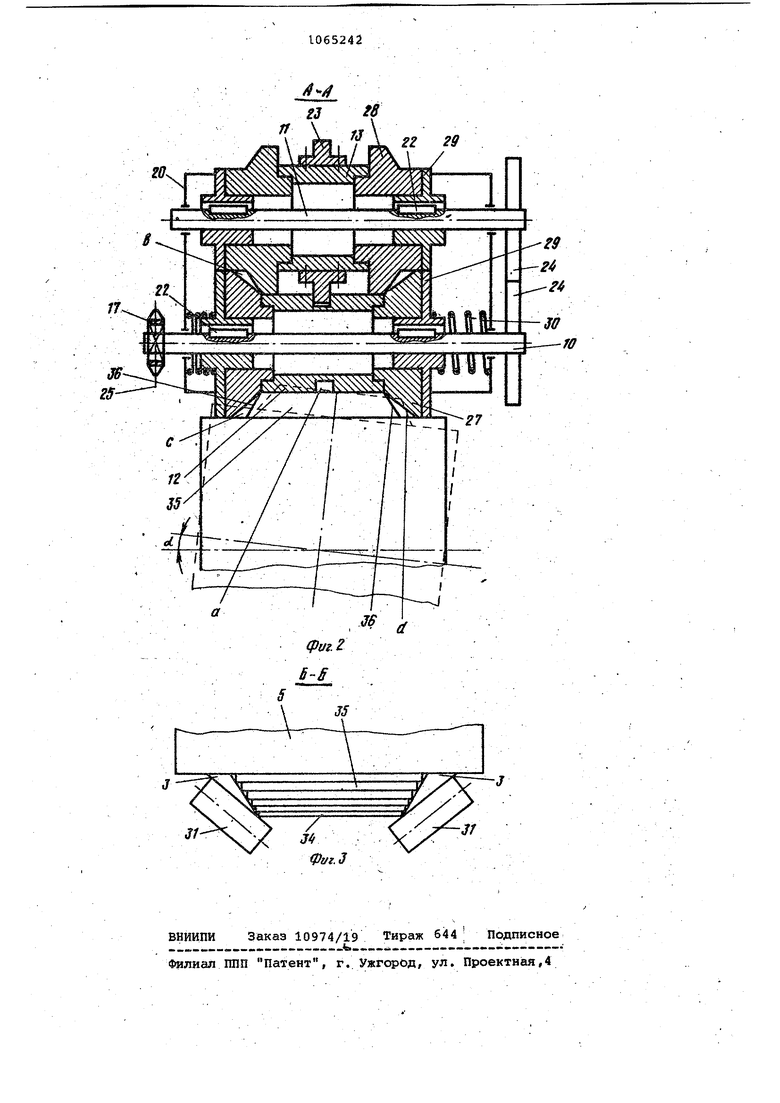
Устройство относится к оборудованию для шинной промьшшенности и предназначено для изготовления и наложения заготовок протектора. Известно устройство для наложения заготовок протектора, в частности профильных боковин, содержащее ме ханизм подачи заготовки дротектора, привод для его воэвратно-.поступат.ельного перемещения и прикаточный ролик, В этом устройстве механизм подачи заготовки протектора выполнен в виде рольганга с вращающимися опор ными роликами с расположенными по их краям планками для направления накладываемой заготовки протектора 1 , Конструкция устройства предпола гает предварительное ориентирование накладываемой заготовки протектора, в частности, его боковины, являющейся массивной деталью, как правило, предварительно охлажденной и прошедшей усадку, за счет тренил о направляющие планки с последующей окончарельной центровкой на каркасе покрыш ки, достигаемой конструкцией прикаточного ролика. При использовании-известного устройства для наложения боковин с малы поперечным сечением минибоковин он должны быть предварительно сдублированы с другими массивными деталями протектора, например с его беговой частью, профилированием ее и минибоковин, имеющих различный состав рези новых смесей, с последующим соединением в общей головке червячного пресса I . Недостатком устройства является то, что оно не обеспечивает возможности автономного наложения минибоко вин, особенно если они поступают на сборку непосредственно от узла -их формования, поскольку вследствие тре ния о направляющие планки и преодоления сопротивления опорных роликов может происходить вытяжка и разрыв заготовки минибоковин, а также обусловленное ориентированием только по одной плоскости недопускаемое смещение накладываемой заготовкиминибоко вин перед ее прикаткой. Это значительно сужает область- применения уст ройства и не позволяет реализовать f преимущества методов навивки деталей протектора непосредственно разогреты ми в процессе формования заготовками / практическое отсутствие стыка беговой части протектора, повышение проч ности связи деталей протектора с дру гими деталями покрышки, повышение равномерности.распределения материала по периметру покрышки). Наиболее близким к изобретений по технической сущности и достигаемому результату, является устройство для наложения, заготовок протектора покрышек пневматических шин, содержащее механизм для формования заготовки протектора иэ резиновой смеси, сборочный барабан с приводом его вращения и механизмом регистрации его поворота на один оборот, механизм для подачи заготовки протектора к сборочному барабану в виде системы поддерживающих роликов, установленных на параллельных осях один над другим основного и дополнительного подающих роликов, смвнтированных на рычаге., привода для качания рычага и установленной на оси основного подающего ролика муфты сцепления для соединения с приводом вращения, сборочного барабана,, и нож для поперечной резки заготовки протектора 2. Koнcтpsкция устройства, позволяет производить центрирование накладываемой заготовки, в частности широкой плоской ленты, или создаваемым в ленте натяжением в, том случае,когда ролики механизма подачи разведены, или за счет прокатки между поверхностями роликов, когда ролики прижаты один к другому, и один иэ них приводится во вращение от привода сборочного барабана через муфту сцепления, а второй приводится во вращение фрикционно. Недостатком устройства является то, что при наложении профильных заготовок малого поперечного сечения, например минибоковин легковых покрышек, которые имеют треугольное сечение с размером основания 5-10 мм, создаваемое натяжение способствует ориентации .заготовки, но может привести к ее вытяжке и разрыву, в то время как отсутствие натяжения приводит к недопустимому ее- смещению при наложении на беговую ча.