Область изобретения
Настоящее изобретение относится к формовочному материалу для экструзионного формования со вспениванием, содержащему в качестве основных компонентов термопластичную смолу и древесную муку, и способу его получения; а также к вспененному синтетическому древесно-наполненному продукту, полученному из формовочного материала, а также к способам и устройствам для их получения.
Уровень техники
В связи с тем, что формованные изделия из смол характеризуются такими свойствами, как устойчивость к разрушению, и текстурой поверхности, сходной с древесиной, широкое распространение получили формованные изделия (синтетический древесно-наполненный продукт), полученный путем придания формовочному материалу, полученному из термопластичной смолы и древесной муки методом расплавления при перемешивании, требуемой формы; такие изделия широко применяют, например, в качестве строительных материалов для сооружения деревянных настилов, используемых вне помещений.
Один из примеров устройств для экструзии, используемых для получения подобных синтетических древесно-наполненных продуктов методом экструзионного формования, показан на фиг.8.
Указанное устройство для экструзии 641 включает экструдер 642, содержащий полый цилиндр 643 и шнек 645, установленный с возможностью вращения внутри указанного цилиндра 643, а также привод (не показан на рисунке) для приведения во вращение шнека 645 экструдера 642. Устройство дополнительно содержит пресс-форму 650, в которую поступает формовочный материал 625а, экструдируемый через выходное отверстие 643а, имеющееся на цилиндре 643 экструдера 642, и где он формуется.
Для получения синтетического древесно-наполненного продукта (доски) с помощью устройства для экструзии 641, имеющего подобную конструкцию, смесь необходимых исходных материалов, таких как древесная мука, термопластичная смола, краситель и упрочняющий агент, перемешивают при заданном соотношении компонентов, после чего подают в цилиндр 643 экструдера через загрузочную воронку 644, установленную на цилиндре 643; затем к концевому участку шнека 645 путем его вращения с помощью привода прикладывают вытесняющее усилие для подачи смеси сырья при одновременном нагревании и перемешивании; расплавленный и пластифицированный формовочный материал 625а выдавливают через концевую часть шнека 645 через выходное отверстие б43а в цилиндре 643 в загрузочную камеру 650а, предусмотренную в пресс-форме 650, с получением тем самым синтетического древесно-наполненного продукта, поперечное сечение которого соответствует поперечному сечению загрузочной камеры 650а (см., например. Патентный документ 1).
Ссыпки на уровень техники
Патентный документ
Патентный документ 1: публикация заявки на патент Японии 8-118452, по которой не проводилась экспертиза.
Описание изобретения
Задачи, решаемые с помощью изобретения
Для придания смеси, содержащей в качестве основных компонентов термопластичную смолу и древесную муку, заданной формы в процессе экструзионного формования, формовочный материал 625а, подвергаемый расплавлению при перемешивании в экструдере 642, формуют с приданием ему желаемой формы в пресс-форме 650, а затем, как описано выше, охлаждают и отверждают с получением целевого изделия. Ключевым моментом указанного процесса является решение вопроса о получении изделия, обладающего стабильным качеством, при сохранении высокой производительности.
Однако в процессе получения синтетических древесно-наполненных продуктов, содержащих большие количества древесной муки, сложно контролировать поток формовочного материала 625а, вследствие чего затрудняется одновременное достижение высокой производительности и стабильного качества получаемой продукции.
В частности, при добавлении вспенивающего агента к исходным материалам с обеспечением вспенивания расплавленного и пластифицированного формовочного материала 625а с получением синтетического древесно-наполненного продукта (далее называемого «вспененным синтетическим древесно-наполненным продуктом»), контроль течения формовочного материала 625а в экструдере 642 и пресс-форме 650 затруднен, так как давление или расход формовочного материала 625а могут, например, внезапно меняться в процессе вспенивания вспенивающего агента, в результате чего начинается пульсация при подаче формовочного материала 625а. Таким образом, для готовых конечных вспененных древесно-наполненных продуктов, как правило, характерны дефекты, такие как неоднородное распределение пузырьков или их группировка в «гнезда», возникающие в связи с неоднородным распределением вспенивающих газов в формовочном материале 625а, образование складок на поверхности, происходящее в результате пульсации при подаче формовочного материала 625а и т.п., в результате чего получение прочных изделий однородного качества осложняется еще больше.
Например, когда сырьевую смесь, приготовленную методом простого добавления вспенивающего агента к описанным выше исходным материалам, включающим древесную муку, термопластичную смолу, краситель, упрочняющий агент и т.п., готовят к экструзии с помощью известного устройства для экструзии, представленного на фиг.8, тепло, выделяющееся в цилиндре 643 экструдера 642 в процессе расплавления при перемешивании, вызывает выделение вспенивающих газов, которые затем расширяются с образованием пузырьков, которые, вероятно, собираются в центре формовочного материала.
Когда формовочный материал 625а охлаждается и отверждается в загрузочной камере 650а, выполненной в пресс-форме 650, с пузырьками, собранными в центре формовочного материала 625а, пузырьки дополнительно собираются в центральной (по ширине) (внутренней) части вспененного древесно-наполненного продукта. В результате образуется внутренний дефект, связанный с формированием внутренней пустоты G, размер которой превышает размеры так называемого «гнезда». В связи с этим невозможно гарантировать, что вспененный древесно-наполненный продукт будет иметь прямоугольное сечение, так как центральная часть вспененного синтетического древесно-наполненного продукта разбухает в двух направлениях: по толщине в центральной части и по ширине в продольном направлении, в результате чего использование вспененного синтетического древесно-наполненного продукта становится невозможным. Кроме того, его прочность становится настолько низкой, что изделия из экструдированных пенопластов, обладающие качеством, аналогичным продукту, полученному без вспенивания, невозможно производить для продажи, или же их производство очень осложнено даже на экспериментальном уровне (фиг.9). На фиг.9 для обеспечения достаточной прочности приведен пример создания в нижней части формованной доски продольных канавок, имеющих пилообразный профиль.
Для решения подобной проблемы можно изменить конструкцию устройства для экструзии 641. Например, как показано на фиг.10, была сделана попытка размещения на входном участке пресс-формы 650 распределительной пластины 652, служащей в качестве экрана, состоящего из множества ячеек, и приложения сопротивления к формовочному материалу 625а за счет продавливания формовочного материала 625а в загрузочную камеру 650а пресс-формы 650 через ячейки распределительной пластины 652. Таким образом, внутреннее давление в цилиндре 643 вырастает, подавляя расширение вспенивающих газов в цилиндре 643, в результате чего распределение вспенивающих газов в цилиндре 643 экструдера 642 становится однородным, после чего формовочный материал 625а вводят в пресс-форму 650.
Однако даже если вспененный синтетический древесно-наполненный продукт получают с использованием устройства для экструзии 641 указанной конструкции, невозможно предотвратить концентрированно пузырьков в центральной (внутренней) части экструдированного пенопласта, формуемого в загрузочной камере 650а, так же как и при использовании известного устройства для экструзии 641, показанного на фиг.8. Таким образом, оказалось невозможным предотвратить образование внутренней полости G, показанной на фиг.9, что осложняет получение высокопрочных вспененных синтетических древесно-наполненных продуктов.
Как описано выше, при получении высококачественного, не имеющего дефектов вспененного синтетического древесно-наполненного продукта методом экструзионного формования, необходимо обеспечить не только однородность потока формовочного материала 625а и рассредоточения вспенивающих газов в формовочном материале, но и то, что расширение формовочного материала 625а с помощью вспенивающих газов должно произойти в заданный момент времени. Однако осуществление полноценного контроля является слишком сложной задачей, чтобы решить ее с помощью простого изменения конструкции устройства для экструзии.
Учитывая указанные обстоятельства, настоящее изобретение предназначено для решения проблем, стоящих перед описанной выше традиционной технологией, и его задачей является обеспечение формовочного материала для экструзионного формования со вспениванием, из которого можно получать высококачественные вспененные синтетические древесно-наполненные продукты, за счет анализа состава исходных материалов.
Другой задачей настоящего изобретения является получение высококачественного, не имеющего дефектов синтетического древесно-наполненного продукта, полученного с использованием описанного выше формовочного материала.
Дополнительной задачей настоящего изобретения является создание устройства для экструзии и разработка способа экструзии для осуществления экструзионного формования со вспениванием, в котором используют формовочный материал для экструзионного формования со вспениванием.
Средства для решения поставленных задач
Ниже описаны средства для решения поставленных задач со ссылками на нумерацию в разделе «Наилучшие способы реализации изобретения». Данная нумерация предназначена для уточнения взаимосвязи между описаниями в пунктах формулы изобретения и описаниями наилучших способов реализации изобретения. Нет необходимости упоминать, что указанные пункты не ограничивают объем настоящего изобретения.
Формовочный материал, предложенный для решения описанных выше задач, предназначенный для экструзионного формования со вспениванием, к которому добавляют вспенивающий агент для получения вспененного синтетического древесно-наполненного продукта с помощью экструзионного формования со вспениванием согласно настоящему изобретению, характеризуется следующим соотношением компонентов:
в качестве основных компонентов - древесная мука и термопластичная смола, и 1-5 мас.% алкана с молекулярной массой 300-1000 г/моль.
Формовочный материал может быть подвергнут расплавлению при перемешивании, так чтобы обеспечить однородное распределение составляющих его компонентов, и может быть гранулирован в гранулы заданного размера.
В формовочном материале соотношение древесной муки и термопластичной смолы может находиться в пределах 50-55 мас.% древесной муки и 45-50 мас.% термопластичной смолы.
В дополнение к древесной муке, термопластичной смоле и алкану, описанным выше, формовочный материал может дополнительно включать наполнитель, и/или упрочняющий агент, и/или пигмент.
Настоящее изобретение также относится к синтетическому древесно-наполненному продукту, получаемому путем экструзии любого из вышеописанных формовочных материалов и вспенивающего агента в заданную форму с помощью устройства для экструзии, а также к способам получения вспененных синтетических древесно-наполненных продуктов.
Способ получения вспененного синтетического древесно-наполненного продукта характеризуется следующими стадиями:
введение любого из описанных выше формовочных материалов и вспенивающего агента в шнековый экструдер 12, являющийся частью устройства для экструзии 11, и расплавление при перемешивании формовочного материала и вспенивающего агента при температуре, равной или большей, чем температура разложения вспенивающего агента;
введение формовочного материала 25а, продавливаемого экструдером 12, в загрузочную камеру 31 пресс-формы 30 при поддержании указанного формовочного материала 25а под давлением; и
сброс давления, оказываемого на формовочный материал 25а при его введении в загрузочную камеру 31 пресс-формы 30 с обеспечением вспенивания формовочного материала 25а, а также охлаждения и отверждения формовочного материала 25а, проходящего через загрузочную камеру 31 пресс-формы 30 при придании формовочным материалом 25а формы, соответствующей поперечному сечению загрузочной камеры 31.
Способ получения вспененного синтетического древесно-наполненного продукта может включать следующие стадии:
обеспечение экструзионной головки 20, соединяющей выходное отверстие экструдера 12 (выходное отверстие 13а цилиндра 13) с входным отверстием 30а пресс-формы 30, в составе устройства для экструзии 11 между экструдером 12 и пресс-формой 30;
создание сопротивления движению формовочного материала 25а, вводимого в экструзионную головку 20 через выходное отверстие 13а экструдера 12 с обеспечением увеличения давления формовочного материала 25а в экструдере 12;
введение формовочного материала 25а в загрузочную камеру 31 пресс-формы 30 при поддержании формовочного материала 25а под давлением, вводимого в экструзионную головку 20 из экструдера 12, путем уменьшения площади проходного сечения экструзионной головки 20 от входного отверстия 20а до выходного отверстия 20b; и
сброс давления, оказываемого на формовочный материал 25а, проходящий через экструзионную головку 20 после прохождения им выходного отверстия 20b экструзионной головки с обеспечением вспенивания формовочного материала 25а у входного отверстия пресс-формы 30.
Кроме того, устройство для экструзии, предназначенное для получения вспененных синтетических древесно-наполненных продуктов согласно описанному выше способу, характеризуется наличием:
шнекового экструдера 12, в который поступают формовочный материал, содержащий в качестве основных компонентов термопластичную смолу и древесную муку, и вспенивающий агент, и в котором проводится расплавление при перемешивании формовочного материала при температуре, большей или равной, чем температура разложения вспенивающего агента;
экструзионной головки 20, связанной с выходным отверстием 13а экструдера 12, в которую поступает формовочный материал, продавливаемый экструдером 12;
пресс-формы 30, соединенной с выходным отверстием 20b экструзионной головки 20 и через которую формовочный материал 25а из экструзионной головки 20 попадает в загрузочную камеру закрытого типа 31, и в которой охлаждается и отверждается в процессе движения в загрузочной камере 31 и при придании формовочным материалом 25а формы, соответствующей внутренней форме загрузочной камеры 31.
сетчатой распределительной пластины 22, размещенной у выходного отверстия 13а экструдера 12, имеющей множество отверстий; и
механического препятствия 26, размещенного внутри экструзионной головки 20, уменьшающего площадь проходного сечения экструзионной головки 20 от входного отверстия 20а до выходного отверстия 20b.
