Перекрестная ссылка на родственные заявки
В соответствии с §119(e) 35 Свода законов США настоящая заявка претендует на приоритет предварительной заявки на патент США № 62364728, поданной 20 июля 2017 года и озаглавленной "Система и способ настройки красочного аппарата машины для печатания на баллонах и тубах", включенной в состав настоящей заявки во всей ее полноте посредством ссылки.
Область техники, к которой относится изобретение
Настоящее изобретение в целом относится к художественному оформлению контейнеров. В частности, в настоящем изобретении предлагается устройство и способ, используемые для контроля и автоматического управления положением и нанесением краски на внешнюю поверхность металлических контейнеров.
Уровень техники
Металлические контейнеры для напитков предлагают дистрибьюторам и потребителям много преимуществ. Металлический корпус контейнера для напитков обеспечивает оптимальную защиту продуктов. Например, металлический корпус предотвращает проникновение CO2 и передачу ультрафиолетового излучения, которые могут повредить напитки, негативно влияя на вкус, внешний вид или цвет продукта. Металлические контейнеры для напитков также обеспечивают непроницаемый барьер для света, водяного пара, масел и жиров, кислорода и микроорганизмов и сохраняют содержимое контейнера свежим и защищенным от внешних воздействий, тем самым гарантируя длительный срок его хранения. Поверхности металлических контейнеров также идеально подходят для художественного оформления фирменными наименованиями, логотипами, узорами, информацией о продуктах и/или другими предпочтительными признаками для идентификации, маркетинга и отличия металлического контейнера и его содержимого от других продуктов и конкурентных товаров. Таким образом, металлические контейнеры дают бутилировщикам, дистрибьюторам и розничным торговцам явное преимущество в местах продажи.
Повышенная долговечность металлических контейнеров для напитков и эстетическое преимущество по сравнению со стеклянными и пластиковыми контейнерами уменьшают количество контейнеров, повреждаемых во время обработки и транспортировки, что приводит к дополнительной экономии. Кроме того, металлические контейнеры для напитков легче стеклянных контейнеров сопоставимого размера, что приводит к экономии энергии во время транспортировки. Кроме того, металлические контейнеры для напитков могут изготавливаться с высоким разрывным давлением, что делает их идеальными и безопасными при использовании в качестве контейнеров, содержащих продукты под давлением, таких как контейнеры для газированных напитков.
Кроме того, многие потребители предпочитают металлические контейнеры контейнерам из стекла или пластика. Металлические контейнеры особенно привлекательны для потребителей благодаря удобствам, которые они предлагают. Небольшой вес металлических контейнеров облегчает их переноску по сравнению со стеклянными контейнерами. Металлические контейнеры особенно подходят для использования в общественных местах и на открытом воздухе, потому что они более прочны, чем стеклянные контейнеры. Кроме того, некоторые потребители избегают пластиковых контейнеров из-за опасений, что пластик может выделять химикаты в потребляемые продукты.
В результате этих преимуществ продажи металлических контейнеров в 2014 году оценивались приблизительно в 53 миллиарда долларов. Большой процент рынка металлических контейнеров составляют контейнеры для напитков. Согласно одному из отчетов, в 2012 году в глобальном масштабе было отгружено около 290 миллиардов металлических контейнеров для напитков. Одна из торговых групп США сообщила, что только в 2014 году в США было отгружено 126 миллиардов металлических контейнеров. Чтобы удовлетворить такую потребность, заводы по производству металлических контейнеров используют одни из самых быстрых, если не самые быстрые производственные линии в контейнерной промышленности. В некоторых линиях по производству контейнеров, например, производящих металлические контейнеры способом ударной экструзии, машины для печатания на баллонах и тубах могут обрабатывать приблизительно от 120 до 240 металлических контейнеров в минуту. В линиях по производству контейнеров для напитков производственное оборудование, включая машины для печатания на баллонах и тубах, обычно должно обрабатывать 500–700 металлических контейнеров в минуту. Более предпочтительно, чтобы машины для печатания на баллонах и тубах могли работать со скоростью обработки по меньшей мере одной тысячи, а еще более предпочтительно, нескольких тысяч цилиндрических металлических контейнеров в минуту. Из-за высокой производительности линий по производству контейнеров, способы или процессы, которые могут применяться в других отраслях промышленности или при производстве контейнеров из других материалов, не обязательно работают на высоких скоростях, требуемых для линий по производству металлических контейнеров. Например, устройства и способы художественного оформления листов или полотен из бумаги и картона отличаются от машин для печатания на баллонах и тубах, используемых для трехмерных объектов, таких как металлические контейнеры. Соответственно, для многих этапов, используемых при формировании и художественном оформлении металлических контейнеров, часто требуется специализированное оборудование и техника.
Металлические контейнеры часто художественно оформляют изображениями или фирменными знаками, такими как фирменное наименование, логотип, информация о продукте или узор, посредством литографического или офсетного процесса печати. Различные примеры способов и устройств печати описаны в документе US 3960073; документе US 4385518; документе US 5233922; документе US 6550389; документе US 6899998; документе US 20120272846; документе US 20140360394; документе US 20150183211; документе US 20150217559; документе WO 2014006517; документе WO 2014008544; документе WO 2013113616; документе WO 2014108489 и документе WO 2014128200, причем каждый из этих документов включен во всей его полноте в настоящее описание посредством ссылки.
При офсетной печати одна или несколько печатных форм с областями изображения крепятся к формному цилиндру (или печатному цилиндру) машины для печатания на баллонах и тубах. Области изображения могут включать в себя как области, которые принимают краску, так и области, которые не принимают краску. Красочные узлы переносят краску на печатные формы на формном цилиндре. Краска прилипает к областям приема краски каждой печатной формы. Машина для печатания на баллонах и тубах может иметь множество формных цилиндров с красочными узлами для переноса краски разных цветов на печатные формы, прикрепленные к каждому формному цилиндру. Например, машины для печатания на баллонах и тубах, используемые для художественного оформления металлических контейнеров, часто имеют от четырех до девяти формных цилиндров, каждый из которых имеет соответствующий красочный узел.
Каждый красочный узел передает конкретный цвет краски печатным формам одного и того же связанного формного цилиндра. Красочные узлы обычно включают в себя резервуар для краски и красочный нож, расположенный вдоль внешней поверхности красочного валика. Количество краски, переносимой на красочный валик, а затем на печатные формы регулируется путем изменения зазора между краем красочного ножа и внешней поверхностью красочного валика. Красочный нож может быть разделен на множество отдельных сегментов, называемых сегментами ножа.
Зазор между краем красочного ножа и внешней поверхностью красочных валиков может регулироваться вдоль длины красочного валика путем вращения винтов регулировки подачи краски, взаимосвязанных с красочным ножом. Более конкретно, винт регулировки подачи краски может выдвигаться вперед, чтобы переместить участок края красочного ножа ближе к внешней поверхности красочного валика с целью уменьшения количества краски, переносимой на участок красочного валика. Аналогичным образом, винт регулировки подачи краски может отдаляться, чтобы переместить край красочного ножа дальше от внешней поверхности красочного валика, чтобы увеличить количество краски, переносимой на участок красочного валика. Некоторые узлы известного красочного ножа описаны документе US 4000655, документе US 4008664, документе US 5025676, документе US 5052298, документе US 5965049, документе US 5965050, документе US 6318260, документе US 7969613, документе US 20150128819 и документе US 20150128821, которые включены в настоящее описание посредством ссылки во всей их полноте. Другой узел красочного ножа описан в документе "Цифровая красочная система QuadTech®" ("QuadTech® Digital Ink System"), который доступен на сайте https://www.quadtechworld.com/downloads/brochures/Digital_Ink_System_en.pdf и который включен в настоящее описание посредством ссылки во всей его полноте.
После приема краски печатные формы переносят по меньшей мере некоторую часть имеющейся на них краски на офсетное полотно (также называемое "передаточным резинотканевым полотном" или "вторичной печатной формой, полученной способом перевода"), прикрепленное к офсетному цилиндру (также называемому "передаточным цилиндром", "печатным цилиндром" или "сегментным колесом") машины для печатания на баллонах и тубах. Машины для печатания на баллонах и тубах, используемые в промышленности по изготовлению металлических контейнеров, обычно имеют от 2 до 12 печатных форм на печатном цилиндре. Когда формный цилиндр и офсетный цилиндр вращаются в унисон, каждая из одной или нескольких печатных форм контактирует с передаточным резинотканевым полотном и передает краску конкретного цвета передаточному резинотканевому полотну. Когда краска и изображение перенесены с печатной формы каждого формного цилиндра на офсетное полотно, окончательное литографическое изображение формируется на офсетном полотне. Например, если машина для печатания на баллонах и тубах включает в себя пять формных цилиндров, одна печатная форма каждого из пяти формных цилиндров будет передавать краски и изображения на одно и то же офсетное полотно для формирования литографического изображения на офсетном полотне. Затем металлический контейнер вводят во вращательный контакт с офсетным полотном офсетного цилиндра, и литографическое изображение переносится с офсетного полотна на внешнюю поверхность металлического контейнера.
Нанесение приемлемых художественного оформления на металлические контейнеры с использованием машины для печатания на баллонах и тубах известного уровня техники зависит от мастерства и внимательности оператора и требует значительных затрат труда и сопутствующих расходов. В частности, для каждого производственного цикла, предназначенного для художественного оформления металлических контейнеров с использованием машины для печатания на баллонах и тубах известного уровня техники, винты регулировки подачи краски каждого красочного узла устанавливаются в исходное положение, что требует значительного количества времени. Поскольку некоторые линии по производству металлических контейнеров могут печатать более 15 различных художественных оформлений каждый день, машина для печатания на баллонах и тубах может выводиться из работы на несколько часов каждый день для настройки, чтобы подготовить машину для печатания на баллонах и тубах для печати различных художественных оформлений. Учитывая высокие скорости изготовления, с которыми обычно работают линии по производству металлических контейнеров, это приводит к значительному времени простоя и снижению производительности линии.
Как будет понятно специалисту в данной области техники, исходное положение винтов регулировки подачи краски может переносить слишком много или слишком мало краски к участкам печатных форм. Когда это происходит, художественное оформление, переносимое на металлический контейнер, может быть некачественным, так как одно или более из цвета, плотности, глубины, ориентации и однородности художественного оформления не соответствуют параметрам, заданным пользователем. Соответственно, машина для печатания на баллонах и тубах должна быть выведена из производственного процесса, чтобы отрегулировать положение винтов регулировки подачи краски, что приводит к дополнительным простоям и снижению производительности.
Оператор машины для печатания на баллонах и тубах также может периодически исследовать образец художественно оформленного металлического контейнера во время производственного цикла, чтобы определить, соответствует ли художественное оформление образца заданным цвету, плотности, глубине, ориентации и/или однородности. Если оператор придет к выводу, что образец некачественный, оператор должен затем определить, какой из множества винтов регулировки подачи краски каждого из красочных узлов требует регулировки, и как следует отрегулировать винт регулировки подачи краски, чтобы обеспечить приемлемое художественное оформление. Определение того, какие винты регулировки подачи краски необходимо настроить для устранения недостатка, может быть затруднено, если некачественное художественное оформление включает в себя краски из двух или более различных красочных узлов. Например, если цвет некачественный на участке художественного оформления, оператору может потребоваться увеличить количество первой краски, переносимой на осевой участок первого красочного валика первого красочного узла, и уменьшить количество второй краски, переносимой на соответствующий осевой участок второго красочного валика второго красочного узла.
Кроме того, красочный валик, печатные формы и печатные резинотканевые полотна могут изнашиваться и требовать настройки или замены во время производственного цикла. Соответственно, количество краски, переносимой в процессе художественного оформления на внешнюю поверхность металлического контейнера, может изменяться во время производственного цикла, изменяя параметры художественного оформления, такие как цвет, плотность, глубина, ориентация и однородность. Таким образом, художественные оформления, создаваемые машинами для печатания на баллонах и тубах известного уровня техники, должны часто проверяться во время производственного цикла, а винты регулировки подачи краски периодически настраиваться для обеспечения качества и однородности, требуемых клиентом.
Ручная идентификация некачественного художественного оформления и последующая ручная настройка машины для печатания на баллонах и тубах требует значительного количества времени. Из-за высоких скоростей работы линий по изготовлению контейнеров для напитков может быть произведено несколько сотен или даже несколько тысяч металлических контейнеров с некачественным художественным оформлением, прежде чем оператор определит проблему, а затем правильно настроит винты регулировки подачи краски. Соответственно, машины для печатания на баллонах и тубах известного уровня техники зачастую производят большое количество дефектных металлических контейнеров с некачественным художественным оформлением. Кроме того, после идентификации некачественного художественного оформления оператор может отключить машину для печатания на баллонах и тубах для настройки винтов регулировки подачи краски или других элементов машины для печатания на баллонах и тубах. Это отнимает ценное производственное время и может задерживать работу оборудования, расположенного ниже по технологической цепочке, по причине отсутствия художественно оформленных металлических контейнеров.
Настройка винтов регулировки подачи краски машин для печатания на баллонах и тубах известного уровня техники затруднена и может быть опасной. Некоторые винты регулировки подачи краски труднодоступны. Таким образом, от оператора может потребоваться по меньшей мере частично разобрать машину для печатания на баллонах и тубах и использовать инструмент для изменения положения винта регулировки подачи краски. Инструменты, используемые для настройки винтов регулировки подачи краски, могут непреднамеренно повреждать машину для печатания на баллонах и тубах. Кроме того, инструменты, используемые оператором, могут быть непреднамеренно потеряны или оставлены в машине для печатания на баллонах и тубах, что обусловливает дополнительное время простоя и соответствующие затраты, связанные с потерей продукции. Кроме того, оператор может получить травму, проникая внутрь машины для печатания на баллонах и тубах с целью настройки винтов регулировки подачи краски.
Из-за ограничений, связанных с существующими способами и устройствами, используемыми для художественного оформления металлических контейнеров, имеется неудовлетворенная потребность в устройстве и способе автоматического контроля и настройки параметров машины для печатания на баллонах и тубах, которые сопряжены с меньшим количеством отходов, требуют меньшего времени вмешательства оператора и менее восприимчивы к человеческим ошибкам, чем известные машины для печатания на баллонах и тубах, не жертвуя при этом эффективностью производственного цикла или качеством изображения в высокоскоростной системе по производству контейнеров для напитков.
Раскрытие сущности изобретения
В настоящем изобретении предлагаются различные устройства, команды, хранящиеся в энергонезависимом машиночитаемом носителе, и экономичные, быстрые и надежные способы художественного оформления металлических контейнеров. Одним из аспектов настоящего изобретения является узел машины для печатания на баллонах и тубах с замкнутым контуром и система, включающая в себя систему управления, которая может обнаруживать некачественное художественное оформление цилиндрического металлического контейнера. Когда система управления обнаруживает некачественное художественное оформление, система управления может определять причину дефекта. Затем система управления может автоматически исправлять дефект. Кроме того, или альтернативно, система управления может предупреждать оператора, что требуются конкретные настройки. Если причина дефекта может быть исправлена путем настройки количества краски, переносимой на металлический контейнер, в одном из вариантов осуществления изобретения система управления может посылать сигнал для настройки по меньшей мере одного красочного ножа для исправления некачественного художественного оформления на последующих металлических контейнерах. Кроме того, сигнал может быть отправлен на оборудование производственной линии, чтобы отбраковать любой контейнер, который имеет некачественное художественное оформление. Некачественное художественное оформление может быть связано, но не ограничивается этим, с отклонениями в цвете, плотностью краски, толщиной краски, цветом краски, неправильным положением знаков и качеством художественного оформления. В одном из вариантов осуществления изобретения, когда недостаток не может быть устранен системой управления, система управления может автоматически останавливать производственную линию.
Другим аспектом настоящего изобретения является машина для печатания на баллонах и тубах, включающая в себя по меньшей мере один датчик, связанный с системой управления. Датчик собирает или получает данные, относящиеся к художественному оформлению металлических контейнеров. Система управления определяет, является ли художественное оформление некачественным, используя данные, полученные от датчика. Если система управления определяет, что художественное оформление или часть художественного оформления являются некачественными, система управления использует данные для настройки одного или нескольких красочных ножей с целью изменения количества краски, передаваемой красочному валику красочного узла. По меньшей мере один упомянутый датчик может собирать оптические и другие типы данных, связанные с художественным оформлением металлического контейнера. Датчик предназначен для сбора данных с достаточным разрешением для выявления недостатков художественного оформления. В одном из вариантов осуществления изобретения датчик представляет собой камеру. В другом варианте осуществления изобретения датчик предназначен для сбора трехмерных данных, относящихся к художественному оформлению.
В одном из вариантов осуществления изобретения датчик собирает данные о художественном оформлении, сформированном на цилиндрическом корпусе металлического контейнера. Датчик может собирать данные по мере вращения металлического контейнера вокруг продольной оси, так что датчик собирает данные со всей внешней цилиндрической поверхности металлического контейнера. В другом варианте осуществления изобретения по меньшей мере один упомянутый датчик содержит три или более датчиков для сбора данных с цилиндрической поверхности металлического контейнера. Опционально, три или более датчиков расположены по существу равномерно вокруг продольной оси металлического контейнера. Датчики могут собирать данные по существу одновременно. В одном из вариантов осуществления изобретения машина для печатания на баллонах и тубах включает в себя четыре датчика, каждый из которых собирает данные, относящиеся по меньшей мере приблизительно к 25 процентами цилиндрической поверхности. В другом варианте осуществления изобретения каждый из четырех датчиков собирает данные приблизительно с 30 процентов от цилиндрической поверхности. Специалисту в данной области техники понятно, что описанные здесь устройство и способы могут использоваться с любым типом поверхности или контейнера, таким как торцевая крышка или закрытая торцевая стенка, и не ограничиваются цилиндрическими участками металлических контейнеров.
Опционально, с одним или несколькими датчиками может быть связан источник света. Источник света может излучать свет непрерывно. В качестве альтернативы источник света может излучать свет периодически, подобно стробоскопу. Таким образом, источник света может излучать свет в то время, когда соответствующий датчик собирает данные, относящиеся к художественному оформлению металлического контейнера.
В одном из вариантов осуществления изобретения по меньшей мере один датчик собирает данные с целевых областей цилиндрической поверхности. Опционально, целевая область может быть связана с каждым красочным ножом машины для печатания на баллонах и тубах. Машина для печатания на баллонах и тубах может включать в себя от 20 до 80 отдельных красочных ножей. Например, машина для печатания на баллонах и тубах может включать в себя четыре – восемь красочных узлов. Каждый красочный узел может содержать от 5 до 10 красочных ножей, чтобы регулировать количество краски, подаваемой на 5–10 осевых участков красочного валика красочного узла. Соответственно, по меньшей мере один датчик может собирать данные от 20 до 80 различных целевых областей цилиндрической поверхности. Таким образом, по меньшей мере один датчик может собирать данные, относящиеся к краске, регулируемой каждым отдельным красочным ножом машины для печатания на баллонах и тубах. В одном из вариантов осуществления изобретения датчик может различать изменения плотности краски в художественном оформлении металлического контейнера. Система управления может использовать данные от датчика для определения местоположения изменения плотности краски на цилиндрическом корпусе контейнера. Путем определения осевого участка цилиндрического корпуса контейнера, связанного с местоположением изменения плотности краски, система управления может определять красочный нож одного из четырех – восьми красочных узлов, ответственных за изменение плотности краски. Затем система управления может посылать сигнал на приводной механизм, связанный с упомянутым красочным ножом, для изменения положения красочного ножа с целью исправления некачественного художественного оформления, вызванного изменением плотности краски.
Другим аспектом настоящего изобретения является система управления, способная управлять машиной для печатания на баллонах и тубах. Система управления содержит команду определения того, как настроить по меньшей мере один красочный нож красочного узла, чтобы исправить некачественное художественное оформление. Система управления может получать данные о художественном оформлении металлического контейнера, собранные датчиком. Система управления может определять, имеет ли художественное оформление недостатки, сравнивая данные от датчика с целевой информацией для одного или нескольких параметров печати. Параметры печати могут включать в себя по меньшей мере одно из цвета, плотности, толщины, ориентации и однородности. Когда художественное оформление имеет недостатки, система управления вырабатывает сигнал для отправки на приводной механизм, связанный с по меньшей мере одним красочным ножом, требующим настройки. Сигнал побуждает приводной механизм перемещать красочный нож в направлении к красочному валику красочного узла или от него. Таким образом, система управления регулирует зазор между красочным ножом и красочным валиком для изменения количества краски, наносимой на соответствующий осевой участок красочного валика. Датчик может собирать данные со всей внешней поверхности цилиндрического корпуса металлического контейнера. В одном из вариантов осуществления изобретения упомянутый датчик содержит от 3 до 5 датчиков, установленных для анализа качества художественного оформления всего цилиндрического корпуса металлического контейнера. В одном из вариантов осуществления изобретения система управления сравнивает данные от датчика с изображением, хранящимся в памяти системы управления. В другом варианте осуществления изобретения изображение представляет собой художественное оформление, которое не является дефектным. В одном из вариантов осуществления изобретения система управления сравнивает участки данных от датчика с множеством соответствующих участков приемлемых изображений художественных оформлений, хранящихся в памяти. В одном из вариантов осуществления изобретения система управления может также останавливать машину для печатания на баллонах и тубах в ответ на выявление некачественного художественного оформления. Более конкретно, в одном из вариантов осуществления изобретения система управления содержит команду остановки машины для печатания на баллонах и тубах после выявления заданного количества металлических контейнеров, имеющих некачественное художественное оформление. В другом варианте осуществления изобретения система управления содержит команду остановки машины для печатания на баллонах и тубах после идентификации заданной причины некачественного художественного оформления. Например, система управления может содержать команду остановки машины для печатания на баллонах и тубах, если некачественное художественное оформление не связано с неправильным количеством краски, переносимой на металлический контейнер. В другом примере система управления может содержать команду остановки машины для печатания на баллонах и тубах после выявления некачественного художественного оформления, связанного с одним или более из некачественной краски, печатной формы, передаточного резинотканевого полотна, неустановленной причины и неправильного положения или ориентации участка художественного оформления.
Еще одним аспектом настоящего изобретения является машина для печатания на баллонах и тубах с красочным узлом. Опционально, машина для печатания на баллонах и тубах содержит множество красочных узлов. Красочный узел включает в себя один или несколько красочных ножей, которые могут настраиваться радиально относительно красочного валика. Соответственно, по меньшей мере один участок каждого красочного ножа может перемещаться ближе к красочному валику или дальше от него. В одном из вариантов осуществления изобретения каждый из красочных ножей может опционально перемещаться в осевом направлении относительно красочного валика. Таким образом, может регулироваться количество (или плотность, толщина) краски, переносимой из резервуара с краской на каждый осевой участок красочного валика. В одном из вариантов осуществления изобретения каждый красочный нож может поворачиваться относительно красочного валика. Альтернативно, в другом варианте осуществления изобретения каждый красочный нож может перемещаться линейно к красочному валику и от него.
Перемещение красочных ножей может обеспечиваться выборочно с помощью множества механизмов, как это понятно специалистам в данной области техники. В одном из вариантов осуществления изобретения перемещение красочных ножей обычно контролируется системой управления. Красочные ножи обычно перемещаются в ответ на приложенное усилие. В одном из вариантов осуществления изобретения усилие может создаваться с использованием одной или более энергий: электрической, пневматической, гидравлической и магнитной.
В одном из вариантов осуществления изобретения перемещение одного или нескольких красочных ножей обычно обеспечивается приводным механизмом. В другом варианте осуществления изобретения приводной механизм связан с каждым отдельным красочным ножом. В еще одном варианте осуществления изобретения множество приводных механизмов могут быть связаны с одним красочным ножом. В одном из вариантов осуществления изобретения приводной механизм инициирует усилие, направленное поперек продольной оси соответствующего красочного ножа. Таким образом, красочный нож или выбранный участок красочного ножа поворачивается или изгибается относительно красочного валика. В другом варианте осуществления изобретения приводной механизм инициирует усилие, которое обычно параллельно продольной оси соответствующего красочного ножа. В таком варианте осуществления изобретения красочный нож перемещается линейно и в целом параллельно оси ножа к красочному валику или от него. Приводные механизмы могут управляться системой управления машины для печатания на баллонах и тубах.
В одном из вариантов осуществления изобретения перемещение красочных ножей контролируется системой управления. В одном из вариантов осуществления изобретения система управления содержит энергонезависимые машиночитаемые команды, хранящиеся в памяти, которые управляют перемещением красочных ножей. Опционально, система управления содержит команду приема от датчика данных, относящихся к художественному оформлению металлического контейнера. В одном из вариантов осуществления изобретения датчик включает в себя устройство с зарядовой связью (ПЗС) или комплементарный металл-оксид-полупроводниковый (КМОП) датчик изображения. В одном из вариантов осуществления изобретения датчик представляет собой множество отдельных чувствительных элементов. Каждый чувствительный элемент собирает данные, относящиеся к одному из участков металлического контейнера. В одном из вариантов осуществления изобретения каждый чувствительный элемент собирает один пиксель данных.
Система управления содержит команду анализа данных от датчика, относящихся к художественному оформлению. В одном из вариантов осуществления изобретения система управления содержит команду сравнения данных датчика с сохраненными данными. В одном из вариантов осуществления изобретения хранящиеся данные относятся по меньшей мере к одному из приемлемых вариантов художественного оформления. Приемлемое художественное оформление может быть отсканировано и сохранено в памяти, доступной для системы управления. В одном из вариантов осуществления изобретения приемлемое художественное оформление сканируется с таким разрешением, что сохраненные данные, относящиеся к приемлемому художественному оформлению, имеют количество пикселей, которое соответствует количеству отдельных чувствительных элементов датчика. Более конкретно, приемлемое художественное оформление может храниться в памяти с разрешением, равным разрешению данных, собираемых датчиком. В другом варианте осуществления изобретения приемлемое художественное оформление хранится с разрешением, отличным от разрешения датчика. Соответственно, в таком варианте осуществления изобретения приемлемое художественное оформление хранится с разрешением, большим или меньшим разрешения данных, собираемых датчиком. В одном из вариантов осуществления изобретения хранящиеся данные находятся в компьютерной базе данных. База данных может храниться в памяти системы управления. Опционально, система управления обращается к базе данных через сеть.
В одном из вариантов осуществления изобретения система управления содержит команды выявления некачественного художественного оформления, когда данные от датчика отличаются на заранее заданную величину от сохраненных данных. В одном из вариантов осуществления изобретения система управления сравнивает множество участков данных от датчика с соответствующими участками сохраненных данных. Если система управления определяет, что участки данных от датчика отличаются от участков сохраненных данных, художественное оформление считается некачественным. Опционально, когда заданный процент участков данных от датчика отличается от соответствующих участков сохраненных данных, система управления определяет, что художественное оформление некачественное.
В одном из вариантов осуществления изобретения система управления содержит команды автоматической настройки по меньшей мере одного из красочных ножей для исправления некачественного художественного оформления. Например, в одном из вариантов осуществления изобретения система управления содержит команду отправки сигнала приводному механизму. В одном из вариантов осуществления изобретения сигнал побуждает приводной механизм перемещать красочный нож в конкретном направлении, чтобы изменить количество краски, передаваемой красочному валику. Таким образом, система управления может автоматически настраивать по меньшей мере один красочный нож без вмешательства оператора. В другом варианте осуществления изобретения сигнал побуждает приводной механизм перемещать один или более из красочного валика, формного цилиндра, печатной формы, офсетного цилиндра, передаточного резинотканевого полотна и поддерживающего элемента в заданном направлении для исправления некачественного художественного оформления.
В одном из вариантов осуществления изобретения, когда система управления выявляет, что художественное оформление является некачественным, система управления отправляет сигнал предупреждения оператору машины для печатания на баллонах и тубах. В одном из вариантов осуществления изобретения система управления отображает сигнал предупреждения на дисплее системы управления. В другом варианте осуществления изобретения сигнал предупреждения может представлять собой звуковой сигнал, такой как звонок, сирена или голосовое сообщение. В еще одном варианте осуществления изобретения сигнал предупреждения может передаваться устройству пользователя через сеть. Соответственно, в одном из вариантов осуществления изобретения оператор может получать сигнал предупреждения на смартфоне, планшете, переносном компьютере или другом переносном устройстве. Сигнал предупреждения может содержать информацию о некачественном художественном оформлении. Опционально, сигнал предупреждения может содержать информацию, относящуюся к настройке по меньшей мере одного компонента машины для печатания на баллонах и тубах для исправления некачественного художественного оформления. Например, предупреждение может содержать информацию о настройке одного или более из красочного ножа, красочного валика, формного цилиндра, печатной формы, офсетного цилиндра, передаточного резинотканевого полотна или поддерживающего элемента, определенного системой управления для исправления некачественного художественного оформления. В одном из вариантов осуществления изобретения сигнал предупреждения отображается оператору на дисплее системы управления.
В одном из вариантов осуществления изобретения оператор может использовать устройство ввода системы управления для подтверждения, отклонения или изменения настройки по меньшей мере одного компонента машины для печатания на баллонах и тубах, запланированной системой управления для исправления некачественного художественного оформления. Более конкретно, оператор может вводить в систему управления входной сигнал для подтверждения (или одобрения) запланированной настройки, изменения запланированной настройки или отклонения запланированной настройки по меньшей мере одного красочного ножа. В одном из вариантов осуществления изобретения оператор может осуществлять ввод данных посредством контакта с дисплеем. В другом варианте осуществления изобретения оператор может вводить данные с помощью мыши или другого указателя системы управления. В еще одном варианте осуществления изобретения ввод может осуществляться с помощью клавиатуры.
В одном из вариантов осуществления изобретения система управления содержит команду автоматической настройки по меньшей мере одного компонента машины для печатания на баллонах и тубах по истечении заданного периода времени, если оператор не отклоняет или не отменяет запланированную настройку. В еще одном варианте осуществления изобретения система управления содержит команды автоматической настройки по меньшей мере одного компонента машины для печатания на баллонах и тубах по истечении заданного периода времени, если оператор не подтверждает запланированную настройку.
В одном из вариантов осуществления изобретения каждый красочный нож имеет ширину приблизительно от 0,5 до 1,5 дюйма. Соответственно, машина для печатания на баллонах и тубах, имеющая пять или шесть красочных ножей в каждом красочном узле, может художественно оформлять цилиндрический корпус металлического контейнера на высоту приблизительно до 7 дюймов. Однако предлагаемый в настоящем изобретении красочный узел может использоваться для художественного оформления цилиндрических объектов или контейнеров гораздо больших размеров, как это понятно специалисту в данной области техники. В одном из вариантов осуществления изобретения красочные ножи каждого красочного узла имеют по существу одинаковую ширину. Альтернативно, красочные ножи каждого красочного узла могут иметь разную ширину. В еще одном из вариантов осуществления изобретения красочные узлы машины для печатания на баллонах и тубах содержат от 5 до 10 красочных ножей.
Еще одним аспектом настоящего изобретения является машина для печатания на баллонах и тубах, включающая в себя выталкиватель. Выталкиватель удаляет с конвейера металлические контейнеры, идентифицированные системой управления, как имеющие некачественное художественное оформление.
Еще одним аспектом настоящего изобретения является система управления машины для печатания на баллонах и тубах, которая способна определять приемлемое художественное оформление металлического контейнера и соответствие качества художественного оформления заданным стандартами качества. Если система управления может определять приемлемое художественное оформление, то система управления может обнаруживать художественное оформление, которое отличается от приемлемого художественное оформления. Таким образом, система управления может определять, что металлический контейнер имеет неприемлемое или некачественное художественное оформление.
Одним из аспектов настоящего изобретения является предложение устройства для художественного оформления металлического контейнера. Устройство, как правило, включает в себя, но не ограничивается этим, (1) красочный узел, содержащий красочный валик, множество красочных ножей, резервуар для краски и приводной механизм для перемещения каждого красочного ножа относительно красочного валика с целью регулировки количество краски, переносимой из резервуара для краски на красочный валик; (2) формный цилиндр с печатными формами, находящимися в заданной ориентации относительно красочного валика, так что каждая печатная форма принимает по меньшей мере часть краски с красочного валика; (3) офсетный цилиндр с передаточными резинотканевыми полотнами, находящимися в заданной ориентации относительно формного цилиндра, так что передаточные резинотканевые полотна принимают по меньшей мере часть краски с печатных форм; (4) поддерживающий элемент для приема металлического контейнера с конвейера и перемещения металлического контейнера в контакте с передаточным резинотканевым полотном офсетного цилиндра для переноса по меньшей мере части краски с передаточного резинотканевого полотна на металлический контейнер, чтобы художественно оформить внешнюю поверхность металлического контейнера; (5) по меньшей мере один датчик для сбора или получения данных о художественном оформлении внешней поверхности металлического контейнера; и (6) систему управления, которая принимает данные от по меньшей мере одного датчика и определяет, имеет ли художественное оформление недостатки, при этом если художественное оформление имеет недостаток, то система управления посылает сигнал приводному механизму для настройки положения красочного ножа с целью устранения недостатка. В одном из вариантов осуществления изобретения приводной механизм связан с каждым красочным ножом. В одном из вариантов осуществления изобретения настройка красочного ножа изменяет количество краски, переносимой на красочный валик. В другом варианте осуществления изобретения поддерживающий элемент включает в себя множество гнезд. Каждое гнездо может принимать металлический контейнер. В другом варианте осуществления изобретения гнезда содержат оправки. В одном из вариантов осуществления изобретения устройство включает в себя множество красочных узлов. Каждый из множества красочных узлов способен переносить краску на печатные формы.
Опционально, в одном из вариантов осуществления настоящего изобретения устройство дополнительно содержит выталкиватель, связанный с системой управления. Выталкиватель удаляет с конвейера металлические контейнеры с некачественным художественным оформлением в ответ на прием сигнала от системы управления.
