Область техники, к которой относится изобретение
Настоящее изобретение относится к упаковочному устройству и способу упаковывания продукта. В частности, в способе и устройстве согласно изобретению используется участок формования, на котором осуществляется поточное формование лотков из пленочного материала. Согласно некоторым особенностям изобретения может обеспечиваться упаковочное устройство и способ упаковывания продукта в регулируемой газовой среде.
Уровень техники
Упаковки, представляющие собой лоток, к верхней части которого прикреплена укупоривающая его пленка, используются для упаковки пищевых продуктов и большого числа других изделий. Контейнеры известного типа могут изготавливаться, например, из пластмассы, металла или их сочетаний, а крышки обычно состоят из пластмассовых пленок, прикрепленных к лотку методом термосваривания. Пластмассовая пленка может разрезать после ее прикрепления к лотку, иными словами, предварительно разрезаться, а затем прикрепляться к верхней кромке лотка.
Устройство одного из типов и соответствующие способы упаковывания предусматривают поточное термическое формование лотков. Иными словами, перемещают основную пластмассовую пленку, предназначенную для формования лотков, в сторону участка формования, на котором подвергают такую основную пленку термическому формованию с целью формирования одного или нескольких последовательных лотков, которые после их надлежащего заполнения соответствующими продуктами перемещают в сторону участка упаковывания. Перемещают дополнительную укупоривающую пленку в сторону участка упаковывания и прикрепляют к лоткам. На участке упаковывания может использоваться вакуум, и/или внутри лотка может создаваться регулируемая газовая среда.
Основные пленки и термоформованные лотки могут перемещаться, например, с использованием систем цепей и щипцов с обеих продольных сторон устройства, как описано в патентах US 4069645 и US 4033092. Система цепей-щипцов обеспечивает зацепление продольных краев основной пленки и непрерывного изделия, выходящего с участка формования: щипцам требуется минимальная площадь кромки для протягивания формируемого изделия. Поскольку продольные края, на которых воздействуют щипцы, затем отделяет от готовой упаковки, требуется дополнительная стадия обработки, что дополнительно влечет значительное количество обрезков материала.
В отличие от этого, в патенте US 4726173 описано, что протягивание основной пленки, из которой формуются лотки, осуществляется путем комбинированного перемещения щипцов, воздействующих на продольные края изделия, и системы перемещения участка формования, участка резки и участка герметизации лотков. Комбинированное действие системы протягивающих щипцов и системы перемещения участков, обеспечивает преимущественно непрерывное и плавное перемещение основной пленки. Однако следует отметить, что в описанном выше устройстве также требуется зажимать продольные края пленки, которые, следовательно, должны отделяться от готового изделия, что, в свою очередь, влечет за собой такие же описанные выше недостатки. Более того, сложность механизмов подразумевает тяжелую структуру и, следовательно, немалые издержки производства. Наконец, механическая сложность и ограниченная гибкость описанного устройства делают сложным или невозможным приспособление устройства к формированию и, следовательно, транспортировке лотков различных форм и размеров.
Наконец, в документе WO 2015011076 описано упаковочное устройство, в котором основную пленку подвергают термическому формованию с целью формирования соседних лотков, затем помещают в лотки один или несколько продуктов, и, наконец, покрывают лотки укупоривающей пленкой. Благодаря такому подходу участки формования и упаковывании являются неподвижными и вместо их перемещения предусмотрены соответствующие средства продвижения, воздействующие на формуемые пленки и содержащие подвижные пластины, захватывающие основную пленку и/или закрытые лотки всегда на участках пленок, на которых не присутствуют лотки, с целью пошагового перемещения до пленок. Однако недостатком этого новейшего решения является неудобство определения часто неконтролируемых деформаций на пленках, что, в свою очередь, затрудняет обеспечение точного продвижения и в то же время вызывает неприемлемые повреждения самих пленок. Кроме того, необходимость центрирования лотков на участке упаковывания влечет за собой множество проблем, связанных с автоматизацией процесса и гибкостью устройства.
Задача изобретения
Таким образом, в основу изобретения положена задача создания способа и устройства упаковывания, способных обеспечивать поточное формование упаковочных лотков и их эффективное перемещение при сохранении минимального количества отходов материала. В частности, одной из задач изобретения является создание устройства и способа упаковывания, позволяющих осуществлять поточное формование лотков из основной пластмассовой пленки и точно перемещать основную пластмассовую пленку на протяжении производственной линии.
Кроме того, одной из задач изобретения является создание способа и устройства упаковывания, которые хорошо приспособлены к технологии упаковывания любого типа, например вакуумного типа путем создания регулируемой газовой среды.
Кроме того, одной из вспомогательных задач изобретения является создание способа и устройства упаковывания, которые легко обеспечивают их приспособление к изготовлению лотков различных размеров.
Еще одной из вспомогательных задач изобретения является создание способа и устройства, рассчитанных на приспособление к возможным деформациям основной пластмассовой пленки, используемой для поточного формования лотков в процессе упаковывания.
Кроме того, одной из дополнительных задач изобретения является создание способа и устройства с возможностью использовать пленки различной ширины просто путем изменения участков формования и/или упаковывания без выполнения сложных операций удаления боковых средств протягивания.
Кроме того, одной из задач изобретения является отказ от средств протягивания, воздействующих на боковые края пленок, таких как цепи, и, следовательно, улучшение доступа к устройству и тем самым его ремонтопригодности и уменьшение, необязательно устранение отходов использованного пластика.
Краткое изложение сущности изобретения
Далее описаны особенности изобретения.
Согласно 1-й особенности предложено устройство 1 для упаковывания продукта Р, содержащее:
участок 2 формования, сконфигурированный на размещение основной пленки 3 и формование из нее группы 4 заготовок, имеющей множество примыкающих друг к другу элементов 5 в форме лотков, при этом участок 2 формования содержит, по меньшей мере, одну верхнюю часть 6 и, по меньшей мере, одну нижнюю часть 7, верхняя часть и нижняя часть соединены с возможностью перемещения относительно друг друга между открытым положением участка 2 формования, в котором верхняя часть 6 и нижняя часть 7 отстоят друг от друга и позволяют продольному сегменту 3а основной пленки 3 поступать на участок 2 формования, и закрытым положением участка 2 формования, в котором верхняя часть 6 и нижняя часть 7 приближены друг к другу с целью блокирования продольного сегмента 3а основной пленки 3 относительно участка 2 формования и формирования одного или нескольких элементов 5 в форме лотков на таком продольном сегменте 3а,
участок 8 упаковывания, сконфигурированный на размещение группы 4 заготовок и укупоривающей пленки 9 и на крепление укупоривающей пленки 9, по меньшей мере, в положении верхнего отверстия 5а к группе 4 заготовок заданного числа элементов 5 в форме лотков с целью формирования упаковок С, примыкающих друг к другу, при этом участок 8 упаковывания, содержит:
нижний инструмент 10, содержащий заданное число гнезд 11, каждое из которых сконфигурировано на размещение, по меньшей мере, одного из элементов 5 в форме лотков, и
верхний инструмент 12, обращенный к нижнему инструменту 10 и сконфигурированный на взаимодействие с нижним инструментом 10 с целью крепления, по меньшей мере, части указанной укупоривающей пленки 9 к одному или нескольким элементам 5 в форме лотков, помещающимся в гнездах 11, при этом верхний инструмент 12 и нижний инструмент 10 способны перемещаться относительно друг друга между открытым состоянием участка 8 упаковывания, в котором верхний инструмент 12 и нижний инструмент 10 отстоят друг от друга и позволяют размещать один или несколько элементов 5 в форме лотков в гнездах 11 и размещать упомянутую часть укупоривающей пленки 9 над одним или несколькими соответствующими элементами 5 в форме лотков, и закрытым состоянием участка 8 упаковывания, в которой верхний инструмент 12 и нижний инструмент 10 приближены друг к другу с целью блокирования одного или нескольких элементов 5 в форме лотков, находящихся в гнездах 11, относительно участка 8 упаковывания и крепления упомянутого участка укупоривающей пленки 9 к такому одному или нескольким соответствующих элементам 5 в форме лотков, находящимся в гнездах 11.
Во 2-й особенности согласно 1-й особенности устройство содержит, по меньшей мере, одно устройство 13 перемещения, сконфигурированное на перемещение, по меньшей мере, участка 2 формования или участка 8 упаковывания по заданной траектории Т движения группы 4 заготовок.
В 3-й особенности согласно любой из предшествующих особенностей устройство содержит блок 14 управления, воздействующий на участок 2 формования и участок 8 упаковывания, а также на устройство 13 перемещения и сконфигурированный на:
управление перемещением участка 2 формования между соответствующим открытым положением и соответствующим закрытым положением,
управление перемещением участка 8 упаковывания между соответствующим открытым состоянием и соответствующим закрытым состоянием.
В 4-й особенности согласно предыдущей особенности блок управления также сконфигурирован на управление устройством 13 перемещения с целью перемещения участка 2 формования по заданной траектории Т движения, по меньшей мере, когда участок 2 формования находится в закрытом положении.
В 5-й особенности согласно любой из предшествующих двух особенностей блок управления также сконфигурирован на управление устройством 13 перемещения с целью сообщения движения участку 8 упаковывания по заданной траектории Т движения, по меньшей мере, когда участок 8 упаковывания находится в закрытом состоянии.
В 6-й особенности согласно любой из предшествующих трех особенностей блок управления также сконфигурирован на координирование перемещения участка 2 формования между соответствующим открытым положением и соответствующим закрытым положением и перемещения участка 8 упаковывания между соответствующим открытым состоянием и соответствующим закрытым состоянием, при этом устройство 13 перемещения осуществляет, по меньшей мере, одно упомянутое перемещение с целью сообщения группе 4 заготовок или, по меньшей мере, одной продольной части группы заготовок прерывистого пошагового перемещения по заданной траектории Т движения.
В 7-й особенности согласно любой из предшествующих пяти особенностей устройство 13 перемещения воздействует как на участок 2 формования, так и на участок 8 упаковывания и сконфигурировано на перемещение как участка 2 формования, так и участка 8 упаковывания по заданной траектории Т движения группы 4 заготовок, при этом блок 14 управления сконфигурирован на:
управление движением устройства 13 перемещения с целью перемещения участка 2 формования по заданной траектории Т движения, по меньшей мере, когда участок 2 формования находится в закрытом положении,
управление движением устройства 13 перемещения с целью перемещения участка 8 упаковывания по заданной траектории Т движения, по меньшей мере, когда участок 8 упаковывания находится в закрытом состоянии.
В 8-й особенности согласно любой из предшествующих шести особенностей устройство 13 перемещения, воздействующее на участок 2 формования, сконфигурировано на:
перемещение участка 2 формования из соответствующего исходного положения в поступательном направлении по заданной траектории Т движения до достижения им соответствующего положения прибытия; и
перемещение участка 2 формования из соответствующего положения прибытия в обратном направлении, противоположном поступательному направлению, до достижения им нового исходного положения.
В 9-й особенности согласно предыдущей особенности блок 14 управления также сконфигурирован на:
управление участком 2 формования с целью его установки в закрытое положение и формирования элементов 5 в форме лотков во время поступательного перемещения,
управление участком 2 формования с целью его установки в открытое положение во время обратного перемещения.
В 10-й особенности согласно любой из предшествующих трех особенностей устройство 13 перемещения, воздействующее на участок 8 упаковывания, сконфигурировано на:
перемещение участка 8 упаковывания из соответствующего исходного положения в поступательном направлении по заданной траектории Т движения до достижения им соответствующего положения прибытия; и
перемещение участка 8 упаковывания из соответствующего положения прибытия в обратном направлении, противоположном поступательному направлению, до его возврата в новое исходное положение.
В 11-й особенности согласно предыдущей особенности блок 14 управления также сконфигурирован на управление участком 8 упаковывания с целью его установки в соответствующее закрытое состояние и крепления части укупоривающей пленки 9 к одному или нескольким соответствующим элементам 5 в форме лотков, находящимся в гнездах 11, во время поступательного перемещения, и на управление участком 8 упаковывания с целью его установки в открытое состояние во время обратного перемещения.
В 12-й особенности согласно любой из предшествующих особенностей устройство сконфигурировано таким образом, чтобы движение группе заготовок или, по меньшей мере, продольной части группы 4 заготовок по заданной траектории Т движения сообщали исключительно сами участки формования и упаковывания во время соответствующих поступательных перемещений, при которых участки формования и упаковывании захватывают основную пленку и группу заготовок и перемещаются по заданной траектории Т движения.
Например, продольная часть группы 4 заготовок, движение по заданной траектории Т которой сообщают исключительно сами участки формования и упаковывания во время соответствующих поступательных перемещений, расположена между участком формования и участком упаковывания, когда участок формования и участок упаковывания начинает соответствующие поступательные перемещения по заданной траектории Т движения.
В одном из предпочтительных вариантов осуществления устройство также сконфигурировано таким образом, чтобы движение основной пленке до участка формования сообщали исключительно сами участки формирования и упаковывания во время соответствующих поступательных перемещений.
В 13-й особенности согласно любой из предшествующих особенностей устройство 13 перемещения содержит:
первый исполнительный элемент 15, воздействующий на участок 2 формования и сконфигурированный на возвратно-поступательное перемещение участка 2 формования в поступательном и обратном направлениях, и
второй исполнительный элемент 16, независимый от первого исполнительного элемента 15, воздействующий на участок 8 упаковывания и сконфигурированный на возвратно-поступательное перемещение участка 8 упаковывания в поступательном и обратном направлениях.