Предпочтительно, чтобы площадь проходного сечения экструзионной головки у ее выходного отверстия была меньше, чем площадь входного отверстия пресс-формы.
Кроме того, в устройстве для экструзии 11 для получения вспененных синтетических древесно-наполненных продуктов выходному отверстию 20b экструзионной головки 20 можно придавать такую же форму, как и входному отверстию 30а загрузочной камеры 31 пресс формы 30, и концевая часть механического препятствия 26, находящаяся со стороны пресс-формы (область дорна 26с), имеет форму, сходную с формой поперечного сечения выходного отверстия 20b экструзионной головки 20, но немного меньше по размеру, и оно расположено в центральной части выходного отверстия 20b экструзионной головки 20.
В устройстве для экструзии 11, предназначенном для производства изделий вспененных синтетических древесно-наполненных продуктов, в качестве шнекового экструдера может использоваться двухосный экструдер.
Предпочтительно, чтобы показатель текучести расплава (ПТР) термопластичной смолы находился в пределах от 0,5 до 10 (г/10 минут).
В качестве термопластичной смолы может использоваться представлять один из следующих полимеров или их смесь: полипропилен (ПП), полиэтилен (ПЭ), акрилонитрилбутадиенстирольная смола и поливинилхлорид (ПВХ).
Результат, достигаемый согласно настоящему изобретению
За счет описанной выше схемы изобретение в соответствии с настоящей заявкой может обеспечивать следующие существенные преимущества.
Высококачественные вспененные синтетические древесно-наполненные продукты могут быть получены с использованием формовочного материала, предназначенного для экструзии с вспениванием, содержащего в качестве основных компонентов древесную муку и термопластичную смолу, а также 1-5 мас.% алкана с молекулярной массой от 300 до 1000 г/моль, при этом экструзионное формование со вспениванием осуществляют с помощью устройства для экструзии 11.
Другими словами, результатами описанного выше добавления алкана является не только улучшение смешения и растворимости вспенивающих газов в термопластичной смоле, но и подавление абсорбции вспенивающих газов древесной мукой в процессе расплавления смешанного материала с перемешиванием в цилиндре 13 экструдера 12, что обеспечивает возможность однородного распределения вспенивающих газов в формовочном материале.
Кроме того, добавление алкана позволяет уменьшить контактное трение между поверхностями металла и формовочного материала, в результате чего формовочный материал с однородно распределенными вспенивающими газами может продвигаться плавно. Следовательно, формовочный материал 25а можно вводить в пресс-форму 30, при присутствии в составе материала однородно распределенных вспенивающих газов.
Кроме того, за счет добавления алкана можно предотвратить расширение вспенивающих газов, абсорбированных термопластичной смолой, до момента сброса давления на формовочный материал 25а, и таким образом можно предотвратить начало вспенивания формовочного материала 25а до его ввода в пресс-форму 30.
Следовательно, в процессе экструзионного формования со вспениванием при использовании описанного выше формовочного материала внутренние пузырьки образовывались равномерно по объему, что обеспечило не только получение высококачественного вспененного синтетического древесно-наполненного продукта, но и повышение производительности процесса экструзионного формования.
При нахождении формовочного материала в виде гранул, полученных методом расплавления при перемешивании компонентов до получения однородного раствора и последующей грануляции с получением гранул заданного размера, обеспечивается большая простота его обработки и снижение загрязнения производственной среды по сравнению с применением компонентов, имеющих, например, порошкообразную форму.
Кроме того, так как составляющие, за исключением вспенивающего агента, заранее подвергали процессу расплавления при перемешивании до образования однородного раствора, это облегчает получение смеси без неравномерного распределения компонентов в процессе расплавления при перемешивании в экструдере 12.
Когда соотношение древесной муки и термопластичной смолы составляет 50-55 мас.% древесной муки и 45-50 мас.% термопластичной смолы, можно гарантировать наличие результата, получаемого за счет добавления описанного выше количества алкана.
Кроме того, однородное распределение компонентов может быть достигнуто в процессе расплавления при перемешивании в экструдере 12 с предварительным добавлением к формовочному материалу наполнителей, упрочняющих агентов и красителей, и, в частности, путем проведения процесса расплавления при перемешивании с использованием указанных исходных материалов заранее, при получении гранул.
В способе получения вспененных синтетических древесно-наполненных продуктов с использованием описанного выше формовочного материала 25а, где в процессе потока в экструзионной головке 20 формовочный материал 25а находился под давлением за счет создания сопротивления потоку у выходного отверстия 13а экструдера 12, предназначенного для увеличения давления формовочного материала 25а в экструдере 12 и достигаемого путем уменьшения проходного сечения экструзионной головки 20 от входного отверстия 20а до выходного отверстия 20b, стало возможным в полной мере воспользоваться результатом предотвращения преждевременного вспенивания, достигнутым за счет добавления алкана, который подавляет вспенивание формовочного материала 25а, находящегося под давлением.
В результате вспенивающие газы в экструдере 12 и экструзионной головке 20 могут распределиться однородно, также может увеличиться скорость экструзии формовочного материала (массовая), с повышением производительности.
Кроме того, в устройстве для получения вспененных синтетических древесно-наполненных продуктов, включающем распределительную пластину 22, находящуюся у выходного отверстия 13а экструдера 12, и механическое препятствие 26 в экструзионной головке 20, давление формовочного материала 25а в цилиндре 13 экструдера 12 может быть увеличено и поддерживаться в экструзионной головке 20 с высокой степенью надежности. В связи с этим стало возможным в полной мере использовать эффекты от добавления алканов, такие как улучшенная растворимость вспенивающих газов и предотвращение преждевременного вспенивания.
В частности, используется конструкция, в который выходное отверстие экструзионной головки имеет ту же форму, что и входное отверстие загрузочной камеры пресс-формы, и конечный отрезок (область дорна 26с) механического препятствия со стороны пресс-формы имеет ту же форму, но немного меньше по размеру по сравнению с выходным отверстием 20b экструзионной головки, располагаясь в центральной части выходного отверстия 20b экструзионной головки 20. При этом распределение вспенивающих газов в формовочном материале 25b, проходящем через образующийся между ними узкий зазор, становится более однородным, в результате пузырьки во вспененных синтетических древесно-наполненных продуктах рассредоточиваются более однородно из-за синергетического эффекта, наблюдаемого в результате введения алкана.
В устройстве для экструзии 11, предназначенном для получения вспененных синтетических древесно-наполненных продуктов, при использовании в качестве шнекового экструдера 12 двухосного экструдера, можно добиться еще более равномерного распределения составляющих в процессе расплавления при перемешивании формовочного материала в экструдере 12, кроме того, перемешивание и растворение вспенивающих газов в термопластичной смоле может дополнительно ускоряться в связи с добавлением алкана.
Краткое описание чертежей
На фиг.1 представлено изображение устройства для грануляции, применяемое для получения формовочного материала согласно настоящему изобретению;
На фиг.2 представлено изображение устройства для экструзии, используемого для проведения экструзионного формования со вспениванием согласно настоящему изобретению;
На фиг.3(А) представлено вертикальное, на (В) - горизонтальное сечение экструзионной головки;
На фиг.4(А) представлена вертикальная проекция распределительной пластины, на (В) - сечение, построенное по линии В-В на рисунке (А);
На фиг.5(А) представлена горизонтальная проекция, (В) - вертикальный вид сбоку, (С) - вертикальный вид спереди
На фиг.6(А) представлено вертикальное, на (В) - горизонтальное сечение пресс-формы (первая пресс-форма);
На фиг.7 представлено изображение метода исследования прочности на изгиб;
На фиг.8 представлено изображение традиционного устройства для экструзии;
На фиг.9 приведено изображение пустот и деформаций, возникающих во вспененных синтетических древесно-наполненных продуктах; и
На фиг.10 представлено изображение устройства для экструзии с установленной разделительной пластиной.
Наилучшие способы реализации изобретения
Формовочный материал для экструзионного формования со вспениванием
В соответствии с настоящим изобретением формовочный материал для экструзионного формования со вспениванием используется, например, для получения плоских синтетических древесно-наполненных продуктов во вспененном состоянии (вспененных синтетических древесно-наполненных продуктов) методом экструзионного формования, и при его совместном использовании с вспенивающим агентом в процессе экструзионного формования удается получить однородные вспененные синтетические древесно-наполненные продукты. Как правило, этого невозможно или сложно добиться при использовании устройства для экструзии.
Формовочный материал для экструзионного формования со вспениванием (далее называемый просто «формовочным материалом») получают путем смешения алкана (CnH2n+2) с молекулярной массой от 300 до 1000 г/моль, более предпочтительно от 350 до 800 г/моль, более предпочтительно от 400 до 600 г/моль, с древесной мукой и термопластичной смолой, являющимися основными компонентами, причем содержание алкана составляет от 1 до 5 мас.% общего количества материалов.
Кроме указанных выше древесной муки, термопластичной смолы и алкана, к указанному формовочному материалу может быть добавлен наполнитель (например, тальк), красящий краситель, упрочняющий агент или другие вспомогательные материалы.
Термопластичная смола
В качестве термопластичной смолы, являющейся одним из основных компонентов формовочного материала, могут быть использованы различные типы термопластичных смол, включая полипропилен (ПП), полиэтилен (ПЭ), акрилонитрилбутадиенстирольная смола и винилхлорид
Кроме того, можно использовать не только указанные типы термопластичных смол по отдельности, но и комбинации различных указанных типов термопластичных смол. Например, в качестве исходного материала могут использоваться пластиковые отходы, содержащие большое количество термопластичных смол. Однако в данном варианте реализации изобретения из числа описанных выше различных типов термопластичных смол используется полипропилен (ПП).
Здесь виды полипропилена включают гомополимер, статистический сополимер и блок-сополимер. Согласно настоящему изобретению может быть использован любой из указанных видов полипропилена. Например, можно использовать полипропилен, собранный в соответствии с Законом о вторичной переработке тары и упаковки ("CPR Act"), полипропилен, состоящий из различных видов полипропилена и т.п.
Согласно настоящему изобретению предпочтительные значения показателя текучести расплава термопластичных смол должны находиться в пределах от 0,5 до 10 (г/10 мин). Например, для получения смолы с показателем текучести расплава, попадающим в указанный диапазон значений, могут быть смешаны несколько термопластичных смол с различными ПТР.
Древесная мука
В качестве древесной муки, являющейся одним из основных компонентов формовочного материала, можно использовать различные коммерчески доступные разновидности древесной муки. Также древесная мука можно производить путем дробления неиспользуемой древесины, использованных строительных материалов, отходов, например древесных опилок, получаемых при обработке древесины и др. с помощью устройств, таких как дробильная машина, обрезное устройство или мельница.
Особых ограничений на тип используемой древесины не накладывается, и совместное использование различных типов древесины не приводит к появлению проблем конструкционного характера. Однако, принимая во внимание конечный вид вспененного синтетического древесно-наполненного продукта, предпочтительным является использование типов древесины со схожей окраской.
В качестве древесной муки можно использовать любой тип древесной муки с размером частиц 1000 мкм и менее. Предпочтительно использование древесной муки с размером частиц от 150 до 200 мкм.
Перед смешением с остальными исходными материалами предпочтительно подвергать древесную муку высушиванию с обеспечением увеличения сродства с термопластичной смолой и предотвратить выделение водяного пара в процессе нагревания с перемешиванием. Предпочтительно использовать высушенную древесную муку с содержанием воды 1 мас.% или менее.
Предпочтительное соотношение древесной муки и описанной выше термопластичной смолы находится в пределах 50-55 мас.% / 45-50 мас.% (древесная мука / термопластичная смола).
Алкан
В качестве алкана (CnH2n+2), используемого в соответствии с настоящим изобретением в качестве добавки к формовочному материалу, можно использовать различные типы алканов с молекулярной массой в пределах от 300 до 1000 г/моль. Алканы с молекулярной массой менее 300 г/моль имеют низкую температуру плавления и кипения, что затрудняет работу с ними. С другой стороны, при использовании алканов с молекулярной массой более 1000 г/моль не удается добиться желаемого эффекта, как видно из приведенных ниже экспериментальных результатов. Другими словами, почти все алканы с молекулярной массой ниже предельного значения 300 г/моль представляют собой жидкости и имеют низкие температуры кипения (50°С или ниже), а с молекулярной массой более 300 г/моль представляют собой парафин (твердое). Находясь в жидком состоянии, алкан отличается низкой способностью к распределению в смоле (ПП) и откладывается на поверхности, препятствуя достижению желаемого результата.
Более предпочтительно, чтобы молекулярная масса добавляемого алкана находилась в пределах от 350 до 800 г/моль и более предпочтительно от 400 до 600 г/моль.
Алкан добавляют в количестве от 1 до 5 мас.% по отношению к общей массе получаемого формовочного материала. Если количество алкана меньше 1 мас.%, результат отсутствует, а если оно превышает 5 мас.%, то алкан будет откладываться на поверхности, что снижает скорость ценообразования.
Прочие добавки
Кроме указанных выше древесной муки, термопластичной смолы и алкана, к вышеописанному формовочному материалу могут быть добавлены наполнитель, например тальк, красящий краситель, упрочняющий агент и т.п. в количестве приблизительно от 5 до 30 мас.% от общего количества материала.
