[0001] Настоящее изобретение относится к проволочному канату с полимерной проволокой, приспособлению для намотки полимерной проволоки и способу изготовления проволочного каната с полимерной проволокой.
Уровень техники
[0002] Вертикальные линии на временных двухполосных участках скоростных автомагистралей обычно разграничивают резиновыми стойками. Однако разграничение двухполосных участков только при помощи резиновых стоек может привести к тому, что пожилые водители поведут автомобиль по встречной полосе, либо транспортные средства будут выброшены на противоположную полосу в случае столкновения. Поэтому в целях повышения безопасности в последние годы были разработаны различные способы разграничения двух полос на дорогах с использованием тросового ограждения.
[0003] Кроме того, для увеличения видимости проволоки проволочных канатов, используемых в тросовых ограждениях, в некоторых случаях могут иметь полимерное покрытие, содержащее фосфоресцентную добавку, как раскрыто в PTL 1, для способствования их зрительному восприятию водителями в условиях плохой видимости, например в ночное время.
Список ссылочных документов
Патентная литература
[0004] [PTL 1] Публикация патентной заявки Японии № 2002-155480.
Раскрытие изобретения
Техническая проблема
[0005] Однако нанесение полимерного покрытия на проволоки по отдельности, как в PTL 1, требует сложного процесса экструзии стальных проволок и смолы. Поэтому ищут способы, с помощью которых полимерные проволоки, например фосфоресцирующие стальные проволоки, могут быть закреплены на основной части проволочного каната простым способом без использования сложных процессов или крупного оборудования. Также возник спрос на проволочные канаты с прикрепленной полимерной проволокой, вокруг которых полимерные проволоки намотаны простым способом, без замены проволочных канатов, установленных, например, в существующем тросовом ограждении.
[0006] Для достижения вышеуказанной цели задачей настоящего изобретения является обеспечение проволочного каната с полимерной проволокой, приспособления для намотки полимерной проволоки и способа изготовления проволочного каната с полимерной проволокой, которые обеспечивают возможность надежного и простого нанесения полимерных проволок на основную часть проволочного каната.
Решение проблемы
[0007] Для решения вышеупомянутой проблемы проволочный канат с полимерной проволокой в соответствии с настоящим изобретением содержит основную часть проволочного каната, в которой вместе скручено множество прядей, и по меньшей мере одну полимерную проволоку, намотанную по спирали вокруг основной части проволочного каната вдоль углубления между прядями.
[0008] Полимерная проволока проволочного каната с полимерной проволокой согласно настоящему изобретению может быть образована смолой, содержащей фосфоресцентную добавку.
Полимерная проволока может содержать материал сердечника, выполненный из медной проволоки или нихромовой проволоки, причем материал сердечника может быть покрыт смолой и вырабатывать тепло при подаче напряжения.
[0009] В приспособлении для намотки полимерной проволоки по настоящему изобретению, которое используется для изготовления проволочного каната с полимерной проволокой путем намотки по спирали по меньшей мере одной полимерной проволоки вокруг основной части проволочного каната, в которой вместе скручено множество нитей, при этом полимерная проволока намотана вдоль углубления между прядями и образован намоточный канал, через который может проходить основная часть проволочного каната и полимерная проволока, и на внутренней периферийной поверхности намоточного канала по спирали в направлении скручивания проволочного каната с полимерной проволокой образованы канавки для прядей, в которых могут быть размещены соответствующие пряди, и канавка для полимерной проволоки, в которой может быть размещена полимерная проволока.
[0010] Способ изготовления проволочного каната с полимерной проволокой согласно настоящему изобретению представляет собой способ, который включает намотку полимерной проволоки вокруг основной части проволочного каната с использованием приспособления для намотки полимерной проволоки, причем способ включает в себя: выполнение перемещения основной части проволочного каната и полимерной проволоки путем вытягивания основной части проволочного каната и полимерной проволоки в осевом направлении в состоянии, когда основная часть проволочного каната и полимерная проволока проходят через намоточный канал, чтобы таким образом наматывать по спирали полимерную проволоку вокруг основной части проволочного каната, в то время как приспособление для намотки полимерной проволоки вращается.
[0011] Дополнительно, способ изготовления проволочного каната с полимерной проволокой согласно настоящему изобретению может включать выполнение перемещения приспособления для намотки полимерной проволоки вдоль основной части проволочного каната с вращением в состоянии, когда основная часть проволочного каната и полимерная проволока проходят через намоточный канал, чтобы таким образом наматывать по спирали полимерную проволоку вокруг основной части проволочного каната.
Обеспечиваемые технические результаты
[0012] Проволочный канат с полимерной проволокой, приспособление для намотки полимерной проволоки и способ изготовления проволочного каната с полимерной проволокой согласно настоящему изобретению обеспечивают возможность надежного и простого закрепления полимерной проволоки на основной части проволочного каната.
Краткое описание чертежей
[0013] На ФИГ. 1 представлена схема, иллюстрирующая проволочный канат с полимерной проволокой согласно варианту осуществления настоящего изобретения.
На ФИГ. 2 представлено поперечное сечение, иллюстрирующее форму, полученную в результате сечения проволочного каната с полимерной проволокой, показанного на ФИГ. 1, перпендикулярно направлению длины.
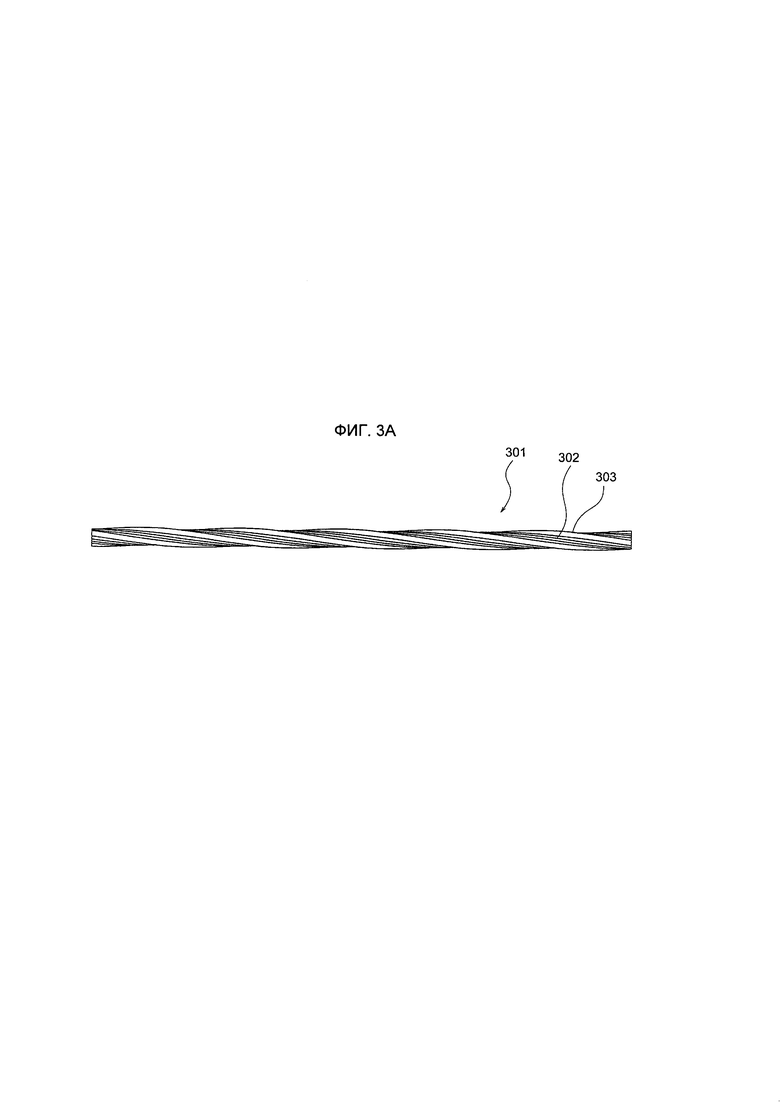
На ФИГ. 3А представлен вид спереди, иллюстрирующий проволочный канат с полимерной проволокой в соответствии с другим вариантом осуществления настоящего изобретения.
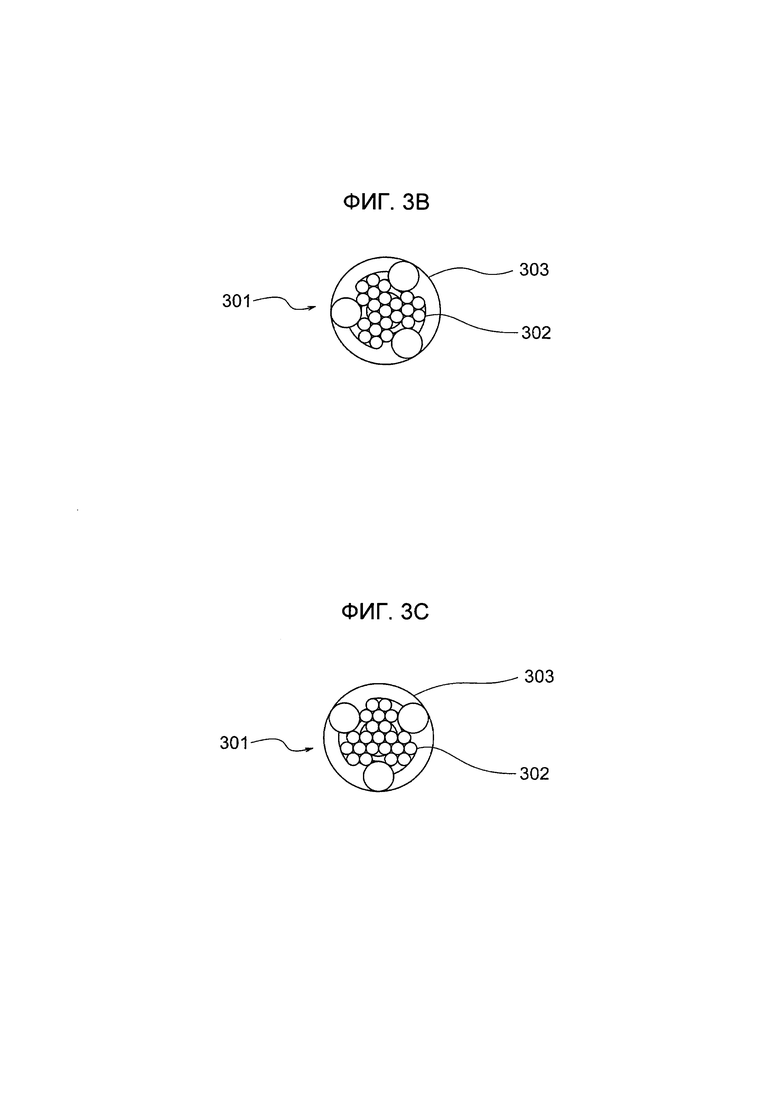
На ФИГ. 3В представлен вид справа проволочного каната с полимерной проволокой, показанного на ФИГ. 3А.
На ФИГ. 3С представлен вид слева проволочного каната с полимерной проволокой, показанного на ФИГ. 3А.
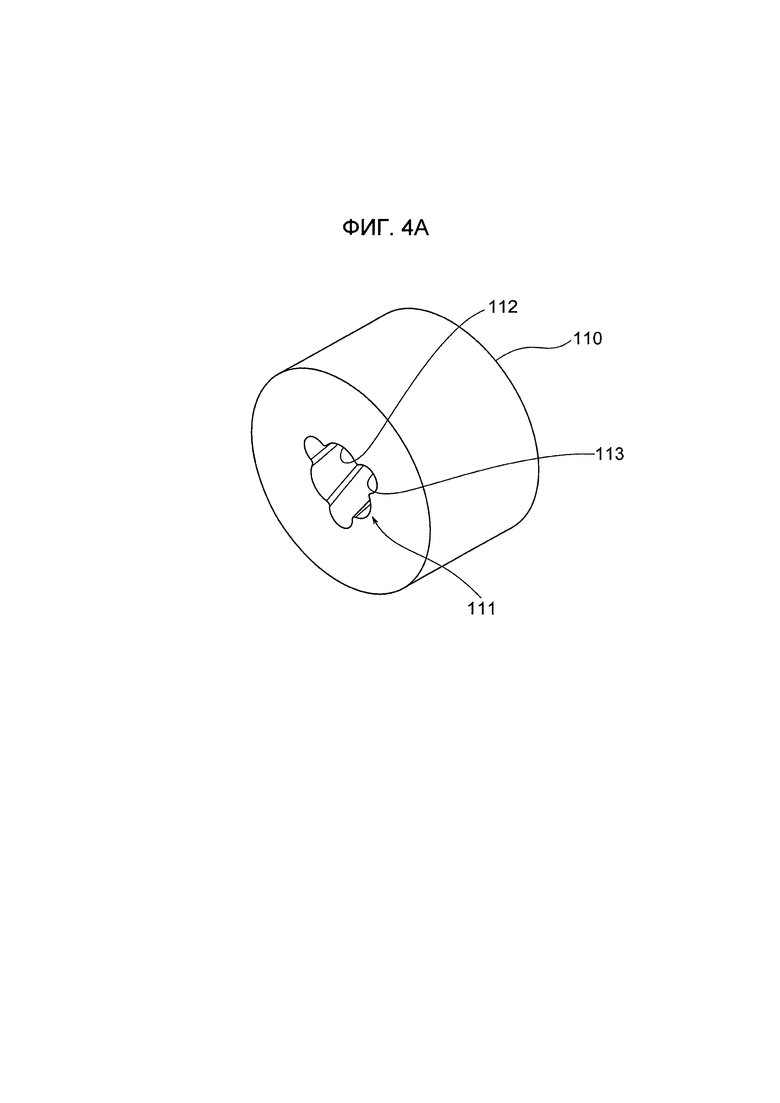
На ФИГ. 4 представлен изометрический вид, иллюстрирующий пример приспособления для намотки полимерной проволоки, используемого для намотки полимерных проволок вокруг основной части проволочного каната с полимерной проволокой, показанного на ФИГ. 1.
