Настоящее изобретение относится к способу и устройству для изготовления индукционно нагреваемых табачных продуктов для использования в индукционных нагревательных устройствах.
Из уровня техники известны электронные нагревательные устройства, которые могут резистивно нагревать субстрат, образующий аэрозоль. Перед использованием курительное изделие вставляется в полость нагревательного устройства и с его помощью субстрат, образующий аэрозоль, проталкивается над нагреваемым лезвием нагревательного устройства. Такие курительные изделия не подходят или только подходят в ограниченном виде для использования в индукционных нагревательных устройствах. В них индукционный источник создает переменное электромагнитное поле, которое вызывает вихревые токи, генерирующие тепло, и потери на гистерезис в материале токоприемника. Токоприемник должен находиться по меньшей мере в тепловой близости от субстрата, образующего аэрозоль, например, табачного субстрата. Нагретый токоприемник в свою очередь нагревает субстрат, образующий аэрозоль, который содержит материал, который способен высвобождать летучие соединения, которые могут образовывать аэрозоль.
Было бы желательно иметь устройство и способ для изготовления индукционно нагреваемых табачных продуктов, в которых могут использоваться образующие аэрозоль табачные продукты, такие как известны по резистивным нагревательным устройствам.
Согласно одному аспекту настоящего изобретения предложено устройство для изготовления индукционно нагреваемых табачных продуктов. Устройство содержит первую принимающую часть, содержащую по меньшей мере одну канавку для приема по меньшей мере одного табачного продукта. Устройство дополнительно содержит вторую принимающую часть, содержащую по меньшей мере одну принимающую секцию для приема по меньшей мере одного сегмента токоприемника. Принимающая секция, например, может быть принимающей поверхностью для приема по меньшей мере одного сегмента токоприемника на поверхности. Первая принимающая часть и вторая принимающая часть расположены так, что продольная ось по меньшей мере одной канавки первой принимающей части выравнена по меньшей мере с одной принимающей секцией второй принимающей части. Предпочтительно продольная ось по меньшей мере одной канавки первой принимающей части выравнена с продольной осью по меньшей мере одной принимающей секции второй принимающей части. Первая принимающая часть и вторая принимающая часть также расположены так, что первая принимающая часть и вторая принимающая часть могут перемещаться относительно друг друга и в направлении друг к другу, например, установлены на подвижной опоре, так что по меньшей мере один сегмент токоприемника во второй принимающей части проталкивается в и располагается по меньшей мере в одном табачном продукте в первой принимающей части после перемещения первой и второй принимающих частей в направлении друг к другу.
Предпочтительно это выполняется посредством относительного линейного перемещения первой принимающей части и второй принимающей части в направлении вдоль продольной оси по меньшей мере одной канавки или в направлении, параллельном указанной продольной оси по меньшей мере одной канавки. Таким образом, предпочтительно канавка и принимающая секция остаются неподвижными, в то время как части принимающих частей перемещаются больше относительно друг друга. Таким образом, предпочтительно или табачный продукт перемещается в направлении сегмента токоприемника, или сегмент токоприемника перемещается в направлении табачного продукта. Такие части принимающих частей могут быть, например, проталкивающими элементами для выталкивания табачных продуктов из канавки или для выталкивания сегментов токоприемника из принимающей секции, или для проталкивания и табачного продукта, и сегментов токоприемника навстречу друг другу.
Устройство согласно настоящему изобретению позволяет изготавливать индукционно нагреваемые табачные продукты для использования в сочетании с индукционными нагревательными устройствами из табачных продуктов, используемых в резистивных нагревательных устройствах. Этого можно достичь посредством вставки сегментов токоприемника, например, полосок из нержавеющей стали, непосредственно в табачный сегмент, например, конечного табачного продукта. Таким образом, можно изготавливать табачные продукты в соответствии с действующим процессом производства, известным по производству табачных продуктов, используемых для резистивных нагревательных устройств. Эти табачные продукты после изготовления, например, непосредственно перемещаются в упаковочную машину. Устройство согласно настоящему изобретению может быть добавлено в производственную линию, например, после такого производственного процесса, и перед тем, как произведенные таким образом индукционно нагреваемые табачные продукты далее передаются, например, предпочтительно в ту же упаковочную машину.
Термин «табачный продукт», используемый в этой заявке, может относиться к табачному сегменту или табачному штрангу, образующему аэрозоль, соответственно, который находится в устройстве и с помощью способа, описанного в данном документе, снабжен сегментом токоприемника с образованием индукционно нагреваемого табачного продукта или индукционно нагреваемого табачного сегмента, соответственно. «Табачный продукт» также может быть табачным сегментом, прикрепленным к мундштуку, который необязательно может содержать штранг фильтра, и при этом табачный продукт может содержать дополнительный сегмент, например, охлаждающий аэрозоль или разделительный сегменты. Штранг фильтра и дополнительные сегменты могут быть выбраны в соответствии с составом табачного штранга. Табачный штранг, образующий аэрозоль, и мундштук, а также возможно дополнительные сегменты могут быть собраны вместе с образованием структурного целого. Табачный продукт может быть, например, конечным продуктом, т. е. готовым к употреблению, таким как, например, курительное изделие, генерирующее аэрозоль, используемое в сочетании с электронным нагревательным устройством, таким как электронная сигарета. С помощью способа и в устройстве согласно настоящему изобретению такие табачные продукты снабжены сегментами токоприемника и выполнены подходящими для индукционного нагревания без необходимости менять известные процессы изготовления традиционных табачных продуктов для электронных нагревательных устройств.