В одном из вариантов осуществления изобретения датчик представляет собой устройство с зарядовой связью (ПЗС) или комплементарный металл-оксид-полупроводниковый (КМОП) датчик изображения. В другом варианте осуществления изобретения по меньшей мере один датчик получает данные об одном или более из (А) цвета художественного оформления; (B) плотности художественного оформления; (C) глубины или толщины художественного оформления; (D) ориентации художественного оформления; и (F) однородности художественного оформления. В одном из вариантов осуществления изобретения датчик представляет собой камеру. Опционально, устройство может включать в себя от одного до пяти датчиков, каждый из которых адаптирован для получения данных одного типа, таких как цвет, плотность, глубина или толщина, ориентация и однородность художественного оформления. В другом варианте осуществления изобретения устройство включает в себя от трех до пяти датчиков для получения данных о цилиндрическом корпусе металлического контейнера. В одном из вариантов осуществления изобретения по меньшей мере один датчик получает данные о множестве целевых областей на внешней поверхности металлического контейнера. В другом варианте осуществления изобретения каждая из множества целевых областей внешней поверхности металлического контейнера соответствует любой области внешней поверхности металлического контейнера, связанной с одним из красочных ножей. В одном из вариантов осуществления изобретения по меньшей мере одна целевая область связана с краской одного красочного узла.
В другом варианте осуществления изобретения система управления выявляет недостатки, связанные с ошибкой по меньшей мере в одном из (i) цвета художественного оформления; (ii) плотности художественного оформления; (iii) толщины художественного оформления; (iv) ориентации художественного оформления; и (v) однородности художественного оформления. В ответ на обнаружение недостатка в художественном оформлении система управления может изменять положение по меньшей мере одного из множества красочных ножей во время художественного оформления устройством металлических контейнеров. Система управления может отправлять сигнал приводному механизму, связанному с одним из красочных ножей, для избирательного перемещения красочного ножа в заданное положение относительно красочного валика. В одном из вариантов осуществления изобретения расстояние между красочным ножом и осевым участком красочного валика изменяется.
Еще одним аспектом настоящего изобретения является способ выявления и коррекции дефекта художественного оформления внешней поверхности контейнера. Способ включает в себя, но не ограничивается этим, (1) обеспечение контейнера; (2) художественное оформление контейнера машиной для печатания на баллонах и тубах; (3) получение данных о художественном оформлении внешней поверхности контейнера с помощью по меньшей мере одного датчика; (4) определение системой контроля, имеет ли художественное оформление дефект; и (5) если художественное оформление имеет дефект, то отправку системой управления сигнала машине для печатания на баллонах и тубах для изменения по меньшей мере одного из цвета и плотности последующих художественных оформлений. В одном из вариантов осуществления изобретения контейнер представляет собой металлический контейнер, имеющий закрытую торцевую стенку и корпусную деталь, продолжающуюся от закрытой торцевой стенки. В одном из вариантов осуществления изобретения корпусная деталь является по существу цилиндрической. Опционально, способ может дополнительно предусматривать отправку предупреждения оператору. В одном из вариантов осуществления изобретения предупреждение отображается на дисплее системы управления. В другом варианте осуществления изобретения предупреждение включает в себя информацию о дефекте. В одном из вариантов осуществления изобретения информация о дефекте представляет собой изображение внешней поверхности контейнера, полученное по меньшей мере одним датчиком. В другом варианте осуществления изобретения предупреждение включает в себя информацию о сигнале, отправленном системой управления машине для печатания на баллонах и тубах.
В одном из вариантов осуществления настоящего изобретения машина для печатания на баллонах и тубах включает в себя (a) красочный узел, содержащий красочный валик, множество красочных ножей, резервуар для краски и приводной механизм для перемещения красочных ножей относительно красочного валика для регулировки количество краски, переносимой из резервуара с краской на красочный валик; (б) формный цилиндр, содержащий печатные формы, ориентированные относительно красочного валика таким образом, что каждая из печатных форм принимает по меньшей мере часть краски от красочного валика; (в) офсетный цилиндр, содержащий передаточные резинотканевые полотна, ориентированные относительно формного цилиндра таким образом, что каждое из передаточных резинотканевых полотен принимает по меньшей мере часть краски с одной из печатных форм формного цилиндра; и (г) поддерживающий элемент для приема контейнера с конвейера и перемещения контейнера в контакт с передаточным резинотканевым полотном офсетного цилиндра для передачи по меньшей мере некоторого количества краски от передаточного резинотканевого полотна контейнеру для художественного оформления внешней поверхности контейнера. В одном из вариантов осуществления изобретения приводной механизм связан с каждым красочным ножом. В другом варианте осуществления изобретения поддерживающий элемент имеет множество гнезд, каждое из которых выполнено с возможностью приема контейнера. В еще одном варианте осуществления изобретения машина для печатания на баллонах и тубах имеет от двух до двенадцати красочных узлов. Каждый из красочных узлов способен переносить краску на печатные формы формного цилиндра.
В одном из вариантов осуществления изобретения красочный валик имеет множество осевых участков, причем каждый осевой участок определяется красочным ножом. В одном из вариантов осуществления изобретения каждый осевой участок красочного валика имеет цилиндрический участок криволинейной поверхности красочного валика.
В одном из вариантов осуществления изобретения сигнал побуждает приводной механизм, связанный с красочным ножом, перемещать красочный нож в заданном направлении, чтобы изменять количество краски, переносимой из резервуара для краски на осевой участок красочного валика. В другом варианте осуществления изобретения сигнал побуждает приводной механизм вращаться в первом заданном направлении, чтобы перемещать красочный нож красочного узла в положение, которое либо увеличивает, либо уменьшает количество краски, переносимой на осевой участок красочного валика. В еще одном варианте осуществления изобретения сигнал побуждает машину для печатания на баллонах и тубах изменять по меньшей мере одно из цвета, плотности, толщины, ориентации и однородности последующих художественных оформлений.
В другом варианте осуществления изобретения сигнал побуждает по меньшей мере одно из красочного узла, красочного валика, формного цилиндра и офсетного цилиндра перемещаться в конкретном направлении. В еще одном варианте осуществления изобретения система управления может отправлять сигнал приводному механизму на изменение положения по меньшей мере одного из печатной формы на формном цилиндре и передаточного резинотканевого полотна на офсетном цилиндре. Опционально, в одном из вариантов осуществления изобретения способ дополнительно предусматривает отправку системой управления сигнала выталкивателю для удаления контейнера с дефектным художественным оформлением с конвейера, связанного с машиной для печатания на баллонах и тубах.
В одном из вариантов осуществления изобретения по меньшей мере один датчик содержит от одного до пяти датчиков. В другом варианте осуществления изобретения один – пять датчиков расположены таким образом, чтобы получать данные о цилиндрическом корпусе по существу одновременно. Опционально, один – пять датчиков расположены вокруг цилиндрического корпуса металлического контейнера. В одном из вариантов осуществления изобретения по меньшей мере один датчик содержит от двух до пяти датчиков, по существу равномерно распределенных вокруг продольной оси металлического контейнера. В одном из вариантов осуществления изобретения каждый из одного – пяти датчиков может получать данные одного и того же типа. В другом варианте осуществления изобретения от одного до пяти датчиков могут получать данные разных типов. Например, в одном из вариантов осуществления изобретения по меньшей мере один датчик содержит одно или несколько из следующего: (i) первый датчик для получения данных о цвете художественного оформления; (ii) второй датчик для получения данных о плотности художественного оформления; (iii) третий датчик для получения данных о глубине художественного оформления; (iv) четвертый датчик для получения данных об ориентации художественного оформления и (v) пятый датчик для получения данных об однородности художественного оформления.
В одном из вариантов осуществления изобретения способ дополнительно включает в себя (6) изменение положения по меньшей мере одного красочного ножа в ответ на прием сигнала от системы управления; (7) обеспечение второго контейнера; (8) художественное оформление второго контейнера машиной для печатания на баллонах и тубах; (9) выжидание заданного промежутка времени, пока второй контейнер достигнет по меньшей мере одного датчика; (10) получение данных о художественном оформлении внешней поверхности второго контейнера; и (11) определение системой управления, имеет ли художественное оформление второго контейнера дефект.
Другим аспектом настоящего изобретения является система управления для мониторинга и идентификации дефектов художественного оформления и принятия мер для исправления дефектов. Система управления содержит команды, хранящиеся на предназначенном для длительного хранения информации машиночитаемом носителе, которые при их выполнении процессором системы управления побуждают систему управления модифицировать и изменять физические параметры и оборудование для выполнения описанных здесь способов.
Еще одним аспектом является предназначенный для длительного хранения информации машиночитаемый носитель, на котором хранятся выполняемые компьютером команды, которые побуждают процессор системы управления выполнять способ автоматического исправления дефекта художественного оформления цилиндрической поверхности металлического контейнера машиной для печатания на баллонах и тубах. Команды включают в себя, но не ограничиваются этим, (1) команду приема данных, относящихся к художественному оформлению цилиндрической поверхности металлического контейнера машиной для печатания на баллонах и тубах; (2) команду определения, имеет ли художественное оформление дефект; и (3) если художественное оформление имеет дефект, команду определения необходимой настройки машины для печатания на баллонах и тубах для исправления дефекта. В одном из вариантов осуществления изобретения дефект может быть связан с по меньшей мере одним из цвета, плотности, толщины, ориентации и однородности художественного оформления. Опционально, в другом варианте осуществления изобретения команды могут дополнительно включать в себя команду определения причины некачественного художественного оформления. Более конкретно, в одном из вариантов осуществления изобретения команды включают в себя команду определения, связано ли некачественное художественное оформление с одним или более из (i) неправильного количества краски; (ii) некачественной краски; (iii) печатной формы или передаточного резинотканевого полотна машины для печатания на баллонах и тубах; и (iv) неправильной ориентации компонента машины для печатания на баллонах и тубах. В одном из вариантов осуществления изобретения система управления может определять на основе принятых данных, что некачественное художественное оформление связано с печатной формой или передаточным резинотканевым полотном, которые являются дефектными, изношенными или неправильно ориентированными.
В одном из вариантов осуществления изобретения команды дополнительно включают в себя команду отправки сигнала машине для печатания на баллонах и тубах для исправления некачественного художественного оформления. В другом варианте осуществления изобретения сигнал может побуждать машину для печатания на баллонах и тубах изменить по меньшей мере одно из цвета, плотности, толщины, ориентации и однородности последующих художественных оформлений, выполняемых машиной для печатания на баллонах и тубах. Более конкретно, в одном из вариантов осуществления изобретения сигнал может активировать приводной механизм для перемещения компонента машины для печатания на баллонах и тубах в заданном направлении. В одном из вариантов осуществления изобретения сигнал побуждает приводной механизм перемещаться таким образом, чтобы количество краски, переносимой на красочный валик машины для печатания на баллонах и тубах, изменялось.
В одном из вариантов осуществления изобретения команды дополнительно включают в себя команду отправки приводному механизму сигнала настройки красочного ножа. В одном из вариантов осуществления изобретения сигнал побуждает приводной механизм перемещать красочный нож в заданном направлении относительно красочного валика машины для печатания на баллонах и тубах, чтобы изменять количество краски, наносимой на участок красочного валика. В другом варианте осуществления изобретения сигнал побуждает приводной механизм переместить по меньшей мере один красочный нож машины для печатания на баллонах и тубах в положение, которое либо увеличивает, либо уменьшает количество краски, переносимой на участок красочного валика.
В другом варианте осуществления изобретения команды могут дополнительно включать в себя команду отправки сигнала приводному механизму машины для печатания на баллонах и тубах для перемещения по меньшей мере одного из красочного узла, красочного валика, формного цилиндра, печатной формы на формном цилиндре, офсетного цилиндра и передаточного резинотканевого полотна машины для печатания на баллонах и тубах в конкретном направлении.
В одном из вариантов осуществления изобретения данные получают с помощью по меньшей мере одного датчика. Опционально, по меньшей мере один датчик содержит от трех до пяти датчиков, распределенных по существу равномерно вокруг периметра металлического контейнера.
В одном из вариантов осуществления изобретения команда определения, имеет ли художественное оформление дефект, дополнительно содержит команду сравнения полученных данных с сохраненными данными, связанными с приемлемым художественным оформлением. Способ может опционально включать в себя команду определения, что художественное оформление имеет дефект, когда принятые данные отличаются от сохраненных данных на заданную величину. В одном из вариантов осуществления изобретения команды дополнительно включают в себя команду сравнения множества участков принятых данных с соответствующим множеством участков сохраненных данных. Опционально, команды могут включать в себя команду определения дефекта художественного оформления, когда заданный процент участков принятых данных отличается от соответствующих участков сохраненных данных.
В одном из вариантов осуществления изобретения сохраненные данные хранятся в базе данных. База данных может включать в себя множество полей, связанных с приемлемым художественным оформлением. В одном из вариантов осуществления изобретения каждое поле связано с одним из красочных ножей машины для печатания на баллонах и тубах. В другом варианте осуществления изобретения по меньшей мере одно поле базы данных содержит информацию, относящуюся к параметрам приемлемого художественного оформления. Параметры могут представлять собой одно или более из цвета краски, консистенции краски, плотности краски, толщины краски, ориентации художественного оформления и выравнивания художественного оформления.
Опционально, сохраненные данные могут включать в себя данные от датчика, полученные с множества металлических контейнеров, которые имеют приемлемые художественные оформления. Более конкретно, в одном из вариантов осуществления изобретения система управления содержит команды приема данных, полученных датчиком, относящихся к множеству металлических контейнеров с приемлемыми художественными оформлениями. Команды могут включать в себя команду для системы управления проанализировать данные датчика и команду сохранить данные от датчика в полях базы данных.
Еще одним аспектом настоящего изобретения является предназначенный для долговременного хранения машиночитаемый носитель, обеспеченный на носителе данных и содержащий команды, которые при их выполнении процессором системы управления побуждают процессор реализовывать способ восприятия и исправления дефектов художественного оформления цилиндрической поверхности контейнера машиной для печатания на баллонах и тубах. Команды включают в себя одну или несколько из следующих команд, но не ограничиваются этим: (1) команду приема данных, относящихся к художественному оформлению цилиндрической поверхности контейнера; (2) команду определения, имеет ли художественное оформление дефект; и (3) команду отправки сигнала машине для печатания на баллонах и тубах для изменения последующих художественных оформлений, выполняемых машиной для печатания на баллонах и тубах. В одном из вариантов осуществления изобретения данные принимаются от датчика. В другом варианте осуществления изобретения дефект связан по меньшей мере с одним из цвета, плотности, толщины, ориентации и однородности художественного оформления. В еще одном варианте осуществления изобретения сигнал побуждает машину для печатания на баллонах и тубах изменять по меньшей мере одно из (i) цвета, (ii) плотности, (iii) толщины, (iv) ориентации и (v) однородности последующих художественных оформлений, выполняемых машиной для печатания на баллонах и тубах.
Опционально, команды могут дополнительно включать в себя команду сравнения данных, полученных от датчика, с данными приемлемого художественного оформления. В одном из вариантов осуществления изобретения команды дополнительно включают в себя команду определения, связано ли некачественное художественное оформление с одним или более из следующего: (А) ненадлежащего количества краски; (B) низкого качества краски; (C) дефекта печатной формы или передаточного резинотканевого полотна машины для печатания на баллонах и тубах; и (D) неправильной ориентации компонента машины для печатания на баллонах и тубах. В одном из вариантов осуществления изобретения команды могут также включать в себя команду определения, что некачественное художественное оформление связано с неустановленной причиной.
В одном из вариантов осуществления изобретения сигнал побуждает по меньшей мере одно из красочного узла, красочного валика, формного цилиндра, печатной формы на формном цилиндре, офсетного цилиндра и передаточного резинотканевые полотна машины для печатания на баллонах и тубах перемещаться в заданном направлении. В другом варианте осуществления изобретения сигнал побуждает приводной механизм перемещать красочный нож машины для печатания на баллонах и тубах в положение, которое увеличивает или уменьшает количество краски, переносимой на участок красочного валика. В еще одном варианте осуществления изобретения сигнал побуждает приводной механизм, связанный с одним или более из красочного узла, красочного валика, формного цилиндра, печатной формы на формном цилиндре, офсетного цилиндра и передаточного резинотканевого полотна машины для печатания на баллонах и тубах перемещаться в конкретном направлении.
Еще одним аспектом настоящего изобретения является красочный узел для машины для печатания на баллонах и тубах. Красочный узел обычно включает в себя, но не ограничивается этим, одно или более из (1) красочного валика; (2) резервуара для краски; (3) множества красочных ножей, расположенных рядом с красочным валиком, причем каждый красочный нож определяет осевой участок красочного валика; и (4) приводного механизма, связанного с красочными ножами, причем в ответ на сигнал, принятый от системы управления, приводной механизм способен изменять положение красочного ножа относительно красочного валика, чтобы регулировать количество краски, переносимой на красочный валик. В одном из вариантов осуществления изобретения участок каждого красочного ножа рядом с красочным валиком включает в себя продольный участок и концевой участок, продолжающийся от продольного участка. В одном из вариантов осуществления изобретения продольный участок и концевой участок имеют формы, которые являются по существу плоскими. Опционально, концевой участок продолжается от продольного участка под углом приблизительно от 80 до 100°.
В одном из вариантов осуществления изобретения приводной механизм связан с каждым из красочных ножей. В другом варианте осуществления изобретения каждый приводной механизм содержит вал, соединенный с одним соответствующим красочным ножом. Опционально, вал соединен резьбовым соединением с одним связанным с ним красочным ножом таким образом, что вращение вала в заданном направлении перемещает один связанный с ним красочный нож либо ближе к красочному валику, либо дальше от него. В одном из вариантов осуществления изобретения приводной механизм представляет собой соленоид.
Опционально, красочный узел может дополнительно включать в себя потенциометр, связанный с каждым из множества красочных ножей. В одном из вариантов осуществления изобретения потенциометр предназначен для измерения перемещения красочных ножей относительно красочного валика. В другом варианте осуществления изобретения потенциометр может обнаруживать вращение вала. В одном из вариантов осуществления изобретения потенциометр имеет первую шестерню, которая входит в зацепление со второй шестерней, связанной с приводным механизмом.
Хотя здесь обычно упоминается "металлический контейнер", "контейнер для напитков", "банка" и "контейнер", следует понимать, что настоящее изобретение может использоваться для художественного оформления контейнеров любого размера или формы, включая, без ограничения, банки для напитков, бутылки для напитков и аэрозольные контейнеры. Соответственно, термин "контейнер" охватывает контейнеры любого типа или формы для любых продуктов и конкретно не ограничивается контейнерами для напитков, такими как банки для безалкогольных напитков или пива. Контейнеры также могут быть в любой стадии производства и могут изготавливаться путем вытяжки и волочения на оправке или способом ударной экструзии. Таким образом, настоящее изобретение может быть использовано для художественного оформления "чашки", которая затем формируется в готовый контейнер, "заготовки бутылки", которая затем формируется в металлическую бутыль, или "тубы", которая формируется в корпус аэрозольного контейнера.
Используемые здесь термины "металл" или "металлический" относятся к любому металлическому материалу, который может быть использован для изготовления контейнера, включая, без ограничения, алюминий, сталь, олово и любую их комбинацию. Однако понятно, что предлагаемые в настоящем изобретении устройство и способ могут использоваться в различных формах и вариантах осуществления для художественного оформления контейнеров, изготовленных из любого материала, включая бумагу, пластик и стекло.
Предлагаемые в настоящем изобретении способы и устройства могут использоваться с красками любого типа или любой разновидности. Например, одна или несколько "специальных красок", включающих в себя пигментированные краски, термохромные краски, фотохромные краски, ароматические термохромные краски, флуоресцентные краски, ультрафиолетовые краски, краски черного цвета, инфракрасные краски, фосфоресцирующие краски, чувствительные к давлению краски, тактильные краски, термотактильные краски, лейкокрасители, матовые краски и любой другой тип краски, красителя или лака, который изменяет внешний вид, цвет, фазу и/или текстуру в ответ на изменения температуры или воздействие света или давления могут использоваться с предлагаемой в настоящем изобретении машиной для печатания на баллонах и тубах.
Используемые здесь фразы "по меньшей мере один", "один или более" и "и/или" являются открытыми выражениями, которые являются одновременно конъюнктивными и дизъюнктивными по своему действию. Например, каждое из выражений "по меньшей мере один из A, B и C", "по меньшей мере один из A, B или C", "один или несколько из A, B и C", "один или несколько из A, B или C" и "A, B и/или C" означает только A, только B, только C, A и B вместе, A и C вместе, B и C вместе или A, B и C все вместе.
Если не указано иное, все числа, выражающие величины, размеры, условия и т.д., используемые в описании и в формуле изобретения, следует понимать как сопровождаемые во всех случаях термином "приблизительно".
Используемые здесь артикли "a" или "an" относятся к одному или нескольким объектам. Таким образом, термины "a" (или "an"), "один или более" и "по меньшей мере один" могут использоваться здесь взаимозаменяемо.
Использование в настоящем документе терминов "включает в себя", "содержит" или "имеет" и их вариаций предназначено для охвата перечисленных ниже элементов и их эквивалентов, а также дополнительных позиций. Соответственно, термины "включает в себя", "содержит" или "имеет" и их вариации в настоящем документе могут использоваться взаимозаменяемо.
Понятно, что термин "средство", используемый в настоящем документе, имеет самую широкую интерпретацию в соответствии с разделом 112(f) 35 Свода законов США. Соответственно, формула изобретения, содержащая термин "средство", охватывает все конструкции, материалы или действия, изложенные здесь, и все их эквиваленты. Кроме того, конструкции, материалы или действия и их эквиваленты должны включать все те, которые описаны в кратком изложении сущности изобретения, кратком описании чертежей, подробном описании, резюме и самой формуле изобретения.
Термин "автоматический" и его вариации, используемые в настоящем документе, относятся к любому процессу или этапу, выполняемым без материального человеческого участия. Тем не менее, процесс или этап могут быть автоматическими, даже несмотря на то, что при выполнении процесса или этапы используется материальный или нематериальный человеческий вклад, если вклад получен до выполнения процесса или этапа. Человеческий вклад считается существенным, если такой вклад влияет на процесс или операцию. Человеческий вклад, который разрешает выполнять процесс или этап, не считается "материальным".
Используемый здесь термин "шина" и его варианты может относиться к подсистеме, которая передает информацию и/или данные между различными компонентами. Шина в целом относится к аппаратному интерфейсу концентрирования связи, межсоединениям, архитектуре шины, стандарту и/или протоколу, определяющим схему связи для системы связи и/или сети связи. Шина также может относиться к части оборудования связи, которая связывает оборудование связи с другими компонентами соответствующей сети связи. Шина может использоваться в проводной сети, такой как физическая шину, или в беспроводной сети, такой как участок антенны или оборудование, которое соединяет аппаратуру связи с антенной. Архитектура шины поддерживает определенный формат, в котором информация и/или данные упорядочены при отправке и приеме через сеть связи. Протокол может определять формат и правила связи в архитектуре шины.
Термин "методы связи" может относиться к любому протоколу или конкретному стандарту, или к конкретному сеансу связи или взаимодействию, такому как Voice-Over-Internet-Protocol ("VoIP"), сотовая связь (например, IS-95, 1G, 2G, 3G, 3.5G, 4G, 4G/IMT-Advanced, 3 GPP, WIMAX™, GSM, CDMA, CDMA2000, EDGE, lxEVDO, iDEN, GPRS, HSPDA, TDMA, UMA, UMTS, ITU-R и 5G), Bluetooth™, текстовые или мгновенные сообщения (например, AIM, Blauk, eBuddy, Gadu-Gadu, IBM Lotus Sametime, ICQ, iMessage, IMVU, Lync, MXit, Paltalk, Skype, Tencent QQ, Windows Live Messenger™ или Microsoft Network (MSN) Messenger™, Wireclub, Xfire и Yahoo! Messenger™), электронная почта, Twitter (например, твитирование), цифровой протокол передачи данных (DSP) и тому подобное.
Термин "система связи" или "сеть связи" и его варианты, используемые здесь, могут относиться к совокупности компонентов связи, обеспечивающих одну или несколько передач, переприем, межсоединение, управление или иную манипуляцию информацией или данными по меньшей мере от одного передатчика по меньшей мере к одному приемнику. Как таковая, связь может включать в себя ряд систем, поддерживающих обмен информацией или данными точка-точка или широковещательная передача. Система связи может относиться к совокупности индивидуального коммуникационного оборудования, а также к межсоединениям, связанным с и соединяющим индивидуальное коммуникационное оборудование. Коммуникационное оборудование может относиться к специализированному коммуникационному оборудованию или может относиться к процессору, соединенному со средством связи (то есть с антенной) и выполняемым программным обеспечением, способным использовать средство связи для отправки и/или приема сигнала в системе связи. Межсоединение относится к некоторому типу проводной или беспроводной линии связи, которая соединяет различные компоненты, например, аппаратное обеспечение связи, в системе связи. Сеть связи может относиться к конкретной конфигурации системы связи с совокупностью отдельных аппаратных средств связи и межсоединений, имеющих определенную топологию сети. Сеть связи может представлять собой проводную и/или беспроводную сеть, имеющую либо предварительно заданную, либо произвольную структуру.
Используемый в настоящем документе термин "машиночитаемый носитель" относится к любому материальному средству хранения и/или передачи, который участвует в предоставлении команд процессору для их выполнения. Такой носитель может иметь различные формы, включая в себя, но не ограничиваясь, энергонезависимые носители, энергозависимые носители и среды передачи. Энергонезависимые носители включают в себя, например, энергонезависимую память произвольного доступа (NVRAM) или магнитные или оптические диски. Энергозависимые носители включают в себя динамическую память, такую как основная память. Общие формы машиночитаемых носителей включают в себя, например, флоппи диск, гибкий диск, жесткий диск, магнитную ленту или любую другую магнитную среду, магнитооптический носитель, постоянное запоминающее устройство (ПЗУ), постоянное запоминающее устройство на компакт-диске (CD–ROM), любой другой оптический носитель, перфокарты, бумажную ленту, любую другую физическую среду с шаблонами отверстий, оперативное запоминающее устройство (ОЗУ), программируемое постоянное запоминающее устройство (ПРОМ) и стираемое программируемое постоянное запоминающее устройство EPROM, FLASH–EPROM, твердотельный носитель, такой как карта памяти, любую другую микросхему памяти или картридж, несущую волну, как описано ниже, или любой другой носитель, с которого может считывать компьютер. Прикрепление цифрового файла к электронному письму или другому автономному архиву информации или набору архивов считается средой распространения, эквивалентной материальному носителю. Когда машиночитаемый носитель сконфигурирован как база данных, следует понимать, что база данных может быть любой базой данных, такой как реляционная, иерархическая, объектно-ориентированная и/или тому подобное. Соответственно, считается, что настоящее изобретение включает в себя материальный носитель или среду распространения, а также их эквиваленты известного уровня техники и возможные будущие эквиваленты, в которых хранятся программные реализации настоящего изобретения. Следует отметить, что любой машиночитаемый носитель, который не использует передачу сигнала, может считаться предназначенным для долговременного хранения информации.
Используемый здесь термин дисплей и его варианты могут использоваться взаимозаменяемо и могут относиться к любой панели и/или области устройства вывода, которые могут отображать информацию для оператора или пользователя. Дисплеи могут включать в себя, но не ограничиваются этим, одну или более панелей управления, корпус(а) прибора, индикатор(ы), датчик(и), счетчик(и), осветительную лампу(ы), компьютер(ы), экран(ы), дисплей(и), индикатор(ы) на лобовом стекле и графический пользовательский интерфейс(ы).
Используемый здесь термин "модуль" относится к любому известному или разработанному позже оборудованию, программному обеспечению, встроенным программам, искусственному интеллекту, нечеткой логике или комбинации аппаратного и программного обеспечения, которые способны выполнять функции, присущие этому элементу.
Термин "рабочий стол" относится к метафоре, используемой для систем отображения. Рабочий стол обычно считается "поверхностью", которая может содержать изображения, называемые иконками, интерфейсными элементами, папками и т.д., которые могут активировать и/или показывать приложения, окна, кабинеты, файлы, папки, документы и другие графические элементы. Иконки обычно выбирают для инициирования задачи посредством взаимодействия пользователя с интерфейсом, чтобы позволить пользователю выполнять приложения и/или другие операции.
Термин "дисплей" относится к части физического экрана, используемой для отображения вывода компьютера пользователю.
Термин "отображаемое изображение" относится к изображению, воспроизводимому на дисплее. Типичным отображаемым изображением является окно или рабочий стол. Отображаемое изображение может занимать весь дисплей или его часть.
Термин "электронный адрес" может относиться к любому контактному адресу, включая номер телефона, дескриптор мгновенного сообщения, адрес электронной почты, унифицированный указатель ресурса ("URL"), глобальный универсальный идентификатор ("GUID"), универсальный идентификатор ресурса ("URI"), адрес записи ("AOR"), электронный псевдоним в базе данных и т.д., и их комбинации.
Термин "экран", "сенсорный экран" или "сенсорный дисплей" относится к физической конструкции, которая позволяет пользователю взаимодействовать с компьютером, касаясь областей на экране, и предоставляет информацию пользователю через дисплей. Сенсорный экран может воспринимать контакт пользователя несколькими различными способами, например, путем изменения электрического параметра (например, сопротивления или емкости), изменений акустической волны, обнаружения близости инфракрасного излучения, обнаружения изменения света и т.п. Например, в резистивном сенсорном экране нормально разделенные проводящие и резистивные металлические слои в экране пропускают электрический ток. Когда пользователь касается экрана, два слоя вступают в контакт в месте прикосновения, в результате чего происходит изменение электрического поля и вычисляются координаты места прикосновения. В емкостном сенсорном экране на емкостном слое сохраняется электрический заряд, который сбрасывается на пользователя при контакте с сенсорным экраном, что приводит к уменьшению заряда емкостного слоя. Уменьшение измеряется, и определяются координаты места прикосновения. На сенсорном экране с поверхностной акустической волной через экран передается акустическая волна, и акустическая волна нарушается при прикосновении пользователя. Принимающий преобразователь обнаруживает факт прикосновения пользователя и определяет координаты места прикосновения.
Термин "окно" относится к обычно прямоугольному отображаемому изображению по меньшей мере на части дисплея, которое содержит или предоставляет контент, отличный от остальной части экрана. Окно может затенять рабочий стол. Размеры и ориентация окна могут настраиваться либо другим модулем, либо пользователем. Когда окно расширяется, окно может занимать по существу всю поверхность отображения на экране или экранах.
Используемые здесь термины "определять", "рассчитывать" и "вычислять" и их вариации взаимозаменяемы и относятся к любому типу методологии, процесса, математической операции или технологии.
Краткое изложение сущности изобретения не предназначено и не должно толковаться как представляющее всю полноту и объем настоящего изобретения. Кроме того, ссылки, сделанные в настоящем документе на "настоящее изобретение" или его аспекты, следует понимать как некоторые варианты осуществления настоящего изобретения и не обязательно должны толковаться как ограничивающие все варианты осуществления конкретным описанием. Настоящее изобретение представлено с разными степенями детализации в кратком изложении сущности изобретения, а также на прилагаемых чертежах и в подробном описании, и не предполагает никаких ограничений в отношении объема настоящего изобретения при включении, либо не включении в их состав каких-либо элементов или компонентов. Дополнительные аспекты настоящего изобретения станут более очевидными из подробного описания, в частности, при его рассмотрении в сочетании с прилагаемыми к описанию чертежами.
Краткое описание чертежей
Прилагаемые к описанию чертежи, которые включены в состав настоящего описания и являются его частью, иллюстрируют варианты осуществления изобретения и вместе с приведенным выше раскрытием сущности изобретения и приведенным ниже осуществлением изобретения служат для пояснения принципов работы этих вариантов осуществления. В некоторых случаях подробности, которые не являются необходимыми для понимания изобретения или которые могут приводить к другим трудно воспринимаемым подробностям, могут быть опущены. Разумеется, следует понимать, что настоящее изобретение не обязательно ограничивается рассматриваемыми здесь конкретными вариантами осуществления. Кроме того, следует иметь в виду, что чертежи не обязательно выполнены в масштабе.
