Изобретение относится к машиностроению, а именно к механической обработке металлов, в частности к способам подачи смазочно-охлаждающих технологических средств (СОТС) и их компонентов.
Известен способ подачи СОТС, включающий подачу в зону резания ионизированной распыленной жидкости [а.с. СССР №21060 9, МПК В23В 1/00, опубл. 1968.11.06]. В основу способа положен процесс предварительной аэрации СОТС. В качестве жидкой среды используют дистиллированную воду или растворы на ее основе, подаваемые в количестве около 500 г/ч.
Основным недостатком этого способа является невысокая стойкость инструмента, что обусловлено несколькими причинами. Во-первых, высокая влажность распыленного СОТС создает неблагоприятные условия образования электрического разряда. Это приводит к снижению концентрации ионизированных частиц в зоне резания и снижает эффективность образования окисных пленок на ювенильными поверхностях обрабатываемой детали. Во-вторых, испарение кипящих частиц СОТС резко понижает температуру детали, которая становится существенно ниже оптимальной. По данным [Безъязычный, В.Ф. Основы технологии машиностроения [Электронный ресурс]: учеб. / В.Ф. Безъязычный. - Электрон, дан. - Москва: Машиностроение, 2016. - 568 с. - Режим доступа: Ошибка! Недопустимый объект гиперссылки.ps:lanbook.com/book/107152 - Загл. с экрана, (дата обращения: 10.03.2019)] для различных сочетаний материалов инструмента и обрабатываемой детали оптимальная температура резания лежит в диапазоне 250-1000 °С. Это, в свою очередь, приводит к увеличению динамических нагрузок на инструмент, снижению его стойкости и, следовательно, эффективности резания.
Известен способ механической обработки конструкционных сталей [Патент РФ 2188747, МПК В23В 1/00, опубл. 10.09.2002], согласно которому нагрев обрабатываемой поверхности осуществляют горелкой с регулируемой температурой пламени так, чтобы факел пламени в точках касания с поверхностью детали имел температуру 800-1000 °С, а расстояние от центра пятна нагрева до начала резания металла выдерживают до достижения в срезаемом слое температуры разупрочнения 550-600 °С.
Данный способ имеет следующий недостаток. Температура пламени горелки должна на 200-450°С превышать оптимальную температуру резания и может достигать температуры закалки для сталей, которая лежит в диапазоне 550-1300°С. При таком нагреве детали и дальнейшем ее охлаждении до нормальной температуры образуется слой металла с измененной структурой (закаленной или нормализованной) и, соответственно, с измененными механическими свойствами. Это создает проблемы для дальнейшей механической обработки, а также приводит к деформации деталей. Кроме того, чрезмерно высокая температура обрабатываемой детали приводит к повышению температуры инструмента и, следовательно, снижению его стойкости.
Наиболее близким по технической сущности и достигаемому эффекту является способ подачи СОТС [Патент РФ 2367556, МПК В23Q 11/10, опубл. 01.10.2009], включающий подачу в зону резания ионизированного в поле коронного разряда газового потока с температурой 40-80°С, и одновременной подачей распыленной жидкости на поверхность детали, причем пятно контакта потока распыленной жидкости с поверхностью обрабатываемой детали находится за пределами пятна контакта ионизированного газового потока.
Недостаток известного способа заключается в том, что охлаждение обрабатываемой детали осуществляется поливом или распыленной жидкостью на ее открытые поверхности. В этом случае отвод тепла происходит за счет фазового превращения (интенсивного испарения или кипения) жидкой среды. При этом температура детали снижается и становится существенно ниже оптимальной температуры резания. Это приводит к снижению стойкости инструмента и эффективности резания.
Задачей предложенного технического решения является регулирование температуры обрабатываемой детали.
Техническим результатом изобретения является повышение эффективности процесса обработки резанием за счет обеспечения оптимальной температуры резания для повышения стойкости инструмента.
Поставленный технический результат достигается тем, что способ подачи смазочно-охлаждающих технологических средств, включающий подачу в зону резания ионизированного в поле коронного разряда газового потока с температурой 40-80°С, подачу на поверхность обрабатываемой детали потока распыленной жидкости, причем пятно контакта потока распыленной жидкости с поверхностью обрабатываемой детали находится за пределами пятна контакта ионизированного газового потока, причем величину потока распыленной жидкости изменяют в зависимости от температуры детали, поддерживая ее не более значения оптимальной температуры резания для данной пары материалов инструмента и обрабатываемой детали, при этом на поверхность инструмента подают дополнительный поток распыленной жидкости и его величину устанавливают из условия обеспечения минимально возможной температуры инструмента.