Предпочтительно табачный продукт имеет продольное протяжение и имеет круглое или овальное поперечное сечение. Однако табачный продукт также может иметь поперечное сечение прямоугольника или многоугольника. Предпочтительно табачный продукт является стержнеобразным. Табачный продукт является табачным сегментом, выполненным из табачного субстрата, образующего аэрозоль, или содержит его. Предпочтительно табачный субстрат, образующий аэрозоль, содержит летучие ароматные соединения табака, которые высвобождаются из табачного субстрата при нагревании. Табачный субстрат, образующий аэрозоль, может содержать наполнитель из резаного смешанного табака или состоять из него, или может содержать гомогенизированный табачный материал. Гомогенизированный табачный материал может быть образован посредством агломерации табака в виде частиц. Субстрат, образующий аэрозоль, может дополнительно содержать материал, не содержащий табак, например, гомогенизированный материал на растительной основе, отличный от табака.
Предпочтительно табачный субстрат, образующий аэрозоль, представляет собой табачный лист, предпочтительно гофрированный, содержащий табачный материал, волокна, связующее и вещество для образования аэрозоля. Предпочтительно табачный лист представляет собой формованный лист. Формованный лист представляет собой форму восстановленного табака, которая образована из пульпы, содержащей частицы табака, частицы волокон, вещество для образования аэрозоля, связующее и, например, также ароматизаторы.
Гофрированный табачный лист, например, формованный лист, может иметь толщину в диапазоне от приблизительно 0,5 миллиметров до приблизительно 2 миллиметров, предпочтительно от приблизительно 0,8 миллиметров до приблизительно 1,5 миллиметров, например, 1 миллиметр. Отклонения в толщине вплоть до 30 процентов могут возникать вследствие допусков производства. Гофрированный табачный лист может быть собран с образованием стержнеобразного табачного сегмента.
В контексте настоящего документа термин «токоприемник» относится к материалу, который способен преобразовывать электромагнитную энергию в тепло. При размещении в переменном электромагнитном поле в сегменте токоприемника наводятся вихревые токи и происходят потери на гистерезис, что приводит к нагреву сегмента токоприемника. Поскольку сегмент токоприемника находится в тепловом контакте с табачным субстратом, образующим аэрозоль, или в непосредственной тепловой близости от него, табачный субстрат, образующий аэрозоль, нагревается посредством сегмента токоприемника так, что образуется аэрозоль. Предпочтительно сегмент токоприемника расположен в непосредственном физическом контакте с табачным субстратом, образующим аэрозоль, например, внутри табачного субстрата, образующего аэрозоль.
Токоприемник может быть выполнен из любого материала, который может быть подвергнут индукционному нагреву до температуры, достаточной для образования аэрозоля из образующего аэрозоль субстрата. Предпочтительные токоприемники содержат металл или углерод. Предпочтительный токоприемник может содержать ферромагнитный материал, например, ферромагнитный сплав, ферритное железо, или ферромагнитную сталь, или нержавеющую сталь, или состоять из него. Подходящий токоприемник может представлять собой алюминий или содержать его. Предпочтительные токоприемники могут быть нагреты до температуры свыше 250 градусов Цельсия. Подходящие токоприемники могут содержать неметаллический сердечник с металлическим слоем, расположенным на этом неметаллическом сердечнике, например, с металлическими дорожками, выполненными на поверхности керамического сердечника. Токоприемник может иметь защитный внешний слой, например, защитный керамический слой или защитный стеклянный слой, охватывающий токоприемник. Токоприемник может содержать защитное покрытие, выполненное из стекла, керамики или инертного металла поверх сердечника, выполненного из материала токоприемника.
Токоприемник может представлять собой токоприемник, состоящий из нескольких материалов, и может содержать первый материал токоприемника и второй материал токоприемника. Первый материал токоприемника расположен в непосредственном физическом контакте со вторым материалом токоприемника. Второй материал токоприемника предпочтительно имеет температуру Кюри менее 500°C. Первый материал токоприемника предпочтительно используется главным образом для нагрева токоприемника при размещении токоприемника во флуктуационном электромагнитном поле. Может быть использован любой подходящий материал. Например, первый материал токоприемника может являться алюминием или может являться ферромагнитным материалом, таким как нержавеющая сталь. Второй материал токоприемника предпочтительно используется главным образом для указания того, что токоприемник достиг конкретной температуры, при этом данной температурой является температура Кюри второго материала токоприемника. Температура Кюри второго материала токоприемника может быть использована для регулирования температуры всего токоприемника во время работы. Таким образом, температура Кюри второго материала токоприемника должна находиться ниже точки возгорания субстрата, образующего аэрозоль. Подходящие материалы для второго материала токоприемника могут включать никель и определенные сплавы никеля.
Нагрев субстрата, образующего аэрозоль, и управление температурой нагрева могут быть разделены посредством предоставления токоприемника, имеющего по меньшей мере первый и второй материалы токоприемника, при этом либо второй материал токоприемника имеет температуру Кюри, и первый материал токоприемника не имеет температуры Кюри, либо первый и второй материалы токоприемника имеют первую и вторую температуры Кюри, отличающиеся друг от друга. Первый материал токоприемника предпочтительно является магнитным материалом, имеющим температуру Кюри более 500°C. С точки зрения эффективности нагрева необходимо, чтобы температура Кюри первого материала токоприемника превышала любую максимальную температуру, до которой токоприемник должен быть способен нагреваться. Вторая температура Кюри может быть предпочтительно выбрана менее 400°C, предпочтительно менее 380°C или менее 360°C. Предпочтительно, чтобы второй материал токоприемника являлся магнитным материалом, выбранным таким образом, чтобы иметь вторую температуру Кюри, которая по существу такая же, как и необходимая максимальная температура нагрева. То есть, предпочтительно, чтобы вторая температура Кюри являлась приблизительно такой же, как и температура, до которой должен быть нагрет токоприемник для генерирования аэрозоля из субстрата, образующего аэрозоль. Вторая температура Кюри может, например, находиться в диапазоне от 200°C до 400°C или от 250°C до 360°C. Вторая температура Кюри второго материала токоприемника может, например, быть выбрана такой, что, после нагрева токоприемником, находящимся при температуре, равной второй температуре Кюри, общая средняя температура субстрата, образующего аэрозоль, не превышает 240°C. Первая принимающая часть и вторая принимающая часть выполнены и приспособлены для приема и размещения по меньшей мере одного табачного продукта и по меньшей мере одного сегмента токоприемника соответственно. Предпочтительно табачные сегменты и сегменты токоприемника закреплены в соответствующих принимающих частях так, что невозможно никакое непреднамеренное смещение табачного продукта в канавке или из канавки, или сегмента токоприемника в принимающей секции или из принимающей секции.
