный вариант осуществления индукционно нагреваемого изделия, генерирующего аэрозоль, согласно настоящему изобретению. Изделие 1 по существу имеет форму стержня и содержит четыре элемента, которые соосно выровнены вдоль продольной оси 7 изделия 1: стержень 10, образующий аэрозоль, согласно настоящему изобретению, опорный элемент 60, элемент 70, охлаждающий аэрозоль, и фильтрующий элемент 80. Стержень 10, образующий аэрозоль, расположен на дальнем конце 2 изделия 1, в то время как фильтрующий элемент 80 расположен на дальнем конце 3 изделия 1. Необязательно изделие 1 может дополнительно содержать дальний передний элемент 60, который может быть использован для закрывания и защиты дальнего переднего конца стержня 10, образующего аэрозоль. Каждый из вышеупомянутых элементов по существу цилиндрический, и все они имеют по существу одинаковый диаметр. В дополнение элементы окружены наружной оберткой 90 с целью удерживания элементов вместе и сохранения желаемой круглой формы сечения изделия 1 в форме стержня. Предпочтительно обертка 90 изготовлена из бумаги.
Изделие 1, генерирующее аэрозоль, в форме стержня может иметь длину от 30 миллиметров до 110 миллиметров, предпочтительно от 40 миллиметров до 60 миллиметров. Подобным образом изделие 1 может иметь диаметр от 3 миллиметров до 10 миллиметров, предпочтительно от 5,5 миллиметров до 8 миллиметров.
Опорный элемент 60 может содержать трубку 62 на основе картона или целлюлозы, имеющую центральный проход 61 для воздуха, который позволяет смешивать и гомогенизировать любые аэрозоли, сгенерированные внутри стержня 10, образующего аэрозоль. Альтернативно опорный элемент 60 может быть использован для разделения разных аэрозолей, сгенерированных в разных местах внутри стержня, образующего аэрозоль, до момента достижения элемента 70, охлаждающего аэрозоль.
Элемент 70, охлаждающий аэрозоль, в основном служит для уменьшения температуры аэрозоля в направлении ближнего конца 3 изделия 1. Элемент, образующий аэрозоль, может, например, содержать биоразлагаемые полимерные материалы, материалы на основе целлюлозы с низкой пористостью, или сочетания этих и других материалов.
Фильтрующий элемент 80 может содержать стандартные фильтрующие материалы, например ацетатный штранг низкой плотности.
Либо фильтрующий элемент 80 отдельно, либо и элемент 70, охлаждающий аэрозоль, и фильтрующий элемент 80 могут служить мундштуком, через который аэрозоль выходит из изделия 1, генерирующего аэрозоль.
В варианте осуществления, показанном на фиг. 1 и фиг. 2, сегмент 10 стержня, образующего аэрозоль, имеет цилиндрическую форму с постоянным сечением, например круглым сечением. В качестве части изделия 1 стержень 10, образующий аэрозоль, может иметь длину от 5 миллиметров до 20 миллиметров, предпочтительно от 7 миллиметров до 13 миллиметров. Диаметр стержня 10, образующего аэрозоль, может находиться в диапазоне от 3 миллиметров до 10 миллиметров, предпочтительно от 5,5 миллиметров до 8 миллиметров.
Как показано на фиг. 1 и фиг. 2, стержень, образующий аэрозоль, содержит по меньшей мере четыре компонента: цилиндрическую сердцевинную часть 30, которая содержит по меньшей мере один из первого субстрата, образующего аэрозоль, и первого вкусоароматического материала, первый продолговатый токоприемник 40 и второй продолговатый токоприемник 50, которые со стороны примыкают к цилиндрической сердцевинной части 30 вдоль продольной оси 7 стержня 10 на противоположных сторонах, и часть 20 в виде гильзы, которая расположена вокруг сердцевинной части 30, первого токоприемника 40 и второго токоприемника 50 и которая содержит по меньшей мере один из наполнительного материала, второго субстрата 21, образующего аэрозоль, и второго вкусоароматического материала.
В настоящем варианте осуществления сердцевинная часть 30 содержит материал 31 для удержания жидкости, который пропитан жидким (первым) вкусоароматическим материалом. В отличие от этого, часть 20 в виде гильзы содержит наполнитель, содержащий резаный табачный материал, при этом резаный табачный материал по меньшей мере частично образует второй субстрат 21, образующий аэрозоль. В дополнение наполнитель может быть пропитан жидким субстратом, образующим аэрозоль. Токоприемник 40 является удлиненный полоской, сделанной из ферромагнитной нержавеющей стали. Этот материал может быть преимущественным, так как он обеспечивает тепло благодаря как вихревым потокам, так и потерям на гистерезис. Необязательно токоприемник 40 может содержать никелевое покрытие, при этом никель главным образом служит температурным маркером, как описано выше. В дополнение токоприемник 40 может содержать защитное покрытие для предотвращения нежелательного старения токоприемника 40, например по причине коррозии во влажной среде субстратов, образующих аэрозоль, и вкусоароматических материалов.
