Изобретение относится к машиностроению, а именно к механической обработке металлов, в частности к способам подачи смазочно-охлаждающих технологических средств (СОТС) и их компонентов.
Известен способ охлаждения зоны резания ионизированным воздухом путем его продувки под избыточным давлением через специальный ионизатор [1].
Другой способ подачи СОТС в зону резания представляет собой подачу СОТС в распыленном состоянии с размером частиц 12-25 мкм [2].
Недостатками этих способов являются невысокие смазочные способности таких СОТС в связи с недостаточной химической активностью СОТС при образовании смазочных пленок.
Наиболее близким по технической сущности и достигаемому эффекту является способ подачи СОТС в зону резания в виде распыленных ионизированных жидкостей [3].
Основными недостатками данного способа являются большая загазованность продуктами распыленной СОТС окружающего пространства и недостаточно высокая стойкость инструментов, обусловленная низкой химической активностью СОТС в связи с тем, что коронирующий электрод расположен за пределами сопла на пути движения распыленной СОТС.
Целью настоящей работы является повышение стойкости металлорежущих инструментов путем совокупного действия охлаждающего эффекта, вызванного активированными коронным и барьерным разрядами газообразных СОТС, и смазочного эффекта, обусловленного действием активированных электрическими разрядами микродоз воды и растворов на ее основе, подаваемых направленно в зону стружкоотделения.
Поставленная цель достигается тем, что в качестве смазочного компонента использовалась вода жесткостью от 0 до 4,6 мг-экв/л, либо водный раствор веществ, которые подавались направленно в зону контакта через сопло в количестве 0,05-4,5 г/ч с помощью струи газа (в частности, воздуха) при избыточном давлении от 0,05 до 5,0 атм. Превышение жесткости воды значения 4,6 мг-экв/л не приводило к изменению стойкостных показателей инструментов по сравнению с данным значением. Сопло располагалось от зоны контакта на расстоянии 20-100 мм. Уменьшение расстояния менее 20 мм или превышение свыше 100 мм приводило, в первом случае, к нестабильности поступления ионно-воздушной СОТС с микродозами смазочного компонента в контактную зону инструмента с обрабатываемым материалом в результате помех, возникающих со стороны стружки, во втором - к большому рассеянию СОТС, особенно ее микродозированной составляющей, следствием чего являлось снижение эффективности СОТС.
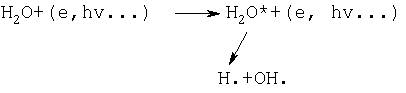
Газовый поток с находящимися в его составе микродозами смазочного компонента активировался электрическими разрядами на выходе из сопла, к которому было приложено соответствующее напряжение. Молекулы воды, находящиеся в газовом потоке, взаимодействуя с различными энергетическими частицами, образованными при действии электрических разрядов, переходят в возбужденное состояние и преобразуются по радикально-цепному механизму согласно реакциям:
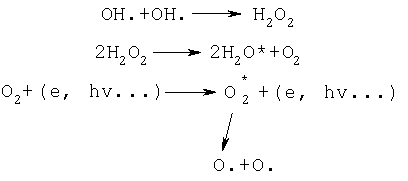
При взаимодействии гидроксильных радикалов образуется перекись водорода, эффект которой при резании обусловлен способностью выделять активный кислород
где (е, hν...) - энергетические частицы, образованные при действии разрядов;
Н2О*, О* - возбужденные молекулы воды и кислорода;
Н., ОН., О. - химические радикалы.
Активные в химическом отношении радикалы кислорода при взаимодействии со свежевскрытыми металлическими поверхностями контактной зоны образуют оксидные пленки, которые выполняют функции смазочного материала между инструментальным и обрабатываемым материалами.
Охлаждение зоны резания осуществляется активированным коронным или барьерным разрядами газовым потоком.
Апробация предлагаемого способа осуществлялась при лезвийной обработке представителей различных групп конструкционных материалов: углеродистая сталь 45, хромистая сталь 40Х, нержавеющая аустенитная сталь 12Х18Н10Т, титановый сплав ВТ6. Резание проводилось на операциях точения и фрезерования инструментами, изготовленными из быстрорежущих сталей Р6М5, Р9 и оснащенными пластинками твердого сплава Т5К10, ВК6. В качестве смазочного компонента использовались: дистиллированная вода, вода различной жесткости, однокомпонентные водные растворы йода и брома, многокомпонентные водные растворы СОТС "Прогресс-2", "Ивапрол 2".
Примеры предлагаемого способа.
При точении углеродистой стали 45 упорнопроходными резцами из быстрорежущей стали Р6М5 и твердого сплава Т5К10 при глубине резания t=0,5 мм, подаче S=0,1 мм/об и скорости резания, соответственно V=1,00 м/с и V=3,00 м/с в качестве СОТС использовались: ионизированный коронным разрядом воздушный поток, дистиллированная вода с подачей в зону контакта посредством ионизированного воздушного потока. Давление воздушной струи изменялось в пределах 0,05-5,0 атм. Количество воды, подаваемой в контактную зону, составляло 0,05-4,5 г/ч. Расстояние от сопла до зоны контакта изменялось от 20 до 100 мм. За критерий износа принимался износ по задней поверхности резцов до достижения высоты фаски износа 0,6 мм. Результаты изменения стойкостных характеристик инструментов приведены в табл.1.
Результаты стойкостных испытаний быстрорежущих резцов при использовании различных СОТС
Р6М5
Т5К10
21
27
при избыточном давлении 1,0 атм.