В 14-й особенности согласно любой из предшествующих особенностей с 1-й по 12-ю устройство 13 перемещения содержит ползун 17, служащий опорой для участка 2 формования и участка 8 упаковывания, первый исполнительный элемент 15, воздействующий на ползун 17 и сконфигурированный на возвратно-поступательное перемещение ползуна 17 и тем самым участка 2 формования и участка 8 упаковывания в одном и том же общем поступательном направлении и в одном и том же общем обратном направлении, и второй исполнительный элемент 16, опирающийся на ползун 17 и воздействующий, по меньшей мере, на участок 2 формования или участок 8 упаковывания, при этом второй исполнительный элемент 16 сконфигурирован на изменение относительного расстояния между самими участками.
В 15-й особенности согласно любой из предшествующих двух особенностей блок 14 управления соединен с первым и вторым исполнительными элементами 15, 16 и сконфигурирован на сообщение участку 2 формования поступательного перемещения с первой величиной и на сообщение участку 8 упаковывания поступательного перемещения со второй величиной, отличающейся от первой величины.
В 16-й особенности согласно предыдущей особенности первая и вторая величины перемещения являются заданными величинами.
В 17-й особенности согласно 15-й особенности первая величина перемещения является заданной, а вторая величина перемещения вычисляется блоком 14 управления в зависимости от первой величины перемещения.
В 18-й особенности согласно 15-й особенности первая величина перемещения является заданной, а вторая величина перемещения вычисляется блоком 14 управления в зависимости от первой величины перемещения и информации о продольной деформации группы 4 заготовок между участком 2 формования и участком 8 упаковывания.
В 19-й особенности согласно любой из особенностей с 13-й по 18-ю блок 14 управления соединен с первым и вторым исполнительными элементами 15, 16 и сконфигурирован на сообщение участку 2 формования перемещения в обратном направлении с третьей величиной и на сообщение участку 8 упаковывания перемещения в обратном направлении с четвертой величиной, равной третьей величине или отличающейся от нее.
В 20-й особенности в соответствии с 19-й особенностью третья и четвертая перемещения являются заданными величинами.
В 21-й особенности согласно 19-й особенности третья и четвертая перемещения являются заданными величинами и, соответственно, равны первой и второй величинам перемещения.
В 22-й особенности согласно 19-й особенности третья величина перемещения является заданной величиной и предпочтительно равна первой величине перемещения, а четвертая величина перемещения рассчитывается блоком 14 управления в зависимости от первой величины перемещения или третьей величины перемещения.
В 23-й особенности согласно 19-й особенности третья величина перемещения является заданной величиной и предпочтительно равна первой величине перемещения, а четвертая величина перемещения рассчитывается блоком управления в зависимости от первой величины перемещения или третьей величины перемещения и информации о продольной деформации группы 4 заготовок между участком 2 формования и участком 8 упаковывания.
В 24-й особенности согласно любой из предшествующих особенностей блок 14 управления сконфигурирован на синхронизацию поступательного перемещения участка 2 формования с поступательным перемещением участка 8 упаковывания и на синхронизацию обратного перемещения участка 2 формования с обратным перемещением участка 8 упаковывания.
В 25-й особенности согласно любой из предшествующих особенностей устройство имеет сенсорный элемент 18, способный обнаруживать, по меньшей мере, одно (или оба) из следующего на группе 4 заготовок:
одну или несколько контрольных меток 19, выполненных на группе 4 заготовок,
один или несколько элементов 5 в форме лотков, присутствующих в группе 4 заготовок.
В 26-й особенности согласно предыдущей особенности сенсорный элемент 18 сконфигурирован на излучение сигнала приведения в действие и его передачу блоку 14 управления при обнаружении одной или нескольких контрольных меток 19 или одного или нескольких элементов 5 в форме лотков, соответственно.
В 27-й особенности согласно предыдущей особенности блок 14 управления соединен с сенсорным элементом 18 и сконфигурирован на:
прием сигнала приведения в действие,
обнаружение положения укупориваемых элементов 5 в форме лотков на основании сигнала приведения в действие,
перемещение участка 8 упаковывания из соответствующего положения прибытия в обратном направлении, противоположном поступательному направлению, до его возврата в новое исходное положение, в котором участок упаковывания центрирован относительно обнаруженного положения укупориваемых элементов 5 в форме лотков.
В 28-й особенности согласно любой из предшествующих особенностей устройство содержит, по меньшей мере, одну стопорную группу 21, сконфигурированную на воздействие на основную пленку 3.
В 29-й особенности согласно любой из предшествующих особенностей устройство содержит, по меньшей мере, одну стопорную группу 21, сконфигурированную на воздействие на группу 4 заготовок, сформированную на участке 2 формования.
В 30-й особенности согласно любой из предшествующих особенностей устройство содержит, по меньшей мере, одну стопорную группу 21, сконфигурированную на воздействие на упаковки, сформированные на участке 8 упаковывания.
В 31-й особенности согласно любой из предшествующих трех особенностей каждая стопорная группа 21 дополнительно сконфигурирована на переключение между, по меньшей мере, одним нейтральным состоянием, в котором она позволяет группе 4 заготовок или упаковкам, соответственно, перемещаться по траектории Т движения, и состоянием захвата, в котором стопорная группа 21 воздействует на группу 4 заготовок или упаковки, соответственно, путем предотвращения их перемещения по траектории Т движения.
В 32-й особенности в соответствии с предшествующей особенностью блок 14 управления сконфигурирован на управление стопорной группой 21 с целью ее установки в состояние захвата и удержания в нем, когда участок 2 формования находится в открытом положении, и/или когда участок 8 упаковывания находится в открытом состоянии.
В 33-й особенности согласно любой из предшествующих пяти особенностей упомянутая/каждая стопорная группа 21 содержит:
первую стопорную группу 21a, воздействующую на группу 4 заготовок в области между участком 2 формования и участком 8 упаковывания или воздействующую на основную пленку 3 выше по потоку, чем участок 2 упаковывания, и
вторую стопорную группу 21b, воздействующую на группу 4 заготовок в области между участком 2 формования и участком 8 упаковывания или воздействующую на упаковки ниже по потоку, чем участок 8 упаковывания;
при этом блок 14 управления сконфигурирован на управление первой и второй стопорными группами 21a, 21b с целью их преимущественно одновременной установки в состояние захвата и удержания в нем, когда участок 2 формования находится в открытом положении, и/или когда участок 8 упаковывания находится в открытом состоянии.
В 34-й особенности согласно любой из предшествующих особенностей устройство содержит маркировочный элемент 22, способный наносить, по меньшей мере, одну контрольную метку на основную пленку 3 или группу 4 заготовок, при этом маркировочный элемент 22 необязательно содержит пуансон или нож, который сконфигурирован на воздействие на основную пленку 3 или группу 4 заготовок путем нанесения контрольной метки.
В 35-й особенности согласно любой из предшествующих особенностей устройство содержит режущий блок 23 для разделения упаковок С в поперечном и/или продольном направлении на отдельные блоки, каждый из которых содержит один или несколько элементов 5 в форме лотков, при этом режущий блок 23 сконфигурирован на воздействие путем резки на группу заготовок и/или нанесенную на нее укупоривающую пленку.
В 36-й особенности согласно любой из предшествующих особенностей устройство содержит пробивной блок 40, снабженный пробивным инструментом 41, способным перемещаться из нейтрального положения, в котором он находится на удалении от группы заготовок, в рабочее положение, при этом пробивной инструмент воздействует на группу заготовок, путем выполнения, по меньшей мере, одного сквозного отверстия 42 в стенке, необязательно, в боковой стенке соответствующего элемента в форме лотка.
В 37-й особенности согласно 36-й особенности первая стопорная группа 21а содержит пробивной блок, который при нахождении стопорной группы 21а в состоянии захвата сконфигурирован на воздействие на группу 4 заготовок путем выполнения, по меньшей мере, одного из сквозных отверстий.
В 38-й особенности согласно 34-й особенности первая стопорная группа 21а содержит маркировочный элемент 22, который при нахождении стопорной группы 21а в состоянии захвата сконфигурирован на воздействие на основную пленку или группу 4 заготовок путем нанесения контрольной метки.
В 39-й особенности согласно 35-й особенности вторая стопорная группа 21b содержит режущий блок 23, сконфигурированный на воздействие путем резки на группу 4 заготовок и/или нанесенную на нее укупоривающую пленку 9, когда вторая стопорная группа 21b находится в состоянии захвата.
В 40-й особенности согласно любой из предшествующих особенностей участок 2 формования, участок 8 упаковывания и устройство 13 перемещения опираются на неподвижную раму 24, по которой проходит траектория Т движения основной пленки 3 и группы 4 заготовок.
В 41-й особенности согласно любой из предшествующих особенностей устройство 1 дополнительно содержит, по меньшей мере, один участок 25 подачи, необязательно содержащий валик для подачи основной пленки 3, который имеет ширину L1, равную ширине L2 обрабатывающей области 27 участка 2 формования или отличающуюся от нее не более, чем на 1 см; при этом упомянутые ширины измеряют параллельно друг другу и перпендикулярно направлению А движения основной пленки 3 по заданной траектории Т движения.
В 42-й особенности согласно любой из предшествующих особенностей участок 8 упаковывания содержит, по меньшей мере, один термосварочный пруток, предназначенный для термофиксации укупоривающей пленки 9 на одном или нескольких элементах в форме лотков из группы 4 заготовок и имеющий максимальную ширину, преимущественно равную или незначительно отличающуюся, необязательно на 1-5 мм большую или на 1-5 мм меньшую, от максимальной поперечной ширины группы 4 заготовок и укупоривающей пленки 9; при этом все упомянутые ширины измеряют параллельно друг другу и перпендикулярно направлению А движения основной пленки 3 по заданной траектории Т движения.
В 43-й особенности согласно любой из предшествующих особенностей сенсорный элемент 18 за одно целое опирается на неподвижную раму 24 участка 8 упаковывания.
В 44-й особенности согласно любой из предшествующих особенностей с блоком 14 управления соединено, по меньшей мере, одно запоминающее устройство 28 для хранения множества величин длины, применяемых к поступательному и обратному перемещениям участка 2 формования.
В 45-й особенности согласно любой из предшествующих особенностей с блоком 14 управления соединено, по меньшей мере, одно запоминающее устройство 28 для хранения множества величин длины, применяемых к поступательному и обратному перемещениям участка 8 упаковывания.
В 46-й особенности согласно любой из предшествующих особенностей блок 14 управления сконфигурирован на:
прием информации о типе элементов 5 в форме лотков, которые могут формироваться на участке 2 формования, и
выбор запоминающим устройством 28 на основании упомянутой информации величины одного, двух, трех, четырех, пяти или всех следующих параметров:
поступательного перемещения участка 2 формования,
обратного перемещения участка 2 формования,
поступательного и обратного перемещений участка 2 формования,
поступательного перемещения участка 8 упаковывания,
обратного перемещения участка 8 упаковывания,
поступательного и обратного перемещений участка 8 упаковывания.
В 47-й особенности в соответствии с предшествующей особенностью информация принимается посредством входного сигнала от пользовательского интерфейса, соединенного с блоком 14 управления, или от датчика, действующего на участке 2 формования и способного идентифицировать тип элементов 5 в форме лотков, которые могут формироваться на участке 2 формования, или от датчика, действующего на группе 4 заготовок и способного идентифицировать тип элементов 5 в форме лотков, сформированных на участке 2 формования.
В 48-й особенности согласно любой из предшествующих особенностей участок 8 упаковывания находится на заданном расстоянии от участка 2 формования, при этом поступательное перемещение участка 2 формования и/или участка 8 упаковывания имеет длину, составляющую определенную долю, кратную заданному расстоянию.
В 49-й особенности согласно любой из предшествующих особенностей участок 8 упаковывания находится на заданном расстоянии от участка 2 формования, при этом поступательное перемещение участка 2 формования и/или участка 8 упаковывания имеет длину, составляющую определенную долю, кратную заданному расстоянию.
В 50-й особенности согласно любой из предшествующих особенностей блок 14 управления сконфигурирован на управление первым и/или вторым исполнительными элементами 15, 16 и на изменение заданного расстояния в зависимости от поступательного перемещения, применимого к участку 2 формования и участку 8 упаковывания.
В 51-й особенности предложен способ упаковывания с использованием устройства 1 согласно любой из предшествующих особенностей.
В 52-й особенности согласно предшествующим особенностям способ включает следующие стадии:
формирования на участке 2 формования заданного числа элементов 5 в форме лотков на протяжении длины основной пленки 3 путем изготовления непрерывной группы 4 заготовок, содержащей смежные элементы 5 в форме лотков,
размещения одного или нескольких упаковываемых продуктов в элементах 5 в форме лотков,
крепления на участке 8 упаковывания продольного участка укупоривающей пленки 9 к заданному числу элементов 5 в форме лотков из группы 4 заготовок, присутствующей на участке 8 упаковывания,
сообщения, по меньшей мере, основной пленке 3 и группе 4 заготовок пошагового перемещения по заданной траектории Т движения.
В 53-й особенности согласно предшествующей особенности стадия сообщения основной пленке 3 и группе 4 заготовок пошагового перемещения обеспечивает поступательное перемещение участка 2 формования по траектории Т движения от исходной точки до достижения точки прибытия, в ходе которого участок 2 формования остается в соответствующем закрытом положении и формирует заданное число элементов 5 в форме лотков на основной пленке 3.
В 54-й особенности согласно любой из двух предшествующих особенностей стадия сообщения основной пленке 3 и группе 4 заготовок пошагового перемещения обеспечивает поступательное перемещение участка 8 упаковывания по траектории Т движения от исходной точки до достижения точки прибытия, в ходе которого участок 8 упаковывания остается в соответствующем закрытом состоянии и крепит продольный сегмент укупоривающей пленки 9 к заданному числу элементов 5 в форме лотков, присутствующих на участке 8 упаковывания.