Как можно дополнительно видеть на фиг. 1 и фиг. 2, первый токоприемник 40 и второй токоприемник 50 согласно настоящему варианту осуществления имеют форму полоски, при этом каждый имеет размер по ширине в диапазоне от 3,5 миллиметра до 8 миллиметров, предпочтительно от 4 миллиметров до 6 миллиметров, и размер по толщине в диапазоне от 0,05 миллиметра до 0,4 миллиметра, предпочтительно от 0,15 миллиметра до 0,35 миллиметра. В частности один или оба токоприемника 40, 50 могут быть выполнены из расширенного металлического листа, содержащего множество отверстий 41, 51, проходящих через лист. Пример таких токоприемников 40, 50 показан на фиг. 5.
Сердцевинная часть 30 также выполнена в форме полоски и имеет размер по ширине в диапазоне от 3,5 миллиметра до 8 миллиметров, предпочтительно от 4 миллиметров до 6 миллиметров, и размер по толщине в диапазоне от 0,5 миллиметра до 7 миллиметров, предпочтительно от 2 миллиметров до 5 миллиметров. Как можно дополнительно увидеть на фиг. 1 и фиг. 12, соответствующая большая сторона каждого токоприемника 40, 50 со стороны примыкает к соответствующей большой стороне сердцевинной части 11. Таким образом, первый токоприемник 40 и второй токоприемник 50 находятся в непосредственном физическом контакте с сердцевинной частью 30. Преимущественно это расположение обеспечивает возможность очень эффективного нагрева сердцевинной части 30. В частности профили нагрева обоих токоприемников 40, 50 складываются из-за перекрывания внутри общей зоны нагрева между токоприемниками 40, 50. В общей зоне нагрева температура выше, чем в соответствующих не перекрывающихся частях профилей нагрева первого токоприемника 40 и второго токоприемника 50. Соответствующие не перекрывающиеся части профилей нагрева первого токоприемника 40 и второго токоприемника 50 образуют первую зону нагрева и вторую зону нагрева, в частности, для нагрева резаного табачного материала (и необязательно жидкого субстрата, образующего аэрозоль) в части 20 в виде гильзы. Преимущественно разные зоны нагрева могут быть эффективно использованы для создания большого разнообразия разных аэрозолей за счет обеспечения разных аэрозолей или ароматизирующих добавок в разных количествах от разных частей 30, 20 стержня 10, образующего аэрозоль.
Соответствующий контакт между сердцевинной частью 30 и соответственно первым токоприемником 40 и вторым токоприемником 50 не предусматривает сцепления, то есть токоприемники 40, 50 и сердцевинная часть 30 прикреплены друг к другу не неподвижно. Тем не менее, соответствующий контакт между сердцевинной частью 30 и соответственно первым токоприемником 40 и вторым токоприемником 50 может включать какое-то непостоянное крепление, например, по причине влажной или увлажненной природы материала для удержания жидкости, который пропитан жидким вкусоароматическим материалом.
Часть 20 в виде гильзы расположена вокруг сердцевинной части 30, первого токоприемника 40 и второго токоприемника 50 так, что резаный табачный материал части 20 в виде гильзы полностью заполняет весь остаточный объем цилиндрического стержня 10. В частности, резаный табачный материал находится в физическом контакте с токоприемниками 40, 50 в форме полоски, по сути большая сторона каждого токоприемника 40, 50 находится напротив соответствующей большой стороны, которая примыкает к сердцевинной части 30. Таким образом, резаный табачный материал может быть одновременно нагрет со вкусоароматическим материалом в сердцевинной части 30. Благодаря этому стержень 10, образующий аэрозоль, позволяет одновременно получать аэрозоли и вкусоароматические добавки. Преимущественно это улучшает разнообразие генерируемых аэрозолей.
Индукционно нагреваемые стержни, образующие аэрозоль, согласно настоящему изобретению можно изготавливать с использованием способа и устройства 1000 для изготовления, как схематически показано на фиг. 3.
Устройство 1000 для изготовления содержит запас 200 материала гильзы, выполненный с возможностью подачи материала 201 гильзы в устройство 130, образующее гильзу, формовочного устройства 100. Запас 200 материала гильзы содержит разматывающий блок 210 для разматывания материала 201 гильзы, предоставленного на рулоне 211. Дальше по ходу потока от разматывающего блока 210 устройство 1000 для изготовления дополнительно содержит буфер 220 для промежуточного хранения материала 201 гильзы, блок 230 обработки для предварительной обработки материала 201 гильзы, натяжной блок 600 для регулирования натяжения материала 201 гильзы и дозирующий блок 700. В настоящем варианте осуществления блок 230 обработки может быть выполнен с целью физической обработки материала 201 гильзы, например для гофрирования материала 201 гильзы. Гофрирование материала 201 гильзы может способствовать образованию части в виде гильзы в формовочном устройстве 100. Дозирующий блок 700 может быть использован для нанесения по меньшей мере одного из текучих сред, гранул, частиц и порошков на материал гильзы, например текучий вкусоароматический материал.