Согласно одному аспекту устройства согласно настоящему изобретению устройство дополнительно содержит удерживающий элемент для удерживания по меньшей мере одного табачного продукта по меньшей мере в одной канавке первой принимающей части. Удерживающий элемент может закреплять положение табачного продукта в канавке, предпочтительно также во время расположения сегмента токоприемника в табачном продукте, то есть когда на табачный продукт действует толкающая сила на этапе размещения. Удерживающий элемент может, например, представлять собой простой фиксатор, расположенный на дальнем конце канавки (расположенном на удалении от второй принимающей части), так что продольное перемещение табачного продукта в канавке ограничено фиксатором. Удерживающий элемент может содержать по меньшей мере одну канавку для зажатия по меньшей мере одного табачного продукта между по меньшей мере одной канавкой первой принимающей части и по меньшей мере одной канавкой удерживающего элемента. В канавке табачный продукт может быть зажат вдоль всей своей длины. Табачный продукт зажатый между двумя канавками, кроме того, не может изгибаться или выпадать из канавки первой удерживающей части, когда на конец и вдоль продольной оси табачного продукта действует толкающая сила.
Удерживающий элемент также может быть предусмотрен для закрепления положения токоприемника в принимающей части. Такой удерживающий элемент может представлять собой простой фиксатор, расположенный на ближнем конце принимающей секции (расположенном на удалении от первой принимающей части), так что продольное перемещение токоприемника в принимающей части в направлении, противоположном направлению навстречу табачному продукту, ограничено фиксатором.
Согласно другому аспекту устройства согласно настоящему изобретению устройство дополнительно содержит приводящий элемент для приведения в движение механизма перемещения для относительного перемещения первой принимающей части и второй принимающей части в направлении друг к другу или друг от друга. Первая и вторая принимающие части могут перемещаться вручную или автоматически в направлении друг к другу для вставки токоприемника или друг от друга после вставки токоприемника и для подготовки устройства для выполнения способа изготовления. Этап процесса вставки может поддерживаться приводящим элементом, например, ручкой или, в случае автоматической работы, кнопкой запуска, приводящей в действие ручку, или иным образом выполненным механизмом перемещения. С помощью работы приводящего элемента и приведения в действие механизма перемещения соответственно или первая, или вторая принимающая часть, или и первая, и вторая принимающие части перемещаются в направлении друг к другу или друг от друга. Чтобы добиться этого, первую или вторую принимающую часть, или обе, устанавливают в устройстве с возможностью перемещения. Предпочтительно одна из первой и второй принимающих частей или их части установлены с возможностью перемещения.
Предпочтительно первая принимающая часть содержит множество канавок для приема множества табачных продуктов, и вторая принимающая часть содержит множество принимающих секций для приема множества сегментов токоприемника. Предпочтительно множество принимающих секций второй принимающей части соответствует множеству канавок первой принимающей части. Множество принимающих секций может быть, например, множеством плоских принимающих поверхностей для приема лопаток или полосок токоприемника. Предпочтительно множество табачных продуктов, подаваемых в устройство, соответствует множеству сегментов токоприемника, подаваемых в устройство. После предоставления множества канавок и множества принимающих секций, каждый из множества табачных продуктов может быть снабжен сегментом токоприемника, предпочтительно одновременно. Благодаря этому производство индукционно нагреваемых табачных продуктов может быть улучшено. Кроме того, если предусмотрено одинаковое множество табачных продуктов и сегментов токоприемника, все табачные продукты, загруженные в устройство, будут преобразованы в индукционно нагреваемые табачные продукты во время этапа вставки.
Если первая принимающая часть содержит множество канавок, первая принимающая часть может содержать от 2 до 200 канавок, предпочтительно от 10 до 100 канавок, более предпочтительно от 20 до 60 канавок для приема табачных продуктов. Соответственно, множество принимающих секций во второй принимающей части может составлять от 2 до 200, предпочтительно от 10 до 100, более предпочтительно от 20 до 60 для приема сегментов токоприемника.
Загрузка устройства табачными продуктами и сегментами токоприемника может осуществляться вручную или автоматически. Автоматическая загрузка может быть реализована, например, посредством подающего механизма, например, подающими колесами. Может быть предоставлен один подающий механизм для каждой канавки и для каждой принимающей секции. Также можно предоставить один подающий механизм для множества канавок и другой подающий механизм для множества сегментов токоприемника. Кроме того, этап вставки может быть выполнен автоматически, например, посредством автоматического запуска процесса изготовления сразу после завершения загрузки устройства табачными продуктами и сегментами токоприемника. Может быть предусмотрено соответствующее электронное управление процессом вставки или, возможно, также одним или несколькими подающими механизмами.
