Изобретение относится к устройству приводки в листовых прессах для тиснения согласно ограничительной части п.1 формулы изобретения. Автоматическое устройство приводки такого типа известно, например, из патента № ЕР 0708046 и, соответственно, патента № US 5718057.
Здесь незакрепленный лист перемещают в желательное положение с помощью датчиков положения и приводочных меток, которыми управляют два передних и боковой упор, каждый из которых перемещают приводами. Такое позиционирование приводочной метки незакрепленного листа с помощью передних и боковых упоров тем не менее имеет существенные ограничения и недостатки. Прежде всего, в случае высоких скоростей, приводка на незакрепленном листе не может быть выполнена достаточно быстро и точно, поскольку лист на высокой скорости сильнее изгибается и, соответственно, более склонен к деформации.
Поэтому, вплоть до настоящего времени, приводочные метки листов обычно приводили и устанавливали вручную. Плоский станок для тиснения этого вида описан, например, в патенте № ЕР 0858888.
Таким образом, задача настоящего изобретения - создать автоматическое высокопроизводительное устройство для приводки, которое преодолевает недостатки уровня техники, с помощью которого для каждого отдельного листа оптимально и автоматически можно исправлять все ошибки приводки и которое обеспечивает печать и тиснение неизменно наивысшего качества.
Эта задача решена заявляемым устройством приводки по п.1 формулы изобретения.
Зависимые пункты формулы относятся к дополнительным предпочтительным вариантам изобретения. Они касаются дальнейших усовершенствований операций и характеристик приводки, а также обеспечивают более широкую область применения и более высокую производительность.
Ниже изобретение описано на основе примеров и прилагаемых чертежей.
Фиг.1 показывает заявляемое устройство приводки с качающимся подвижным приводочным столом с пневмоотверстиями и вакуумными пневмолиниями.
Фиг.2 показывает приводочный стол с качающимися передними упорами.
Фиг.3 показывает в плане приводочный стол с пневмоотверстиями в различных зонах подсоса и с передней планкой подсоса.
Фиг.4 показывает поперечное сечение приводочного стола с пневмоотверстиями.
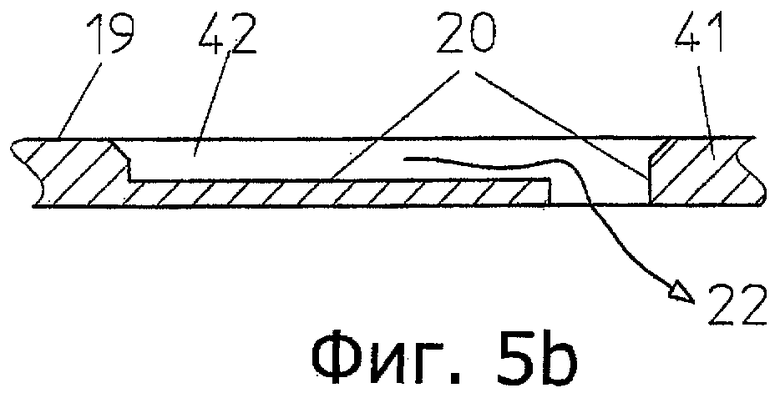
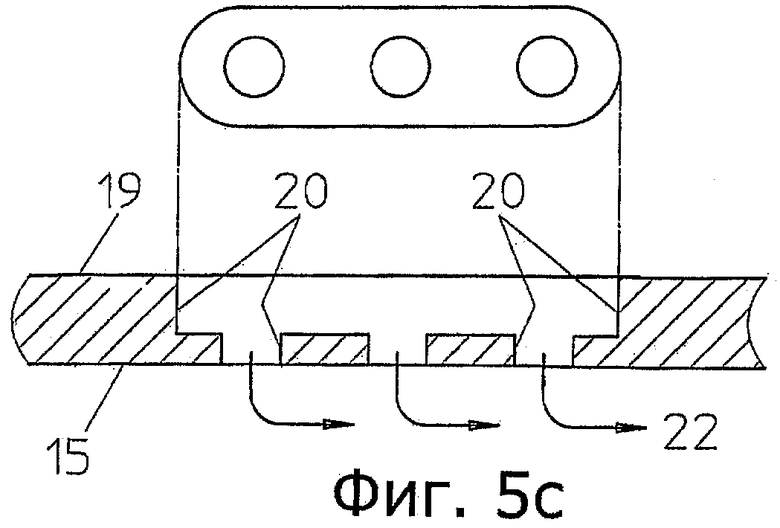
Фиг.5а, 5b, 5с показывают примеры пневмоотверстий.
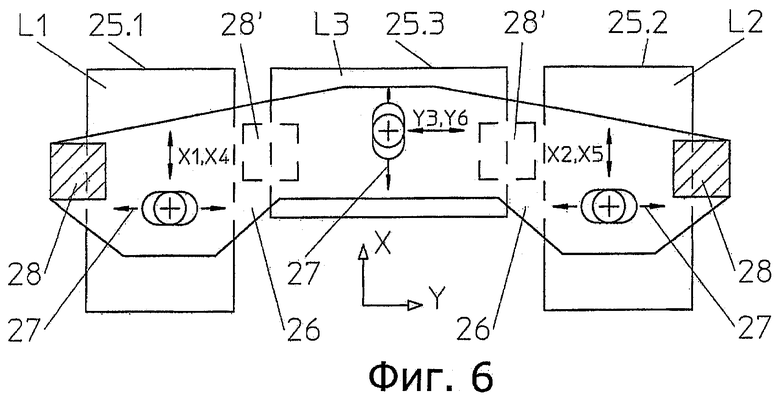
Фиг.6 показывает расположение приводов с линейными электродвигателями, опорную плиту с крестовыми салазками и опорные подшипники для приводочного стола.
