Изобретение относится к области обработки металлов резанием, конкретно относится к вопросу повышения производительности и качества лезвийной обработки конструкционных материалов.
Известен патент RU 2037388, B 23 Q 11//10, 1996 г. "Способ охлаждения зоны резания и устройства для его осуществления". В данном патенте за основу изобретения положена задача создания способа охлаждения зоны резания, который обеспечил бы подачу в зону резания газообразной смазочно-охлаждающей среды с достаточной скоростью в зависимости от скорости резания. Величину тока, подаваемого к коронному разряду, изменяют пропорционально изменению скорости подачи газообразной охлаждающей среды.
Недостатком заявленного способа является то, что активная среда (ионизированная), сформированная газообразной воздушной средой, прошедшей через электрическое поле, поступает к зоне обработки с внешней стороны и проникает только в зону резания в местах дискретного (прерывистого) контакта поверхности инструмента и прирезцовой поверхности стружки. Однако проникновение воздушной среды в зону сплошного (пластического) контакта инструмента и обрабатываемого материала невозможно из-за экранирования подаваемой охлаждаемой среды материалами стружки, заготовки и инструмента. Указанное приводит к резкому снижению эффективности окисления контактируемых поверхностей по сравнению с наружными поверхностями зоны обработки и снижению сил трения в зоне контактирования материалов, где проходит процесс резания и изнашивания инструмента. Вместе с тем, основные теплофизические процессы, процессы деформирования материала проходят именно в зоне сплошного контакта инструмента и обрабатываемого материала. По мере роста величины износа инструмента по задней поверхности участок сплошного контакта, где имеет место внутреннее трение, возрастает и становится доминирующим. Трение на этом участке зависит от показателя адгезионного взаимодействия между инструментальным и обрабатываемым материалами и характеризуется адгезионной прочностью на срез от действия нормальных напряжений в зоне резания. Проникновение газообразной смазочно-охлаждающей ионизированной среды в зону резания, на участках дискретного контакта, уменьшает адгезионную прочность связи обрабатываемый материал - инструмент на срез от нормальных напряжений и тем самым снижает трение в зоне дискретного контактирования материалов. Однако в зоне сплошного контакта ничего не меняется. В патенте показано, что реализация метода базируется на достижениях электронно-ионной технологии при резании металлов и использует малогабаритный источник стабилизации тока, позволяющий создавать вблизи зоны резания оптимальную концентрацию ионов и озона. Физико-химический механизм действия ионизированной газовой среды обусловлен привнесением в зону резания униполярных ионов кислорода, а также озона, являющихся источником генерации активных атомов кислорода. Это оказывает благоприятное влияние на снижение теплонапряженности в зоне резания, повышение износостойкости и стойкости режущего инструмента. Данный способ позволяет полностью исключить из процесса резания традиционные жидкие СОТС (СОЖ). Указанный способ выбран в качестве прототипа изобретения.
Известен аналог предлагаемого способа обработки резанием - "Многослойно-композиционное износостойкое покрытие" (Патент на изобретение №2198243, патентообладатель Верещака А.А. от 10.02.2003 г.), в котором достижения производительности и качества обработки конструкционных материалов достигаются применением многослойно-композиционного покрытия. Покрытие, нанесенное на рабочие поверхности инструмента, содержит адгезионный подслой, прилегающий к нему переходный слой тугоплавкого соединения и чередующиеся слои тугоплавких соединений металлов IV и/или V, и/или VI групп, легированных алюминием. Создание многослойно-композиционного износостойкого покрытия обеспечивает снижение трения в зоне полного контакта прирезцовой поверхности стружки и передней поверхности инструмента, уменьшает источники тепла от трения в зонах контакта инструмент - деталь, снижает касательные напряжения в зоне резания, уменьшает наростообразование и является эффективным барьером на пути распространения тепла в режущую часть инструмента.
Недостатком предлагаемого многослойно-композиционного покрытия является то, что покрытие при работе без охлаждения лишь ограниченно снижает источники выделения тепла и перераспределяет тепло в зоне резания и не снижает количества тепла в зоне основных пластических деформаций. В результате чего инструмент в меньшей степени, но нагревается до температур, способствующих протеканию износа инструмента.
Задачей предложенного способа является облегчение процесса резания за счет снижения коэффициента трения, уменьшения температуры в зоне основных пластических деформаций и в зоне контакта обрабатываемого и инструментального материалов для повышения износостойкости инструмента, предопределяющей производительность обработки и качество обработанного поверхностного слоя.