На фиг. 1 показана блок-схема машины для печатания на баллонах и тубах, иллюстрирующая один из вариантов осуществления настоящего изобретения, а также иллюстрирующая металлический контейнер, художественно оформленный предлагаемой в настоящем изобретении машиной для печатания на баллонах и тубах;
на фиг. 1А – еще одна блок-схема другого варианта осуществления предлагаемой в настоящем изобретении машины для печатания на баллонах и тубах;
на фиг. 2А – вид сверху различных компонентов красочного узла в одном из вариантов осуществления настоящего изобретения;
на фиг. 2В – вид сверху красочного ножа в одном из вариантов осуществления настоящего изобретения;
на фиг. 2С – вид сверху другого варианта осуществления предлагаемого в изобретении красочного ножа, имеющего поперечные канавки, которые ограничивают участки красочного ножа;
на фиг. 2D – еще один вид сверху предлагаемого в изобретении красочного ножа, содержащего множество отдельных сегментов красочного ножа;
на фиг. 2Е – другой вид сверху красочного ножа в одном из вариантов осуществления настоящего изобретения, у которого имеется множество красочных каналов;
на фиг. 3А – вертикальный вид сбоку сечения красочного узла по линии 3А–3А, обозначенной на фиг. 2A, показывающий первый зазор между сегментом ножа и красочным валиком красочного узла;
на фиг. 3В – вертикальный вид сбоку другого сечения красочного узла по линии 3В–3В, обозначенной на фиг. 2А, показывающий второй зазор между другим сегментом ножа и красочным валиком красочного узла, причем второй зазор имеет большую длину, чем первый зазор;
на фиг. 3С, 3D – виды сверху предлагаемого в изобретении красочного узла, в целом иллюстрирующие осевое перемещение красочного ножа относительно красочного валика;
на фиг. 4 – вертикальный вид спереди в разрезе красочного узла другого варианта осуществления настоящего изобретения;
на фиг. 5 – перспективный вид сверху красочного узла, показанного на фиг. 4;
на фиг. 6 – перспективный вид сверху красочного узла, показанного на фиг. 5, без некоторых компонентов, удаленных для ясности;
на фиг. 7 – красочный узел, показанный на фиг. 4, вертикальный вид спереди в разрезе по линии 7–7, обозначенной на фиг. 5;
на фиг. 8 – красочный узел, показанный на фиг. 4, перспективный вид справа в разрезе по линии 8–8, обозначенной на фиг. 7;
фиг. 9 – перспективный вид сверху красочных ножей и приводных механизмов красочного узла, показанного на фиг. 4;
на фиг. 10А, 10В – вертикальные виды сбоку красочных ножей относительно красочного валика красочного узла, показанного на фиг. 4;
на фиг. 11 – блок-схема, иллюстрирующая передачу краски с осевых участков красочных валиков соответствующим цилиндрическим участкам металлического контейнера;
на фиг. 12A–12C – виды сверху датчиков, расположенных вокруг продольной оси металлического контейнера, предназначенных для восприятия цилиндрической поверхности металлического контейнера в заранее заданных местах в различных вариантах осуществления настоящего изобретения;
на фиг. 13 – блок-схема одного из вариантов осуществления предлагаемой в настоящем изобретении системы управления;
на фиг. 14 – блок-схема одного из вариантов структуры данных для хранения данных от датчиков;
на фиг. 15 – блок-схема одного из способов, используемых системой управления для распознавания приемлемого художественного оформления в одном из вариантов осуществления настоящего изобретения;
на фиг. 16 – блок-схема способа определения причины некачественного художественного оформления; и
на фиг. 17 – блок-схема процесса автоматической настройки машины для печатания на баллонах и тубах с целью устранения дефекта художественного оформления металлического контейнера в одном из вариантов осуществления настоящего изобретения.
Аналогичные компоненты и/или отличительные признаки могут обозначаться одинаковой ссылочной позицией. Компоненты одного типа можно отличать по букве, следующей за ссылочной позицией. Если используется только ссылочная позиция, описание применимо к любому из аналогичных компонентов, обозначенных одинаковой ссылочной позицией. Для облегчения понимания вариантов осуществления настоящего изобретения, в настоящем документе предлагается нижеследующий перечень компонентов и связанных с ними ссылочных позиций, использованных на чертежах:
Осуществление изобретения
Настоящее изобретение имеет значительные преимущества в широком спектре областей деятельности. Замысел заявителя заключается в том, чтобы данное описание и прилагаемая к нему формула изобретения соответствовали широте объема и сущности раскрываемого изобретения, несмотря на то, что может показаться ограничивающим фактором требование обращения к конкретным примерам описанных вариантов осуществления изобретения. Чтобы ознакомить специалистов в соответствующих областях техники, наиболее тесно связанных с настоящим изобретением, в настоящем документе описан предпочтительный вариант осуществления изобретения, иллюстрирующий наилучший метод, который в настоящее время предлагается для внедрения на практике, приводимый со ссылкой на прилагаемые к описанию чертежи, являющиеся составной частью описания. Не ставя задачи описания всех различных форм и модификаций, в которых может быть реализовано изобретение, в данном документе подробно описаны примеры осуществления изобретения. Таким образом, описанные здесь варианты носят иллюстративный характер и, как это очевидно для специалистов в данной области техники, они могут быть модифицированы различными способами, не выходя за рамки объема и сущности изобретения.
Н фиг. 1 представлена блок-схема предлагаемой в настоящем изобретении машины 2 для печатания на баллонах и тубах. Машина 2 для печатания на баллонах и тубах в целом содержит по меньшей мере один формный цилиндр 4, 12, печатные формы 6, 14, соединенные с каждым из формных цилиндров 4, 12, по меньшей мере один красочный узел 8, 16, включающий в себя красочный валик 10, 18, связанный с каждым формным цилиндром 4, 12, офсетный цилиндр 36, передаточные резинотканевые полотна 38, соединенные с офсетным цилиндром 36, поддерживающий элемент 42, систему 46 управления, датчик 50 и, опционально, одно или несколько осветительных устройств 51 и выталкиватель 62.
Красочный валик 10, 18 каждого красочного узла 8, 16 находится в заданной ориентации относительно формного цилиндра 4, 12, с которым он связан. Красочные валики 10, 18 каждого красочного узла 8, 16 переносят краску одного цвета на печатные формы 6, 14 каждого формного цилиндра 4, 12. Первый красочный узел 8 передает первый цвет или тип краски печатным формам 6 первого формного цилиндра 4. Аналогично, второй красочный узел 16 передает второй цвет или тип краски печатным формам 14 второго формного цилиндра 12. Понятно, что машина 2 для печатания на баллонах и тубах может включать в себя любое количество красочных узлов и формных цилиндров для переноса множества красок на резинотканевые полотна 38 офсетного цилиндра 36. В одном из вариантов осуществления изобретения машина 2 для печатания на баллонах и тубах включает в себя от двух до одиннадцати красочных узлов и связанных с ними формных цилиндров.
В одном из вариантов осуществления изобретения красочные валики 10, 18 контактируют с участком внешней поверхности печатных форм 6, 14. Опционально, в другом варианте осуществления изобретения красочные валики 10, 18 не контактируют с печатными формами 6, 14. Более конкретно, красочные валики 10, 18 передают краску 26 одному или нескольким промежуточным передаточным валикам красочного аппарата 11, 19. Промежуточные передаточные валики образуют путь, посредством которого краска переносится с красочных валиков 10, 18 на промежуточные передаточные валики красочного аппарата 11, 19, а затем на печатные формы 6, 14. Каждый красочный валик 10, 18 может иметь связанный с ним красочный аппарат 11, 19. Красочные валики 10, 18 контактируют с первым передаточным валиком в каждом красочном аппарате 11, 19. Печатные формы 6, 14 контактируют с последним передаточным валиком каждого красочного аппарата 11, 19.
С предлагаемой в настоящем изобретении машиной 2 для печатания на баллонах и тубах может использоваться любой подходящий красочный аппарат 11, 19. Промежуточные передаточные валики красочных аппаратов 11, 19 могут иметь различные диаметры. Хотя в красочных аппаратах 11, 19 показаны только три промежуточных передаточных валика, специалисту в данной области техники понятно, что любое количество промежуточных передаточных валиков может входить в состав красочного аппарата 11, 19. Один пример красочного аппарата, который может быть использован с предлагаемой в настоящем изобретении машиной для печатания на баллонах и тубах, описан в документе US 20170008270, который включен в состав настоящего описания посредством ссылки во всей своей полноте. В одном из вариантов осуществления изобретения красочные валики 10, 18 вращаются в первом направлении, в то время как формные цилиндры 4, 12 вращаются во втором, противоположном направлении.
На фиг. 2А показан участок красочного узла 8А или 16А в одном из вариантов осуществления настоящего изобретения. Количество краски 26, передаваемой красочным узлом 8А, 16А печатным формам 6, 14, может быть индивидуально настроено для множества осевых участков 20А–20L каждого красочного валика 10, 18. Более конкретно, каждый красочный узел 8А, 16А включает в себя красочный нож 22, который подводит заданное количество краски 26 к красочному валику 10, 18. В одном из вариантов осуществления изобретения красочный нож 22 является непрерывным вдоль длины красочного валика 10, 18. Сегменты 24 красочного ножа 22 соответствуют одному из осевых участков 20.
Как показано на фиг. 2В, в одном из вариантов осуществления изобретения красочный нож 22А имеет в целом плоскую форму. Участки 24A–24L красочного ножа 22A могут перемещаться относительно соответствующих осевых участков 20A–20L красочного валика 10, 18. В одном из вариантов осуществления изобретения участки 24 красочного ножа 22А могут изгибаться в ответ на усилие для перемещения ближе к красочному валику 10, 18 или дальше от него.
В качестве альтернативы, как показано на фиг. 2С, красочный нож 22B содержит сегменты 24 ножа, образованные поперечными разрезами или канавками 25 на красочном ноже 22B. Канавки 25 проходят вдоль по меньшей мере части ширины красочного ножа 22В. Сегменты 24 красочного ножа индивидуально регулируются относительно красочного валика 10, 18. Каждый из сегментов 24A–24L ножа определяет соответствующий осевой участок 20A–20L красочного валика 10, 18. В одном из вариантов осуществления изобретения канавки 25 проходят через продольный край красочного ножа 22B, который располагается вблизи красочного валика 10, 18.
Как показано на фиг. 2D, в другом варианте осуществления изобретения красочный нож 22C содержит множество отдельных сегментов 24A–24L ножа. Каждый сегмент 24A–24L ножа сформирован отдельно от других сегментов 24A–24L ножа. В одном из вариантов осуществления изобретения продольный край 27 каждого сегмента 24 ножа расположен вблизи продольного края 27 по меньшей мере одного соседнего сегмента 24 ножа. В одном из вариантов осуществления изобретения каждый сегмент 24А–24L ножа определяет осевой участок 20 красочного валика 10, 18. Каждый сегмент 24A–24L ножа выполнен с возможностью индивидуального перемещения относительно красочного валика 10, 18 и соответствующего осевого участка 20A–20L.
Опционально, в другом варианте осуществления изобретения, в целом показанном на фиг. 2E, красочный нож 22D может содержать множество каналов 29A–29L, которые направляют краску 26 к соответствующему осевому участку 20 красочного валика 10, 18. В отличие от других описанных здесь красочных ножей, в одном из вариантов осуществления изобретения красочный нож 22D не может перемещаться относительно красочного валика 10, 18. В другом варианте осуществления изобретения насос направляет краску 26 к каналам 29. В одном из вариантов осуществления изобретения насос может индивидуально управлять количеством краски, которая подается к каждому из каналов 29. Опционально, каждый канал 29А–29L может быть связан с отдельным насосом.
Как показано на фиг. 2А, в одном из вариантов осуществления изобретения с каждым из сегментов 24 ножа связан винт 28А–28L регулировки подачи краски. Каждый винт 28 регулировки подачи краски может индивидуально приближаться и удаляться от красочного ножа 22 и соответствующего сегмента 24 ножа. В одном из вариантов осуществления изобретения положение каждого из винтов 28А–28L регулировки подачи краски может регулироваться приводным механизмом 30А–30L. В одном из вариантов осуществления изобретения красочный нож 22 является гибким. В другом варианте осуществления изобретения каждый отдельный сегмент 24A–24L ножа является гибким. Соответственно, участки 24А–24L красочного ножа 22 могут располагаться в непосредственной близости от внешней поверхности красочного валика 10, 18 или, альтернативно, дальше от красочного валика 10, 18 в ответ на перемещение винтов 28 регулировки подачи краски. В одном из вариантов осуществления изобретения красочный нож 22 отодвинут от красочного валика 10, 18. В данном варианте осуществления изобретения перемещение винта 28 регулировки подачи краски от красочного валика 10, 18 позволяет по меньшей мере одному участку красочного ножа 22 вблизи винта 28 регулировки подачи краски отходить от красочного валика 10, 18. Опционально, красочный нож 22 расположен с возможностью поворота относительно продольной оси красочного валика 10, 18. Таким образом, сегменты 24A–24L ножа могут поворачиваться относительно внешней поверхности красочного валика 10, 18. Опционально, продолжительность цикла дукторного валика (не показан на чертежах) машины 2 для печатания на баллонах и тубах может регулироваться для изменения количества краски на красящем валике 10, 18 после нанесения краски на сегменты 24 красочного ножа 22.
Как показано на фиг. 3А, в одном из вариантов осуществления изобретения при продвижении вперед винта 28А регулировки подачи краски участок 24А красочного ножа 22 продвигается к красочному валику 10, 18. Таким образом, зазор 32А между участком 24А ножа и осевым участком 20А красочного валика 10, 18 уменьшается. Это уменьшает количество краски 26, переносимой на осевой участок 20А красочного валика 10, 18 и затем на печатные формы 6, 14. Иными словами, зазор 32А в целом определяет плотность или толщину краски 26, которая переносится на красочный валик 10, 18, а затем на металлический контейнер 52. Плотность краски, как правило, относится к количеству краски, используемой для формирования художественного оформления. Если плотность краски неправильная, цвет художественного оформления может быть неправильным. Например, цвет фона может быть по меньшей мере частично видимым через краску художественного оформления. В одном из вариантов осуществления изобретения зазор 32 между участком 24 красочного ножа и осевым участком 20 красочного валика может изменяться приблизительно от 0 до 0,015 дюйма. В другом варианте осуществления изобретения зазор 32 может составлять приблизительно 0,02 дюйма. В другом варианте осуществления изобретения зазор может составлять приблизительно от 0,001 дюйма до 0,02 дюйма. В одном из вариантов осуществления изобретения перемещение винта 28А регулировки подачи краски инициируется приводным механизмом 30А. Приводной механизм 30А может принимать сигнал от системы 46 управления, чтобы изменять положение винта 28А регулировки подачи краски для изменения величины зазора 32.
В качестве альтернативы, как показано на фиг. 3В, при вывинчивании винта 28В регулировки подачи краски, участок 24В ножа отходит от осевого участка 20В красочного валика 10, 18. Таким образом, зазор 32B увеличивается, увеличивая количество краски 26, переносимой на осевой участок 20B красочного валика 10, 18 и затем на печатные формы 6, 14.
Как показано на фиг. 3C, 3D, в одном из дополнительных вариантов осуществления настоящего изобретения отдельные сегменты 24 красочного ножа 22C могут перемещаться в осевом направлении относительно оси вращения красочного валика 10, 18. Например, в одном из вариантов осуществления изобретения сегмент 24F ножа может перемещаться в осевом направлении относительно сегментов 24E, 24G ножа. Опционально, по меньшей мере часть сегмента 24F ножа может перекрывать один из сегментов 24E, 24G ножа, как это в целом показано на фиг. 3D. Специалисту в данной области техники понятно, что все сегменты 24 ножа могут быть перемещены в осевом направлении таким же или аналогичным образом. Кроме того, каждый из сегментов 24 ножа может перемещаться в радиальном направлении относительно красочного валика 10, 18, как описано выше.
На фиг. 4–10 показан красочный узел 8B, 16B в соответствии с другим вариантом осуществления настоящего изобретения. Красочный узел 8В, 16В аналогичен красочному узлу 8А, 16А, описанному со ссылкой на фиг. 2–3, и работает аналогичным образом. Примечательно, что красочный узел 8B, 16B включает в себя отдельные красочные ножи 21, которые перемещаются, как правило, линейно относительно красочного валика 10, 18. Каждый из красочных ножей 21 выполнен с возможностью индивидуального позиционирования относительно красочного валика 10, 18. Хотя показано шесть красочных ножей 21А–21F, красочный узел может содержать любое количество отдельных красочных ножей 21. В одном из вариантов осуществления изобретения красочный узел 8B, 16B включает в себя от двух до двенадцати красочных ножей 21. В другом варианте осуществления изобретения красочный узел содержит от четырех до восьми красочных ножей. В одном из вариантов осуществления изобретения каждый красочный нож 21 имеет ширину приблизительно до 0,5 дюйма. В другом варианте осуществления изобретения каждый красочный нож 21 имеет ширину приблизительно до 1,5 дюйма. Однако возможны и другие размеры. Соответственно, в одном из вариантов осуществления изобретения каждый красочный нож регулирует поток краски к соответствующему осевому участку 20 красочного валика 10, 18, имеющему ширину приблизительно до 0,5 дюйма или, в другом варианте осуществления изобретения, приблизительно до 1,5 дюйма.
Красочный узел 8В, 16В, как правило, включает в себя отливку 68, монтажную плиту 70, поворотные планки 72А, 72В, которые поддерживают красочный валик 10, 18, боковые стенки 74А, 74В, верхнюю пластину 76, барьер 78 для краски, заднюю пластину 79, красочные ножи 21 и приводные механизмы 30. Барьер 78 для краски, верхняя пластина 76, боковые стенки 74, красочные ножи 21 и красочный валик 10, 18 ограничивают резервуар 34 для краски, которая переносится на красочный валик 10, 18. В одном из вариантов осуществления изобретения участок боковых стенок 74 вблизи красочного валика 10, 18 имеет форму, по меньшей мере частично окружающую красочный валик.
Приводной механизм 30 установлен на красочном узле 8В, 16В на заданном расстоянии от красочного валика 10, 18. В одном из вариантов осуществления изобретения приводной механизм 30 установлен на красочном узле 8B, 16B на задней пластине 79. Однако предусмотрены и другие варианты размещения приводного механизма 30. Приводной механизм 30 может регулировать положение красочного ножа 21 относительно красочного валика 10, 18. В одном из вариантов осуществления изобретения каждый приводной механизм 30 соединен с красочным ножом 21 с помощью вала 31. В другом варианте осуществления изобретения приводной механизм 30 связан с системой 46 управления. Соответственно, в ответ на сигнал от системы 46 управления приводной механизм 30 преобразует электрическую энергию в механическое усилие для регулировки положения соответствующего красочного ножа 21. Приводной механизм 30 может представлять собой соленоид или другие подобные устройства, известные специалистам в данной области техники.
В одном из вариантов осуществления изобретения каждый вал 31 избирательно может входить в соответствующий красочный нож 21. Соответственно, расстояние между красочным ножом 21 и приводным механизмом 30 регулируется приводным механизмом. Опционально, вал 31 имеет резьбу 33, которая входит в конец красочного ножа 21 вблизи приводного механизма 30. В одном из вариантов осуществления изобретения каждый красочный нож 21 имеет отверстие с внутренней резьбой для зацепления с резьбой 33 вала.
В одном из вариантов осуществления изобретения краевой участок 35 каждого красочного ножа 21 вблизи красочного валика 10, 18 по существу параллелен продольной оси красочного валика 10, 18. Краевой участок 35 ограничен продольным участком и концевым участком, продолжающимся от продольного участка. В одном из вариантов осуществления изобретения продольный участок определяет плоскость, которая в целом параллельна продольной оси красочного ножа. В другом варианте осуществления изобретения концевой участок в целом перпендикулярен валу 31. В одном из вариантов осуществления изобретения продольный участок и концевой участок имеют формы, которые являются по существу плоскими. Опционально, концевой участок продолжается от продольного участка под углом приблизительно от 80° до 100°. В одном из вариантов осуществления изобретения концевой участок по существу ортогонален продольному участку. Опционально, в другом варианте осуществления изобретения концевой участок соединен с продольным участком под углом, который не является прямым.
Как показано на фиг. 10А, в одном из вариантов осуществления изобретения приводной механизм 30А может вращать вал 31А в первом направлении. Поскольку приводной механизм 30А и вал 31А установлены на фиксированном расстоянии от красочного валика 10, 18, вращение вала 31А в первом направлении побуждает красочный нож 21А перемещаться к красочному валику 10, 18. Таким образом, зазор 32А между краевым участком 35 красочного ножа 21А и осевым участком 20А красочного валика 10 18 уменьшается. Это уменьшает количество краски 26, переносимой на осевой участок 20А красочного валика 10, 18 и на печатные формы 6, 14. Более конкретно, зазор 32А обычно определяет плотность или толщину краски 26, которая переносится на красочный валик 10, 18 и, впоследствии, на неоформленный металлический контейнер 52. В одном из вариантов осуществления изобретения краевой участок 35 ножа может быть приведен в контакт с осевым участком 20А красочного валика 10, 18, так что зазор 32А закрывается. Таким образом, красочный нож 21А может предотвращать поток краски к осевому участку 20А. В одном из вариантов осуществления изобретения зазор 32 между красочным ножом 21 и осевым участком 20 красочного валика может варьироваться приблизительно от 0 до 0,015 дюйма. В другом варианте осуществления изобретения зазор 32 может составлять приблизительно 0,02 дюйма. В еще одном варианте осуществления изобретения зазор может составлять приблизительно от 0,001 дюйма до 0,02 дюйма. В одном из вариантов осуществления изобретения перемещение красочного ножа 21А инициируется приводным механизмом 30А. Приводной механизм 30А может принимать сигнал от системы 46 управления, чтобы изменять положение винта 28А регулировки подачи краски с целью изменения величины зазора 32.
Аналогичным образом, как показано на фиг. 10В, при вращении вала 31B во втором направлении приводной механизм 30B побуждает вал 31B перемещать красочный нож 21B от красочного валика 10, 18. Это увеличивает величину зазора 32B между красочным валиком 10, 18 и краевым участком 35 красочного ножа 21B. Такое перемещение красочного ножа 21B соответственно увеличивает количество краски, переносимой на осевой участок 20В, а также плотность (или толщину) краски, переносимой на металлический контейнер 52.
Как показано на фиг. 9, может использоваться датчик определения угла поворота и/или обнаружения вращения. Например, в одном из вариантов осуществления изобретения потенциометр 80 может быть дополнительно связан с каждым приводным механизмом 30 или красочным ножом 21. Потенциометр 80 предназначен для выявления перемещения красочного ножа 21. В одном из вариантов осуществления изобретения потенциометр 80 предназначен для восприятия вращения вала 31. Потенциометр 80 может передавать величину и направление вращения вала в систему 46 управления. Например, потенциометр 80 может передавать сигнал, такой как напряжение, указывающий величину и направление вращения вала 31 в систему 46 управления. Система 46 управления может использовать информацию, полученную от потенциометра 80, для определения положения красочного ножа 21 относительно красочного валика 10, 18. В одном из вариантов осуществления изобретения потенциометр 80 способен воспринимать вращательное движение вала 31 и различать вращение в первом и втором направлениях. В одном из вариантов осуществления изобретения потенциометр 80 соединен с валом 31. Опционально, потенциометр 80 и вал 21 могут иметь зубчатые колеса с зацепляющимися зубьями. В качестве альтернативы или дополнительно, для обнаружения движения вала 31 могут использоваться другие датчики. То есть, один или несколько датчиков 80 вращения и/или угла могут использовать или в противном случае включать в себя датчик эффекта Холла, один или несколько преобразователей углового положения в код, включающих в себя, но не ограничиваясь ими, механические, проводящие и оптические кодовые датчики угла поворота, бесконтактные системы формирования изображений и т.п.
Как показано на фиг. 1, если предусмотрены дополнительные формные цилиндры, то машиной 2 для печатания на баллонах и тубах могут использоваться более двух цветов или типов краски 26. Например, хотя проиллюстрированы только два формных цилиндра 4, 12, специалисту в данной области техники понятно, что машина 2 для печатания на баллонах и тубах может включать в себя любое количество формных цилиндров 4, 12. В одном из вариантов осуществления изобретения машина 2 для печатания на баллонах и тубах включает в себя от двух до восьми формных цилиндров 4, 12, каждый из которых принимает другой цвет или другой тип краски от соответствующего красочного узла 8, 16.
Опционально, одна или более печатных форм 6, 14 могут иметь изображение, формируемое на внешней поверхности. Кроме того, хотя отдельные печатные формы 6, 14 показаны взаимосвязанными с формными цилиндрами 4, 12, одна гильза или цилиндр, который поворачивается вокруг окружности каждого формного цилиндра 4, 12, также может использоваться с предлагаемой в настоящем изобретении машиной 2 для печатания на баллонах и тубах.
Каждый формный цилиндр 4, 12 находится в заданной ориентации относительно офсетного цилиндра 36 и соединенных с ним передаточных резинотканевых полотен 38. Соответственно, когда офсетный цилиндр 36 вращается, передаточное резинотканевое полотно 38 поворачивается в контакте с первой печатной формой 6 первого формного цилиндра 4. Первая печатная форма 6 переносит по меньшей мере часть первой краски 26А на наружную поверхность 40 передаточного резинотканевого полотна 38. По мере того как офсетный цилиндр 36 продолжает вращаться, передаточное резинотканевое полотно 38 поворачивается в контакте со второй печатной формой 14 второго формного цилиндра 12. Вторая печатная форма 14 переносит по меньшей мере часть второй краски 26В на внешнюю поверхность 40 передаточного резинотканевого полотна 38. Опционально, одно сплошное передаточное резинотканевое полотно может располагаться по окружности офсетного цилиндра 36. В одном из вариантов осуществления изобретения офсетный цилиндр 36 вращается в первом направлении.
После того как передаточное резинотканевое полотно 38 получило первую и вторую краски 26А, 26В от печатной формы 6, 14 каждого формного цилиндра 4, 12, участок 40 внешней поверхности передаточного резинотканевого полотна 38 поворачивается в контакте с внешней поверхностью 56 неоформленного металлического контейнера 52. Передающее резинотканевое полотно 38 переносит по меньшей мере часть первой и второй краски на внешнюю поверхность 56 металлического контейнера 52. Таким образом, на внешней поверхности 56 контейнера формируется художественное оформление 58. Понятно, что художественное оформление может содержать любую комбинацию изображений, текста, чисел и символов.
Как показано на фиг. 11, цилиндрическая внешняя поверхность 56 металлического контейнера 54 включает в себя цилиндрические участки 57, которые соответствуют осевым участкам 20 красочных валиков 10, 18 красочных узлов 8, 16. Соответственно, для машины 2 для печатания на баллонах и тубах, которая включает в себя красочные валики 10, 18 с шестью осевыми участками 20А–20F, образованными шестью участками 24А–24F красочного ножа 22 (см. фиг. 2) или шестью отдельными красочными ножами 21А–21F (как показано на фиг. 9), металлический контейнер 54 включает в себя шесть соответствующих цилиндрических участков 57А–57F. Количество первой краски 26А, переносимой на цилиндрические участки 57А–57F печатными формами 6, прикрепленными к первому формному цилиндру 4, регулируется путем регулировки красочных ножей 21 или участков 24 красочного ножа 22 относительно осевых участков 20А–20F первого красочного валика 10. Аналогичным образом, количество второй краски 26В, переносимой на металлический контейнер 54 печатными формами 14 второго формного цилиндра 12, можно регулировать путем изменения зазоров 32 (показанных на фиг. 3, 10) между красочными ножами 21 или участками красочного ножа 22 и осевыми участками 20А–20F второго красочного валика 18.
Как в целом показано на фиг. 11, металлический контейнер 54 может иметь два или более отличающихся художественных оформления 58А, 58В. Как понятно специалисту в данной области техники, художественное оформление 58А, 58В может включать в себя различные типы или цвета краски. Например, в одном из вариантов осуществления изобретения художественное оформление 58А формируется первой краской 26А первого красочного узла 8. Аналогично, художественное оформление 58В может формироваться второй краской 26В второго красочного узла 16. Кроме того, каждое художественное оформление 58А, 58В может включать в себя участки других красок. Соответственно, в одном из вариантов осуществления изобретения цифры 58C художественного оформления 58B могут быть выполнены краской, отличающейся от второй краски 26B. Например, в одном из вариантов осуществления изобретения участок 58C художественного оформления выполнен первой краской 26А первого красочного узла 8. В качестве альтернативы, участок 58C художественного оформления может быть выполнен отличающейся третьей краской другого красочного узла машины 2 для печатания на баллонах и тубах.
В одном из вариантов осуществления изобретения поддерживающий элемент 42 принимает неоформленный металлический контейнер 52 от оборудования 64, расположенного выше по технологической цепочке. Металлический контейнер 52 может быть контейнером для напитков, таким как банка для напитков, бутылка для напитков, аэрозольный контейнер или контейнер для любого другого продукта. Оборудование 64, расположенное выше по технологической цепочке, может представлять собой линию вытяжки и изготовления изделий из железа или линию штамповки ударным выдавливанием. Пример известной линии вытяжки и изготовления металлических контейнеров в целом проиллюстрирован и описан в публикации "Inside a Ball Beverage Can Plant" ("Внутри завода по производству банок для напитков"), доступной на сайте http://www.ball.com/Ball/media/Ball/Global/Downloads/How_a_Ball_Metal_Beverage_C an_Is_Made.pdf?ext =.pdf (последний просмотр 30 апреля 2016 года), которая включена в настоящее описание посредством ссылки во всей своей полноте. Способы и устройства формования металлических контейнеров на производственной линии штамповки ударным выдавливанием описаны в документе US 20130068352 и в документе US 20140298641, которые включены в настоящее описание посредством ссылки во всей своей полноте. В одном из вариантов осуществления изобретения оборудование 64, расположенное выше по технологической цепочке, включает в себя по меньшей мере один датчик. Датчик может быть таким же, как и датчик 50, или подобным датчиком. Соответственно, в одном из вариантов осуществления изобретения система 46 управления может получать данные, собранные или полученные с помощью датчика из состава оборудования 64, расположенного выше по технологической цепочке, воспринимающего внешнюю поверхность 56 металлических контейнеров 52 до того, как металлические контейнеры 52 достигнут поддерживающего элемента 42.
Поддерживающий элемент 42 перемещает металлический контейнер 52 в контакте с передаточным резинотканевым полотном 38. В одном из вариантов осуществления изобретения поддерживающий элемент 42 имеет множество гнезд 44 для приема и поддержки металлических контейнеров 52 в заданном положении относительно офсетного цилиндра 36. Опционально, с поддерживающим элементом 42 может быть связан датчик 50. Датчик может получать данные о положении или ориентации металлического контейнера 52, поддерживаемого гнездом 44. Датчик 50 может предоставлять данные в систему 46 управления. Таким образом, система 46 управления может определять, находится ли металлический контейнер 52 в заданной ориентации или выравнивании относительно передаточного резинотканевого полотна 38 офсетного цилиндра 36. В одном из вариантов осуществления изобретения гнезда 44 представляют собой выемки для приема части металлического контейнера. В качестве альтернативы, в другом варианте осуществления изобретения гнезда могут представлять собой оправки, выступающие из поддерживающего элемента 42. Часть каждой оправки выполнена по меньшей мере частично выступающей через открытый конец во внутреннюю полость металлического контейнера 52. Одним из примеров поддерживающего элемента 42, который может использоваться с предлагаемой в настоящем изобретении машиной 2 для печатания на баллонах и тубах, описан в документе US 9452600, который включен в настоящее описание посредством ссылки во всей своей полноте.
Как показано на фиг. 1, в одном из вариантов осуществления настоящего изобретения один или более красочных узлов 8, 16 могут перемещаться в ответ на сигнал, принятый от системы 46 управления. Более конкретно, в одном из вариантов осуществления изобретения красочные узлы 8, 16 или по меньшей мере красочный валик 10 18 могут перемещаться для изменения ориентации красочных узлов 8, 16 и/или красочных валиков 10, 18 относительно формных цилиндров 4, 12. В одном из вариантов осуществления изобретения красочные узлы 8, 16 и красочные валики 10, 18 могут перемещаться во множестве направлений. Опционально, красочные узлы 8, 16 и/или красочный валик 10, 18 могут перемещаться в одном или нескольких направлениях из: (1) осевого или "z-направления" (по существу перпендикулярного плоскости, показанной на фиг. 1); (2) бокового или "x-направления" (по существу перпендикулярного осевому направлению); и (3) вертикального или "y-направления" (по существу перпендикулярного каждому из осевого направления и бокового направления). В одном или нескольких вариантах осуществления изобретения каждый из красочных узлов 8, 16 и/или красочных валиков 10, 18 может перемещаться или иным образом поворачиваться вокруг оси вращения. В одном из вариантов осуществления изобретения один или несколько приводных механизмов связаны с каждым из красочных узлов 8, 16 и/или с красочными валиками 10, 18. Каждый из приводных механизмов выполнен с возможностью перемещения соответствующего красочного узла или красочного валика в одном или нескольких направлениях из х-, у- и z-направлений в ответ на сигнал от системы 46 управления. Таким образом, система 46 управления может посылать сигнал на приводной механизм, связанный с красящими узлами 8, 16 и/или красочными валиками 10, 18, для изменения одного или более из положения и ориентации краски, переносимой с красочных валиков на печатные формы 6.
В другом варианте осуществления изобретения один или более из формных цилиндров 4, 12, офсетного цилиндра 36 и поддерживающего элемента 42 может перемещаться в ответ на сигнал от системы 46 управления. Например, в одном из вариантов осуществления изобретения один или более из формных цилиндров 4, 12, офсетного цилиндра 36 и поддерживающего элемента 42 могут быть связаны с приводными механизмами. В ответ на сигнал от системы 46 управления приводные механизмы могут перемещать по меньшей мере один или более из формных цилиндров 4, 12, офсетного цилиндра 36 и поддерживающего элемента 42 во множестве направлений. В одном из вариантов осуществления изобретения один или более из формных цилиндров 4, 12, офсетного цилиндра 36 и поддерживающего элемента 42 могут перемещаться по меньшей мере в одном из следующих направлений: х-направлении, y-направлении и z-направлении, в ответ на усилие, полученное от приводного механизма. Соответственно, когда система 46 управления определяет, что положение или ориентация художественного оформления являются неправильными, система 46 управления может настроить положение одного или более из формных цилиндров 4, 12, офсетного цилиндра 36 и поддерживающего элемента 42 во множестве конкретных направлений.
Приводные механизмы, связанные с красящими узлами 8, 16, красочными валиками 10 18, формными цилиндрами 4, 12, офсетным цилиндром 36 и поддерживающим элементом 42 (которые для ясности не показаны на фиг. 1), могут быть такими же или подобными приводным механизмам 30. Кроме того, один или более потенциометров могут быть связаны с каждым из приводов. Потенциометры или датчики вращения могут посылать данные в систему 46 управления, так что система 46 управления может определять относительные положения красочных узлов 8, 16, красочных валиков 10 18, формных цилиндров 4, 12, офсетного цилиндра 36 и поддерживающего элемента 42.