Расход жидкофазной составляющей составил
500 г/ч. Расстояние от сопла до
контактной зоны составляло 60 мм.
Р6М5
Т5К10
49
58
подавались в зону контакта посредством
ионизированного воздушного потока при
избыточном давлении 0,5 атм. Расстояние
от сопла до контактной зоны составляло
60 мм.
Р6М5 - в количестве 0,2 г/ч
Т5К10 - в количестве 2,0 г/ч
69
83
активированного воздуха 0,05 атм
Р6М5
Т5К10
51
62
активированного воздуха 5,0 атм
Р6М5
Т5К10
49
64
0,05 г/ч
Р6М5
Т5К10
53
59
Р6М5 - 2,0 г/ч
Т5К 10-4,5 г/ч
49
60
мм
Р6М5
Т5К10
50
61
Р6М5
Т5К10
53
67
Р6М5
Т5К10
50
62
активированного
воздуха 0,04 атм
Р6М5
Т5К10
46
53
Р6М5
Т5К10
48
56
г/ч
Р6М5
Т5К10
49
58
Р6М5-2,1 г/ч
Т5К 10-4,6 г/ч
40
55
Р6М5
Т5К10
45
56
Р6М5
Т5К10
47
57
Р6М5
Т5К10
49
62
Соотношение полученных результатов лезвийной обработки при использовании барьерного разряда, а также для различных операций других обрабатываемых и инструментальных материалов близки к приведенным в таблице.
Литература.
1. UK Patent GB №2243319 В Apparatus for machining materials by cutting. Invantors: Akhmetzyanov I.D., Vereschagin I.P., Dogadin G.S., Lilin V.I., Suslov A.D., Terentiev A.G.
2. Удостоверение о регистрации №21316. Охлаждение и смазка распыленными жидкостями. Занесено в книгу регистрации 25 января 1961 года. Авторы: М.И. Клушин, М.Б. Гордон, В.Н. Латышев, В.В. Подгорков и др.
3. А.с. СССР №210609. Способ охлаждения и смазки распыленными ионизированными жидкостями. Авторы: Латышев В.Н., Солодихин А.Е., Горбунова Е.В.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОХЛАЖДЕНИЯ И СМАЗКИ РЕЖУЩИХ ИНСТРУМЕНТОВ | 2011 |
|
RU2524871C2 |
| СПОСОБ ОХЛАЖДЕНИЯ И СМАЗКИ РЕЖУЩИХ ИНСТРУМЕНТОВ | 2008 |
|
RU2411115C2 |
| СПОСОБ ПОДАЧИ МАСЛЯНЫХ СОТС | 2005 |
|
RU2307015C2 |
| Способ охлаждения и смазки режущих инструментов | 2016 |
|
RU2677441C1 |
| СПОСОБ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩИХ ТЕХНОЛОГИЧЕСКИХ СРЕДСТВ | 2004 |
|
RU2288087C2 |
| СПОСОБ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩИХ ТЕХНОЛОГИЧЕСКИХ СРЕДСТВ | 2011 |
|
RU2524877C2 |
| СПОСОБ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩИХ ТЕХНОЛОГИЧЕСКИХ СРЕДСТВ | 2007 |
|
RU2367556C2 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ИОНИЗИРОВАННЫХ И ОЗОНИРОВАННЫХ СОТС | 2004 |
|
RU2287419C2 |
| СПОСОБ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩИХ ТЕХНОЛОГИЧЕСКИХ СРЕДСТВ, РЕАЛИЗУЮЩИХ ЭФФЕКТ ИЗБИРАТЕЛЬНОГО ПЕРЕНОСА | 2005 |
|
RU2307016C2 |
| СПОСОБ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩИХ ТЕХНОЛОГИЧЕСКИХ СРЕДСТВ | 2019 |
|
RU2700223C1 |
Изобретение может быть использовано при механической обработке металлов резанием. Смазочные компоненты СОТС подают микродозами направленно в зону контакта металлорежущего инструмента с обрабатываемым материалом в количестве 0,05-4,5 г/ч при избыточном давлении активированного газового потока 0,05-5,0 атм. В качестве смазочного компонента используют воду жесткостью до 4,6 мг-экв/л или растворы на ее основе. Для получения активированного газового потока используют ионизированный или озонированный воздух. Технический результат изобретения состоит в повышении стойкости металлорежущих инструментов. 1 табл.
| СПОСОБ ОХЛАЖДЕНИЯ И СМАЗКИ РАСПЫЛЕННЫМИ ИОНИЗИРОВАННЫМИ ЖИДКОСТЯМИ | 0 |
|
SU210609A1 |
| СПОСОБ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩИХ ТЕХНОЛОГИЧЕСКИХ СРЕДСТВ (ВАРИАНТЫ) | 1994 |
|
RU2072291C1 |
| Способ подачи смазочно-охлаждающей жидкости в зону резания | 1987 |
|
SU1495064A1 |
| СПОСОБ ПОДАЧИ КИСЛОРОДОСОДЕРЖАЩИХ СОТС В ЗОНУ КОНТАКТА МЕТАЛЛИЧЕСКИХ ПОВЕРХНОСТЕЙ | 1999 |
|
RU2177866C2 |
| БАРЬЕР ДЛЯ МОБИЛЬНОГО ЗАГРАЖДЕНИЯ | 2008 |
|
RU2378604C1 |