В полностью автоматизированном процессе можно добиться непрерывного изготовления индукционно нагреваемых табачных продуктов. Такое непрерывное изготовление может осуществляться партиями, например, если множество индукционно нагреваемых табачных продуктов изготавливается одновременно. Если изготовление индукционно нагреваемых табачных продуктов осуществляется последовательно, можно добиться постоянного непрерывного изготовления.
Согласно другому аспекту настоящего изобретения предусмотрен способ изготовления индукционно нагреваемых табачных продуктов в устройстве согласно настоящему изобретению и согласно написанному в данном документе. Способ включает этапы предоставления табачного продукта, предоставления сегмента токоприемника и размещения сегмента токоприемника в табачном продукте посредством перемещения сегмента токоприемника и табачного продукта относительно друг друга. Таким образом сегмент токоприемника проталкивается в табачный продукт, предпочтительно полностью в табачный сегмент табачного продукта.
Преимущества способа были описаны применительно к устройству согласно настоящему изобретению и не будут рассматриваться повторно.
Табачный продукт может содержать табачный сегмент, содержащий табачный субстрат, и дополнительные сегменты, такие как, например, сегменты фильтра или мундштук. В таких табачных продуктах сегмент токоприемника расположен в табачном сегменте табачного продукта, предпочтительно только в табачном сегменте.
Предпочтительно длина сегмента токоприемника меньше или равна длине табачного продукта, предпочтительно меньше длины табачного сегмента. Предпочтительно сегмент токоприемника имеет самое большее такую же длину, как и продольное протяжение табачного субстрата в табачном продукте. Благодаря этому сегмент токоприемника может быть полностью обернут табачным субстратом.
Табачный сегмент (или табачный продукт, если не предусмотрено никаких других сегментов или элементов) может иметь длину сегмента в диапазоне от приблизительно 2 миллиметров до приблизительно 20 миллиметров, более предпочтительно от приблизительно 6 миллиметров до приблизительно 15 миллиметров, например, от приблизительно 8 миллиметров до приблизительно 12 миллиметров, например, 10 миллиметров или 12 миллиметров.
Сегмент токоприемника предпочтительно имеет длину от приблизительно 2 миллиметров до приблизительно 20 миллиметров, более предпочтительно от приблизительно 6 миллиметров до приблизительно 15 миллиметров, например, от приблизительно 8 миллиметров до приблизительно 12 миллиметров, например, 10 миллиметров или 12 миллиметров.
Когда термин «приблизительно» используют в сочетании с конкретной величиной по всей данной заявке, следует понимать, что величина, следующая за термином «приблизительно», не обязательно должна точно равняться конкретной величине по техническим соображениям. Однако термин «приблизительно» следует понимать как явным образом включающий и раскрывающий соответствующее граничное значение.
Предпочтительно сегмент токоприемника имеет размер по длине, который превышает его размер по ширине или его размер по толщине, например, превышает в два раза его размер по ширине или его размер по толщине.
Сегмент токоприемника может представлять собой волокно, стержень, лист или ленту. Если сегмент токоприемника имеет постоянное поперечное сечение, например, круглое поперечное сечение, он имеет предпочтительную ширину или диаметр от приблизительно 1 мм до приблизительно 5 мм. Если сегмент токоприемника имеет форму листа или ленты, лист или лента предпочтительно имеют по существу прямоугольную форму, характеризующуюся шириной предпочтительно от приблизительно 2 миллиметров до приблизительно 8 миллиметров, более предпочтительно от приблизительно 3 миллиметров до приблизительно 5 миллиметров, например, 4 миллиметра, и толщиной предпочтительно от приблизительно 0,03 миллиметра до приблизительно 0,15 миллиметра, более предпочтительно от приблизительно 0,05 миллиметра до приблизительно 0,09 миллиметра, например, 0,07 миллиметра. Предпочтительно сегмент токоприемника имеет заостренный первый конец и плоский второй конец. Сегмент токоприемника затем размещают в принимающей секции так, что заостренный первый конец направлен в направлении табачного продукта. Заостренный первый конец способствует введению сегмента токоприемника в табачный продукт.
Согласно одному аспекту способа согласно настоящему изобретению этап размещения сегмента токоприемника в табачном продукте включает размещение сегмента токоприемника в центральной части табачного продукта. Предпочтительно сегмент токоприемника расположен в центральной части табачного субстрата. Расположение в центре может быть предпочтительным с точки зрения распределения тепла в табачном субстрате, например, для равномерного или симметричного распределения тепла в табачном продукте или в табачном сегменте табачного продукта соответственно. Тепло, генерируемое в центральной части, может рассеиваться в радиальном направлении и подогревать табачный субстрат по всей окружности сегмента токоприемника.
Предпочтительно центральная часть табачного продукта представляет собой область табачного продукта, окружающую центральную ось табачного продукта. Сегмент токоприемника расположен по существу в продольном направлении внутри табачного продукта. Это означает, что размер по длине сегмента токоприемника расположен приблизительно параллельно продольному направлению табачного стержня, например, в диапазоне плюс-минус 10 градусов параллельно продольному направлению табачного продукта. Предпочтительно сегмент токоприемника может быть расположен в радиально центральном положении в табачном продукте и проходит вдоль продольной оси табачного продукта.
Согласно другому аспекту способа согласно настоящему изобретению способ включает этапы предоставления множества табачных продуктов и предоставления множества сегментов токоприемника, и расположения, предпочтительно одновременного, каждого из множества сегментов токоприемника в соответствующем табачном продукте множества табачных продуктов. Предпочтительно множество сегментов токоприемника соответствует множеству табачных продуктов.