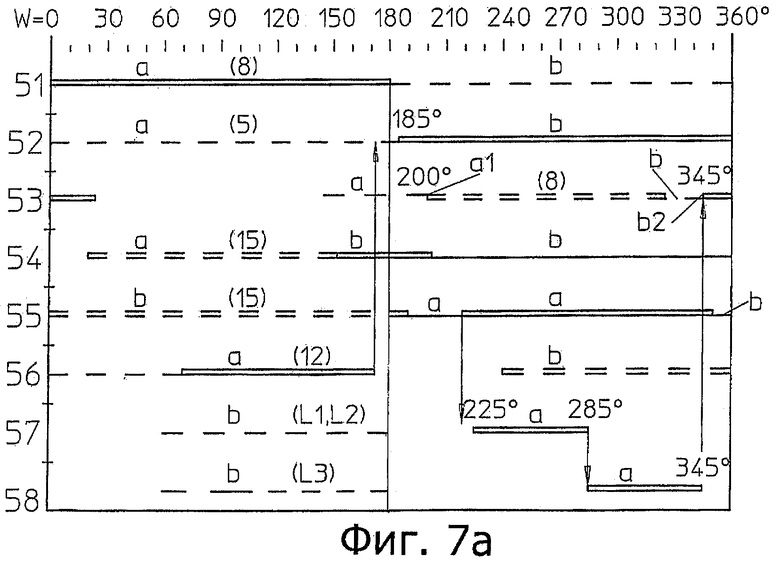
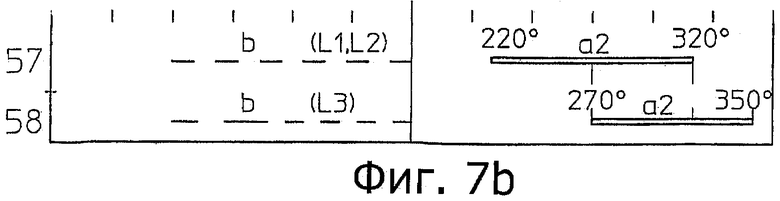
Фиг.7а, 7b показывают временную диаграмму приводки в течение одного машинного цикла.
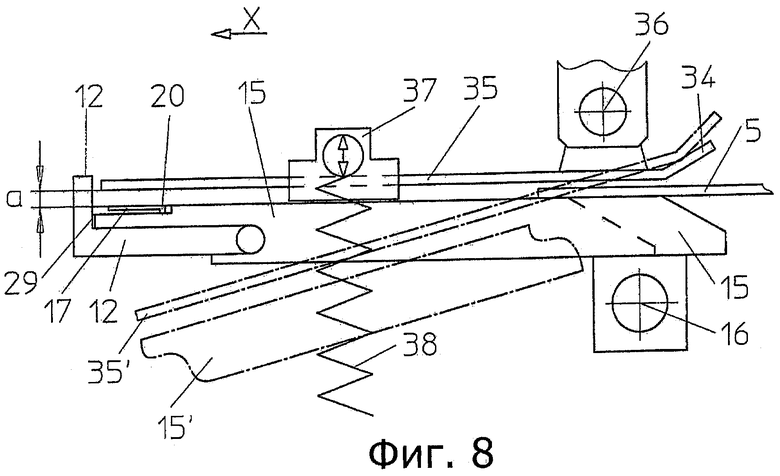
Фиг.8 показывает приводочный стол с приклоном.
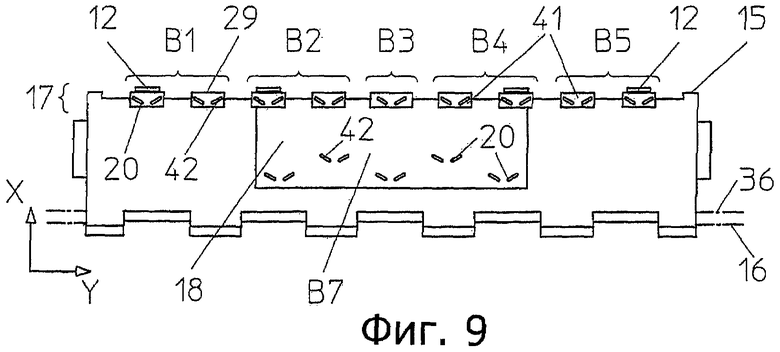
Фиг.9 показывает приводочный стол с присосами.
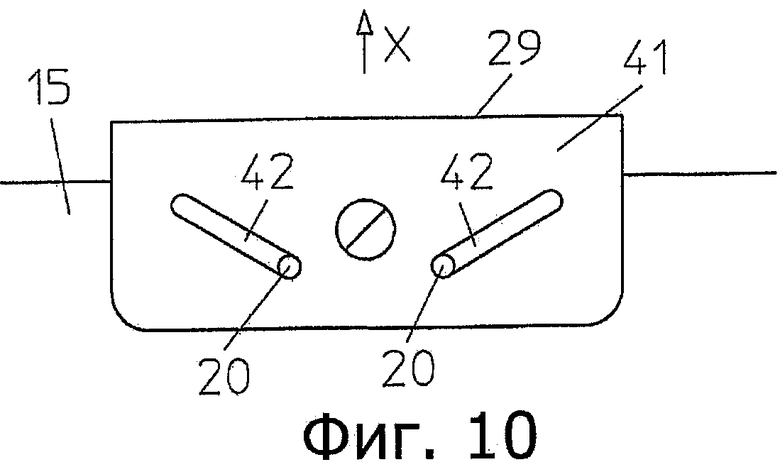
Фиг.10 показывает присос.
Фиг.11 схематично показывает контроллер приводки.
Фиг.12 показывает машину для тиснения с устройством приводки.