В 55-й особенности согласно любой из предшествующих трех особенностей стадия сообщения основной пленке 3 и группе 4 заготовок пошагового перемещения обеспечивает обратное перемещение участка 2 формования до достижения соответствующей начальной точки, в ходе которого участок 2 формования остается в соответствующем открытом положении.
В 56-й особенности согласно любой из предшествующих четырех особенностей стадия сообщения основной пленке 3 и группе 4 заготовок пошагового перемещения обеспечивает обратное перемещение участка 8 упаковывания до достижения соответствующей исходной точки или новой точки прибытия, в ходе которого участок 8 упаковывания остается в соответствующем открытом состоянии.
В 57-й особенности согласно любой из предшествующих пяти особенностей стадия сообщения основной пленке 3 и группе 4 заготовок пошагового перемещения дополнительно включает остановку группы 4 заготовок и/или основной пленки 3 путем удерживания основной пленки 3 и/или группы 4 заготовок стопорной группой 21, воздействующей на основную пленку и/или группу заготовок во время обратных перемещений участка 2 формования и участка 8 упаковывания.
В 58-й особенности согласно любой из предшествующих шести особенностей стадия сообщения основной пленке 3 и группе 4 заготовок пошагового перемещения дополнительно включает остановку группы 4 заготовок и основной пленки 3 путем удерживания основной пленки 3 и группы 4 заготовок стопорной группой 21, воздействующей на основную пленку и группу заготовок во время обратных перемещений участка 2 формования и участка 8 упаковывания.
В 59-й особенности, согласно любой из особенностей с 51-й по 58-ю на стадии формирования элементов 5 в форме лотков участок 2 формования находится в закрытом положении с целью блокирования продольного сегмента основной пленки 3 относительно участка формования.
В 60-й особенности согласно любой из особенностей с 51-й по 59-ю на стадии крепления продольного сегмента укупоривающей пленки 9 к заданному числу элементов 5 в форме лотков участок 8 упаковывания находится в закрытом состоянии с целью блокирования сегмента группы 4 заготовок и укупоривающей пленки 9 относительно участка 8 упаковывания.
В 61-й особенности по любой из особенностей с 51-й по 60-ю группа 4 заготовок или, по меньшей мере, одна ее продольная часть перемещается по траектории Т исключительно за счет движения, сообщаемого ей участком 2 формования и участком 8 упаковывания.
Продольная часть группы 4 заготовок перемещается по заданной траектории Т движения исключительно участком формования и участком упаковывания во время соответствующих поступательных перемещений самих участков. Продольная часть группы 4 заготовок, движение которой по заданной траектории Т сообщается исключительно самими участками формования и упаковывания во время их соответствующих поступательных перемещений, находится, по меньшей мере, между участком формования и участком упаковывания, когда участок формования и участок упаковывания начинают соответствующие поступательные перемещения по заданной траектории Т движения.
В одном из дополнительных вариантов основной пленке сообщается перемещение до участка формования исключительно самими участками формования и упаковывания во время их соответствующих поступательных перемещений.
В 62-й особенности согласно любой из предшествующих особенностей упаковочное устройство и способ не предусматривают использование средств продвижения за исключением участка формования и участка упаковывания, которые воздействуют на продольные края группы заготовок.
В 63-й особенности согласно любой из особенностей с 51-й по 62-ю участок формования образует замкнутый периметр области, в которой обрабатывается основная пленка 3, и в которой участок 25 подачи подает на участок 2 формования основную пленку 3, имеющую такую ширину, чтобы она выступала не более, чем на 10 мм за замкнутый периметр участка 2 формования.
В 64-й особенности согласно любой из особенностей с 51-й по 63-ю укупоривающая пленка 9, например, с соответствующей подающей бобиной имеет ширину, которая отличается не более, чем на 10 мм от ширины группы 4 заготовок.
В 65-й особенности согласно любой из особенностей с 51-й по 64-ю определяют поступательное перемещение, которой должно сообщаться участку 2 формования и/или участку 8 упаковывания, в зависимости от типа формируемых элементов 5 в форме лотков.
В 66-й особенности согласно любой из особенностей с 51-й по 65-ю определяют поступательное перемещение, которое должно сообщаться участку 2 формования и участку 8 упаковывания, в зависимости от типа формируемых элементов 5 в форме лотков.
В 67-й особенности согласно любой из особенностей с 51-й по 66-ю предусмотрена стадия регулировки расстояния между участком 2 формования и участком 8 упаковывания кратно поступательному перемещению участка 2 формования.
В 68-й особенности согласно любой из особенностей с 51-й по 67-ю, предусмотрена стадия регулировки расстояния между участком 2 формования и участком 8 упаковывания кратно поступательному перемещению участка 8 упаковывания.
В 69-й особенности согласно любой из особенностей с 51-й по 68-ю способ предусматривает, что во время поступательного перемещения помимо герметичного крепления укупоривающей пленки к лотку участок упаковывания обеспечивает формирование вакуума или среды низкого давления, имеющего заданный уровень, внутри упаковочной камеры, в результате чего укупоривающая пленка крепится к группе заготовок и, в частности, к каждому соответствующему элементу в форме лотка путем герметичного крепления к кромке каждого лотка в точном соответствии с контуром продукта и, возможно, с внутренней частью лотка, не занятой продуктом.
В 70-й особенности согласно любой из особенностей с 51-й по 69-ю способ предусматривает, что участок упаковывания во время поступательного перемещения помимо герметичного крепления укупоривающей пленки к лотку формирует регулируемую газовую среду внутри упаковочной камеры и, следовательно, внутри каждого лотка.
В 71-й особенности, согласно любой из особенностей с 51-й по 70-ю пробивной блок 40 действует на участке упаковывания и управляется блоком управления с целью прокалывания боковой стенки лотка или лотков во время поступательного перемещения.
В 72-й особенности согласно предшествующей особенности пробивной блок 40 устройства является трубчатым и соединен с вакуумной группой и/или группой, формирующей регулируемую газовую среду, и всегда под управлением блока управления используется для всасывания воздуха (путем формирования вакуума в упаковочной камере) или для продувки воздуха в условиях регулируемой газовой среды.
Краткое описание чертежей
Далее описаны некоторые варианты осуществления и некоторые особенности изобретения со ссылкой на прилагаемые чертежи, которые приведены только в качестве иллюстрации, а не ограничения, и на которых:
на фиг. 1 показан схематический вид первого варианта осуществления устройства согласно настоящему изобретению;
на фиг. 1А показан схематический вид второго варианта осуществления устройства согласно настоящему изобретению;
на фиг. 2-7 показаны схематические виды проиллюстрированного на фиг. 1 устройства согласно настоящему изобретению, находящегося в различных рабочих состояниях;
на фиг. 8 и 9 показаны подробные виды в перспективе устройства согласно настоящему изобретению;
на фиг. 10 показан вид сверху части устройства согласно настоящему изобретению, на котором виден участок формования;
на фиг. 11 показан схематический вид в поперечном разрезе участка формования;
на фиг. 12 показан вид сверху части устройства согласно настоящему изобретению, на котором виден участок упаковывания;
на фиг. 13 показан схематический вид в поперечном разрезе участка упаковывания.
Материалы и определения
Изображения на чертежах могут быть представлены не в масштабе; соответственно, проиллюстрированные на них детали и компоненты могут быть представлены лишь схематически.
Термины "выше по потоку" и "ниже по потоку" далее в описании и формуле изобретения означают направление движения основной пленки и группы заготовок, сформированной из такой основной пленки, по траектории, проходящей от участка подачи основной пленки через участок формования до участка упаковывания и, следовательно, до участка выгрузки упаковочных лотков.
Термин "лоток" означает как жесткие, так и полужесткие лотки, которые могут изготавливаться путем формования, например, термоформования. Лотки могут содержать подложку, например, преимущественно плоскую подложку, или структуру, содержащую основание, боковую стенку, отходящую вверх от основания по его периметру, и кромку, отходящую в радиальном направлении от верха боковой стенки.
Следует отметить, что, когда упаковка содержит лоток, его изготавливают из однослойных и многослойных термопластичных материалов. Лоток предпочтительно обладает свойствами газового барьера. Такой используемый в описании термин относится к пленке или листу материала, имеющего скорость пропускания кислорода менее 200 см3/м2⋅сутки⋅атм, менее 150 см3/м2⋅сутки⋅атм, менее 100 см3/м2⋅сутки⋅атм, измеренную согласно стандарту ASTM D-3985 при температуре 23°С и относительной влажности 0%.
Термин "продукт" означает изделие или смесь изделий любого типа. Например, продуктом может являться пищевой продукт, который может находиться в твердом, жидком или гелеобразном состоянии, иными словами, в двух или более из предпочтительных агрегатных состояний.
а) Материалы, приспособленные для лотка
Материалами, приспособленными для газобарьерных однослойных термопластичных контейнеров, являются, например, сложные полиэфиры, полиамиды и т.п.Лоток предпочтительно состоит из многослойного материала, содержащего, по меньшей мере, один газобарьерный слой и, по меньшей мере, один термосвариваемый слой, обеспечивающий герметичное соединение покрывающей пленки с поверхностью лотка. Газобарьерными полимерами, которые могут использоваться в газобарьерном слое, являются ПВДХ, EVOH, полиамиды, сложные полиэфиры и их смеси. ПВДХ представляет собой любой сополимер винилиденхлорида, в котором основное количество сополимера приходится на винилиденхлорид, а меньшее количество сополимера приходится на один или несколько ненасыщенных мономеров, способных к сополимеризации с ним, обычно на винилхлорид и алкилакрилаты или метакрилаты (например, метилакрилат или метакрилат) и их смеси в различных соотношениях. Обычно барьерный слой ПВДХ содержит пластификаторы и/или стабилизаторы, как известно в данной области техники.
Используемый термин "EVOH" включает омыленные или гидролизованные сополимеры этилена и винилацетата и относится к сополимерам этилена и винилового спирта с содержанием сомономеров предпочтительно от около 28 мол. % до около 48 мол. %, более предпочтительно от около 32 мол. % до около 44 мол. % и показателем омыления, по меньшей мере 85%, предпочтительно, по меньшей мере 90%.
Термин "полиамиды" означает гомо- и со- или терполимеры. Этот термин, в частности, означает полиамиды или алифатические сополиамиды, например, полиамид 6, полиамид 11, полиамид 12, полиамид 66, полиамид 69, полиамид 610, полиамид 612, сополиамид 6/9, сополиамид 6/10, полиамид 6/12, сополиамид 6/66, сополиамид 6/69, ароматические и частично ароматические полиамиды или сополиамиды, такие как полиамид 61, полиамид 6I/6T, полиамид MXD6, полиамид MXD6/MXDI и их смеси.
Термин "сложные полиэфиры" относится к полимерам, полученным в результате поликонденсационной реакции дикарбоновых кислот с дигидроксильными спиртами. Применимыми дикарбоновыми кислотами являются, например, терефталевая кислота, изофталевая кислота, 2,6-нафталиндикарбоновая кислота и т.п. Применимыми дигидроксильными спиртами являются, например, этиленгликоль, диэтиленгликоль, 1,4-бутандиол, 1,4-циклогександиметанол и т.п. Примеры применимых сложных полиэфиров включают поли(этилентерефталат) и сложные сополиэфиры, полученные в результате реакции одной или нескольких карбоновых кислот с одним или несколькими дигидроксильными спиртами.
Толщину газобарьерного слоя устанавливают таким образом, чтобы скорость пропускания кислорода лотком при температуре 23°С и относительной влажности 0% составляла менее 50 см3/м2⋅сутки⋅атм, предпочтительно менее 10 см3/м2⋅сутки⋅атм при измерении согласно стандарту ASTM D-3985.
Обычно термосвариваемый слой выбирают из полиолефинов, таких как гомо- или сополимеры этилена, гомо- или сополимеры пропилена, сополимеры этилена и винилацетата, иономеры и сложные гомо- или сополиэфиры, например ПЭТГ, т.е. модифицированный гликолем полиэтилентерефталат. Используемый термин "сополимер" означает полимер, полученный из мономеров двух или более видов, и включает терполимеры. Гомополимеры этилена включают полиэтилен высокой плотности (ПЭВП) и полиэтилен низкой плотности (ПЭНП). Сополимеры этилена включают сополимеры этилена и альфа-олефинов и сополимеры этилена и ненасыщенные сложных эфиров. Сополимеры этилена и альфа-олефинов обычно содержат сополимеры этилена и один или несколько сомономеров, выбранных из альфа-олефинов, имеющих от 3 до 20 атомов углерода, таких как 1-бутен, 1-пентен, 1-гексен, 1-октен, 4-метил-1-пентен и т.п.
Сополимеры этилена и альфа-олефинов обычно имеют плотность в интервале от около 0,86 до около 0,94 г/см3. Термин линейный полиэтилен низкой плотности (ЛПЭНП) обычно включает группу сополимеров этилена и альфа-олефинов, плотность которых находится в интервале от около 0,915 до около 0,94 г/см3, в частности, от около 0,915 до около 0.925 г/см3. Иногда линейный полиэтилен с плотностью в интервале от около 0,926 до около 0,94 г/см3, называют полиэтиленом средней плотности (ЛПЭСП). Сополимеры этилена и альфа-олефинов меньшей плотности могут называться полиэтиленом очень низкой плотности (ПЭОНП) и полиэтиленом сверхнизкой плотности (ПЭСНП). Сополимеры этилена и альфа-олефинов могут быть получены методами гетерогенной или гомогенной полимеризации.