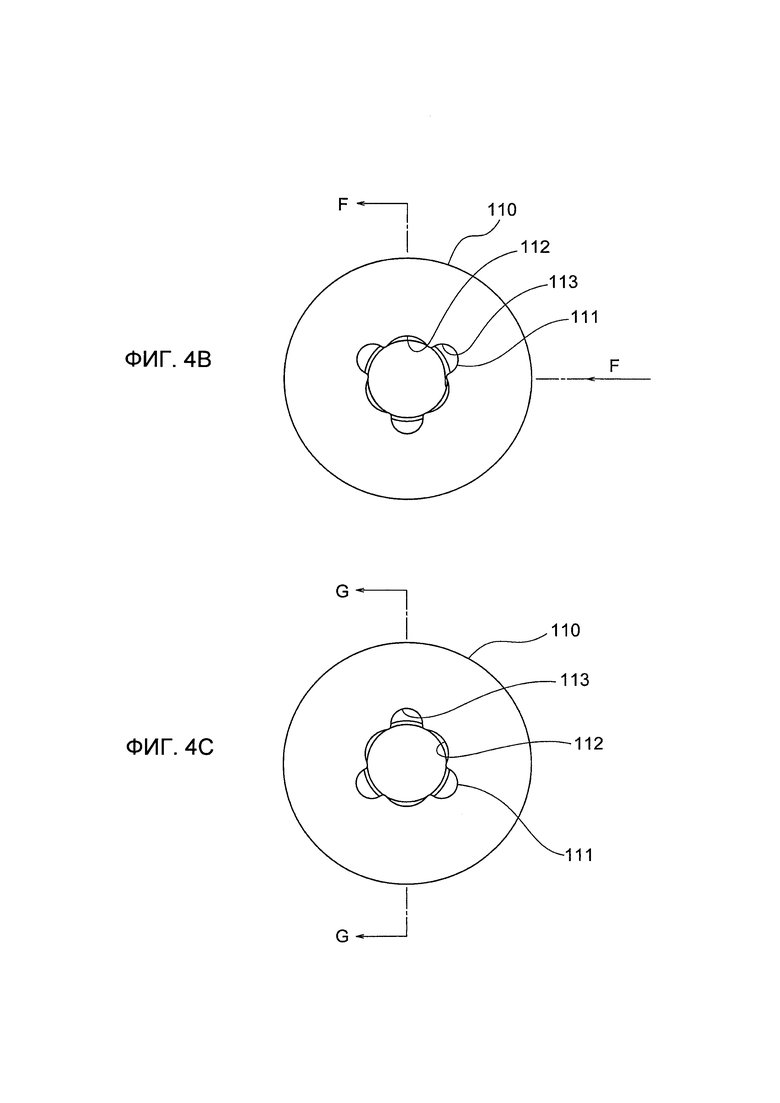
На ФИГ. 4 В представлен вид спереди приспособления для намотки полимерной проволоки, показанного на ФИГ. 4А.
На ФИГ. 4С представлен вид сзади приспособления для намотки полимерной проволоки, показанного на ФИГ. 4А.
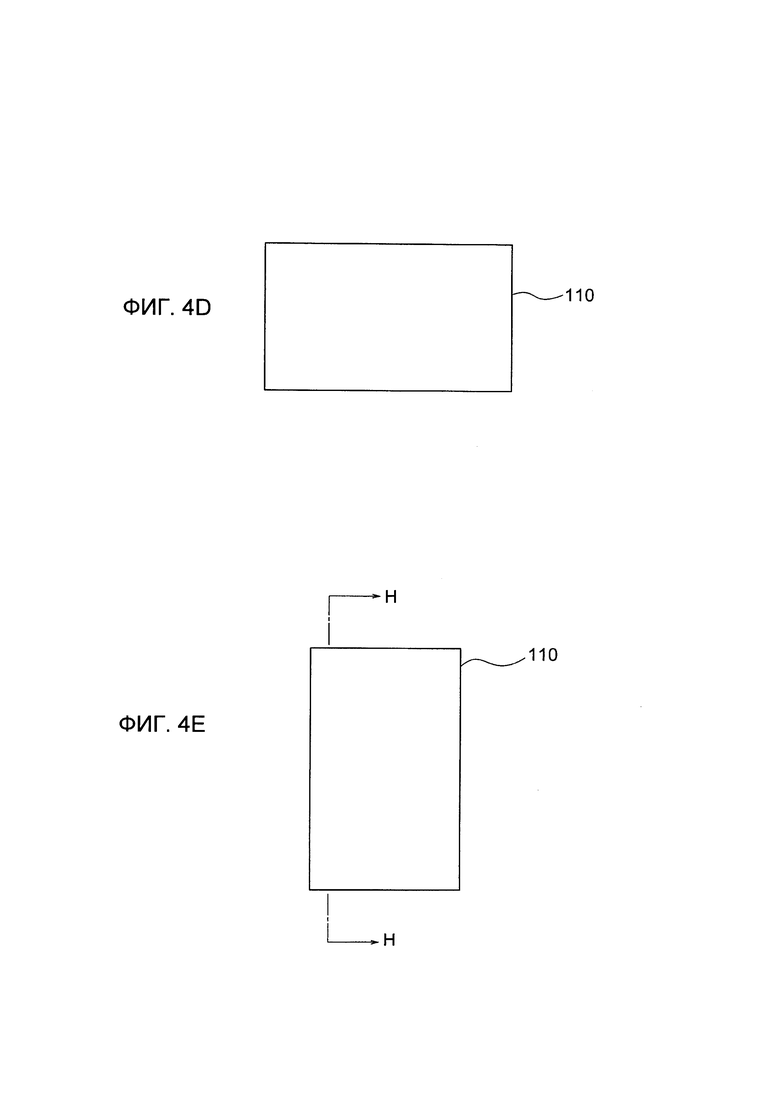
На ФИГ. 4D представлен вид сверху приспособления для намотки полимерной проволоки, показанного на ФИГ. 4А.
На ФИГ. 4Е представлен вид справа приспособления для намотки полимерной проволоки, показанного на ФИГ. 4А.
На ФИГ. 4F представлен изометрический вид, иллюстрирующий приспособление для намотки полимерной проволоки, изображенное на ФИГ. 4В, в сечении по линии F-F.
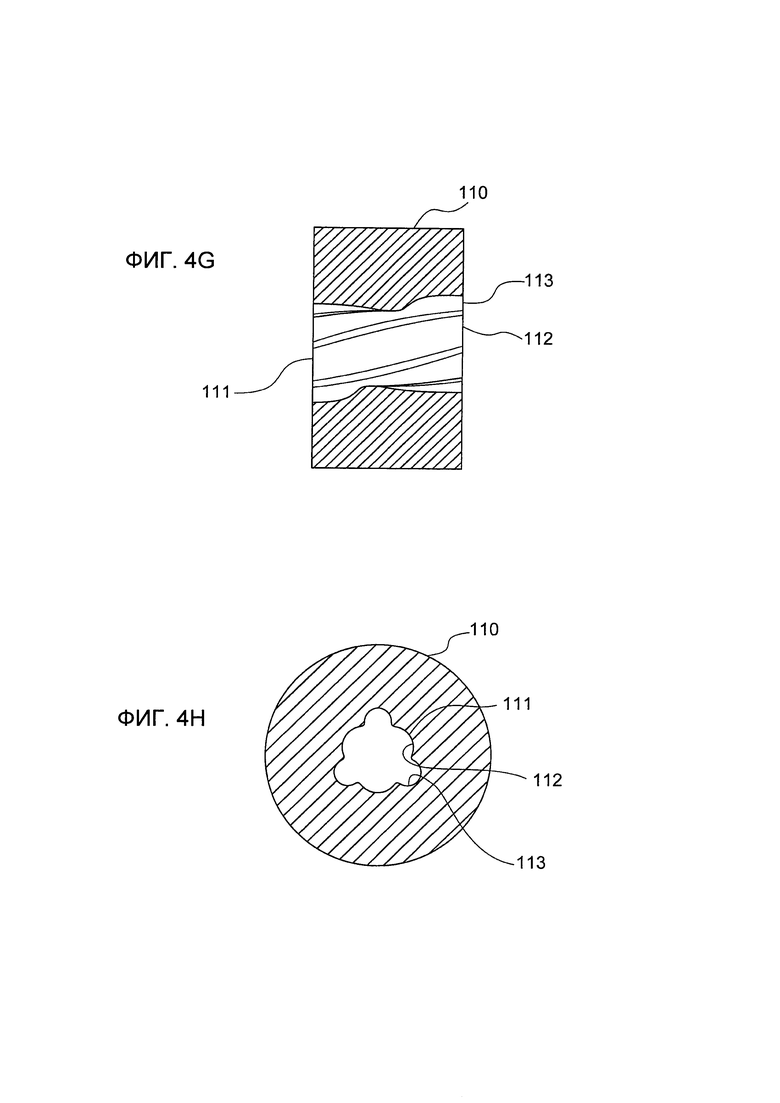
На ФИГ. 4G представлено поперечное сечение, иллюстрирующее приспособление для намотки полимерной проволоки, изображенное на ФИГ. 4С, в сечении по линии G-G.
На ФИГ. 4Н представлено поперечное сечение, иллюстрирующее приспособление для намотки полимерной проволоки, изображенное на ФИГ. 4Е, в сечении по линии Н-Н.
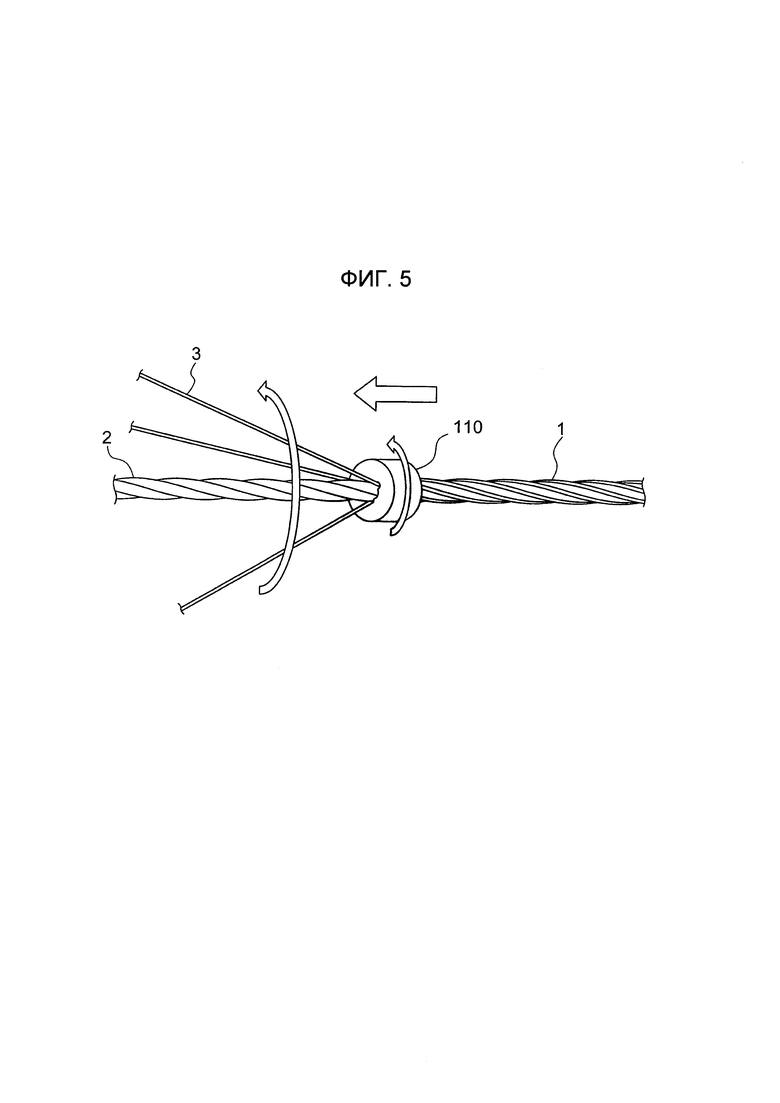
На ФИГ. 5 представлена схема, иллюстрирующая способ, в соответствии с которым полимерные проволоки намотаны вокруг основной части проволочного каната с использованием приспособления для намотки полимерной проволоки, показанного на ФИГ. 4А-4Н.
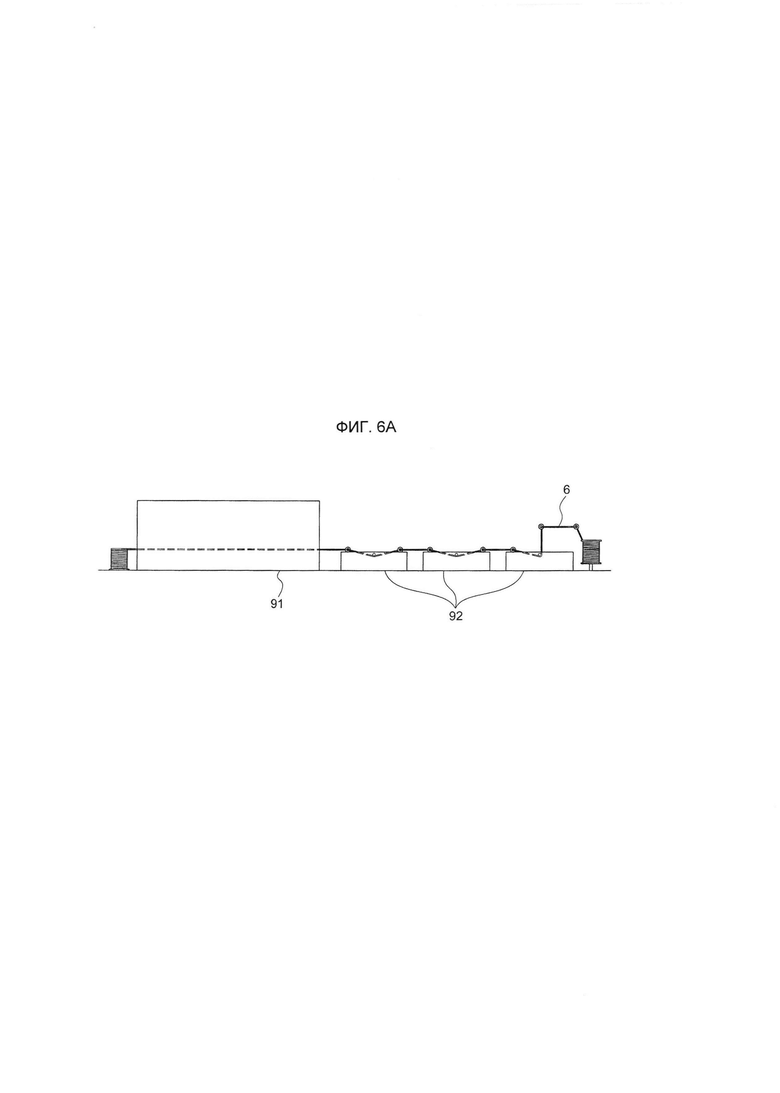
На ФИГ. 6А представлена схема, иллюстрирующая этап термической обработки и промывки проволоки в обычном процессе изготовления основной части проволочного каната.