Способ дополнительно может включать этап удерживания табачного продукта или множества табачных продуктов неподвижно при перемещении сегмента токоприемника или множества сегментов токоприемника во время размещения сегмента токоприемника в табачном продукте или во время размещения множества сегментов токоприемника во множестве табачных продуктов. Для размещения сегмента токоприемника в табачном продукте и табачный продукт, и сегмент токоприемника могут двигаться навстречу друг другу. С точки зрения конструкции и обслуживания предпочтительным может быть наличие только нескольких подвижных частей в устройстве. Перемещение только табачных продуктов или только сегментов токоприемника требует соответствующего механизма перемещения или на первой принимающей части, или на второй принимающей части.
Способ может включать этапы предоставления первой принимающей части, содержащей канавку или множество канавок для приема табачного продукта или множества табачных продуктов, и предоставления второй принимающей части, содержащей принимающую секцию или множество принимающих секций для приема сегмента токоприемника или множества сегментов токоприемника. Еще один этап включает выравнивание продольной оси канавки или множества продольных осей множества канавок первой принимающей части с принимающей секцией или множеством принимающих секций второй принимающей части так, чтобы после относительного перемещения первой принимающей части и второй принимающей части в направлении друг к другу сегмент токоприемника или множество сегментов токоприемника второй принимающей части проталкивались и располагались в табачном продукте или во множестве табачных продуктов первой принимающей части.
Способ может дополнительно включать этап удержания табачного продукта или множества табачных продуктов в канавке или во множестве канавок первой принимающей части посредством предоставления удерживающего элемента. Этап удержания может обеспечиваться путем зажатия табачного продукта или множества табачных продуктов между канавкой или множеством канавок первой принимающей части и канавкой или множеством канавок удерживающего элемента.
Способ может дополнительно включать этап приведения в действие механизма перемещения для относительного перемещения первой принимающей части и второй принимающей части в направлении друг к другу или друг от друга.
Согласно еще одному аспекту настоящего изобретения предусмотрено индукционно нагреваемое курительное изделие для использования в индукционном нагревательном устройстве. Индукционно нагреваемое курительное изделие содержит или состоит из индукционно нагреваемого табачного продукта, изготовленного в устройстве или с помощью способа согласно настоящему изобретению. Индукционно нагреваемое курительное изделие содержит индукционно нагреваемый табачный сегмент. Индукционно нагреваемый табачный сегмент содержит табачный субстрат, образующий аэрозоль, и сегмент токоприемника. В целом индукционно нагреваемое курительное изделие вставляют в полость индукционного нагревательного устройства так, что тепло может быть вызвано в сегменте токоприемника табачного сегмента соответствующим индуктором электронных схем источника питания, размещенных в индукционном нагревательном устройстве.
Далее изобретение будет описано в отношении вариантов осуществления, которые проиллюстрированы следующими графическими материалами, где:
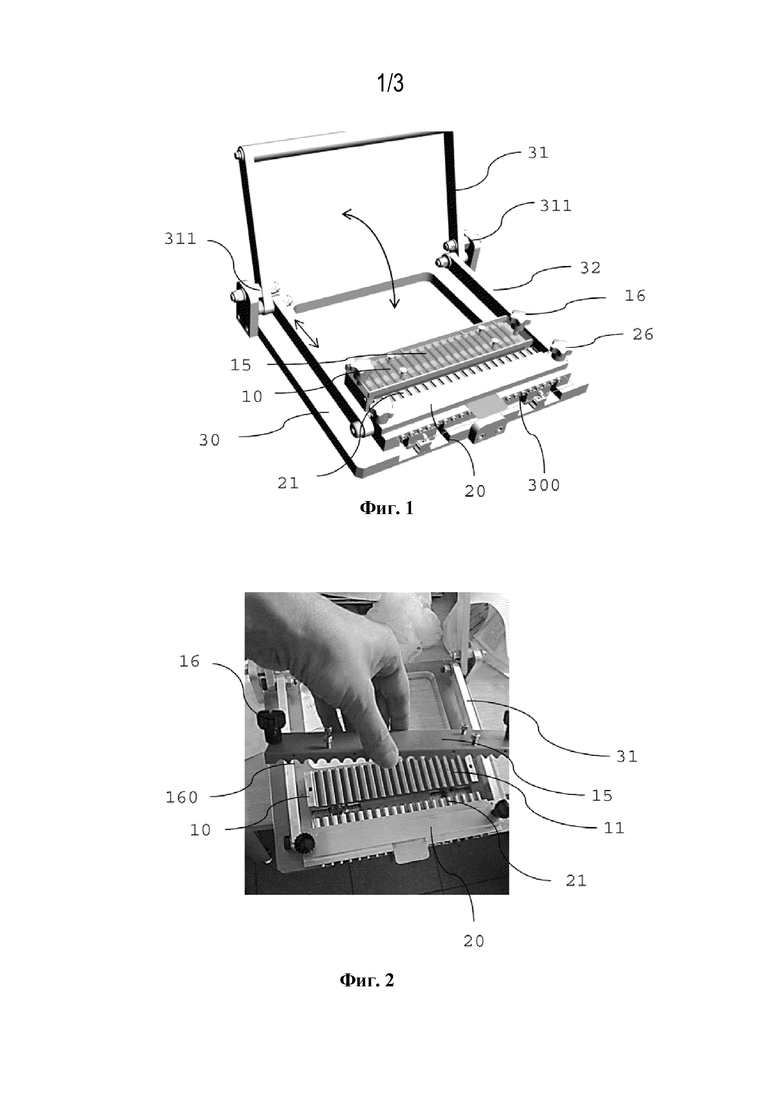