После того, как металлические контейнеры 54 художественно оформлены машиной 2 для печатания на баллонах и тубах, датчик 50 собирает данные о художественном оформлении 58. Датчик 50 расположен таким образом, чтобы воспринимать всю цилиндрическую поверхность 56 металлического контейнера 54. В одном из вариантов осуществления изобретения датчик 50 воспринимает художественно оформленные металлические контейнеры 54, когда контейнеры соединены с поддерживающим элементом 42. Альтернативно, художественно оформленные металлические контейнеры 54 транспортируются, например, конвейером 48 к датчику 50. С предлагаемой в настоящем изобретении машиной 2 для печатания на баллонах и тубах может использоваться любой подходящий конвейер 48. В одном из вариантов осуществления изобретения конвейер 48 представляет собой ленту. Продолжительность цикла поддерживающего элемента 42 и конвейера 48 может контролироваться системой 46 управления.
Опционально, одна или более операций могут выполняться на металлических контейнерах 54 после того, как металлические контейнеры 54 получат художественное оформление 58, и прежде, чем металлические контейнеры 54 будут восприняты датчиком 50. Более конкретно, металлические контейнеры 54 могут быть одним или более из очищенных, проверенных и высушенных контейнеров. Соответственно, может иметься заданная временная задержка от момента формирования художественного оформления 58 контейнера 54 до момента, когда металлический контейнер 54 воспринимается датчиком 50. Таким образом, хотя датчик 50 в целом показан на фиг. 1 выше по технологической цепочке относительно оборудования 66, расположенного ниже по технологической цепочке, датчик 50 может располагаться ниже по технологической цепочке по меньшей мере части оборудования 66. Например, в одном из вариантов осуществления изобретения после покидания поддерживающего элемента 42, металлические контейнеры 54 транспортируются к одному или более из тестера, очистителя и печи, прежде чем достигнут датчика 50. Соответственно, заданная задержка времени может истечь после того, как металлический контейнер 54 получит художественное оформление 58, прежде чем датчик 50 воспримет цилиндрическую поверхность 56 контейнера. Таким образом, датчик 50 и система 46 управления должны учитывать и настроиться под задержку, которая происходит после изменения настройки красочных ножей 21, 22, прежде чем металлический контейнер с художественным оформлением, сформированным после изменения настройки красочных ножей, достигнет датчика 50.
Датчик 50 установлен для восприятия внешней поверхности 56 металлического контейнера 54. Датчик 50 посылает данные, связанные с художественным оформлением 58 каждого металлического контейнера 54, в систему 46 управления. Более конкретно, датчик 50 собирает данные о художественном оформлении 58 контейнера 54. Система 46 управления использует данные, собранные датчиком 50, чтобы определять, имеются ли какие-либо дефекты в художественном оформлении 58. Например, датчик 50 может собирать или получать данные, относящиеся к цвету, плотности, глубине, однородности, ориентации художественного оформления 58.
Любой подходящий датчик 50, который может обнаруживать художественные оформления 58, напечатанные на внешней поверхности 56 контейнера, может использоваться с предлагаемой в настоящем изобретении машиной 2 для печатания на баллонах и тубах. В одном из вариантов осуществления изобретения датчик 50 представляет собой оптический или видео датчик. В другом варианте осуществления настоящего изобретения датчик 50 представляет собой камеру. Камера может быть высокоскоростной камерой. В еще одном варианте осуществления изобретения датчик 50 представляет собой лазер. В еще одном варианте осуществления изобретения датчик 50 представляет собой гиперспектральный блок формирования изображений. В одном из вариантов осуществления изобретения датчик 50 может собирать данные в трех измерениях. В одном из вариантов осуществления изобретения одно или более из оптики, разрешающей способности, усиления и затвора камеры управляется системой 46 управления. В одном из вариантов осуществления изобретения датчик 50 выполнен с возможностью восприятия приблизительно до 700 металлических контейнеров в минуту. В другом варианте осуществления изобретения датчик 50 выполнен с возможностью восприятия приблизительно до 2 000 металлических контейнеров в минуту.
В одном из вариантов осуществления изобретения одна или более целей 59 на внешней поверхности 56 контейнера выбраны для восприятия датчиком 50. Цели 59 могут выбираться системой 46 управления. Дополнительно или альтернативно, цели 59 могут задаваться оператором машины 2 для печатания на баллонах и тубах. В одном из вариантов осуществления изобретения цели 59 определяются по меньшей мере частично художественным оформлением 58, выполняемом на металлическом контейнере 54. Более конкретно, цели 59 могут выбираться исходя из мест, где одна или более красок 26 должны наноситься на внешнюю поверхность 56. Дополнительно, цели 59 могут также выбираться для мест, где на внешнюю поверхность 56 не должны наноситься никакие краски. Соответственно, цель 59 может изменяться от первого цикла художественного оформления ко второму циклу художественного оформления.
Как показано на фиг. 11, одна или несколько целей 59 могут располагаться во множестве заданных мест на внешней поверхности 56 контейнера. Таким образом, датчик 50 будет собирать данные, относящиеся к краске 26, наносимой каждым красочным узлом 8, 16. В одном из вариантов осуществления изобретения по меньшей мере одна цель 59 связана с краской 26 каждого красочного узла 8, 16. В другом варианте осуществления изобретения цель 59 может быть связана с каждым из красочных ножей 21 или сегментов 24 красочного ножа 22. Например, для машины 2 для печатания на баллонах и тубах, имеющей от четырех до восьми красочных узлов, каждый из которых имеет от пяти до десяти красочных ножей 21 или сегментов 22 красочного ножа, датчик 50 может собирать данные приблизительно по 20–80 целям 59. Таким образом, система 46 управления практически непрерывно получает данные, относящиеся к количеству, толщине и положению краски 26, нанесенной каждым красочным ножом 21 и каждым сегментом 24 красочного ножа 22 каждого красочного узла 8, 16.
Опционально, по меньшей мере одно осветительное устройство 51 может быть связано с датчиком 50. В одном из вариантов осуществления изобретения осветительное устройство 51 выполнено с возможностью обеспечения стробоскопического освещения, так что соответствующий датчик 50 может получать данные от перемещающихся металлических контейнеров 54. Работой осветительного устройства 51 может управлять система 46 управления. Таким образом, работа осветительного устройства 51 синхронизирована со сбором данных датчиком 50. В одном из вариантов осуществления изобретения осветительное устройство 51 представляет собой по меньшей мере одно из лампы накаливания, светоизлучающего диода, источника света высокой интенсивности, лазера, люминесцентной лампы, ксеноновой лампы-вспышки и лампы дугового разряда. Осветительное устройство 51 выбирают таким, чтобы оно генерировало излучение заданной длины волны, исходя из требований датчика 50.
В одном из вариантов осуществления изобретения осветительное устройство 51 ориентировано в целом параллельно линии визирования датчика, как это в целом показано на фиг. 1. В одном из вариантов осуществления изобретения одно или более из рассеивателей и линз связано с осветительным устройством 51. В одном из вариантов осуществления изобретения рассеиватели и линзы ориентированы таким образом, что освещение, генерируемое осветительным устройством 51, в целом параллельно продольной оси металлических контейнеров 54. В одном из вариантов осуществления изобретения рассеиватель имеет ширину, которая приблизительно равна высоте металлических контейнеров. Соответственно, осветительное устройство 51 может освещать один или более участков внешней поверхности 56 металлических контейнеров 54.
Опционально, один или более из углов освещения могут обеспечиваться по меньшей мере одним осветительным устройством. В другом варианте осуществления изобретения осветительное устройство 51 включают в себя два или более осветительных устройств, расположенных под различными углами относительно металлического контейнера 54. Например, в одном из вариантов осуществления изобретения первое осветительное устройство 51 может располагаться под углом приблизительно 90° выше участка металлического контейнера 54, подлежащего восприятию датчиком 50. В другом варианте осуществления второе осветительное устройство 51 размещено под углом приблизительно от 10° до 90° или приблизительно от 1° до 10° относительно подлежащего восприятию участка металлического контейнера 54. Соответственно, угол осветительного устройства 51 относительно металлического контейнера 54 может быть выбран таким образом, что художественное оформление 58, которое может включать в себя множество поверхностей, продолжающихся на различных высотах от цилиндрической поверхности 56 металлического контейнера 54, отражают свет иначе, чем другие участки внешней поверхности 56 металлического контейнера 54.
В одном из вариантов осуществления изобретения датчик 50 может воспринимать всю внешнюю поверхность 56 металлического контейнера. Напротив, некоторые известные машины для печатания на баллонах и тубах для художественного оформления непрерывных лент или подложек содержат датчик, который может воспринимать только часть ширины (называемую "полосой") непрерывной ленты между первым продольным краем и вторым продольным краем ленты. Датчик может периодически перемещаться от первого продольного края ко второму продольному краю ленты. Однако в любой заданный момент времени датчик может воспринимать только часть ширины лены. Соответственно, воспринимая первую полосу, датчик может не обнаружить дефект печати или недостаток во второй полосе.
Опционально, металлический контейнер 54 вращается вокруг продольной оси металлического контейнера во время восприятия датчиком 50. Соответственно, для исправления искажения изображений, получаемых датчиком 50 отчасти вследствие вращения металлического контейнера 54, могут потребоваться дополнительные технологии обработки. В другом варианте осуществления изобретения датчик 50 по существу неподвижен во время восприятия металлического контейнера 54. Соответственно, данные (такие как изображения), собранные датчиком 50, могут не иметь искажений, вызванных движением датчика. Напротив, некоторые известные датчики или камеры машин для печатания на баллонах и тубах для художественного оформления непрерывных лент перемещаются поперек ширины ленты. Перемещения камеры могут снижать точность изображений, получаемых камерой. Кроме того, в некоторых известных машинах для печатания на баллонах и тубах как камера, так и лента перемещаются во время получения изображения камерой. Такое одновременное перемещение может вызвать дополнительные искажения изображений, получаемых камерой. Одновременное перемещение также увеличивает сложность управления камерой и идентификации причин дефектов художественного оформления, а также корректировок, необходимых для устранения дефектов.
Опционально, металлические контейнеры 54 перемещаются по существу непрерывно относительно датчика 50. Более конкретно, в одном из вариантов осуществления изобретения металлические контейнеры 54 перемещаются вбок перпендикулярно продольным осям металлических контейнеров во время восприятия датчиком 50 внешней поверхности 56 металлических контейнеров. Альтернативно, в другом варианте осуществления изобретения металлические контейнеры 54 по существу неподвижны относительно датчика 50 во время восприятия металлического контейнера.
Хотя на фиг. 1 показан только один датчик 50, специалисту в данной области техники понятно, что любое количество датчиков 50 может использоваться с предлагаемой в настоящем изобретении машиной 2 для печатания на баллонах и тубах. Соответственно, на фиг. 1A в целом показана другая машина 2А для печатания на баллонах и тубах согласно настоящему изобретению. Машина 2A для печатания на баллонах и тубах содержит один или более из формных цилиндров 4, 12, красочных узлов 8, 16, красочных валиков 10, 18, красочных аппаратов 11, 19, офсетного цилиндра 36, поддерживающего цилиндра 42, датчика 50 и выталкивателя 62, которые подобны или аналогичны компонентам машины 2 для печатания на баллонах и тубах. Примечательно, что машина 2A для печатания на баллонах и тубах содержит множество дополнительных датчиков 49. Датчики 49 могут быть такими же, как и датчик 50, или подобными ему. Дополнительно, датчики 49 могут снабжать данными систему 46 управления. Осветительное устройство 51 может быть связано с одним или несколькими датчиками 49.
В одном из вариантов осуществления изобретения датчик 49A размещен таким образом, чтобы собирать данные о внешней поверхности 56 неоформленного контейнера, прежде чем художественно неоформленный контейнер будет принят поддерживающим элементом 42. Система 46 управления может использовать данные от датчика 49A, чтобы определять, имеет ли внешняя поверхность 56 контейнера 52 какие-либо дефекты или отклонения.
Другой датчик 49B может быть установлен для сбора данных и/или изображений с печатных форм 6 первого формного цилиндра 4. Точно так же, дополнительный датчик 49C может быть расположен таким образом, чтобы собирать данные с печатных форм 14 второго формного цилиндра 12. В одном из вариантов осуществления изобретения датчики 49B, 49C собирают данные, относящиеся к краскам, переданным печатным формам 6, 14 соответствующими красочными узлами 8, 16. Таким образом, система 46 управления может определять, что краски переданы печатным формам 6, 14 ненадлежащим образом. Например, в одном из вариантов осуществления изобретения система 46 управления может определять, что печатным формам 6, 14 или части печатных форм передается ненадлежащее количество краски. В другом варианте осуществления изобретения система 46 управления может использовать данные от датчиков 49B, 49C, чтобы определять, что краски наносятся на ненадлежащие участки печатных форм. В еще одном варианте осуществления изобретения данные от датчиков 49B, 49C могут свидетельствовать, что одним или несколькими красочными узлами 8, 16 наносится ненадлежащий тип или цвет краски. Система 46 управления может также определять, что краска 26, наносимая одним из красочных узлов 8, 16, является дефектной на основе данных, получаемых от одного или более датчиков 49B, 49C. В еще одном варианте осуществления изобретения система 46 управления может определять, используя данные от датчиков 49B, 49C, что одна или более печатных форм 6, 14 не ориентирована должным образом на соответствующем формном цилиндре 4, 12.
В одном из вариантов осуществления изобретения другой датчик 49D может быть расположен таким образом, чтобы собирать данные с передаточных резинотканевых полотен 38 на офсетном цилиндре 36. Используя данные от датчика 49D, система 46 управления может определять, что одна или более красок 26, переданных передаточным резинотканевым полотнам 38 печатными формами 6, 14, ориентирована ненадлежащим образом. Система 46 управления может также определять, что художественное оформление, сформированное на передаточных резинотканевых полотнах 38 красками, является дефектным. Например, система управления может определять, что одно или более из целевых параметров, связанных с художественным оформлением, является некачественными, когда краска находится на передаточном резинотканевом полотне 38. В одном из вариантов осуществления изобретения, используя данные, полученные от датчика 49D, система 46 управления может определять, что одно или более из цвета, плотности, глубины, ориентации и однородности краски на передаточном резинотканевом полотне 38 не соответствует параметрам художественного оформления.
В другом варианте осуществления изобретения машина для печатания на баллонах и тубах может также включать в себя датчик 49E, расположенный ниже по технологической цепочке, чем выталкиватель 62. В одном из вариантов осуществления изобретения система 46 управления может сравнивать данные, полученные от датчика 49E, с данными, полученными от датчика 50. Таким образом, система 46 управления может определять, изменилось ли художественное оформление металлического контейнера 54 после того, как металлический контейнер был воспринят датчиком 50. В одном из вариантов осуществления изобретения система 46 управления может определять, что художественное оформление, сформированное на металлическом контейнере 54, было повреждено во время транспортировки конвейером 48. Например, художественное оформление может быть поцарапано или иным образом повреждено во время транспортировки по технологической цепочке ниже датчика 50.
В одном из вариантов осуществления изобретения машина 2 для печатания на баллонах и тубах включает в себя от трех до пяти датчиков 50, расположенных вокруг продольной оси металлических контейнеров 54. Таким образом, цилиндрическая внешняя поверхность 56 металлического контейнера 54 может быть воспринята за одну операцию. Иначе говоря, эти три – пять датчиков 54 размещены таким образом, чтобы воспринимать цилиндрическую внешнюю поверхность 56 по существу одновременно.
Как показано на фиг. 12A, в одном из вариантов осуществления изобретения машина 2 для печатания на баллонах и тубах включает в себя три датчика 50A, 50B, 50C, каждый из которых воспринимает по меньшей мере приблизительно одну треть цилиндрической внешней поверхности 56. Датчики 50A–50C распределены по существу равномерно вокруг продольной оси металлического контейнера 54, которая по существу перпендикулярна плоскости фиг. 12A. В другом варианте осуществления изобретения, в целом проиллюстрированном на фиг. 12B, машина 2 для печатания на баллонах и тубах включает в себя четыре датчика 50A, 50B, 50C, 50D, так что каждый из них воспринимает по меньшей мере приблизительно одну четвертую часть цилиндрической внешней поверхности 56. Подобно фиг. 12A, датчики 50A–50D распределены по существу равномерно вокруг продольной оси металлического контейнера 54. Опционально, как показано на фиг. 12C, в одном из вариантов осуществления изобретения каждый из пяти датчиков 50A–50E машины 2 для печатания на баллонах и тубах воспринимает по меньшей мере приблизительно одну пятую часть цилиндрической внешней поверхности 56, причем эти пять датчиков распределены по существу равномерно вокруг продольной оси металлического контейнера 54.
Каждый из упомянутых одного – пяти датчиков 50 может собирать или получать одинаковые типы информации. Такая информация, полученная от датчиков, может быть в виде изображения; соответственно, изображения могут обрабатываться и анализироваться, чтобы получить цвет, плотность краски, ориентацию, глубину и/или однородность художественного оформления. В одном из вариантов осуществления изобретения по меньшей мере один датчик 50 воспринимает иной тип информации, чем прочие из упомянутых одного – пяти датчиков. Например, в одном из вариантов осуществления изобретения первый датчик может собирать первый тип данных, связанных с художественным оформлением 58, а второй датчик другого типа может собирать второй тип данных, связанных с художественным оформлением 58. Опционально, в одном из вариантов осуществления настоящего изобретения первый датчик собирает данные о цвете художественного оформления, второй датчик собирает данные о плотности художественного оформления, третий датчик собирает данные об ориентации художественного оформления, четвертый датчик собирает данные о глубине художественного оформления, а пятый датчик собирает данные об однородности (или равномерности) художественного оформления. В другом варианте осуществления изобретения каждый датчик 50 выполнен с возможностью восприятия цвета, в том числе по меньшей мере красного, зеленого и синего цветов. В еще одном варианте осуществления изобретения каждый датчик 50 выполнен с возможностью восприятия изменения или градации цвета в пределах каждого цилиндрического участка 57 металлического контейнера. В еще одном варианте осуществления изобретения датчики 50 выполнены с возможностью восприятия отличий плотности краски или цвета краски на первом цилиндрическом участке 57 от плотности или цвета краски на втором цилиндрическом участке 57.
На фиг. 13 в целом показана система 46 управления в одном из вариантов осуществления настоящего изобретения. Более конкретно, на фиг. 13 проиллюстрирован один из вариантов выполнения предлагаемой в настоящем изобретении системы 46 управления, выполненной с возможностью определения и исправления дефекта художественного оформления внешней поверхности металлического контейнера машиной 2 для печатания на баллонах и тубах. Система 46 управления в целом показана с элементами аппаратных средств, которые могут электрически соединяться друг с другом посредством шины 82. Элементы аппаратных средств могут включать в себя одно или более из центральных процессоров (ЦП) 84; одного или более устройств 86 ввода (например, мышь, клавиатуру и т.д.); и одно или более устройств 88 вывода (например, устройство отображения, принтер и т.д.). Система 46 управления может также включать в себя одно или более устройств 90 хранения данных. В одном из вариантов осуществления изобретения устройство(а) 90 хранения данных может (могут) представлять собой дисководы, оптические устройства хранения данных, твердотельные устройства хранения данных, такие как память с произвольным доступом ("RAM") и/или постоянное запоминающее устройство ("ROM"), которые могут быть программируемыми, мгновенно обновляемыми и/или тому подобными.
Система 46 управления может дополнительно включать в себя одно или более из устройства 92 считывания с машиночитаемого носителя данных; системы 94 связи (например, модем, сетевую плату (беспроводную или проводную), инфракрасного устройство связи и т.д.) и рабочей памяти 96, которая может включать в себя память с произвольным доступом ("RAM") и/или постоянное запоминающее устройство ("ROM"), как описано выше. В некоторых вариантах осуществления изобретения система 46 управления может также включать в себя блок 98 ускорения обработки, который может представлять собой цифровой сигнальный процессор, процессор специального назначения и/или тому подобное. Опционально, система 46 управления также включает в себя базу 100 данных.
Устройство 92 считывания с машиночитаемого носителя данных может в свою очередь быть связано с машиночитаемым носителем данных, вместе (и, опционально, в комбинации с устройством(ами) 90 хранения данных) исчерпывающим образом представляющие удаленные, местные, фиксированные и/или сменные устройства хранения данных плюс носители данных для временного и/или более длительного хранения машиночитаемой информации. Система 94 связи может обеспечивать обмен данными с сетью 102 и/или любой другой системой обработки данных. Опционально, система 46 управления может получать доступ к данным, хранящимся в удаленном устройстве хранения данных, таком как база 104 данных, через сеть 102. В одном из вариантов осуществления изобретения сеть 102 может быть Интернетом.
Система 46 управления может также включить в себя элементы программного обеспечения, показанные как находящиеся в настоящее время в рабочей памяти 96. Элементы программного обеспечения могут включать в себя операционную систему 106 и/или другой код 108, такой как программный код, осуществляющий одно или более из способов и аспектов настоящего изобретения.
Специалисту в данной области техники понятно, что альтернативные варианты осуществления системы 46 управления могут иметь многочисленные отличия от описанного выше. Например, могут использоваться удовлетворяющие требованиям заказчика аппаратные средства и/или особые элементы в аппаратных средствах, программном обеспечении (включая переносимое программное обеспечение, такое как прикладные мини-программы) или и то и другое. Кроме того, может использоваться соединение с другими вычислительными устройствами, такими как сетевые устройства ввода/вывода.
В одном из вариантов осуществления изобретения система 46 управления представляет собой персональный компьютер, такой как, но не ограничиваясь, персональный компьютер с операционной системой MS Windows. Опционально, система 46 управления может быть смартфоном, планшетным компьютером, ноутбуком и подобными вычислительными устройствами. В одном из вариантов осуществления изобретения система 46 управления является системой обработки данных, которая включает в себя одно или более из, но не ограничивается этим, по меньшей мере одного устройства ввода (например, клавиатуру, мышь или сенсорный экран); устройства вывода (например, дисплей, громкоговоритель); графического адаптера; коммуникационного устройства (например, карту Ethernet или беспроводное устройство связи); постоянной памяти (такой как жесткий диск); временной памяти (например, памяти с произвольным доступом); компьютерных команд, хранящихся в постоянной и/или временной памяти, и процессора. Система 46 управления может быть любым программируемым логическим контроллером (ПЛК). Одним из примеров подходящего программируемого логического контроллера является Controllogix PLC компании Rockwell Automation, Inc., хотя в вариантах осуществлениями настоящего изобретения рассматривается возможность использования и других программируемых логических контроллеров.
В одном из вариантов осуществления изобретения система 46 управления связана с одним или более из красочных узлов 8, 16, формных цилиндров 4, 12, приводных механизмов 30, потенциометров 80, офсетного цилиндра 36, поддерживающего элемента 42, датчиков 49, 50, осветительного устройства 51, конвейера 48, выталкивателя 62, оборудования 64, расположенного выше по технологической цепочке, и оборудования 66, расположенного ниже по технологической цепочке. Соответственно, система 46 управления получает от датчиков 49, 50 данные, относящиеся к неоформленным металлическим контейнерам 52, художественно оформленным металлическим контейнерам 54, печатным формам и передаточным резинотканевым полотнам 38. Используя упомянутые данные, система 46 управления может определять, является ли художественное оформление 58 дефектным или удовлетворительным. Более конкретно, система 46 управления может определять, соответствует ли художественное оформление 58 по меньшей мере заданным значениям одного или более параметров, таких как цвет, плотность, глубина, ориентация и однородность. Значения могут задаваться потребителем или оператором машины 2 для печатания на баллонах и тубах. Один или более из параметров могут иметь целевой диапазон. Если данные от датчика, относящиеся к параметру, находятся в пределах нижней и верхней границ диапазона, то по меньшей мере этот параметр художественного оформления является приемлемым. В одном из вариантов осуществления изобретения, когда художественное оформление 58 не соответствует одному или более заданным значениям, художественное оформление является некачественным.
Система 46 управления сравнивает данные от датчика 50 с заданными значениями для знаков/художественного оформления 58. В одном из вариантов осуществления изобретения система 46 управления сравнивает данные, связанные с множеством участков изображения художественного оформления/знаков, полученных от датчика 50, с целевым уровнем для соответствующих участков художественного оформления. Таким образом, система 46 управления может определять, отличается ли одно или более из цвета, плотности, глубины (или толщины), ориентации и однородности каждого участка художественного оформления от целевых значений или положения каждого участка художественного оформления. Если данные от датчика для участка художественного оформления отличаются от одного или более целевых значений, система 46 управления может определять, что художественное оформление является некачественным.
В одном из вариантов осуществления изобретения система 46 управления распознает некачественное художественное оформление, инспектируя по меньшей мере один металлический контейнер с приемлемым художественным оформлением 58. Например, металлические контейнеры 54 с приемлемыми художественными оформлениями 58 могут восприниматься датчиком 50. Система 46 управления получает данные от датчика, относящиеся к приемлемому художественному оформлению 58. Имея такую информацию, система 46 управления может создавать базу данных 100, 104. База данных 100 может храниться в памяти 96 системы 46 управления, такой как память 96. Опционально, база данных 104 может быть доступна через сеть 102. База данных может включать в себя множество областей, которые описывают характерные особенности приемлемого художественного оформления. Характерные особенности могут включать в себя одно или более из цвета, плотности, глубины (или толщины), положения (или ориентации) и однородности художественного оформления. Каждой из особенностей может быть присвоено значение, исходя из данных от датчика. В одном из вариантов осуществления изобретения каждый участок художественного оформления 58, воспринимаемый датчиком 50, связан с одной областью из множества областей. Таким образом, данные, связанные с каждым воспринимаемым участком художественного оформления, могут храниться в базе данных и быть доступными для системы 46 управления.
На фиг. 14 в целом показан один из вариантов осуществления структуры 110 данных, такой как база данных. Структура данных может включать в себя одно или более из файлов с данными или объектов 116, 134 данных. Таким образом, структура 110 данных может представлять различные типы баз данных или хранилищ данных, например объектно-ориентированные базы данных, структуры неструктурированных баз данных, реляционную базу данных или другие типы структур хранения данных. Варианты осуществления раскрываемой здесь структуры 110 данных могут быть отдельными, объединенными и/или распределенными. Как показано на фиг. 14, в структуре 110 данных может быть больше или меньше участков, как это представлено многоточием 112. Далее, в структуре 110 данных может быть больше или меньше файлов или записей 132, как это представлено многоточием 114. В одном из вариантов осуществления изобретения структура 110 данных хранится в памяти системы 46 управления, такой как база 100 данных. Дополнительно или альтернативно, доступ системы 46 управления к структуре 110 данных может обеспечиваться через сеть 102. Соответственно, в одном из вариантов осуществления изобретения структура 110 данных хранится в удаленном месте, таком как база 104 данных.
Первый 116 объект данных может касаться данных, собранных датчиком 50 с по меньшей мере одного известного приемлемого художественного оформления. В одном из вариантов осуществления изобретения собраны данные первого объекта 116 данных, когда система 46 управления программируется на распознавание приемлемого художественного оформления до производственного цикла. Объект 116 данных может включать в себя несколько участков 118–130, представляющих различные типы данных. Каждый из этих типов данных может быть связан с художественным оформлением 58, воспринимаемым датчиком 50. Могут иметься одна или более записей 132 и связанных данных, хранящихся в первом объекте 116 данных.
В одном из вариантов осуществления изобретения каждая запись 132 содержит идентификатор 118. Например, идентификатор 118 может быть связан с каждым контейнером, воспринятым датчиком 50. Другие области содержат различные данные, собранные датчиками 49, 50 для каждого художественного оформления. Области могут включать в себя, но не ограничиваются этим, область 120, связанную с цветом(ами), участок 122, связанный с плотностью, участок 124, связанный с толщиной или глубиной, область 126, связанную с положением художественного оформления и/или ориентацией, область 128, связанную с однородностью художественного оформления, и область 130, связанную с другими данными. В одном из вариантов осуществления изобретения область 120 может включать в себя информацию, привязывающую цвет краски к красочному узлу 8, 16. Более конкретно, область 120 может включать в себя информацию для идентификации цвета первой краски 26 первого красочного узла 8. Область 120 может также включать в себя информацию, идентифицирующую цвет второй краски 26 второго красочного узла 16. Таким образом, система 46 управления может определять, какой красочный узел 8, 16 связан с краской 26 низкого качества художественного оформления 58. Система 46 управления может также идентифицировать, какой красочный нож 21, 22 связан с низким качеством краски, исходя из одного или более цилиндрических участков 57, которые имеют низкое качество краски. В одном из вариантов осуществления изобретения изображение каждого художественного оформления, воспринимаемого датчиками 49E, 50, сохраняется в каждой записи 132. В одном из вариантов осуществления изобретения изображение сохраняется на участке 130.
Настройки красочных ножей 21, 22 могут сохраняться в структуре 110 данных. В одном из вариантов осуществления изобретения настройки красочного ножа могут сохраняться на участке 130. Опционально, настройки красочного ножа могут вводиться в систему 46 управления отдельной операцией. В другом варианте осуществления изобретения настройки красочного ножа могут определяться системой управления. В одном из вариантов осуществления изобретения до начала производственного цикла изображение художественного оформления, которое подлежит формированию машиной 2 для печатания на баллонах и тубах, принимается системой 46 управления. Система 46 управления может анализировать изображение и автоматически определять настройки красочных ножей 21, 22. В другом варианте осуществления изобретения система 46 управления сохраняет настройки красочных ножей 21, 22, связанные с каждым металлическим контейнером, воспринятым датчиком 50. Таким образом, когда художественное оформление имеет недостатки, могут быть пересмотрены настройки красочного ножа, которые имелись на момент формирования некачественного художественного оформления.
Опционально, структура 110 данных может включать в себя второй объект 134 данных. Объект 134 данных может включать в себя такие же области 118–130, что и первый объект 116 данных, или подобные области. В одном из вариантов осуществления изобретения система 46 управления может хранить во втором объекте 134 данных данные, полученные от датчиков 49, 50 во время производственного цикла. Соответственно, второй объект 134 данных может включать в себя множество записей 134, относящихся к металлическим контейнерам, художественно оформленным машиной для печатания на баллонах и тубах во время производственного цикла. Напротив, в одном из вариантов осуществления изобретения объект 116 данных может опционально включать в себя данные, собранные датчиками 49, 50 до начала производственного цикла.
На фиг. 15 в целом показан один из вариантов осуществления способа 140, осуществляемого с помощью системы 46 управления. В то время как общий порядок следования этапов способа 140 показан на фиг. 15, способ 140 может включать в себя больше или меньше этапов, или может иметь иную последовательность этапов, чем последовательность, показанная на фиг. 15. Кроме того, хотя этапы способа 140 могут описываться последовательно, многие из этапов могут фактически выполняться параллельно или одновременно. В целом, способ 140 начинается с этапа 142 начала и заканчивается этапом 160 окончания. Части способа 140 могут выполняться как набор выполняемых компьютером команд, выполняемых компьютерной системой и закодированных или хранящихся на машиночитаемом носителе. Одним из примеров компьютерной системы может быть, например, система 46 управления. Примером машиночитаемого носителя может быть, но не ограничивается этим, память системы 46 управления. В дальнейшем способ 140 поясняется со ссылкой на систему 46 управления, машину 2 для печатания на баллонах и тубах и компоненты, описанные со ссылкой на фиг. 1–14.
На этапе 144 предоставляется металлический контейнер 54 с художественным оформлением 58. Данные, связанные с художественным оформлением 58 металлического контейнера 54, собираются по меньшей мере одним датчиком 49, 50 на этапе 146. Затем система 46 управления получает данные, собранные по меньшей мере одним датчиком 49, 50.
На этапе 148 система управления анализирует собранные данные, полученные от датчика. В одном из вариантов осуществления изобретения система управления рассматривает данные, связанные с множеством целей 59 на внешней поверхности контейнера 56. В другом варианте осуществления изобретения система 46 управления анализирует данные, собранные с одного или более цилиндрических участков 57 металлического контейнера 54. Система 46 управления может идентифицировать характерные особенности художественного оформления 58, такие как, но не ограничиваясь этим, цвет, толщина, плотность, однородность и ориентация.
На этапе 150 система 46 управления сохраняет собранные данные в памяти. В одном из вариантов осуществления изобретения система управления хранит собранные данные в записи 132 базы 110 данных. Опционально, собранные данные могут храниться в первом объекте 116 данных базы 110 данных.
В одном из вариантов осуществления изобретения способ 140 повторяется заданное количество раз на этапе 152. Например, способ 140 может включать в себя восприятие заданного количества металлических контейнеров 54 с приемлемыми художественными оформлениями.
Опционально, в одном из вариантов осуществления изобретения способ 140 может включать в себя восприятие по меньшей мере одного металлического контейнера 60, имеющего известное некачественное художественное оформление. Художественное оформление может быть некачественным в отношении одного или более параметров, которые отличаются от заданных значений. Параметры могут включать в себя, но не ограничиваясь этим, по меньшей мере одно из цвета, плотности, толщины (или глубины), положения и/или ориентации и однородности художественного оформления. Опционально, множество металлических контейнеров 60 с некачественными художественными оформлениями может быть воспринято датчиком 50. В одном из вариантов осуществления изобретения по меньшей мере одно из некачественных художественных оформлений связано с ненадлежащим количеством краски. Другое из некачественных художественных оформлений является следствием низкого качества краски. Еще одно из некачественных художественных оформлений является следствием дефекта (или смещения) печатной формы. Другое некачественное художественное оформление может быть связано с дефектным (или смещенным) передаточным резинотканевым полотном. Еще одно некачественное художественное оформление может быть связано с ненадлежащим образом ориентированным (или расположенным) художественным оформлением.