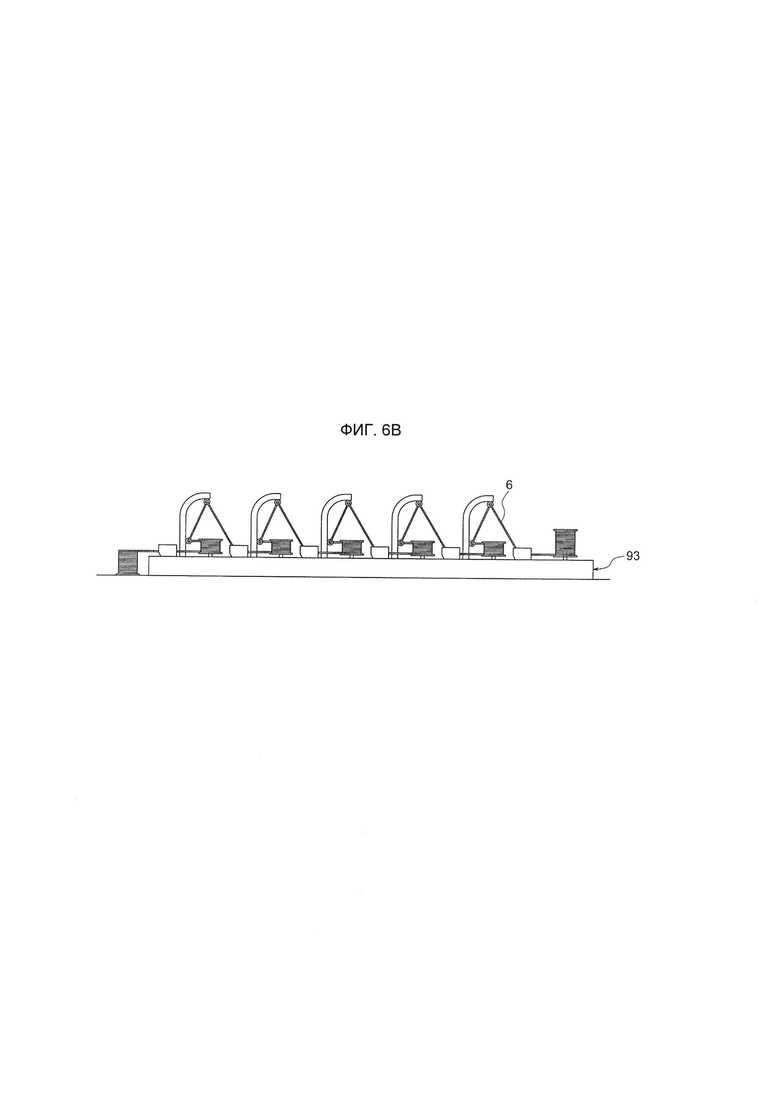
На ФИГ. 6В представлена схема, иллюстрирующая этап волочения проволоки в обычном процессе изготовления основной части проволочного каната.
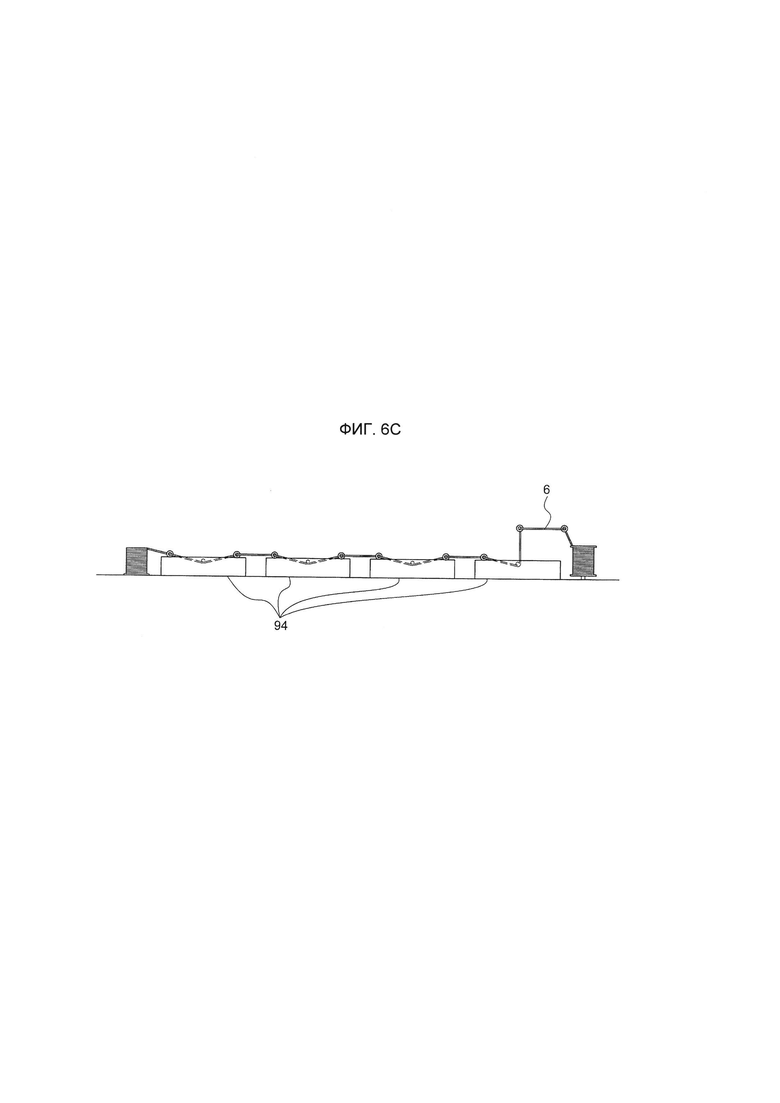
На ФИГ. 6С представлена схема, иллюстрирующая этап нанесения покрытия на проволоку в обычном процессе изготовления основной части проволочного каната.
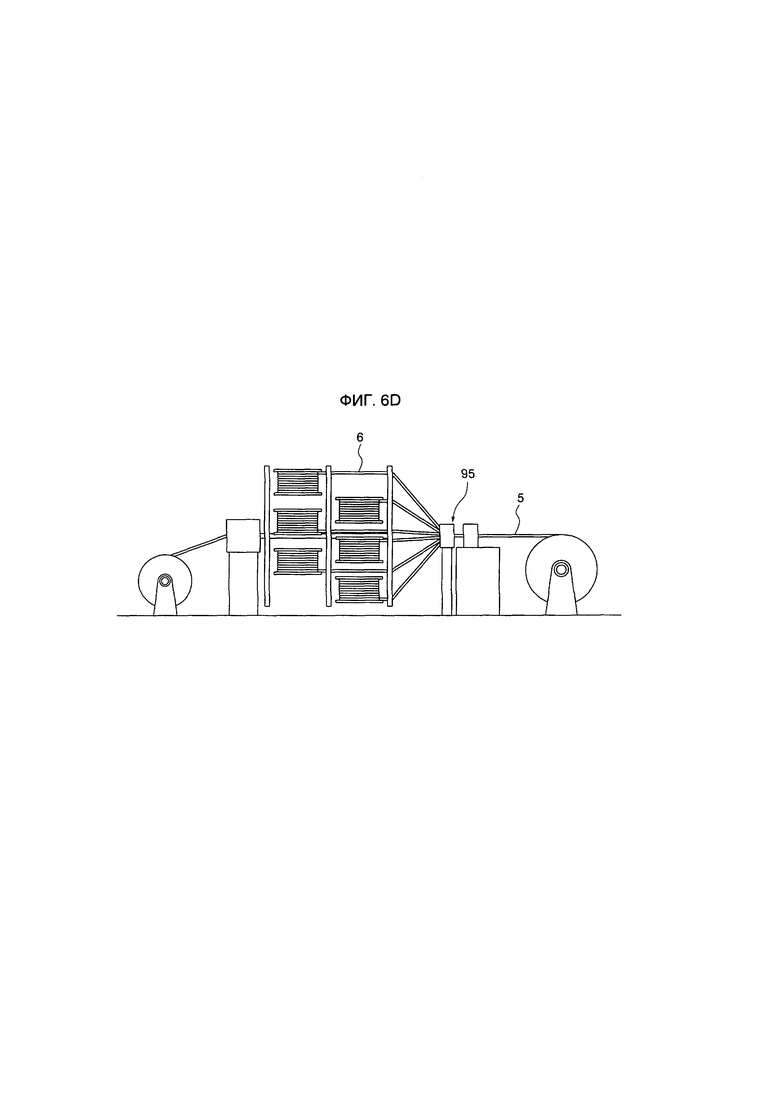
На ФИГ. 6D представлена схема, иллюстрирующая этап формирования прядей посредством скручивания проволок в обычном процессе изготовления основной части проволочного каната.
На ФИГ. 6Е представлена схема, иллюстрирующая этап изготовления каната в обычном процессе изготовления основной части проволочного каната.
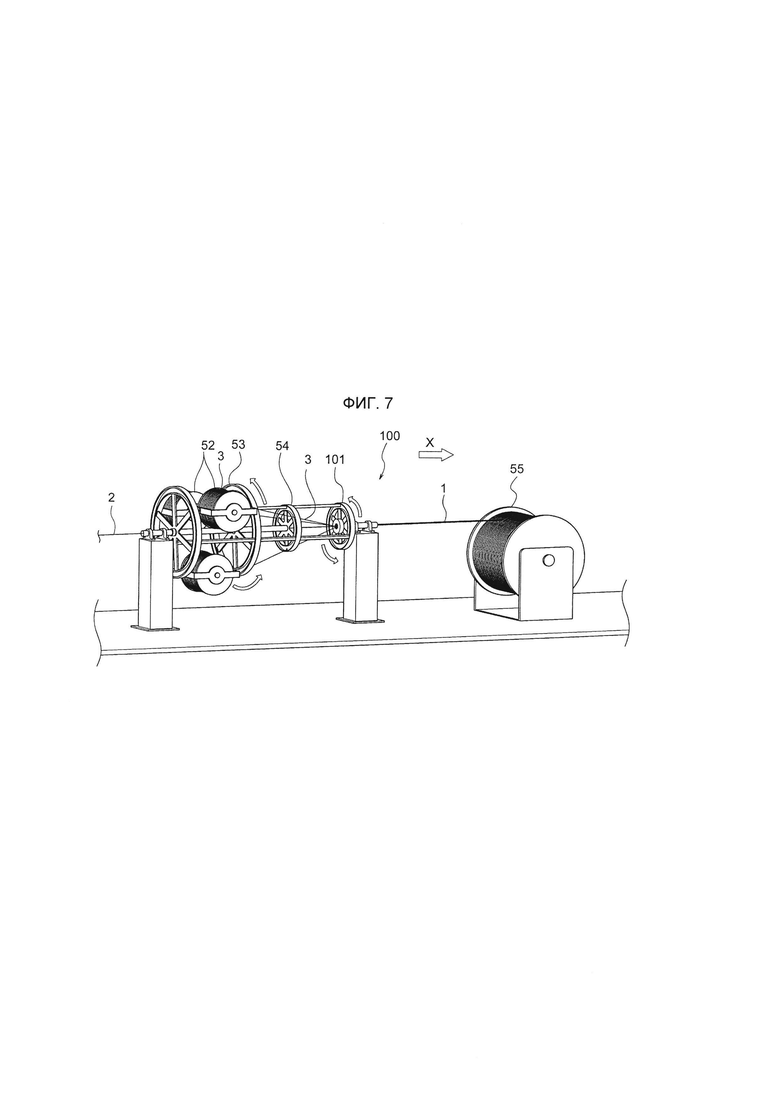
На ФИГ. 7 представлен изометрический вид, иллюстрирующий намоточное устройство, используемое в способе изготовления проволочного каната с полимерной проволокой согласно варианту 1 осуществления настоящего изобретения.
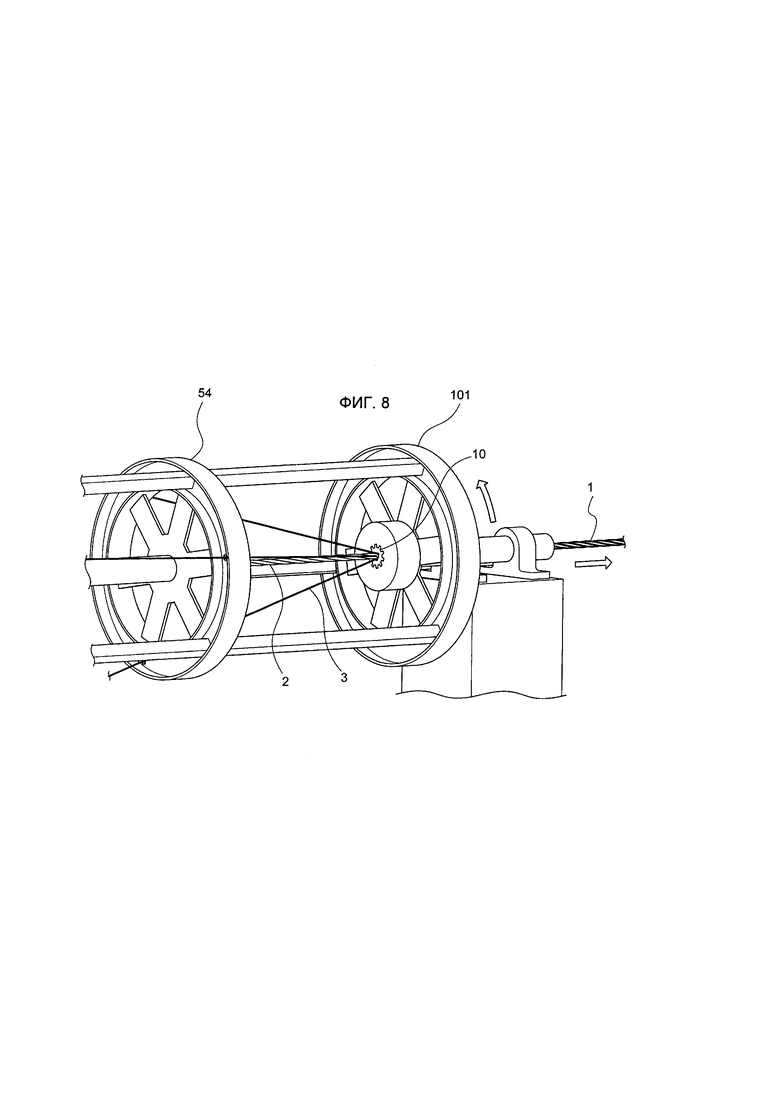
На ФИГ. 8 представлен изометрический вид, иллюстрирующий увеличение узла намотки полимерной проволоки намоточного устройства по ФИГ. 7.
На ФИГ. 9 представлен изометрический вид, иллюстрирующий приспособление для намотки полимерной проволоки, используемое в намоточном устройстве, изображенном на ФИГ. 7.