В отношении сердцевинной части стержня, образующего аэрозоль, устройство 1000 для изготовления также содержит запас 300 материала сердцевины, который выполнен с целью подачи материала 301 сердцевины в устройство 130, образующее сердцевину, формовочного устройства 100. Запас 300 материала сердцевины содержит разматывающий блок 310 для разматывания материала 301 сердцевины, который предоставлен на рулоне 311.
Подобным образом, устройство 1000 для изготовления содержит запас 400 первого токоприемника и запас 500 второго токоприемника, которые выполнены с целью подачи соответственно непрерывного профиля 401 токоприемника и второго непрерывного профиля 501 токоприемника в формовочное устройство 100. Запас 400 первого токоприемника содержит первый разматывающий блок 410 для разматывания первого профиля 401 токоприемника, который предоставлен на рулоне 411. Подобным образом, запас 500 второго токоприемника содержит второй разматывающий блок 510 для разматывания второго профиля 501 токоприемника, который предоставлен на рулоне 411. Дальше по ходу потока относительно разматывающих блоков 410, 510 устройство 1000 для изготовления дополнительно содержит первый блок 430 обработки и второй блок 530 обработки для предварительной обработки соответственно первого профиля 401 токоприемника и второго профиля 501 токоприемника. В настоящем варианте осуществления первый блок 430 обработки и второй блок 530 обработки выполнены с возможностью создания множества перфорационных отверстий в соответствующем профиле 401, 501 токоприемника и растягивания соответствующего перфорированного профиля 401, 501 токоприемника по меньшей мере вдоль первого направления, в данном случае в направлении перемещения через устройство 1000 для изготовления, для создания расширенного профиля токоприемника, который содержит множество отверстий 441, 551, происходящих от множества перфорационных отверстий. Пример таких расширенных профилей 401, 501 токоприемника показан на фиг. 5.
Для получения стержня 10, образующего аэрозоль, как показано на фиг. 1 и фиг. 2, материал 201 гильзы, материал 301 сердцевины, а также первый профиль 401 токоприемника и второй профиль 501 токоприемника должны быть объединены и сформованы так, чтобы создать сердцевинную часть, первый токоприемник, второй токоприемник и часть в виде гильзы, расположенную вокруг сердцевинной части, первого токоприемника и второго токоприемника. Для этого устройство 1000 для изготовления содержит формовочное устройство 100, которое расположено дальше по ходу потока относительно вышеупомянутых блоков, и в которое одновременно подаются материал 201 гильзы, материал 301 сердцевины, а также первый профиль 401 токоприемника и второй профиль 501 токоприемника, как показано на фиг. 3.
На фиг. 4 показаны детали формовочного устройства 100, при этом нижняя часть фиг. 4 представляет продольное сечение через устройство 100, а верхняя часть фиг. 4 содержит три поперечных сечения через устройство 100 на трех разных продольных положениях, как указано на нижней части фиг. 4. Согласно изобретению формовочное устройство 100 содержит устройство 120, образующее гильзу, устройство 130, образующее сердцевину, и общую продольную направляющую 140, которая реализует (цельно) первую продольную направляющую и вторую продольную направляющую для сбора соответственно первого профиля 401 токоприемника и второго профиля 501 токоприемника.
В настоящем варианте осуществления устройство 130, образующее сердцевину, содержит внутреннюю воронку 131, которая выполнена с возможностью сбора материала 301 сердцевины в непрерывную нить сердцевины так, что при прохождении через устройство 301, образующее сердцевину, непрерывная нить сердцевины имеет форму сечения, соответствующую форме сечения цилиндрической сердцевинной части стержня, образующего аэрозоль, который должен быть изготовлен. В соответствии с радиальным положением сердцевинной части в стержне, образующем аэрозоль, центральная ось внутренней воронки соосна продольной центральной оси 107 формовочного устройства 100.
Общая продольная направляющая 140 выполнена с возможностью расположения первого непрерывного профиля 401 токоприемника и второго непрерывного профиля 501 токоприемника относительно непрерывной нити сердцевины так, чтобы они примыкали со стороны к непрерывной нити сердцевины без сцепления при прохождении через внутреннюю воронку 131. В настоящем варианте осуществления общая продольная направляющая 140 содержит направляющую трубку 141, которая расположена соосно относительно продольной центральной оси 107 формовочного устройства 100 и проходит дальше по ходу потока в расположенную раньше по ходу потока секцию устройства 130, образующего сердцевину. В расположенной раньше по ходу потока секции устройства 130, образующего сердцевину, первый материал сердцевины и второй материал сердцевины уже предварительно собраны. Расположенная раньше по ходу потока секция устройства 130, образующего сердцевину, имеет длину 109, которая составляет приблизительно 30 процентов общей длины 108 устройства 130, образующего сердцевину.