При механической обработке деталей возникает следующее техническое противоречие: температура обрабатываемой детали должна быть в диапазоне 550-600°С (оптимальная температура резания), что позволит повысить эффективность обработки резанием за счет увеличения пластичности металла; с другой стороны, температура обрабатываемой детали должна быть как можно ниже, что позволит снизить температуру в зоне резания, не допустить перегрева инструмента, снижения его стойкости и, вследствие этого, снижения эффективности процесса обработки резанием.
Наличие такого противоречия обусловливает подачу СОТС в зону резания с большим запасом. Иначе нагрев обрабатываемой детали выше оптимальной температуры резания приведет к изменению структуры металла (закалке или нормализации) после охлаждения детали, а также к перегреву инструмента и снижению его стойкости. При этом температура обрабатываемой детали падает до значений, которые существенно ниже оптимальной температуры резания (за счет интенсивного испарения жидкой фазы СОТС). Это позволяет гарантированно не допустить перегрева инструмента. При этом снижается эффективность резания, так как оно осуществляется при температуре детали существенно ниже оптимальной.
В данном способе решается задача регулирования температуры обрабатываемой детали. Величину потока распыленной жидкости, подаваемого на обрабатываемую деталь, изменяют в зависимости от температуры детали таким образом, чтобы она не превышала оптимальную температуру резания, при которой происходит разупрочнение детали.
При этом на поверхность инструмента за пределами пятна контакта ионизированного газового потока подается дополнительный поток распыленной жидкости для обеспечения минимальной температуры инструмента.