на фиг. 1 схематически изображено устройство для вставки сегментов токоприемника в табачные продукты;
на фиг. 2 показано устройство с отделенным удерживающим элементом;
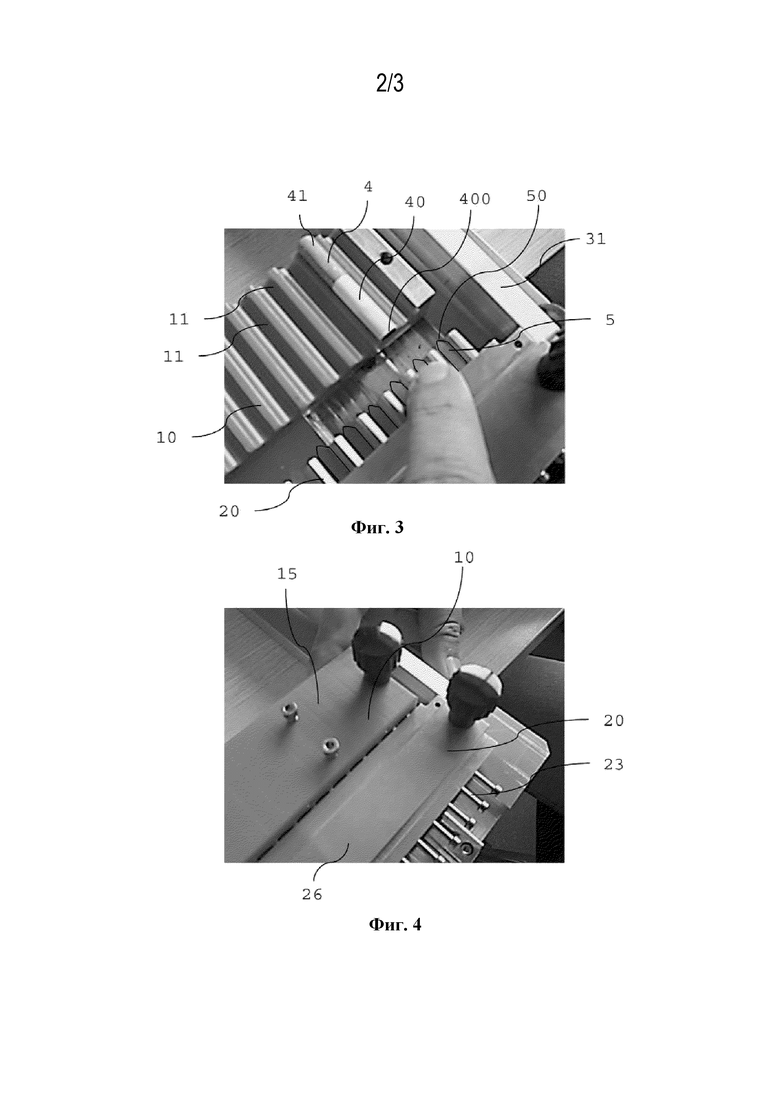
на фиг. 3 показана деталь устройства по фиг. 2 с табачным продуктом и сегментами токоприемника;
на фиг. 4 показан этап изготовления с полностью вставленными сегментами токоприемника;
на фиг. 5A представлен вид в плане токоприемника для использования в табачном продукте;
на фиг. 5B показан вид сбоку токоприемника, показанного на фиг. 5A.
На фиг. 1 и фиг. 2 показано устройство для вставки сегмента токоприемника в табачный продукт.
Устройство содержит каркас 30 с первой принимающей частью 10 и второй принимающей частью 20, расположенными в каркасе 30. Первая принимающая часть 10 неподвижно расположена на каркасе 30 на расстоянии от передней стороны 300 каркаса 30 и на расстоянии от принимающей части 20. Вторая принимающая часть 20 подвижно расположена в каркасе 30 и расположена на передней стороне 300 каркаса 300.
Линейное перемещение второй принимающей части 20 достигается благодаря повороту рычага 31 (обозначенному стрелкой), причем рычаг 31 с возможностью вращения прикреплен к каркасу 20 посредством вала 311. Со смещением относительно положения вала 311 рычаг 31 с возможностью вращения присоединен к одному концу соединительного бруса 32. Соединительный брус 32 расположен параллельно и вдоль стороны каркаса 30. Другой конец соединительного бруса 32 прикреплен ко второй принимающей части 20. Рычаг 31 и соединительный брус 32 таким образом образуют механизм перемещения для второй принимающей части 20.
На фиг. 1 и 2 рычаг 31 представлен в отведенном положении, которое соответствует состоянию подготовки устройства. После приведения в действие рычага 31 (нажатием вниз), вторая принимающая часть 20 приводится в перемещение в направлении первой принимающей части 10. Первая принимающая часть 10 обеспечивает концевой упор для второй принимающей части 20.
Первая принимающая часть 10 снабжена множеством канавок 11, например, несколькими десятками канавок, например, 20 канавками, для приема множества табачных продуктов. Это подробнее показано на фиг. 3. Канавки 11 расположены равноудаленно в первой принимающей части 10 и параллельно друг другу, при этом их продольная ось параллельна направлению движения второй принимающей части 20 (обозначено стрелкой). Вторая принимающая часть 20 снабжена множеством принимающих поверхностей 21 для приема множества сегментов 5 токоприемника в виде полосок. Принимающие поверхности 21 расположены равноудаленно во второй принимающей части 20 и параллельны друг другу, при этом их ось выравнена в продольном направлении с продольной осью канавок 11 первой принимающей части 10. Горизонтальное, вертикальное и боковое положение принимающих поверхностей 21 и канавок 11 регулируется так, чтобы после вставки сегментов 5 токоприемника в табачные продукты 4 сегмент 5 токоприемника располагался в табачном продукте в заданном положении. Предпочтительно заданное положение соответствует центральному положению табачного продукта и только в табачном сегменте 41 табачного продукта 4. Табачный продукт 4, как показано на фиг. 3, представляет собой табачный продукт, который может быть непосредственно использован в электронном нагревательном устройстве с резистивно нагреваемым нагревательным лезвием. Табачный продукт 4 содержит сегмент 41 фильтра и табачный сегмент 41.