Другим применимым сополимером этилена является сополимер этилена и ненасыщенных сложных эфиров, которым является сополимер этилена и одного или нескольких мономерных ненасыщенных сложных эфиров. Применимые ненасыщенные сложные эфиры включают виниловые сложные эфиры алифатических карбоновых кислот, имеющие от 4 до 12 атомов углерода, такие как винилацетат, и алкильные сложные эфиры акриловой или метакриловой кислоты, имеющие от 4 до 12 атомов углерода.
Иономеры являются сополимерами этилена и ненасыщенной монокарбоновой кислоты, в которых карбоновая кислота нейтрализована ионом металла, такого как цинк или предпочтительно натрий.
Применимые сополимеры пропилена включают сополимеры пропилена и этилена, которые являются сополимерами пропилена и этилена с преобладающим процентным содержанием по весу пропилена, и терполимеры пропилена, этилена и бутена, которые являются сополимерами пропилена, этилена и 1-бутена.
В газобарьерном материале лотка могут присутствовать и в зависимости от конкретных смол, используемых в газобарьерном слое, предпочтительно присутствуют дополнительные слои, такие как клейкие слои для улучшения прилипания газобарьерного слоя к соседним слоям.
В случае многослойной структуры ее часть может быть вспенена. Например, многослойная структура для формирования лотка 4 может содержать (от самого наружного слоя до самого внутреннего слоя, соприкасающегося с пищевым продуктом) один или несколько структурных слоев обычно из такого материала, как пенополистирол, сложный пенополиэфир или пенополипропилен, или листа, отлитого, например, из полипропилена, полистирола, поли(винилхлорида), сложного полиэфира или картона; газобарьерный слой и термосвариваемый слой. Вблизи термосвариваемого слоя может находиться легко открываемый хрупкий слой для облегчения открывания готовой упаковки. Смеси полимеров с низкой прочностью сцепления, которые могут использоваться в качестве хрупкого слоя, описаны, например, в документе WO 99/54398. Общая толщина лотка обычно, но без не ограничения составляет до 5,00 мм, предпочтительно от 0,04 до 3,00 мм, более предпочтительно от 0,05 до 1,50 мм, еще более предпочтительно от 0,15 до 1,00 мм.
б) Пленки, применимые для изготовления вакуумной оболочки или упаковки
На лотки наносится пленка с целью получения герметичной упаковки, в которой помещается продукт. Используемая для изготовления вакуумной упаковки пленка, наносимая на лоток, обычно представляет собой гибкий многослойный материал, содержащий, по меньшей мере, один первый наружный термосвариваемый слой, который может герметично соединяться с внутренней поверхностью лотка, необязательно газобарьерный слой и второй наружный термостойкий слой. Полимеры, используемые в многослойном материале, должны легко формоваться, поскольку пленка должна быть плотной и размягчаться при контакте с термосварочной пластиной до помещения на продукт и лоток. Пленка также должна покрывать продукт с учетом ее формы и внутренней формы лотка.
Наружный термосвариваемый слой может содержать любой полимер, который может герметично соединяться с внутренней поверхностью лотка. Полимерами, применимыми для термосвариваемого слоя, могут являться гомо- и сополимеры этилена, такие как ПЭНП, сополимеры этилена и альфа-олефина, сополимеры этилена и акриловой кислоты, сополимеры этилена и метакриловых кислот или сополимеры этилена и винилацетата, иономеры и сложные сополиэфиры, например, ПЭТГ. Предпочтительными материалами для использования в качестве термосвариваемого слоя являются ПЭНП, сополимеры этилена и альфа-олефина, например, ЛПЭНП, иономеры, сополимеры этилена и винилацетата и их смеси.
В зависимости от упаковываемого продукта пленка может содержать газобарьерный слой. Газобарьерный слой обычно содержит кислородонепроницаемые смолы, такие как ПВДХ, EVOH, полиамиды и смеси EVOH и полиамидов. Обычно толщину газобарьерного слоя устанавливают таким образом, чтобы скорость пропускания кислорода пленкой при температуре 23°С и относительной влажности 0% составляла менее 10 см3/м3⋅сутки⋅атм, предпочтительно менее 5 см3/м3⋅сутки⋅атм при измерении согласно стандарту ASTM D-3985.
Обычными полимерами для термостойкого наружного слоя являются, например, гомо- или сополимеры этилена, сополимеры этилена и циклических олефинов, такие как сополимеры этилена и норбомена, гомо- или сополимеры пропилена, иономеры, сложные полиэфиры, полиамиды. Кроме того, пленка может содержать другие слои, такие как клейкие слои, заполняющие слои и т.п., для обеспечения необходимой толщины пленки и для улучшения ее механических свойств, таких как сопротивление проколам, устойчивость к неправильному обращению, формуемость и т.п.
Пленку получают посредством любого адаптированного процесса соэкструзии с использованием экструзионной головки с плоским или круглым отверстием, предпочтительно путем соэкструзии или горячей продувки.
При использовании технологии, известной как упаковывание в плотно прилегающую пленку или упаковывание в вакууме в плотно прилегающую пленку (от английского - vacuum skin packaging, сокращенно VSP), также называемой вакуумной технологией, пленка является преимущественно неориентированной. Обычно пленка или только один или несколько ее слоев сшиты с целью улучшения, например, прочности и/или термостойкости пленки, когда он входит в контакт с термосварочной пластиной в процессе вакуумного упаковывания в плотно прилегающую пленку. Сшивание может осуществляться путем использования химических добавок или путем обработки слоев пленки излучением высокой энергии, такой как электронно-лучевая обработка высокой энергии, с целью содействия сшиванию молекул облучаемого материала. Пленки, приспособленные для этого, имеют толщину в диапазоне от 50 до 200 мкм, от 70 до 150 мкм. Пленками, применимыми для использования в технологии вакуумного упаковывания в плотно прилегающую пленку, являются, например, пленки, продаваемые компанией Cryovac® под товарными знаками TS201®, ТН300®, VST™0250, VST™0280.
в) Пленки, применимые для изготовления оболочки или упаковки с нанесенной пленкой в качестве крышки лотка, внутри которого может преобладать регулируемая газовая среда или воздух.
В других случаях применениях пленка, нанесенная на лоток, создает упаковку, в которой пленка преимущественно действует как крышка для отверстия в верхней части лотка, внутри которого может преобладать нормальная или модифицированная среда.
Когда пленка фактически используется для формирования крышки на лотке, материал пленки может быть получен путем соэкструзии или наслаивания. Пленки для формирования крышек могут иметь асимметричную или симметричную структуру и являться однослойными или многослойными.
Многослойные пленки имеют, по меньшей мере, 2, чаще, по меньшей мере, 5, еще чаще, по меньшей мере, 7 слоев.
Общая толщина пленки часто может варьировать от 3 до 100 микрон, в частности, от 5 до 50 микрон, еще чаще от 10 до 30 микрон.
Пленки необязательно могут являться сшитыми. Сшивание может осуществляться путем облучения электронами высокой энергии в применимой дозировке, как известно из техники. Служащие крышкой пленки, описанные выше, могут являться термоусадочными или термоотверждающимися. Термоусадочные пленки обычно имеют показатель свободной усадки при 120°С, измеренный согласно ASTM D2732, в интервале от 2% до 80%, чаще от 5% до 60%, еще чаще от 10% до 40% как в продольном, так и поперечном направлениях.
Нетермоусадочные пленки обычно имеют меньший показатель свободной усадки 120°С, измеренный согласно стандарту ASTM D2732, как в продольном, так и в поперечном направлениях, чем приведенные выше показатели термоусадочных пленок.
Пленки крышки обычно содержат, по меньшей мере, один термосвариваемый слой и плотно прилегающий наружный слой, который обычно состоит из термостойких полимеров или полиолефинов.
Обычно термосвариваемые слои содержат термосвариваемый полиолефин, в свою очередь, содержащий один полиолефин или смесь двух или более полиолефинов, таких как полиэтилен или полипропилен, или смесь таких полиолефинов. Термосвариваемому слою могут быть дополнительно приданы противовуалирующие свойства путем включения в его состав одной или нескольких противовуалирующих добавок или путем нанесения или распыления одной или нескольких противовуалирующих добавок на поверхность термосвариваемого слоя известными из техники средствами. Термосвариваемый слой может дополнительно содержать один или несколько пластификаторов. Плотно прилегающий наружный слой может содержать сложные полиэфиры, полиамиды или полиолефины. В некоторых структурах в плотно прилегающем наружном слое может выгодно использоваться смесь полиамидов и сложных полиэфиров. В некоторых случаях служащие крышкой пленки содержат барьерный слой. Пленки с барьерным слоем обычно имеют скорость пропускания кислорода (измеренную при температуре 23°С и относительной влажности 0% согласно ASTM D-3985) менее 100 см3/(м2⋅сутки⋅атм), чаще менее 80 см3/(м2⋅сутки⋅атм). Барьерный слой обычно состоит из термопластичной смолы, выбранной из продукта омыления или гидролиза сополимера этилена и винилацетата (EVOH), аморфного полиамида, поливинилиденхлорида и их смесей. Некоторые пленки содержат барьерный слой из EVOH, помещающийся между двумя полиамидными слоями. Плотно прилегающий наружный слой обычно содержит сложные полиэфиры, полиамиды или полиолефины.
В некоторых случаях служащие крышкой пленки не содержат барьерного слоя. Обычно такие пленки содержат один или несколько упомянутых полиолефинов. Небарьерные пленки обычно имеют скорость пропускания кислорода (измеренную при температуре 23°С и относительной влажности 0% согласно ASTM D-3985) от 100 см3/(м3⋅сутки⋅атм) до 10000 см3/(м3⋅сутки⋅атм), чаще до 6000 см3/(м3⋅сутки⋅атм).
Служащие крышкой пленки могут являться однослойными. Стандартная композиция однослойных пленок содержит описанные сложные полиэфиры и их смеси, описанные полиолефины и их смеси.
Полимерные компоненты во всех описанных слоях пленки могут содержать соответствующие количества добавок. Некоторые из этих добавок предпочтительно используют в наружных слоях или одном из наружных слоев, а некоторые другие предпочтительно используют только во внутренних слоях. Эти добавки включают понижающие трение добавки и антиадгезивы (такие как тальк, воски, кварц и т.п.), ингибиторы окисления, стабилизаторы, пластификаторы, наполнители, пигменты и красители, ингибиторы сшивания, усилители сшивания, поглотители ультрафиолетового излучения, поглотители запахов, поглотители кислорода, бактерициды, антистатики или противовуалирующие средства и другие возможные добавки, известные специалистам в области технологии упаковывания в пленку.
Подробное описание
Устройство для упаковывания продукта
Позицией 1 в целом обозначено устройство Р для упаковывания продукта. Как показано, например, на фиг. 1-7, устройство 1 содержит неподвижную раму 24, рассчитанную на установку устройства 1 на земле и крепление его различных компонентов, как подробнее описано далее. Фактически неподвижная рама 24 служит устойчивой опорой для всех компонентов устройства 1 и позволяет определять заданную траекторию Т движения продуктов Р.
Как показано на фиг. 1-7, устройство 1 содержит, по меньшей мере, один участок 25 подачи, по меньшей мере, одной основной пленки 3; пленка 3 имеет листовую структуру, имеющую первую и вторую поверхности, определяющие длину и ширину пленки и ограничивающие ее толщину.
На прилагаемых чертежах проиллюстрирован не ограничивающий изобретение вариант осуществления, в котором участок 25 подачи содержит рулон 25а основной пленки 3; рулон 25а сконфигурирован на продольное разматывание основной пленки 3 в направления А по заданной траектории Т движения (фиг. 10).
Как показано на прилагаемых чертежах, устройство 1 содержит участок 2 формования, опирающийся на неподвижную раму 24 и находящийся ниже по потоку в направления А движения, чем участок 25 подачи; в частности, участок 2 формования находится непосредственно ниже по потоку, чем участок 25 подачи, и пленка, выходящая из участка 25 подачи, поступает прямо на участок 2 формования. Участок 2 формования сконфигурирован на прием основной пленки 3 с участка 25 подачи и формирование группы 4 заготовок, имеющей один или несколько смежных элементов 5 в форме лотков. На прилагаемых чертежах без ограничения проиллюстрирован вариант осуществления участка 2, в котором в ходе каждого цикла формируется множество элементов 5 в форме лотков (например, от 2 до 8 элементов). Однако не исключена возможность использования участка 2 формования, сконфигурированного на формирование в ходе каждого цикла единственного элемента 5 в форме лотка с целью создания тем самым группы 4 заготовок с элементами 5, ориентированными по одной линии.
Может также использоваться участок формования, способный формировать более 8 элементов в ходе каждого цикла. Участок 2 формования преимущественно образован, по меньшей мере, одной верхней частью 6 и, по меньшей мере, одной нижней частью 7, которые связаны друг с другом и способны перемещаться относительно друг друга между открытым состоянием (фиг. 5 и 6) и закрытым состоянием (фиг. 1-4 и 7). В открытом состоянии верхняя часть 6 и нижняя часть 7 отстоят друг от друга и позволяют продольному сегменту 3а основной пленки 3 поступать на участок 2 формования; при нахождении участка 2 формования в закрытом состоянии устройство 6 и нижняя часть 7 приближены друг к другу с целью блокирования продольного сегмента 3а основной пленки 3 относительно участка 2 формования и с целью формирования одного или нескольких элементов 5 в форме лотков на таком продольном сегменте 3а.