сть протектора, чтб снижает качество наложения заготовок. Кроме того, жесткая установка роликов на осях не обеспечивает точную укладку минибоковин на боковые поверхности беговой части протектора в случае отклонения положения профиля беговой Части относительно поверхности роликов, обусловленного допусками на разнотолщинность протектора, на изготовление и монтаж сборочного барабана. Таким образом, отсутствие в известном устройстве средств ориентирования и центрирования накладываемой заготовки не обеспечивает достаточную точность наложения профильных деталей малого, сечения в тех случаях, когда технологическая схема предусматривает их наложение отдельно от беговой части протектора, в частности, когда беговая часть предварительно образуется навивкой нескольких слоев шприцаванной ленты. Целью изобретения является расширение технологических возможносте устройства и улучшение качества наложения заготовок протектора. Поставленная цель достигается тем, чтс устройство яля наложения заготовок протектора покрышек пневматических шин , содержащее механизм для формования заготовки протектора из резиновой смеси, сборочный барабан с приводом его вращения и механизм регистрации его поворота на один оборот, механизм для подачи заготовки протектора к сборочному барабану в виде системы поддерживающих роликов, установленных на параллельных осях один над другим основного и дополнительного подающих. роликов, смонтированных на рычаге, привода для качания рычага и устагновленной на оси основного подающег ролика муфты сцепления для соедине,ния с приводом вращения сборочного барабана, и нож для поперечной резки заготовки протектора, снабжено корпусом, установленным с возможное тью поворота на оси, расположенной {перпендикулярно осям подающих роликов и связанной с рычагом, а подаюкидие ролики смонтированы в корпусе с возможностью перемещения вдоль осей и связаны между собой посредством закрепленного на дополнительном подающем ролике кольца, взаимодействующего с выполненной на основ ном подающем ролике кольцевой проточкой , причем оси подающих роликов кинематически связаны между собой. Кроме того, подающие ролики -снаб жены установленными по их торцам ре бордами-. . На фиг.1 изображено, предлагаемое устройство, общий вид/ на фиг,2 разрез А-А на фиг.1 в увеличенном мас штабе; на фиг.З - разрез Б-Б на фиг..1. . Устройство, содержит механизм для формования з-аготовки из резиновой смеси, например, в виде червячной м шины 1 с профилирукяцей головкой2, шприцующей заготовку 3, компенсирующий ролик 4, сборочный барабан 5с приводом 6 его вращения и механизмо 7 регистрации его поворота на один оборот, механизм для подачи заготов ки 3 протектора к сборочному бараба ну 5 в виде системы поддерживгшядих ролцков 8 и 9, установленных на параллельных осях 10 и 11 один над др гим основного и дополнительного .подающих роликов 12 и 13, смонтирован ных на рычаге 14, привода для качания рычага 14, содержащего силовой цилиндр 15 и реечно-эубчатое зацепление 16, и установленной оси id основного подающего ролика 12 муфты :сцепления 17 для соединения с приво дом б вращения сборочного барабана 5, и нож 18 для поперечной резки заготовки 3 протектора с приводом 19. Устройство снабжено корпусом 20, установленным с возможностью поворота на оси 21, расположенной перпендикулярно осям 10 и 11 и связангной с рычагом 14..Подающие ролики 12 и 13 смонтированы в корпусе 20 с возможностью перемещения посредством шпоночных соединений 22 вдоль осей 10 и 11 и связаны между собой посредством закрепленного на дополнительном подающем ролике 13 кольца 23, взаимодействующего с выполненной на основном подающем ролике 12 кольцевой проточкой а . При этом оси 10 и 11 подающих роликов 12 и 13 кинематически связаны между собой зубчаТОй передачей 24. Связь оси 10 с приводом 6 осуществляется через цепные передачи 25 и 26. Подающие ролики 12 .и 13 снабжены установленными по их торцам ребордами 27 и 28, которые могут демонтироваться. Реборды 27 It 28 жестко связаны с фланцами 29, установленными на осях 10 и 11.