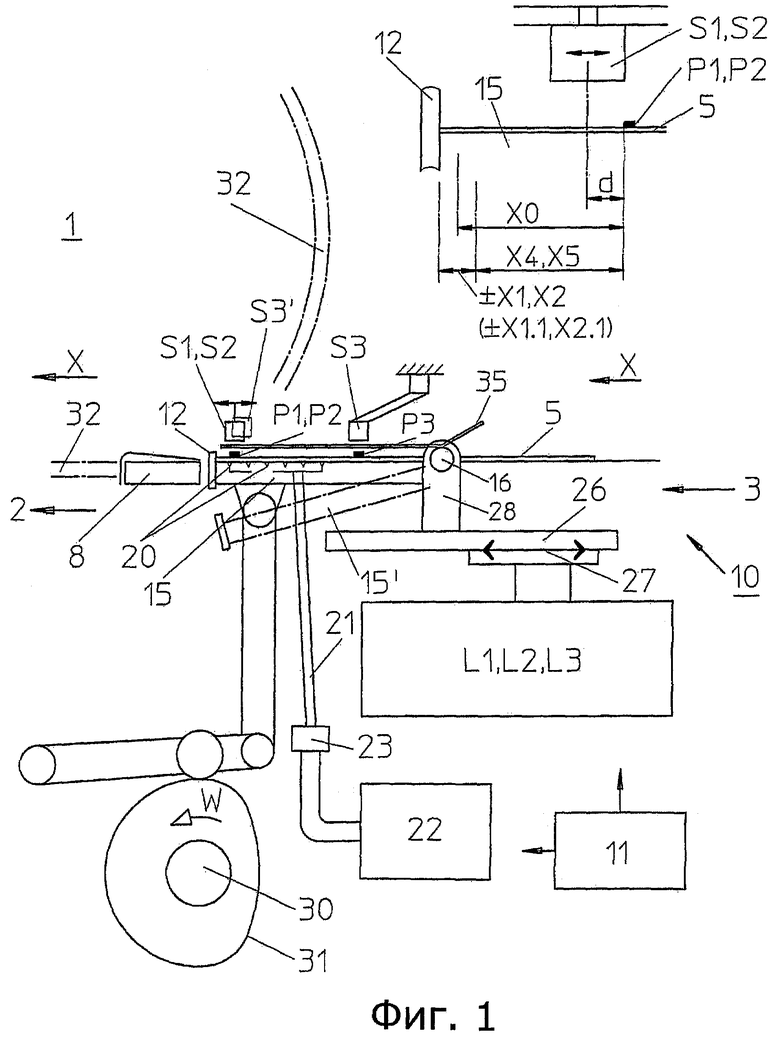
На фиг.1 показано устройство 10 приводки для листовых машин тиснения, которое содержит:
- датчики S1, S2, S3 положения для распознавания приводочных меток Р1, Р2, Р3 листа 5, которые определяют передний и боковой край печатного изображения,
- приводочный стол 15 в качестве накладного стола, установленный с возможностью наклона вниз и снабженный пневмоотверстиями 20 и вакуумными пневмолиниями 21 к устройству подсоса 22,
- передние упоры 12, установленные с возможностью опускания,
- два привода L1, L2 для позиционирования приводочного стола в направлении Х и привод L3 для позиционирования планки в направлении Y,
- контроллер 11 приводки для управления функциями устройства приводки и его компонентами. Приводочный стол 15 образует накладной стол или, соответственно, опорную плиту, на которой лежит лист 5 для перемещения к форгрейферу 8.
Для этого приводочный стол 15 опускают поворотом в положение 15' для пропуска форгрейфера 8, который соединен с приводной цепью 32 машины 1 тиснения.
Затем форгрейфер останавливают, приводочный стол поворачивают обратно вверх и лист 5 подают на приводочный стол из самонаклада 3 к передним упорам 12. Затем приводочный стол вакуумируют для присасывания и фиксации листа 5 на приводочном столе 15.
После этого передние упоры 12 опускают (положение 12'), а приводочный стол перемещают в направлении Х приводами L1, L2, и при этом лист 5 надвигается на форгрейфер 8, а вместе с этим также определяют датчиками S1, S2 положение приводочных меток Р1, Р2 на листе, на основании чего вычисляют невязку Х1, Х2. Затем приводочный стол с листом перемещают в заданное положение P1S, P2S в направлении X, и после определения датчиками S1, S2 положения приводочных меток Р1, Р2 в направлении Х приводочный стол перемещают в направлении Y приводом L3 в заданное положение P3S, для чего аналогичным образом определяют датчиком S3 приводочную метку Р3 продольного края и вычисляют боковую невязку Y3.
По завершении выравнивания приводочных меток, лист 5 захватывают грейферные захваты остановленного форгрейфера 8. Вслед за этим в приводочный стол 15 подают воздух, в результате чего лист открепляется от приводочного стола и его можно перемещать на следующий участок - в данном случае в плоский пресс 2 - форгрейфером 8, поверх опущенных передних упоров 12. Как описано ниже в отношении фиг.7а и 7b, приводочные ходы приводами в направлениях Х и Y могут быть выполнены последовательно (фиг.7а) или с частичным перекрытием по времени (фиг.7b). Для точного выравнивания приводочной метки датчик S3 может также быть расположен (S3') вблизи переднего края приводочного стола.
Предпочтительно приводочный стол 15 установлен с возможностью наклона вниз вокруг шарнирной оси 16 под действием привода 30 машины, в данном случае, например, посредством кулачка 31. Это дает простое, динамичное и точное управление приводочным столом 15 синхронно с работой машины.