Участок 2 формования может, например, содержать форму для вакуумного формования, при этом нижняя часть 7 содержит одну или несколько выемок 32, имеющих форму элементов 5. Верхняя часть 6 участка 2 формования сконфигурирована на взаимодействие с нижней частью 7 с целью создания плотно закрытой пресс-формы; в этом случае форма элементов 5 определяется только на нижней части 7. В случае, когда участок формования служит для вакуумного формования, нижняя часть 7 содержит один или несколько каналов, сконфигурированных на обеспечения обмена жидкотекучей средой между формующими метками 32 и одним или несколькими вакуумными насосами 31; в результате приведения в действие насоса 31 базовая пленка 3 прилипает к углублениям 32 и, следовательно, формируется группа заготовок с одним или несколькими элементами 5 в форме лотков. В пресс-форме такой же конфигурации (когда нижняя часть 7 содержит одну или несколько выемок 32, а верхняя часть 6 лишь образует замыкающий элемент) верхняя часть 6 может быть снабжена напорным насосом, обеспечивающим прилипание основной пленки 3 к профилю нижней части 7 (эта компоновка не показана на прилагаемых чертежах).
В следующем варианте осуществления участка 2 формования, показанном на фиг. 11, он может содержать пресс-форму со штампом и пуансоном; в этом случае штамп снабжен одной или несколькими выемками 32, приспособленными для размещения наружной поверхности группа заготовок, а пуансон имеет один или несколько выступов, форма которых противоположна форме выемок 32 в штампе и которые приспособлены давить на основную пленку 3 и деформировать ее внутри штампа с целью формирования группы 4 заготовок с одним или несколькими элементами 5 в форме лотков (число которых зависит от числа выемок и выступов в пресс-форме).
В качестве дополнительной альтернативы участок 2 формования может сочетать пресс-формы описанных выше видов; в частности, участок 2 формования может содержать пресс-форму со штампом и пуансоном, также содержащую насос, служащий вакуумным и/или нагнетательным насосом.
Как показано, например, на фиг. 1-7, участок 2 формования содержит исполнительную систему 33, сконфигурированную на размещение нижней и верхней частей в открытом и закрытом состояниях. Исполнительная система 33 может без ограничения содержать исполнительный механизм, например гидравлический или пневматический привод, сконфигурированный на приведение в действие обеих частей 6, 7 путем их сближения друг с другом и отдаления друг от друга с целью перемещения в закрытое состояние и открытое состояние, соответственно. На прилагаемых чертежах без ограничения проиллюстрирована компоновка, при которой исполнительная система 33 содержит два независимых исполнительных механизма, воздействующих, соответственно, на нижнюю часть 7 и верхнюю часть 6; при такой компоновке независимые исполнительные механизмы крепятся с одной стороны к раме 24, а с другой стороны к соответствующим частям 6, 7. Следовательно, каждая часть 6, 7 способна перемещаться относительно неподвижной рамы 24, помогая продольному сегменту 3а основной пленки 3 поступать на участок 2 формования.
Как показано на фиг. 10 и 11, например, основная пленка 3 имеет максимальную ширину L1, равную или почти равную ширине L2 участка 2 формования, при этом обе ширины измеряют параллельно друг другу и перпендикулярно направлению А движения основной пленки по заданной траектории Т. В частности, участок 2 формования имеет замкнутый периметр 26, ограничивающий область 27 обработки основной пленки 3, внутри которой на ней формируются элементы 5 в форме лотков, при этом область обработки определяет площадь участка формования, находящегося в контакте с пленкой и приспособленного для формирования боковой стенки, дна и кромки каждого элемента в форме лотка. В соответствии с изобретением, в частности, за счет усилия протягивания, прилагаемого участком формования, согласно одной из необязательных особенностей изобретения область 27 обработки имеет ширину L2, равную или незначительно отличающуюся ( или меньшую) от ширины (то есть L1) основной пленки. Иными словами, замкнутый периметр 26, ограничивающий область обработки, имеет максимальную поперечную ширину L2, измеренную перпендикулярно направлению А движения основной пленки 3 по заданной траектории, преимущественно равную ширине L1 основной пленки (различие между L1 и L2 может составлять, например, от 0 мм до 1 см); в примере, проиллюстрированном на фиг. 10, ширина L2 даже немного превышает максимальную ширину L1 основной пленки 3, иными словами, максимальная ширина L1 основной пленки 3 не превышает максимальную ширину области 27 обработки участка 2 формования.
или меньшую) от ширины (то есть L1) основной пленки. Иными словами, замкнутый периметр 26, ограничивающий область обработки, имеет максимальную поперечную ширину L2, измеренную перпендикулярно направлению А движения основной пленки 3 по заданной траектории, преимущественно равную ширине L1 основной пленки (различие между L1 и L2 может составлять, например, от 0 мм до 1 см); в примере, проиллюстрированном на фиг. 10, ширина L2 даже немного превышает максимальную ширину L1 основной пленки 3, иными словами, максимальная ширина L1 основной пленки 3 не превышает максимальную ширину области 27 обработки участка 2 формования.
Приведенные выше значения ширины измеряют параллельно друг другу и перпендикулярно направлению А движения основной пленки 3 по заданной траектории Т. За счет того, что описано, может сводиться к минимуму количество материала, необходимого для формирования группы заготовок.
Как показано на фиг. 1-7, устройство 1 содержит участок подачи Р продуктов, предпочтительно соединенный (опирающийся) с неподвижной рамой 24 и находящийся ниже по потоку в направлении А движения основной пленки, чем участок 2. Фактически, участок 30 подачи сконфигурирован на помещение одного или нескольких продуктов Р в элементы 5 в форме лотков. В качестве альтернативы, продукты могут загружаться вручную без каких-либо участков подачи.
Ниже по потоку в направлении А движения основной пленки 3, чем участок 30 подачи, устройство 1 содержит участок 8 упаковывания, сконфигурированный на прием группы 4 заготовок и укупоривающей пленки 9, например, из источника, такого как рулон укупоривающей пленки 9; в частности, поскольку участок 30 подачи находится между участком 2 формования и участком 8 упаковывания, она расположены на заданном минимальном расстоянии друг от друга в направлении А движения группы 4 заготовок, при этом такое расстояние также зависит от измеренного в направлении А движения продольного выдвижения области 27 обработки участка 2 формования и кратно ему, иными словами, от измеренного в продольном направлении (также в направлении А движения) расстояния между одним элементом в форме лотка и следующим элементом.
Участок 8 упаковывания сконфигурирован на крепление укупоривающей пленки 9, по меньшей мере, в положении верхнего отверстия 5а к группе 4 заготовок заданного числа элементов 5 в форме лотков с целью формирования приближенных друг к другу упаковок С. Фактически, участок 8 упаковывания предназначен в основном для устойчивого крепления пленки 9 (как непрерывной пленки, так и отделенных друг от друга листов) к группе 4 заготовок и, в частности, к элементу 5 в форме лотка. С этой целью участок 8 упаковывания снабжен нижним инструментом 10 с заданным числом гнезд 11, каждое из которых рассчитано на размещение, по меньшей мере, одного элемента 5 в форме лотка. Участок 8 упаковывания также имеет верхний инструмент 11, обращенный к нижнему инструменту 10 и сконфигурированный на взаимодействие с ним с целью формирования упаковочной камеры. Нижний инструмент 12 предпочтительно представляет собой сварочное приспособление, воздействующее на полосу пленки 9, перекрывающей кромку соответствующего элемента 5. Сварочное приспособление, например, содержащее один или несколько термосварочных прутков 36, действует по периметру вставки 37 (смотри, например, фиг. 13) и приводится в действие путем перемещения относительно нижнего инструмента 10, в результате чего, когда участок 8 упаковывания находится в закрытом состоянии, поверхность нагрева сварочного приспособления воздействует на участок 9 пленки, перекрывающий верхнюю кромку элемента в форме лотка 5, с целью термоваривания пленки 9 и кромки.
Вставка 37 выполнена из изоляционного материала и/или при соответствующей контролируемой температуре необязательно имеет соответствующую нижнюю поверхность для размещения при использовании над пленкой 9, и, возможно, в контакте с самой пленкой 9, когда к ней (или скорее к ее части, проходящей в радиальном направлении внутрь относительно поверхности сварочного приспособления) требуется приложить теплоту определенного уровня. В зависимости от конкретного случая вставка 37 также может удерживать пленку 9 (если пленка подается на участок упаковывания, например, как отдельные предварительно разрезанные пленки), и в этом случае вставка снабжена средством захвата, содержащим, например, множество отверстий на ее нижней поверхности и соединенных с системой всасывания, например, управляемой блоком 14 управления, который будет более подробно описан далее.
В любом случае, за счет взаимодействия нижнего инструмента 10 и верхнего инструмента 12 часть пленки 9 удерживается только на соответствующем элементе 5, что позволяет термически соединять каждый лист или участок пленки с кромкой элементов 5 в форме лотков.
Кроме того, как известно, участок 8 упаковывания может быть соединен с всасывающей группой 34 (схематически проиллюстрированной на фиг. 1-7), способной генерировать, по меньшей мере, состояние частичного вакуума в упаковочной камере, и/или с группой генерирования регулируемой газовой среды (не показанной на прилагаемых чертежах), способной нагнетать в упаковочную камеру газ или смесь газов, имеющую регулируемый состав и отличающуюся от состава атмосферы.
Еще более конкретно, верхний инструмент 12 и нижний инструмент 10 способны перемещаться относительно друг друга между и открытым состоянием и закрытым состоянием. При нахождении участка 8 упаковывания в открытом состоянии верхний инструмент 12 и нижний инструмент 10 отстоят друг от друга и позволяют размещать один или несколько элементов 5 в форме лотков в гнездах 11 и размещать часть укупоривающей пленки 9 над одним или несколькими соответствующими элементами 5 в форме лотков (это состояние проиллюстрировано на фиг. 5 и 6). При нахождении участка 8 упаковывания в закрытом состоянии верхний инструмент 12 и нижний инструмент 10 приближены друг к другу с целью блокирования или устойчивого позиционирования одного или нескольких элементов 5 в форме лотков, присутствующих в гнездах 11, относительно участка 8 упаковывания и крепления укупоривающей пленки 9 к одному или нескольким таким соответствующим элементам 5 в форме лотков, присутствующим в гнездах 11.
Как показано, например, на фиг. 1-7, участок 8 упаковывания содержит также соответствующую исполнительную систему 35 для размещения нижнего инструмента 10 и верхнего инструмента 12 в открытом и закрытом состояниях. Исполнительная система 35 может без ограничения содержать исполнительный механизм, например гидравлический или пневматический привод, сконфигурированный на приведение в действие обоих инструментов путем их сближения друг с другом и отдаления друг от друга с целью перемещения в закрытое состояние и открытое состояние, соответственно. На прилагаемых чертежах без ограничения проиллюстрирована компоновка, при которой исполнительная система 35 содержит два независимых исполнительных механизма, воздействующих, соответственно, на нижний инструмент 10 и верхний инструмент 12; при такой компоновке независимые исполнительные механизмы крепятся с одной стороны к раме 24, а с другой стороны к соответствующим инструментам 10, 12. Следовательно, каждая каждый инструмент способен перемещаться относительно неподвижной рамы 24, помогая группе 4 заготовок и укупоривающей пленке 9 поступать на участок 8 упаковывания.
Как показано, например, на фиг. 12 и 13, группа 4 заготовок имеет максимальную ширину L3, равную или незначительно отличающуюся (например, превышающую) от максимальной ширины участка 8 упаковывания, при этом упомянутые ширины измеряют параллельно друг другу и перпендикулярно направлению А движения основной пленки 3 и, следовательно, группы 4 заготовок по заданной траектории Т движения. В частности, термосварочные прутки 36 участка 8 упаковывания имеют максимальную ширину, преимущественно равную или незначительно отличающуюся (например, например, на 1-5 мм больше или на 1-5 мм меньше) от максимальной поперечной ширины группы 4 заготовок и укупоривающей пленки 9. Укупоривающая пленка 9 предпочтительно имеет максимальную поперечную ширину L4, преимущественно равную или незначительно отличающуюся (например, на 1-5 мм больше или на 1-5 ниже) от максимальной поперечной ширины группы 4 заготовок. На фиг. 13 показан неограничивающий пример, в котором максимальная поперечная ширина укупоривающей пленки 9 равна максимальной поперечной ширине термосварочных прутков 36 участка 8 упаковывания.
Все приведенные выше значения ширины измеряют параллельно друг другу и перпендикулярно направлению А движения основной пленки 3 и, следовательно, направлению движения 4 группы заготовок по заданной траектории Т.
Как указано выше, устройство 1 может содержать блок 14 управления; такой блок 14 предпочтительно соединен с исполнительными системами 33 и 35 участка 2 формования и участка 8 упаковывания, соответственно, с целью управления открытыми/закрытыми положениями и открытыми/закрытыми состояниями. В частности, блок 14 управления соединен с приводами исполнительных систем 33, 35 с целью управления открыванием и закрытием участков 2 и 8. Блок 14 управления предпочтительно сконфигурирован на синхронизацию исполнительных систем таким образом, чтобы участок 2 формования находился в открытом положении одновременно или преимущественно одновременно с нахождением участка упаковывания в открытом положении и, чтобы участок 2 формования находился закрытом положении одновременно с нахождением участка упаковывания закрытом положении. В частности, устройство 1 согласно изобретению используется, по меньшей мере, один блок 14 управления, который может содержать соответствующий цифровой процессор (ЦП) с запоминающим устройством (или запоминающими устройствами) 28, схему аналогового типа или сочетание одного или нескольких цифровых процессоров и одной или нескольких схем аналогового типа.