Тальк, приведенный в качестве примера наполнителя, добавляют для увеличения прочности получаемой в итоге синтетической древесно-наполненной доски, причем добавляемое количество может находиться в пределах от 5 до 25 мас.% от общей массы формовочного материала. Если количество добавленного талька меньше указанного нижнего предела, прочность не будет повышаться. С другой стороны, если количество добавленного талька слишком велико, доска из древесины становится хрупкой и ее прочность уменьшается.
Размер зерен талька, используемого в качестве добавки, может меняться в широких пределах. Предпочтительный средний размер частиц талька находится в пределах от 5 до 30 мкм.
Краситель добавляют для окрашивания получаемой в итоге синтетической древесно-наполненной доске. Исходя из предполагаемой окраски конечного продукта, могут быть добавлены различные типы красителей при различных соотношениях компонентов.
В настоящем варианте реализации, где в одном из примеров для придания коричневатой окраски использовался краситель на основе оксида серебра, он был добавлен в количестве около 3 мас.% от общей массы формовочного материала.
Кроме того, в качестве добавки может быть использован упрочняющий агент. В настоящем варианте реализации изобретения, где в качестве термопластичной смолы используется полипропилен, являющийся согласно приведенному выше описанию основным исходным материалом, для улучшения связи между древесной мукой и смолой в качестве упрочняющего агента добавляют полипропилен, модифицированный малеиновым ангидридом.
Добавка упрочняющего агента не дает никакого эффекта, если его количество слишком мало, при этом чем больше количество указанного упрочняющего агента - тем значительнее результат, но при этом выше стоимость. Таким образом, предпочтительно добавлять упрочняющий агент, например, в количестве от 0,3 до 2,0 мас.% от общего количества получаемого формовочного материала.
Получение формовочного материала
Предпочтительным способом получения описанного выше формовочного материала, включающего древесную муку, термопластичную смолу и алкан, а также наполнитель (например, тальк), краситель и упрочняющий агент, добавляемые при необходимости, является их предварительное совместное перемешивание до однородного состояния с образованием смешанного материала. Более предпочтительно, указанные материалы подвергают предварительному расплавлению при перемешивании при нагревании, с тем чтобы добиться однородного распределения компонентов, а затем из пластицированного материала, полученного методом расплавления при перемешивании, получают гранулы заданного размера.
Получение гранул методом расплавления при перемешивании формовочного материала по указанному способу можно осуществлять с помощью известного устройства для грануляции, например гранулятора или миксера Хеншель. Например, в настоящем варианте изобретения использовали устройство для грануляции 40, приведенное на фиг.1.
Устройство для грануляции 40, показанное на фиг.1, включает устройство подачи с постоянным расходом 41, предназначенное для подачи постоянных количеств компонентов формовочного материала, что обеспечивается, например, за счет использования метода потери веса; и шнековый экструдер 42 для расплавления при перемешивании постоянного количества исходных материалов, подаваемых устройством подачи с постоянным расходом 41 при температуре приблизительно от 170 до 180°С и их последующей экструзии. Гранулы получают методом «горячего» гранулирования с охлаждением водой, согласно которому на переднюю часть цилиндра 42а указанного экструдера 42 устанавливается выпускная насадка головки экструдера 43, в которой имеется множество небольших отверстий, затем расплавленные материалы («нити») выдавливаются в горячую воду через указанную выпускную насадку головки экструдера 43 в виде шнуров круглого сечения, после чего указанные «нити» разрезаются с помощью лезвия 44а обрезного устройства 44 на участки заданной длины.
В качестве экструдера 42 могут быть использованы различные известные типы экструдеров. Предпочтительным является применение двухосного экструдера.
Двухосный экструдер включает два шнека, вращающиеся за счет сцепления чередующихся участков резьбы и выступов. В настоящем варианте реализации изобретения используется экструдер, в котором два шнека вращаются в противоположных направлениях.
Использование двухосного экструдера дает существенные преимущества при распределении исходных материалов, так как его отличительными особенностями, возникающими вследствие сцепленной конструкции шнеков, являются высокое усилие экструзии и особый эффект пластикации. Кроме того, использование двухосного экструдера позволяет предотвратить повышение температуры материалов по причине трения в связи с тем, что он способен развивать необходимые усилия экструзии даже при низкой частоте вращения. В результате облегчается контроль температуры материалов с помощью, например, нагревателя (не показан на фигуре), установленного на внешнем периметре цилиндра экструдера. Следовательно, двухосный экструдер пригоден для грануляции.
Гранулы формовочного материала, полученные указанным способом, дегидратируют с помощью центрифуги 45, затем дегидратированные гранулы собирают и используют в качестве формовочного материала для получения вспененных синтетических древесно-наполненных продуктов, описанных ниже.
Получение вспененных синтетических древесно-наполненных продуктов
Высушивание формовочного материала (гранул)
Формовочный материал для экструзионного формования со вспениванием, полученный по описанному выше способу, подвергают экструзионному формованию со вспениванием совместно с вспенивающим агентом, и в результате формовочный материал становится вспененным синтетическим древесно-наполненным продуктом заданной формы.
До начала указанного формования со вспениванием получаемые гранулы формовочного материала высушивают в достаточной степени с помощью, например, сушильной установки 47, как показано на фиг.2.
Предпочтительно высушивать гранулы до достижения уровня влажности 0,2 мас.% или менее. Хотя на способ сушки не накладывается каких-либо ограничений, например, в представленном варианте реализации изобретения гранулы сушили более двух часов с помощью устройства для сушки горячим воздухом при температуре 120°С до достижения указанного выше уровня влажности.
Вспенивающий агент
Вспенивающие агенты подразделяются на агенты, летучие при нормальных условиях (газообразные), такие как СО2, N2, фторхлоруглеводороды (фреоны) и пропан, включающие летучие вспенивающие агенты в виде газа или жидкости, и разлагаемые вспенивающие агенты. Можно использовать оба вида вспенивающих агентов, включающие различные виды коммерчески доступных вспенивающих агентов. В настоящем варианте реализации изобретения используется разлагаемый вспенивающий агент.
Разлагаемые вспенивающие агенты включают неорганические соединения, азосоединения, сульфонилгидразиды, нитрозосоединения, азиды и др. Можно использовать любое из указанных вспенивающих агентов, обладающих способностью легко распределяться или растворяться в термопластичной смоле, являющейся основным исходным материалом формовочного материала и не придающей нежелательной окраски изделию из экструдированного древесно-наполненного пенопласта.
Кроме того, могут быть использованы гранулированные коммерчески доступные вспенивающие агенты, так называемые концентраты («мастербатчи»), производимые путем добавления больших количеств вспенивающего агента к смоле-носителю.
В настоящем варианте реализации изобретения использовали концентрат, содержащий в качестве смолы-носителя полиэтилен (ПЭ) и в качестве вспенивающего агента - бикарбонат натрия, являющийся неорганическим соединением.
Используемый вспенивающий агент добавляют в необходимом количестве, определяемом исходя из объема генерируемого им газа, степени вспенивания получаемого изделия из экструдированного пенопласта и т.п. Например, предпочтительное количество добавляемого вспенивающего агента (концентрата) согласно настоящему варианту реализации изобретения находится в пределах от 0,3 до 3 мас.%, принимая общее количество формовочного материала и вспенивающего агента за 100 мас.%.
Затем формовочный материал, к которому указанным способом был добавлен вспенивающий агент, непрерывно вводят в шнековый экструдер 12, являющийся составной частью устройства для экструзии 11, где он подвергается расплавлению при перемешивании при нагревании. Формовочный материал 25а, продавливаемый указанным экструдером 12, попадает в экструзионную головку 20, а затем в пресс-форму 30, установленную последовательно с указанной экструзионной головкой 20, которая придает формовочному материалу заданную форму. Материал, которому придана заданная форма, охлаждается и отверждается, в результате чего получается вспененный синтетический древесно-наполненный продукт желаемой формы.
Устройство для экструзии
В качестве устройства для экструзии, применяемого для получения вспененных синтетических древесно-наполненных продуктов, можно применять различные типы устройств. Например, можно использовать известное устройство для экструзии, представленное на фиг.8, или предложенное в качестве усовершенствования устройство для экструзии, представленное на рис.10.
Для того чтобы реализовать все преимущества, возникающие в результате добавления алкала, включающие улучшенное распределение вспенивающих газов и предотвращение преждевременного вспенивания до введения в пресс-форму 30, предпочтительно использовать устройство для экструзии следующей конструкции: т.е. конструкции, в которой возможно увеличение давления формовочного материала 25а в экструдере 12, формовочный материал 25а может поступать из экструдера 12 в пресс-форму 30 при поддержании под давлением, и существует возможность быстрого стравливания давления формовочного материала в пресс-форме.
Пример конструкции устройства для экструзии 11, подходящего для экструзионного формования, в котором используется формовочный материал согласно настоящему изобретению, будет описан далее со ссылкой на фиг.2-6.
Устройство для экструзии 11, показанное на фиг.2, включает: устройство подачи с постоянным расходом 14, которое подает гранулы формовочного материала, полученного согласно описанному выше процессу, и вспенивающего агента в виде концентрата в соответствующих постоянных количествах; шнековый экструдер 12, в котором протекает процесс расплавления при перемешивании и экструзии гранул формовочного материала и вспенивающего агента, подаваемых с помощью устройства подачи с постоянным расходом 14; экструзионная головка 20, в которую попадает экструдируемый материал 35 25а, продавливаемый с помощью описанного выше экструдера 12; пресс-форму 30, в которой формовочный материал 25а, прошедший через вышеупомянутую экструзионную головку, принимает заданную форму, охлаждается и отверждается; и тянущее устройство 50, в котором собирается охлажденный и отвержденный экструдируемый материал (вспененный синтетический древесно-наполненный продукт) после прохождения пресс-формы 30.
Устройство подачи с постоянным расходом
Описанное выше устройство подачи с постоянным расходом 14 включает загрузочное устройство для формовочного материала 14а, которое позволяет подавать постоянное количество гранул формовочного материала, полученного согласно описанному выше способу, в экструдер 12 в каждый момент времени; и загрузочное устройство для вспенивающего агента 14b, необходимое для смешивания концентрата вспенивающего агента согласно настоящему изобретению с гранулами формовочного материала, подаваемого в экструдер 12 с помощью загрузочного устройства для формовочного материала в каждый момент времени. После того как гранулы формовочного материала и вспенивающего агента попадают в загрузочные воронки, установленные в описанных выше загрузочных устройствах 14а и 14b соответственно, они могут подаваться в экструдер 12 при заданном соотношении компонентов за счет подающих шнеков, приводимых в движение двигателями М, установленными ниже указанных загрузочных воронок.
Экструдер
Экструдер 12, в который указанным выше способом подаются формовочный материал и вспенивающий агент, представляет собой шнековый экструдер со шнеком 15, в котором гранулы формовочного материала и вспенивающего агента смешиваются при нагревании, а затем пластифицируются, после чего указанный пластифицированный формовочный материал 25а подвергается экструзии. Хотя для приведенного варианта изобретения в устройстве для экструзии 11 в качестве примера использовался двухосный экструдер, существует возможность использования различных типов шнековых экструдеров, таких как одношнековый экструдер, многошнековый экструдер или шнековый экструдер, в котором сочетаются признаки перечисленных типов устройств.
Двухосный экструдер обладает значительными преимуществами при распределении исходных материалов, что обусловлено его специфическими свойствами: высоким усилием экструзии в связи со сцепленной конструкцией шнеков 15 и специфическим эффектом пластикации, описанным выше. Кроме того, использование двухосного экструдера позволяет предотвратить повышение температуры материалов по причине трения в связи с тем, что он способен развивать необходимые усилия экструзии даже при низкой частоте вращения. В результате облегчается контроль температуры материалов с помощью, например, нагревателя (не показан на фигуре), установленного на наружной окружности цилиндра 13 экструдера 12. Следовательно, в качестве экструдера 12 в устройстве для экструзии 11 предпочтительно использовать двухосный экструдер.
Двухосный экструдер 12, представленный на фиг.2, включает цилиндр 13; два шнека 15, установленные с возможностью вращения внутри цилиндра 13; и привод М, состоящий из редуктора, двигателя и т.п., который придает шнекам 15 вращательное движение. Кроме того, на передней части цилиндра 13 (передняя часть соответствует направлению экструзии, или же правой стороне на чертеже, представленном на фиг.2) устанавливают описанные ниже экструзионную головку и пресс-форму.
Цилиндр 13 имеет форму трубы с открытой в направлении экструзии передней частью, где находится выходное отверстие 13а, и закрытой задней частью (направление, откуда идет экструзия, или левая сторона чертежа на фиг.2). Входное отверстие 13b, через которое поступают исходные материалы и которое проходит через цилиндр 13, оборудуют в верхней секции задней части. Через указанное входное отверстие 13b смешанный материал, включающий формовочный материал и вспенивающий агент, поступает в описанное выше устройство подачи с постоянным расходом 14.