Как можно видеть в верхней части фиг. 4, направляющая трубка 141 имеет прямоугольное сечение, верхняя и нижняя наружные поверхности направляющей трубки 141 обеспечивают первую направляющую поверхность 142 и вторую направляющую поверхность 144. Вместе с боковыми стенками, верхней стенкой и нижней стенкой внутренней воронки 131 каждая из направляющих поверхностей 142, 144 образует направляющий канал 143, 145, в который подаются соответственно первый профиль 401 токоприемника и второй профиль 501 токоприемника, чтобы изначально отделить их от материала 301 сердцевины в расположенной раньше по ходу потока секции устройства 130, образующего сердцевину.
В этой конфигурации внутреннее пространство общей направляющей трубки 141 выполнено с возможностью прохождения и направления через него материала сердцевины. Такая компоновка может быть особенно преимущественной в отношении компактной конструкции формовочного устройства 100. Что касается этого, направляющая трубка 141 служит частью устройства, образующего сердцевину, для предварительного сбора материала сердцевины.
На расположенном дальше по ходу потока конце продольной направляющей 140 первый профиль 401 токоприемника и второй профиль 501 токоприемника высвобождаются из направляющей, что позволяет профилям 401, 501 токоприемника сойтись с предварительно собранным материалом сердцевины в положении, соответствующем их заданному положению в конечном стержне, образующем аэрозоль.
Для сбора материала гильзы в непрерывную нить гильзы вокруг непрерывной первой нити сердцевины, второй нити сердцевины и токоприемника формовочное устройство 100 содержит устройство 120, образующее гильзу. Как и устройство 130, образующее сердцевину, устройство 120, образующее гильзу, также содержит воронку, которая является наружной воронкой 121, расположенной вокруг по меньшей мере расположенной дальше по ходу потока секции устройства 130, образующего сердцевину. В настоящем варианте осуществления наружная воронка 121 даже проходит вдоль всей длины устройства 130, образующего сердцевину, чтобы внутренняя воронка 131 была полностью размещена внутри наружной воронки 121. Расположенный дальше по ходу потока конец устройства 130, образующего сердцевину, открывается в расположенную дальше по ходу потока секцию устройства, образующего гильзу, где уже предварительно собран материал гильзы. Таким образом, на расположенном дальше по ходу потока конце устройства 130, образующего сердцевину, непрерывная нить сердцевины и профиль токоприемника - которые со стороны примыкают к непрерывной нити сердцевины - высвобождаются в предварительно собранный материал гильзы. Это может быть преимущественным в отношении стабильности размещения сердцевинной части и токоприемника на их желаемых положениях в конечном стержне, образующем аэрозоль.
Как дополнительно показано на фиг. 4, формовочное устройство 100 дополнительно содержит два направляющих ребра 180, расположенных на внутренней поверхности наружной воронки 121 устройства 120, образующего гильзу. Эти направляющие ребра 180 выполнены с возможностью направления материала гильзы в направлении расположенного дальше по ходу потока конца устройства 120, образующего гильзу. Преимущественно направляющие ребра 180 могут способствовать уменьшению нежелательного нагрева устройства, образующего гильзу, и устройства, образующего сердцевину, во время процесса образования гильзы, который может возникнуть по причине трения между разными частями формовочного устройства 100 и материалом гильзы.
Для регулирования положения сердцевинной части, первого токоприемника и второго токоприемника внутри стержня, образующего аэрозоль, формовочное устройство содержит первую ступень 171 перемещения и вторую ступень 172 перемещения, функционально соединенные соответственно с общей продольной направляющей 140 и устройством 130, образующим сердцевину. В настоящем изобретении первая ступень 171 перемещения выполнена с возможностью регулирования осевого положения общей продольной направляющей 140 относительно устройства 130, образующего сердцевину, вдоль продольной центральной оси 107 формовочного устройства 100. Это обеспечивает регулирование осевого положения, если первый профиль 401 токоприемника и второй профиль 501 токоприемника сходятся вместе с предварительно собранным материалом сердцевины. Вторая ступень 172 перемещения выполнена с возможностью регулирования положения устройства 130, образующего сердцевину, относительно устройства 120, образующего гильзу, вдоль трех направлений, а именно: первого направления, параллельного продольной центральной оси 107 формовочного устройства 100, второго направления, перпендикулярного продольной центральной оси 107, и третьего направления, перпендикулярного второму направлению и продольной центральной оси 107. Таким образом положение, где непрерывная нить сердцевины и токоприемник сходятся вместе с предварительно собранным материалом гильзы, может контролироваться в трех измерениях.