В результате реализации данного способа решается техническое противоречие. Температура детали не превышает оптимальную температуру резания. При этом повышение температуры детали осуществляется за счет тепла, образующегося в зоне резания, то есть за счет внутреннего источника тепла. В результате такого разогрева обрабатываемой детали не происходит изменение механических свойств металла после охлаждения детали. Инструмент охлаждается отдельным потоком распыленной жидкости, что позволяет поддерживать его температуру значительно ниже, чем температура обрабатываемой детали и тем самым повысить его стойкость.
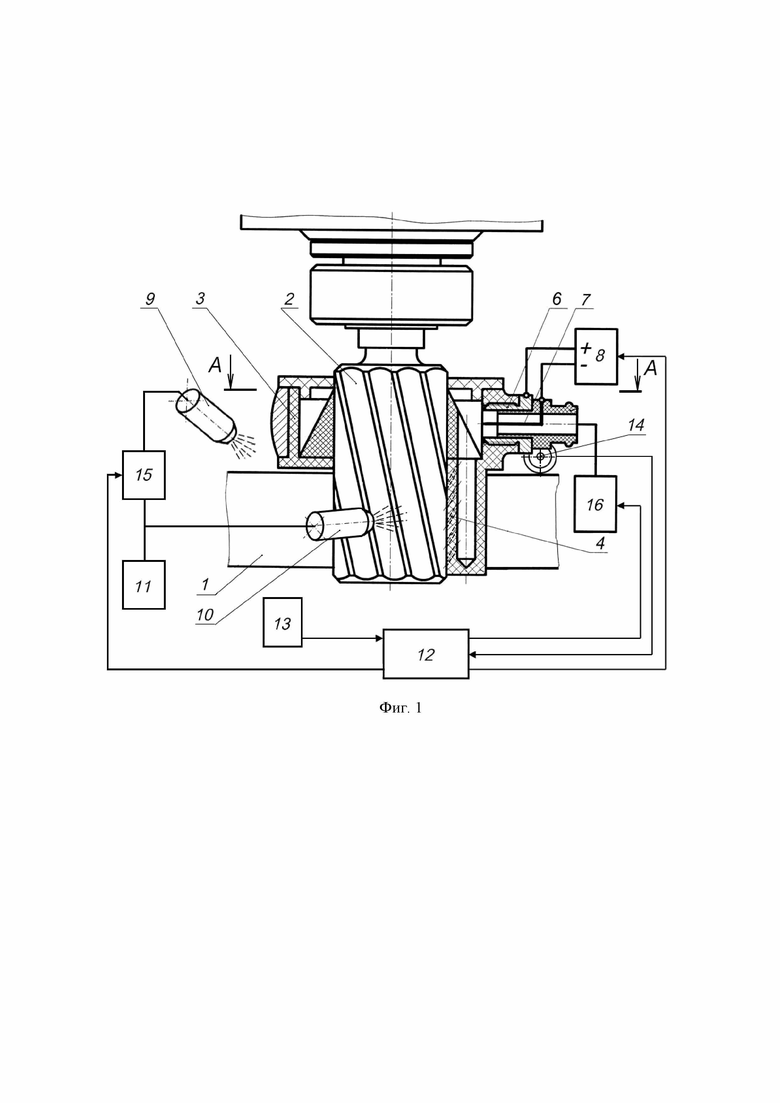
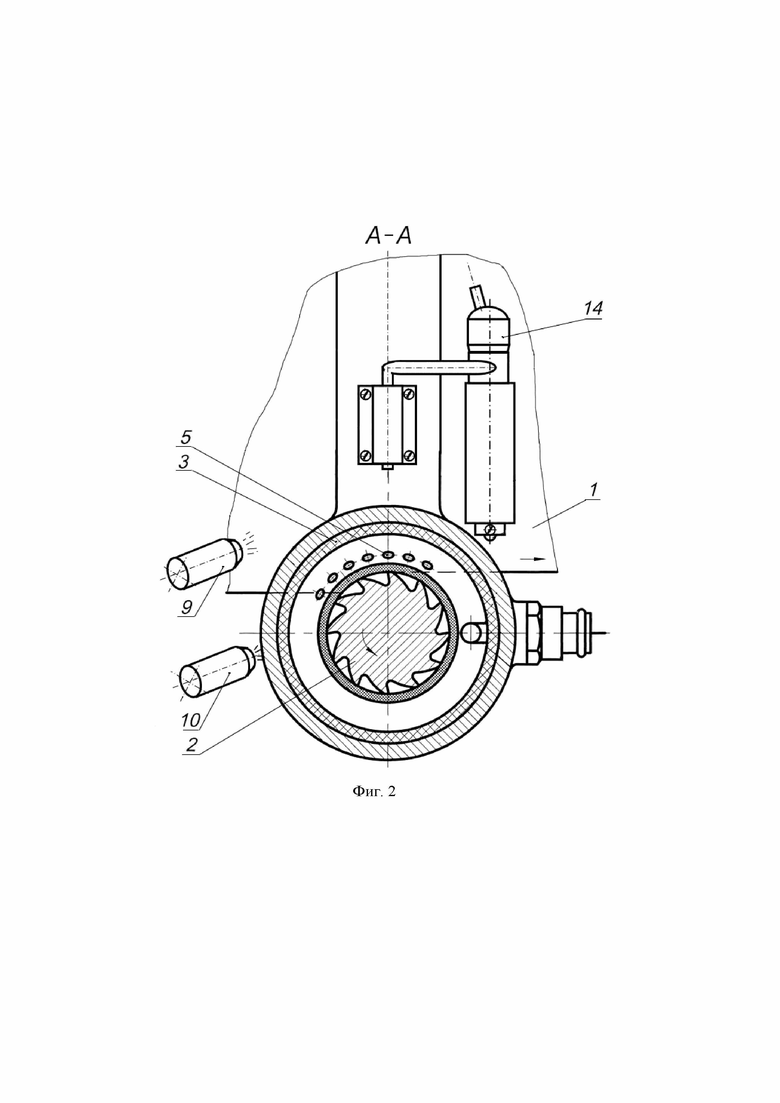
Способ поясняется чертежами: на фиг. 1 показано устройство, реализующее данный способ, (продольный разрез), на фиг. 2 - разрез А-А на фиг. 1.
На чертежах показаны обрабатываемая деталь 1 (фиг. 1), инструмент (фреза) 2, корпус 3 устройства подачи ионизированного газа с каналами подачи газа в зону резания 4 и 5 (фиг. 2), ионизатор с положительным цилиндрическим электродом 6 (фиг. 1) и соосным ему отрицательным игольчатым электродом 7, подключенные к электрическому источнику питания 8, сопло подачи распыленной жидкости на обрабатываемую деталь 9, сопло подачи распыленной жидкости на инструмент 10, источник распыленной жидкости 11, устройство управления температурным режимом 12, к которому подключены блок задания температуры 13, датчик температуры 14, управляемая задвижка 15, блок подачи сжатого воздуха 16 и электрический источник питания 8.