На фиг.1 также показаны два передних датчика S1, S2 положения, которые присоединены к неподвижной раме над приводочным столом 15 с возможностью регулировки положения. Предпочтительно они расположены на коротком расстоянии а, например, 1-3 мм перед передними приводочными метками Р1, Р2, когда лист 5 неподвижен, т.е. когда он достиг передних упоров 12. Далее, положение приводочных меток Р1, Р2 быстро определяется при движении приводочного стола, и имеется достаточно времени для вычисления невязок Х1, Х2 контроллером 11, что позволяет непосредственно вести приводочный стол 15 в желательные заданные положения P1S, P2S полными ходами Х4, Х5, а также раньше начинать движение привода L3 в направлении Y. Аналогично, приводочный стол непосредственно ведут в заданное положение P3S в поперечном направлении полным ходом Y6.
В направлении Х полный ход Х0 (без коррекции приводки) составляет, например, 9 мм и может быть в пределах, например, 5-12 мм. В направлении Y полный ход Y0 может быть в пределах, например, 4-8 мм и составлять, например, 5 мм. Полный ход = базовый ход + вычисленная невязка, и тогда;
Х4=Х0+Х1, Х5=Х0+Х2, Y6=Y0+Y3.
Также в контроллер 11 приводки могут быть введены вручную дополнительные поправки Х1.1, Х2.1, Y3.1. Тогда полные ходы могут быть вычислены как:
Х4=Х0+Х1+Х1.1, Х5=Х0+Х2+Х2.1, Y6=Y0+Y3+Y3.1.
Поправки такого рода могут служить, например, для определения расхождений между имеющимся изображением и последующим тиснением на глаз и ввода соответствующих поправок для подгонки.
Приводочное позиционирование можно также производить с листами, не имеющими приводочных меток Р1, Р2, Р3. Тогда приводочными метками служат передний и боковой края листа, которые распознаются соответственно настроенными датчиками S1, S2, S3 положения.
На фиг.2 показан приводочный стол 15 с упрощенным вариантом опускаемых передних упоров 12, которые прикреплены к держателю 13 с возможностью опускания поворотом вокруг оси. Держатель перемещают в любую сторону, например, пневмоцилиндром 14, то есть разворачивают вверх или вниз (положение 12').
Для высокой производительности, надежной и точной работы устройства приводки, лист 5 должен быть зафиксирован быстро и без деформаций на приводочном столе 15, который в целом выполнен с возможностью быстрого и точного позиционирования приводочной метки в направлениях Х и Y так, что лист может быть передан точно в желательном положении на форгрейфер 8. Для этого фиксация и освобождение листа подсосом и подачей воздуха должны происходить максимально быстро, чтобы оставить как можно больше времени для позиционирования приводочной метки.
Таким образом, заявляемое устройство приводки обеспечивает быстрое присасывание и фиксацию листа к приводочному столу 15, без проскальзывания, во-первых, за счет соответствующей конструкции системы подсоса с небольшим свободным объемом и быстрой активацией, соответствующим расположением и размером пневмоотверстий 20 и вакуумных пневмолиний 21, и во-вторых, за счет оптимального статического трения на поверхности 19 приводочного стола. Работа приклона 35 с неподвижной шарнирной осью 36 и бегунками 37 для подвода листа 5 вплотную к приводочному столу 15 отписана ниже в связи с фиг.8.
На фиг.3-5 показаны примерные варианты приводочных столов 15 с пневмоотверстиями 20, вакуумными пневмолиниями 21, клапанами 23 и устройством подсоса, соответственно, вакуумными устройствами 22 для быстрой и надежной фиксации листов 5 на приводочном столе. Для этого поверхность 19 имеет хорошее статическое трение в окрестностях пневмоотверстий 20.
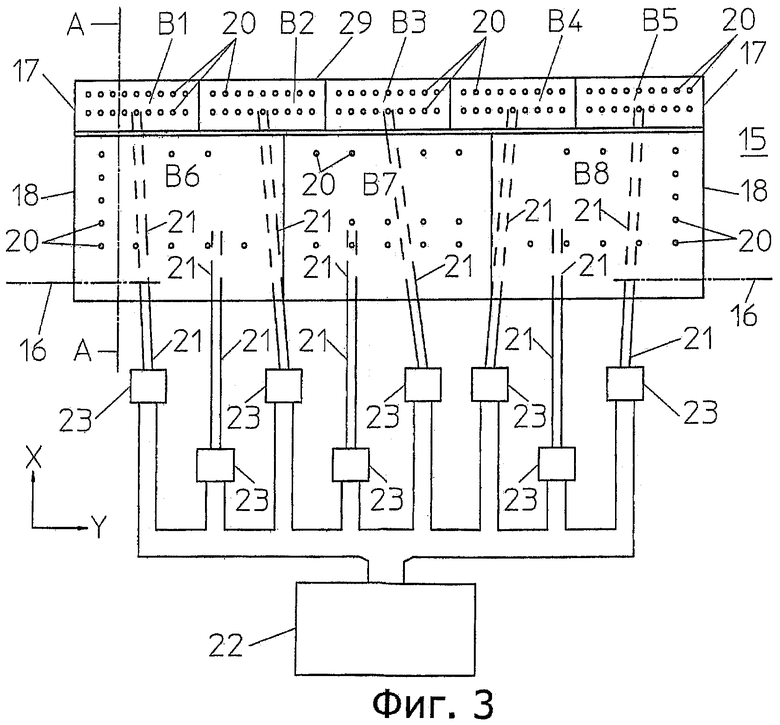
На фиг.3 в плане показан приводочный стол 15 с различными зонами Bi подсоса и с передней планкой 17 подсоса, на которой лежит передний край листа 5. Лист на планке подсоса в передней зоне 17 особенно надежно зафиксирован повышенным разрежением на планке 17 по сравнению с разрежением, и соответственно, с давлением и статическим трением в задней поверхности 18 подсоса.