-При этом реборды 28 выполняют из материала, облгщающего малой адгезией к резиновым , например фторопласта, а реборды 27 выполняют, из металла. Подающий ролик 12 подпружинен установленными на его оси 10 между боковыми поверхностями корпуса 14 и фланцами 29 пружинами 30. Между ребордами 27 Tt 28 образуется зазор Ь., соответствующий профилю, накладываемой заготовки протектора, например минибоковины. Устройство содержит прикаточные ролики 31, второй сборочный барабан 32- и механизм 33 смены мест барабанов. Работа устройства осуществляется следующим образом. При включенной червячной машине 1 шприцуемую через профилирующую головку 2 непрерывную заготовку 3 из (Резиновой смеси через ролики 4,8 и 9 заправляют в зазор между ребордами 27 и 28. При этом рычаг 14 с подающими роликами 12 и 13 находится в отведенном от сборочного бара бана 5 положении, муфта сцепления 17 отключена. На фиг.1 исходное положение показано пунктиром . После образования под весом компенсирукнцего ролика 4 необходимой петли провиса силовой цилиндр 15 перемещает рычаг 14 с подающими роликами 12 и 13 к сборочному барабану 5, включается привод 6, муфта сцепления 17, и подающие ролики 12 и 13 через цепные передачи 26 и 25. и зубчатую передачу 24 приводятся во вращение со скоростью, соответствующей скорости вращения свобод-. ного барабана 5 (фиг.1). При эгтом подающий ролик 12 опирается ив поверхность Э4-1расположвнной
на сборочном барабане э заготойки протектора, например предварительно навитой лентой переменного сечения беговой части 35 протектора. Вследствие малой адгезии реборд 28 дополнительного подающего ролика 13 при прокатке Шприцованной заготовки 3 между подающими роликами 12 и 13 она .поступает на реборды 27 подакщего.ролика 12, направляется ими в зазор О между боковыми поверхностями 36 беговой части 35 и поверхностями (J реборд 27 (фиг.2) , приклеивается к беговой части 35 и дополнительно прикатывается к ней роликс1Ми 31 (фиг.З). При отклонениях образующей сборочного барабана 5,. вызванных допусками на изготовление и монтаж его деталей и узлов, повороте и смещении положения профиля заготовки беговой части 35 относительно номинального положения (на фиг.2 номинальное положение заготовки беговой части 35 и барабана 5 условно показано пунктиром) происходит совместное за счет связывающего из кольца 23 смещение подакндих роликов 1-2 и 13 вдоль осей 10 и 11 по шпоночным соединейиям 22 .с воздействием на пружины 30 и поворот корпуса. 20 (фиг.2) с прлающими роликами-12 и 13 на Оси 21 () на угол ct , соответствующий отклонению оси сборочного барабана.
После поворота сборочного барабана 5 на требуе1 ый угол импульс от механизма 7 регистрации поворота барабана; на один оборот отключает муфту сцепления 17 ивключает привод 19 ножа 18. Подающие ролики 12 и 13 останавливаются, происходит рез заготовки 3 на ролике 13 ножом 18, домотка заднего по ходу подачи конца накладываемой заготовки на барабан 5 и останов привода 6. Рычаг 14 отводится в, исходное положение, пружитны io возвращают подающие ролики 12 и 13 в первоначальное положение, происходит подъем и смена сборочного барабана механизмом 33. В это . время шприцуемая заготовка: 3 копится под весом ролика 4 в виде петли.
.После образования необходимой петЛи провиса цикл наложения непрерывно шприцуемой заготовки повторяется в приведенной последовательности. Hptf переходе на другие типоразмеры минибокбвин переналадку устройства осуществляют заменой реборд 27 и 28.
Предлагаемое устройство может быть использовано автономно, в этом случае наложение беговой части про5 тектора с последующим наложением на Нее минибрковин производится на отдельных позициях, как описано,/ Кроме того, возможно совместное использование предлагаемого устройства с
0 известным, с совмещением операций наложения беговой части протектора и минибоковин.- .