Для каждого воспринимаемого металлического контейнера 60, который имеет известное некачественное художественное оформление, система 46 управления может хранить данные датчика в записи 132, которые включают в себя область с данными, идентифицирующими причину дефекта художественного оформления. В одном из вариантов осуществления изобретения область может включать в себя данные, указывающие на меры, которые должна предпринять система 46 управления, если подобное некачественное художественное оформление воспринимается по меньшей мере одним из датчиков 49E, 50 во время производственного цикла машины 2 для печатания на баллонах и тубах. Например, база 110 данных может включать в себя действие в области 130 "другое", чтобы выдать сигнал предупреждения оператору, когда воспринимается некачественное художественное оформление. В другом варианте осуществления изобретения, когда воспринимается некачественное художественное оформление, связанное с ненадлежащим количеством краски, поле 130 "другое" может содержать команды настройки положения одного или более красочных ножей 21 или участков 24 красочного ножа 22. Таким образом, система 46 управления может изменять количество краски 26, передаваемой красочному валику 10, 18 и затем металлическому контейнеру. В еще одном варианте осуществления изобретения, если художественное оформление является некачественным из-за неправильной ориентации или положения, система управления может содержать команды изменения положения одного или более элементов машины 2 для печатания на баллонах и тубах. Например, система 46 управления может содержать команды перемещения по меньшей мере одного из красочного узла 8, 16, красочного валика 10, 18, формного цилиндра 4, 12, офсетного цилиндра 36 и поддерживающего элемента 42. Таким образом, в одном из вариантов осуществления изобретения система 46 управления может исправлять дефект, вызванный неправильной ориентацией или неправильным положением художественного оформления, сформированного на металлическом контейнере.
Если заданное количество металлических контейнеров еще не воспринято датчиком 50, система 46 управления может определять на этапе 152, что этапы 144–150 должны быть повторены. Соответственно, способ 140 возвращается (ДА на блок-схеме) к этапу 144. Альтернативно, система 46 управления может определять, что достаточное (или заданное) количество металлических контейнеров с художественными оформлениями было воспринято, так что этапы 144–150 не должны повторяться. В этом случае способ 140 переходит (НЕТ на блок-схеме) к этапу 154.
Способ 140 может, кроме того, опционально проверять способность системы 46 управления распознавать некачественное художественное оформление на этапах 154–158. Более конкретно, на этапе 154 предоставляют металлический контейнер 60 с известным некачественным художественным оформлением. По меньшей мере один датчик 49, 50 собирает данные о некачественном художественном оформлении на этапе 156.
На этапе 158 система 46 управления оценивает собранные данные, подобно этапу 148. Затем система 46 управления определяет, является ли художественное оформление некачественным. Если система 46 управления не идентифицирует некачественного художественного оформления (НЕТ на блок-схеме), способ 140 возвращается к этапу 144, и дополнительные металлические контейнеры с художественными оформлениями воспринимаются и анализируются системой управления. Более конкретно, система 46 управления анализирует данные от датчика, относящиеся к одному или более художественным оформлениям, которые включают в себя приемлемые или некачественные художественные оформления.
Альтернативно, если система 46 управления правильно идентифицирует некачественное художественное оформление (ДА на блок-схеме), способ 140 переходит к этапу 160 окончания. В одном из вариантов осуществления изобретения правильная идентификация некачественного художественного оформления предусматривает определение системой 46 управления причины, почему художественное оформление является некачественным. Например, художественное оформление может быть некачественным из-за одного или более из цвета краски, плотности краски, толщины краски, количества краски, однородности краски и положения или ориентации художественного оформления.
В одном из вариантов осуществления изобретения правильная идентификация некачественного художественного оформления дополнительно включает в себя правильную идентификацию системой 46 управления действия, которое необходимо выполнить для исправления некачественного художественного оформления. Например, если художественное оформление является некачественным из-за неправильного количества краски, система управления может указать на один или более красочных ножей 21 или сегментов 22 красочного ножа, которые должны быть настроены, чтобы исправить недостаток. Точно так же, если положение или ориентация художественного оформления является неправильным, система 46 управления может идентифицировать по меньшей мере один элемент из красящего узла, красочного валика, офсетного цилиндра и поддерживающего элемента, который необходимо настроить, чтобы исправить некачественное художественное оформление.
Если система 46 управления обучена распознавать приемлемое художественное оформление, система 46 управления может обнаруживать художественное оформление 58, которое отличается от приемлемого художественного оформления. Таким образом, система управления может определять, что металлический контейнер имеет неприемлемое или некачественное художественное оформление. В одном из вариантов осуществления изобретения система 46 управления может быть обучена признавать художественное оформление приемлемым, когда менее 100 металлических контейнеров с приемлемыми художественными оформлениями восприняты датчиком 50. Альтернативно, в другом варианте осуществления изобретения система 46 управления обучена признанию художественного оформления приемлемым после получения от датчика данных приблизительно от 100 до 200 металлических контейнеров с приемлемыми художественными оформлениями. В соответствии с вариантами осуществления настоящего изобретения система 46 управления может использовать технологии машинного обучения с учителем и/или без учителя, такие как, но не ограничиваясь, метод векторных машин, динамичные деревья принятия решений и/или одна или более нейронных сетей, чтобы признавать художественное оформление приемлемым.
В одном из вариантов осуществления изобретения система 46 управления сравнивает данные, полученные от одного или более из датчиков 49, 50 с известным образцом, хранящимся в памяти. Например, система 46 управления может сравнивать данные от датчика или участок полученного изображения с изображением металлического контейнера 54 с художественным оформлением 58, которое имеет удовлетворительное качество. Изображение металлического контейнера может храниться в памяти 90, 92 системы 46 управления. В другом варианте осуществления изображение может храниться в базе 110 данных, с которой связана система 46 управления, например, посредством сети 102.
Художественное оформление может быть некачественным, если один из красочных узлов 8, 16 передает чрезмерное или недостаточное количество краски 26 участку печатных форм 6, 14. В другом варианте осуществления изобретения художественное оформление может быть некачественным, если красочные узлы 8, 16 передают краску 26 ненадлежащему участку печатных форм 6, 14. Если система 46 управления решает, что художественное оформление 58 является некачественным, система 46 управления определяет, должно ли одно или более из красочных ножей 21 или участка красочного ножа 22 быть настроено, чтобы получить приемлемое художественное оформление 58. Более конкретно, в одном из вариантов осуществления изобретения система 46 управления может определять, какой красочный узел 8, 16 приводит к некачественному художественному оформлению, исходя, по меньшей мере отчасти, из цвета краски 26 некачественного художественного оформления. В одном из вариантов осуществления изобретения система 46 управления может извлекать данные из области 120 структуры 110 данных, чтобы определять, какой из красочных узлов 8, 16 связан с цветом упомянутой краски. Система 46 управления может определять по меньшей мере один красочный нож 21, 22 одного из красочных узлов 8, 16, который связан с недостатком, исходя из местоположения некачественного художественного оформления на одном или более цилиндрических участках 57. Например, в одном из вариантов осуществления изобретения красочный узел 8 содержит первую краску 26 первого цвета. База 110 данных содержит в области 120 информацию, ассоциирующую первую краску 26 с первым красочным узлом 8. Один или более датчиков 49, 50 получают данные, относящиеся к металлическому контейнеру 54 (показанному на фиг. 11), имеющему художественное оформление 58B. Система 46 управления может определять, что участок художественного оформления 58B, сформированный первой краской 26A, является дефектным. Дефект может быть на цилиндрическом участке 57E. Соответственно, система 46 управления может определять, что красочный нож 21Е или 22E красочного узла 8 находится в ненадлежащем положении относительно осевого участка 20E первого красочного валика 10.
Система 46 управления может побуждать один или более соответствующих приводных механизмов 30 изменять настройку красочных ножей 21 или красочного ножа 22, чтобы увеличить или уменьшить зазор 32. В одном из вариантов осуществления изобретения система 46 управления может автоматически посылать сигнал одному или более соответствующим приводным механизмам 30, чтобы изменить настройку красочных ножей 21 или красочного ножа 22 с целью увеличения или уменьшения зазора 32. Таким образом, система 46 управления может регулировать количество краски 26, передаваемой печатным формам 6, 14 одного или более формных цилиндров 4, 12 без вмешательства оператора машины 2 для печатания на баллонах и тубах.
Дополнительно, система 46 управления может опционально отправлять сигнал приводным механизмам 30, чтобы регулировать осевое положение соответствующего сегмента 24 ножа относительно красочных валиков 10, 18. Более конкретно, в одном из вариантов осуществления изобретения сигнал от системы 46 управления может побуждать приводной механизм 30F к перемещению по меньшей мере части соответствующего сегмента 24F ножа к одному из сегментов 24E или 24G ножа, как в целом показано на фиг. 3D.
В другом варианте осуществления изобретения система 46 управления может отправлять сигнал приводному механизму, связанному по меньшей мере с одним элементом машины 2 для печатания на баллонах и тубах, таким как красочные узлы 8, 16, красочные валики 10, 18, формные цилиндры 4, 12, офсетный цилиндр 36 и поддерживающий элемент 42. Сигнал может побуждать приводной механизм к перемещению соответствующего элемента с целью автоматического исправления дефекта художественного оформления, связанного с положением или ориентацией художественного оформления. Приводной механизм может перемещать связанный с ним элемент в одном или более конкретных направлениях, включая направления x, y и z.
В другом варианте осуществления изобретения система 46 управления может извещать оператора об изменениях элементов машины 2 для печатания на баллонах и тубах, выполненных с целью исправления некачественного художественного оформления. В одном из вариантов осуществления изобретения извещение может включать в себя изменения радиального или осевого положения одного или более из красочных ножей 21 или сегментов 24 красочного ножа 22, необходимых для исправления некачественного художественного оформления. Дополнительно или альтернативно, извещение может включать в себя изменения других элементов машины 2 для печатания на баллонах и тубах, необходимые для исправления некачественного художественного оформления.
Извещение может отображаться на устройстве 88 вывода системы 46 управления, таком как дисплей. Таким образом, оператор может по меньшей мере просматривать изменения, такие как изменения красочных ножей 21 или сегментов 24 красочного ножа 22, подготовленные системой 46 управления. В одном из вариантов осуществления изобретения оператор должен одобрить запланированные изменения, прежде чем система 46 управления отправит сигнал приводным механизмам 30, чтобы изменить положения. В другом варианте осуществления изобретения оператор может использовать устройство 86 ввода, такое как указатель (включая мышь, сенсорную панель или шаровой указатель), клавиатуру или сенсорный экран системы 46 управления, чтобы одобрить, не одобрить или изменить изменения, запланированные системой управления.
В одном из вариантов осуществления изобретения после извещения оператора об изменениях, запланированных для элементов машины 2 для печатания на баллонах и тубах, система 46 управления выжидает определенный период времени. Опционально, если оператор не отклоняет запланированные изменения в течение упомянутого периода времени, система 46 управления отправляет сигнал приводным механизмам 30, чтобы осуществить запланированные изменения. В другом варианте осуществления изобретения, если оператор не одобряет запланированные изменения в течение упомянутого периода времени, система 46 управления не посылает сигнал приводным механизмам 30, и красочные ножи 21 или сегменты 24 красочного ножа 22 и другие элементы машины для печатания на баллонах и тубах остаются в своих текущих положениях.
Как показано на фиг. 11, система 46 управления может определять, что одно или более из художественных оформлений 58A, 58B (или часть одного из художественных оформлений 58) является некачественным. Например, может быть некачественной часть художественного оформления 58B на цилиндрическом участке 57E. Один или более из датчиков 49, 50 может иметь цель 59E, связанную с цилиндрическим участком 57E. В одном из вариантов осуществления изобретения система 46 управления может использовать данные от датчиков 49, 50, чтобы определять, что недостаток связан с ненадлежащим количеством одной или более из первой и второй краски 26A, 26B, переданной цилиндрическому участку 57E. Используя данные от датчика, система 46 управления может определять, что ненадлежащее количество краски является следствием одного или более из следующего: (1) слишком большое количество первой краски 26A от осевого участка 20E первого красочного валика 10; (2) слишком малое количество первой краски 26A от осевого участка 20E первого красочного валика 10; (3) слишком большое количество второй краски 26B от осевого участка 20E второго красочного валика 18; и (4) слишком малое количество второй краски 26B от осевого участка 20E второго красочного валика 18.
После определения причины дефекта части художественного оформления 58B на цилиндрическом участке 57E, система 46 управления может отправлять сигнал приводному механизму 30E, связанному с осевым участком 20E первого красочного валика 10, чтобы изменить зазор 32 между осевым участком 20E первого красочного валика 10 и соответствующим красочным ножом 21 или сегментом 24E красочного ножа 22. Сигнал может приводить к увеличению или уменьшению количества первой краски 26A, передаваемой осевому участку 20E первого красочного валика 10. Если дефект связан с ненадлежащим количеством второй краски 26B, передаваемой цилиндрическому участку 57E, система 46 управления может отправлять подобный сигнал приводному механизму 30E, связанному с осевым участком 20E второго красочного валика 18, чтобы настроить количество второй краски 26B, передаваемой цилиндрическому участку 57E. Опционально, в другом варианте осуществления изобретения система 46 управления может отправлять сигнал насосу для изменения количества краски, подаваемой к красочному каналу 29E красочного ножа 22D первого или второго красочного валика 10, 18.
Альтернативно, система 46 управления может определять, что дефект не связан с ненадлежащим количеством краски 26A, 26B, переданной металлическому контейнеру 54. Как понятно специалисту в данной области техники, дефект может быть связан с другими проблемами, такими как, но не ограничиваясь, проблема с одной из печатных форм 6, 14, проблема с передаточным резинотканевым полотном 38, некачественная краска 26 и проблема с поддерживающим элементом 42. Проблемы с печатными формами 6, 14 и передаточными резинотканевыми полотнами 38 включают в себя среди прочего, повреждение, дефект и смещение печатных форм 6, 14 или передаточных резинотканевых полотен 38.
Печатные формы 6, 14 и передаточные резинотканевые полотна 38 постепенно изнашиваются во время производственного цикла. Например, частый контакт печатных форм 6, 14 с красочными валиками10, 18 и передаточными резинотканевыми полотнами 38 является причиной износа поверхности печатных форм 6, 14. Передаточные резинотканевые полотна 38 также подвергаются изнашиванию вследствие контакта с печатными формами 6, 14 и металлическими контейнерами 54. Система 46 управления может компенсировать износ, по существу непрерывно регулируя количество краски 26A, 26B, передаваемой металлическим контейнерам 54, как описано выше. В одном из вариантов осуществления изобретения износ может приводить к некачественному художественному оформлению, например к неправильной ориентации или неправильному положению. В ответ на определение на основе данных от датчика, что дефект является следствием неправильной ориентации или положения одного или более из художественных оформлений 58, система 46 управления может посылать сигнал необходимости перемещения одного или более из красочных узлов 8, 16, красочных валиков 10, 18, формных цилиндров 4, 12, офсетного цилиндра 36 и поддерживающего элемента 42 в конкретном направлении. Таким образом, система 46 управления может автоматически исправлять некачественное художественное оформление, вызванное неправильной ориентацией или неправильным положением художественного оформления.
Иногда может быть повреждена печатная форма 6, 14 или передаточное резинотканевое полотно 38. Повреждение может произойти либо до начала производственного цикла, либо во время производственного цикла. Печатная форма 6, 14 или передаточное резинотканевое полотно 38 может также иметь дефект, который влияет на качество художественного оформления. Кроме того, одна из печатных форм 6, 14 или передаточных резинотканевых полотен 38 может быть не выровнена надлежащим образом с соответствующим формным цилиндром 4, 12 или офсетным цилиндром 36. Проблема ориентации может возникнуть во время производственного цикла. Например, высокая частота вращения формных цилиндров 4, 12 или офсетного цилиндра 36 может приводить к отклонению печатной формы 6, 14 или передаточного резинотканевые полотна 38 от правильной ориентации, негативно воздействуя на художественные оформления, формируемые на металлических контейнерах 54.
Система 46 управления может определять, что некачественное художественное оформление 58 происходит из-за проблемы с печатной формой 6, 14 или передаточным резинотканевым полотном 38, потому что некачественное художественное оформление 58 будет периодически повторяться на других металлических контейнерах 54. Более конкретно, металлический контейнер 54 с некачественным художественным оформлением, вызванным проблемой с печатной формой 6, 14 или передаточным резинотканевым полотном 38, будет находиться между металлическими контейнерами с удовлетворительными художественными оформлениями.
Система 46 управления может связывать причину некачественного художественного оформления либо с печатными формами 6, 14, либо с передаточным резинотканевым полотном 38 исходя из того, как часто некачественное художественное оформление повторяется на металлических контейнерах. Более конкретно, в одном из вариантов осуществления изобретения количество печатных форм 6, 14 на формных цилиндрах 4, 12 отличается от количества передаточных резинотканевых полотен 38 на офсетном цилиндре 36. Соответственно, некачественное художественное оформление, вызванное проблемой с передаточным резинотканевым полотном 38, повторяется с периодичностью, отличающейся о периодичности повторения некачественного художественного оформления, вызванного проблемой с печатной формой 6, 14. Если некачественное художественное оформление повторяется с частотой, равной количеству передаточных резинотканевых полотен 38, система 46 управления может определять, что некачественное художественное оформление вызвано проблемой с одним из передаточных резинотканевых полотен 38. В противном случае, если некачественное художественное оформление повторяется с частотой, которая соответствует количеству печатных форм 6, 14, система 46 управления может определять, что печатная форма 6, 14, имеющая проблему, является причиной некачественного художественного оформления.
Некачественное художественное оформление может быть отнесено системой 46 управления либо к печатным формам 6 первого формного цилиндра 4, либо к печатным формам 14 второго формного цилиндра 12 исходя из того, какая из первой и второй красок 26A, 26B соответствует периодичности повторения некачественного художественного оформления. Например, если некачественные художественные оформления наблюдаются периодически, и дефект касается проблемы только с первой краской 26A, то система 46 управления может определить, что проблема есть у одной из первых печатных форм 6. Альтернативно, если дефект художественного оформления является периодическим и связанным только со второй краской 26B, проблема связана с одной из вторых печатных форм 14. В одном из вариантов осуществления изобретения система 46 управления может посылать сигнал одному или более из формных цилиндров 4, 12, чтобы изменить положение печатной формы 6, 14 для исправления ориентации печатной формы на формном цилиндре. Таким образом, система 46 управления может исправлять некачественное художественное оформление, возникающее из-за неправильной ориентации или положения печатной формы 6, 14. В другом варианте осуществления изобретения система 46 управления может посылать сигнал приводному механизму офсетного цилиндра 36. Сигнал может побуждать приводной механизм к перемещению передаточного резинотканевого полотна 40 в конкретном направлении, чтобы исправить неправильно ориентированное передаточное резинотканевое полотно 40.
Проблема с поддерживающим элементом 42 может быть идентифицирована системой управления, когда художественное оформление ненадлежащим образом ориентировано или размещено на металлическом контейнере 54. Например, поддерживающий элемент 42 может быть ненадлежащим образом ориентирован относительно офсетного цилиндра 36. Когда это происходит, художественное оформление, переданное металлическому контейнеру 54, может быть ненадлежащим образом размещено на металлическом контейнере. Например, художественное оформление может размещаться на металлическом контейнере слишком высоко или слишком низко. Альтернативно, художественное оформление может быть не выровнено с осью металлического контейнера. Некачественное художественное оформление может также быть вызвано неправильным выравниванием металлического контейнера 54 в гнезде поддерживающего элемента 44. Например, гнездо 44 может быть повреждено или изношено, так что металлический контейнер 54 не выровнен должным образом с передаточным резинотканевым полотном 38. В одном из вариантов осуществления изобретения поддерживающий элемент 42 содержит множество оправок 44. Оправка 44 может быть повреждена, так что металлический контейнер 54 на ней оказывается ненадлежащим образом выровненным относительно передаточного резинотканевого полотна 38. Система 46 управления может определять, что поддерживающий элемент 42 или гнездо 44 поддерживающего элемента по меньшей мере частично связаны с некачественным художественным оформлением, исходя из частоты, с которой повторяется некачественное художественное оформление. В одном из вариантов осуществления изобретения система управления 42 может посылать сигнал приводному механизму, связанному с поддерживающим элементом 42, чтобы переместить поддерживающий элемент 42 или оправку 44 поддерживающего элемента в конкретном направлении для исправления некачественного художественного оформления. В другом варианте осуществления изобретения система управления 42 может посылать оператору сигнал предупреждения, указывающий, что некачественное художественное оформление связано с поддерживающим элементом42.
Низкое качество краски 26 может представлять собой неподходящий цвет краски, ненадлежащую вязкость краски, наличие примесей в краске и ненадлежащую температуру краски. Система 46 управления может определять, что некачественное художественное оформление связано с дефектом краски, если одинаковые дефекты наблюдаются на ряде металлических контейнеров, и настройка количества краски, передаваемой металлическим контейнерам, не устраняет дефект. В одном из примеров система 46 управления может идентифицировать некачественное художественное оформление и определять, что причиной является неподходящее количество краски. Система 46 управления может настраивать положение одного или более из красочных ножей 21 или участков красочного ножа 22, связанных по меньшей мере с одним из первого красочного валика 10 и второго красочного валика 18. Если аналогичные некачественные художественные оформления идентифицированы системой 46 управления после настройки красочных ножей 21 или участков красочного ножа 22, система управления может определять, что причиной некачественного художественного оформления является низкое качество краски.
В другом варианте осуществления изобретения система 46 управления может определять, что некачественные художественные оформления вызваны дефектом краски, когда недостаток наблюдается на двух или более цилиндрических участках 57 цилиндрической внешней поверхности 56 металлического контейнера. Более конкретно, ненадлежащим образом настроенный красочный нож 21 или сегмент 24 красочного ножа 22 должен оказывать влияние только на один цилиндрический участок 57 металлического контейнера. Напротив, когда к красящим узлам 8, 16 подается дефектная краска, дефектная краска будет передаваться всем осевым участкам 20 красочных валиков 10, 18. Соответственно, по меньшей мере два цилиндрических участка 57 металлического контейнера 54 будут иметь некачественное художественное оформление.
Система 46 управления может присваивать значение ошибки каждому некачественному художественному оформлению. В одном из вариантов осуществления изобретения значение ошибки может сохраняться на участке 130 базы 110 данных. В одном из вариантов осуществления изобретения система 46 управления может выполнять различные действия, исходя из уровня значения ошибки. Например, в одном из вариантов осуществления изобретения система 46 управления может предпринимать первое действие для первого значения ошибки и второе действие для второго значения ошибки. В другом варианте осуществления изобретения первое действие может включать в себя посылку сигнала приводному механизму, чтобы настроить элемент машины 2 для печатания на баллонах и тубах. Сигнал может активизировать приводной механизм, чтобы переместить соответствующий красочный нож 21, 22, красочный узел 8, 16, красочный валик 10, 18, формный цилиндр 4, 12, офсетный цилиндр 36 или поддерживающий элемент 42 в конкретном направлении. Первое действие может также предусматривать посылку сигнала предупреждения оператору. Второе действие может предусматривать посылку выталкивателю 62 сигнала удаления с конвейера 48 металлического контейнера с некачественным художественным оформлением. В одном из вариантов осуществления изобретения второе действие может также предусматривать посылку сигнала машине 2 для печатания на баллонах и тубах, чтобы остановить машину для печатания на баллонах и тубах. В одном из вариантов осуществления изобретения первое значение ошибки – это уровень предупреждения, а второе значение ошибки – это уровень отклонения. В другом варианте осуществления изобретения первое значение ошибки ассоциировано с дефектом, связанным с первой плотностью художественного оформления. Первая плотность может быть воспринята одним или более датчиками 49, 50 и передана системе 46 управления. Второе значение ошибки может быть ассоциировано со второй плотностью некачественного художественного оформления. В одном из вариантов осуществления изобретения, присваивая уровень предупреждения, прежде чем присвоить уровень отклонения, системе 46 управления дается период времени, чтобы настроить машину 2 для печатания на баллонах и тубах для исправления некачественных художественных оформлений, прежде чем остановить машину для печатания на баллонах и тубах.
В другом варианте осуществления изобретения значение ошибки увеличивается по мере увеличения дефекта. Значение ошибки может относиться к одному или более из цвета, плотности, ориентации, глубины и однородности некачественного художественного оформления. В одном из примеров значение ошибки пропорционально площади внешней поверхности контейнера 56, занятой некачественным художественным оформлением. Дополнительно или альтернативно, значение ошибки может быть ниже заданного значения, если дефект не видим человеческому глазу. Точно так же, значение ошибки может быть выше заданного значения, если дефект заметен для человека.
Значение ошибки может также быть связано с частотой повторения некачественного художественного оформления. Например, значение ошибки, связанной с проблемой печатной формы 6, 14 или передаточного резинотканевого полотна 38 (которая в некоторых случаях не может быть исправлена системой 46 управления), может быть выше значения ошибки для дефекта художественного оформления, связанного с количеством краски, переданной металлическому контейнеру (который может быть исправлен системой 46 управления). В одном из вариантов осуществления изобретения, в котором количество печатных форм 6, 14 меньше, чем количество передаточных резинотканевых полотен 38, некачественному художественному оформлению, вызванному печатной формой 6, 14, системой 46 управления будет дано более высокое значение ошибки, чем для некачественного художественного оформления, вызванного передаточным резинотканевым полотном 38. Значение ошибки, связанной с дефектом художественного оформления, вызванным печатной формой 6, 14, выше значения ошибки, связанной с дефектами, вызванными передаточным резинотканевым полотном 38, потому что дефект печатной формы будет происходить чаще, чем дефект передаточного резинотканевого полотна. В одном из вариантов осуществления изобретения значение ошибки может увеличиваться, в зависимости от количества металлических контейнеров, имеющих некачественное художественное оформление. Более конкретно, некачественное художественное оформление может быть связано с первым значением ошибки. Первое значение ошибки может быть уровнем предупреждения. Если в пределах заданного промежутка времени идентифицированы дополнительные металлические контейнеры с некачественными художественными оформлениями, система 46 управления может увеличить значение ошибки до второго значения ошибки. Система 46 управления может в таком случае посылать сигнал машине 2 для печатания на баллонах и тубах, который побуждает машину для печатания на баллонах и тубах остановиться. В одном из вариантов осуществления изобретения, когда система 46 управления идентифицирует заданное количество металлических контейнеров 60 с некачественными художественными оформлениями, система 46 управления посылает сигнал, который побуждает машину 2 для печатания на баллонах и тубах остановиться.
В другом варианте осуществления изобретения для некачественного художественного оформления, которое выявляет система 46 управления из-за низкого качества краски 26, система 46 управления может присваивать значение ошибки, которое выше значения ошибки, связанной с проблемами с печатными формами 6, 14 и передаточным резинотканевым полотном 38. Более высокое значение ошибки для дефектной краски оправдано, потому что низкое качество краски может приводить к повторению некачественного художественного оформления с более высокой частотой, чем частота появления некачественного художественного оформления, вызванного проблемами печатных форм 6, 14 и передаточного резинотканевого полотна 38.
Система 46 управления может вырабатывать код ошибки или код сигнализации, связанный с некачественными художественными оформлениями. В одном из вариантов осуществления изобретения код ошибки или код сигнализации хранится в области 130 базы 110 данных. Код сигнализации может включать в себя информацию о причине некачественного художественного оформления, определенной системой 46 управления. Значение ошибки, присвоенное некачественному художественному оформлению системой 46 управления, может быть включено в код сигнализации. В одном из вариантов осуществления изобретения система 46 управления может вырабатывать код сигнализации, когда некачественное художественное оформление связано с ненадлежащим количеством краски, переданной металлическому контейнеру, с проблемой с печатной формой 6, 14 или передаточным резинотканевым полотном 38 или с дефектом краски. В другом варианте осуществления изобретения код сигнализации вырабатывается, когда значение ошибки, присвоенное некачественному художественному оформлению, превышает заданное значение. В еще одном варианте осуществления изобретения код сигнализации может вырабатываться для каждого некачественного художественного оформления, выявленного системой 46 управления. В одном из вариантов осуществления изобретения код сигнализации может вырабатываться для некачественных художественных оформлений, которые система управления не может исправить или которые не устранены. Например, некачественное художественное оформление, которое система управления не может исправить путем посылки сигналов приводным механизмам 30, чтобы настроить количество краски, передаваемой металлическим контейнерам 54 или путем регулировки положения одного или более из красочных узлов, красочных валиков, формных цилиндров, офсетного цилиндра и поддерживающего элемента, может побудить систему 46 управления выработать код сигнализации. В другом варианте осуществления изобретения система 46 управления может вырабатывать код сигнализации для некачественных художественных оформлений, для которых система управления не может выявить причину.
Дополнительно или альтернативно, система 46 управления может остановить машину 2 для печатания на баллонах и тубах после обнаружения дефектного художественного оформления, исходя из правил, хранящихся в памяти 96 системы 46 управления. В одном из примеров правила могут побудить систему 46 управления остановить машину 2 для печатания на баллонах и тубах, когда значение ошибки выше некоторой величины. Таким образом, система 46 управления может останавливать машину для печатания на баллонах и тубах, когда имеет место одно или более из следующего: (1) некачественное художественное оформление, повторяющееся с заданной частотой или выше заданной частоты; (2) некачественное художественное оформление имеет площадь, превышающую заданное значение; (3) количество выявленных некачественных художественных оформлений превышает заданный порог; и (4) аналогичные некачественные художественные оформления выявлены после того, как по сигналу системы 46 управления приводным механизмом 30 было настроено положение по меньшей мере одного красочного ножа 21 или участка красочного ножа.
Опционально, когда система 46 управления решает, что металлический контейнер 60 имеет некачественное художественное оформление 58, система 46 управления посылает сигнал активизации выталкивателя 62. Выталкиватель 62 удаляет металлический контейнер 60 с конвейера 48, как показано на фиг. 1. Таким образом, металлические контейнеры 60 с некачественными художественными оформлениями не транспортируются к оборудованию 66, расположенному ниже по технологической цепочке.
В одном из вариантов осуществления изобретения система 46 управления посылает сигнал выталкивателю 62, чтобы удалять металлические контейнеры 54, которые имеют некачественное художественное оформление со значением ошибки выше заданного уровня. Некоторые некачественные художественные оформления могут быть едва заметными. Хотя некачественное художественное оформление не отвечает стандартам художественного оформления, дефект может быть не очевиден для человеческого глаза. Соответственно, система 46 управления может настраивать красочные ножи 21 или участки красочного ножа 22, чтобы исправить дефект; однако если дефект не виден человеческому глазу, система 46 управления может позволить металлическому контейнеру 54 продолжить двигаться к оборудованию 66, расположенному ниже по технологической цепочке. Другие некачественные художественные оформления могут быть очевидными для человеческого глаза. Художественным оформлениям, видимым людям, может присваиваться более высокое значение ошибки, так что металлические контейнеры 60 с явными некачественными художественными оформлениями требуют удаления. Соответственно, система 46 управления может посылать сигнал выталкивателю 62, чтобы предотвращать поток металлических контейнеров 60 с видимыми дефектами, имеющими значение ошибки выше заданного порога, к оборудованию 66, расположенному ниже по технологической цепочке.
В одном из вариантов осуществления изобретения выталкиватель 62 использует порыв сжатого газа, такого как воздух, для удаления с конвейера 48 металлических контейнеров 60 с некачественными художественными оформлениями. В другом варианте осуществления изобретения выталкиватель 62 контактирует с некачественными металлическими контейнерами 60 и прикладывает к ним механическое усилие. Усилие сдвигает металлические контейнеры 60 с конвейера 48.
Металлические контейнеры 54 с приемлемыми художественными оформлениями 58 проходят мимо выталкивателя 62 к оборудованию 66, расположенному ниже по технологической цепочке. В одном из вариантов осуществления изобретения оборудование 66, расположенное ниже по технологической цепочке, включает в себя одно или более из аппарата для нанесения покрытий, сушильной печи, устройства для нанесения воска, обжиматель заготовок, тестер, инспекционная станция, датчик, и штабелеформующая машина. Аппарат для нанесения покрытий наносит лак (или другой материал) на внутреннюю поверхность металлического контейнера 54. Сушильная печь отверждает лак. Тонкий слой смазки может наноситься устройством для нанесения воска на участок корпуса контейнера, ближайший к открытому концу металлического контейнера 54. Обжиматель заготовок уменьшает диаметр части металлического корпуса контейнера и выполняет завиток на аэрозольных контейнерах. Тестер проверяет контейнер на наличие незапланированных отверстий или утечки. Инспекционная станция может проверять форму или другие характеристики металлического контейнера 54. Опционально, оборудование 66, расположенное ниже по технологической цепочке, включает в себя по меньшей мере один датчик. Датчик может быть таким же или подобным датчику 49, 50. Соответственно, в одном из вариантов осуществления изобретения система 46 управления может получать данные, собранные датчиком из состава оборудования 66, расположенного ниже по технологической цепочке, относящиеся к внешней поверхности 56 металлических контейнеров 54. Штабелеформующая машина может связывать законченные металлические контейнеры 54 для отгрузки или хранения.
На фиг. 16 в целом показан один из вариантов осуществления предлагаемого в изобретении способа 166 определения причины некачественного художественного оформления металлического контейнера 54. В то время как на фиг. 16 показан общий порядок следования этапов способа 166, способ 166 может включать в себя больше или меньше этапов, или может выполняться в иной последовательности, чем показано на фиг. 16. Кроме того, несмотря на то, что этапы способа 166 могут описываться последовательно, многие из этапов могут фактически выполняться параллельно или одновременно. В целом, способ 166 начинается с этапа 168 начала и закачивается этапом 188 окончания. По меньшей мере часть способа 166 может выполняться в виде набора компьютерных команд, выполняемых компьютерной системой и закодированных или хранящихся на машиночитаемом носителе. Одним из примеров компьютерной системы может быть, например, система 46 управления. Примером машиночитаемого носителя может быть, но не ограничивается этим, память системы 46 управления. Ниже способ 166 рассматривается со ссылкой на систему 46 управления, машину 2 для печатания на баллонах и тубах и компоненты, описанные со ссылкой на фиг. 1–15.