Воздух из блока подачи сжатого воздуха 16 поступает в ионизатор с электродами 6 и 7, установленный на входе в корпус 3 устройства подачи ионизированного газа. В электрическом поле коронного разряда происходит ионизация потока воздуха. Полученный ионизированный воздух поступает через каналы 4 и 5 (фиг. 2) в зону резания и осуществляет смазывающую функцию СОТС. Охлаждение инструмента 2 (фиг. 1) осуществляется подачей распыленной жидкости от источника 11 через сопло 10.
В процессе механической обработки температура детали 1 передается датчику 14. По мере нагрева обрабатываемой детали 1 до оптимальной температуры (в диапазоне 550-600°С в зависимости от материала инструмента и обрабатываемой детали), установленной в блоке задания температуры 13, устройство управления 12 выдает сигнал на управляемую задвижку 15, которая открывает магистраль подачи распыленной жидкости через сопло 9. Далее расход распыленной жидкости через сопло 9 регулируется задвижкой 15 по сигналу устройства управления 12, поддерживая оптимальную температуру детали 1.
Подаваемый в устройство управления 12 сигнал от датчика температуры 14 является обратной связью устройства управления температурным режимом, начальные установки которого осуществляются оператором через блок задания температуры 13. Таким образом, система управления температурным режимом является замкнутой одноконтурной стабилизирующей системой с отрицательной обратной связью по температуре.
В результате реализации предлагаемого способа в рассмотренном устройстве обеспечивается оптимальная подача охлаждающего компонента СОТС в процессе механической обработки деталей. Путем регулирования подачи распыленной жидкости на поверхность обрабатываемой детали обеспечивается ее оптимальная температура для механической обработки, когда деталь становится достаточно пластичной и не происходит изменения механических свойств металла после охлаждения детали. Охлаждение именно распыленной жидкостью позволяет точнее регулировать ее расход и тем самым более точно поддерживать температуру обрабатываемых деталей. При этом разогрев деталей обеспечивается не внешним источником тепла, а за счет тепла, образующегося в зоне резания, что исключает необходимость некоторого перегрева обрабатываемых деталей. Охлаждение режущего инструмента осуществляется отдельно для обеспечения его минимально возможной в данных условиях температуры, что обеспечивает максимальную стойкость инструмента. Таким образом, за счет раздельного и регулируемого охлаждения обрабатываемой детали и режущего инструмента обеспечивается повышение эффективности процесса обработки резанием.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩИХ ТЕХНОЛОГИЧЕСКИХ СРЕДСТВ | 2007 |
|
RU2367556C2 |
| УСТРОЙСТВО ДЛЯ ОХЛАЖДЕНИЯ ЗОНЫ РЕЗАНИЯ МЕТАЛЛОРЕЖУЩЕГО СТАНКА | 2007 |
|
RU2355548C1 |