В описании и формуле изобретения указано, что блок 14 управления может быть "сконфигурирован" или "запрограммирован" на выполнение некоторых шагов, которые могут выполняться преимущественно любыми способами, позволяющими конфигурировать или программировать блок 14 управления. Например, в случае блока 14 управления, содержащего один или несколько ЦП и одно или несколько запоминающих устройств, в соответствующих банках 28 памяти, соединенных с ЦП, может храниться одна или несколько программ; программа или программы содержат команды, которые при их выполнении ЦП программируют или конфигурируют блок 14 управления на выполнение описанных операций (смотри выше подробное описание и краткое изложение сущности изобретения или прилагаемую формулу изобретения) относящихся к блоку 14 управления). В качестве альтернативы, если блок 14 управления представляет собой или содержит схему аналогового типа, блок 14 управления может содержать схемы, сконфигурированные на обработку электрических сигналов с целью выполнения шагов, относящихся к описанному выше блоку 14 управлению или заявленных далее.
Как показано на прилагаемых чертежах, устройство 1 может содержать, по меньшей мере, одну стопорную группу 21, сконфигурированную на воздействие, по меньшей мере, на одно из следующего, выбранного из группы, включающей основную пленку 3, группу 4 заготовок, сформированную участком 2 формования, упаковки С, сформированные участком 8 упаковывания. Стопорная группа 21 сконфигурирована на перемещение между, по меньшей мере, одним нейтральным состоянием, в котором она позволяет перемещать, соответственно, группу 4 заготовок или упаковки С по траектории Т, и состоянием захвата, в котором стопорная группа 21 воздействует, соответственно, на группу 4 заготовок или упаковки С с целью предотвращения движения по траектории Т.
Со структурной точки зрения стопорная группа 21 может содержать своего рода размыкающиеся и смыкающиеся тиски, имеющие преимущественно нижнюю часть и верхнюю часть, способные перемещаться между нейтральным состоянием и состоянием захвата. Нижняя часть воздействует, по меньшей мере, на одну нижнюю часть следующих элементов: основной пленки 3, группы 4 заготовок, упаковок С. Напротив, верхняя часть воздействует, по меньшей мере, на одну верхнюю часть следующих элементов: основной пленки 3, группы 4 заготовок, упаковок С.
Как показано, например, на фиг. 1-7, стопорная группа 21 также содержит соответствующую исполнительную систему для размещения нижней и верхней частей в нейтральном положении и положении захвата. Исполнительная система стопорной группы 21 может без ограничения содержать исполнительный механизм, например гидравлический или пневматический привод, сконфигурированный на приведение в действие обеих частей путем их сближения друг с другом и отдаления друг от друга с целью перемещения в нейтральное положение и положение захвата, соответственно. На прилагаемых чертежах без ограничения проиллюстрирована компоновка, при которой исполнительная система стопорной группы 21 содержит два независимых исполнительных механизма, воздействующих, соответственно, на нижнюю и верхнюю части. Так, каждая часть способна перемещаться относительно неподвижной рамы 24; при такой компоновке каждый независимый исполнительный механизм крепится с одной стороны к раме 24, а с другой стороны к соответствующим нижней и верхней частям.
Положениями стопорной группы 21 преимущественно также может управлять блок управления (смотри фиг. 1-7); фактически, блок 14 управления сконфигурирован на управление стопорной группой 21 с целью ее перемещения и удержания в состоянии захвата, когда участок 2 формования находится в открытом положении и/или когда участок 8 упаковывания находится в открытом состоянии. В частности, блок 14 управления соединен с исполнительными механизмами исполнительной системы группы 21 с целью управления ее открыванием и закрыванием. Блок 14 управления предпочтительно сконфигурирован на синхронизацию исполнительных системы участков 2 и 8 с исполнительными системами стопорной группы 21. В частности, блок 14 управления воздействует на исполнительные механизмы соответствующих систем, таким образом, чтобы участки 2 и 8 находились в открытом положении и, соответственно, состоянии при нахождении стопорной группы 21 в состоянии захвата, и участки 2 и 8 находились в закрытом положении и, соответственно, состоянии при нахождении стопорной группы 21 в нейтральном состоянии. Фактически, блок 14 управления позволяет устанавливать стопорную группу 21 в состояние захвата, когда группа заготовок преимущественно не находится на участках 2 и 8, и группа заготовок и/или упаковки из одной и той же основной пленки могут быть укупориваться и стабилизироваться в заданном и неподвижном продольном положении в течение определенного временного интервала, преимущественно равного времени, которое требуется участкам 2 и 8 для обратного перемещения, в течение которого такие участки остаются в открытом положении и, соответственно, в открытом состоянии или в любом случае в незакрытом положении/состоянии, с целью предотвращения механического столкновения с группой заготовок или основной пленкой во время обратного перемещения.
На прилагаемых чертежах проиллюстрировано устройство, в котором имеется множество без ограничения стопорных групп 21. В частности, проиллюстрированное устройство 1 может содержать первую стопорную группу 21а, воздействующую на группу 4 заготовок в области между участком 2 формования и участком 8 упаковывания (показанное состояние) или воздействующую на основную пленку 3 выше по потоку, чем участок 2 формования. Кроме того, устройство 1 может содержать вторую стопорную группу 2lb, воздействующую на группу 4 заготовок в области между участком 2 формования и участком 8 упаковывания или воздействующую на упаковки С ниже по потоку, чем участок 8 упаковывания. Блок 14 управления сконфигурирован на управление первой и второй стопорными группами 21а, 21b с целью их преимущественно одновременного перемещения и удержания в состоянии захвата, когда участок 2 формования находится в открытом положении и/или когда участок 8 упаковывания находится в открытом состоянии (с целью высвобождения группы заготовок и упаковок и возврата в исходное положение, соответственно).
На прилагаемых чертежах проиллюстрирована дополнительная компоновка устройства 1, в котором присутствуют преимущественно три стопорные группы 21: первая стопорная группа 21а непосредственно ниже по потоку в направлении А движения, чем участок формования, и вторая стопорная группа 21b непосредственно ниже по потоку в направлении А движения, чем участок 8 упаковывания. В проиллюстрированной компоновке дополнительно предусмотрена третья стопорная группа 21 с между первой стопорной группой 21а и участком 8 упаковывания, в частности между участком 30 подачи и участком 8 упаковывания.
Устройство 1 также может содержать пробивной блок 40 (смотри фиг. 8), снабженный пробивном инструментом 41, способным перемещаться из нейтрального положения, в котором он находится на удалении от группы заготовок, и рабочим положением, в котором пробивной инструмент воздействует на группу заготовок путем формирования, по меньшей мере, одного сквозного прохода 42 (например, отверстия или прорези) в боковой стенке соответствующего предварительно сформированного элемента. Сквозной проход, предпочтительно выполненный путем прорезания и формирования одного или нескольких поддающихся повторной герметизации клапанов, позволяет после достижения группой заготовок участка упаковывания эффективно извлекать газ из внутреннего пространства каждого элемента в форме лотка и вводить его в него. Например, может быть предусмотрено множество пробивных инструментов, сконфигурированных на выполнение ряда сквозных проходов в каждом элементе в форме лотка. Пробивной блок 40 может находиться на участке упаковывания, как описано, например, в заявке WO 2014/060507; в этом случае пробивной блок может содержать трубчатый инструмент 41 и, следовательно, может быть соединен с группой формирования, по меньшей мере, частичного вакуума в упаковочной камере и/или с группой формирования регулируемой газовой среды (не показанной на прилагаемых чертежах), способной вводить нагнетать в упаковочную камеру газ или смесь газов, имеющую регулируемый состав и отличающуюся от состава атмосферы.
В качестве альтернативы, пробивной блок 40 может находиться выше по потоку, чем участок упаковывания, как показано также на фиг. 8, и представлять собой отдельный блок или может входить в состав одной из описанных стопорных групп и осуществлять пробивание, когда стопорная группа захватывает группу заготовок.
Как показано на прилагаемых чертежах, устройство 1 может дополнительно содержать маркировочный элемент 22, также устойчиво опирающийся на неподвижную раму 24 и при нахождении в рабочем состоянии способный наносить, по меньшей мере, одну контрольную метку, в частности контрольную метку на основную пленку 3 или группу 4 заготовок. Маркировочный элемент 22 находится выше по потоку в направлении А движения основной пленки 3, чем участок 8 упаковывания, в частности, выше по потоку, чем участок 30 подачи. На прилагаемых чертежах без ограничения проиллюстрирована компоновка устройства, при которой маркировочный элемент 22 находится между первой стопорной группой 21а и участком 22 формования. Маркировочный элемент 22 может содержать, например, пуансон или нож для воздействия на основную пленку 3 или группу 4 заготовок с целью формирования метки 19, в частности контрольной метки, считываемой детектором оптического или акустического или механического типа. Блок 14 управления также соединен с маркировочным элементом 22; в частности, блок 14 управления сконфигурирован на определение состояния приведения в действие маркировочного элемента 22 и синхронизацию такого состояния с состоянием захвата стопорной группы 21, в частности, при нахождении участков 2 и 8 в открытом положении и состоянии.
В качестве альтернативы, маркировочный элемент может быть сконфигурирован на нанесение метки, например, путем окрашивания или лазерного или теплового излучения, чтобы ее можно было "видеть" с помощью применимого оптического или акустического датчика.
Как показано на прилагаемых чертежах, устройство 1 может дополнительно содержать, по меньшей мере, один сенсорный элемент 18, опирающийся на неподвижную раму 24 или участок 8 упаковывания. Сенсорный элемент 18 способен обнаруживать, по меньшей мере, одного из следующего на группе 4 заготовок:
одну или несколько контрольных меток 19, выполненных на группе 4 заготовок,
один или несколько элементов 5 в форме лотков, присутствующих в группе 4 заготовок.
Сенсорный элемент 18 сконфигурирован на излучение сигнала приведения в действие и его передачу блоку 14 управления при обнаружении одной или нескольких контрольных меток 19 или одного или нескольких элементов 5 в форме лотков, соответственно. Сенсорный элемент 18 может содержать, например, контактный датчик, оптический датчик, акустический датчик или датчик любого типа, способный обнаруживать метку, созданную маркирующим элементом, или прохождение заданной точки каждого элемента в форме лотков (для например, начало выемки). С помощью метки 19 и элемента 18 блок 14 управления может точно определять перемещение группы 4 заготовок по траектории Т движения.
Как показано на прилагаемых чертежах, устройство 1 может дополнительно содержать, по меньшей мере, один режущий блок 23, опирающийся на раму 24 и находящийся ниже по потоку в направлении А движения пленки 3, чем участок 8 упаковывания; режущий блок 23 сконфигурирован на разделение упаковок С в поперечном и/или продольном направлении на отдельные блоки, каждый из которых содержит один или несколько элементов 5 в форме лотка. Режущий блок 23 сконфигурирован на воздействие путем резки на группу заготовок и/или нанесенную на нее укупоривающую пленку. На прилагаемых чертежах проиллюстрирован предпочтительный, но не ограничивающий вариант осуществления изобретения, в котором режущий блок 23 объединен со второй стопорной группой 21b.
Кроме того, устройство 1 содержит, по меньшей мере, одно устройство 13 перемещения, прикрепленное к неподвижной раме 24 и сконфигурированное на перемещение, по меньшей мере, участка 2 формования или участка 8 упаковывания по заданной траектории Т.
В частности, устройство 13 перемещения воздействует на участок 2 формования и сконфигурировано на его перемещение из соответствующего исходного положения в поступательном направлении по заданной траектории Т движения до достижения соответствующего положения прибытия. Фактически, во время перемещения участка 2 формования в поступательном направлении он перемещается в направлении А, приближаясь к участку 30 подачи. Кроме того, устройство 13 сконфигурировано на перемещение участка из положения прибытия по заданной траектории Т движения в обратном направлении, противоположном поступательному направлению, до достижения соответствующего исходного положения. Фактически, во время перемещения участка 2 формования в обратном направлении он перемещается в направлении А от участка 30 подачи. Иными словами, участок 2 формования перемещается в обратном направлении, противоположном направлению А движения основной пленки 3 и, следовательно, группы 4 заготовок.
Кроме того, устройство 13 перемещения воздействует на участок 8 упаковывания и сконфигурировано на его перемещение из соответствующего исходного положения в поступательном направлении по заданной траектории Т движения до достижения соответствующего положения прибытия. Фактически во время перемещения участка 8 упаковывания в поступательном направлении он перемещается в направлении А от участка 30 подачи. Кроме того, устройство 13 сконфигурировано на перемещение участка 8 упаковывания из положения прибытия в обратном направлении, противоположном поступательному направлению, до достижения соответствующего исходного положения. Фактически, во время перемещения участка 8 упаковывания в обратном направлении он перемещается в направлении А движения, приближаясь к участку 30 подачи. Иными словами, участок 8 упаковывания перемещается в обратном направлении, противоположном направлению А движения основной пленки 3 и, следовательно, группы 4 заготовок.
В варианте осуществления, показанном на прилагаемых чертежах, устройство 13 перемещения воздействует как на участок 2 формования, так и участок 8 упаковывания и сконфигурировано на перемещение как участка 2 формования, так и участка 8 упаковывания по заданной траектории Т движения группы 4 заготовок в соответствующих поступательном и обратном направлениях. Поступательные перемещения (соответственно обратные перемещения) участка 2 формования и участка 8 упаковывания имеют измеренную вдоль траектории Т минимальную длину, в целом, по меньшей мере равную или кратную межцентровому расстоянию между двумя следующими друг за другом в продольном направлении элементами в форме лотков. Поступательные перемещения преимущественно равны друг другу и в целом имеют величину, составляющую определенную долю, кратную заданному расстоянию между участками 2 и 8, которое предпочтительно остается преимущественно неизменным в процессе эксплуатации за исключением незначительных поправок с учетом возможной продольной деформации основной пленки и/или группы заготовок.