На этапе 170 система 46 управления получает данные от датчика 49, 50. Затем на этапе 172 система 46 управления может определять, является ли художественное оформление удовлетворительным. В одном из вариантов осуществления изобретения система 46 управления сравнивает данные от датчика с сохраненными данными приемлемого художественного оформления. Когда данные от датчика отличаются от сохраненных данных на заданную величину, система 46 управления может определять, что художественное оформление металлического контейнера 60 является некачественным. Опционально, система 46 управления может устанавливать значение ошибки для некачественного художественного оформления. В одном из вариантов осуществления изобретения значение ошибки может иметь либо уровень предупреждения, либо уровень отклонения. Система 46 управления может определять, что художественное оформление является некачественным по одной или более причинам. Например, система 46 управления может определять, что художественное оформление является некачественным из-за одного или более из ненадлежащего количества краски, дефекта краски, дефекта печатной формы или передаточного резинотканевого полотна, неправильного положения художественного оформления, неправильной ориентации художественного оформления и т.д. Если художественное оформление не является удовлетворительным, способ 166 переходит (НЕТ на блок-схеме) к этапу 174. Когда художественное оформление является удовлетворительным, способ 166 переходит (ДА на блок-схеме) к этапу 188 окончания.
На этапе 174 система 46 управления может определять, вызвано ли некачественное художественное оформление ненадлежащим количеством краски 26 переданной металлическому контейнеру 60. Ненадлежащее количество краски может быть либо слишком большим, либо слишком малым количеством краски, переданной осевому участку 20 и, соответственно, металлическому контейнеру 60. Ненадлежащее количество краски может приводить к некачественному художественному оформлению, у которого неподходящий цвет, неподходящая плотность краски или неподходящая толщина. Система 46 управления может определять, что некачественное художественное оформление происходит из-за неподходящего количества краски исходя из данных, полученных от датчика 50.
В одном из вариантов осуществления изобретения, когда художественное оформление 58 является некачественным только на одном цилиндрическом участке 57 металлического контейнера 60 и дефект повторяется на множестве металлических контейнеров 60, система 46 управления может определять, что некачественное художественное оформление связано с ненадлежащим количеством краски 26, переданной осевому участку 20 одного из красочных валиков 10, 18. Дополнительно или альтернативно, система 46 управления может определять, что некачественное художественное оформление происходит из-за ненадлежащего количества краски, если по меньшей мере одно из цвета, плотности и толщины по меньшей мере части художественного оформления 58 отличается от цвета, плотности и толщины соответствующей части приемлемого художественного оформления, например приемлемого художественного оформления, сохраненного в объекте 116 данных базы 110 данных.
Дополнительно, на этапе 174 система управления 26 может определять, какой красочный нож 21 или участок красочного ножа 22 связан с цилиндрическим участком 57, имеющим ненадлежащее количество краски 26. Когда ненадлежащее количество краски является причиной некачественного художественного оформления, ненадлежащее количество краски будет иметь по существу однородную плотность или толщину вдоль одного цилиндрического участка 57 металлического контейнера 60. Соответственно, ненадлежащим образом настроенный красочный нож 21 или участок 24 красочного ножа 22 будет в целом соответствовать цилиндрическому участку 57 с ненадлежащим количеством краски.
Например, если цилиндрический участок 57B контейнера 54, показанный на фиг. 11, имеет художественное оформление 58A, сформированное с ненадлежащим количеством краски, то красочный нож 21B или сегмент 24B красочного ножа 22 ненадлежащим образом настроен относительно одного из красочных валиков 10, 18. Система 46 управления может также определять, имеет ли красочный узел 8, 16 ненадлежащим образом настроенный красочный нож 21B или сегмент 24B ножа, исходя, по меньшей мере отчасти, из типа или цвета краски 26, связанной с дефектом, идентифицированным на цилиндрическом участке 57B. Более конкретно, если красочный нож 21B или сегмент 24B ножа первого красочного узла 8 будет ненадлежащим образом настроен, то некачественное художественное оформление будет связано с первой краской 26A. Система 46 управления может также учитывать данные, полученные от потенциометра 80B, связанного с красочным ножом 21B или сегментом 24B ножа, чтобы определять истинное положение красочного ножа или сегмента ножа. Данные, полученные от потенциометра, могут указывать, что красочный нож 21В или сегмент 24B ножа непреднамеренно или неожиданно сместился из исходного положения.
В одном из вариантов осуществления изобретения система 46 управления может также учитывать полученные от одного или более из датчиков 49B, 49C данные, касающиеся краски на печатных формах. Данные от датчиков 49B, 49C могут указывать, что красочный нож 21 или сегмент 24 ножа одного из красочных узлов 8, 16, передает ненадлежащее количество краски 26. Соответственно, система 46 управления может учитывать данные от множества датчиков 49, 50 и потенциометров 80 для определения, какой красочный нож 21 или сегмент 24 ножа настроен неправильно.
Если дефект происходит не из-за ненадлежащего количества краски (НЕТ на блок-схеме), способ 166 переходит к этапу 176. Если дефект происходит из-за ненадлежащего количества краски (ДА на блок-схеме), способ 166 переходит к этапу 184.
На этапе 176 система 46 управления может определять, что некачественное художественное оформление связано с дефектом краски 26. Более конкретно, если некачественное художественное оформление наблюдается на каждом из множества металлических контейнеров 60 и некачественное художественное оформление наблюдается более чем на одном цилиндрическом участке 57 металлического контейнера 60, система 46 управления может определять, что дефект происходит из-за низкого качества краски или по другой причине.
В одном из вариантов осуществления изобретения система 46 управления может определять, что причиной некачественного художественного оформления является низкое качество краски 26, если настройка положения красочного ножа 21 или участка красочного ножа 22 с целью изменения количества краски, передаваемой металлическим контейнерам, не устраняет дефект. В другом варианте осуществления изобретения система 46 управления может определять, что дефектная краска 26 является причиной некачественных художественных оформлений, когда дефект наблюдается в данных от датчика, относящихся к двум или более цилиндрическим участкам 57 цилиндрической внешней поверхности 56 металлического контейнера. Более конкретно, ненадлежащим образом настроенный красочный нож 21 или сегмент 24 из ножа 22 должен влиять только на один цилиндрический участок 57 металлического контейнера 60. Однако когда дефектная краска поставляется к красящим узлам 8, 16, дефектная краска будет передаваться всем осевым участкам 20 красочных валиков 10, 18. Соответственно, по меньшей мере два цилиндрических участка 57 металлического контейнера 60 будут иметь дефекты художественного оформления.
Дополнительно или альтернативно, система 46 управления может определять, что дефектная краска 26 является причиной некачественного художественного оформления, когда данные, полученные от одного или более из датчиков 49, 50, указывают на изменения в цвете, плотности или толщине краски в пределах одного цилиндрического участка 57 контейнера 60. Более конкретно, краска 26, которая не является дефектной, должна иметь однородный цвет, плотность и толщину при передаче с осевого участка 20 красочного валика 10, 18 на цилиндрический участок 57 контейнера. Однако если краска 26 является дефектной, данные от датчика 50, относящиеся к цилиндрическому участку контейнера, могут отличаться. Краска может быть дефектной, если она загрязнена (например, частицами, другими красками и т.д.), имеет ненадлежащую температуру, ненадлежащим образом смешана или имеет ненадлежащую вязкость.
Когда краска загрязнена частицами, один из датчиков 49E, 50 может обнаруживать частицы на одном или более цилиндрических участках 57 контейнера. В одном из вариантов осуществления изобретения один из датчиков 49B, 49C, 49D может обнаружить частицы в краске 26 на печатной форме 6, 14 или на передаточном резинотканевом полотне 38. В одном из вариантов осуществления изобретения краска, загрязненная частицами, может быть обнаружена, когда частица в краске перекрывает или прерывает передачу краски к красочному валику 10, 18. Например, частица, застрявшая в зазоре 32 между красочным валиком 10, 18 и красочным ножом 21 или участком 24 красочного ножа, может приводить к нехватке краски, передаваемой периферийному участку красочного валика 10, 18. Нехватка краски на периферийном участке красочного валика 10, 18 может приводить к непрокрашенной полосе на печатной форме, передаточном резинотканевом полотне или металлическом контейнере 60. Соответственно, когда система 46 управления обнаруживает непрокрашенную полосу вокруг металлического контейнера, система 46 управления может определять, что краска загрязнена частицами.
Если низкое качество краски заключается в ненадлежащей температуре, ненадлежащем перемешивании или ненадлежащей вязкости, краска не может равномерно протекать через зазор 32 между красочным валиком 10, 18 и красочным ножом 21 или участком 24 красочного ножа. Соответственно, краска 26 может неравномерно распределяться по меньшей мере по одному из осевых участков 20 красочного валика 10, 18. Например, датчик 50 может собирать данные с двух целей 59A, 59B в пределах цилиндрического участка 57B металлического контейнера, как в целом показано на фиг. 11. Система 46 управления получает данные, относящиеся к целям 59A, 59B, и может определять, что краска, относящаяся к цели 59A, отличается от краски, относящейся к цели 59B. Данные от датчика могут свидетельствовать, что краска, относящаяся к целям 59A, 59B, имеет одно или более из следующего: отличающаяся толщина, отличающаяся плотность, отличающийся цвет и неоднородность.
Когда система 46 управления на этапе 176 определяет, что причиной дефекта является дефектная краска 26 (ДА на блок-схеме), способ 166 переходит к этапу 184. Когда дефектная краска не является причиной дефекта (НЕТ на блок-схеме), способ 166 переходит к этапу 178.
На этапе 178 система 46 управления определяет, повторяется ли некачественное художественное оформление. Более конкретно, некачественное художественное оформление, связанное с дефектом печатной формы 6, 14 или дефектом передаточного резинотканевого полотна 38, будет периодически повторяться на металлических контейнерах. Соответственно, дефектное передаточное резинотканевое полотно или печатная форма приведут к такому же или подобному некачественному художественному оформлению на множестве металлических контейнеров 60. Когда некачественное художественное оформление 58 периодически повторяется на металлических контейнерах 60 и период повторения некачественного художественного оформления 58 соотносится с количеством печатных форм, система 46 управления может определять, что некачественное художественное оформление 58 происходит из-за некачественной печатной формы 6, 14. Дефектная печатная форма 6, 14 может представлять собой печатную форму, ненадлежащим образом размещенную на одном из формных цилиндров 4, 12. Альтернативно, дефектная печатная форма 6, 14 может представлять собой изношенную или поврежденную печатную форму. В одном из вариантов осуществления изобретения система 46 управления может получать данные по меньшей мере от одного из датчиков 49B, 49C, 49D, которые свидетельствуют, что печатная форма 6, 14 или передаточное резинотканевое полотно 38 являются дефектными.
В одном из вариантов осуществления изобретения система управления может определять формный цилиндр 4, 12, с которым связана дефектная печатная форма 6, 14, исходя из краски 26, связанной с некачественным художественным оформлением. Более конкретно, дефектная печатная форма 6 на первом формном цилиндре 4 будет связана с краской 26 первого красочного узла 8. Точно так же дефектная печатная форма 14 на втором формном цилиндре 12 будет связана с краской 26B второго красочного узла 16.
Система 46 управления может также определять, что некачественное художественное оформление связано с передаточным резинотканевым полотном 38, когда некачественное художественное оформление 58 повторяется с частотой, совпадающей с количеством передаточных резинотканевых полотен 38 на офсетном цилиндре 36. Когда дефект происходит из-за некачественной печатной формы или некачественного передаточного резинотканевого полотна (ДА на блок-схеме), способ 166 переходит к этапу 184. Если дефект не связан с печатной формой или передаточным резинотканевым полотном (НЕТ на блок-схеме), способ 166 переходит к этапу 180.
В одном из вариантов осуществления изобретения система 46 управления может также определять на этапе 180, что художественное оформление ориентировано или размещено ненадлежащим образом на металлическом контейнере 60. Более конкретно, система 46 управления может сравнивать данные, полученные от датчика 50, с данным, хранящимися в базе 110 данных, относящимися к приемлемому художественному оформлению. Если ориентация или положение художественного оформления 58 на металлическом контейнере отличается от приемлемого художественного оформления, хранящегося в памяти, система управления может определять, что художественное оформление ориентировано неправильно.
В одном из вариантов осуществления изобретения система 46 управления может определять, что художественное оформление размещено или ориентировано неправильно на металлическом контейнере, сравнивая положения двух участков художественного оформления. Более конкретно, как показано на фиг. 11, система 46 управления может получать данные от датчика, относящиеся к положению художественного оформления 58А на цилиндрическом участке 57B и художественного оформления 58B на цилиндрических участках 57C–57F. Если положения художественных оформлений 58A и 58B отделены друг от друга расстоянием, отличающимся от заданной величины, система 46 управления может определять, что художественное оформление является некачественным из-за ненадлежащей ориентации или размещения художественных оформлений 58A, 58B. В одном из вариантов осуществления изобретения система 46 управления может учитывать данные по меньшей мере от одного из датчиков 49B, 49C, 49D, чтобы определять, что из печатной формы 6, 14 или передаточного резинотканевого полотна 38 ориентировано ненадлежащим образом. Когда дефект происходит из-за неправильного размещения или ориентации художественного оформления (ДА на блок-схеме), способ 166 переходит к этапу 184. Если дефект не связан с печатной формой или передаточным резинотканевым полотном (НЕТ на блок-схеме), способ 166 переходит к этапу 182.
Система 46 управления может оказаться не в состоянии классифицировать причину каждого идентифицированного дефекта. Соответственно, на этапе 182 система 46 управления может записать дефект, как возникший по неустановленной причине. В таком случае способ 166 переходит к этапу 184.
На этапе 184 металлический контейнер 60 с некачественным художественным оформлением опционально удаляется с конвейера 48. Например, в одном из вариантов осуществления изобретения, когда значение ошибки, связанной с некачественным художественным оформлением, находится на уровне отклонения, система 46 управления может посылать сигнал в выталкиватель 62, чтобы удалить металлический контейнер.
На этапе 186 система 46 управления может посылать сигнал предупреждения. Сигнал предупреждения может содержать информацию о типе дефекта, идентифицированного системой управления. Например, сигнал предупреждения может указывать, что некачественное художественное оформление происходит из-за одного из следующего: ненадлежащего количества краски, дефекта краски, некачественной печатной формы или передаточного резинотканевого полотна и неправильного положения или ориентации художественного оформления. В одном из вариантов осуществления изобретения сигнал предупреждения может предусматривать отправку изображения дефектного художественного оформления, собранного датчиком 50, на дисплей 88 системы 46 управления. В другом варианте осуществления изобретения участок художественного оформления, который является дефектным, может быть подсвечен и/или увеличен. Альтернативно, если система 46 управления не смогла определить причину некачественного художественного оформления (НЕТ на блок-схеме), так что способ 166 перешел с этапа 180 к этапу 182, сигнал предупреждения может указывать, что система 46 управления не смогла определить причину некачественного художественного оформления. В одном из вариантов осуществления изобретения сигнал предупреждения может также содержать информацию о действиях, рекомендуемых системой 46 управления для исправления некачественного художественного оформления. Соответственно, сигнал предупреждения может идентифицировать одно или более из красочных ножей 21 или участков красочного ножа 22, которые должны быть настроены, чтобы исправить дефект. В другом варианте осуществления изобретения сигнал предупреждения может идентифицировать одно или более из красочных узлов, красочных валиков, формных цилиндров, офсетного цилиндра и поддерживающего элемента, которые должны быть настроены, чтобы исправить дефект.
В одном из вариантов осуществления изобретения система 46 управления может автоматически настраивать одно или более из красочных ножей 21 или участков красочного ножа 22, красочных узлов 8, 16, красочных валиков 10, 18, формных цилиндров 4, 12, офсетного цилиндра 36 и поддерживающего элемента 42, чтобы исправить дефект. В еще одном варианте осуществления изобретения система 46 управления может посылать приводному механизму сигнал перемещения печатной формы 6, 14 или передаточного резинотканевого полотна 38 в конкретном направлении, чтобы исправить дефект. Сигнал предупреждения может также включать в себя рекомендуемые действия, такие как "сменить краску в красящем узле 8". В другом варианте осуществления изобретения сигнал предупреждения может указывать, что из печатных форм или передаточного резинотканевого полотна является дефектным или ненадлежащим образом ориентированным. В еще одном варианте осуществления изобретения сигнал предупреждения может указывать, что система управления не может исправить дефект. В одном из вариантов осуществления изобретения сигнал предупреждения может указывать, что причина дефекта не установлена. После выдачи дополнительного сигнала предупреждения, способ 166 переходит к этапу 188 окончания.
На фиг. 17 показан один из вариантов осуществления предлагаемого в изобретении способа 200 автоматической настройки машины 2 для печатания на баллонах и тубах для исправления некачественного художественного оформления. Несмотря на показанный на фиг. 17В общий порядок следования этапов способа 200, способ 200 может включать в себя больше или меньше этапов или этапы могут осуществляться в ином порядке, чем показано на фиг. 17. Кроме того, хотя этапы способа 200 могут описываться последовательно, многие из этапов могут фактически выполняться параллельно или одновременно. В целом, способ 200 начинается с этапа 202 начала и заканчивается этапом 232 окончания. По меньшей мере часть способа 200 может выполняться как набор компьютерных команд, выполняемых компьютерной системой и закодированных или хранящихся на машиночитаемом носителе. Одним из примеров компьютерной системы может быть, например, система 46 управления. Примером машиночитаемого носителя может быть, но не ограничивается этим, память системы 46 управления. Ниже способ 200 рассмотрен со ссылкой на систему 46 управления, машину 2 для печатания на баллонах и тубах и компоненты, описанные со ссылкой на фиг. 1–16.
На этапе 204 система 46 управления посылает сигнал приводным механизмам 30, связанным с красочными узлами 8, 16 машины 2 для печатания на баллонах и тубах. Сигнал побуждает приводные механизмы 30 перемещать красочные ножи 21 или сегменты красочного ножа 22 ближе к красочным валикам 10, 18 или дальше от них. В одном из вариантов осуществления настоящего изобретения приводные механизмы 30 представляют собой низковольтные электродвигатели.
Опционально, приводные механизмы 30 могут включать в себя потенциометры 80 (или могут быть связаны с ними), которые обеспечивают обратную связь по положению системе 46 управления. Система 46 управления может использовать информацию, полученную от одного из датчиков вращения или движения, таких как потенциометры 80, чтобы определять положение красочных ножей 21 или красочного ножа 22 (или сегмента ножа) относительно соответствующего красочного валика 10, 18. Например, в одном из вариантов осуществления настоящего изобретения каждый приводной механизм 30 включает в себя низковольтный электродвигатель постоянного тока, связанный с соответствующим винтом 28 регулировки подачи краски или валом 31. Опционально, в другом варианте осуществления изобретения приводные механизмы 30 представляют собой соленоид, соединенный с винтом 28 регулировки подачи краски. Таким образом, система 46 управления регулирует зазор 32 между каждым красочным ножом 21 или сегментом 24 красочного ножа 22 и красочными валиками 10, 18 до его исходного положения. Размер зазора 32 позволяет заданному количеству краски 26 дозированно подаваться к каждому осевому участку 20 красочных валиков 10, 18 необходимому для формирования художественного оформления 58. В одном из вариантов осуществления изобретения система 46 управления автоматически определяет исходное положение каждого красочного ножа 21 или сегмента 24 красочного ножа 22, анализируя художественное оформление 58, введенное оператором в базу 110 данных системы 46 управления. В другом варианте осуществления изобретения оператор вводит исходное положение каждого красочного ножа 21 или сегмента 24 ножа 22 в систему 46 управления.
На этапе 206 краска 26 передается осевым участкам 20 красочных валиков 10, 18. Количество краски 26, переданной осевым участкам 20, определяется зазором 32 между красочными ножами 21 или сегментами 24 красочного ножа 22 и красочными валиками 10, 18 исходя из начальных параметров настройки соответствующих винтов 28 регулировки подачи краски или валов 31. Краска 26 последовательно передается печатным формам 6, 14 на этапе 208, передаточным резинотканевым полотнам 38 на этапе 210, и затем, на этапе 212, внешней поверхности 56 не оформленных металлических контейнеров 52. В одном из вариантов осуществления изобретения один или более из датчиков 49B, 49C собирают данные по меньшей мере о количестве краски 26, переданной печатным формам 6, 14. В другом варианте осуществления изобретения датчик 49D собирает данные о количестве краски на внешней поверхности 40 передаточных резинотканевых полотен 38.
Художественно оформленные металлические контейнеры 54 последовательно транспортируются к датчику 50. В одном из вариантов осуществления изобретения способ 200 опционально выжидает заданный промежуток времени на этапе 214, в течение которого металлический контейнер 54 транспортируется от поддерживающего элемента 42 к одному или более из датчиков 49E, 50. Более конкретно, в зависимости от положения датчиков 49E, 50 относительно поддерживающего элемента 42, художественно оформленному металлическому контейнеру 54, исходя из положения красочных ножей 21 и сегментов красочного ножа 22, может потребоваться несколько секунд или минут, чтобы достичь датчиков 49E, 50. Однако величина временной задержки металлического контейнера 54 от момента покидания поддерживающего элемента 42 до момента достижения каждого из датчиков 49E, 50 известна. Соответственно, путем выжидания упомянутого промежутка времени на этапе 214 система 46 управления может определять положение красочных ножей 21 и сегментов красочного ножа 22 на момент выполнения художественного оформления металлического контейнера.
Художественные оформления 58 металлических контейнеров 54 воспринимаются по меньшей мере одним из датчиков 49E, 50 на этапе 216. В одном из вариантов осуществления изобретения художественно оформленные металлические контейнеры 54 транспортируются конвейером 48 к датчикам 49E, 50. Альтернативно, датчики 49E, 50 размещают таким образом, чтобы воспринимать художественно оформленные металлические контейнеры 54 на поддерживающем элементе 42.
Датчики 49E, 50 ориентированы для восприятия или получения изображения художественного оформления 58 художественно оформленных металлических контейнеров 54. Датчик 50 и, опционально, датчик 49E собирают данные о художественном оформлении 58, необходимые для определения одного или более из следующего: цвета художественного оформления; плотности художественного оформления; глубины (или толщины) художественного оформления; ориентации художественного оформления; и однородности (или постоянства) художественного оформления. В одном из вариантов осуществления изобретения датчики 49E, 50 являются камерами. Опционально, машина 2 для печатания на баллонах и тубах включает в себя от трех до шести датчиков 50 или датчиков 49E. Эти три – шесть датчиков 49E, 50 могут располагаться вокруг продольной оси металлического контейнера 50, чтобы, по сути, одновременно воспринимать всю внешнюю цилиндрическую поверхность 56 металлического контейнера.
На этапе 218 система 46 управления получает данные о художественном оформлении 58, собранные одним или более датчиками 49E, 50. Система 46 управления выполнена с возможностью определения, является ли художественное оформление 58 приемлемым или некачественным, исходя из заданных значений для одного или более из цвета, плотности, глубины, ориентации и однородности, заданных пользователем. В одном из вариантов осуществления система 46 управления сравнивает данные от датчика с изображением приемлемого художественного оформления, хранящимся в памяти 96, 100, 104. В одном из вариантов осуществления изобретения изображения множества приемлемых художественных оформлений сохраняют в памяти. Соответственно, система 46 управления может сравнивать участки данных от датчика с соответствующими участками множества изображений, хранящихся в памяти. Опционально, система 46 управления запрограммирована на распознавание приемлемого художественного оформления. Например, система 46 управления может быть запрограммирована на получение данных по множеству художественных оформлений, как в целом описано в способе 140, показанном на фиг. 15. На этапе 218 система 46 управления может также определять причину некачественного художественного оформления.
В одном из вариантов осуществления изобретения система 46 управления получает данные для всех металлических контейнеров, художественно оформленных машиной 2 для печатания на баллонах и тубах. Альтернативно, система 46 управления получает данные для некоторых из художественно оформленных металлических контейнеров 54. Если художественное оформление 58 является удовлетворительным, способ 200 переходит (ДА на блок-схеме) к этапу 228. Когда художественное оформление 58 является неудовлетворительным (НЕТ на блок-схеме), способ 200 переходит к этапу 220.
Опционально, на этапе 220 система 46 управления может посылать сигнал выталкивателю 62. Сигнал побуждает выталкиватель 62 удалять металлический контейнер 60 с неудовлетворительным художественным оформлением с конвейера 48. В одном из вариантов осуществления изобретения система 46 управления посылает сигнал выталкивателю 62, когда значение ошибки, связанной с неудовлетворительным художественным оформлением, превышает заданную величину. В другом варианте осуществления изобретения система 46 управления может посылать сигнал выталкивателю 62 для каждого металлического контейнера 60, у которого имеется неудовлетворительное художественное оформление. Альтернативно, система 46 управления может определять, является ли неудовлетворительное художественное оформление видимым для человеческого глаза. Например, неудовлетворительное художественное оформление может не соответствовать заданным значениям; однако дефект может быть слишком маленьким или, в другом случае, не видимым для человеческого глаза. Если неудовлетворительное художественное оформление заметно для человеческого глаза, система 46 управления может побуждать выталкиватель 62 удалять металлический контейнер 60. Если неудовлетворительное художественное оформление незаметно для человеческого глаза, система 46 управления может позволить металлическому контейнеру продолжить движение к оборудованию 66, расположенному ниже по технологической цепочке.
На этапе 222 система 46 управления может опционально выдавать сигнал предупреждения. Сигнал предупреждения может отображаться на устройстве 88 вывода системы 46 управления, например на дисплее. В одном из вариантов осуществления изобретения сигнал предупреждения является звуковым. Опционально, система 46 управления может выдавать сигнал предупреждения на интеллектуальное устройство, такое как смартфон, планшет или портативный компьютер по связи сети. В одном из вариантов осуществления изобретения сигнал предупреждения может представлять собой текстовое сообщение.
Сигнал предупреждения может содержать информацию, относящуюся к типу дефекта, идентифицированному в художественном оформлении 58. В одном из вариантов осуществления изобретения информация может включать в себя значение ошибки, связанной с неудовлетворительным художественным оформлением. Информация может также включать в себя действия, предпринятые или запланированные системой 46 управления для исправления дефекта, например: перечень красочных ножей 21 или сегментов красочного ножа 22, связанных с красочными валиками 10, 18, которые были или будут настроены. В одном из вариантов осуществления изобретения сигнал предупреждения содержит информацию о настройках положений красочных узлов, красочных валиков, формных цилиндров, печатных форм, офсетного цилиндра, передаточных резинотканевых полотен или элемента поддержки, необходимых для исправления некачественного художественного оформления. Опционально, в одном из вариантов осуществления изобретения оператор может использовать устройство ввода 86 системы 46 управления, такое как курсор, клавиатура или сенсорный экран, для одобрения корректирующих действий, предложенных системой 46 управления. В другом варианте осуществления изобретения оператор может использовать устройство ввода, чтобы произвести изменения в машине 2 для печатания на баллонах и тубах с целью устранения дефекта. Таким образом, оператор может активизировать один или более из приводных механизмов 30, чтобы изменять положение одного или более из красочных ножей 21 или сегментов 24 красочного ножа 22. В еще одном варианте осуществления изобретения оператор может изменять настройки, запланированные или осуществленные системой 46 управления, чтобы устранить дефект.
На этапе 224 система 46 управления может останавливать производственный цикл. Более конкретно, в одном из вариантов осуществления изобретения система 46 управления может определять, что производственный цикл должен быть остановлен на основе правила, хранящегося в памяти 96, после определения на этапе 100, что художественное оформление 58 металлического контейнера 54 является некачественным. В одном из вариантов осуществления изобретения правило связано со значением ошибки, присвоенным системой 46 управления некачественному художественному оформлению. Если значение ошибки выше некоторого значения, система 46 управления может посылать сигнал остановки машины 2 для печатания на баллонах и тубах. В одном из вариантов осуществления изобретения правило связано с количеством некачественных художественных оформлений, обнаруженных в пределах некоторого промежутка времени. Более конкретно, если система 46 управления выявит больше заданного количества металлических контейнеров, имеющих некачественные художественные оформления, система управления может послать машине 2 для печатания на баллонах и тубах сигнал остановки производственного цикла. В другом варианте осуществления изобретения правило может быть связано с типом дефекта, идентифицированного системой 46 управления. Соответственно, если дефект имеет тип, корректируемый системой 46 управления путем активизации по меньшей мере одного приводного механизма 30, чтобы изменить положение красочного ножа 21 или участка красочного ножа 22, система 46 управления может определять, что производственный цикл будет продолжен. Точно так же, когда дефект может быть исправлен системой 46 управления, посылающей приводному механизму сигнал настройки печатной формы 6, 14 или передаточного резинотканевого полотна 38, система управления может продолжить производственный цикл. Альтернативно, когда дефект не может быть исправлен системой 46 управления, система 46 управления может остановить производственный цикл. В одном из вариантов осуществления изобретения система 46 управления может останавливать производственный цикл в ответ на входной сигнал, введенный оператором. Если система 46 управления решает продолжить цикл художественного оформления (ДА на блок-схеме), способ 200 закольцовывается на этап 226. Альтернативно, когда система 46 управления решает, что цикл художественного оформления должен быть остановлен (НЕТ на блок-схеме), способ 200 переходит к этапу 232.
На этапе 226 система 46 управления идентифицирует один или более из элементов машины 2 для печатания на баллонах и тубах, чтобы настроить его с целью исправления дефекта художественного оформления 58 на основе данных, полученных от датчика 50 или датчика 49E. Например, система 48 управления может идентифицировать одно или более из красочных ножей 21 или сегментов 24 красочного ножа 22, которые требуют настройки для исправления дефекта художественного оформления 58, используя данные, полученные от одного или более из датчиков 49B, 49C, 49D, 49E, и 50. Например, система 46 управления может определять, что один или более осевых участков 20 по меньшей мере одного красочного валика 10, 18 должен получать больше (или меньше) краски 26. Соответственно, система 46 управления может посылать одному или более из приводных механизмов 30 сигнал перемещения красочного ножа 21 или сегмента красочного ножа 22 ближе к красочным валикам 10, 18 или дальше от них. Движение приводных механизмов 30 настраивает зазор 32 между соответствующим красочным ножом 21, 22 и красочными валиками 10, 18, чтобы отмерять скорректированное количество краски 26 для соответствующего осевого участка 20 красочных валиков 10, 18 с целью сформирования удовлетворительного художественного оформления 58. Дополнительно, система 46 управления может посылать по меньшей мере одному приводному механизму 30 сигнал настройки осевого положения по меньшей мере одного из сегментов 24 красочного ножа. Таким образом, система управления может, например, изменять ориентацию художественного оформления.
В другом варианте осуществления изобретения система 46 управления может определять, что ненадлежащим образом ориентированное или размещенное художественное оформление может быть исправлено путем изменения ориентации одного или более элементов машины 2 для печатания на баллонах и тубах. Соответственно, система 46 управления может посылать сигнал по меньшей мере одному приводному механизму, связанному с красочным узлом 8, 16, красочным валиком 10, 18, формным цилиндром 4, 12, печатной формой 6, 14, офсетным цилиндром 36, передаточным резинотканевым полотном 38 и поддерживающим элементом 42. Сигнал может побуждать приводной механизм перемещаться в конкретном направлении. Таким образом, система 46 управления может исправлять дефект, вызванный ненадлежащей ориентацией или положением художественного оформления. В одном из вариантов осуществления изобретения система 46 управления определяет причину дефекта, осуществляя один или более этапов способа 166, описанных со ссылкой на фиг. 16.
В одном из вариантов осуществления изобретения система 46 управления автоматически управляет приводными механизмами 30. В другом варианте осуществления изобретения оператор должен одобрить активизацию приводных механизмов 30, прежде чем система 46 управления пошлет сигнал приводному механизму 30. В еще одном варианте осуществления изобретения система 46 управления автоматически посылает сигнал приводному механизму 30 по истечении заданного промежутка времени после выдачи сигнала предупреждения на этапе 104. Оператор может отменять запланированную регулировку красочного ножа 21, 22 в течение заданного промежутка времени. Соответственно, в одном из вариантов осуществления изобретения оператор должен одобрить регулировку красочного ножа 21, 22, запланированную системой 46 управления.
Способ 200 затем закольцовывается на этап 206, и краска 26 передается осевому участку 20 красочного валика со скорректированными настройками по меньшей мере одного из красочных ножей 21, 22 или с измененной ориентацией другого элемента машины для печатания на баллонах и тубах. Способ 200 повторно выполняет этапы 208–218. После того, как художественное оформление 58, сформированное со скорректированными настройками, перенесено на металлический контейнер 54 на этапе 212, способ 200 снова воспринимает художественное оформление на этапе 216 и на этапе 218 определяет, является ли художественное оформление удовлетворительным. В одном из вариантов осуществления изобретения способ 200 опционально выжидает заданное время, прежде чем металлический контейнер 54 с художественным оформлением 58, сформированным со скорректированными настройками достигнет одного или более из датчиков 49E, 50. В одном из вариантов осуществления изобретения система 46 управления на этапе 214 не посылает сигналы приводным механизмам 30 в течение конкретного периода времени задержки. Таким образом, система 46 управления не посылает сигналы приводным механизмам 30 на исправление дефектов, которые могут находиться в противоречии или отменять настройки красочных ножей 21, 22, выданные системой 46 управления для исправления ранее обнаруженного дефекта.