На наружной окружности цилиндра 13 по всей его длине размещается нагревательное устройство (не показано на фигуре), например ленточный нагреватель. Им обматывают или окружают цилиндр 13, и смесь материалов, подаваемая в цилиндр 13, нагревается с помощью указанного нагревательного устройства.
Цилиндр 13 по протяженности подразделяется на несколько зон (например, зона плавления 131, зона разложения вспенивающего агента 132, зона смешения с вспенивающим газом 133) и конструируется таким образом, чтобы раздельно контролировать температуру в зонах от 131 до 133 с помощью нагревательного устройства.
Каждый из шнеков 15 включает вращающийся стержень круглого сечения и винтовую часть, образующую на нем резьбу, расположенные таким образом, что спиральная винтовая часть окружает указанный вращающийся стержень по всей его длине. Вращающийся стержень, установленный в задней части каждого шнека (левой части чертежа на фиг.2), выступает из задней части цилиндра 13, и выступающая часть соединена с двигателем М, служащим для него приводом. Шнеки 15 представляют собой двухосные конические шнеки с конусностью, направленной в сторону передней части, которые вращаются с помощью привода и имеют резьбу, нанесенную под углом, с симметрично совпадающими при зацеплении резьбой и выступами.
Шнеки 15 размещаются в следующих областях цилиндра 13: участке расплавления при перемешивании 151, находящемся в пределах зоны плавления 131, в которой протекает процесс расплавления при перемешивании нагретых исходных материалов; участке ускорения разложения 152, расположенном в зоне разложения вспенивающего агента 132, где увеличивается скорость разложения вспенивающего агента; и участке увеличения скорости распределения 153, расположенном в зоне смешения с вспенивающим газом 133, в которой увеличивается скорость распределения вспенивающего газа. Резьба на шнеках в каждой из областей имеет форму, соответственным образом подходящую для выполнения их непосредственных задач.
При вращении шнеков 15 с помощью привода М смешанный материал, подаваемый в цилиндр 13 с помощью устройства подачи с постоянным расходом 14, продавливается в процессе нагревания с перемешиванием по желобку между винтовыми участками шнеков 15 по направлению к их передней части, превращаясь в пластифицированный формовочный материал 25а, который затем экструдируется из цилиндра 13 через передние участки шнеков 15 за счет приложенного усилия экструзии.
Так как древесная мука, содержащаяся в формовочном материале, является пористым материалом, она абсорбирует вспенивающие газы, образующиеся при разложении вспенивающего агента, легче по сравнению со смоляным материалом.
С другой стороны, при абсорбции вспенивающих газов древесной мукой количество вспенивающих газов, абсорбированных расплавом смолы, становится незначительным, что затрудняет образование пузырьков в объеме смолы, в результате чего уменьшается степень вспенивания конечного вспененного синтетического древесно-наполненного продукта.
Однако при использовании формовочного материала согласно настоящему изобретению, содержащего описанные выше количества алкана с указанной молекулярной массой, присутствие указанного алкана способствует смешению и растворению вспенивающих газов, образующихся в процессе разложения вспенивающего агента, с термопластичной смолой при одновременном подавлении абсорбции вспенивающих газов древесной мукой в зоне смешения с вспенивающим газом 133.
Экструзионная головка
Экструзионная головка 20, через которую формовочный материал 25а, продавливаемый из цилиндра экструдера 12, попадает в описанную ниже пресс-форму 30, при поддержании формовочного материала под давлением, закрепляется, например, с помощью болта, проходящего через адаптер на передней части цилиндра 13 экструдера 12, причем обеспечивается возможность ее снятия.
Указанная экструзионная головка включает входное отверстие 20а, форма которого соответствует форме выходного отверстия 13а цилиндра 13 описанного выше экструдера 12 и выходное отверстие 20b, форма которого соответствует форме входного отверстия 30а пресс-формы, описанной ниже. Как показано на фиг.3(А) и (В), ширина канала потока 21 в вертикальной плоскости для вертикального сечения (см. фиг.3(А)) уменьшается от входного отверстия 20а к выходному отверстию 20b; кроме того, ширина проточного канала в горизонтальном сечении (см. фиг.3(В)) постепенно увеличивается от входного отверстия 20а к выходному отверстию 20b, несколько уменьшается около выходного отверстия 20b и становится равной ширине входного отверстия 30а пресс-формы 30, описанной ниже. Таким образом, выходное отверстие цилиндра 13 экструдера 13 может сообщаться с входным отверстием 30а пресс-формы 30.
На описанный выше адаптер 16 крепится распределительная пластина 22, устанавливаемая у входного отверстия 20а экструзионной головки, и дополнительно в проточного канале 21 экструзионной головки 20 размещается механическое препятствие 26, создающее сопротивление потоку формовочного материала 25а в канале потока 21, и выпрямляет поток формовочного материала.
Среди прочих вариантов, распределительная пластина может представлять собой диск, содержащий небольшие отверстия 22а и имеющий форму ячеек, как показано на фиг.4(А) и (В).
Для обеспечения возможности установки описанной выше распределительной пластины 22 на адаптер 16 в нем делается крепежное отверстие, идущее от конечной части адаптера 16 со стороны экструзионной головки до экструдера 12, диаметр которого приблизительно соответствует диаметру наружной окружности распределительной пластины 22. Описанная выше распределительная пластина вставляется в крепежное отверстие 16а со стороны экструзионной головки 20, и, кроме того, в указанное крепежное отверстие со стороны экструзионной головки 20 вставляется удерживающее кольцо 17. Таким образом, распределительная пластина закрепляется в определенном положении на адаптере 16.
Таким образом, в примере, показанном на фигурах, небольшие отверстия 22а в распределительной пластине 22 и наружная окружность описанного выше удерживающего кольца образуют часть проточного канала формовочного материала 25а в адаптере 16.
Так как распределительная пластина закреплена указанным способом между выходным отверстием 13а экструдера 12 и входным отверстием 20а экструзионной головки 20, формовочный материал 25а, продавливаемый экструдером 12, попадает в экструзионную головку 20 после прохождения небольших отверстий 22а, созданных в распределительной пластине 22. Так как при прохождении небольших отверстий, созданных в указанной распределительной пластине 22, экструдируемый материал, продавливаемый экструдером 12, испытывает сопротивление, к формовочному материалу 25а в цилиндре 13 экструдера 12 может быть приложено давление.
Кроме того, установка описанного выше механического препятствия 26 в проточном канале 21 экструзионной головки 20 позволяет поддерживать давление на формовочный материал 25а в экструзионной головке 20 за счет создания сопротивления потоку формовочного материала в экструзионной головке. Так как давление на формовочный материал поддерживается на постоянном уровне, при прохождении из экструзионной головки 20 в пресс-форму 30, описанную ниже, происходит резкое падение давления на формовочный материал 25а, что облегчает его вспенивание у выходного отверстия 20b экструзионной головки (входного отверстия 30а пресс-формы 30).
Для того чтобы подобное стравливание давления стало возможным, согласно фиг.3(А) и (В) и фиг.5(А)-(С), механическое препятствие 26 включает основное тело, имеющее форму прямоугольного параллелепипеда, которое является продолжением концевой части области «торпеды» 26а, имеющей форму «языка», причем его ширина и толщина постепенно увеличиваются от входного отверстия 20а к выходному отверстию 20b экструзионной головки 20; область крестовины 26b, имеющей утолщение 26d, необходимое для закрепления в определенном положении внутри экструзионной головки 20; и область дорна 26с, соединенная с выходным отверстием 20b экструзионной головки 20 таким образом, что толщина и ширина, начиная с описанной выше области крестовины до выходного отверстия 20b экструзионной головки 20, несколько уменьшаются и с указанного момента поддерживаются постоянными.
Контур торцовой поверхности 26е области дорна 26с, имеющий прямоугольную форму (см. фиг.5(С)) со стороны выходного отверстия 20b экструзионной головки 20, соответствует по форме прямоугольнику, образуемому внутренним периметром входного отверстия 20b экструзионной головки, но его размер при этом несколько меньше, а указанная область дорна 26с располагается в центральной части выходного отверстия 20b экструзионной головки, в результате чего формовочный материал 25а может попадать в пресс-форму через относительно узкий промежуток 6 (см. фиг.3(А) и (В)), образованный внутренней стенкой выходного отверстия 20b экструзионной головки 20 и внешним периметром области дорна 26с.
Как описано выше, из-за размещения в экструзионной головке механического препятствия 26, включающего область «торпеды» 26а, область крестовины 26b и область дорна 26с, формовочный материал, проходящий через экструзионную головку, за счет наличия механического препятствия 26 течет вдоль внутренней стенки проточного канала 21 экструзионной головки 20 и при прохождении участка между внутренним периметром выходного отверстия 20b экструзионной головки 20 и внешним периметром области дорна 26с сходится в относительно тонкий поток, в результате чего обеспечивается однородное распределение вспенивающих газов в формовочном материале 25а.
В связи с наличием области дорна 26с площадь проходного сечения выходного отверстия 20b экструзионной головки 20, имеющего ту же форму, что и входное отверстие 30а пресс-формы 30, описанной ниже, достаточно мала по сравнению с размером входного отверстия 30а пресс-формы 30. Следовательно, давление формовочного материала 25а, попадающего в пресс-форму 30 через выходное отверстие 20b экструзионной головки 20, резко падает, в результате чего начинается резкое расширение вспенивающих газов в формовочном материале 25а.
При прохождении формовочного материала через экструзионную головку 20 добавленный к нему алкан обеспечивает эффект снижения трения на внутренней поверхности проточного канала в экструзионной головке 20 и гомогенизацию формовочного материала 25а, чтобы его поток был плавным, а также способствует поддержанию гомогенного состояния.
Также наличие алкана способствует поддержанию вспенивающих газов в формовочном материале 25а под давлением в растворенном состоянии, как описано выше, а также позволяет предотвратить расширение вспенивающих газов до падения давления в момент попадания в пресс-форму 30, описанную ниже.
Пресс-форма
Как описано выше, формовочный материал 25а, проходящий через экструзионную головку 20, попадает в пресс-форму 30 и принимает заданную форму, задаваемую профилем загрузочной камеры 31, созданной в пресс-форме 30, а затем охлаждается и отверждается с образованием вспененного синтетического древесно-наполненного продукта.
В настоящем варианте реализации изобретения указанная пресс-форма 30 состоит из совокупности нескольких пресс-форм, согласно фиг.2, и включает первую пресс-форму 301, входное отверстие которой 30а связано с выходным отверстием 20b экструзионной головки 20 (см. фиг.6(А) и (В)); вторую пресс-форму 302, размещенную со стороны выходного отверстия первой пресс-формы 301 на определенном расстоянии от нее; третью пресс-форму 303, размещенную со стороны выходного отверстия второй пресс-формы 302 на определенном расстоянии от нее; и т.д. последовательно до седьмой пресс-формы 307, для варианта изобретения, представленного на фигуре (см. фиг.2).
Загрузочную камеру 31, форма поперечного сечения которой соответствует форме выходного отверстия 20b описанной выше экструзионной головки 20, создают в каждой из отдельных пресс-форм 301-307, и для указанного варианта изобретения в стенках загрузочных камер с 301 по 303 создается проточный канал 32 для охлаждающего агента. Охлаждающий агент, например охлаждающая вода, вводится в указанный проточный канал для охлаждающего агента 32, в результате чего создается возможность постепенного снижения температуры формовочного материала 25а при его течении от первой пресс-формы 301 к третьей 303, таким образом, что формовочный материал 25а отверждается в виде требуемого изделия из экструдированного пенопласта.
Согласно настоящему варианту реализации изобретения в стенках пресс-форм с 304 по 307 не создают проточный канал для охлаждающего агента.
Когда формовочный материал 25а вводится из экструзионной головки 20 в первую пресс-форму 301 пресс-формы 20, имеющую описанную выше конструкцию, формовочный материал, продавливаемый в первую пресс-форму, подвергается резкому снижению давления, что обусловлено формой описанной выше экструзионной головки 20, и вспенивающие газы, образующиеся в процессе разложения вспенивающего агента в процессе расплавления при перемешивании в экструдере 12, резко расширяются в указанном месте, вызывая вспенивание формовочного материала 25а.
Загрузочная камера 31 в первой пресс-форме 301 заполняется формовочным материалом 25а, вспененным согласно приведенному выше описанию, и затем формовочный материал 25а принимает форму, заданную профилем загрузочной камеры 31, после чего охлаждается и отверждается.
Формовочный материал, который подвергался расплавлению, охлаждению и формованию в процессе получения вспененного синтетического древесно-наполненного продукта в первой пресс-форме 301, протягивается с помощью тянущего устройства через первую пресс-форму 301 и охлаждается в процессе перемещения из второй пресс-формы 302, третьей пресс-формы 303 и т.д. до седьмой пресс-формы 307 в указанном порядке. Так завершается процесс получения вспененного синтетического древесно-наполненного продукта.
Действие алкана, добавляемого к формовочному материалу, заключается в придании формовочному материалу или вспененному синтетическому древесно-наполненному продукту большей подвижности относительно внутренних стенок загрузочной камеры 31 пресс-формы 30, что позволяет поддерживать гладкость поверхности получаемого вспененного синтетического древесно-наполненного продукта.