На расположенном дальше по ходу потока конце устройства 120, образующего гильзу, единое целое из непрерывной нити гильзы нити сердцевины, первого профиля токоприемника, второго профиля токоприемника и непрерывной нити сердцевины покидает формовочное устройство 100. Внутри единого целого непрерывная нить гильзы имеет форму сечения, соответствующую форме сечения части в виде гильзы, непрерывная нить сердцевины имеет форму сечения, соответствующую форме сечения сердцевинной части, при этом первый токоприемник и второй токоприемник со стороны примыкают к непрерывной нити сердцевины с противоположных сторон.
Снова ссылаясь на фиг. 3, устройство 100 для изготовления дополнительно содержит устройство 800, образующее стержень, расположенное дальше по ходу потока относительно формовочного устройства 100, которое выполнено с возможностью превращения единого целого из непрерывной нити сердцевины, первого профиля токоприемника, второго профиля токоприемника и непрерывной нити гильзы в непрерывную нить стержня, образующего аэрозоль. Как описано выше, но не показано на фиг. 3, устройство 800, образующее стержень, может содержать форматную ленту, которая взаимодействует с по меньшей мере одной полуворонкой для образования конечной формы стержня. Форматная лента может дополнительно поддерживать обертку, подаваемую запасом обертки (не показан) в расположенный раньше по ходу потока конец устройства 800, образующего стержень. При работе обертка автоматически обертывается вокруг полотна субстрата, в то время как последний постепенно собирается вокруг части в виде гильзы так, что непрерывная нить стержня, образующего аэрозоль, полностью окруженная оберткой, покидает устройство 800, образующее стержень, на расположенном дальше по ходу потока конце.
Дальше по ходу потока относительно устройства, образующего стержень, устройство 1000 для изготовления может дополнительно содержать режущее устройство 900 для разрезания непрерывной нити стержня, образующего аэрозоль, на отдельные индукционно нагреваемые стержни, образующие аэрозоль, согласно настоящему изобретению.
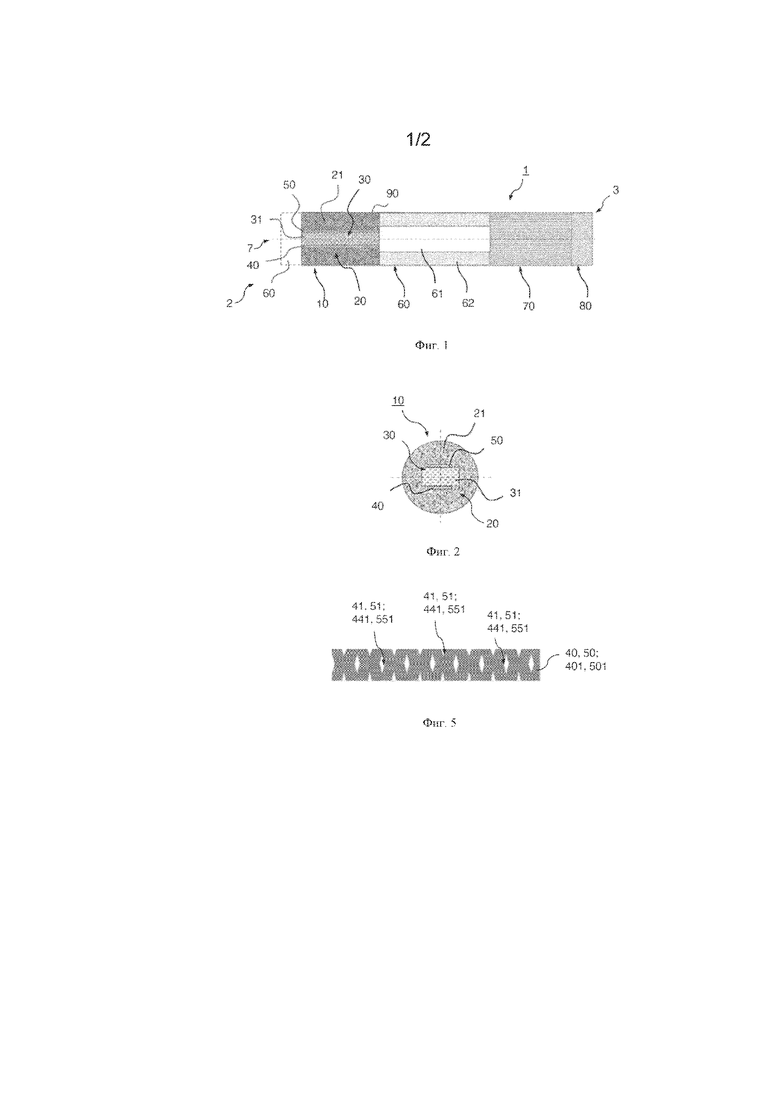
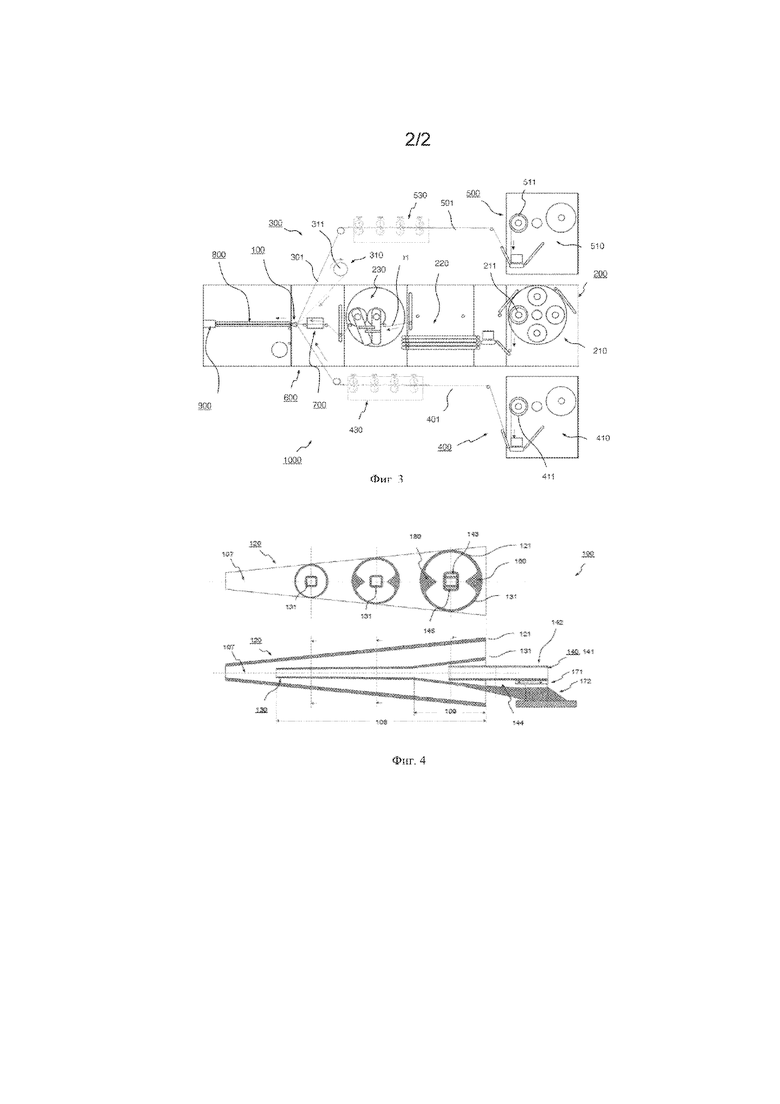