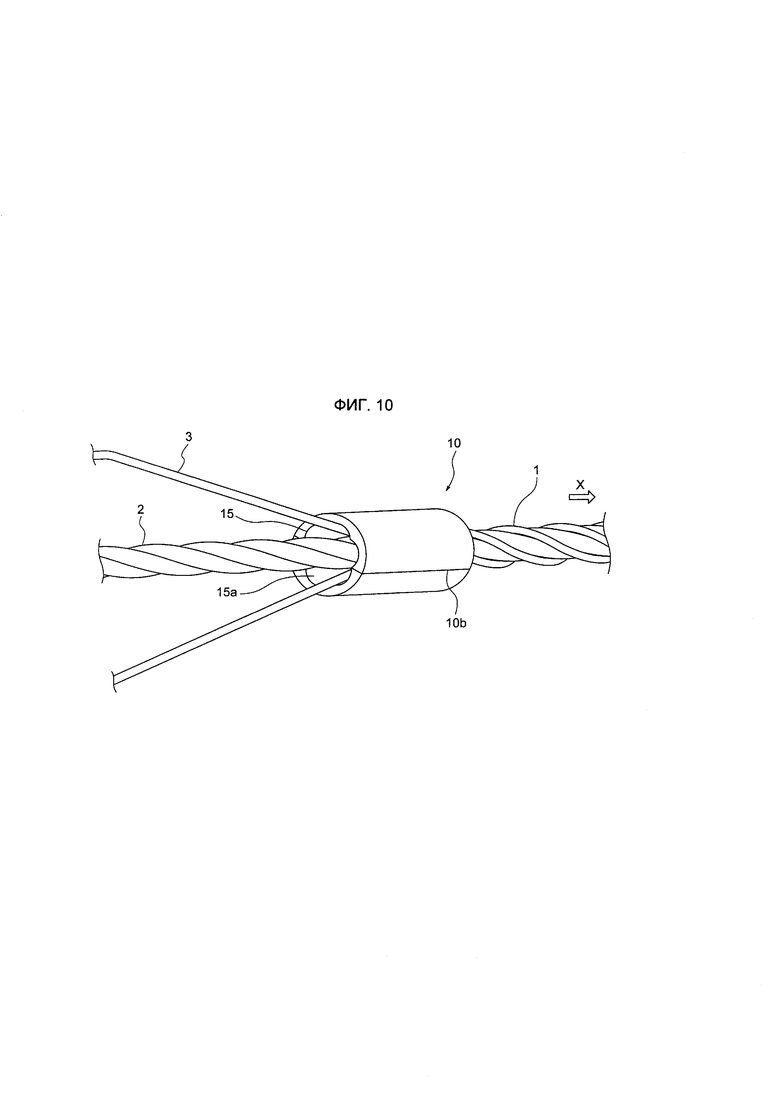
На ФИГ. 10 представлен изометрический вид, иллюстрирующий взаимосвязь между полимерными проволоками и краем приемного отверстия намоточного канала в приспособлении для намотки полимерной проволоки, изображенном на ФИГ. 9.
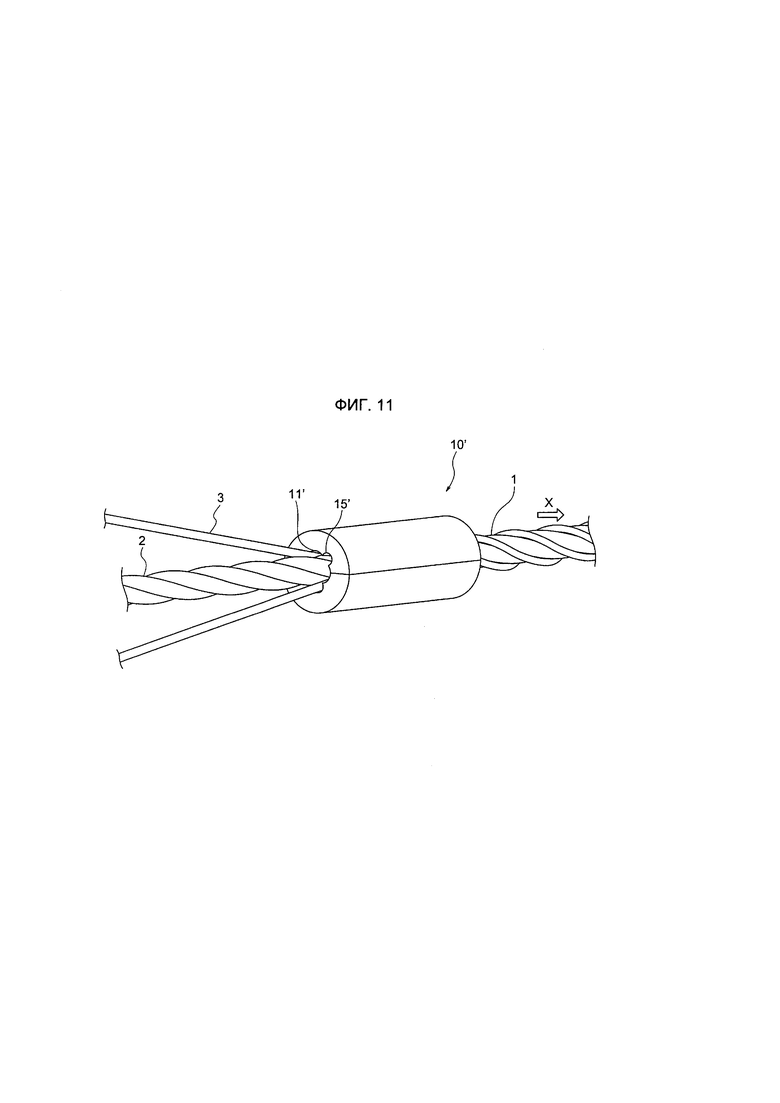
На ФИГ. 11 представлен изометрический вид, иллюстрирующий край приемного отверстия намоточного канала приспособления для намотки полимерной проволоки в соответствии с другим примером.
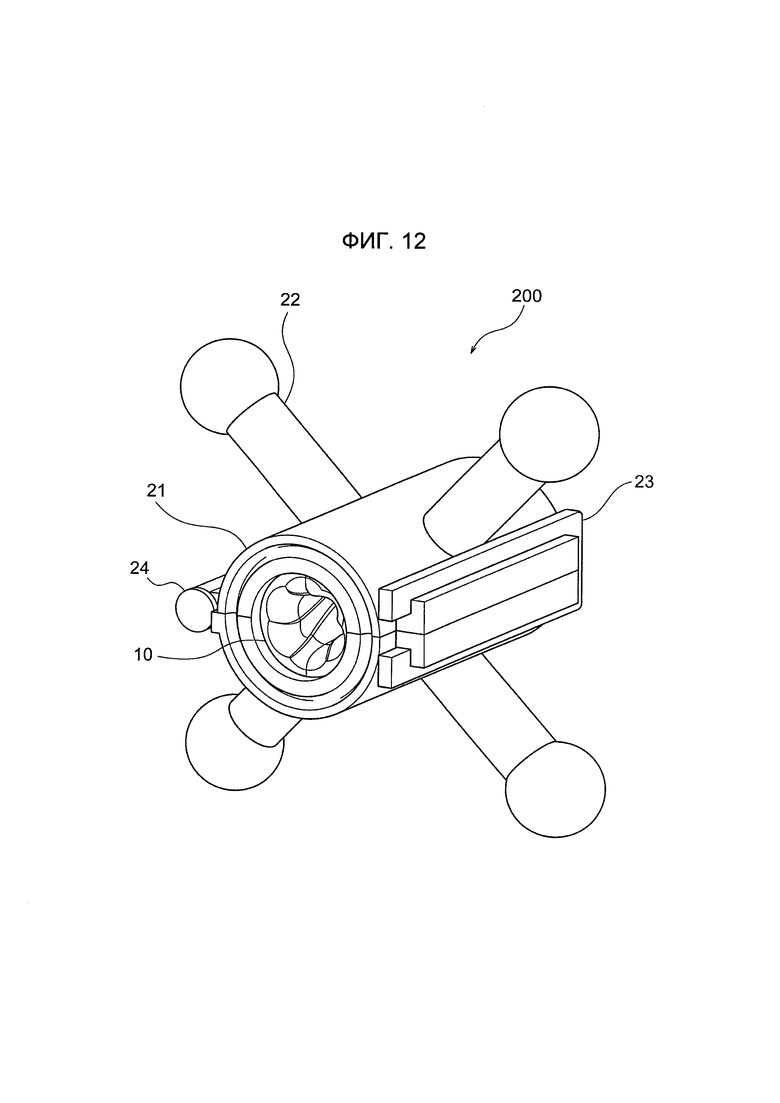
На ФИГ. 12 представлен изометрический вид, иллюстрирующий намоточное устройство ручного типа, используемое в способе изготовления проволочного каната с полимерной проволокой согласно варианту 2 осуществления настоящего изобретения.
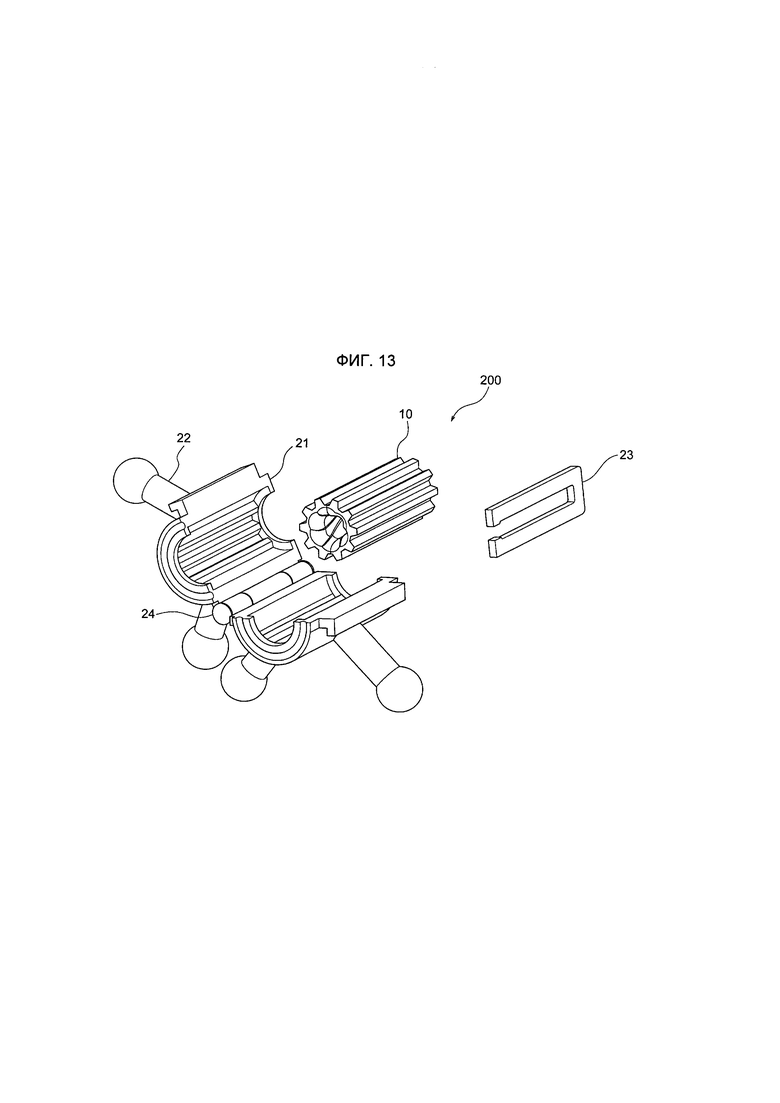
На ФИГ. 13 представлен изометрический вид в разобранном виде намоточного устройства ручного типа, изображенного на ФИГ. 12.
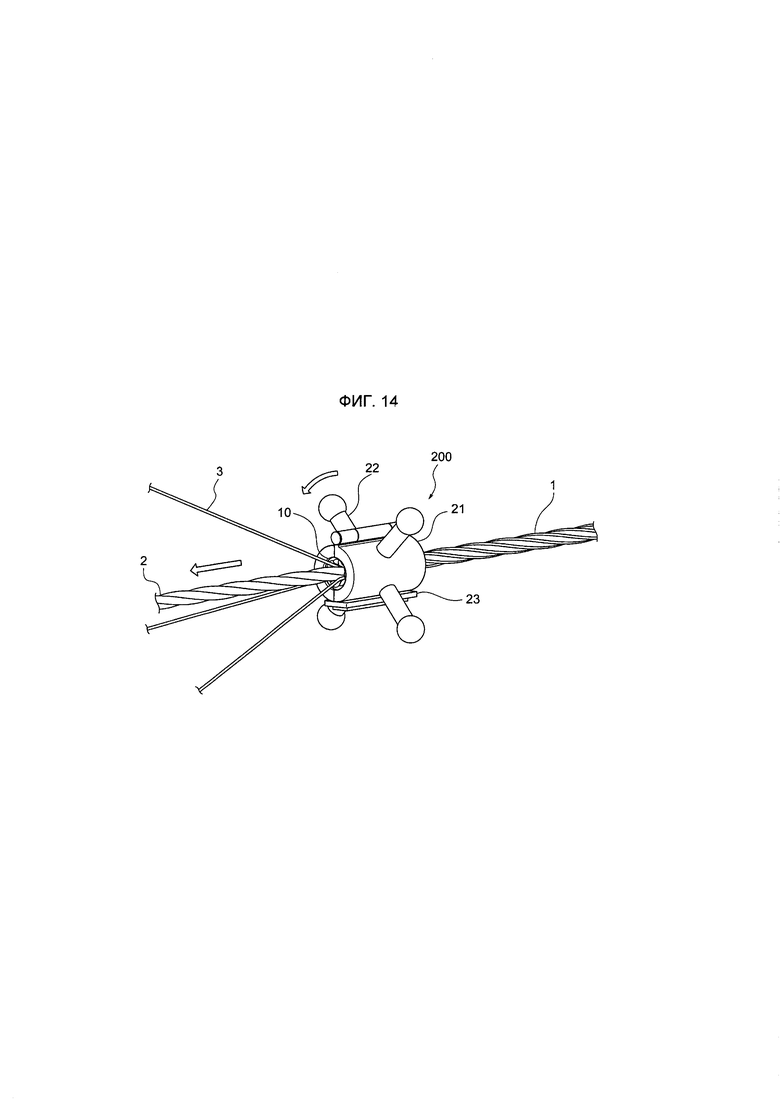
На ФИГ. 14 представлен изометрический вид, иллюстрирующий намотку полимерных проволок вокруг основной части проволочного каната, с использованием намоточного устройства ручного типа, изображенного на ФИГ. 12.