На этапе 228 художественно оформленные металлические контейнеры 54 с удовлетворительными художественными оформлениями 58 транспортируются конвейером 48 к оборудованию 66, расположенному ниже по технологической цепочке. Система 46 управления определяет на этапе 230, должен ли продолжаться производственный цикл художественного оформления. Например, система 46 управления может определять, что производственный цикл должен быть остановлен, если есть сбой в работе оборудования, если есть недостача в снабжении (например, нехватка краски или нехватка неоформленных металлических контейнеров 52), по получении команды остановки от оператора, или когда художественно оформлено заданное количество металлических контейнеров 54. Если система 46 управления решает, что производственный цикл должен быть продолжен (ДА на блок-схеме), способ 200 закольцовывается на этап 206. Если производственный цикл должен быть остановлен (НЕТ на блок-схеме), способ 200 переходит к этапу 232 окончания.
Посредством обеспечения дополнительного фона, контекста и чтобы дополнительно удовлетворить требования §112 35 Свода законов США к письменному описанию, следующие документы включены в настоящий документ посредством ссылки во всей их полноте: US 5724259, US 5992318; US 6142078; US 6178254; US 6184988; US 6543350; US 6867423; US 7013803; US 7017492; WO 2013113616; WO 2016087876.
Описание настоящего изобретения представлено в целях иллюстрации и не претендует на то, чтобы быть исчерпывающим или ограничивающим изобретение раскрытой формой. Множество модификаций и вариаций очевидны специалистам в данной области техники. Описанные и показанные на чертежах варианты осуществления изобретения были выбраны и описаны, чтобы лучше всего пояснить принципы изобретения, его практическое применение и позволить специалистам в данной области техники понять сущность изобретения.
Хотя в настоящем документе подробно описаны различные варианты осуществления настоящего изобретения, специалисту в данной области техники очевидно, что могут быть произведены модификации и изменения таких вариантов осуществления. Кроме того, сделанные здесь ссылки на "настоящее изобретение" или его аспекты, должны пониматься как некоторые варианты осуществления настоящего изобретения и не обязательно должны рассматриваться как ограничивающие все варианты осуществления конкретным описанием. Следует четко понимать, что такие модификации и изменения находятся в рамках объема и духа настоящего изобретения, как они определены в нижеследующей формуле изобретения.
Хотя приведенные здесь типичные аспекты, варианты осуществления, опции и/или конфигурации показывают различные компоненты системы расположенными в одном месте, некоторые компоненты системы могут быть располагаться удаленно, на удаленных участках распределенной сети, такой как локальная сеть (ЛВС) и/или Интернет, или в пределах специализированной системы. Таким образом, должно быть понятно, что компоненты системы могут объединяться в одном или более устройствах, таких как персональный компьютер (PC), ноутбук, нетбук, смартфон, личный цифровой помощник (PDA), планшет и т.д., или располагаться вместе в конкретном узле распределенной сети, такой как аналоговая и/или цифровая телекоммуникационная сеть, сеть с коммутацией пакетов или сеть с коммутацией каналов. Из предыдущего описания, и по причине простоты вычислений понятно, что компоненты системы могут располагаться в любом месте в рамках распределенной сети компонентов, что не оказывает влияния на работоспособность системы. Например, различные компоненты могут располагаться в коммутационном устройстве, таком как частная телефонная станция с выходом в общую сеть (PBX) и сервер СМИ, шлюз, одно или более коммуникационных устройств, один или более объектов пользователя или некая их комбинация. Точно так же, один или более функциональных участков системы могут распределяться между телекоммуникационным устройством(ами) и соответствующим вычислительным устройством.
Кроме того, нужно понимать, что различные линии, соединяющие элементы, могут представлять собой проводные или беспроводные линии связи или любую их комбинацию, или любой другой известный или позднее разработанный(ые) элемент(ы), способный(ые) поставлять и/или передавать данные к связанным элементам и от них. Упомянутые проводные или беспроводные линии также могут быть защищенными связями и могут быть способными передавать зашифрованную информацию. Средство передачи, используемое в качестве линии связи, может представлять собой, например, любой подходящий носитель электрических сигналов, в том числе коаксиальный кабель, медный провод и оптическое волокно, и может принимать форму акустических или световых волн, таких как волны, генерируемые во время осуществления связи с использованием радио и инфракрасных волн.
Итак, несмотря на то, что блок-схемы алгоритмов способов рассмотрены и проиллюстрированы со ссылкой на конкретную последовательность событий, следует понимать, что могут иметь место изменения, дополнения и изъятия из этой последовательности, не влияющие по существу на функционирование описанных вариантов осуществления изобретения, конфигурацию и аспекты. Кроме того, может использоваться ряд изменений и модификаций изобретения. Могут предусматриваться некоторые отличительные признаки изобретения, при этом опуская другие.
Опционально, предлагаемые в настоящем изобретении системы и способы могут быть реализованы в сочетании с компьютером особого назначения, запрограммированным микропроцессором или микроконтроллером и периферийной интегральной(ыми) схемой(ами), специализированной интегральной схемой (ASIC) или другой интегральной схемой, цифровым сигнальным процессором, жестко запрограммированной электронный или логический схемой, такой как дискретный элемент, программируемое логическое устройство или матрица логических элементов, таких как PLD, PLA, FPGA, PAL, компьютером особого назначения, любым сопоставимым средством и т.п. В целом, любое устройство(а) или средство, способное реализовывать рассмотренный в настоящем документе способ, может использоваться для осуществления различных аспектов настоящего изобретения. Типичные аппаратные средства, которые могут использоваться в рассмотренных вариантах осуществления изобретения, конфигурациях и аспектах, включают в себя компьютеры, переносные устройства, телефоны (например, сотовые, с возможностью доступа к сети Интернет, цифровые, аналоговые, гибридные и другие) и другие аппаратные средства, известные из уровня техники. Некоторые из этих устройств включают в себя процессоры (например, один или множество микропроцессоров), память, энергонезависимую память, устройства ввода и устройства вывода. Кроме того, альтернативные варианты выполнения программного обеспечения, включая, но не ограничиваясь, распределенную обработку или распределенную компонентную/объектную обработку, параллельную обработку или обработку виртуальной машиной можно также использовать для осуществления описанных здесь способов.
В одном из вариантов осуществления изобретения раскрытые способы могут быть легко осуществлены в сочетании с программным обеспечением, использующим среду объектного или объектно-ориентированного программирования, которое предоставляет портативный исходный код, который может использоваться на множестве компьютерных платформ или автоматизированных рабочих мест. Альтернативно, раскрытая система может быть реализована частично или полностью аппаратными средствами, используя стандартные логические схемы или сверхбольшие интегральные схемы (VLSI). Использование либо программного обеспечения, либо аппаратных средств для реализации предлагаемой в настоящем изобретении системы зависит от требований к скорости и/или производительности системы, конкретной функции и используемому конкретному программному обеспечения или системам аппаратных средств или микропроцессорным или микрокомпьютерным системам.
В еще одном варианте осуществления изобретения раскрытые способы могут быть частично реализованы в программном обеспечении, которое может быть храниться на носителе данных, выполняемом на запрограммированном компьютере общего назначения во взаимодействии с контроллером и памятью, компьютером специального назначения, микропроцессором и т.п. В таких случаях предлагаемые в настоящем изобретении системы и способы могут быть реализованы в виде программы, установленной на персональном компьютере, такой как прикладная мини-программа, JAVA® или скрипт компьютерной графики (CGI скрипт), как ресурс сервера или автоматизированного рабочего места, как программа, заложенная в специализированную систему измерения, системный компонент и т.п. Система может быть также реализована посредством физического включения системы и/или способа в систему аппаратных средств и/или программного обеспечения.
Несмотря на то, что настоящее описание описывает компоненты и функции, реализованные в аспектах, вариантах осуществления и/или конфигурациях со ссылкой на конкретные стандарты и протоколы, аспекты, варианты осуществления и/или конфигурации не ограничиваются такими стандартами и протоколами. Другие подобные стандарты и протоколы, не упомянутые здесь, существуют и считаются включенными в настоящее изобретение. Кроме того, упомянутые здесь стандарты и протоколы, а также другие, не упомянутые здесь подобные стандарты и протоколы, периодически заменяются более быстрыми или более эффективными эквивалентами, имеющими по существу те же функции. Такие замещающие стандарты и протоколы, имеющие те же самые функции, считаются эквивалентами, включенными в настоящее изобретение.
Примеры процессоров, описанных здесь, могут включать в себя, но не ограничиваются, по меньшей мере один из Qualcomm® Snapdragon® 800 и 801, Qualcomm® Snapdragon® 610 и 615 с 4G LTE интеграцией и 64-битовым вычислением, Apple® A7 процессора с 64-битовой архитектурой, Apple® M7 сопроцессоров движения, процессоров Samsung® Exynos® серии, Intel® Core™ семейства процессоров, Intel® Xeon® семейства процессоров, Intel® Atom™ семейства процессоров, Intel Itanium® семейства процессоров, Intel® Core® i5-4670 K и i7-4770Κ 22nm Haswell, Intel® Core® i5-3570Κ 22nm Ivy-Bridge, AMD® FX™ семейства процессоров, AMD® FX-4300, FX-6300 и Vishera 32nm FX-8350, AMD® Kaveri процессоров, Техаs Instruments® Jacinto C6000™ автомобильных информационно-развлекательных процессоров, Техас Instruments® OMAP™ мобильных процессоров автомобильного класса, ARM® Cortex™-M процессоров, ARM® Cortex™-A и ARM926EJ–S™ процессоров, других промышленно-эквивалентных процессоров, и могут выполнять вычислительные функции, используя любой известный или разработанный в будущем стандарт, набор команд, библиотеки и/или архитектуру.
Настоящее изобретение в его различных аспектах, вариантах осуществления и/или конфигурациях включает в себя компоненты, способы, процессы, системы и/или устройства по существу такие, как показано и описано в настоящем документе, включая различные аспекты, варианты осуществления, конфигурации, подкомбинации и/или подмножества вышеназванного. Специалистам в данной области техники понятно, как выполнять и использовать раскрытые аспекты, варианты осуществления и/или конфигурации после понимания сущности настоящего изобретения. Настоящее изобретение в различных аспектах, вариантах осуществления и/или конфигурациях предлагает устройства и процессы в отсутствие позиций, не показанных и/или не описанных здесь, или в различных аспектах, вариантах осуществления и/или конфигурациях, в том числе в отсутствие таких позиций, которые могли использоваться в предшествующих устройствах или процессах, например, для улучшения производительности, обеспечения простоты и/или снижения стоимости реализации.
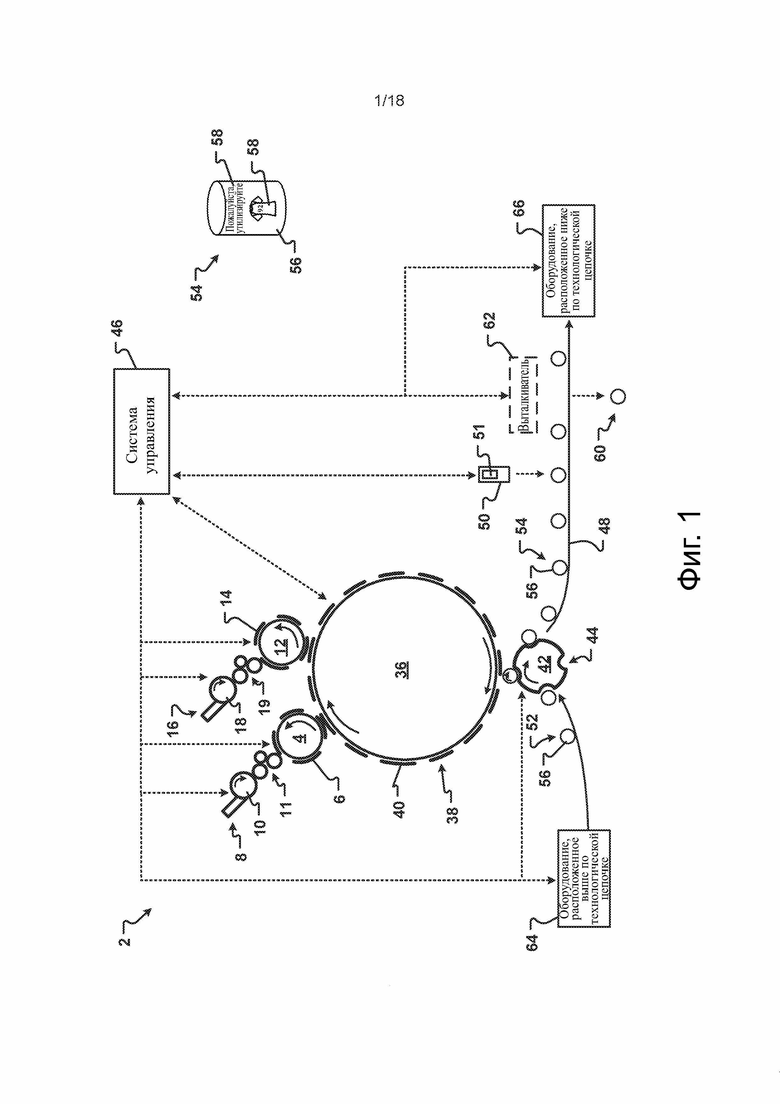

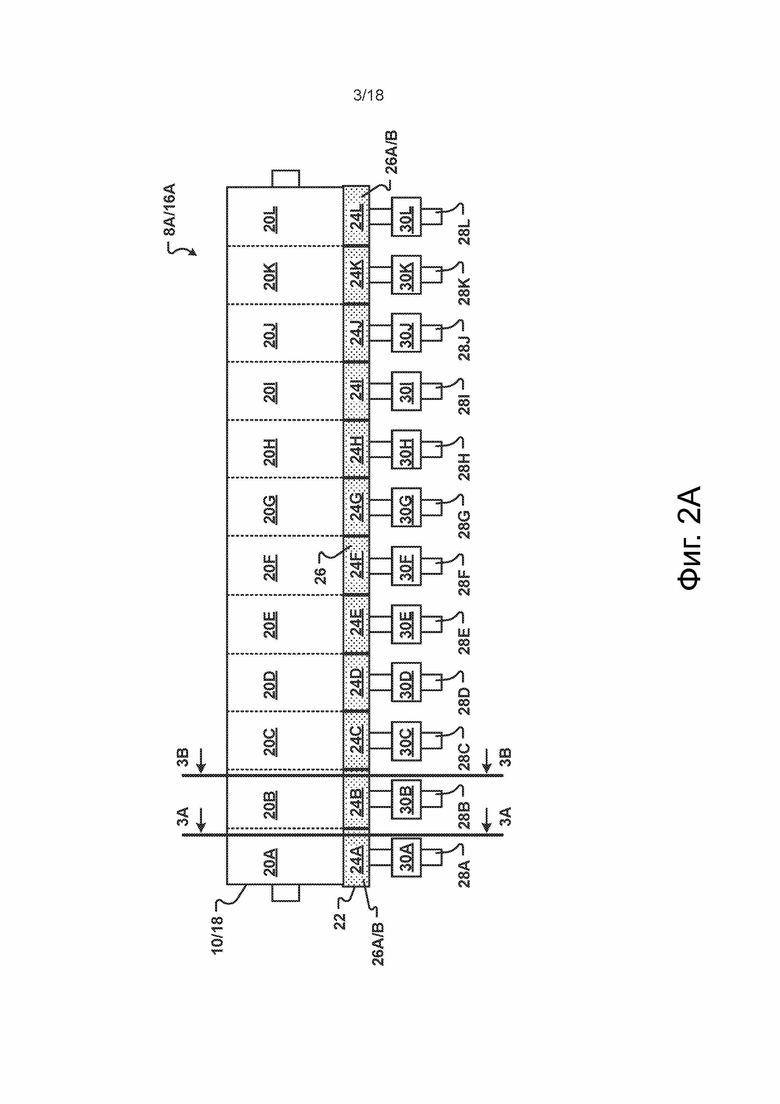
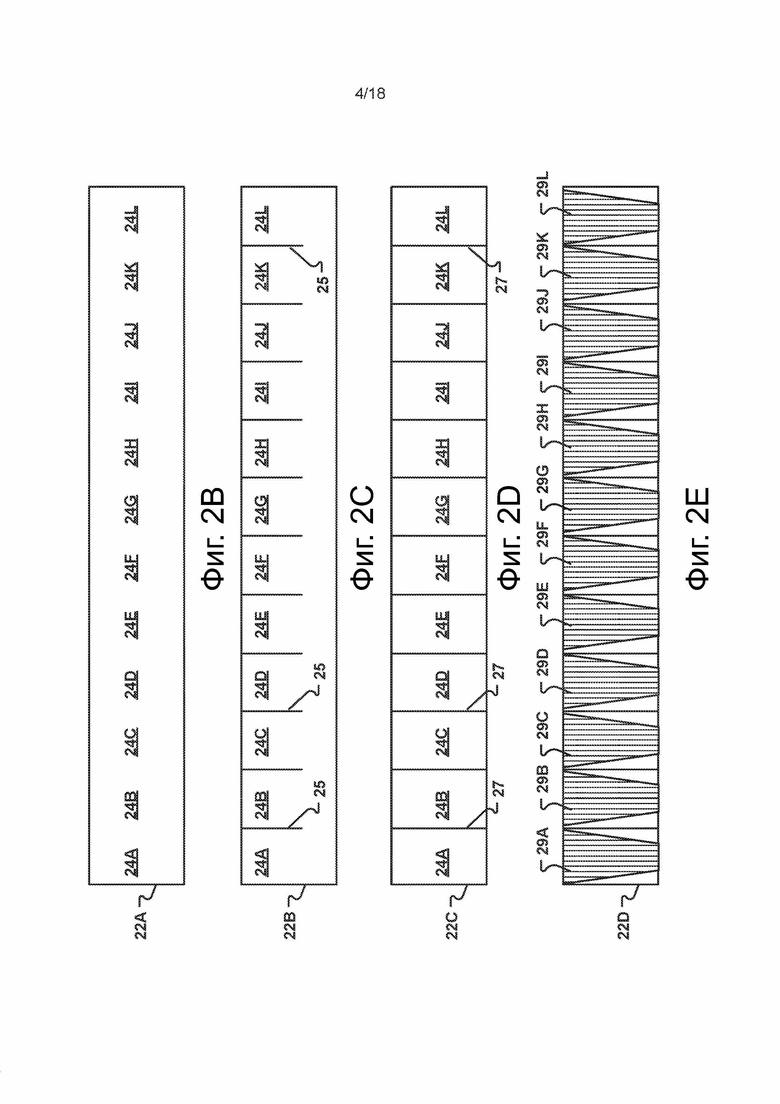
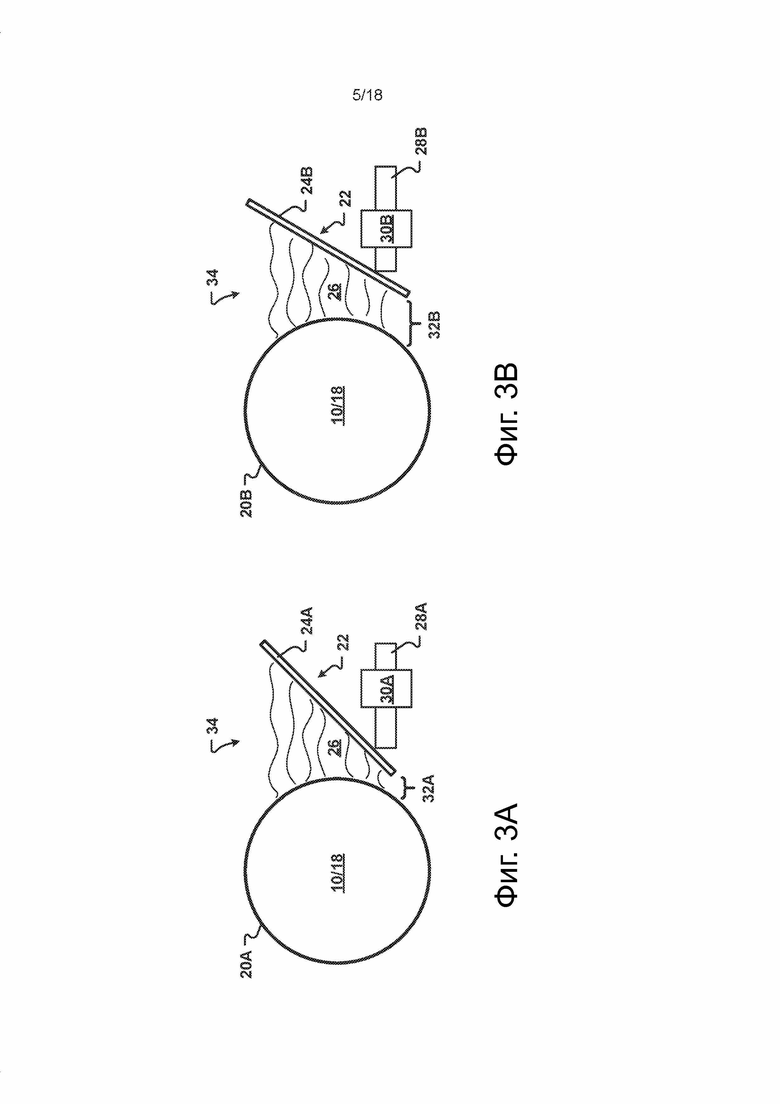
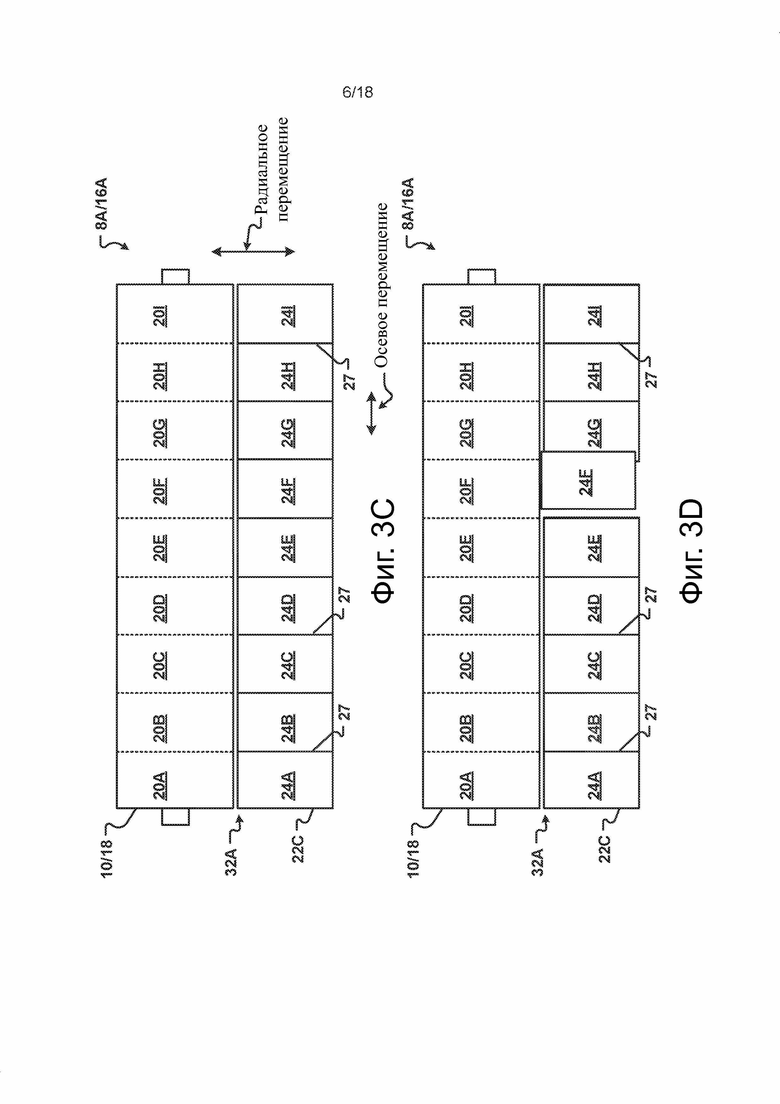
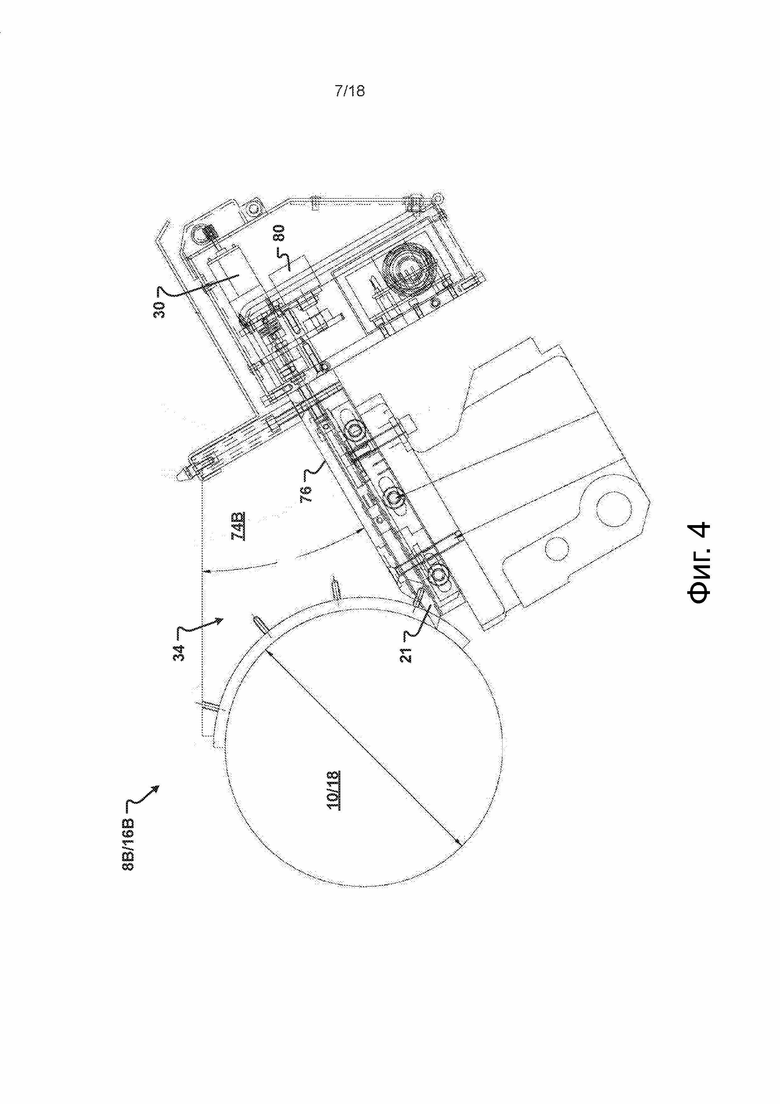
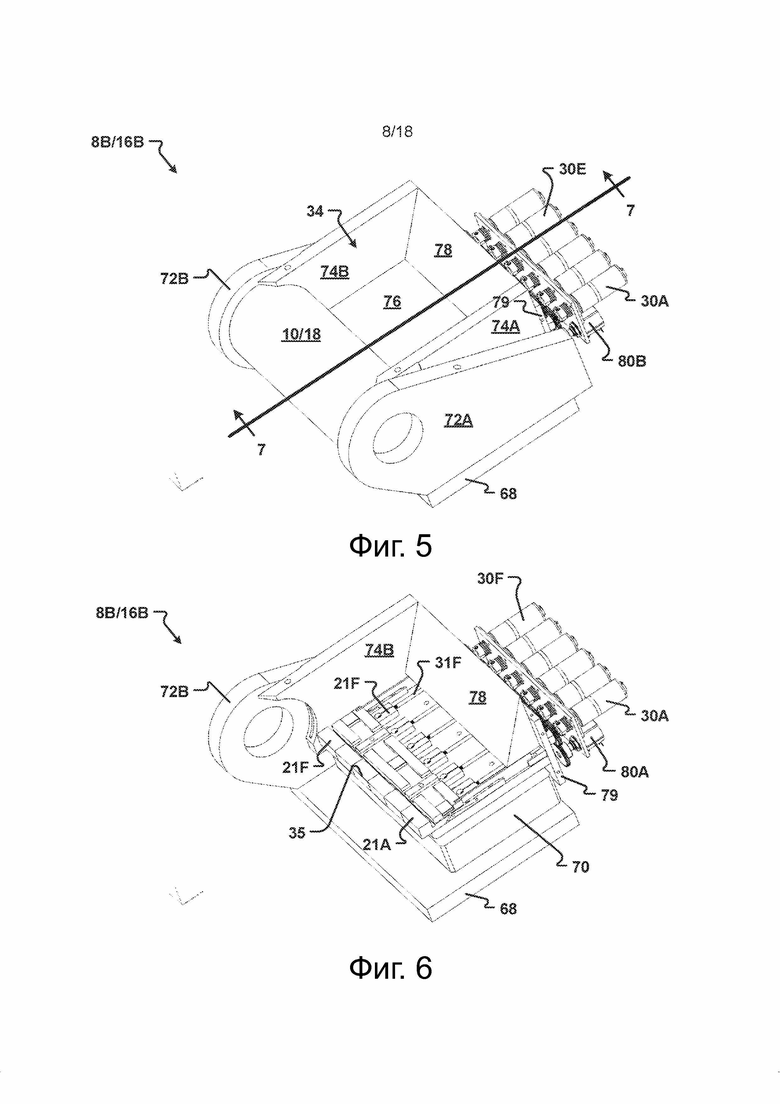
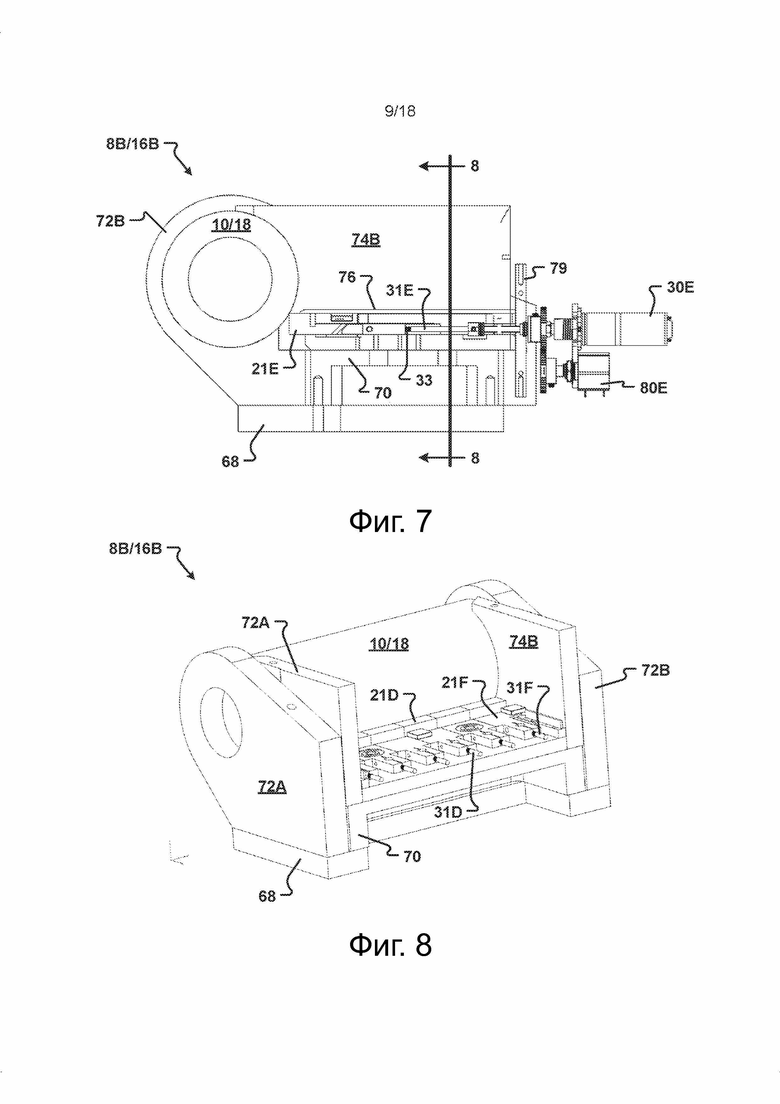