При подробном рассмотрении структуры движущегося устройства 13, проиллюстрированной на фиг. 1 и 2-7, можно увидеть, что, как и в первом варианте осуществления, она содержит, по меньшей мере, один первый исполнительный элемент 15, воздействующий на участок 2 формования и сконфигурированный на его возвратно-поступательное перемещение в поступательном и обратном направлениях. В этом варианте осуществления устройство 13 перемещения также содержит, по меньшей мере, один второй исполнительный элемент 16, независимый от первого исполнительного элемента 15, воздействующий на участок 8 упаковывания и сконфигурированный на его возвратно-поступательное перемещение в поступательном и обратном направлениях. Фактически, при такой компоновке возвратно-поступательными перемещениями участков 2 и 8 по траектории движения независимо управляют исполнительные элементы 15, 16. В одном из предпочтительных вариантов осуществления изобретения устройство 13 перемещения соединено с блоком 14 управления, который сконфигурирован на управление первым и вторым исполнительными элементами 15, 16; в частности, блок 14 управления сконфигурирован на синхронизацию перемещения участка 2 формования и участка 8 упаковывания как в соответствующих поступательных направлениях (которые, следовательно, начинаются одновременно и длятся преимущественно одинаковое время), так и в соответствующих обратных направлениях (которые, следовательно, начинаются одновременно и длятся преимущественно одинаковое время).
В таком варианте осуществления (в котором исполнительные элементы 15 и 16 являются независимыми) блок 14 управления сконфигурирован на управление первым и/или вторым исполнительными элементами 15, 16 таким образом, чтобы незначительно изменять заданное расстояние между ними в зависимости от поступательного движения, сообщаемого участку 2 формования и участку 8 упаковывания. Фактически, помимо перемещения участков 2 и 8 в поступательном и обратном направлениях, блок 14 управления может управлять расстоянием между ними таким образом, чтобы они всегда могли действовать при соответствующем относительном положении. В одном из предпочтительных вариантов осуществления изобретения для управления этого типа (относительным положением) используются сенсорные элементы 18; в частности, блок 14 управления соединен с сенсорным элементом 18 и сконфигурирован на прием сигнала приведения в действие, обнаружение положения укупориваемых элементов 5 в форме лотков на основании сигнала приведения в действие, перемещение участка 8 упаковывания из соответствующего положения прибытия в обратном направлении, противоположном поступательному направлению, до его возврата в новое исходное положение, в котором участок 8 упаковывания центрирован относительно обнаруженного положения укупориваемых элементов 5 в форме лотков.
Во втором варианте осуществления устройства 1, показанном на фиг. 1А, устройство 13 перемещения содержит ползун 17, соединенный с рамой 24 и служащий опорой для участка 2 формования и участка 8 упаковывания; при этом участки 2 и 8 соединены с помощью ползуна 17 таким образом, что их он ограничивает их главное движение. В варианте осуществления, показанном на фиг. 1А, устройство 13 также содержит первый исполнительный элемент 15, воздействующий на ползун 17 и сконфигурированный на его возвратно-поступательное перемещение, а затем участка 2 формования и участка упаковывания 8 в одном и том же общем поступательном направлении и одном и том же общем обратном направлении. Фактически первый исполнительный элемент 15 сконфигурирован на одновременное перемещение всего ползуна 17 и, следовательно, участков 2 и 8 в соответствующих поступательном и обратном направлениях. Тем не менее, в варианте осуществления, показанном на фиг. 1А, также предусмотрено регулирование относительного положения участков 2 и 8 вторым исполнительным элементом 16 устройства 13, который опирается на ползун 17 и воздействует, по меньшей мере, на участок 2 формования или участок 8 упаковывания; при этом второй исполнительный элемент 16 сконфигурирован на изменение относительного расстояния между участками 2 и 8.
Фактически, в обоих описанных вариантах осуществления устройство 13 перемещения преимущественно управляется блоком 14 управления, который воздействует как на участок 2 формования и участок 8 упаковывания, так и на исполнительные системы 33 и 35 участков 2 и 8 (системы закрывания и открывания участков). Как описано выше, блок 14 управления сконфигурирован на управление участком 2 формирования с целью его перемещения между соответствующим открытым положением и соответствующим закрытым положением и дополнительно на управление участком 8 упаковывания с целью его перемещения между соответствующим открытым состоянием и соответствующим закрытым состоянием. Блок 14 управления, воздействующий на устройство 13, сконфигурирован на управление им путем синхронизации движения исполнительных систем 33 и 35; в частности, блок 14 управления сконфигурирован на управление, по меньшей мере, одним из следующих перемещений:
перемещением участка 2 формования по заданной траектории Т движения, по меньшей мере, когда участок 2 формования находится в закрытом положении;
перемещением участка 8 упаковывания по заданной траектории Т движения, по меньшей мере, когда участок 8 упаковывания находится в закрытом состоянии.
Следовательно, блок 14 управления сконфигурирован на координирование перемещения участка 2 формования между соответствующим открытым положением и соответствующим закрытым положением, перемещения участка 8 упаковывания между соответствующим открытым состоянием и соответствующим закрытым состоянием и, по меньшей мере, одного перемещения, которое осуществляет перемещающее устройство 13 с целью сообщения группе 4 заготовок пошагового прерывистого движения по заданной траектории Т. В частности, блок 14 управления сконфигурирован на синхронизацию поступательного перемещения участка 2 формования с поступательным перемещением участка 8 упаковывания и на синхронизацию обратного перемещения участка 2 формования с обратным перемещением участка 8 упаковывания.
Более конкретно, блок 14 управления сконфигурирован на управление движением устройства 13 с целью перемещения участка 2 формования по заданной траектории Т, когда участок 2 формования находится в закрытом положении. Кроме того, блок 14 управления сконфигурирован на управление движением устройства 13 с целью сообщения движения участку 8 упаковывания по заданной траектории Т, по меньшей мере, когда участок 8 упаковывания находится в закрытом состоянии.
Движение, сообщаемое устройством 13, происходит, когда участок 2 формования и участок 8 упаковывания находятся, соответственно, в закрытом положении и в закрытом состоянии, позволяет этим участкам одновременно перемещать основную пленку 3, группу 4 заготовок и пакеты С по траектории движения и, в частности, в направлении А движения, в частности, от участка 25 подачи на выходе участка 8 упаковывания.
Блок 14 управления также предпочтительно сконфигурирован на управление установкой участка 2 формования в соответствующем закрытом положении с целью формирования элементов 5 в форме лотков во время поступательного перемещения (в частности, когда участок формования находится в закрытом положении перед началом поступательного перемещения). Кроме того, блок 14 управления может быть предпочтительно сконфигурирован на управление установкой участка 2 формования размещения в открытом положении во время обратного перемещения. Тем самым блок 14 управления может сводить к минимуму время, необходимое для формирования элементов 5 и перемещения группы 4 заготовок.
Аналогичным образом, блок 14 управления может быть сконфигурирован на управление установкой участка 8 упаковывания в закрытое состояние с целью крепления части укупоривающей пленки 9 к одному или нескольким соответствующим элементам 5 в форме лотков, присутствующим в гнездах 11, во время поступательного перемещения (в частности, когда участок упаковывания находится в закрытом состоянии перед началом поступательного перемещения). Кроме того, блок 14 управления может управлять установкой участка упаковывания 8 в открытое состояние во время обратного перемещения.
В частности, блок 14 управления соединен с указанными первым и вторым исполнительными элементами 15, 16 и сконфигурирован на сообщение участку 2 формования поступательного перемещения с первой величиной и на сообщение участку 8 упаковывания поступательного перемещения со второй величиной, отличающейся от первой величины перемещения, при этом необязательно:
первая и вторая величины перемещения являются заданными величинами, или
первая величина перемещения является заданной величиной, а вторая величина перемещения рассчитывается блоком 14 управления в зависимости от первой величины, или
первая величина перемещения является заданной величиной, а вторая величина перемещения рассчитывается блоком 14 управления в зависимости от первой величины перемещения и от информации о продольной деформации группы 4 заготовок между участком 2 формования и участком 8 упаковывания.
Блок 14 управления преимущественно, но без ограничения соединен с первым и вторым исполнительными элементами 15, 16 и сконфигурирован на сообщение участку 2 формования обратного перемещения с третьей величиной и на сообщение участку 8 упаковывания обратного перемещения с четвертой величиной, равной третьей величине перемещения или отличающейся от нее.
Третья и четвертая величины перемещения являются следующими:
третья и четвертая величины перемещения являются заданными величинами,
третья и четвертая величины перемещения являются заданными величинами и равны, соответственно, первой и второй величинам перемещения,
третья величина перемещения является заданной величиной и предпочтительно равна первой величине перемещения, а четвертая величина перемещения рассчитывается блоком 14 управления в зависимости от первой величины перемещения или третьей величины перемещения,
третья величина перемещения является заданной величиной и предпочтительно равна первой величине перемещения, а четвертая величина перемещения рассчитывается блоком 14 управления в зависимости от первой величины перемещения или третьей величины перемещения и от информации о продольной деформации группы 4 заготовок между участком 2 формования и участком 8 упаковывания.
В качестве альтернативы, величина обратного перемещения участка упаковывания также может определяться блоком управления на основании информации, поступающей от датчика 18.
Как описано выше, величина поступательных перемещений (а также обратных перемещений) между двумя участками 2 и 8 является небольшой относительно общей длины перемещения; при этом различия преимущественно связаны с ожидаемыми или обнаруженными продольными деформациями, испытываемыми основной пленкой и/или группой заготовок.
Кроме того, блок 14 управления может быть сконфигурирован на хранение в запоминающем устройстве, являющемся частью самого блока или соединенном с ним, множества величин поступательного и обратного перемещений для сообщения участку 2 формования и/или множества величин поступательного и обратного перемещений для сообщения участку 8 упаковывания. Кроме того, блок 14 управления сконфигурирован на:
прием информации о типе элементов 5 в форме лотков, которые могут формироваться на участке 2 формования, и
выбор из упомянутого запоминающего устройства 28 на основании указанной информации величины одного или нескольких из следующих параметров:
поступательного перемещения участка 2 формования,
обратного перемещения участка 2 формования,
поступательного и обратного перемещений участка 2 формования,
поступательного перемещения участка 8 упаковывания,
обратного перемещения участка 8 упаковывания,
поступательного и обратного перемещений участка 8 упаковывания.
Иными словами, в зависимости от типа и, следовательно, размера элементов в форме лотков блок управления сконфигурирован на соответствующий выбор поступательных и/или обратных перемещений участка формования, а также поступательных и/или обратных перемещений участка упаковывания. И в этом случае перемещение участка упаковывания может незначительно адаптироваться с учетом, в частности, возможных продольных деформаций основной пленки или группы заготовок.
Информация о типе элементов 5 в форме лотков может, например, приниматься блоком 14 управления посредством входного сигнала от пользовательского интерфейса, связанного с самим блоком управления, или от датчика, действующего на участке 2 формования и способного идентифицировать тип элементов 5 в форме лотков, которые могут формироваться с помощью участка 2 формования, или от датчика, действующего в группе 4 заготовок и способного идентифицировать тип элементов 5 в форме лотков, сформированных участком 2 формования.
Способ упаковывания продуктов
Кроме того, одной из задач настоящего изобретения является создание способа упаковывания продуктов С с использованием описанного выше устройства 1 по любому из прилагаемых пунктов формулы изобретения.
Способ включает стадию разматывания основной пленки 3 с участка 25 подачи путем ее продвижения в сторону участка формования; в частности, как описано далее, участок формования перемещается и упирается в ходе каждого цикла в следующий продольный сегмент пленки, который вследствие этого продвигается вперед и обрабатывается с целью формирования элементов 5 в форме лотков. Ниже по потоку, чем участок подачи основная пленка поступает на участок 2 формования, который обеспечивает формирование на пленке заданного числа элементов 5 в форме лотков. В частности, элементы в форме лотков формируются в ходе каждого цикла в соответствии с продольным сегментом основной пленки 3, постепенно образуя тем самым непрерывную группы 4 заготовок, снабженную прилегающими друг к другу элементами 5 в форме лотков, которые затем поступают на участок упаковывания 8.
Между участками формования и упаковывания находится участок подачи, который обеспечивает размещение одного или нескольких продуктов, упаковываемых в элементы 5 в форме лотков, до достижения участка упаковывания. В качестве альтернативы продукты может загружать обученный персонал, и в этом случае участок подачи может являться необязательным. Продольный сегмент укупоривающей пленки 9 из соответствующего рулона поступает на участок упаковывания, на котором такая укупоривающая пленка наносится на заданное число элементов 5 в форме лотков из группы заготовок, присутствующей на участке 8 упаковывания. На стадиях формирования элементов в форме лотков участок формования находится в закрытом положении и перемещается из исходного положения в соответствующем поступательном направлении; преимущественно в этот же период времени участок 8 упаковывания находится в закрытом состоянии и перемещается в поступательном направлении. После совершения соответствующих поступательных перемещений участок формования и участок упаковывания возвращаются в соответствующие исходные положения; иными словами, совершив поступательное перемещение, участок формования, перемещается в открытое положение, высвобождает группу заготовок и возвращается в исходное положение, в котором он начнет новый цикл формирования и транспортировки основной пленки 34.