В результате можно с достаточной степенью надежности предотвратить, например, образование на поверхности изделия из экструдируемого пенопласта складок, возникающих за счет установления режима неустойчивого потока, например пульсации подачи формовочного материала 25а, возникающей при вспенивании.
[Примеры]
Ниже представлены результаты сравнительных экспериментов между полученными образцами (примеры 1-7), в которых вспененные синтетические древесно-наполненные продукты получали с использованием формовочных материалов согласно настоящему изобретению, а также вспененными синтетическими древесно-наполненными продуктами, полученными в указанных примерах; и полученными образцами, в которых использовались формовочные материалы из сравнительных примеров (сравнительные примеры 1-10), а также экструдированными изделиями, полученными в указанных сравнительных примерах.
Цель эксперимента
Оценка действия добавки алкана или его отсутствия, влияния изменения молекулярной массы и количества добавленного алкана на производительность процесса формования при получении вспененных синтетических древесно-наполненных продуктов, физических свойств полученных синтетических древесно-наполненных продуктов и т.д., с целью определения оптимального диапазона молекулярных масс и количеств добавленного алкана.
Условия получения
Компоненты формовочного материала
Компоненты формовочных материалов, используемых в примерах и сравнительных примерах, приведены в таблице 1.
Исходный материал (мас.%)
Среди описанных выше формовочных материалов следует отметить, что состав формовочного материала в сравнительном примере 6 на самом деле относится к категории формовочных материалов, соответствующих настоящему изобретению. Тем не менее, он был включен в число «сравнительных примеров», так как экструзионное формование производили без добавки вспенивающего агента к формовочным материалам из сравнительных примеров 6 и 7, как описано ниже.
В сравнительных примерах 8-10 добавляли вспенивающий агент. В примерах 1-5 и сравнительных примерах 1-7 таблицы 1 использовали древесную муку «А-100» (размер частиц от 50 до 200 мкм), произведенную Kaneki Fuel Co., Ltd., и в качестве смолы - блок-сополимер полипропилена (с ПТР=5), полученный путем смешения полипропилена OG (ПТР=1,0) и полипропилена из переработанных колпачков для бутылок (ПТР=10,0) в соотношении 1:1.
В качестве ПЭ в примерах 6 и 7, а также в сравнительных примерах 9 и 10 использовали полиэтилен высокой плотности (ПЭВП) HY430'', производимый компанией Japan Polyethylene Corporation, при соотношении количества ПП:ПЭ=1:1. В примерах 6 и 7 различались только молекулярные массы алканов. В сравнительных примерах 9 и 10 использовали различные молекулярные массы и количества добавленного алкана.
В качестве талька использовали тальк "SP-40" (средний размер частиц 23 мкм), производимый Fuji Talc Industrial Co., Ltd.
В качестве красителя использовали краситель "Brown 710" (относится к классу оксидов серебра), производимый Toda Kogyo Corp.
В качестве упрочняющего агента использовали упрочняющий агент "Yumex 1010" (ПП, модифицированный малеиновой кислотой), производимый Sanyo Chemical Industries, Ltd.
В качестве вспенивающего агента использовали вспенивающий агент "Polythlene EE405F" (концентрат, включающий добавку бикарбоната натрия к полимеру-носителю ПЭ), производимый Eiwa Chemical Ind. Co., Ltd.
В качестве алкана использовали:
Mitsui Chemicals, Inc., "Mitsui Hi-WAX 100P" в примерах 1, 3, и 6,
Nippon Seiro Co., Ltd., "155°F Wax" в примерах 2, 4, 5, и 7,
Mitsui Chemicals, Inc., "Mitsui Hi-WAX 200P в сравнительных примерах 2 и 9,
Mitsui Chemicals, Inc., "Mitsui Hi-WAX 410P" в сравнительных примерах 3 и 7,
Mitsui Chemicals, Inc., "Mitsui Hi-WAX 100P" в сравнительном примере 4, и
Nippon Seiro Co., Ltd., "155°F Wax" в сравнительных примерах 5, 6, 8, и 10.
Условия предварительного перемешивания
Исходные материалы, описанные выше, подвергали расплавлению при перемешивании и из них получали гранулы с помощью устройства для грануляции, представленного на Фиг.1.
В качестве экструдера использовали двухосный экструдер с параллельными противоположно направленными шнеками (ϕ 65 мм). Расплавление при перемешивании проводили в указанном экструдере при температурах от 170 до 180°С с экструдированием нитей диаметром около 4 мм, которые затем разрезались через каждые 6 мм согласно методу «горячего» гранулирования с охлаждением водой.
Гранулы полученного формовочного материала дегидратировали с помощью центрифуги до достижения уровня влажности 2% или менее.
Условия экструзионного формования со вспениванием.
Гранулы формовочного материала, полученные методом предварительного перемешивания, подвергали экструзионному формованию с помощью устройства для экструзии, представленного на фиг.2-6.
В примерах 1-7 и сравнительных примерах 1-5 в качестве вспенивающего агента добавляли "Polythlene EE405F", производимый Eiwa Chemical Ind. Co., Ltd. (концентрат, включающий добавку бикарбоната натрия к полимеру-носителю ПЭ), в количестве около 0,5 мас.% относительно общей массы формовочного материала и вспенивающего агента, после чего производили экструзионное формование.
В сравнительных примерах 6 и 7 экструзионное формование проводили только с использованием гранул формовочного материала, без добавления вспенивающего агента.
В сравнительных примерах 8-10 добавляли вспенивающий агент.
В качестве экструдера использовали двухосный экструдер с противоположно направленным вращением конических шнеков «Т-58», произведенный компанией Cincinnati Extrusion.
До поступления в экструдер гранулы формовочного материала, полученные методом предварительного перемешивания, подвергали сушке в сушильной установке при температуре 120°С более 2 часов до достижения уровня влажности 0,2% или меньше. Затем гранулы формовочного материала поступали в экструдер вместе с описанным выше вспенивающим агентом.
Температура экструзии (начальная температура для экструдера в экструзионной головке) находилась в пределах от 180 до 190°С, а на пресс-формах (с первой по третью) была установлена рубашка водяного охлаждения при температуре 90°С.
В дополнение к этому, канал для отвода воздуха, имеющийся в цилиндре экструдера, был в процессе формования открыт для доступа атмосферного воздуха вместо осуществления вывода через канал для отвода воздуха.
Указанным способом получали синтетические древесно-наполненные продукты, которым придавали форму досок шириной 145 мм и толщиной 25 мм, причем получение производилось последовательно в продольном направлении.
Измерения и наблюдения
Измерения, связанные с изменением состояния формовочного материала. Для того чтобы определить, насколько состояние формовочного материала зависит от молекулярной массы и количества добавленного алкана, производили измерение давления формовочного материала в определенном месте (показанном на фиг.3(А) с помощью стрелки X) со стороны входного отверстия экструзионной головки и, кроме этого, измеряли количество экструдируемого материала, прошедшего за час через устройство для экструзии при запуске экструдера на максимальном расходе, с целью измерения количества экструдируемого материала при условии работы на максимальной скорости экструзии (кг/ч), то есть при частоте вращения шнека, равной 90% от максимального крутящего момента двигателя.
Для максимальной скорости экструзии было принято целевое значение 70 кг/ч, таким образом, случаи, в которых максимальная скорость экструзии была равна или превышала целевое значение, отмечали как «О», а случаи, в которых целевого значения не достигали, отмечали как «X».
Измерение физических свойств и т.п. получаемых формованных изделий (досок из древесины)
Для определения влияния молекулярной массы используемого алкана и изменения количества добавленного алкана на свойства получаемых в результате формованных изделий (доски из древесины) производили измерение или оценку плотности, массы, прочности на изгиб и гладкости поверхности полученных формованных продуктов (досок из древесины).
Для плотности целевое значение было установлено в пределах от 0,80 до 0,85 г/см3, результаты в пределах указанного диапазона отмечали как «О», а вне указанного диапазона - «X» (для целей сравнения).
Для определения массы описанные выше доски из древесины, сформованные в виде изделий шириной 145 мм и толщиной 25 мм, разрезали с длиной 2000 мм, причем результаты в пределах целевого диапазона от 58 до 62 кг отмечали как «О», а вне указанного диапазона - «X» (для целей сравнения).
Для определения прочности на изгиб полученные доски из древесины разрезали на куски длиной 500 мм и устанавливали на основаниях, расположенных на расстоянии 400 мм друг от друга, как показано на фиг.7, а затем к середине расстояния между основаниями прикладывали нагрузку, которую затем увеличивали до момента разрушения доски из древесины, при этом производили измерение нагрузки. Для указанной прочности на изгиб целевое значение было установлено равным 155 кг, результаты измерений ниже целевого значения отмечали как «X», а результаты, большие или равные указанному целевому значению, отмечали как «О» (для целей сравнения).
Состояние поверхности доски из древесины оценивали невооруженным глазом для визуальной проверки наличия неровностей, созданных в связи с неравномерностью потока смолы, а также оценки размера любых подобных неровностей на поверхности доски из древесины.
Экспериментальные результаты
Результаты измерений, наблюдений и оценок, относящиеся к описанным выше параметрам, представлены в таблице 2.
Выводы
Выводы, основанные на давлении и максимальной скорости экструзии формовочных материалов
В случаях, когда в экструзионном формовании со вспениванием используются формовочные материалы из примеров 1-7, было обнаружено, что давления формовочных материалов в экструзионной головке были ниже, чем в сравнительных примерах 1-5, 9 и 10, за исключением сравнительных примеров 6 и 7, в которых не добавляли вспенивающий агент, и сравнительного примера 8, в котором количество добавленного алкана превышало значения принятого диапазона.
С другой стороны, для экструзионного формования со вспениванием с применением формовочных материалов согласно примерам 1-7 было обнаружено, что все значения максимальной скорости экструзии были равны или превышали 70 (кг/ч), т.е. в целом превышали максимальное значение скорости экструзии в сравнительном примере 6 (75 кг/ч) и сравнительном примере 7 (65 кг/ч), в которых не добавляли вспенивающий агент.
Пример 6 получил ту же оценку, что и пример 1, за исключением прочности. Пример 7 получил ту же оценку, что и пример 2, за исключением прочности (последующие выводы аналогичны, поэтому опущены).
Кроме того, сравнительный пример 8, в котором алкан в соответствии с настоящим изобретением использовали в количестве, большем по сравнению с указанным в настоящем изобретении, не является предпочтительным в связи с ограничением вспенивания и уменьшением его скорости.
Сравнительный пример 9 получил ту же оценку, что и сравнительный пример 2, за исключением прочности. Сравнительный пример 10 получил ту же оценку, что и сравнительный пример 5, за исключением прочности (последующие выводы аналогичны, поэтому опущены).
Исходя из описанных выше пунктов было определено, что в экструзионном формовании со вспениванием с применением формовочных материалов согласно примерам 1-7 добавление алканов с молекулярной массой согласно настоящему изобретению и в количестве согласно настоящему изобретению позволяет предотвратить расширение (преждевременное вспенивание) вспенивающих газов, получаемых за счет разложения вспенивающего агента, в цилиндре экструдера или экструзионной головке, а также способствует расширению вспенивающих газов в процессе выхода формовочных материалов из экструзионной головки и падения давления.
Другими словами, предполагая, что добавление алкана к исходным материалам не подавляет преждевременное вспенивание в экструдере или экструзионной головке, увеличение объема формовочного материала в результате преждевременного вспенивания должно вызывать увеличение давления в экструзионной головке до уровня, примерно соответствующего значению, полученному в сравнительном примере 1 (8,0 МПа), в котором алкан не добавляли.
Однако все значения давления, измеренные в экструзионной головке в примерах 1-7, были ниже не только давления в сравнительном примере 1 (8,0 МПа), но и давлений в других сравнительных примерах (сравнительных примерах 2-5, 7, 9 и 10). Это означает, что за добавление алкана с молекулярной массой согласно настоящему изобретению, в количестве согласно настоящему изобретению, подавляет преждевременное вспенивание, вызываемое выделением вспенивающих газов в экструдере или экструзионной головке.
Кроме того, если происходит преждевременное вспенивание, в результате которого в формовочном материале внутри экструдера или экструзионной головки образуются пузырьки, плотность экструзионного материала, проходящего через экструдер или экструзионную головку, уменьшается. По этой причине, если расход формовочного материала (объем материала, протекающего за единицу времени), проходящего через экструдер или экструзионную головку, резко не меняется до и после вспенивания, максимальная скорость экструзии (вес) должна уменьшаться.
Однако в результате сравнения примера 1 и сравнительного примера 6, в которых составы формовочных материалов в основном совпадали и отличие состояло только в наличии добавки в виде вспенивающего агента, максимальные скорости экструзии как в примере 1, так и в сравнительном примере 6 составляли 75 (кг/ч). Это показывает, что максимальная скорость экструзии в примере 1 не уменьшается вне зависимости от добавления вспенивающего агента в процессе экструзионного формования.
Таким образом, было обнаружено, что плотность формовочного материала в жидком состоянии (формовочный материал до прохождения через экструзионную головку) в примере 1 поддерживалась приблизительно равной плотности в сравнительном примере 6, то есть преждевременное вспенивание подавлялось, и вспенивание формовочного материала происходило внезапно, за относительно короткий промежуток времени, начиная с момента выхода формовочного материала из выходного отверстия экструзионной головки до начала охлаждения формовочного материала в пресс-форме.