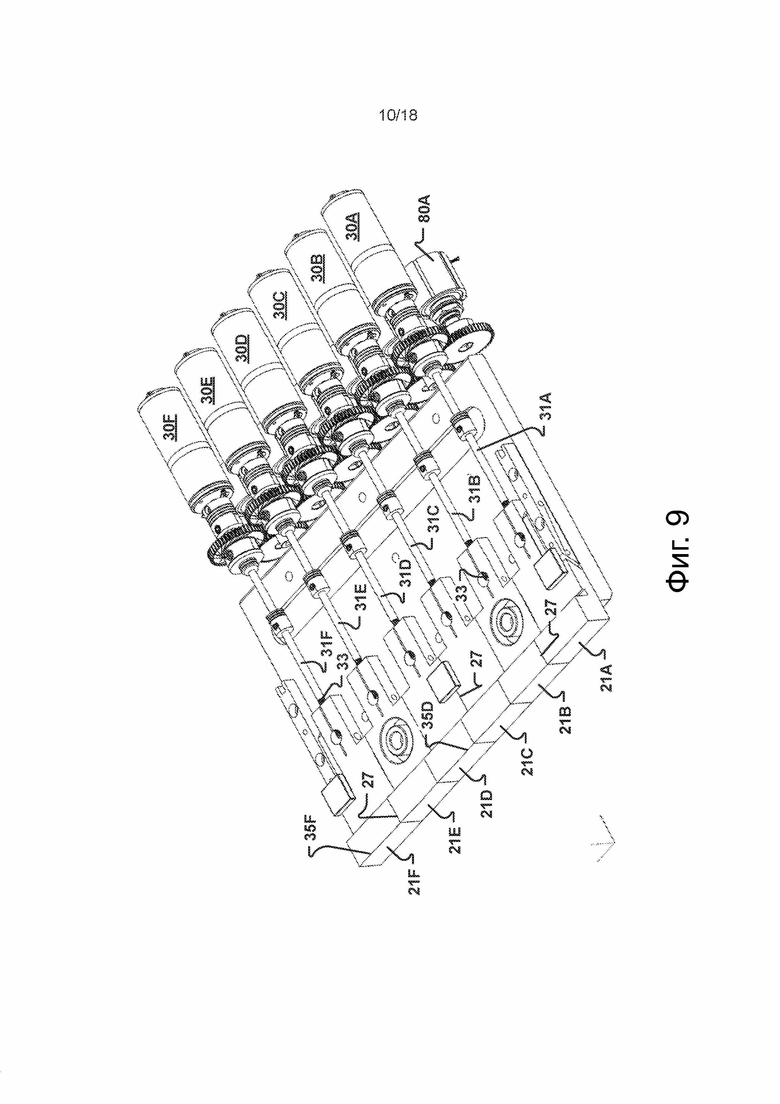
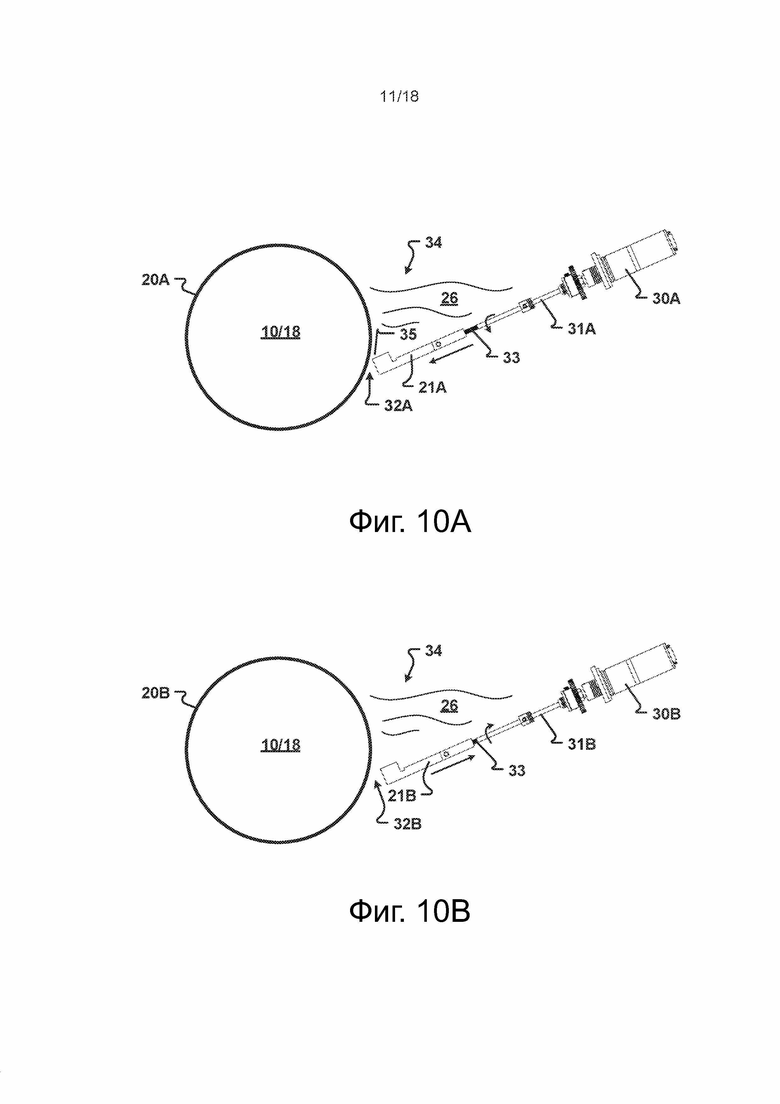
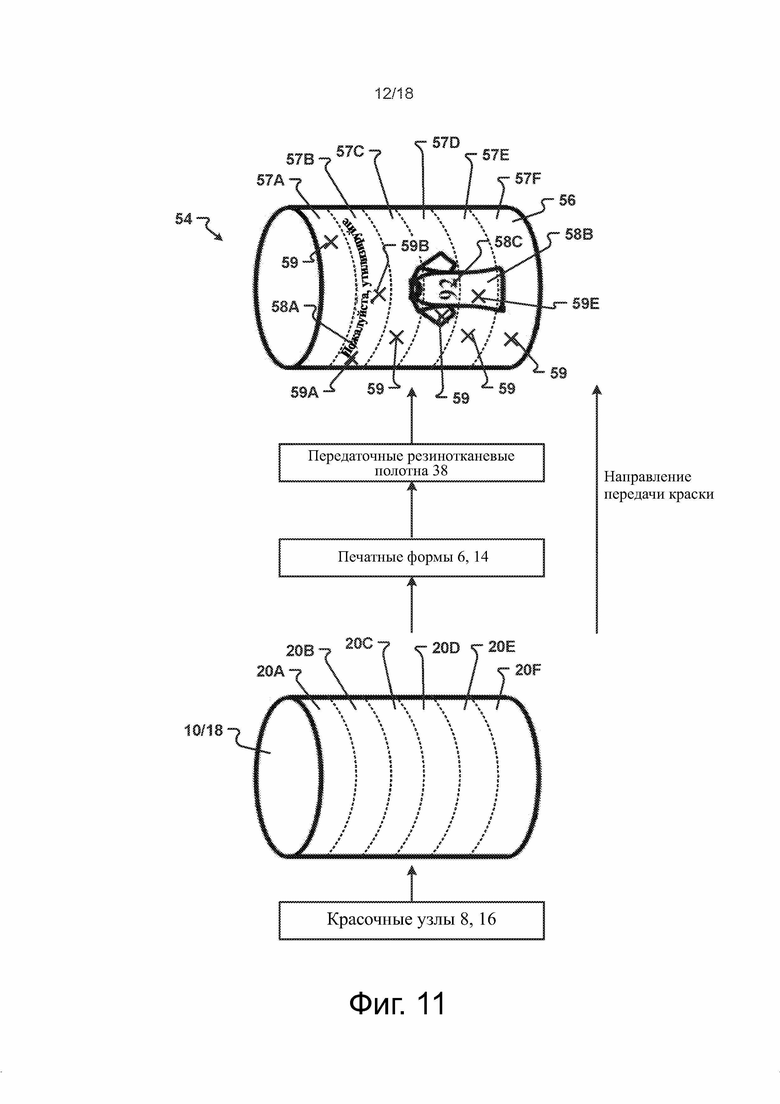
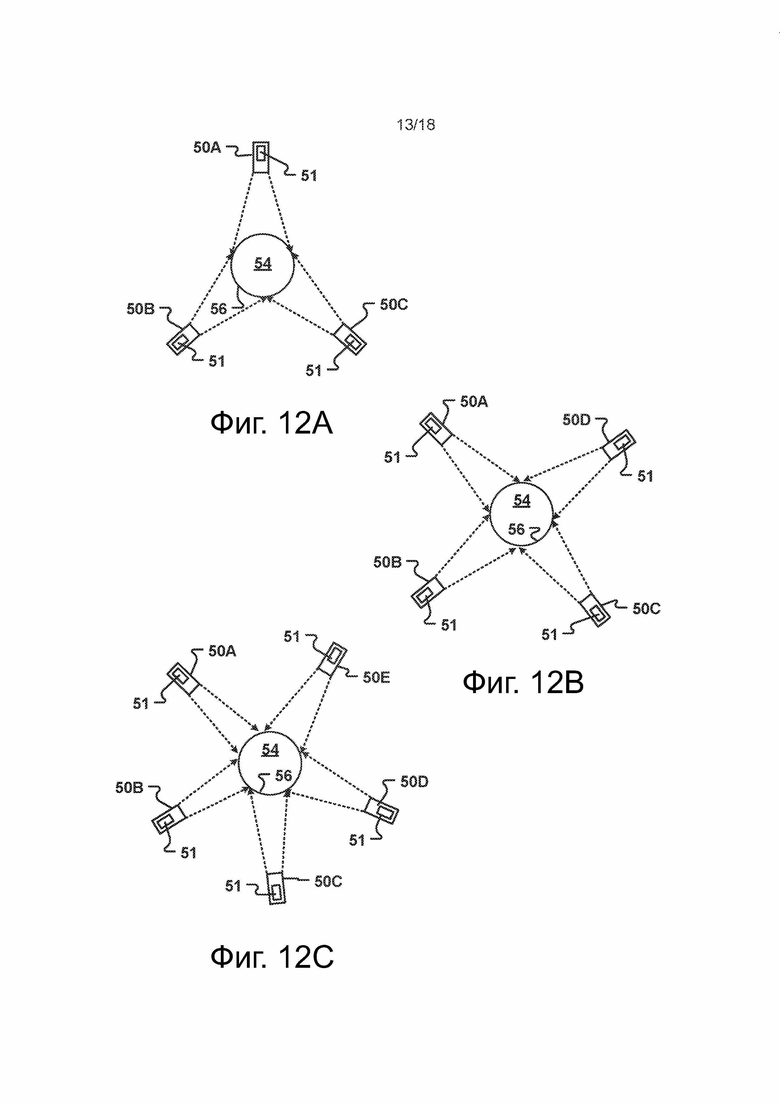
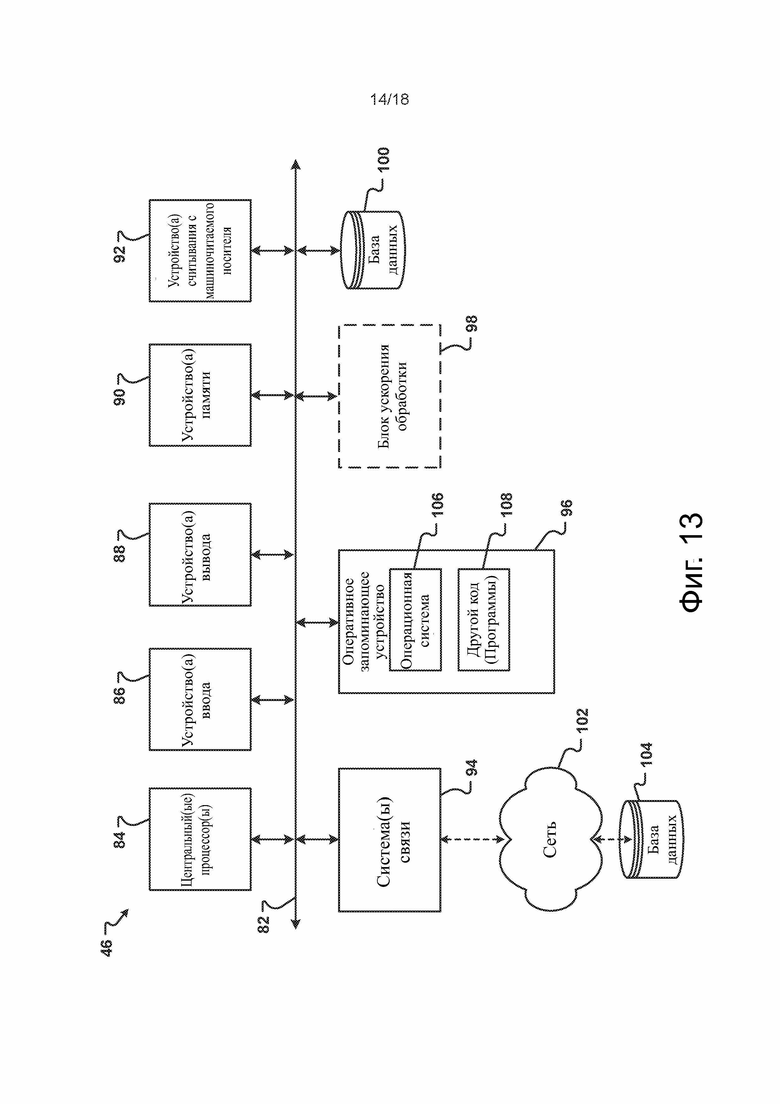
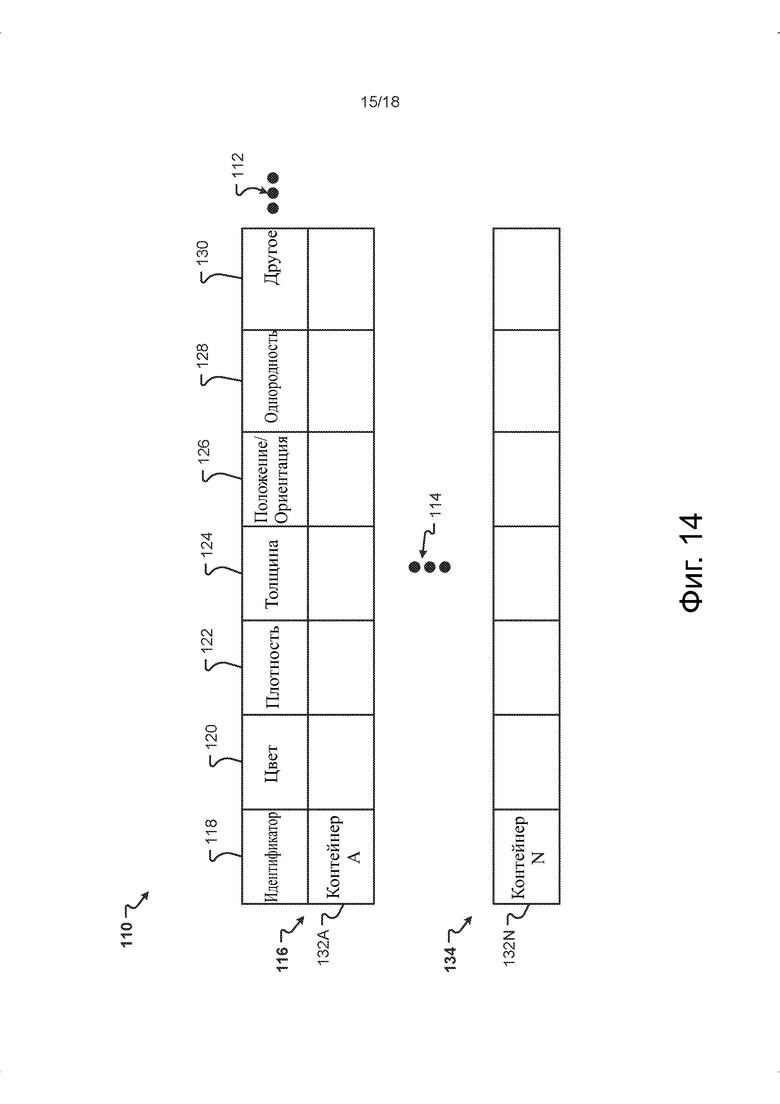
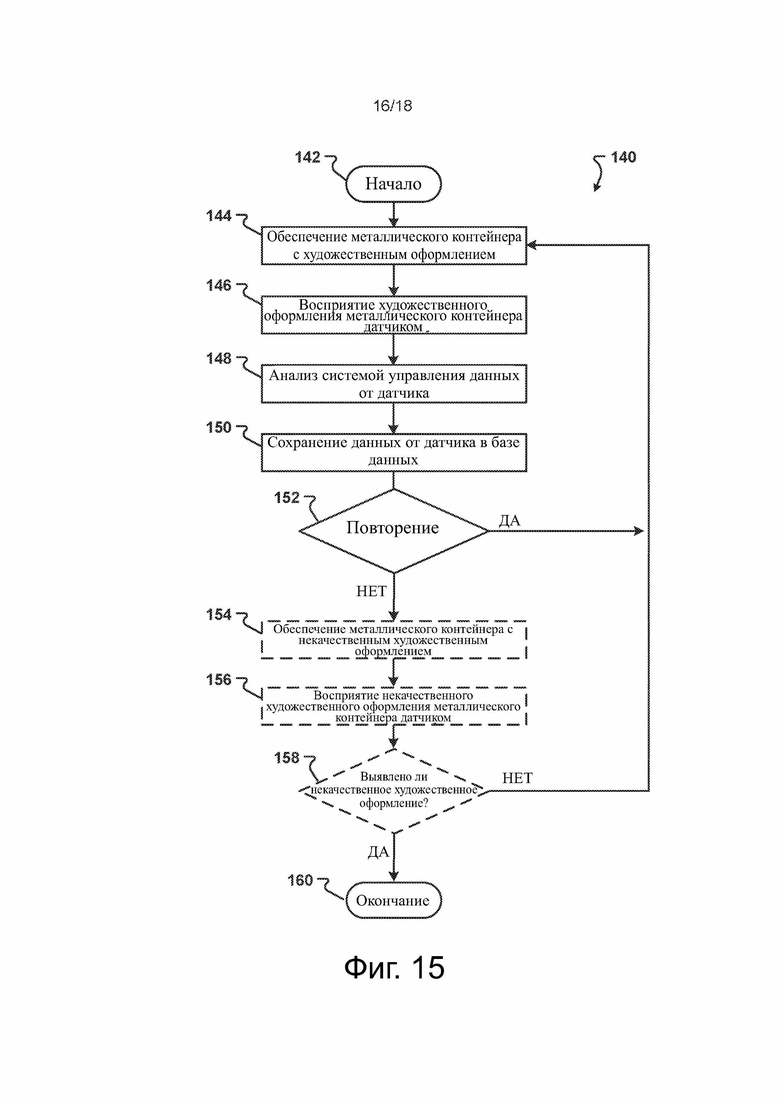
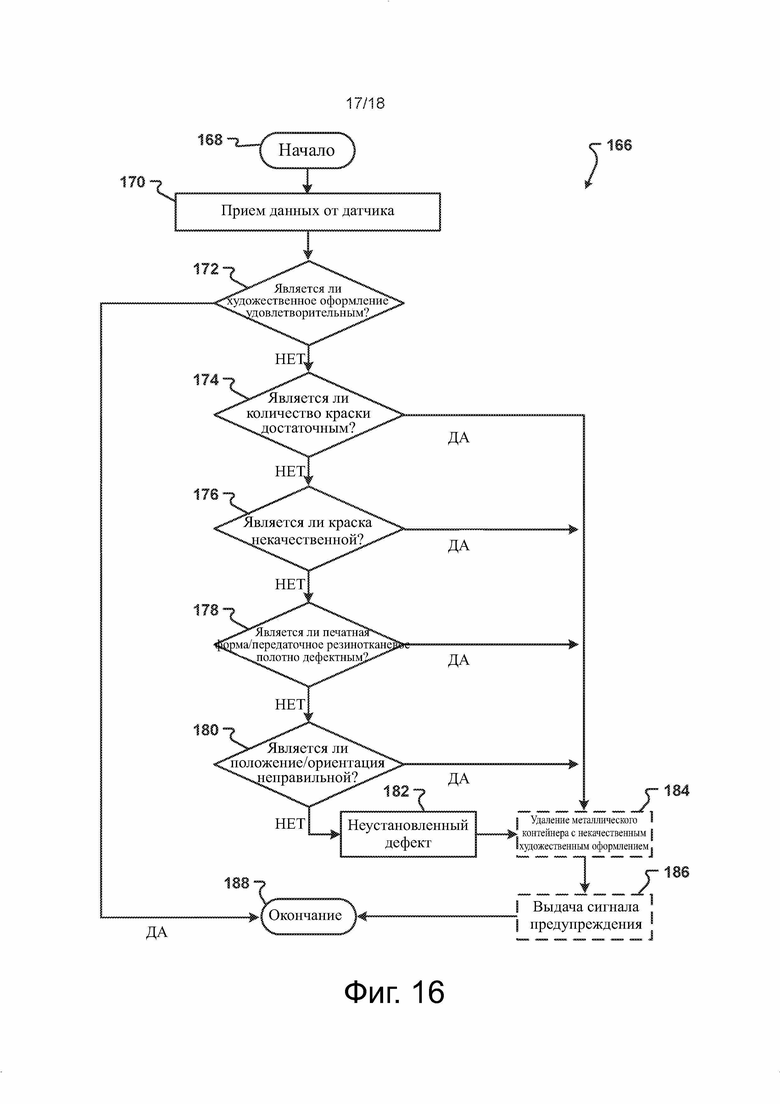
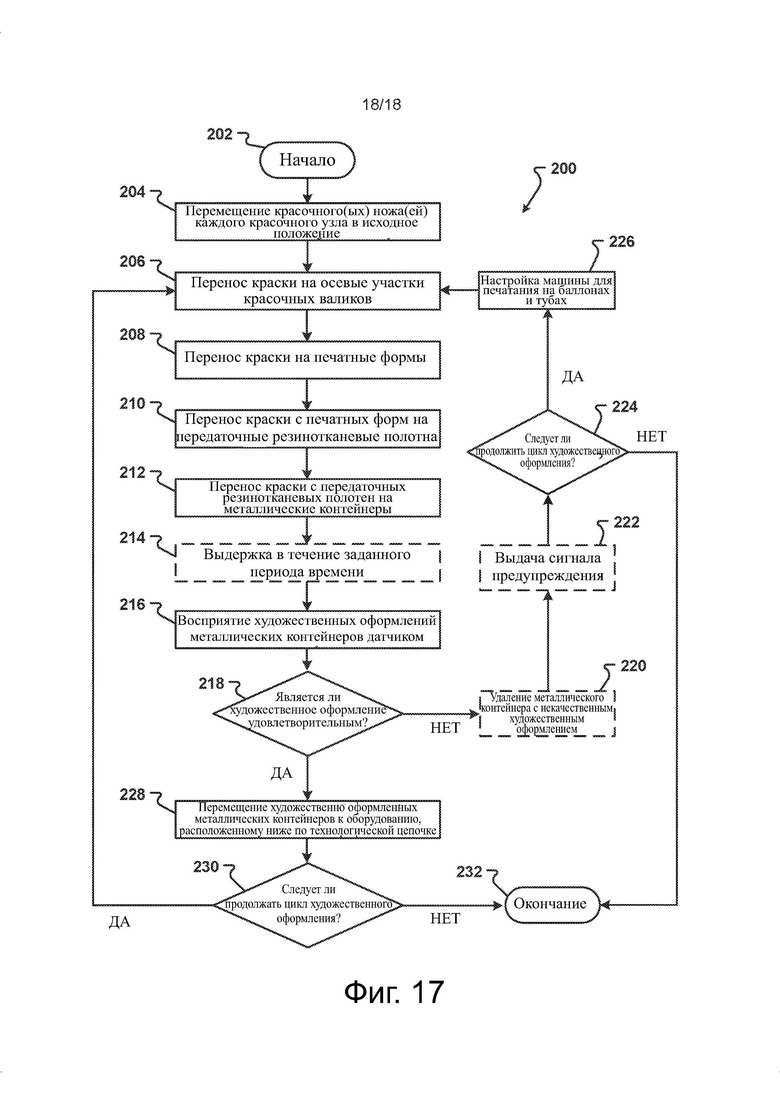
Устройство выборочного управления количеством краски, наносимой машиной для печатания на баллонах и тубах, используемой для художественного оформления металлического контейнера, содержит красочный узел, включающий в себя красочный валик с множеством осевых участков, резервуар для краски и приводные механизмы, связанные с каждым из осевых участков, при этом каждый приводной механизм выполнен с возможностью регулирования количества краски, передаваемой из резервуара для краски соответствующему осевому участку красочного валика, формный цилиндр, включающий в себя печатные формы в заданной ориентации относительно красочного валика, так что печатные формы выполнены с возможностью принятия по меньшей мере части краски с красочного валика, офсетный цилиндр, включающий в себя передаточные резинотканевые полотна в заданной ориентации относительно формного цилиндра, так что передаточное резинотканевое полотно выполнено с возможностью приема по меньшей мере части краски с одной из печатных форм, поддерживающий элемент с множеством гнезд для приема металлических контейнеров, причем поддерживающий элемент выполнен с возможностью приема металлического контейнера с конвейера и перемещения металлического контейнера в контакт с передаточным резинотканевым полотном для переноса по меньшей мере части краски с передаточного резинотканевого полотна на металлический контейнер, чтобы сформировать художественное оформление на внешней поверхности металлического контейнера, по меньшей мере один датчик для получения данных о художественном оформлении внешней поверхности металлического контейнера и систему управления, выполненную с возможностью приема данных от по меньшей мере одного датчика и определения, имеет ли художественное оформление дефект, причем, если художественное оформление имеет дефект, система управления выполнена с возможностью отправления сигнала приводному механизму для изменения количества краски, передаваемой осевому участку красочного валика. 3 н. и 17 з.п. ф-лы, 28 ил.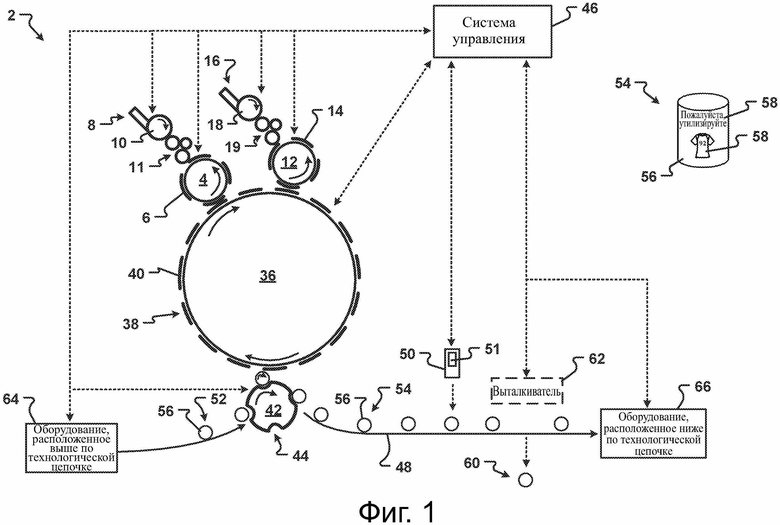
1. Устройство выборочного управления количеством краски, наносимой машиной для печатания на баллонах и тубах, используемой для художественного оформления металлического контейнера, содержащее:
красочный узел, включающий в себя красочный валик с множеством осевых участков, резервуар для краски и приводные механизмы, связанные с каждым из осевых участков, при этом каждый приводной механизм выполнен с возможностью регулирования количества краски, передаваемой из резервуара для краски соответствующему осевому участку красочного валика;
формный цилиндр, включающий в себя печатные формы в заданной ориентации относительно красочного валика, так что печатные формы выполнены с возможностью принятия по меньшей мере части краски с красочного валика;
офсетный цилиндр, включающий в себя передаточные резинотканевые полотна в заданной ориентации относительно формного цилиндра, так что передаточное резинотканевое полотно выполнено с возможностью приема по меньшей мере части краски с одной из печатных форм;
поддерживающий элемент с множеством гнезд для приема металлических контейнеров, причем поддерживающий элемент выполнен с возможностью приема металлического контейнера с конвейера и перемещения металлического контейнера в контакт с передаточным резинотканевым полотном для переноса по меньшей мере части краски с передаточного резинотканевого полотна на металлический контейнер, чтобы сформировать художественное оформление на внешней поверхности металлического контейнера;
по меньшей мере один датчик для получения данных о художественном оформлении внешней поверхности металлического контейнера и
систему управления, выполненную с возможностью приема данных от по меньшей мере одного датчика и определения, имеет ли художественное оформление дефект, причем, если художественное оформление имеет дефект, система управления выполнена с возможностью отправления сигнала приводному механизму для изменения количества краски, передаваемой осевому участку красочного валика.
2. Устройство по п. 1, в котором по меньшей мере один датчик содержит от трех до пяти датчиков, установленных для восприятия заданных мест внешней поверхности металлического контейнера.
3. Устройство по п. 1, в котором дефект связан с по меньшей мере одним из цвета художественного оформления, плотности художественного оформления, глубины художественного оформления, ориентации художественного оформления, однородности художественного оформления и положения художественного оформления.
4. Устройство по п. 1, в котором по меньшей мере один датчик представляет собой камеру, выполненную с возможностью получения изображения художественного оформления внешней поверхности металлического контейнера.
5. Устройство по п. 1, в котором по меньшей мере один датчик выполнен с возможностью получения данных об одном или более из цвета художественного оформления, плотности художественного оформления, глубины или толщины художественного оформления, ориентации художественного оформления, однородности художественного оформления и положения художественного оформления.
6. Устройство по п. 1, в котором приводной механизм выполнен с возможностью изменения количества краски, передаваемой соответствующему осевому участку красочного валика во время осуществления устройством художественного оформления металлических контейнеров.
7. Устройство по п. 6, в котором приводной механизм выполнен с возможностью перемещения по меньшей мере части винта регулировки подачи краски в радиальном направлении относительно красочного валика.
8. Устройство по п. 1, в котором красочный узел дополнительно содержит множество красочных ножей, причем каждый из красочных ножей связан с одним из множества осевых участков и с одним из приводных механизмов.
9. Устройство по п. 8, в котором каждый из приводных механизмов включает в себя вал, соединенный с одним из красочных ножей, причем вращение вала в первом направлении перемещает красочный нож ближе к красочному валику, тем самым уменьшая количество краски, переносимой на соответствующий осевой участок красочного валика.
10. Способ восприятия и исправления дефекта художественного оформления, нанесенного на внешнюю поверхность контейнера, включающий:
обеспечение контейнера;
художественное оформление контейнера с помощью машины для печатания на баллонах и тубах, которая включает в себя:
красочный узел, включающий в себя красочный валик, имеющий множество осевых участков, резервуар для краски и приводной механизм, связанный с каждым из осевых участков, причем каждый приводной механизм выполнен с возможностью регулировки количества краски, переносимой из резервуара для краски на соответствующий осевой участок красочного валика;
формный цилиндр, включающий в себя печатные формы в заданной ориентации относительно красочного валика, так что печатные формы выполнены с возможностью принятия по меньшей мере части краски с красочного валика;
офсетный цилиндр, включающий в себя передаточные резинотканевые полотна в заданной ориентации относительно формного цилиндра, так что каждое из передаточных резинотканевых полотен выполнено с возможностью приема по меньшей мере части краски с печатной формы, и
поддерживающий элемент для приема контейнера с конвейера и перемещения контейнера в контакт с передаточным резинотканевым полотном офсетного цилиндра, чтобы перенести по меньшей мере часть краски с передаточного резинотканевого полотна на контейнер для формирования художественного оформления на внешней поверхности контейнера;
получение данных о художественном оформлении внешней поверхности контейнера по меньшей мере одним датчиком;
определение системой управления, имеет ли художественное оформление дефект, и
отправку системой управления машине для печатания на баллонах и тубах сигнала для изменения по меньшей мере одного из цвета, плотности, толщины, ориентации и однородности последующих художественных оформлений.
11. Способ по п. 10, в котором сигнал побуждает по меньшей мере одно из красочного узла, красочного валика, формного цилиндра и офсетного цилиндра перемещаться в заданном направлении.
12. Способ по п. 10, в котором по меньшей мере одно из красочного узла, красочного валика, формного цилиндра и офсетного цилиндра может, в ответ на сигнал от системы управления, перемещаться по меньшей мере в одном из следующих направлений:
осевом;
боковом и
вертикальном.
13. Способ по п. 10, в котором система управления выполнена с возможностью определения, что дефект связан с ненадлежащим количеством краски, перенесенной на контейнер.
14. Способ по п. 10, в котором после отправки сигнала машине для печатания на баллонах и тубах система управления выполнена с возможностью выжидания заданного периода времени, пока по меньшей мере один датчик получит данные о втором художественном оформлении внешней поверхности второго контейнера, художественно оформленного машиной для печатания на баллонах и тубах.
15. Способ по п. 10, в котором сигнал побуждает приводной механизм вращаться в первом заданном направлении для перемещения красочного ножа красочного узла в положение, которое либо увеличивает, либо уменьшает количество краски, переносимой на осевой участок красочного валика.
16. Предназначенный для длительного хранения информации машиночитаемый носитель, обеспеченный на носителе данных и содержащий команды, которые при их выполнении процессором системы управления выполнены с возможностью побуждения процессора осуществлять способ восприятия и исправления дефекта художественного оформления, сформированного на цилиндрической поверхности контейнера с помощью машины для печатания на баллонах и тубах, содержащий:
команды приема данных от датчика, связанных с художественным оформлением, сформированным на цилиндрической поверхности контейнера;
команды определения, имеет ли художественное оформление дефект, связанный по меньшей мере с одним из цвета, плотности, толщины, ориентации и однородности художественного оформления, и
команды отправки сигнала машине для печатания на баллонах и тубах для изменения по меньшей мере одного из цвета, плотности, толщины, ориентации и однородности последующих художественных оформлений, формируемых машиной для печатания на баллонах и тубах.
17. Машиночитаемый носитель по п. 16, дополнительно содержащий команды сравнения данных, полученных от датчика, с данными приемлемого оформления.
18. Машиночитаемый носитель по п. 16, дополнительно содержащий команды определения того, связано ли некачественное художественное оформление с одним или более из ненадлежащего количества краски, дефекта краски, дефекта печатной формы или передаточного резинотканевого полотна машины для печатания на баллонах и тубах и неправильной ориентацией компонента машины для печатания на баллонах и тубах.
19. Машиночитаемый носитель по п. 16, в котором сигнал выполнен с возможностью побуждения по меньшей мере одного из красочного узла, красочного валика, формного цилиндра, печатной формы на формном цилиндре, офсетного цилиндра и передаточного резинотканевого полотна машины для печатания на баллонах и тубах перемещаться в заданном направлении.
20. Машиночитаемый носитель по п. 16, в котором сигнал выполнен с возможностью побуждения приводного механизма перемещать красочный нож машины для печатания на баллонах и тубах в положение, которое либо увеличивает, либо уменьшает количество краски, передаваемой участку красочного валика.
| US 20150128821 A1, 14.05.2015 | |||
| US 20120216689 A1, 30.08.2012 | |||
| Устройство для печати на цилиндрических изделиях | 1981 |
|
SU1169832A1 |
| УСТРОЙСТВО ДЛЯ ПЕЧАТИ НА ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЯХ | 1990 |
|
RU2024409C1 |