Сущность предлагаемого способа обработки заключается в уменьшении температуры в зоне резания и облегчении протекания процесса резания. Это достигается за счет использования системы резания без применения смазочно-охлаждающей жидкости, включающей многофункциональное покрытие, наносимое на рабочие поверхности инструмента (фиг.2), и подаваемую в зону обработки газовую среду (например, воздух), активированную электрическим разрядом.
На чертеже представлена принципиальная схема экологически безопасного способа обработки резанием, на которой:
1 - режущий инструмент (инструментальный материал ИМ);
2 - многофункциональное покрытие;
3 - обрабатываемый материал (ОМ);
4 - система ионизации газовой среды [ИГС] (например, воздуха);
5, 6 - источники питания систем ионизации (генерация коронного разряда);
7, 8, 9, 10 - контакторы для изменения полярности коронного разряда;
11, 12, 13, 14 - система подачи газовой среды;
15 - система возбуждения ультразвуковых колебаний.
Предлагаемое многофункциональное покрытие, наносимое на рабочие поверхности инструмента, включает адгезионный подслой и периодически повторяющийся активный и трибоактивный износостойкие чередующие слои. Адгезионный подслой осуществляет прочную адгезионную связь между покрытием и инструментом. Этот слой содержит по крайне мере один элемент из состава материала трибоактивного и/или активного слоя. Износостойкие слои содержат тугоплавкие соединения металлов IV и/или V и/или VI групп и перенасыщенные твердые растворы этих же материалов. Эти слои увеличивают сопротивляемость инструментального материала изнашиванию. Активный слой включает в себя перенасыщенные твердые растворы металлов, соединения которых с азотом или углеродом образуют этот слой, предназначенный для дополнительного снижения мощности фрикционных источников тепла на контактных площадках передней и задней поверхностей инструмента. Трибоактивный слой функционально предназначен для снижения трения и теплообразования в зонах действия основных фрикционных источников тепла, компенсируя отсутствия "смазочных" эффектов СОТС. Находясь в зоне контакта с обрабатываемым материалом, активный слой эффективнее взаимодействует с проникающей воздушной средой, ионизированной и озонированной электрическим полем, дополнительно снижает трение, мощность фрикционных источников тепла, а в совокупности с трибоактивным и износостойким слоями покрытия увеличивает износостойкость инструментального материала. Кроме того, активированная газовая среда обладает более высоким охлаждающим действием за счет повышенной конвекционной способности, усиливающей теплоотвод в окружающую среду. Указанные эффекты обусловлены лучшей проникающей способностью ионов из ионизированной среды, обладающих значительно меньшими размерами и большей активностью по сравнению с размерами атомов и молекул газов. Это способствует облегчению пластической деформации благодаря высокой химической активности элементов газовой среды, вступающих в реакцию с ювенильными поверхностями обрабатываемого материала и элементами активного слоя многофункционального покрытия, в результате чего образуются защитные антифрикционные пленки, снижается напряжение на сдвиг. Защитные пленки экранируют адгезию на трущихся поверхностях, уменьшают силы трения в зоне контакта инструмент - обрабатываемый материал, а также трение в плоскости скалывания из-за проникновения туда элементов ионизированной газовой среды [ИГС].
Дифракционный анализ контактных площадок твердосплавного инструмента (проводились исследования на приборе Дрон - 5.0) подтвердил образование на активном слое покрытия антифрикционных пленок толщиной 10...15 нм (типа AlN, Al2О3), снижающий коэффициент трения с 0,5...0,6 до 0,15...0,2. Снижение трения при сдвиговых напряжениях ведет к образованию дискретного типа стружки и облегчению ее отвода из зоны резания, снижения сил резания. В результате использования системы резания без смазочно-охлаждающих жидкостей, включающей многофункциональное покрытие, наносимое на режущий инструмент, и ионизированную газовую среду, уменьшается трение, облегчается деформация в зоне резания и отделение стружки от основного материала, улучшается отвод тепла из зоны обработки. Указанные явления способствуют снижению термонапряженного состояния в зоне резания и повышению износостойкости инструмента.
Таким образом, предлагаемый способ обработки резанием без смазочно-охлаждающих жидкостей на основе системы, включающей многофункциональное покрытие, наносимое на режущий инструмент, и ионизированную газовую среду, позволяет решить поставленную задачу по повышению износостойкости режущего инструмента, производительности процесса металлообработки и качества обработки.