Настоящее изобретение относится к индукционно нагреваемому стержню, образующему аэрозоль, для использования в изделии, генерирующем аэрозоль. Стержень, образующий аэрозоль, содержит по меньшей мере одну цилиндрическую сердцевинную часть, содержащую по меньшей мере один из первого субстрата, образующего аэрозоль, и первого вкусоароматического материала. Стержень, образующий аэрозоль, дополнительно содержит первый продолговатый токоприемник, со стороны примыкающий к цилиндрической сердцевинной части на первой стороне вдоль продольной оси стержня, образующего аэрозоль. Стержень, образующий аэрозоль, также содержит второй продолговатый токоприемник, со стороны примыкающий к цилиндрической сердцевинной части на второй стороне вдоль продольной оси стержня, образующего аэрозоль, находящейся напротив первой стороны так, что цилиндрическая сердцевинная часть расположена между первым продолговатым токоприемником и вторым продолговатым токоприемником. В дополнение, стержень, образующий аэрозоль, содержит часть в виде гильзы, расположенную вокруг сердцевинной части, первого токоприемника и второго токоприемника, при этом гильза содержит по меньшей мере один из наполнительного материала, второго субстрата, образующего аэрозоль, и второго вкусоароматического материала. Изобретение дополнительно относится к формовочному устройству для использования в изготовлении таких индукционно нагреваемых стержней, образующих аэрозоль, при этом формовочное устройство содержит устройство, образующее сердцевину, устройство, образующее гильзу, первую вторую продольную направляющую и вторую продольную направляющую. 3 н. и 12 з.п. ф-лы, 4 ил.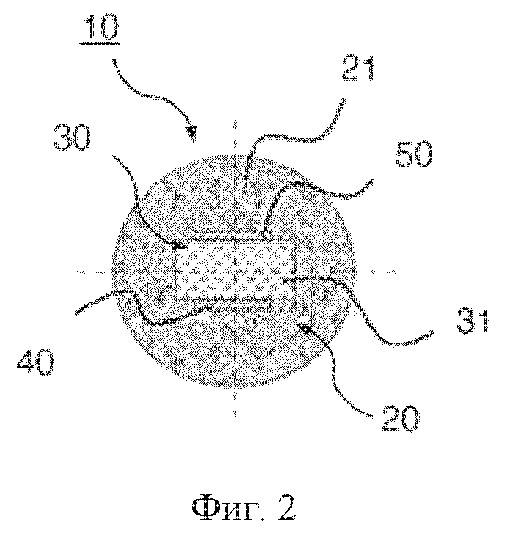
1. Индукционно нагреваемый стержень, образующий аэрозоль, для использования в изделии для генерирования аэрозоля, причем стержень, образующий аэрозоль, содержит:
по меньшей мере одну цилиндрическую сердцевинную часть, содержащую по меньшей мере один из первого субстрата, образующего аэрозоль, и первого вкусоароматического материала;
первый продолговатый сусцептор, примыкающий сбоку к цилиндрической сердцевинной части на первой стороне вдоль продольной оси стержня, образующего аэрозоль;
второй продолговатый сусцептор, примыкающий сбоку к цилиндрической сердцевинной части на второй стороне вдоль продольной оси стержня, образующего аэрозоль, находящейся напротив первой стороны таким образом, что цилиндрическая сердцевинная часть расположена между первым продолговатым сусцептором и вторым продолговатым сусцептором; и
часть в виде гильзы, расположенную вокруг сердцевинной части, первого сусцептора и второго сусцептора, при этом гильза содержит по меньшей мере одно из наполнительного материала, второго субстрата, образующего аэрозоль, и второго вкусоароматического материала.