Как описано выше, было обнаружено, что при добавлении алкана с молекулярной массой согласно настоящему изобретению в количестве согласно настоящему изобретению происходит не только подавление преждевременного вспенивания в цилиндре экструдера и экструзионной головке, но и появляется возможность контролировать начало вспенивания за счет поддержания и последующего падения давления в экструдере или экструзионной головке.
Выводы, основанные на физических свойствах и т.п. изделий из экструдируемых пенопластов (досок из древесины)
Выводы, основанные на плотности
Изделия из экструдируемых пенопластов (доски из древесины), полученные в примерах 1-7, отличались низкими значениями плотности и высокими скоростями вспенивания по сравнению не только со сравнительными примерами 6 и 7, в которых вспенивающий агент не добавляли, но и со сравнительными примерами 1-5, 8 и 10, в которых добавляли то же количество вспенивающего агента, что и в примерах 1-7.
Исходя из этого было обнаружено, что при добавлении алкана с молекулярной массой, согласно настоящему изобретению в количестве согласно настоящему изобретению, существует возможность не только контролировать момент начала вспенивания формовочного материала, как описано выше, но и активизировать процесс вспенивания.
Факторы, ограничивающие вспенивание, по всей вероятности включают абсорбцию вспенивающих газов, получаемых в результате термического разложения вспенивающего агента, древесной мукой, являющейся пористым веществом, в результате чего они не вносят вклада во вспенивание смолы. При использовании композиций, описанных в примерах 1-7, по всей вероятности можно получить изделия из экструдируемых древесно-наполненных пенопластов, отличающиеся низкой плотностью и высокой скоростью вспенивания по отношению к сравнительным примерам, так как добавка алкана активизирует абсорбцию вспенивающих газов не древесной мукой, а смолой.
С другой стороны, даже при добавлении алкана с молекулярной массой, определяемой согласно настоящему изобретению, в сравнительных примерах 4 и 5, где добавленное количество составляло 0,5 мас.%, т.е. меньше нижнего предела (1 мас.%), определяемого согласно настоящему изобретению, оказалось невозможным получить изделия из экструдируемых древесно-наполненных пенопластов, отличающиеся низкой плотностью и высокой скоростью вспенивания. По всей вероятности это связано с тем, что при добавлении алкана в количестве 1 мас.% или менее он абсорбируется преимущественно древесной мукой и не способствует абсорбции вспенивающих газов смолой.
Напротив, при добавлении алкана в количестве 1 мас.% или более алкан растворяется не только в древесной муке, но и в расплаве смолы, в результате чего облегчается абсорбция вспенивающих газов расплавом смолы, что, по всей вероятности, позволяет добиться высокой скорости вспенивания, как описано выше.
Таким образом, в примерах 1-7 изделия, полученные из экструдируемых пенопластов, отличались низкой массой (см. графу «Масса» в таблице 2), и количество использованных исходных материалов уменьшилось за счет облегчения вспенивания в результате добавки алкана.
Выводы, основанные на прочности
Изделия из экструдируемых пенопластов, полученные с использованием формовочных материалов согласно примерам 1-7, отличались несколько меньшей прочностью на изгиб по сравнению с изделием из экструдируемого пенопласта в сравнительном примере 1 (220 кг), то есть изделия из экструдируемого пенопласта, полученного за счет экструзионного формования без добавления алкана.
Однако степень уменьшения прочности на изгиб, возникающего в результате добавления алкана, очень мала, и требуемый уровень прочности может быть гарантирован, так как измеренные значения прочности существенно превышали значения для вышеописанных стандартных образцов сравнения (в соответствии с Л8 А 5741 "Компоненты пластиковых настилов", нагрузка составляет 155 кг, т.е. превышение на 5 кг), установленное высокое значение, достаточное для практического использования.
Выводы, основанные на состоянии поверхности
Было обнаружено, что поверхности вспененных синтетических древесно-наполненных продуктов, полученных методом экструзионного формования с использованием формовочных материалов согласно примерам 1-7, отличались наивысшим качеством и не имели больших неровностей.
Напротив, даже при добавлении алкана в количестве, находящемся в пределах, определяемых согласно настоящему изобретению, на поверхности образцов, полученных в сравнительных примерах 2, 3 и 9, в которых его молекулярная масса превышала 1000 г/моль, были обнаружены значительные неровности.
Кроме того, даже при использовании алкана с молекулярной массой в пределах, определяемых согласно настоящему изобретению, на поверхности вспененных синтетических древесно-наполненных продуктов, полученных в сравнительных примерах 4 и 5, где количество добавленного алкана было меньше 1 мас.%, были обнаружены большие неровности.
На основании описанных выше результатов можно предположить, что при добавлении алкана с молекулярной массой, определяемой в согласно настоящему изобретению в количестве, определяемом согласно настоящему изобретению, плавное движение обеспечивалось, например, вследствие уменьшения контактного трения формовочного материала с внутренней поверхностью загрузочной камеры пресс-формы, что позволяло успешно предотвратить образование описанных выше неровностей. Таким образом, было обнаружено, что добавление 1-5 мас.% алкана с молекулярными массами от 300 до 1000 г/моль позволяет предотвратить образование подобных неровностей с высокой степенью эффективности.
Даже при добавлении алкана с молекулярной массой, находящейся в пределах описанного выше диапазона, на поверхности образца в примере 1, в котором использовался алкан с молекулярной массой 900 г/моль, около верхнего предела в 1000 г/моль, были получены небольшие неровности, которыми можно пренебречь при практическом использовании. По указанной причине, чтобы полностью предотвратить образование подобных неровностей, более предпочтительно добавлять алкан с молекулярной массой 800 г/моль или меньше и наиболее предпочтительно 600 г/моль или меньше.
Прочие
Однородность вспенивания
При наблюдении невооруженным глазом поверхности разреза вспененных синтетических древесно-наполненных продуктов, полученных при использовании формовочных материалов в соответствии с примерами 1-7, в их центральной части не были обнаружены группы пузырьков или пустоты в отличие от случаев, когда вспененные синтетические древесно-наполненные продукты получали с помощью традиционных технологий. Кроме того, пузырьки распределялись плотно и однородно по всей поверхности разреза.
С другой стороны, в сравнительных примерах 1-5, 9 и 10, пузырьки распределялись неоднородно даже при отсутствии серьезных дефектов, таких как внутренняя пустота G, показанная на фиг.9, описанных в традиционной технологии.
Исходя из описанных выше результатов, хотя за счет установки распределительной пластины и механического препятствия и имеется возможность предотвратить появление критического дефекта во вспененных синтетических древесно-наполненных продуктах, полученном с использованием формовочных материалов в соответствии со сравнительными примерами 1-5, 9 и 10, такого как большая пустота в центральной части, описанное выше отличие было вызвано, по всей вероятности, тем, что при отсутствии добавки алкана, как в сравнительном примере 1, или в случае, когда молекулярная масса или количество добавленного алкана находилось вне диапазона, определяемого в согласно настоящему изобретению, как в сравнительных примерах 2-5, его функции по ускорению перемешивания и растворения вспенивающих газов в расплаве смолы, для того чтобы распределение вспенивающих газов было однородным и для поддержания указанного однородного состояния, не были выполнены в достаточной степени.
Следовательно, было обнаружено, что добавление 1-5 мас.% алкана с молекулярной массой от 300 до 1000 г/моль является эффективным способом активизации смешения и растворения вспенивающих газов в смоле и однородного распределения вспенивающих газов.
Выход продукции, как описано выше, при осуществлении процесса экструзионного формования с использованием формовочных материалов в соответствии с примерами 1-7, выход вспененных синтетических древесно-наполненных продуктов также может увеличиться, так как за счет добавления алкана в соответствии с настоящим изобретением появляется возможность предотвращения преждевременного вспенивания формовочного материала в экструдере и экструзионной головке и может быть достигнута относительно высокая максимальная скорость экструзии.
Здесь расчет длины вспененных синтетических древесно-наполненных продуктов в час, полученные в примерах и сравнительных примерах, производится в соответствии со следующим уравнением, исходя из результатов измерений в таблице 2.
[Максимальная скорость экструзии (кг/ч)/Масса вспененного синтетического древесно-наполненного продукта (кг/2 м)]×2000 (мм). Результаты расчета приведены ниже в таблице 3.
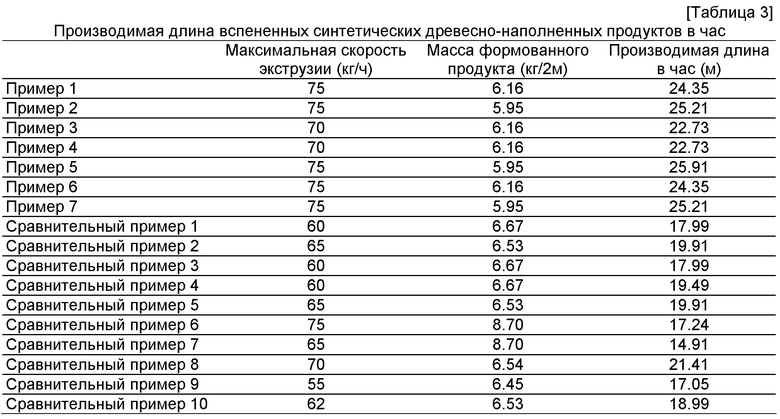
Из таблицы 3 очевидно, что в примерах 1-7 за час возможно получить от 22,73 до 25,91 м изделий из экструдируемых пенопластов (досок), в то время как ни в одном из сравнительных примеров не была достигнута производительность более 22 м в час, как показывает минимальное значение 14,91 м в сравнительном примере 7 (без вспенивания) и максимальное - 21,41 м в сравнительном примере 8.
Таким образом, было обнаружено, что при добавлении алкана с молекулярной массой, определяемой в соответствии с настоящим изобретением, в количестве, определяемом в соответствии с настоящим изобретением, может быть получен высококачественный вспененный синтетический древесно-наполненный продукт при одновременном увеличении производительности.