| СПОСОБ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩИХ ТЕХНОЛОГИЧЕСКИХ СРЕДСТВ (СОТС) | 2004 |
|
RU2288088C2 |
| СПОСОБ ОХЛАЖДЕНИЯ И СМАЗКИ РЕЖУЩИХ ИНСТРУМЕНТОВ | 2008 |
|
RU2411115C2 |
| УСТРОЙСТВО ДЛЯ ОХЛАЖДЕНИЯ ЗОНЫ РЕЗАНИЯ МЕТАЛЛОРЕЖУЩЕГО СТАНКА | 2007 |
|
RU2355549C1 |
| СПОСОБ ОХЛАЖДЕНИЯ И СМАЗКИ РЕЖУЩИХ ИНСТРУМЕНТОВ | 2011 |
|
RU2524871C2 |
| Способ охлаждения и смазки режущих инструментов | 2016 |
|
RU2677441C1 |
| УСТРОЙСТВО ДЛЯ ОХЛАЖДЕНИЯ ЗОНЫ РЕЗАНИЯ МЕТАЛЛОРЕЖУЩЕГО СТАНКА | 2009 |
|
RU2410228C1 |
| СПОСОБ ОБРАБОТКИ РЕЗАНИЕМ | 2004 |
|
RU2280538C2 |
| СПОСОБ ПОДАЧИ МАСЛЯНЫХ СОТС | 2005 |
|
RU2307015C2 |
Способ включает подачу в зону резания ионизированного в поле коронного разряда газового потока с температурой 40–80°С, подачу на поверхность обрабатываемой детали потока распыленной жидкости, причем пятно контакта потока распыленной жидкости с поверхностью обрабатываемой детали расположено за пределами пятна контакта ионизированного газового потока. Величину потока распыленной жидкости изменяют в зависимости от температуры детали и поддерживают ее не более значения оптимальной температуры резания для данной пары материалов инструмента и обрабатываемой детали. При этом на поверхность инструмента подают дополнительный поток распыленной жидкости и его величину устанавливают из условия обеспечения минимально возможной температуры инструмента. Достигается повышение эффективности процесса обработки резанием за счет обеспечения оптимальной температуры резания для повышения стойкости инструмента. 2 ил.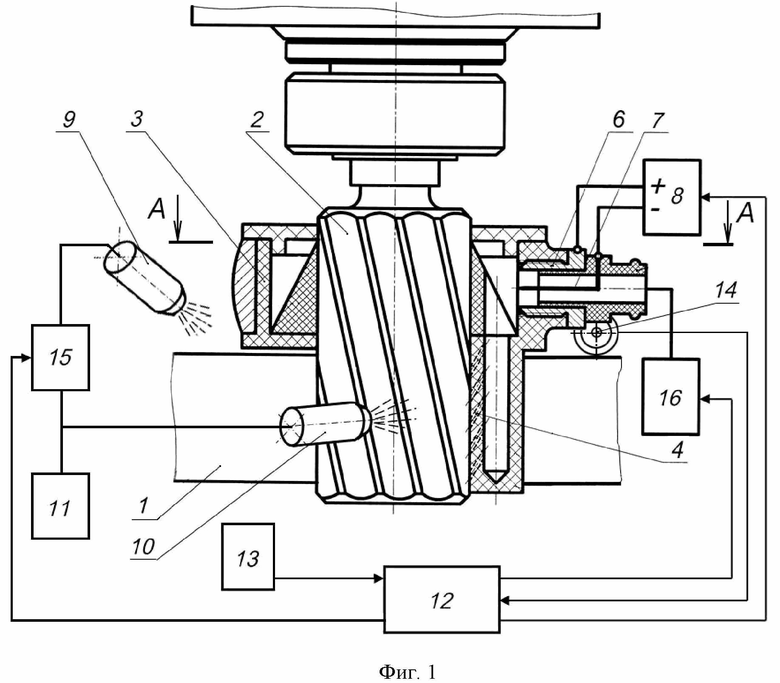
Способ подачи смазочно-охлаждающих технологических средств, включающий подачу в зону резания ионизированного в поле коронного разряда газового потока с температурой 40–80°С, подачу на поверхность обрабатываемой детали потока распыленной жидкости, причем пятно контакта потока распыленной жидкости с поверхностью обрабатываемой детали расположено за пределами пятна контакта ионизированного газового потока, отличающийся тем, что величину потока распыленной жидкости изменяют в зависимости от температуры детали и поддерживают ее не более значения оптимальной температуры резания для данной пары материалов инструмента и обрабатываемой детали, при этом на поверхность инструмента подают дополнительный поток распыленной жидкости и его величину устанавливают из условия обеспечения минимально возможной температуры инструмента.
| СПОСОБ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩИХ ТЕХНОЛОГИЧЕСКИХ СРЕДСТВ | 2007 |
|
RU2367556C2 |
| УСТРОЙСТВО ДЛЯ ОХЛАЖДЕНИЯ ЗОНЫ РЕЗАНИЯ МЕТАЛЛОРЕЖУЩЕГО СТАНКА | 2007 |
|
RU2355548C1 |
| УСТРОЙСТВО ДЛЯ ОХЛАЖДЕНИЯ ЗОНЫ РЕЗАНИЯ МЕТАЛЛОРЕЖУЩЕГО СТАНКА | 2007 |
|
RU2355549C1 |
| 0 |
|
SU154326A1 | |
| Устройство для загрузки прутков в зону обработки | 1985 |
|
SU1368077A1 |