Для этого приводочный стол имеет зоны подсоса В1, В2 и прочие с различной, регулируемой степенью разрежения и/или с отдельными вакуумными пневмолиниями 21. Зоны подсоса могут различаться:
- числом и расположением вентиляционных отверстий 20, т.е. большая часть на планке 17, и относительно немного на поверхности 18,
- разделением на отдельные камеры, каждая из которых соответственно соединена с вакуумной пневмолинией 21 и клапаном 23, в данном примере это области В1-В5 на планке 17 и В6-В8 на поверхности 18 подсоса.
При этом, например, области В1-В5 и В7 выполнены с возможностью повышать и понижать давление воздуха, тогда как области В6 и В8 оставлены открытыми (без подсоса), что позволяет хорошо, быстро и надежно зафиксировать лист 5 прежде всего в передней области планки 17 на переднем крае 29.
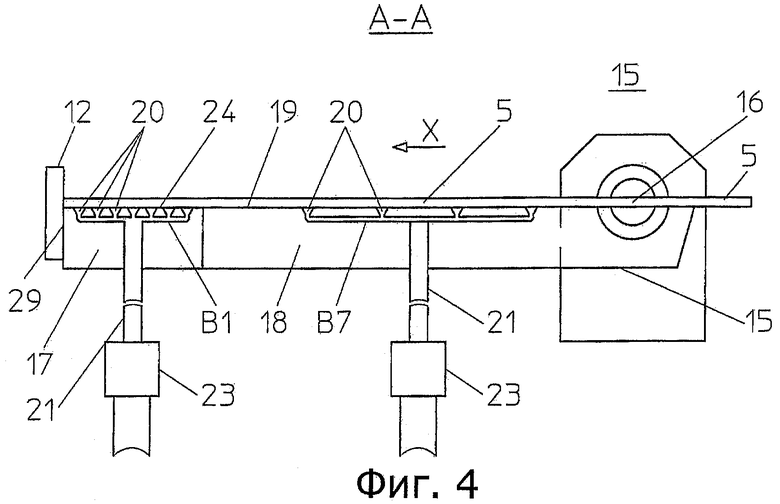
На фиг.4 показано поперечное сечение по линии А-А приводочного стола 15 с фиг.3. В передней области 17 показана камера области В1 с отдельной пневмолинией 21 и клапаном 23, а в задней пластине 18 показана камера области В6 с отдельной пневмолинией 21 и клапаном 23. Вакуумное устройство 22 с вакуумным резервуаром, например, обеспечивает разрежение - 0,6 бар.
Поверхность 19 приводочного стола в окрестности вентиляционных отверстий 20 имеет зоны повышенного статического трения, например, за счет шероховатости или выполнения из анодированного оксида алюминия. Увеличенное статическое трение требуется, прежде всего, в самой передней области 17, например, на передней планке подсоса. Для этого планка 17 подсоса также может быть покрыта резиновым слоем 24, например, толщиной 0,5 мм.
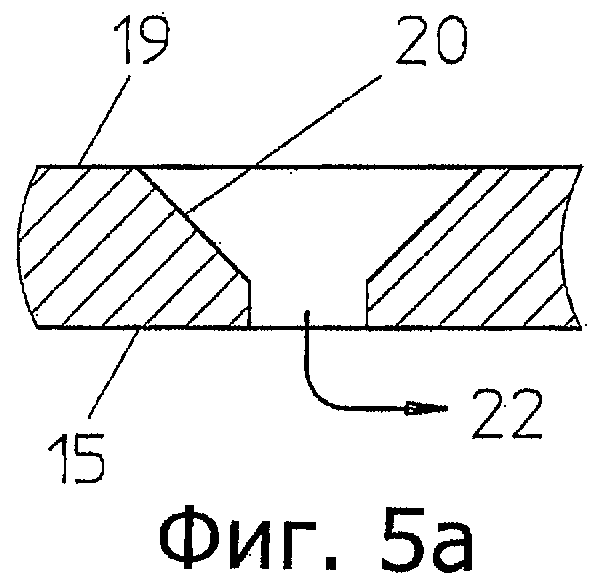
На фиг.5а, 5b показаны примеры пневмоотверстий 20, которые расширяются к поверхности 19 приводочного стола. Площадь пневмоотверстий на самой поверхности больше - например, 3 мм в диаметре, - чем со стороны вакуумных пневмолиний 21, например, 1 мм в диаметре. На фиг.5b показано поперечное сечение малого присоса 41 с косой прорезью 42, показанного на фиг.8. На фиг.5с проиллюстрировано пневмоотверстие 20, которое в верхней части выполнено в форме прорези (например, 3×12 мм), а в нижней части имеет три небольших отверстия (1 мм). Благодаря этому, поверхность давления в приводочном столе 15 и сила давления увеличиваются, что улучшает фиксацию листа.
Для быстрого и точного выравнивания приводочного стола 15 используются чрезвычайно динамичные и точные приводы L1, L2, L3, например, сервомоторы вращения. При этом подвижные компоненты приводочного стола 15 вместе с приводами имеют минимальную массу, за счет, например, конструкции из алюминия. Предпочтительно с этой целью в качестве приводов использовать линейные двигатели.
На фиг.6, как и на фиг.1, показан легкий, очень динамичный и точный привод приводочного стола 15, который содержит линейные двигатели 25, опорную плиту 26 с линейными направляющими 27 и шарнирными подшипниками, образующими крестообразные салазки, и с двумя внешними опорными подшипниками 28 шарнирной оси 16 приводочного стола 15. При этом два линейных двигателя 25.1, 25.2 действуют в направлении Х и один линейный двигатель 25.3 действует в направлении Y. Опорные подшипники 28' также можно сместить внутрь, что сделает конструкцию более компактной и легкой.