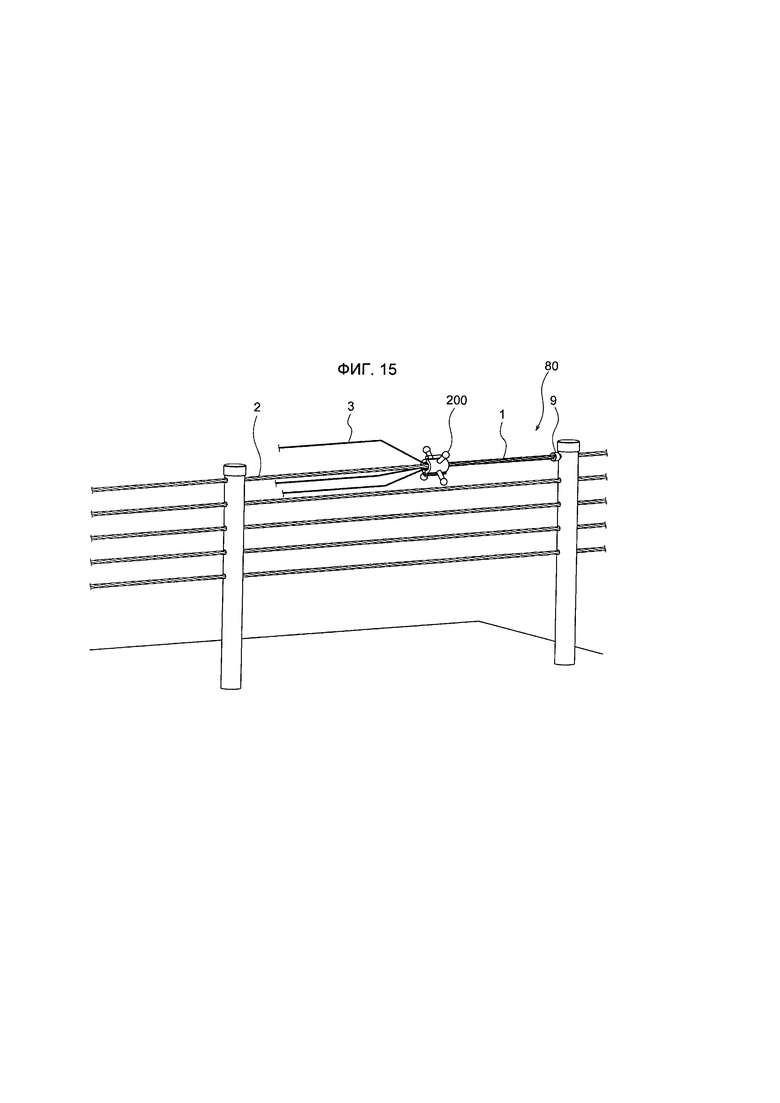
На ФИГ. 15 представлен изометрический вид, иллюстрирующий закрепление полимерных проволок вокруг основной части проволочного каната существующего тросового ограждения, с использованием намоточного устройства ручного типа, изображенного на ФИГ. 12.
На ФИГ. 16 представлен изометрический вид, иллюстрирующий обработку концевой части проволочного каната с полимерной проволокой в тросовом ограждении, вокруг которого намотаны полимерные проволоки, с использованием намоточного устройства ручного типа, изображенного на ФИГ. 12.
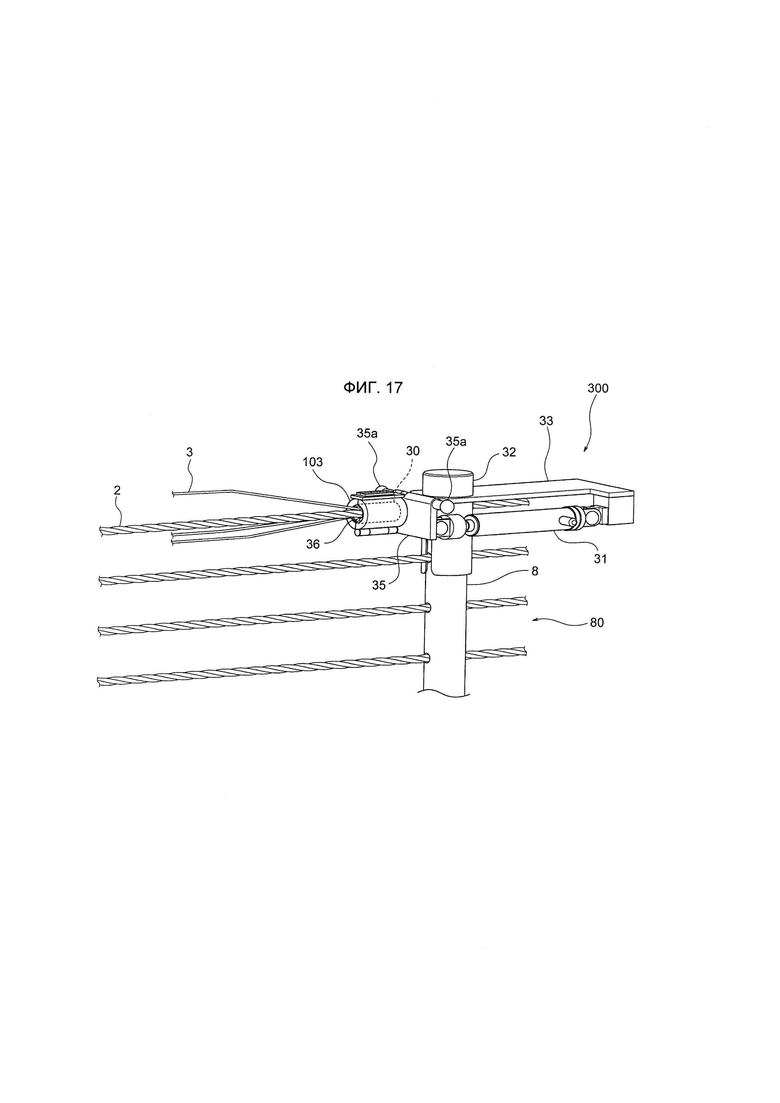
На ФИГ. 17 представлен изометрический вид, иллюстрирующий намоточное устройство цилиндрического типа, используемое в способе изготовления проволочного каната с полимерной проволокой согласно варианту осуществления 3 настоящего изобретения.
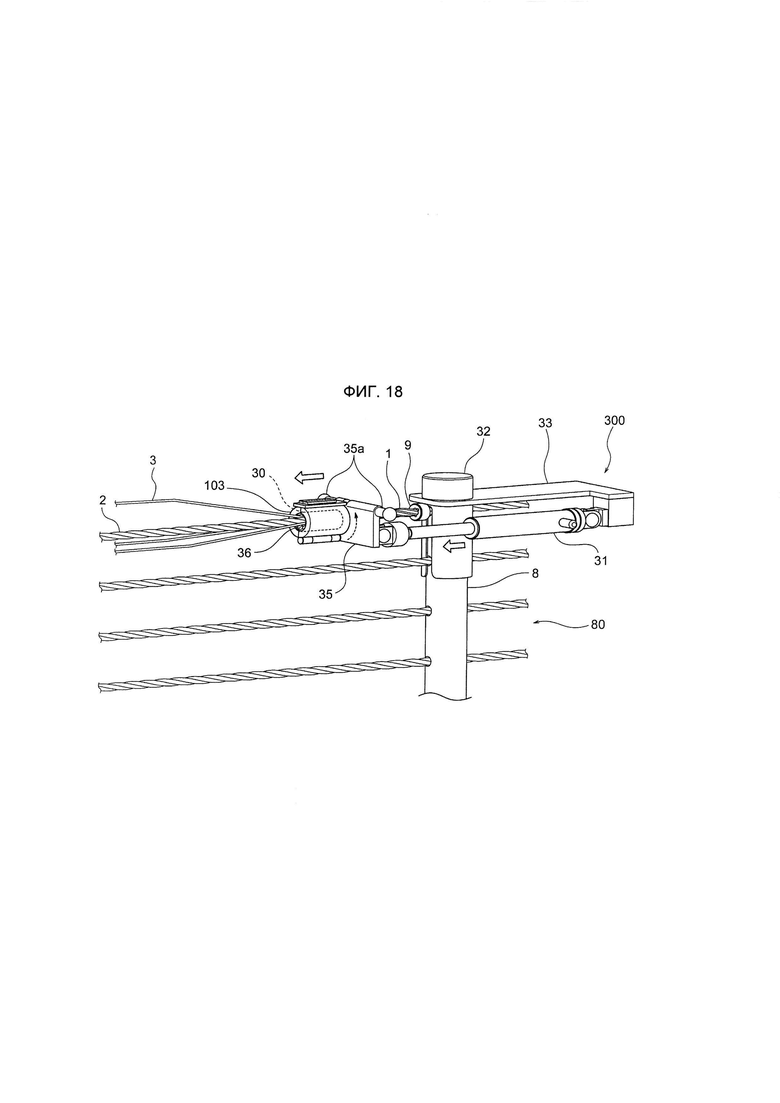
На ФИГ. 18 представлен изометрический вид в разобранном виде, иллюстрирующий работу намоточного устройства цилиндрического типа, изображенного на ФИГ. 17.
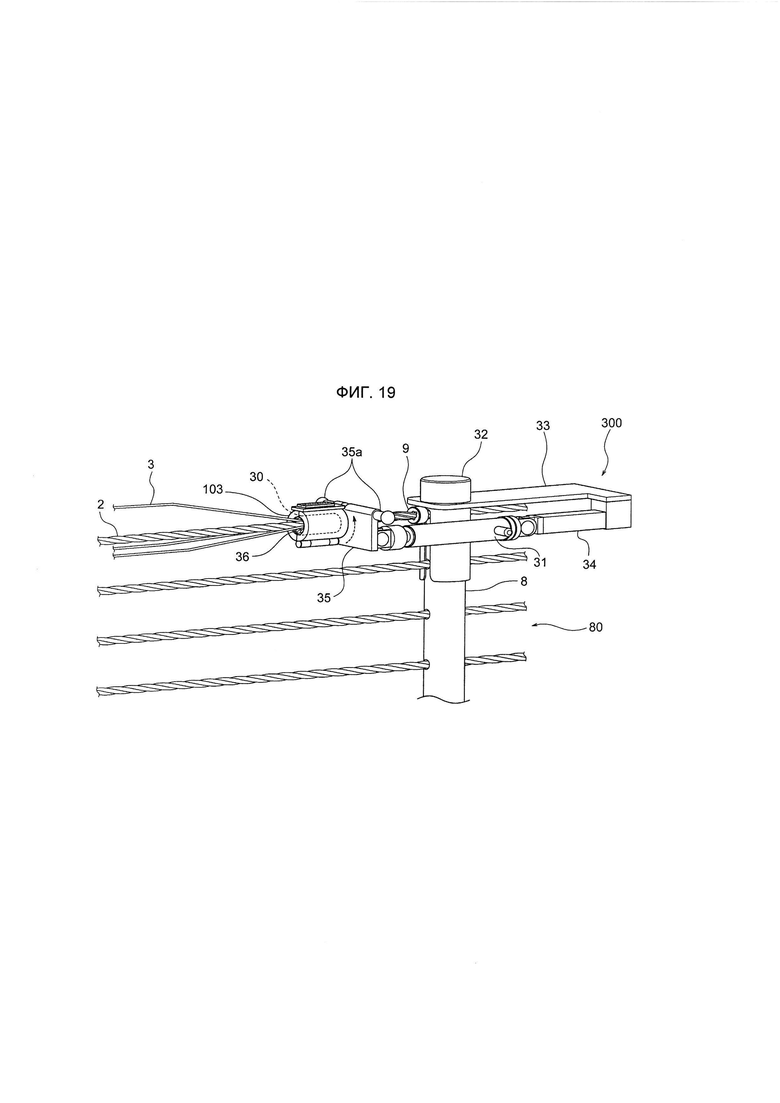
На ФИГ. 19 представлен изометрический вид, иллюстрирующий прикрепление удлинительного стержня к намоточному устройству цилиндрического типа, изображенному на ФИГ. 17.
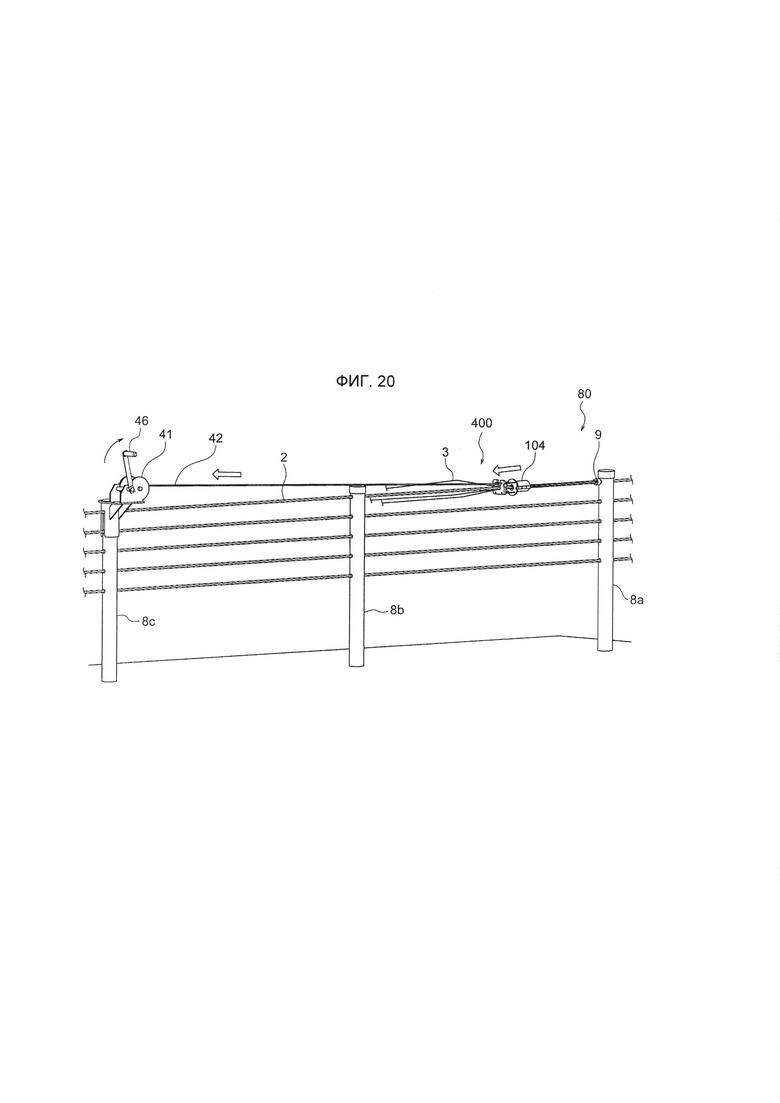
На ФИГ. 20 представлен изометрический вид, иллюстрирующий намоточное устройство лебедочного типа, используемое в способе изготовления проволочного каната с полимерной проволокой согласно варианту 4 осуществления настоящего изобретения.