Предлагаемый способ обработки резанием осуществляется следующим образом. Режущий инструмент с тщательно подготовленной поверхностью, очищенный от загрязнений размещается в камере вакуумно-дуговой установки ВИТ-2, в которой осуществляли процесс нанесения многослойно-композиционного покрытия методом вакуумно-дугового осаждения (метод КИБ). В процессе осаждения покрытия в камере устанавливаются три катода из титана, хрома и алюминия, причем алюминиевый катод устанавливается в испаритель с возможностью сепарирования капельной и нейтральной составляющих пароионного потока. Далее производится формирование адгезионного подслоя, при работе двух испарителей - титана и хрома, переходного слоя при испарении титана, хрома и подаче азота и верхнего (активного) слоя при включении трех испарителей титана, хрома и алюминия при подаче азота в камеру установки. Общая толщина покрытия составляла 2-12 мкм при толщине адгезионного подслоя около 0,8 мкм. После того как осуществили осаждение многофункционального покрытия на режущие пластины, эти пластины закреплялись в державку токарного инструмента, которая устанавливалась в резцедержатель токарно-винторезного станка. Выбирался режим обработки в соответствии с рекомендациями классификации ISO. Затем подключали малогабаритный высоковольтный источник, стабилизирующий ток, соединенный с прикрепленной к суппорту станка системой возбуждения коронного разряда. Система обеспечивала создание в зоне резания оптимальную концентрацию ионов газовой смеси. Проводилась оптимизация параметров газовой смеси, изменения режимов возбуждения коронного разряда, а также изменения системы подвода ионизированной среды в зону резания
С целью установления эффективности предлагаемого способа обработки проводились стойкостные испытания при продольном точении: стали 45 (НВ 180), коррозионно-стойкой нержавеющей стали 12Х18Н10Т, жаропрочного деформируемого сплава ХН77ТЮР (ЭИ 437 Б) и ВЖ 98, сплава на титановой основе ВТ20 (таблица 1). В качестве критерия стойкости инструмента принималась величина площадки износа задней поверхности инструмента hз, равной 0,5 мм, при достижении которой оценивали время резания, соответствующее стойкости инструмента по принятому критерию.
Сравнительный анализ данных показывает, что стойкость инструмента с многофункциональным многослойно-композиционным покрытием в сочетании с подачей ионизированной газовой среды повысилась от 2 до 5 раз по сравнению со стойкостью инструмента, работающего при сухом резании. Указанное свидетельствует о достижении цели изобретения.
Одним из возможных способов обработки резанием, повышения эффективности резания труднообрабатываемых материалов является изменение условий взаимодействия рабочих поверхностей инструмента и обрабатываемого материала, достигаемым путем введения в зону резания вынужденных высокочастотных колебаний инструмента малой амплитуды в системе станок - инструмент - деталь (см. чертеж).
В качестве источника колебаний использовали генератор ГУЗ-5П, создающий радиально-тангенциальные ультразвуковые колебания резца в плоскости YOZ - перпендикулярно линии центров токарного станка. Максимально выходная мощность генератора около 3,5 кВт, диапазон частот 13-30 кГц.
Проведены эксперименты при точении сплава ХН77ТЮР твердосплавными пластинками ВК6ОМ с предлагаемым многофункциональным покрытием при введении в зону резания ультразвуковых колебаний низкой интенсивности 0<А<20 мкм, и ИГС. Амплитуда колебаний в радиальном направлении Ар=0,97А, в тангенциальном направлении Ат=0,26 А, где А - величина амплитуды колебания вершины резца. Геометрия резца γ=-7, α=6, ϕ=45, ϕ1=15, λ=0, r=0,5 мм.
Результаты проведенных экспериментов показали, что при возбуждении ультразвуковых колебаний низкой интенсивности 0<А<20 мкм с одновременном введении в зону резания ионизированной газовой среды стойкость твердосплавного инструмента ВК6 с многофункциональным покрытием возрастает от 4 до 10 раз по сравнению с работой ВК6 всухую без колебаний.