На фиг.7а, 7b показана временная диаграмма приводки по операциям в течение всего машинного цикла 360° при изменении угла W=0-360° поворота машины с операциями и соответствующими ходами 51-58 частей машины:
Процесс выравнивания приводочной метки согласно фиг.7а, например, может быть таким.
Лист 5, надвигаемый на приводочный стол 15, механически останавливается передними упорами 12, присоединенными к приводочному столу. Лист достигает передних упоров, например, в момент цикла машины W=185°. Приводочный стол в этот момент примерно на 8-10 мм не доходит до теоретического конечного положения (транспортировка листа к форгрейферу).
Немедленно после подачи листа Приводочный стол вакуумируют, и лист присасывается к нему. Так обеспечивается силовое сцепление листа с приводочным столом.
После этого, в момент цикла машины W=225° приводы L1, L2 начинают движение в направлении Х подачи листа в машине. Лист снабжен двумя приводочными метками Р1, Р2 и одной боковой меткой Р3. Передний считыватель метки, соответственно, датчики S1, S2, расположенные на высоте примерно 10 мм над листом, обнаруживают проходящие мимо приводочные метки Р1, Р2. Контроллер 11 приводки оценивает сигналы продольных меток, и двумя приводами L1, L2 лист выравнивают в продольном направлении X.
Для выполнения полного хода в направлении X, а затем также и в направлении Y, приводы имеют в запасе примерно 60° машинного цикла. При машинной скорости, например, 7500 листов/час для позиционирования в направлении Х и Y имеется примерно 80 мс.
Как только лист у передних упоров подсосан к приводочному столу 15 и зафиксирован, передние упоры 12 можно опустить. Начальная точка для этого соответствует моменту машинного цикла W=240°. Передние упоры обязательно должны быть снова подняты до прихода листа к упорам в момент цикла W=185°, например, в фазе цикла W=170-180°.
В момент машинного цикла W=285° привод L3 начинает свое движение. С помощью бокового считывателя метки, соответственно, датчика S3 и контроллера лист выравнивают в боковом направлении Y. В момент цикла W=345° зажимы на форгрейфере срабатывают и захватывают лист. После этого в приводочный стол 15 подают воздух, и в момент цикла W=360° лист освобождают для дальнейшей транспортировки форгрейфером 8.
В примере на фиг.7а ходы (57а) в фазе цикла 225-285° в направлении Х и (58а) в фазе цикла 285-345° в направлении Y выполнены последовательно.
На фиг.7b проиллюстрирован пример, в котором ходы Х4, Х5 приводами L1, L2 в направлении Х и ход Y6 приводом L3 в направлении Y производят с частичным перекрытием по времени. Таким образом, ход (57а2) в направлении Х имеет место, например, в фазе цикла W=220-320° (более 100°), а Y-ход (58а2) имеет место, например, в фазе цикла 270-350° (более 80°), причем ходы в фазе цикла W=270-320° производят одновременно.
По этой причине, для ходов в обоих направлениях X, Y соответственно имеется больше времени, а следовательно, можно достичь более высокого быстродействия машины.
Ход в направлении Y можно начать только тогда, когда измерено положение приводочных меток Р1, Р2 в направлении X. Для ускорения этого процесса, датчики S1, S2 размещены максимально близко к приводочным меткам Р1, Р2, например, на расстоянии 1-3 мм, предпочтительно 1-2 мм. Предпочтительно, приводочная метка Р3 в направлении Y считывается датчиком S3 только тогда, когда практически завершен ход в направлении X. Ходы в направлениях Х и Y также могут быть выполнены одновременно, например когда датчики S1, S2, S3 обнаруживают приводочные метки Р1, Р2, Р3 одновременно после остановки листа на приводочном столе, соответственно, способом распознавания изображения измеряют положение приводочной метки относительно фиксированной контрольной точки на приводочном столе 15, из чего вычисляют невязки Х1, Х2, Y3, и затем приводами L1, L2, L3 одновременно перемещают лист в направлениях Х и Y в желательные положения P1S, P2S, P3S.
Для дальнейшего увеличения быстродействия машины ход 51а приводной цепи 32 также может составлять больше 180°, например, в пределах 190-200° так, что простой 51b составляет меньше 170-160° при соответствующей перенастройке последующих операций 52-58.
На фиг.8 и 9 показан другой предпочтительный вариант выполнения приводочного стола с привинченными вакуумными присосами, показанными на фиг.10.
На фиг.8 показан вид сбоку приводочного стола 15 с приклоном 35, установленным с возможностью поворота вниз, в качестве направляющей пластины для подачи листа 5, который приклон прижимает и разглаживает на приводочном столе так, что лист не выгнут дугой и быстро притягивается подсосом. Для этого бегунки 37, расположенные по обе стороны на приводочном столе, и пружины 38 прижимают лист к приводочному столу 15, и можно задать малое расстояние между приводочным столом 15 и приклоном 35. Такое расстояние, например, 1-2 мм настраивается так, что лист подается с минимальным трением и тем не менее ложится на приводочный стол совершенно без изгиба.
На входе приклон 35 имеет направленный вверх сгиб 34 и неподвижную шарнирную ось 36, которая закреплена на шасси. Таким образом, приклон установлен с возможностью опускаться (15', 35') с приводочным столом, а подаваемый лист уже в самом начале может быть прижат к еще опущенному приводочному столу.
На фиг.9 показан вид сверху приводочного стола с фиг.8, с присосами 41 в передней области 17 вдоль переднего края 29 планки механизма бокового равнения. Для наилучшего сцепления и выравнивания листов 5 предпочтительно, по меньшей мере, эту переднюю область 17 снабдить пневмоотверстиями 20. Передняя область 17 предпочтительно также имеет более мощный подсос (в частности, за счет большего числа пневмоотверстий 20), чем расположенная позади области 17 область 18 приводочного стола (фиг.3), которая здесь содержит лишь несколько пневмоотверстий 20 в средней зоне В7 подсоса.