2. Стержень, образующий аэрозоль, по п. 1, отличающийся тем, что сердцевинная часть содержит по меньшей мере одно из
пористого субстрата или пеноматериала на основе табачных волокон, при этом табачные волокна по меньшей мере частично образуют первый субстрат, образующий аэрозоль;
пористого субстрата или пеноматериала на основе растительных волокон, при этом растительные волокна по меньшей мере частично образуют первый субстрат, образующий аэрозоль;
наполнителя, содержащего резаный табачный материал, при этом резаный табачный материал по меньшей мере частично образует первый субстрат, образующий аэрозоль;
наполнителя, содержащего резаный растительный материал, при этом резаный растительный материал по меньшей мере частично образует первый субстрат, образующий аэрозоль;
материала для удержания жидкости, включающего в себя жидкость, образующую аэрозоль, при этом жидкость, образующая аэрозоль, по меньшей мере частично образует первый субстрат, образующий аэрозоль;
материала для удержания жидкости, включающего в себя по меньшей мере одно вкусоароматическое вещество, при этом вкусоароматическое вещество по меньшей мере частично образует первый вкусоароматический материал;
целлюлозных волокон или волокон на основе целлюлозы, включающих в себя вкусоароматическое вещество, при этом вкусоароматическое вещество по меньшей мере частично образует первый вкусоароматический материал.
3. Стержень, образующий аэрозоль, по любому из предыдущих пунктов, отличающийся тем, что часть в виде гильзы содержит по меньшей мере одно из:
пористого субстрата или пеноматериала на основе табачных волокон, при этом табачные волокна по меньшей мере частично образуют второй субстрат, образующий аэрозоль;
пористого субстрата или пеноматериала на основе растительных волокон, при этом растительные волокна по меньшей мере частично образуют второй субстрат, образующий аэрозоль;
наполнителя, содержащего резаный табачный материал, при этом резаный табачный материал по меньшей мере частично образует второй субстрат, образующий аэрозоль;
наполнителя, содержащего резаный растительный материал, при этом резаный растительный материал по меньшей мере частично образует второй субстрат, образующий аэрозоль;
материала для удержания жидкости, содержащего жидкость, образующую аэрозоль, при этом жидкость, образующая аэрозоль, по меньшей мере частично образует второй субстрат, образующий аэрозоль;
материала для удержания жидкости, включающего в себя по меньшей мере одно вкусоароматическое вещество, при этом вкусоароматическое вещество по меньшей мере частично образует второй вкусоароматический материал;
целлюлозных волокон или волокон на основе целлюлозы;
целлюлозных волокон или волокон на основе целлюлозы, включающих в себя вкусоароматическое вещество, при этом вкусоароматическое вещество по меньшей мере частично образует второй вкусоароматический материал;
расширенных волокон ацетатного штранга;
расширенных растительных волокон; или
бумаги.
4. Стержень, образующий аэрозоль, по любому из предыдущих пунктов, отличающийся тем, что второй субстрат, образующий аэрозоль, отличается от первого субстрата, образующего аэрозоль.
5. Стержень, образующий аэрозоль, по любому из предыдущих пунктов, отличающийся тем, что по меньшей мере один из первого сусцептора и второго сусцептора содержит расширенный металлический лист, содержащий множество отверстий, проходящих через лист.
6. Стержень, образующий аэрозоль, по любому из предыдущих пунктов, отличающийся тем, что цилиндрическая сердцевинная часть имеет прямоугольное сечение или квадратное сечение, или полуэллиптическое сечение, или полукруглое сечение.
7. Стержень, образующий аэрозоль, по любому из предыдущих пунктов, отличающийся тем, что цилиндрическая сердцевинная часть симметрично расположена относительно продольной центральной оси стержня, образующего аэрозоль.