В частности, при образовании про филя беговой части протектора лен5 точкой можно совмещс1ть наложение минибоковин с наложением последнего.. .слоя .беговой части. В этом случае . механизм для формования должен печивать одновременный выпуск различQ ных по геометрии и составу резино- ; вой. смесиленточной заготовки и минибокоэин в общий механизм подачи к сборочному 6aipa6aHy. По сравнению с базовым объекте : оборудованием
5 для изготовления типоразмера 16,5К13 завода массовых шин ПО Бобру-йскшина, включаквдим прртекторный агрегат фирмы Крупп, предлагаемое устройство, позволяет отеле- живать допускаемые изготовлением и монтажом сборочного барабана и технологией укладки слоев беговой части протектора осевые и угловые отклонения ее профиля за счет обес .печения возможности соответствуквдего
5 смещения и поворота роликовмеханиз-. ма подачи. . .
Изобретение позволяет производить автоматизировайное наложение непре0 рывно шприцуемых заготовок с малым поперечным сечением, в частности минибоковин протектора, в тех случаях, когда технологический процесс изготовления заготовок протектора не
5 преДУС1ма4риваех совл естного выпуска с сдублированных минибоковин и беговой чгасти npoTei TOpa, в частности, при использовании методов навивки последней ленточкой. ,
Исполнение охватывающих заготовку участков роликов в виде съемных, сменных элементов позволяет производить Нс1ложение заготовок.протектора . для покрышек различных типоразмеров без существенной переналадки устройства.

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для наложения заготовок протектора покрышек пневматических шин | 1983 |
|
SU1098827A1 |
| Устройство для наложения заготовок покрышек пневматических шин | 1986 |
|
SU1331661A1 |
| Устройство для навивки протектора ленточкой | 1981 |
|
SU1009804A2 |
| УСТРОЙСТВО ДЛЯ НАЛОЖЕНИЯ РЕЗИНОВЫХ ПОЛОСОВЫХ ЗАГОТОВОК НА КАРКАС ПОКРЫШКИ | 1982 |
|
SU1078794A1 |
| Устройство для навивки протектора ленточкой | 1981 |
|
SU973395A2 |
| Устройство для подачи и наложения полосового материала на сборочный барабан | 1990 |
|
SU1752574A1 |
| Устройство для наложения протектора ленточкой | 1981 |
|
SU1034921A1 |
| Устройство для наложения протектора ленточкой | 1984 |
|
SU1168436A2 |
| Устройство для навивки протекторалЕНТОчКОй | 1979 |
|
SU827312A1 |
| Устройство для наложения протектора ленточкой | 1986 |
|
SU1390067A2 |
) 1. УСТРОЙСТЮ ДЛЯ НАЛОЖЕНИ ЗАГОТОВОК ПРОТЕКТОРАСЮКРЫШБК ПНЕВМА ТИЧЕСКИХ ШИН, содержащее механизм для формования заготовки протектора из резиновой смери, сбОрочный барабан с приводом его вращения и механизмом регистрации его поворота на один оборот, механизм .для подачи за готовки протектора к сборочному бар бану в виде системы поддерживающих роликов, установленных на параллель ных осях один над другим основного и дополнительного подающих роликов, смонтированных на рычаге, привода для качания рычага и установленной на оси основного подающего ролика муфты сцепления для соединения с приводом вращения сборочного барабана, и нож для поперечной резки заготовки протектора, о т л и ч а ю -, щ е е с я тем, что, с целью расширения технологических возможностей устройства и улучшения качества Наложения заготовок протектора,оно снабженр корпусом, установленным с возможностью поворота на оси, расположенной перпендикулярно осям подгиощих роликов и связанной с рычагом, а подакадие ролики смонтированы в корпусе с возможностью перемещения вдоль осей и связаны меаду собой, посредством закрепленного на дополнительном подающем ролике кольца,взаимодействующего с выполненной на ост новном подciHXiteM ролике кольцевой проточкой, причем оси подаквдих роликов кинематически связаны меяаду собой. 2. Устройство пЬп.1, отлич а ю щ е е с я тем, что подающие ролики снабжены .установленными по их торцам ребордс1ми.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для наложения боковин протектора покрышки пневматической шины | 1978 |
|
SU747736A1 |
| Солесос | 1922 |
|
SU29A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Авторское свидетельство СССР по заявке 3341079/23-05, кл | |||
| Солесос | 1922 |
|
SU29A1 |
| , .: . | |||
| Видоизменение прибора для получения стереоскопических впечатлений от двух изображений различного масштаба | 1919 |
|
SU54A1 |