На фиг.10 показан малозатратный сменный присос 41 с фиг.9, который просто привинчен на переднем крае 29 приводочного стола. Присосы 41 имеют косые прорези 42, расположенные под малым углом к поперечной оси Y, например, 30°, чтобы листы при подаче не зацеплялись за них. Для наилучшей фиксации листов на приводочном столе передние присосы 41 имеют резиновое покрытие на поверхности 19 (фиг.5b). В задней зоне В7 подсоса резиновое покрытие отсутствует.
Короче говоря, листы 5 должны подаваться легко, быстро и без изгиба к передним упорам, а затем, прежде всего в передней области 17, должны быть быстро и надежно зафиксированы на приводочном столе подсосом, что позволит произвести выравнивание приводочной метки, быстро, точно и без проскальзывания или выгибания листов 5.
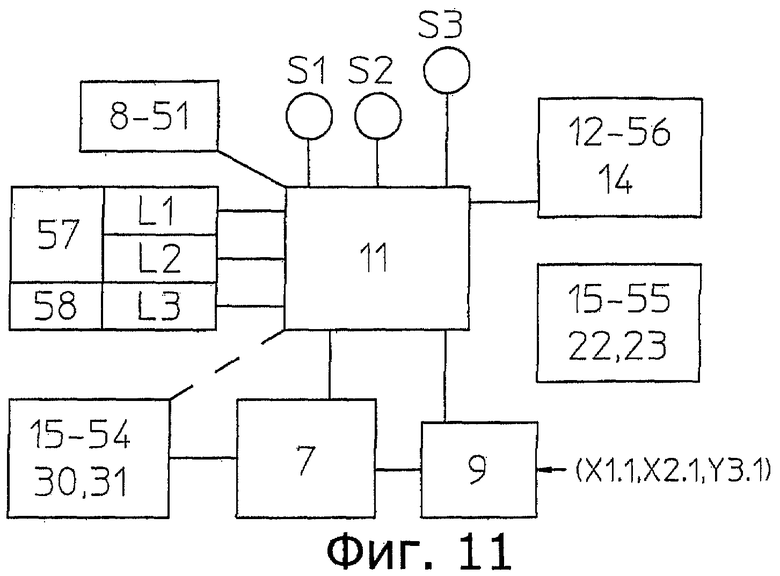
На фиг.11 схематично показан контроллер 11 приводки, который связан с датчиками S1, S2, S3 положения, приводами L1, L2, L3, средством привода 30, 31 приводочного стола 15, устройством 22 подсоса с клапанами 23 и приводом 14 передних упоров 12, а также устройством управления 7 машины для тиснения. Контроллер приводки также имеет компьютер с управляющей программой. Устройство 9 управления и индикации позволяет, например, вводить поправки Х1.1, Х2.1, Y3.1. Контроллер приводки обеспечивает выполнение различных операций 51-58, как это описано в связи с фиг.7.
Заявляемое устройство 10 приводки с контроллером 11 приводки также обеспечивает торможение и, соответственно, замедление прохождения листа 5 через транспортное устройство накладчика 3 перед его приближением к передним упорам 12 для предупреждения отскока листа при его столкновении с упорами.
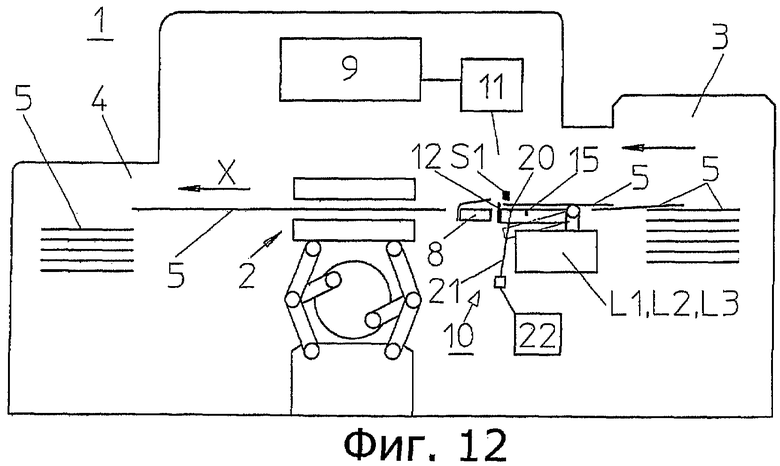
На фиг.12 показана машина 1 для тиснения с заявляемым устройством 10 приводки с вакуумируемым приводочным столом 15, контроллером 11 приводки и устройством 9 управления и индикации, а также с плоским прессом 2 и средством 4 транспортировки. Листы 5 подаются к приводочному столу 15 от накладчика 3 каскадно. Ширина приводочного стола 15 в направлении Х меньше шага подачи листов.
В этом описании использованы следующие обозначения позиций:

Изобретение относится к подающим устройствам и может быть применено в полиграфических машинах. Устройство содержит передние упоры, датчики положения, контроллер, приводочный стол и форгрейфер. Датчики положения служат для обнаружения приводочных меток листа. Контроллер связан с датчиками положения. Приводочный стол установлен с возможностью наклона вниз. Приводочный стол имеет пневмоотверстия и соединен с устройством подсоса вакуумными пневмолиниями. Передние упоры установлены с возможностью опускания. Устройство имеет два привода для позиционирования стола в направлении Х и один привод для позиционирования стола в направлении Y. Достигается возможность автоматического исправления ошибок приводки. Обеспечивается быстродействие и высокое качество печати и тиснения. 2 н. и 19 з.п. ф-лы, 15 ил.