Ультразвуковые колебания наряду с подачей в зону резания ионизированной газовой среды при работе инструмента с покрытием наиболее эффективны при работе на малых скоростях (V=1-5 м/мин) резания. В этом случае снижаются силы резания (до 5 раз), уменьшается усадка стружки и значительно улучшается качество обработанной поверхности.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ПОКРЫТИЙ НА ИЗДЕЛИЯ ИЗ ТВЕРДЫХ СПЛАВОВ | 1992 |
|
RU2090312C1 |
| МНОГОСЛОЙНОЕ КОМПОЗИЦИОННОЕ ПОКРЫТИЕ НА РЕЖУЩИЙ И ШТАМПОВЫЙ ИНСТРУМЕНТ | 1992 |
|
RU2096518C1 |
| МНОГОСЛОЙНО-КОМПОЗИЦИОННОЕ ИЗНОСОСТОЙКОЕ ПОКРЫТИЕ | 1998 |
|
RU2198243C2 |
| МНОГОСЛОЙНОЕ КОМПОЗИЦИОННОЕ ПОКРЫТИЕ С НАНОКРИСТАЛЛИЧЕСКОЙ СТРУКТУРОЙ НА РЕЖУЩЕМ ИНСТРУМЕНТЕ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2009 |
|
RU2413790C2 |
| Устройство для имитации процесса протягивания | 1989 |
|
SU1664475A1 |
| СПОСОБ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩИХ ТЕХНОЛОГИЧЕСКИХ СРЕДСТВ | 2011 |
|
RU2524877C2 |
| ТВЕРДЫЙ СПЛАВ НА ОСНОВЕ КАРБИДА ВОЛЬФРАМА ДЛЯ ОБРАБОТКИ РЕЗАНИЕМ ТРУДНООБРАБАТЫВАЕМЫХ МАТЕРИАЛОВ | 2012 |
|
RU2521747C1 |
| Многослойно-композиционное покрытие для режущего инструмента для обработки титановых сплавов в условиях прерывистого резания | 2019 |
|
RU2725467C1 |
| Многослойное покрытие на режущем инструменте | 1987 |
|
SU1497054A1 |
| Способ модификации поверхностного слоя режущих пластин из инструментальной керамики, предназначенной для точения никелевых сплавов | 2020 |
|
RU2751608C1 |
Изобретение относится к области обработки материалов резанием, обработке конструкционных материалов. Способ включает подачу в зону обработки ионизированной газовой среды. Для облегчения процесса резания и повышения износостойкости инструмента за счет снижения коэффициента трения и уменьшения температуры в зоне основных пластических деформаций и в зоне контакта обрабатываемого и инструментального материалов используют инструмент с многофункциональным покрытием, содержащим износостойкий слой и трибоактивный слой, создающий антифрикционную твердую смазку под воздействием ионизированной газовой среды. В зону обработки могут подавать ультразвуковые колебания в направлении главного движения или скорости резания. Ионизированную газовую среду могут подавать одновременно на переднюю и заднюю поверхности режущего инструмента. В зону обработки могут подавать смесь азота и аргона в соотношении по объему 70%/30%. 3 з.п. ф-лы, 1 ил., 1 табл.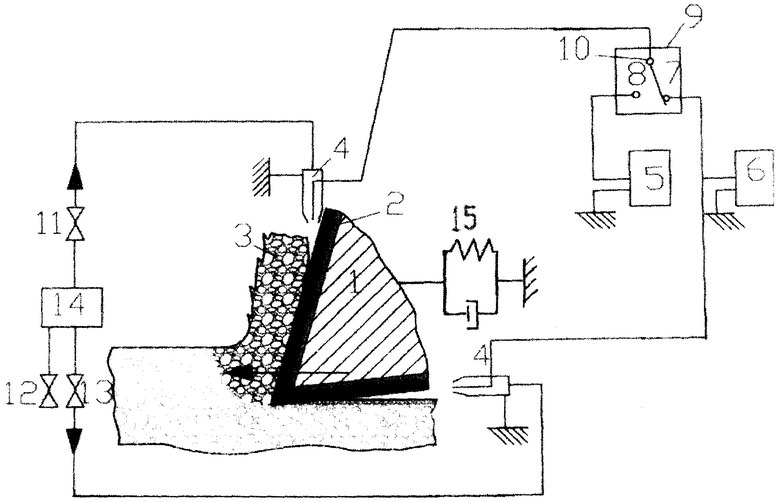
| СПОСОБ ОХЛАЖДЕНИЯ ЗОНЫ РЕЗАНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2037388C1 |
| Режущий инструмент | 1979 |
|
SU959344A1 |
| Система подачи газа в зону резания | 1981 |
|
SU1009715A1 |
| МНОГОСЛОЙНО-КОМПОЗИЦИОННОЕ ИЗНОСОСТОЙКОЕ ПОКРЫТИЕ | 1998 |
|
RU2198243C2 |
| US 5330853 A, 19.07.1994. | |||