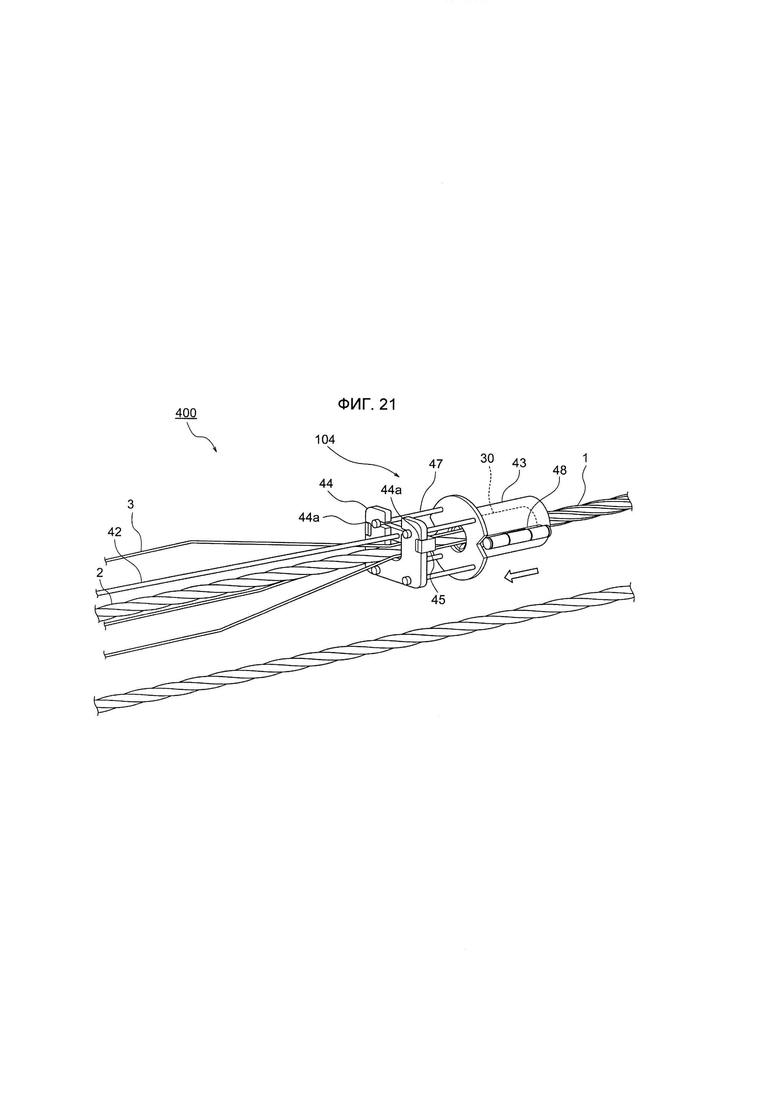
На ФИГ. 21 представлен изометрический вид, иллюстрирующий узел намотки полимерной проволоки в намоточном устройстве лебедочного типа, изображенном на ФИГ. 20.
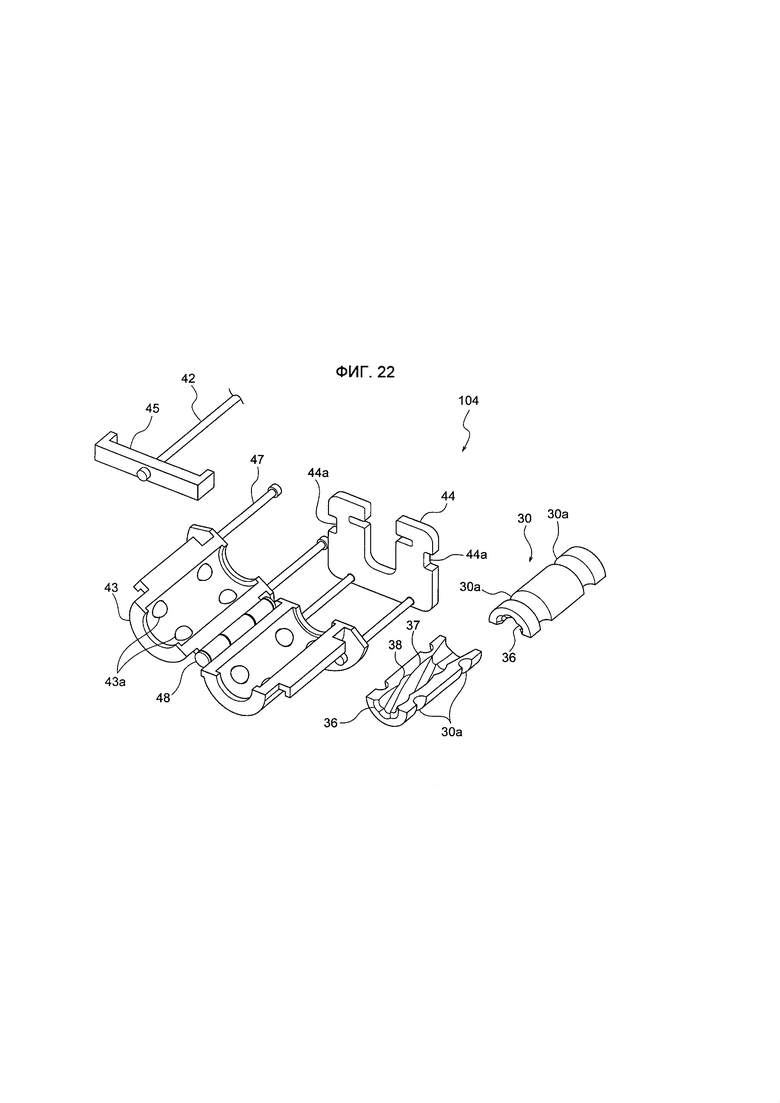
На ФИГ. 22 представлен изометрический вид в разобранном виде узла намотки полимерной проволоки намоточного устройства лебедочного типа, изображенного на ФИГ. 21.
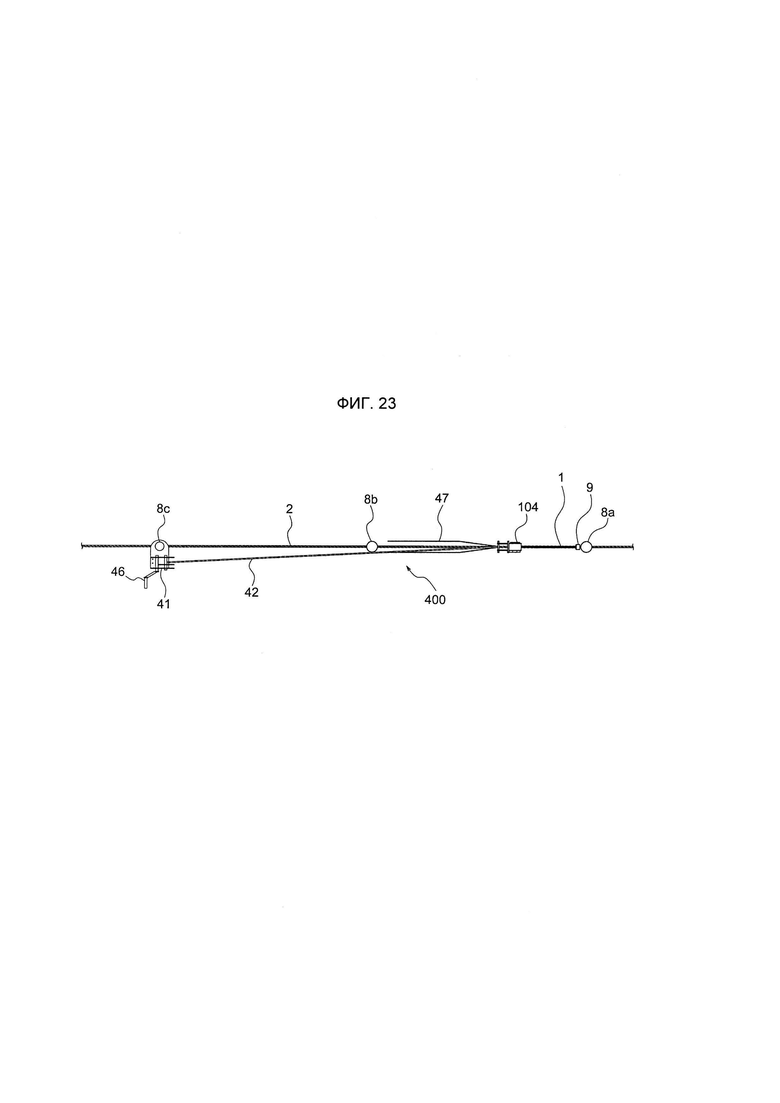
На ФИГ. 23 представлена схема, иллюстрирующая взаимное расположение между лебедкой намоточного устройства лебедочного типа, изображенного на ФИГ. 20 и наматываемой частью полимерной проволоки.
Описание вариантов осуществления
[0014] Проволочный канат с полимерной проволокой Конкретная конструкция проволочного каната 1 с полимерной проволокой будет сначала пояснена со ссылкой на ФИГ. 1 и 2.
Как показано на ФИГ. 1, проволочный канат 1 с полимерной проволокой имеет основную часть 2 проволочного каната и три полимерные проволоки 3 намотанные по спирали вокруг основной части 2 проволочного каната. Как показано на ФИГ. 2, основная часть 2 проволочного каната получается в результате скручивания вместе трех прядей 5а, 5b, 5с. Каждая из прядей 5а, 5b, 5с сформирована посредством скручивания вместе проволок 6. Полимерные проволоки 3 намотаны вокруг основной части 2 проволочного каната вдоль соответствующих углублений 2а, расположенных между прядями 5а, 5b, 5с. Полимерные проволоки 3 выполнены выступающими наружу в радиальном направлении за виртуальный круг R, проведенный по контуру прядей 5а, 5b, 5с.
Полимерные проволоки 3 представляют собой проволоки, образованные посредством экструзионного формования смолы, содержащей фосфоресцентную добавку.
[0015] Таким образом, проволочный канат 1 с полимерной проволокой снабжен основной частью 2 проволочного каната, полученной в результате скручивания вместе прядей 5а, 5b, 5с, и полимерными проволоками 3, намотанными по спирали вокруг основной части 2 проволочного каната вдоль углублений 2а между прядями 5а, 5b, 5с. Следовательно, для изготовления проволочного каната 1 с полимерной проволокой достаточно намотать полимерные проволоки 3 вокруг готовой основной части 2 проволочного каната, и, таким образом, проволочный канат из полимерной проволоки 1 может быть изготовлен более простым способом. Кроме того, полимерные проволоки 3 могут быть намотаны без воздействия тепла во время изготовления основной части 2 проволочного каната, и, соответственно, полимерные проволоки 3 могут быть более надежно закреплены на основной части 2 каната. Полимерные проволоки 3 намотаны вдоль углублений 2а между прядями 5а, 5b, 5с основной части 2 проволочного каната и, следовательно, полимерные проволоки 3 могут быть закреплены на основной части 2 проволочного каната более прочно. Кроме того, поскольку полимерные проволоки 3 намотаны вдоль углублений 2а между прядями 5а, 5b, 5с основной части 2 проволочного каната, форма поперечного сечения проволочного каната 1 с полимерной проволокой близка к круглой форме с небольшими неровностями на поверхности. Соответственно, при использовании проволочного каната 1 с полимерной проволокой в устройстве, снабженном шкивом, например, в гондолах или канатных дорогах, не происходит защемления проволочного каната 1 с полимерной проволокой, и в результате движение шкива происходит плавно, с пониженной вибрацией и шумом.
[0016] Полимерные проволоки 3 выполнены из смолы, которая содержит фосфоресцентную добавку и, следовательно, излучает свет в темных местах. Если проволочный канат 1 с полимерной проволокой используется в качестве тросового ограждения на автомагистралях или т.п., сигнальные элементы могут быть видны также в условиях плохой видимости, например, в ночное время или в дождливую погоду.
Смола, которая образует полимерную проволоку 3, не ограничен смолой, содержащей фосфоресцентную добавку. В частности, видимость проволочного каната 1 с полимерной проволокой может быть улучшена, и также можно получить эффект направления взгляда в случаях, когда полимерные проволоки 3 окрашены, например, в желтый или белый цвет.
[0017] Полимерные проволоки 3 предусмотрены в положениях, когда они выступают наружу в радиальном направлении за пряди 5а, 5b, 5с основной части 2 проволочного каната. Поэтому даже при установке металлического соединительного элемента снаружи, например, на концах проволочного каната 1 с полимерной проволокой, полимерные проволоки 3 оказываются размещенными внутри, создавая тем самым состояние, в котором соединительный элемент и основная часть 2 проволочного каната не находятся в контакте; в результате предотвращается гальваническая коррозия.
В данном варианте осуществления полимерные проволоки 3 выполнены выступающими наружу в радиальном направлении за виртуальный круг R, проведенный по контуру прядей 5а, 5b, 5 с, но вариант осуществления не ограничен этим, и полимерные проволоки 3 могут быть предусмотрены внутри виртуального круга R.
[0018] Полимерные проволоки 3 представляют собой проволоки, образованные посредством экструзионного формования смолы, но не ограничены этим, и могут быть проволоками, получаемыми в результате покрытия железных проволок смолой. Прочность проволочного каната 1 с полимерной проволокой может быть дополнительно увеличена, если в качестве материала сердечника полимерные проволоки 3 содержат стальные проволоки. Стальные проволоки, являющиеся материалом сердечника таких полимерных проволок 3, покрыты смолой и, соответственно, не подвергаются гальванической коррозии, даже если они намотаны на основную часть 2 проволочного каната, выполненного из нержавеющей стали.
[0019] Полимерные проволоки 3 могут быть проволоками, у которых поверхность медной проволоки или нихромовой проволоки, служащая материалом сердечника, покрыта смолой. В этом случае, медная проволока или нихромовая проволока, служащая материалом сердечника, при подаче напряжения вырабатывает тепло, и полимерные проволоки 3 выполняют функцию греющих кабелей. Таким образом, становится возможным предотвратить накопление снега, когда проволочный канат 1 с полимерной проволокой используется в снежных районах.