1. Устройство приводки для листовых машин для тиснения с передними упорами и датчиками положения (S1, S2, S3) для обнаружения приводочных меток (P1, P2, Р3) листа (5), которые задают передний и боковой край печатного изображения, и с контроллером, который связан с датчиками положения, отличающееся следующим:
- приводочный стол (15) в качестве накладного стола, установленный с возможностью наклона вниз, с пневмоотверстиями (20) и вакуумными пневмолиниями (21) к устройству (22) подсоса,
- передние упоры (12), установленные с возможностью опускания,
- два привода (L1, L2) для позиционирования приводочного стола в направлении Х и один привод (L3) для позиционирования в направлении Y, и контроллер (11) приводки, с помощью которого приводочный стол (15) наклоняют вниз для пропуска форгрейфера (8),
- после чего форгрейфер останавливают и отклоняют приводочный стол обратно вверх,
- затем вводят лист (5) и он останавливается у передних упоров (12),
- затем вакуумируют приводочный стол для подсоса и фиксации листа на приводочном столе (15),
- затем опускают передние упоры, продвигают приводочный стол в направлении Х приводами (L1, L2) и надвигают лист на форгрейфер (8), в процессе чего положение приводочных меток (P1, P2) обнаруживается датчиками (S1, S2) положения, и из этого вычисляют невязку (X1, Х2),
- после чего перемещают приводочный стол с листом в направлении Х в желательное положение (P1S, P2S),
- затем, когда обнаружено положение приводочных меток (P1, P2) в направлении X, перемещают приводочный стол в направлении Y приводом (L3) в желательное положение (P3S),
- затем лист захватывают покоящимся форгрейфером (8), подают воздух в приводочный стол (15) и передают дальше форгрейфером.
2. Устройство приводки по п.1, отличающееся тем, что подачу в направлении Х и подачу в направлении Y производят с частичным перекрытием по времени (57а2, 58а2).
3. Устройство приводки по п.1, отличающееся тем, что приводочный стол (15) установлен с возможностью поворота вокруг шарнирной оси (16) с приводом (30) от машины.
4. Устройство приводки по п.1, отличающееся тем, что передние упоры (12) закреплены на держателе (13), установленном с возможностью отклонения вверх и вниз пневматическим цилиндром (14).
5. Устройство приводки по п.1, отличающееся тем, что использованы чрезвычайно динамичные приводы (L1, L2, L3), например линейные электродвигатели (25) или сервомоторы вращения.
6. Устройство приводки по п.1, отличающееся тем, что приводы содержат три линейных электродвигателя (25.1, 25.2, 25.3) и опорную плиту (26) с линейными направляющими (27) и двумя подшипниками (28) шарнирной оси(16) приводочного стола.
7. Устройство приводки по п.1, отличающееся тем, что приводочный стол (15) содержит приклон (35), установленный шарнирно с возможностью наклона вниз.
8. Устройство приводки по п.7, отличающееся тем, что приклон (35) имеет шарнирную ось (36), зафиксированную на шасси, и подпружиненные бегунки (37), которые задают малое регулируемое расстояние (а) между приводочным столом и приклоном.
9. Устройство приводки по п.1, отличающееся тем, что приводочный стол, по меньшей мере, в одной передней области (17) имеет пневмоотверстия (20) на своем переднем крае (29).
10. Устройство приводки по п.1, отличающееся тем, что приводочный стол (15) имеет зоны (B1, B2, В3) подсоса с различными регулируемыми степенями подсоса или с отдельными вакуумными пневмолиниями (21).
11. Устройство приводки по п.1, отличающееся тем, что в передней области (17) приводочного стола обеспечена более высокая степень разрежения.
12. Устройство приводки по п.1, отличающееся тем, что на переднем крае (29) приводочного стола в качестве пневмоотверстий размещены присосы (41) с косыми прорезями (42).
13. Устройство приводки по п.1, отличающееся тем, что пневмоотверстия (20) расширяются к поверхности (19) приводочного стола.
14. Устройство приводки по п.1, отличающееся тем, что поверхность (19) приводочного стола в окрестности пневмоотверстий (20) имеет повышенное статическое трение.
15. Устройство приводки по п.14, отличающееся тем, что поверхность (19), по меньшей мере, в передней области (17) имеет резиновое покрытие (24).
16. Устройство приводки по п.1, отличающееся тем, что в контроллер (11) приводки могут быть введены поправки (X1.1, X2.1, Y3.1) для коррекции совмещения тиснения и изображения.
17. Устройство приводки по п.1, отличающееся тем, что движение листа (5) замедляют, например тормозят, устройством подачи накладчика (3) непосредственно перед его подходом к передним упорам (12).
18. Устройство приводки по п.1, отличающееся тем, что контроллер (11) приводки соединен с датчиками (S1, S2, S3) положения, приводами (L1, L2, L3), приводочным столом (15), устройством (22) подсоса и приводом передних упоров (12) и содержит управляющую программу.
19. Устройство приводки по п.1, отличающееся тем, что передние датчики (S1, S2) положения расположены на малом расстоянии (d) 1-3 мм перед передними приводочными метками (P1, P2) при покоящемся листе.
20. Устройство приводки по п.1, отличающееся тем, что приводку осуществляют по переднему и боковому краям листа, вместо приводки по приводочным меткам (Р1, P2, Р3).
21. Машина для тиснения с устройством приводки (10) по любому из пп.1-20 и с устройством (9) управления и индикации.
| DE 10224374 A1, 11.12.2003 | |||
| DE 10116980 A1, 08.11.2001 | |||
| СПОСОБ СВЕДЕНИЯ И ОТДЕЛКИ РАЗНЫХ БУМАЖНЫХ ПОЛОТЕН И УСТРОЙСТВО ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2001 |
|
RU2265570C2 |