В канавке конец 400 с табаком табачного продукта 4 выравнен вровень с передней стороной первой принимающей части 10. Для вставки сегмента 5 токоприемника в табачный продукт заостренный конец 50 полосы токоприемника направляется в конец 400 с табаком табачного продукта 4.
Верхняя часть 26 второй принимающей части 20 выполнена с возможностью перемещения вдоль направляющих элементов 23. Благодаря такому перемещению все сегменты 5 токоприемника одновременно проталкиваются вперед в концы 400 с табаком табачных продуктов 4.
Положение вставки первой и второй принимающих частей 10, 20 показано на фиг. 4. В показанном варианте осуществления положение вставки достигается, когда вторая принимающая часть 20 упирается в первую принимающую часть 10. В то же время это самое дальнее положение, в которое сегменты токоприемника могут быть перемещены и вставлены в табачный продукт при выравнивании, как показано на фиг. 3. После вставки рычаг 31 устройства может снова приводиться в действие в противоположном направлении и перемещаться в свое отведенное положение. Благодаря этому вторая принимающая часть 20 перемещается обратно в свое исходное положение на передней стороне 300 каркаса.
Как лучше видно на фиг. 2, первая принимающая часть 10 снабжена удерживающим элементом 16. Удерживающий элемент 16 содержит множество канавок 160, количество, размер и расположение которых может быть идентичным канавкам 11 первой принимающей части 10. Удерживающий элемент 16 с возможностью отсоединения устанавливается посредством винтов 16 на первой принимающей части 10. Благодаря этому табачные продукты 4, предусмотренные в канавках 11 первой принимающей части 10, удерживаются между удерживающим элементом 15 и первой принимающей частью. Посредством винтов 16 можно задать зажимающую силу, действующую на табачные продукты.
После вставки токоприемника удерживающий элемент 15 может удаляться. Индукционно нагреваемые табачные продукты затем могут извлекаться из устройства и, например, упаковываться для продажи.
И теперь устройство снова готово для предоставления табачных продуктов 4 в канавки 11 и сегментов 5 токоприемника на принимающие поверхности 21 для повторного изготовления индукционно нагреваемых табачных продуктов.
На фиг. 5A и фиг. 5B изображен пример унитарного сегмента токоприемника, состоящего из нескольких материалов, для использования в табачном продукте согласно одному варианту осуществления настоящего изобретения. Токоприемник 5 имеет форму удлиненной полосы, имеющей длину 12 мм и ширину 4 мм. Токоприемник образован из первого материала 55 токоприемника, который непосредственно соединен со вторым материалом 54 токоприемника. Первый материал 55 токоприемника имеет форму полосы из нержавеющей стали марки 430, имеющей размеры 12 мм на 4 мм на 25 микрометров. Второй материал 54 токоприемника имеет форму полосы из никеля, имеющей размеры 12 мм на 4 мм на 10 микрометров. Токоприемник образован посредством нанесения полосы из никеля 54 на полосу из нержавеющей стали 55. Общая толщина токоприемника составляет 35 микрометров. Токоприемник 5, показанный на фиг. 2, может называться двухслойным или многослойным токоприемником.
Настройка устройства легко может адаптироваться под различные формы и типы табачных продуктов, а также к различным формам сегментов токоприемника. Это может осуществляться, например, путем адаптации зажимающих сил или различным позиционированием первой и/или второй принимающей части, например, изменением относительного расстояния между первой и второй принимающими частями. Адаптация также может осуществляться, например, путем замещения одной из первой или второй принимающей части, или и первой и второй принимающих частей. Например, если требуется оснастить более тонкие табачные продукты сегментом токоприемника, первая или вторая принимающая часть, или обе, могут быть заменены на адаптированные под размеры и форму нового табачного продукта, а также возможно нового токоприемника.
Хотя устройство и способ согласно настоящему изобретению были описаны с примером ручного устройства, приведение в действие устройства также может осуществляться автоматически, например, посредством мотора. Кроме того, подача табачных продуктов и сегментов токоприемника может осуществляться автоматически, например, посредством подходящего механизма загрузки.