[0020] Проволочный канат с полимерной проволокой согласно настоящему изобретению может быть проволочным канатом 301 с полимерной проволокой, имеющим основную часть 302 проволочного каната и полимерные проволоки 303, намотанные вокруг основной части 302 проволочного каната, как показано на ФИГ. 3А-3С. Размеры основной части 302 проволочного каната и полимерных проволок 303 проволочного каната 301 с полимерной проволокой и размеры основной части 2 проволочного каната и полимерных проволок 3 проволочного каната 1 с полимерной проволокой различны, но конструкции идентичны. Таким образом, основная часть 302 проволочного каната сформирована посредством скручивания вместе трех прядей, и полимерные проволоки
303 намотаны по спирали вокруг основной части 302 проволочного каната вдоль углублений между прядями.
На ФИГ. 3А представлен вид спереди проволочного каната 301 с полимерной проволокой, причем на ФИГ. 3А форма проволочного каната 301 с полимерной проволокой непрерывна в направлении слева направо. Форма проволочного каната 301 с полимерной проволокой, показанного на ФИГ. 3А, аналогичным образом повторяется в направлении длины проволочного каната 301 с полимерной проволокой также на виде сзади, виде сверху и виде снизу проволочного каната 301 с полимерной проволокой.
[0021] Приспособление для намотки полимерной проволоки На ФИГ. 4А-4Н и 5 показано приспособление 110 для намотки полимерной проволоки в качестве примера основной формы инструмента для намотки полимерных проволок 3 вокруг основной части 2 проволочного каната. На ФИГ. 4D представлен вид сверху приспособления 110 для намотки полимерной проволоки, и на виде снизу изображена такая же форма. На ФИГ. 4Е представлен вид справа приспособления 110 для намотки полимерной проволоки, и на виде слева изображена такая же форма.
Как показано на ФИГ. 4А, приспособление 110 для намотки полимерной проволоки имеет по существу цилиндрическую форму. Как показано на ФИГ. 4В и 4С, намоточный канал 111 сформирован в центральной части приспособления 110 для намотки полимерной проволоки. На внутренней периферийной поверхности намоточного канала 111 сформированы канавки 112 для прядей, надлежащим образом соответствующие прядям 5а, 5b, 5с, и канавки 113 для полимерной проволоки, надлежащим образом соответствующие полимерным проволокам 3. То есть пряди 5а, 5b, 5с могут вставляться в соответствующие канавки 112 для прядей, а полимерные проволоки 3 могут вставляться в соответствующие канавки 113 для полимерной проволоки. Как показано на ФИГ. 4F и 4G, канавки 112 для прядей и канавки 113 для полимерной проволоки образованы по спирали в направлении скручивания каната 1 с полимерной проволокой.
[0022] Как показано на ФИГ. 5, вызывают перемещение приспособления 110 для намотки полимерной проволоки относительно основной части 2 проволочного каната с вращением; в результате, путем намотки полимерных проволок 3 вокруг основной части 2 проволочного каната может быть изготовлен проволочный канат 1 с полимерной проволокой. Таким образом, проволочный канат 1 с полимерной проволокой может быть изготовлен эффективно и простым образом за счет использования приспособления 110 для намотки полимерной проволоки, чтобы намотать полимерные проволоки 3 вокруг основной части 2 проволочного каната.
[0023] В тех случаях, когда полимерные проволоки 3 намотаны вокруг основной части 2 проволочного каната вручную без использования приспособления 110 для намотки полимерной проволоки, существует вероятность различий при исполнении в зависимости от оператора, а также вероятность того, что полимерные проволоки 3 будут выступать из основной части 2 проволочного каната. В противоположность этому, благодаря использованию приспособления 110 для намотки полимерной проволоки обеспечивается возможность намотки полимерных проволок 3 вокруг основной части 2 проволочного каната без зазоров и надежным исполнением.
Кроме того, ручная намотка полимерных проволок 3 ограничена одной проволокой за раз, что влечет за собой увеличение времени операции. Однако благодаря использованию приспособления 110 для намотки полимерной проволоки, вокруг основной части 2 каната можно наматывать множество полимерных проволок 3 вместе, как показано на ФИГ. 5. В результате время работы, необходимое для изготовления проволочного каната 1 с полимерной проволокой, может быть сокращено.
Кроме того, при ручной намотке полимерных проволок 3 необходимо одновременно обрабатывать вручную еще не намотанные полимерные проволоки 3; в результате возникает ситуация, когда руки неизбежно должны отпускать уже намотанные участки во время операции намотки. В результате полимерные проволоки 3 на уже намотанном участке упруго отходят назад и отделяются от основной части 2 проволочного каната. Затем может потребоваться некоторое время для выполнения на этом участке повторной намотки вокруг основной части 2 проволочного каната. С другой стороны, при использовании приспособления 110 для намотки полимерной проволоки намотанные полимерные проволоки 3 прижимаются приспособлением 110 для намотки полимерной проволоки; в результате, проблема упругого отхода уменьшается и эффективность работы повышается.
[0024] Способ изготовления проволочного каната с полимерной проволокой
На ФИГ. 6А-6Е показан обычный процесс изготовления основной части 2 проволочного каната.
Как показано на ФИГ. 6А, проволоки 6 основной части 2 проволочного каната сначала подвергают термической обработке в специальной печи 91 для термической обработки, после чего проволоки 6 промывают, пропуская через ванны 92 с соляной кислотой. После этого проволоки 6 протягивают машиной 93 непрерывной протяжки, как показано на ФИГ. 6В. Затем на проволоки 6 наносят покрытие в ваннах 94 для покрытия, как показано на ФИГ. 6С. Множество проволок 6 затем скручивают вместе при помощи скруточной машины 95 для получения пряди 5, как показано на ФИГ. 6D. Множество прядей 5 затем скручивают вместе и превращают в канат, используя машину 96 для изготовления канатов, с образованием основной части 2 проволочного каната, как показано на ФИГ. 6Е.
[0025] Варианты осуществления 1-4 способа изготовления проволочного каната 1 с полимерной проволокой будут объяснены далее на основе ФИГ. 7-23.
Вариант 1 осуществления
Как показано на ФИГ. 7, намоточное устройство 100, используемое для изготовления проволочного каната 1 с полимерной проволокой, снабжено держателем 53 полимерной проволоки, узлом 54 предотвращения прогиба и узлом 101 намотки полимерной проволоки. Основная часть 2 проволочного каната проходит через центры держателя 53 полимерной проволоки, узла 54 предотвращения прогиба и узла 101 намотки полимерной проволоки намоточного устройства 100. Держатель 53 полимерной проволоки содержит три барабана 52 полимерной проволоки. Барабаны 52 полимерной проволоки удерживают соответствующие полимерные проволоки 3. Полимерные проволоки 3, подаваемые барабанами 52 полимерной проволоки, проходят через узел 54 предотвращения прогиба и наматываются вокруг основной части 2 проволочного каната в узле 101 намотки полимерной проволоки. Полученный проволочный канат 1 с полимерной проволокой поступает на барабан 55 для готового продукта. Держатель 53 полимерной проволоки, узел 54 предотвращения прогиба и узел 101 намотки полимерной проволоки соединены друг с другом как единое целое и выполнены с возможностью вращения вокруг основной части 2 проволочного каната.
[0026] Как показано на ФИГ. 8, приспособление 10 для намотки полимерной проволоки для наматывания полимерных проволок 3 вокруг основной части 2 проволочного каната предусмотрено в узле 101 намотки полимерной проволоки. Как показано на ФИГ. 9, приспособление 10 для намотки полимерной проволоки представляет собой по существу цилиндрический элемент, имеющий множество выступов 10а на внешней окружности. Приспособление 10 для намотки полимерной проволоки может быть разделено в осевом направлении разделяющим профилем 10b. Узел 101 намотки полимерной проволоки намоточного устройства 100 можно легко обслуживать благодаря тому, что приспособление 10 для намотки полимерной проволоки может быть, таким образом, разделено в осевом направлении. В приспособлении 10 для намотки полимерной проволоки образован намоточный канал 11, через который может проходить основная часть 2 проволочного каната и полимерные проволоки 3. На внутренней периферийной поверхности намоточного канала 11 сформированы канавки 12 для прядей, надлежащим образом соответствующие прядям 5а, 5b, 5с, и канавки для полимерных проволок 13, надлежащим образом соответствующие полимерным проволокам 3, аналогично приспособлению 110 для намотки полимерной проволоки, показанному на ФИГ. 4А-4Н. То есть соответствующие пряди 5а, 5b, 5с могут быть вставлены в канавки 12 для прядей, а соответствующие полимерные проволоки 3 могут быть вставлены в канавки 13 для полимерной проволоки. Край намоточного канала 11 на стороне, в которую вставляют основную часть 2 проволочного каната и полимерные проволоки 3 перед намоткой вокруг основной части 2 проволочного каната, представляет собой край 15 приемного отверстия. На краю 15 приемного отверстия намоточного канала 11 сформирован конус 15а.
[0027] После намотки полимерных проволок 3 вокруг основной части 2 проволочного каната с использованием намоточного устройства 100 готовый проволочный канат 1 с полимерной проволокой перемещают путем вытягивания в осевом направлении X и подают на барабан 55 готового продукта, как показано на ФИГ. 7. В частности, основная часть 2 проволочного каната и полимерные проволоки 3 также перемещаются перед намоткой путем вытягивания в осевом направлении X. Совместно с этим, в результате зацепления проволочного каната 1 с полимерной проволокой с канавками 12 для прядей и канавками 13 для полимерной проволоки приспособления 10 для намотки полимерной проволоки узел 101 намотки полимерной проволоки намоточного устройства 100 вращается в направлении скручивания проволочного каната 1 с полимерной проволокой. В то же время держатель 53 полимерной проволоки и узел 54 предотвращения прогиба также вращаются как одно целое с узлом 101 намотки полимерной проволоки.
В результате три полимерные проволоки 3 наматываются по спирали вокруг основной части 2 проволочного каната.
[0028] Таким образом, в намоточном устройстве 100 в соответствии с вариантом 1 осуществления, вызывают перемещение основной части 2 проволочного каната и полимерных проволок 3 путем вытягивания в осевом направлении X в состоянии, когда основная часть 2 проволочного каната и полимерные проволоки 3 проходят через намоточный канал 11. В результате, полимерные проволоки 3 можно наматывать по спирали вокруг основной части 2 проволочного каната, в то же время обеспечивая возможность свободного вращения приспособления 10 для намотки полимерной проволоки, и проволочный канат 1 с полимерной проволокой может быть изготовлен простым способом.
[0029] В гипотетическом случае, как показано на ФИГ. 11, когда в краю 15' приемного отверстия намоточного канала 11ʺ приспособления 10' для намотки полимерной проволоки не сформирован конус, полимерные проволоки 3 вытягиваются в осевом направлении X, будучи зажатыми между краем 15ʺ приемного отверстия и основной частью 2 проволочного каната. Вследствие этого, если полимерные проволоки 3' образованы посредством покрытия стальных проволок смолой, то в результате покрытие полимерных проволок 3' может зацепляться за край 15' приемного отверстия и сдираться. В отличие от этого, благодаря формированию конуса 15а на краю 15 приемного отверстия намоточного канала 11 приспособления 10 для намотки полимерной проволоки, как показано на ФИГ. 9 и 10, полимерные проволоки 3 направляются так, что постепенно наматываются вокруг основной части 2 проволочного каната, и за счет этого предотвращается сдирание покрытия.
Выступы 10а на внешней окружности приспособления 10 для намотки полимерной проволоки на ФИГ. 10 не показаны.
[0030] Вариант 2 осуществления
Намоточное устройство 200 ручного типа для изготовления проволочного каната 1 с полимерной проволокой посредством закрепления полимерных проволок 3 на существующей основной части 2 проволочного каната будет объяснено ниже со ссылкой на ФИГ. 12-15.
Как показано на ФИГ. 12 и 13, намоточное устройство 200 ручного типа имеет по существу цилиндрический внешний кожух 21, внутри которого размещено приспособление 10 для намотки полимерной проволоки, и четыре ручки 22, выступающие наружу из внешнего кожуха 21 в радиальном направлении. Внешний кожух 21 имеет разделенную на две части форму и может открываться и закрываться при помощи шарнира 24. Как показано на ФИГ. 12, внешний кожух 21 зафиксирован прижимным зажимом 23, который представляет собой по существу U-образный пластинчатый элемент.
[0031] Как показано на ФИГ. 14, оператор удерживает ручки 22, и когда основная часть 2 проволочного каната и полимерные проволоки 3 проходят через приспособление 10 для намотки полимерной проволоки, перемещает намоточное устройство 200 ручного типа вдоль основной части 2 проволочного каната, при этом вращая намоточное устройство 200 ручного типа. В результате три полимерных проволоки 3 могут быть намотаны по спирали вокруг основной части 2 проволочного каната.
[0032] Как описано выше, в намоточном устройстве 200 ручного типа согласно варианту 2 осуществления, вызывают перемещение приспособления 10 для намотки полимерной проволоки вдоль основной части 2 проволочного каната с вращением в состоянии, когда основная часть 2 проволочного каната и полимерные проволоки 3 проходят через намоточный канал 11. В результате, полимерные проволоки 3 могут быть намотаны по спирали вокруг основной части 2 проволочного каната, и проволочный канат 1 с полимерной проволокой может быть изготовлен простым образом. Благодаря использованию намоточного устройства 200 ручного типа обеспечивается возможность изготовления проволочного каната с полимерной проволокой 1, также путем закрепления полимерных проволок 3 на основной части 2 проволочного каната существующего тросового ограждения 80, как показано на ФИГ. 15.
[0033] Концы полимерных проволок 3, намотанных вокруг основной части 2 проволочного каната тросового ограждения 80, прикреплены к основной части 2 проволочного каната при помощи фиксирующего элемента 9, показанного на ФИГ. 16.
[0034] Вариант 3 осуществления
Намоточное устройство 300 цилиндрического типа для изготовления проволочного каната 1 с полимерной проволокой посредством закрепления полимерных проволок 3 на существующей основной части 2 проволочного каната будет объяснено ниже со ссылкой на ФИГ. 17-19.
Как показано на ФИГ. 17, намоточное устройство 300 цилиндрического типа имеет узел 103 намотки полимерной проволоки с находящимся внутри него приспособлением 30 для намотки полимерной проволоки, и цилиндрическую часть 31, которая представляет собой гидравлический цилиндр для прижатия и перемещения узла 103 намотки полимерной проволоки. Между узлом 103 намотки полимерной проволоки и цилиндрической частью 31 предусмотрена пластинчатая выдвигаемая часть 35. Выдвигаемая часть 35 имеет пару ручек 35а, которые выступают в направлении, перпендикулярном направлению длины основной части 2 проволочного каната.