8. Стержень, образующий аэрозоль, по любому из предыдущих пунктов, отличающийся тем, что по меньшей мере один из первого сусцептора и второго сусцептора имеет форму полоски, и при этом протяженность в ширину первого сусцептора в форме полоски и второго сусцептора в форме полоски соответственно постоянна или изменяется вдоль продольной центральной оси стержня, образующего аэрозоль.
9. Изделие для генерирования аэрозоля, содержащее индукционно нагреваемый стержень, образующий аэрозоль, по любому из предыдущих пунктов.
10. Формовочное устройство для использования в изготовлении индукционно нагреваемых стержней, образующих аэрозоль, по любому из пп. 1-8, причем формовочное устройство содержит: устройство, образующее сердцевину, выполненное с возможностью сбора материала сердцевины, содержащего по меньшей мере один из первого субстрата, образующего аэрозоль, и первого вкусоароматического материала, в непрерывную нить сердцевины таким образом, что при прохождении через устройство, образующее сердцевину, непрерывная нить сердцевины имеет форму сечения, соответствующую форме сечения цилиндрической сердцевинной части;
первую продольную направляющую для расположения первого непрерывного профиля сусцептора относительно непрерывной нити сердцевины таким образом, чтобы при прохождении через устройство, образующее сердцевину, первый непрерывный профиль сусцептора примыкал сбоку к непрерывной нити сердцевины на первой стороне, при этом первая продольная направляющая проходит дальше по ходу потока по меньшей мере в расположенную раньше по ходу потока секцию устройства, образующего сердцевину;
вторую продольную направляющую для расположения второго непрерывного профиля сусцептора относительно непрерывной нити сердцевины таким образом, чтобы при прохождении через устройство, образующее сердцевину, второй непрерывный профиль сусцептора примыкал сбоку к непрерывной нити сердцевины на второй стороне, находящейся напротив первой стороны, при этом вторая продольная направляющая проходит дальше по ходу потока по меньшей мере в расположенную раньше по ходу потока секцию устройства, образующего сердцевину;
устройство, образующее гильзу, расположенное вокруг по меньшей мере расположенной дальше по ходу потока секции устройства, образующего сердцевину, и выполненное с возможностью сбора материала гильзы, содержащего по меньшей мере одно из наполнительного материала, второго субстрата, образующего аэрозоль, и второго вкусоароматического материала, в непрерывную нить гильзы вокруг непрерывной нити сердцевины, первого непрерывного профиля сусцептора и второго непрерывного профиля сусцептора таким образом, что при прохождении через устройство, образующее гильзу, непрерывная нить гильзы имеет форму сечения, соответствующую форме сечения части в виде гильзы.
11. Формовочное устройство по п. 10, отличающееся тем, что устройство, образующее гильзу, расположено вокруг по меньшей мере, расположенной дальше по ходу потока секции устройства, образующего сердцевину.
12. Формовочное устройство по любому из пп. 10-11, отличающееся тем, что устройство, образующее сердцевину, содержит внутреннюю воронку, и при этом устройство, образующее гильзу, содержит наружную воронку.
13. Формовочное устройство по любому из пп. 10-12, отличающееся тем, что первая продольная направляющая и вторая продольная направляющая по меньшей мере частично реализованы посредством общей направляющей трубки, проходящей дальше по ходу потока по меньшей мере в расположенную раньше по ходу потока секцию устройства, образующего сердцевину.
14. Формовочное устройство по любому из пп. 10-13, отличающееся тем, что дополнительно содержит по меньшей мере одну из:
первой ступени перемещения для регулирования положения по меньшей мере одной из первой продольной направляющей и второй продольной направляющей относительно устройства, образующего сердцевину, по меньшей мере в одном направлении;
второй ступени перемещения для регулирования положения устройства, образующего сердцевину, относительно устройства, образующего гильзу, по меньшей мере в одном направлении.
15. Формовочное устройство по любому из пп. 10-14, отличающееся тем, что дополнительно содержит одно или более направляющих ребер, расположенных на по меньшей мере одной из внутренней поверхности устройства, образующего гильзу, и наружной поверхности устройства, образующего сердцевину.
| УСТРОЙСТВО ДЛЯ ГАШЕНИЯ ИЗВЕСТИ | 1931 |
|
SU30599A1 |
| СУБСТРАТ, ОБРАЗУЮЩИЙ АЭРОЗОЛЬ, И СИСТЕМА ПОДАЧИ АЭРОЗОЛЯ | 2015 |
|
RU2600912C1 |
| НАГРЕВАЕМЫЕ ГЕНЕРИРУЮЩИЕ АЭРОЗОЛЬ ИЗДЕЛИЯ, СОДЕРЖАЩИЕ УСОВЕРШЕНСТВОВАННЫЕ СТЕРЖНИ | 2014 |
|
RU2672029C2 |
| WO 2017029268 A1, 23.02.2017 | |||
| WO 2015000974 A1, 08.01.2015 | |||
| CN 108135266 A, 08.06.2018. | |||