Способ изготовления индукционно нагреваемых табачных продуктов включает этапы предоставления табачного продукта, предоставления сегмента токоприемника и размещения сегмента токоприемника в табачном продукте посредством перемещения сегмента токоприемника и табачного продукта относительно друг друга. Таким образом, сегмент токоприемника проталкивается в табачный продукт. Устройство согласно настоящему изобретению позволяет изготавливать индукционно нагреваемые табачные продукты для использования в сочетании с индукционными нагревательными устройствами из табачных продуктов, используемых в резистивных нагревательных устройствах. Этого можно достичь посредством вставки сегментов токоприемника, например полосок из нержавеющей стали, непосредственно в табачный сегмент, например, конечного табачного продукта. Таким образом, можно изготавливать табачные продукты в соответствии с действующим процессом производства, известным по производству табачных продуктов, используемых для резистивных нагревательных устройств. Эти табачные продукты после изготовления, например, непосредственно перемещаются в упаковочную машину. Устройство согласно настоящему изобретению может быть добавлено в производственную линию, например, после такого производственного процесса, и перед тем, как произведенные таким образом индукционно нагреваемые табачные продукты далее передаются, например, предпочтительно в ту же упаковочную машину. 11 з.п. ф-лы, 5 ил.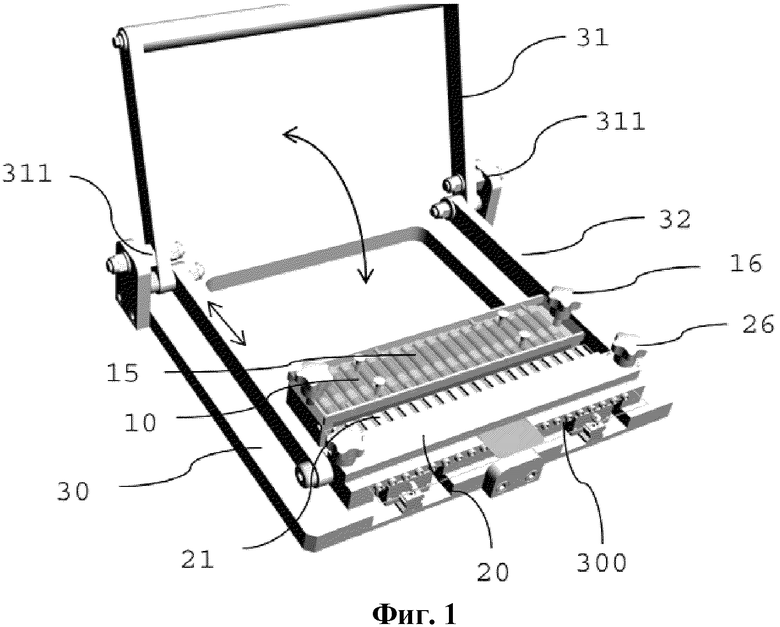
1. Способ изготовления индукционно нагреваемых табачных продуктов, включающий этапы:
предоставления табачного продукта, и
предоставления первой принимающей части, содержащей канавку для приема табачного продукта;
предоставления сегмента токоприемника, и
предоставления второй принимающей части, содержащей принимающую секцию для приема сегмента токоприемника;
размещения сегмента токоприемника в табачном продукте путем перемещения сегмента токоприемника и табачного продукта относительно друг друга, тем самым проталкивая сегмент токоприемника в табачный продукт;
выравнивания продольной оси канавки первой принимающей части с принимающей секцией второй принимающей части так, чтобы после относительного перемещения первой принимающей части и второй принимающей части в направлении друг к другу сегмент токоприемника второй принимающей части проталкивался и располагался в табачном продукте первой принимающей части.
2. Способ по п. 1, отличающийся тем, что этап размещения сегмента токоприемника в табачном продукте включает размещение сегмента токоприемника в центральной части табачного продукта.
3. Способ по любому из предыдущих пунктов, отличающийся тем, что длина сегмента токоприемника меньше или равна длине табачного продукта.
4. Способ по любому из предыдущих пунктов, отличающийся тем, что табачный продукт содержит табачный сегмент и сегмент токоприемника размещают в табачном сегменте табачного продукта.
5. Способ по любому из предыдущих пунктов, отличающийся тем, что сегмент токоприемника имеет заостренный первый конец и плоский второй конец и расположение сегмента токоприемника в принимающей секции осуществляют так, что заостренный первый конец направляется навстречу табачному продукту.
6. Способ по любому из предыдущих пунктов, отличающийся тем, что включает предоставление множества табачных продуктов и предоставление множества сегментов токоприемника, а также размещение каждого из множества сегментов токоприемника в соответствующем табачном продукте из множества табачных продуктов.
7. Способ по любому из предыдущих пунктов, отличающийся тем, что дополнительно включает этап удерживания табачного продукта или множества табачных продуктов неподвижно при перемещении сегмента токоприемника или множества сегментов токоприемника во время размещения сегмента токоприемника в табачном продукте или во время размещения множества сегментов токоприемника во множестве табачных продуктов.
8. Способ по любому из предыдущих пунктов, отличающийся тем, что включает этапы:
предоставления первой принимающей части, содержащей множество канавок для приема множества табачных продуктов;
предоставления второй принимающей части, содержащей множество принимающих секций для приема множества сегментов токоприемника;
выравнивания множества продольных осей множества канавок первой принимающей части с множеством принимающих секций второй принимающей части так, чтобы после относительного перемещения первой принимающей части и второй принимающей части в направлении друг к другу множество сегментов токоприемника второй принимающей части проталкивались и располагались во множестве табачных продуктов первой принимающей части.
9. Способ по любому из предыдущих пунктов, отличающийся тем, что дополнительно включает этап удержания табачного продукта или множества табачных продуктов в канавке или во множестве канавок первой принимающей части посредством предоставления удерживающего элемента.
10. Способ по п. 9, отличающийся тем, что этап удержания табачного продукта или множества табачных продуктов в канавке или во множестве канавок первой принимающей части включает зажатие табачного продукта или множества табачных продуктов между канавкой или множеством канавок первой принимающей части и канавкой или множеством канавок удерживающего элемента.
11. Способ по любому из предыдущих пунктов, отличающийся тем, что дополнительно включает этап приведения в действие механизма перемещения для относительного перемещения первой принимающей части и второй принимающей части в направлении друг к другу или друг от друга.
12. Способ по любому из предыдущих пунктов, отличающийся тем, что включает предоставление в первой принимающей части от 2 до 200 канавок, предпочтительно от 10 до 100 канавок, более предпочтительно от 20 до 60 канавок для приема табачных продуктов.
| WO 2014048745 A1, 03.04.2014 | |||
| УСТРОЙСТВО ДЛЯ ОБРАЗОВАНИЯ ПАЗОВ В ДРЕВЕСНЫХЗАГОТОВКАХ | 0 |
|
SU190541A1 |
| WO 2013098405 A2, 04.07.2013 | |||
| US 4570645 A, 18.02.1986. | |||