Описание позиционных обозначений к фигурам
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ПЕНОПЛАСТА И ПЕНОПЛАСТ, ПОЛУЧЕННЫЙ ЭТИМ СПОСОБОМ | 1995 |
|
RU2160749C2 |
| МНОГОСЛОЙНЫЕ ПЕНОПЛАСТЫ | 1998 |
|
RU2205754C2 |
| ПЕНОПЛАСТЫ, ПОЛУЧЕННЫЕ ИЗ СМЕСИ СИНДИОТАКТИЧНЫХ ПОЛИПРОПИЛЕНОВ И ТЕРМОПЛАСТИЧНЫХ ПОЛИМЕРОВ | 1999 |
|
RU2232781C2 |
| ЭКСТРУЗИОННАЯ МАШИНА | 2009 |
|
RU2478478C2 |
| СПОСОБ НЕПРЕРЫВНОГО ИЛИ ПОЛУНЕПРЕРЫВНОГО ПОЛУЧЕНИЯ ПОРОПЛАСТА | 1992 |
|
RU2033925C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПАНЕЛЕЙ ИЗ СИНТЕТИЧЕСКИХ ПЕНОПЛАСТОВ | 2011 |
|
RU2554199C2 |
| СПОСОБ ВСПЕНИВАНИЯ В ФОРМЕ С ИСПОЛЬЗОВАНИЕМ ВСПЕНИВАЕМОЙ СРЕДЫ И ПОКРЫВАЮЩИХ СЛОЕВ И ПОЛУЧАЕМОЕ В РЕЗУЛЬТАТЕ ЭТОГО ФОРМОВАННОЕ ИЗДЕЛИЕ ИЗ ПЛАСТИКА | 2011 |
|
RU2575032C2 |
| СПОСОБ ПОЛУЧЕНИЯ БИОРАЗЛАГАЕМОГО ПЕНОПЛАСТА | 2011 |
|
RU2467036C1 |
| ФОРМОВАННЫЕ ИЗДЕЛИЯ ИЗ ЧАСТИЦ ПЕНОПЛАСТА, ВЫПОЛНЕННЫЕ ИЗ СПОСОБНЫХ ВСПЕНИВАТЬСЯ, СОДЕРЖАЩИХ НАПОЛНИТЕЛЬ ПОЛИМЕРНЫХ ГРАНУЛЯТОВ | 2004 |
|
RU2371455C2 |
| ЧАСТИЦЫ ВСПЕНИВАЕМОГО ПОЛИСТИРОЛА, ПРЕДВАРИТЕЛЬНО ВСПЕНЕННЫЕ ЧАСТИЦЫ ПОЛИСТИРОЛА, ФОРМОВАННОЕ ИЗДЕЛИЕ ИЗ ПЕНОПОЛИСТИРОЛА И СПОСОБ ИЗГОТОВЛЕНИЯ ЧАСТИЦ ВСПЕНИВАЕМОЙ СМОЛЫ | 2016 |
|
RU2725578C2 |
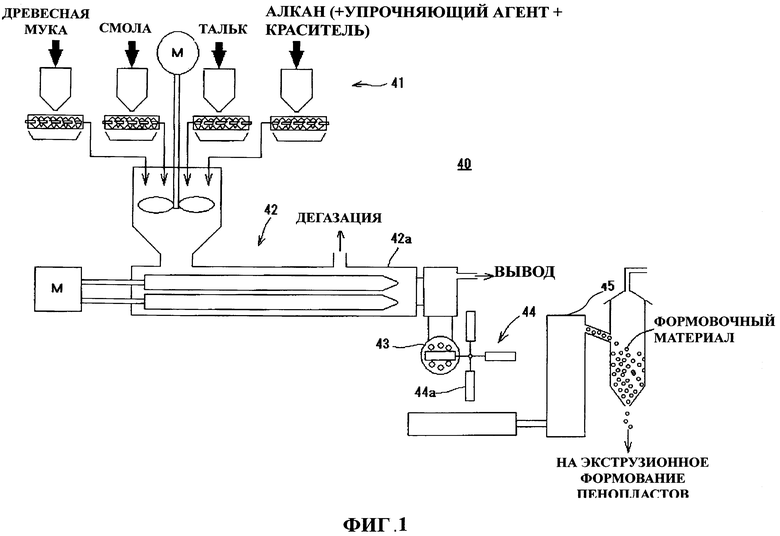
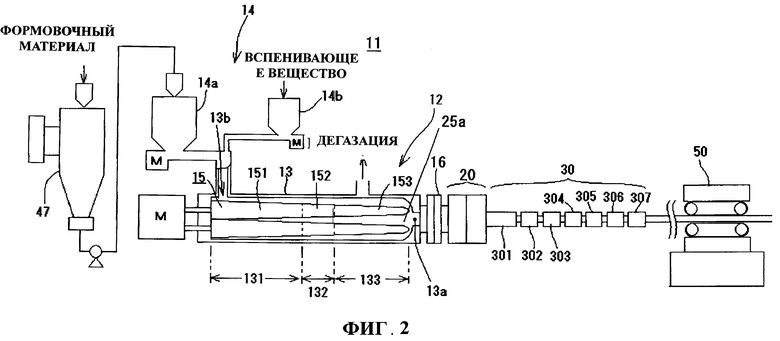
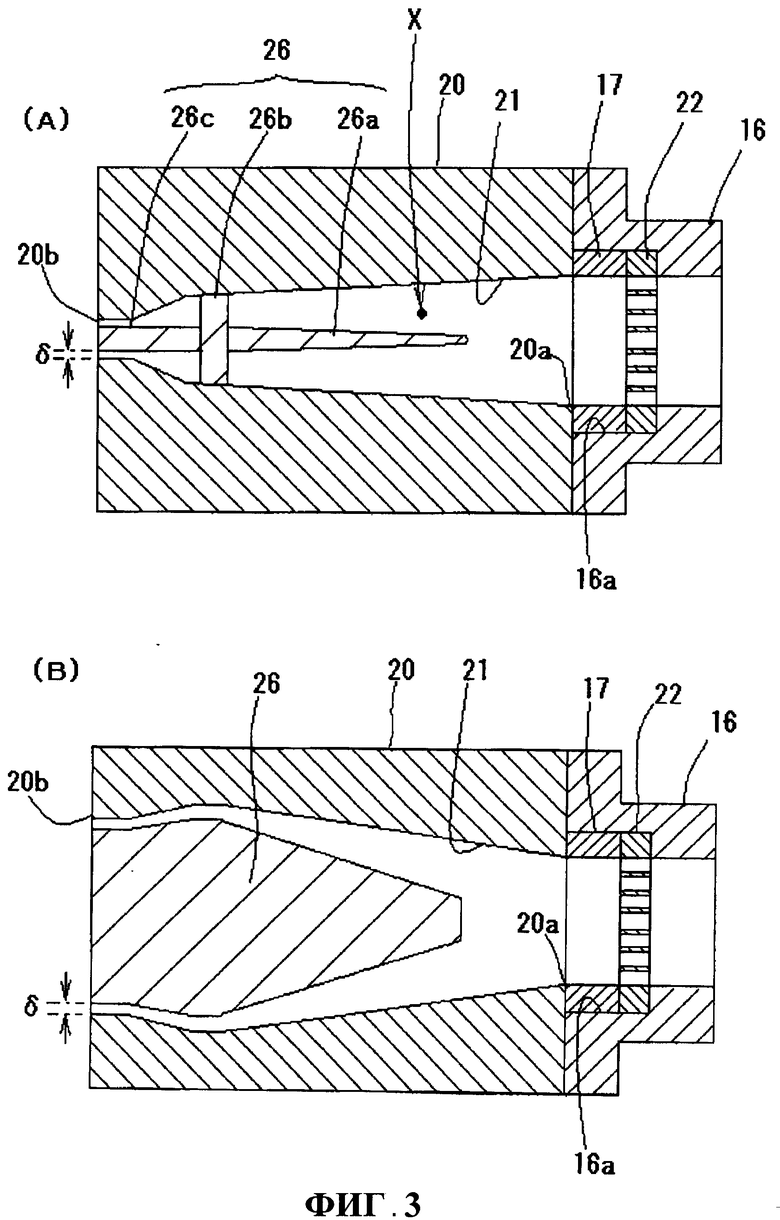
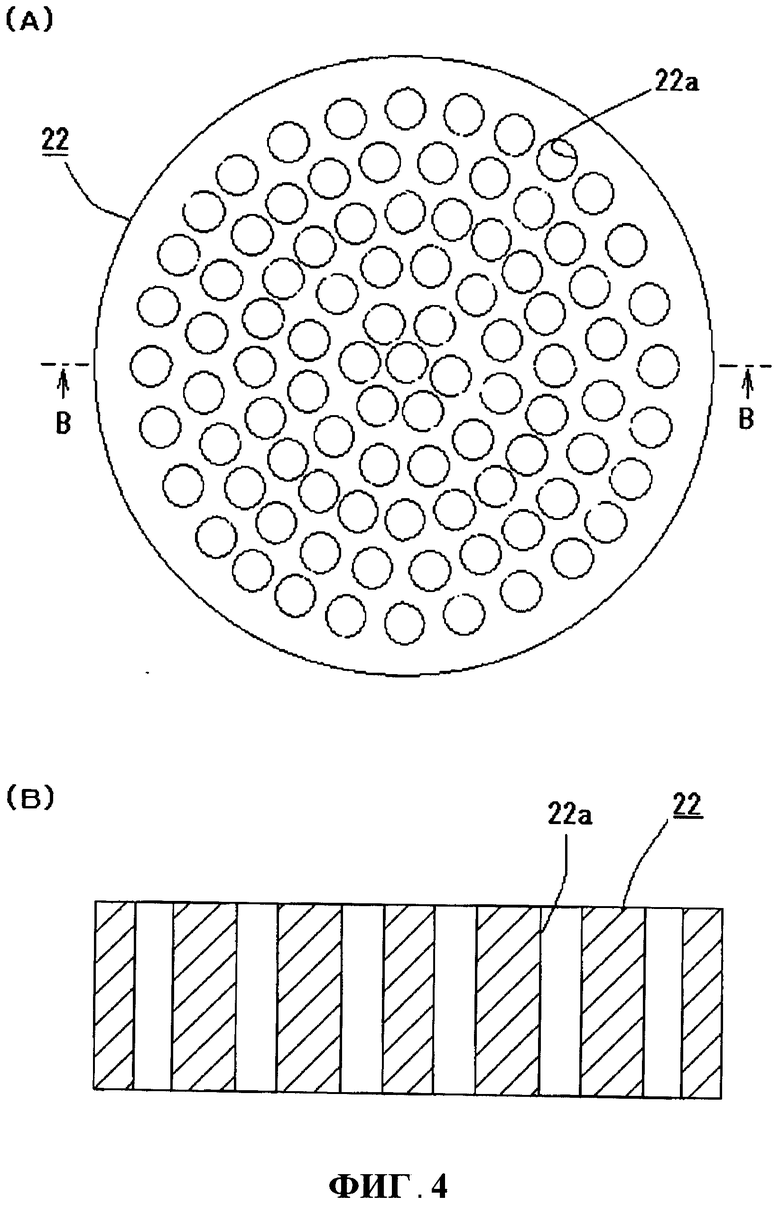
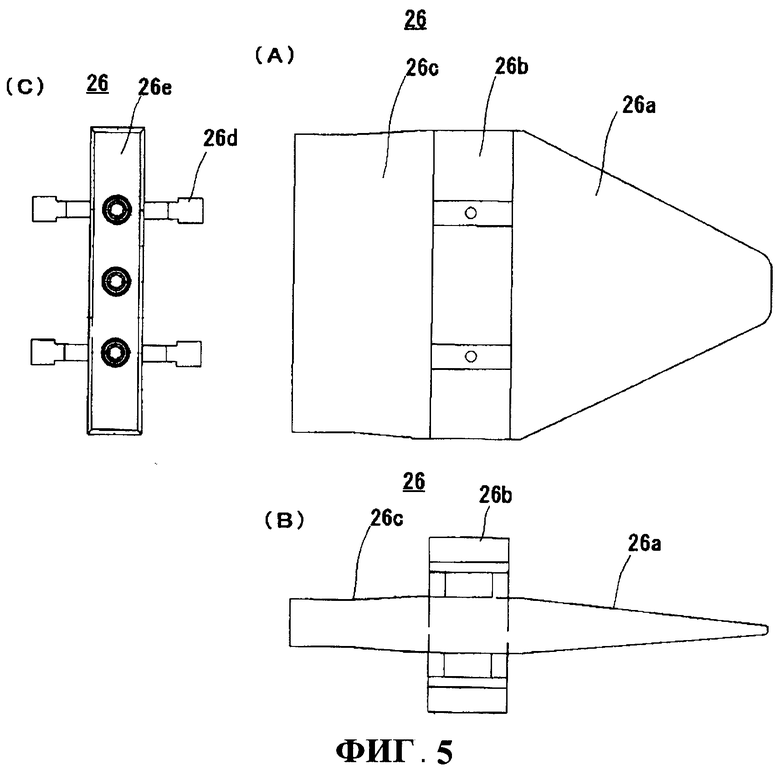
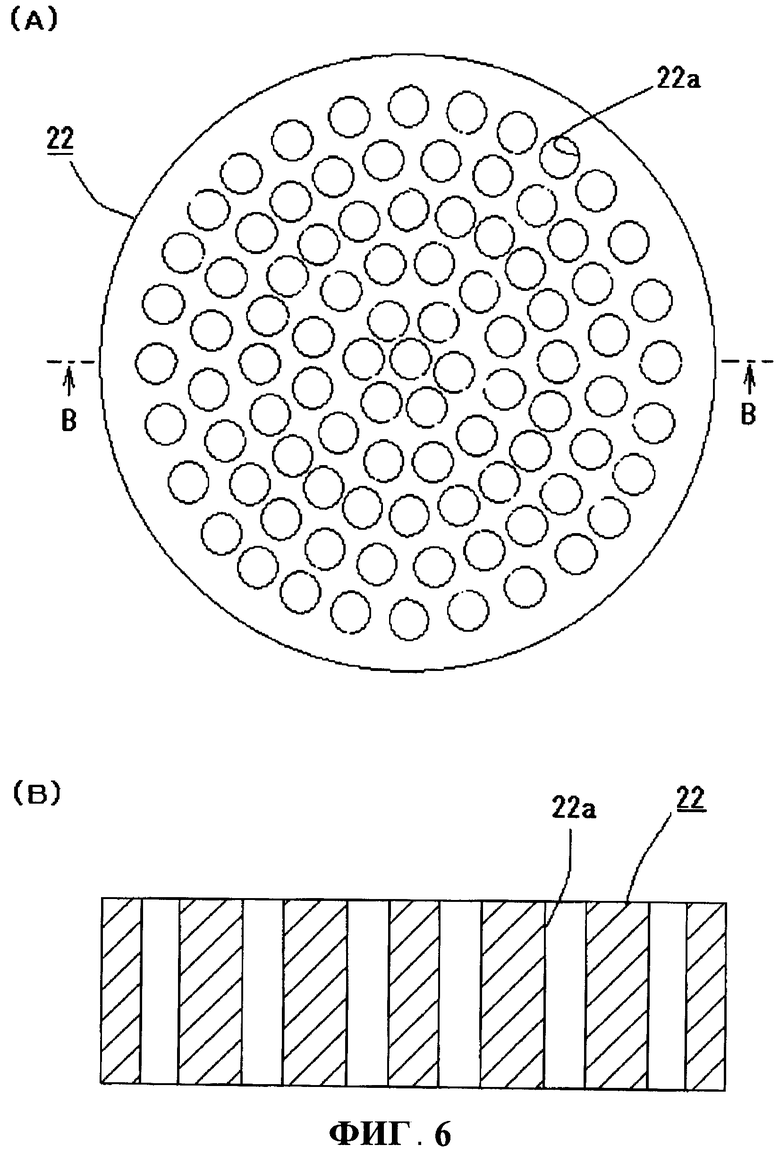
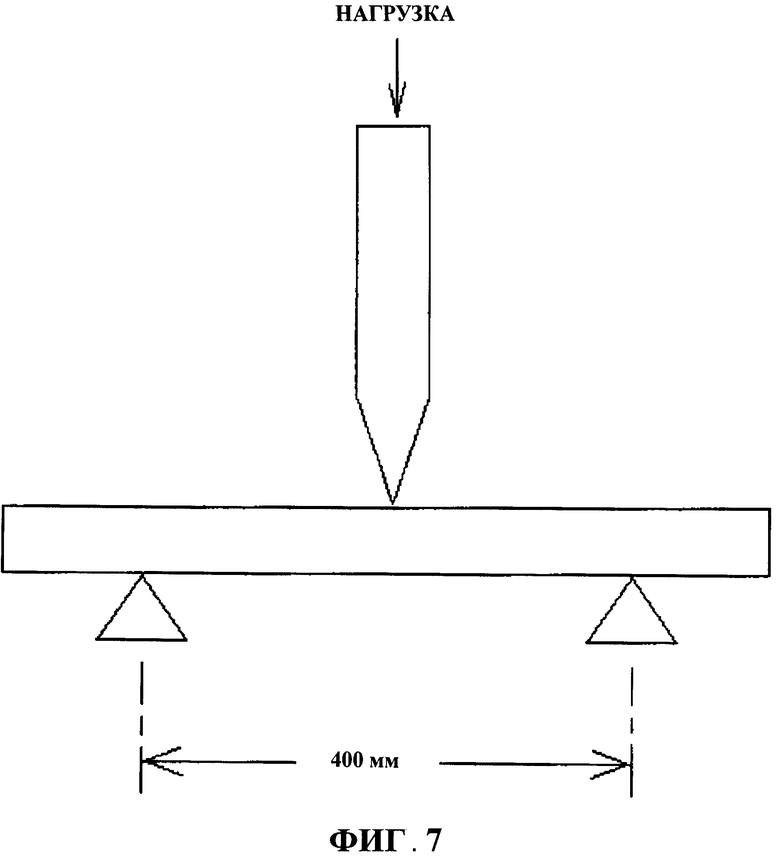
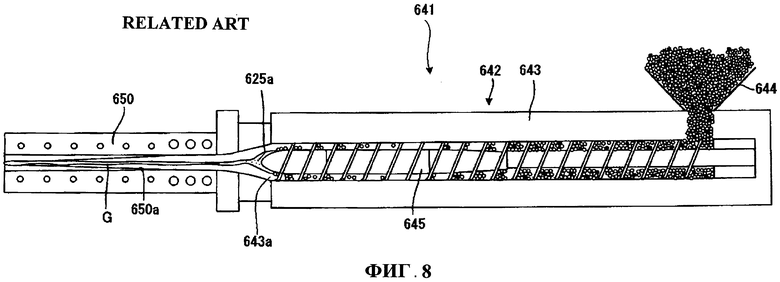
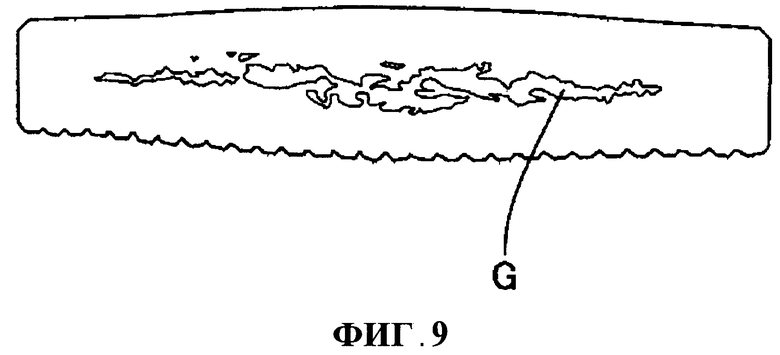
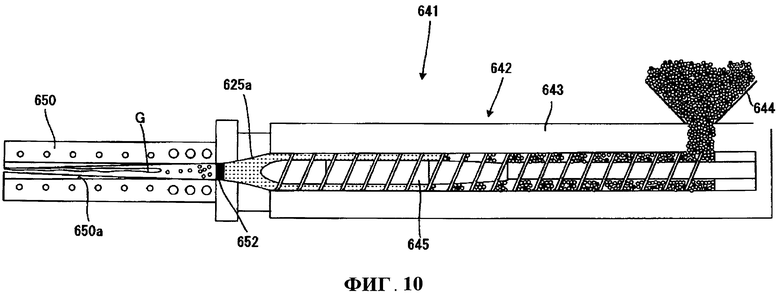
В настоящем изобретении предложен формовочный материал. Заявленное изобретение относится к формовочному материалу для экструзионного формования со вспениванием и способу его получения, а также к вспененному синтетическому древесно-наполненному продукту, полученному из формовочного материала, а также к способам и устройствам для их получения. Техническим результатом заявленного изобретения является исключение образования дефектов в получаемых древесно-наполненных пенопластах. Технический результат достигается с помощью формовочного материала для экструзионного формования со вспениванием, содержащего вспенивающий агент, добавленный для получения вспененного синтетического древесно-наполненного продукта путем экструзионного формования со вспениванием. Причем указанный материал содержит в качестве основных компонентов древесную муку с содержанием воды 1 мас.% или менее и термопластичную смолу, а также 1-5 мас.% алкана с молекулярной массой от 300 до 1000 г/моль. 5 н. и 13 з.п. ф-лы, 10 ил., 3 табл.
1. Формовочный материал для экструзионного формования со вспениванием, содержащий вспенивающий агент, добавленный для получения вспененного синтетического древесно-наполненного продукта путем экструзионного формования со вспениванием, причем указанный материал содержит в качестве основных компонентов древесную муку с содержанием воды 1 мас.% или менее и термопластичную смолу, а также 1-5 мас.% алкана с молекулярной массой от 300 до 1000 г/моль.
2. Формовочный материал для экструзионного формования со вспениванием по п.1, отличающийся тем, что указанный формовочный материал подвергнут расплавлению при перемешивании с обеспечением равномерного распределения его компонентов и гранулированию с получением гранул заданного размера.
3. Формовочный материал для экструзионного формования со вспениванием по п.1 или 2, отличающийся тем, что соотношение древесной муки и термопластичной смолы составляет 50-55 мас.% древесной муки к 45-50 мас.% смолы.
4. Формовочный материал для экструзионного формования со вспениванием по любому из пп.1 или 2, дополнительно содержащий наполнитель и/или упрочняющий агент и/или краситель.
5. Формовочный материал для экструзионного формования со вспениванием по п.1 или 2, отличающийся тем, что показатель текучести расплава термопластичной смолы находится в пределах от 0,5 до 10 (г/10 минут).
6. Формовочный материал для экструзионного формования со вспениванием по п.1 или 2, отличающийся тем, что термопластичная смола представляет собой один из следующих полимеров или их смесь: полипропилен (ПП), полиэтилен (ПЭ), акрилонитрил-бутадиен-стирольная смола и винилхлорид (ПВХ).
7. Способ получения формовочного материала для экструзионного формования со вспениванием, где указанный формовочный материал содержит вспенивающий агент, добавленный для получения вспененного синтетического древесно-наполненного продукта путем экструзионного формования со вспениванием, причем указанный способ включает следующие стадии:
смешение древесной муки с содержанием воды 1 мас.% или менее, термопластичной смолы и алкана с молекулярной массой от 300 до 1000 г/моль таким образом, чтобы содержание алкана составляло 1-5 мас.% от общей массы, с получением смеси; и
расплавление указанной смеси при перемешивании до равномерного распределения компонентов и гранулирование полученной композиции с получением гранул заданного размера.
8. Способ получения формовочного материала для экструзионного формования со вспениванием по п.7, отличающийся тем, что соотношение древесной муки и термопластичной смолы составляет 50-55 мас.% древесной муки к 45-50 мас.% смолы.
9. Способ получения формовочного материала для экструзионного формования со вспениванием по п.7 или 8, отличающийся тем, что наполнитель, и/или упрочняющий агент, и/или краситель подвергают расплавлению при перемешивании совместно с древесной мукой, термопластичной смолой и алканом.