[0035] По существу цилиндрическое приспособление 30 для намотки полимерной проволоки предусмотрено во внутренней части узла 103 намотки полимерной проволоки с возможностью вращения. Намоточный канал 36 приспособления 30 для намотки полимерной проволоки имеет конструкцию, аналогичную конструкции намоточного канала 11 в приспособлении 10 для намотки полимерной проволоки, показанном на ФИГ. 9. Основную часть 2 проволочного каната и три полимерные проволоки 3 вставляют в намоточный канал 36 приспособления 30 для намотки полимерной проволоки.
[0036] Намоточное устройство 300 цилиндрического типа имеет по существу цилиндрический узел 32 установки на стойку. Намоточное устройство 300 цилиндрического типа устанавливают с возможностью снятия на стойку 8 существующего тросового ограждения 80 при помощи узла 32 установки на стойку. Конец по существу пластинчатой опоры 33, проходящей параллельно цилиндрической части 31, соединен с узлом 32 установки на стойку. Кроме того, один конец цилиндрической части 31 прикреплен с возможностью снятия к другому концу опоры 33.
[0037] Как показано на ФИГ. 18, цилиндрическая часть 31 удлиняется за счет гидравлического давления, и выдвигаемая часть 35 и узел 103 намотки полимерной проволоки прижимаются цилиндрической частью 31 и перемещаются вдоль основной части 2 проволочного каната. Затем приспособление 30 для намотки полимерной проволоки узла 103 намотки полимерной проволоки вращается в направлении скручивания основной части 2 проволочного каната. В результате, полимерные проволоки 3 наматываются вокруг основной части 2 каната. Во время перемещения узла 103 намотки полимерной проволоки оператор поддерживает выдвигаемую часть 35, захватывая ручки 35а таким образом, что положение выдвигаемой части 35 не изменяется. В результате, прижимное давление цилиндрической части 31 равномерно передается на узел 103 намотки полимерной проволоки и полимерные проволоки 3 могут наматываться вокруг основной части 2 проволочного каната более надежно.
[0038] Удлинительный стержень 34 устанавливают между цилиндрической частью 31 и опорой 33, как показано на ФИГ. 19, когда после полного выдвижения цилиндрической части 31 полимерные проволоки 3 должны быть намотаны вокруг всей основной части 2 проволочного каната путем дальнейшего смещения узла 103 намотки полимерной проволоки. Узел 103 намотки полимерной проволоки дополнительно прижимается цилиндрической частью 31 при помощи установленного на ней удлинительного стержня. В результате становится возможным дополнительно увеличить расстояние, на которое полимерные проволоки 3 могут быть намотаны вокруг основной части 2 проволочного каната намоточным устройством 300 цилиндрического типа.
Удлинительный стержень 34 добавляют при необходимости каждый раз, когда узел 103 намотки полимерной проволоки выдвигается на длину основной части 2 проволочного каната.
[0039] Как описано выше, в намоточном устройстве 300 цилиндрического типа согласно варианту 3 осуществления вызывают перемещение приспособления 30 для намотки полимерной проволоки вдоль основной части 2 проволочного каната, при этом обеспечивая возможность его вращения в состоянии, когда основная часть 2 проволочного каната и полимерные проволоки 3 проходят через намоточный канал 36 приспособления 30 для намотки полимерной проволоки. В результате полимерные проволоки 3 могут быть намотаны по спирали вокруг существующей основной части 2 проволочного каната, в то же время обеспечивая возможность свободного вращения приспособления 10 для намотки полимерной проволоки. То есть, проволочный канат 1 с полимерной проволокой может быть легко размещен без удаления основной части 2 проволочного каната даже в случае существующего тросового ограждения 80.
Цилиндрическая часть 31 в вышеприведенном варианте осуществления представляет собой гидравлический цилиндр, но цилиндрическая часть не ограничена этим, и может быть цилиндром с электрическим приводом.
[0040] Вариант 4 осуществления
Намоточное устройство 400 лебедочного типа для изготовления проволочного каната 1 с полимерной проволокой посредством закрепления полимерных проволок 3 на существующей основной части 2 проволочного каната будет объяснено ниже со ссылкой на ФИГ. 20-23.
Как показано на ФИГ. 20, намоточное устройство 400 лебедочного типа имеет узел 104 намотки полимерной проволоки и лебедку 41 для перемещения узла 104 намотки полимерной проволоки вдоль основной части 2 проволочного каната. Для намотки полимерных проволок 3 вокруг основной части 2 проволочного каната при помощи узла 104 намотки полимерной проволоки, между смежными стойками 8а, 8b существующего тросового ограждения 80 на стойку 8 с, смежную со стойкой 8b, устанавливают лебедку 41. Стойка 8 с расположена на стороне, противоположной стойке 8а, напротив стойки 8b.
[0041] Конец лебедочного троса 42 устанавливают на узел 104 намотки полимерной проволоки. Лебедочный трос 42 натягивается лебедкой 41, в результате чего узел 104 намотки полимерной проволоки перемещается вдоль основной части 2 проволочного каната. Лебедка 41 снабжена ручной рукояткой 46. Лебедку 41 вращают посредством поворота рукоятки 46, чтобы обеспечить натяжку лебедочного троса 42.
[0042] Как показано на ФИГ. 21, намоточное устройство 400 лебедочного типа имеет по существу цилиндрический внешний кожух 43, внутри которого помещено приспособление 30 для намотки полимерной проволоки, и по существу квадратную натяжную пластину 44, которая соединена с внешним кожухом 43 при помощи четырех промежуточных проволок 47. В натяжной пластине 44 образована пара вырезов 44а при этом натяжной соединительный элемент 45 соединен с парой вырезов 44а. Конец лебедочного троса 42 прикреплен к натяжному соединительному элементу 45.
[0043] Как показано на ФИГ. 22, внешний кожух 43 имеет разделенную на две части форму и может открываться и закрываться при помощи шарнира 48. Приспособление 30 для намотки полимерной проволоки также может быть разделено на две части в осевом направлении. Приспособление 30 для намотки полимерной проволоки может быть легко установлено на существующую основную часть 2 проволочного каната благодаря тому, что приспособление 30 для намотки полимерной проволоки может быть разделено на две части в осевом направлении.
Канавки 37 для прядей, в которые могут быть вставлены соответствующие пряди 5а, 5b, 5с, и канавки 38 для полимерной проволоки, в которые могут быть вставлены соответствующие полимерные проволоки 3, сформированы, аналогично приспособлению 10 для намотки полимерной проволоки, на внутренней периферийной поверхности намоточного канала 36 приспособления 30 для намотки полимерной проволоки.
[0044] Канавки 30 образованы на внешней окружности вблизи обоих концов приспособления 30 для намотки полимерной проволоки. На внутренней периферийной поверхности внешнего кожуха 43 предусмотрены полусферические выступы 43а в соответствующих положениях, которые соответствуют канавкам 30а приспособления 30 для намотки полимерной проволоки. Приспособление 30 для намотки полимерной проволоки установлено с возможностью вращения во внутренней части внешнего кожуха 43 посредством взаимного зацепления канавок 30а приспособления 30 для намотки полимерной проволоки и выступов 43а внешнего кожуха 43. Канавки 30а приспособления 30 для намотки полимерной проволоки и выступы 43а внешнего кожуха 43 находятся в точечном контакте друг с другом, и, соответственно, при вращении приспособления 30 для намотки полимерной проволоки трение уменьшается.
[0045] Как показано на ФИГ. 20 и 21, оператор натягивает лебедочный трос 42 посредством поворота рукоятки 46 лебедки 41, и, таким образом, натяжная пластина 44 узла 104 намотки полимерной проволоки выдвигается. В результате, внешний кожух 43 и приспособление 30 для намотки полимерной проволоки, расположенное во внешнем кожухе 43, также перемещаются вдоль основной части 2 проволочного каната за счет вытягивания промежуточными проволоками 47. Затем приспособление 30 для намотки полимерной проволоки узла 104 намотки полимерной проволоки вращают в направлении скручивания основной части 2 проволочного каната. В результате, полимерные проволоки 3 наматываются вокруг основной части 2 каната.
[0046] Как показано на ФИГ. 23, лебедка 41 расположена в положении, не перекрывающем основную часть 2 проволочного каната, если смотреть сверху, так что проволочный канат 42 лебедки не затрагивает стойку 8b, которая расположена между лебедкой 41 и узлом 104 намотки полимерной проволоки. Благодаря установке лебедки 41 на стойке 8 с на расстоянии от промежутка между стойками 8а, 8b обеспечивается возможность намотки полимерных проволок 3 вокруг всей основной части 2 проволочного каната, чтобы также охватить окрестности обоих краев промежутка между стойками 8а, 8b.
[0047] Как описано выше, в намоточном устройстве 400 лебедочного типа согласно варианту 4 осуществления вызывают перемещение узла 104 намотки полимерной проволоки вдоль основной части 2 проволочного каната, в то же время обеспечивая возможность его вращения в состоянии, когда основная часть 2 проволочного каната и полимерные проволоки 3 проходят через намоточный канал 36 приспособления 30 для намотки полимерной проволоки. В результате, полимерные проволоки 3 можно наматывать по спирали вокруг существующей основной части 2 проволочного каната, в то же время обеспечивая возможность свободного вращения приспособления 10 для намотки полимерной проволоки, аналогично случаю намоточного устройства 300 цилиндрического типа.
В вышеупомянутом варианте осуществления лебедка 41 является лебедкой ручного типа, но не ограничивается этим, и может быть, например, лебедкой с электроприводом.
Список ссылочных позиций
[0048] 1, 301 Проволочный канат с полимерной проволокой
2, 302 Основная часть проволочного каната 2а Углубление
3, 303 Полимерная проволока 5а, 5b, 5 с Прядь
10, 30, 110 Приспособление для намотки полимерной проволоки
11, 36, 111 Намоточный канал
12, 37, 112 Канавка для прядей
13, 38, 113 Канавка для полимерной проволоки 15 Край приемного отверстия
| название | год | авторы | номер документа |
|---|---|---|---|
| Проволочный канат | 1977 |
|
SU682587A1 |
| Трехграннопрядный проволочный канат | 1982 |
|
SU1038394A1 |
| ТОНКАЯ ВЫСОКОПРОЧНАЯ ПРОВОЛОКА ДЛЯ ПОДЪЕМНОГО КАНАТА ЛИФТА | 2001 |
|
RU2492130C2 |
| СУПЕРАБРАЗИВНОЕ ПРОВОЛОЧНОЕ ПИЛОНАМОТОЧНОЕ УСТРОЙСТВО, РЕЖУЩЕЕ УСТРОЙСТВО С СУПЕРАБРАЗИВНОЙ ПРОВОЛОЧНОЙ ПИЛОЙ И СПОСОБ НАМОТКИ СУПЕРАБРАЗИВНОЙ ПРОВОЛОЧНОЙ ПИЛЫ | 2004 |
|
RU2310549C2 |
| Проволочный канат | 1981 |
|
SU960338A1 |
| Проволочный канат | 1976 |
|
SU653321A1 |
| СТАЛЬНОЙ ПРОВОЛОЧНЫЙ ТРОС ДЛЯ КОНВЕЙЕРНОЙ ЛЕНТЫ | 2014 |
|
RU2665900C2 |
| ПРОВОЛОЧНЫЙ КАНАТ | 1993 |
|
RU2041302C1 |
| ПРОВОЛОЧНЫЙ КАНАТ | 1996 |
|
RU2109867C1 |
| Проволочный канат | 1981 |
|
SU941454A1 |






Предложен проволочный канат с полимерной проволокой, содержащий основную часть проволочного каната, в котором множество прядей скручено вместе, и по меньшей мере одну полимерную проволоку, намотанную по спирали вокруг основной части проволочного каната вдоль углубления между прядями. В намоточном канале приспособления для намотки полимерной проволоки, используемом для намотки полимерной проволоки вокруг основной части проволочного каната, по спирали в направлении скручивания проволочного каната с полимерной проволокой образованы канавки для прядей, в которых могут быть размещены пряди, и канавка для полимерной проволоки, в которой может быть размещена полимерная проволока. В результате полимерная проволока может быть легко и надежно закреплена на основной части проволочного каната, и, таким образом, может быть изготовлен проволочный канат с полимерной проволокой. 4 н.п. ф-лы, 36 ил.
1. Проволочный канат с полимерной проволокой, содержащий:
основную часть проволочного каната, в которой вместе скручено множество прядей; и
по меньшей мере одну полимерную проволоку, намотанную по спирали вокруг основной части проволочного каната вдоль углубления между прядями,
причем полимерная проволока имеет материал сердечника, выполненный из медной проволоки или нихромовой проволоки, и при этом материал сердечника покрыт полимером и способен вырабатывать тепло при подаче напряжения.
2. Приспособление для намотки полимерной проволоки, используемое для изготовления проволочного каната с полимерной проволокой путем намотки по спирали по меньшей мере одной полимерной проволоки вокруг основной части проволочного каната, в которой вместе скручено множество прядей, причем полимерная проволока намотана вдоль углубления между прядями,
в котором образован намоточный канал, через который может проходить основная часть проволочного каната и полимерная проволока, и
на внутренней периферийной поверхности намоточного канала по спирали в направлении скручивания проволочного каната с полимерной проволокой образованы канавки для прядей, в которых могут быть размещены соответствующие пряди, и канавка для полимерной проволоки, в которой может быть размещена полимерная проволока.
3. Способ изготовления проволочного каната с полимерной проволокой путем намотки полимерной проволоки вокруг основной части проволочного каната с использованием приспособления для намотки полимерной проволоки по п. 2, включающий:
выполнение перемещения основной части проволочного каната и полимерной проволоки путем вытягивания основной части проволочного каната и полимерной проволоки в осевом направлении в состоянии, когда основная часть проволочного каната и полимерная проволока проходят через намоточный канал, с тем чтобы таким образом наматывать по спирали полимерную проволоку вокруг основной части проволочного каната, в то время как приспособление для намотки полимерной проволоки вращают.
4. Способ изготовления проволочного каната с полимерной проволокой путем намотки полимерной проволоки вокруг основной части проволочного каната с использованием приспособления для намотки полимерной проволоки по п. 2, включающий:
выполнение перемещения приспособления для намотки полимерной проволоки вдоль основной части проволочного каната с вращением в состоянии, когда основная часть проволочного каната и полимерная проволока проходят через намоточный канал, с тем чтобы таким образом наматывать по спирали полимерную проволоку вокруг основной части проволочного каната.
| Видоизменение прибора для получения стереоскопических впечатлений от двух изображений различного масштаба | 1919 |
|
SU54A1 |
| Способ восстановления хромовой кислоты, в частности для получения хромовых квасцов | 1921 |
|
SU7A1 |
| Способ восстановления хромовой кислоты, в частности для получения хромовых квасцов | 1921 |
|
SU7A1 |