10. Вспененный синтетический древесно-наполненный продукт, полученный путем экструзии формовочного материала по любому из пп.1-6 совместно со вспенивающим агентом с помощью устройства для экструзии с получением продукта заданной формы.
11. Способ получения вспененного синтетического древесно-наполненного продукта, включающий следующие стадии:
введение формовочного материала по любому из пп.1-6 и вспенивающего агента в шнековый экструдер, являющийся частью устройства для экструзии, и расплавление формовочного материала при перемешивании при температуре, равной или большей, чем температура разложения вспенивающего агента;
введение формовочного материала, продавливаемого экструдером, в загрузочную камеру пресс-формы при поддержании указанного формовочного материала под давлением;
сброс давления, оказываемого на формовочный материал, при введении указанного материала в загрузочную камеру пресс-формы с обеспечением вспенивания формовочного материала, и охлаждение, и отверждение формовочного материала, проходящего через загрузочную камеру пресс-формы, при придании формовочному материалу формы, соответствующей форме поперечного сечения загрузочной камеры.
12. Способ получения вспененного синтетического древесно-наполненного продукта по п.11, дополнительно включающий стадии:
обеспечения между экструдером и пресс-формой экструзионной головки, соединяющей выходное отверстие экструдера с входным отверстием пресс-формы в устройстве для экструзии;
создания сопротивления формовочному материалу, вводимому в экструзионную головку через выходное отверстие экструдера для увеличения давления формовочного материала в экструдере;
введения формовочного материала в загрузочную камеру пресс-формы при поддержании формовочного материала, вводимого в экструзионную головку из экструдера, под давлением путем уменьшения площади проходного сечения экструзионной головки от входного до выходного отверстия экструзионной головки; и
сброса давления, оказываемого на формовочный материал, проходящий через экструзионную головку, при прохождении через выходное отверстие экструзионной головки с обеспечением вспенивания формовочного материала у входного отверстия пресс-формы.
13. Устройство для экструзии для получения вспененного синтетического древесно-наполненного продукта, содержащее:
шнековый экструдер, в который поступает формовочный материал, содержащий в качестве основных компонентов термопластичную смолу и древесную муку с содержанием воды 1 мас.% или менее, а также вспенивающий агент и который обеспечивает расплавление формовочного материала при перемешивании при температуре, равной или большей, чем температура разложения вспенивающего агента;
экструзионную головку, соединенную с выходным отверстием экструдера, в которую поступает формовочный материал, экструдируемый экструдером; и
пресс-форму, соединенную с выходным отверстием экструзионной головки и обеспечивающую поступление формовочного материала, проходящего через экструзионную головку, в загрузочную камеру закрытого типа, а также охлаждение и отверждение формовочного материала, проходящего через загрузочную камеру, с приданием указанному формовочному материалу формы, соответствующей внутренней форме загрузочной камеры;
сетчатую распределительную пластину, размещенную у выходного отверстия экструдера и имеющую множество отверстий, и
механическое препятствие, размещенное внутри экструзионной головки, уменьшающее площадь проходного сечения экструзионной головки от входного до выходного отверстия экструзионной головки.
14. Устройство для экструзии для получения вспененного синтетического древесно-наполненного продукта по п.13, отличающееся тем, что площадь проходного сечения у выходного отверстия экструзионной головки меньше, чем площадь входного отверстия пресс-формы.
15. Устройство для экструзии для получения вспененного синтетического древесно-наполненного продукта по п.13, отличающееся тем, что:
выходное отверстие экструзионной головки имеет такую же форму, что и входное отверстие загрузочной камеры пресс-формы, и
концевая часть механического препятствия со стороны пресс-формы имеет форму, сходную с формой поперечного сечения выходного отверстия экструзионной головки, но немного меньше по размеру, и расположена в центральной части выходного отверстия экструзионной головки.
16. Устройство для экструзии для получения вспененного синтетического древесно-наполненного продукта по п.13 или 15, отличающееся тем, что шнековый экструдер представляет собой двухосный экструдер.
17. Устройство для экструзии для получения вспененного синтетического древесно-наполненного продукта по п.13, отличающееся тем, что показатель текучести расплава термопластичной смолы находится в пределах от 0,5 до 10 (г/10 минут).
18. Устройство для экструзии для получения вспененного синтетического древесно-наполненного продукта по п.13, отличающееся тем, что термопластичная смола представляет собой один из следующих полимеров или их смесь: полипропилен (ПП), полиэтилен (ПЭ), акрилонитрил-бутадиен-стирольная смола и винилхлорид (ПВХ).
| US 6380272 B1, 30.04.2002 | |||
| Предохранитель от взрыва для керосиновой кухни типа "Примус" | 1926 |
|
SU5848A1 |
| СПОСОБ ПРОИЗВОДСТВА ИЗДЕЛИЙ ИЗ ЛЕГКОГО ПОРОПЛАСТА С ЗАКРЫТЫМИ ПОРАМИ | 1994 |
|
RU2124531C1 |
| УСТРОЙСТВО для РЕГУЛИРОВАНИЯ ПОТОКА РАСПЛАВА ПОЛИМЕРА В ГОЛОВКЕ ЭКСТРУДЕРА | 0 |
|
SU268637A1 |
| JP 2001071367 A, 21.03.2001 | |||
| WO 2007052543 A1, 10.05.2007 | |||