В свою очередь, совершив поступательное перемещение, участок упаковывания, перемещается в открытое состояние, высвобождает группу заготовок и/или упакованные лотки и возвращается в собственное исходное положение, в котором он начнет новый цикл транспортировки группа заготовок и крепления укупоривающей пленки. За счет описанного перемещения участки 2 и 8 сообщают, по меньшей мере, основной пленке 3 и группе 4 заготовок пошаговое перемещение по заданной траектории Т движения.
Точнее говоря, в варианте осуществления, показанном на прилагаемых чертежах, пошаговое перемещение, сообщаемое основной пленке и группе заготовок, включает:
поступательное перемещение участка 2 формования по траектории Т движения от исходной точки до достижения точки прибытия; на стадии поступательного перемещения участка 2 формования он остается в соответствующем закрытом положении и формирует заданное число элементов 5 в форме лотков в основной пленке 3;
поступательное перемещение участка 8 упаковывания по траектории Т движения в поступательном направлении от исходной точки до достижения точки прибытия; стадия поступательного перемещения участка 8 упаковывания преимущественно синхронна поступательному перемещению участка формирования; на такой стадии участок упаковывания остается в соответствующем закрытом состоянии и крепит продольный сегмент укупоривающей пленки 9 к заданному числу элементов 5 в форме лотков, присутствующих на участке 8 упаковывания;
после совершения соответствующих поступательных перемещений участком формования и участком упаковывания участок 2 формования перемещается в обратном направлении, чтобы вернуться в соответствующую исходную точку; на стадии обратного перемещения участка 2 формования он остается в соответствующем открытом положении, чтобы не мешать группе заготовок и/или основной пленке;
перемещение участка 8 упаковывания в обратном направлении до возврата к предыдущей или новой соответствующей исходной точке; стадия обратного перемещения участка 8 упаковывания преимущественно синхронна обратному перемещению участка формования; на стадии обратного перемещения участка 8 упаковывания он остается в соответствующем открытом состоянии, чтобы не мешать группе заготовок.
Описанные стадии циклически повторяются, и в ходе каждого цикла группа заготовок, основная пленка и упакованные лотки, выходящие с участка упаковывания, продвигаются на шаг, пока формируется новый сегмент основной пленки, и пока новый сегмент группы заготовок герметично соединяется с соответствующим сегментом укупоривающей пленки.
Как описано ранее, устройство 1 содержит одну или несколько стопорных групп, действующих при перемещении (или непосредственно перед перемещением) участка формования и участка упаковывания, соответственно, в открытое положение и открытое состояние, чтобы блокировать основную пленку и/или группу заготовок и позволить, как было сказано, сообщать пошаговое перемещение основной пленке 3 и группе 4 заготовок. В частности, стопорная группа или группы выполняют стадию остановки группы 4 заготовок и/или основной пленки 3 путем удержания основной пленки 3 и/или группы 4, воздействуя на основную пленку и/или группу заготовок во время обратных перемещений участка 2 формования и участка 8 упаковывания.
Иными словами, на стадии формирования элементов 5 в форме лотков участок 2 формования находится в закрытом положении, в котором продольный сегмент основной пленки 3 заблокирован относительно участка формования, а на стадии крепления продольного сегмента укупоривающей пленки 9 к заданному числу элементов 5 в форме лотков участок 8 упаковывания находится в закрытом состоянии, в котором сегмент группы 4 заготовок и укупоривающей пленки 9 заблокирован относительно участка 8 упаковывания, в результате чего группа 4 заготовок перемещается по траектории движения исключительно за счет движения, сообщаемого ей участком 2 формования и участком 8 упаковывания. Как только участки 2 и 8 высвобождают группу заготовок и/или лотки, приводится в действие стопорная группа/группы с целью прекращения продольного продвижения основной пленки и/или группы заготовок, и участки 2 и 8 могут вернуться в соответствующие исходные положения, не перемещая ни группу заготовок, ни основную пленку.
Участок упаковывания во время своего поступательного перемещения (помимо герметичного крепления укупоривающей пленки к лотку) может создавать вакуум (или состояние низкого давления заданного уровня) внутри упаковочной камеры, при этом укупоривающая пленка крепится к группе заготовок и, в частности, к каждому соответствующему элементу в форме лотка только после достижения желаемого уровня вакуума внутри него. Соответственно, укупоривающая пленка герметично крепится к кромке каждого лотка и следует контуру продукта и внутренней части лотка, которая не занята продуктом. В качестве альтернативы, участок упаковывания во время своего поступательного перемещения (помимо герметичного крепления укупоривающей пленки к лотку) может создавать регулируемую газовую среду внутри участка упаковывания и, следовательно, внутри каждого лотка. Очевидно, что участок упаковывания во время своего поступательного перемещения может в качестве альтернативы не создавать ни вакуум, ни регулируемую газовую среду, а просто герметично крепить укупоривающую пленку к каждому элементу в форме лотка.
Следует иметь в виду, что в соответствии с изобретением стадии упаковывания и, возможно, создания вакуума (при упаковывании в плотно прилегающую пленку) или регулируемой газовой среды (при упаковывании в модифицированную атмосферу) выполняются во время поступательного перемещения участка упаковывания, а стадия формирования элементов в форме лотков также выполняется во время поступательного перемещения участка формования, в результате чего обеспечивается высокая эффективность всего процесса. Согласно одному из вариантов пробивной блок 40 может действовать на участке упаковывания и может управляться блоком управления с целью прокалывания боковой стенки лотка или лотков во время поступательного перемещения; кроме того, как упомянуто ранее, пробивной инструмент 41 могут являться трубчатыми и может быть соединен с вакуумной группой и/или группой регулируемой газовой среды. При такой компоновке пробивной инструмент 41 может использоваться всегда под управление блоком управления с целью всасывания воздуха (путем создания вакуума в упаковочной камере) или его продувки в случае регулируемой газовой среды.
Согласно другой особенности основная пленка 3 поступает на участок 25 подачи и имеет ширину, равную или меньшую ширине участка формования; в частности, основная пленка поступает в зону обработки участка формования и имеет максимальную меньшую ширину, чем максимальная ширина замкнутого периметра, ограничивающего область обработки; иными словами, сегмент основной пленки внутри области обработки не имеет продольных краев, выступающие вбок от самого рабочего участка, а, напротив, имеет ширину, строго необходимую для формирования элементов 5 в форме лотков. Как указано выше, следует отметить, что приведенные выше максимальные поперечные ширины должны измеряться параллельно друг другу и перпендикулярно направлению движения А. Кроме того, укупоривающая пленка 9 имеет ширину, равную или меньшую ширине группы заготовок, чтобы покрывать метку каждого элемента в форме лотка и устойчиво крепиться к кромкам элементов в форме лотков предпочтительно без выступания в радиальном направлении относительно группы 4 заготовок.
За счет этого, поскольку основная пленка и группа заготовок перемещаются посредством участков 2 и 8, можно доводить до максимума экономию пластмассы, необходимой для процесса упаковывания.
В соответствии с одной из дополнительных особенностей можно, например, автоматически определять посредством блока управления поступательное перемещение, который должно сообщаться участку 2 формования и/или участку 8 упаковывания, в зависимости от типа формируемых элементов 5 в форме лотков, и, следовательно, обеспечивать стадию регулировки расстояния между участком 2 формования и участком 8 упаковывания кратно поступательному перемещению участка 2 формования и/или участка 8 упаковывания, иными словами кратно шагу группы заготовок в ходе каждого цикла формования/упаковывания.
Как указано в описании применительно к устройству, маркировочный элемент 22 может наносить, по меньшей мере, одну контрольную метку на основную пленку или группы 4 заготовок; например, маркировочный элемент может содержать пуансон или нож, который во время обратного перемещения участка формования и участка упаковывания может воздействовать на неподвижную основную пленку 3 или группу 4 заготовок путем нанесения одной или нескольких контрольных насечек, которые могут использоваться для управления движением группы заготовок или для направления обратного перемещения участка упаковывания, как описано выше.
Кроме того, устройство 1 содержит режущий блок 23 для поперечного и/или продольного разделения упаковок С, изготовленных на участке упаковывания, на отдельные блоки, каждый из которых содержит один или несколько элементов 5 в форме лотков. Режущий блок 23 воздействует путем резки на группу заготовок и/или нанесенную на нее укупоривающую пленку; режущий блок может быть включен в одну из стопорных групп и, следовательно, может действовать, когда стопорная группа блокирует группу заготовок или сформированные лотки (например, он может служить матрицей и отделять друг от друга элементы в форме лотков). В качестве альтернативы, режущий блок может быть выполнен как независимый блок, действующий, например, ниже по потоку, чем участок упаковывания; он приводиться в действие во время обратного перемещения участков 2 и 8 или во время поступательного перемещения таких участков в областях, где не создаются нежелательные помехи перемещению участков (чтобы действовать во время поступательного перемещения, он должен перемещаться в продольном направлении, как участки формования и резки).
| название | год | авторы | номер документа |
|---|---|---|---|
| УПАКОВОЧНОЕ УСТРОЙСТВО С УЗЛОМ ВАКУУМИРОВАНИЯ И СПОСОБ УПАКОВЫВАНИЯ | 2016 |
|
RU2678402C1 |
| УСТРОЙСТВО И СПОСОБ УПАКОВКИ ПРОДУКТА | 2015 |
|
RU2675532C2 |
| УСТРОЙСТВО И СПОСОБ УПАКОВКИ ПРОДУКТА | 2015 |
|
RU2680034C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ОТБОРА ГАЗА ИЗ УПАКОВКИ | 2015 |
|
RU2656360C1 |
| КОНВЕЙЕР И УПАКОВОЧНОЕ УСТРОЙСТВО С ЭТИМ КОНВЕЙЕРОМ | 2020 |
|
RU2802266C2 |
| ЛЕГКО ВСКРЫВАЕМЫЕ И ПОВТОРНО УКУПОРИВАЕМЫЕ ГИБКИЕ ПЛЕНОЧНЫЕ УПАКОВКИ И СПОСОБЫ ИЗГОТОВЛЕНИЯ | 2011 |
|
RU2561894C2 |
| ПОВТОРНО УКУПОРИВАЕМАЯ УПАКОВКА С ИСПОЛЬЗОВАНИЕМ КЛЕЙКОГО ФИКСАТОРА С НИЗКОЙ ЛИПКОСТЬЮ | 2012 |
|
RU2607755C2 |
| СПОСОБ И УСТРОЙСТВО ВАКУУМИРОВАНИЯ УПАКОВОК | 2017 |
|
RU2727681C1 |
| АВТОМАТИЗИРОВАННАЯ ЛИНИЯ ПО ПРОИЗВОДСТВУ ЗАМОРОЖЕННЫХ ТОРТОВ | 2019 |
|
RU2725748C1 |
| УСТРОЙСТВО И СПОСОБ ОБЕЗГАЖИВАНИЯ УПАКОВОК | 2016 |
|
RU2725384C1 |
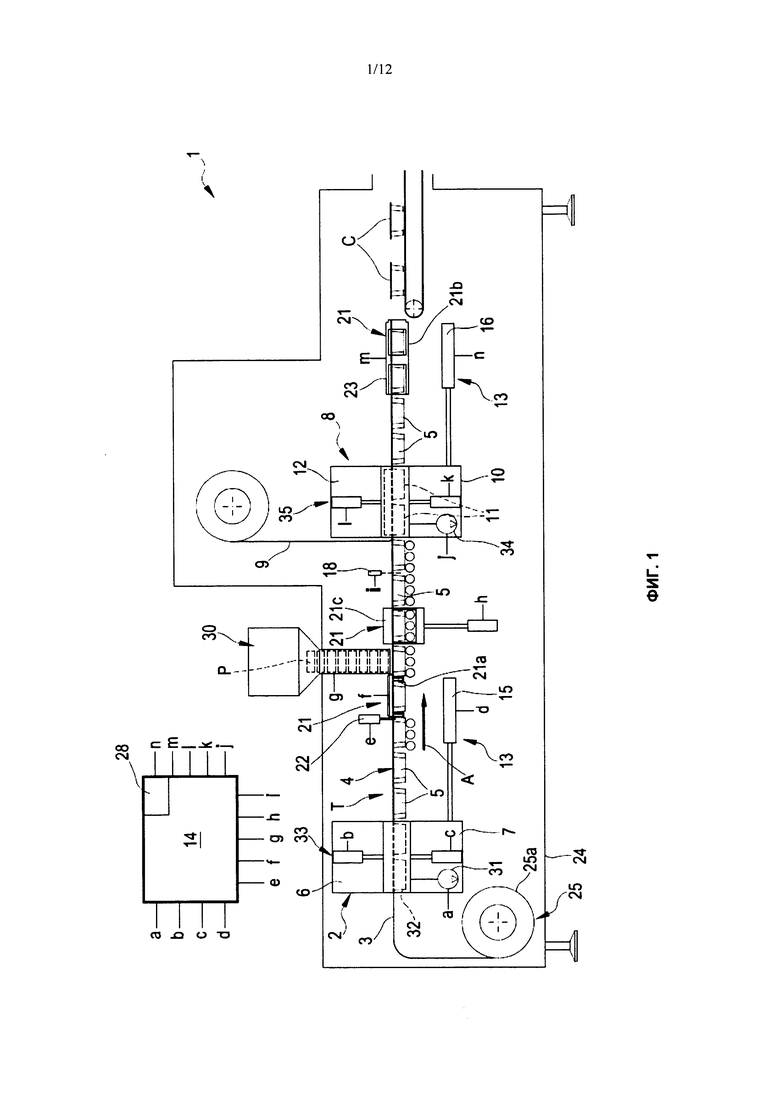
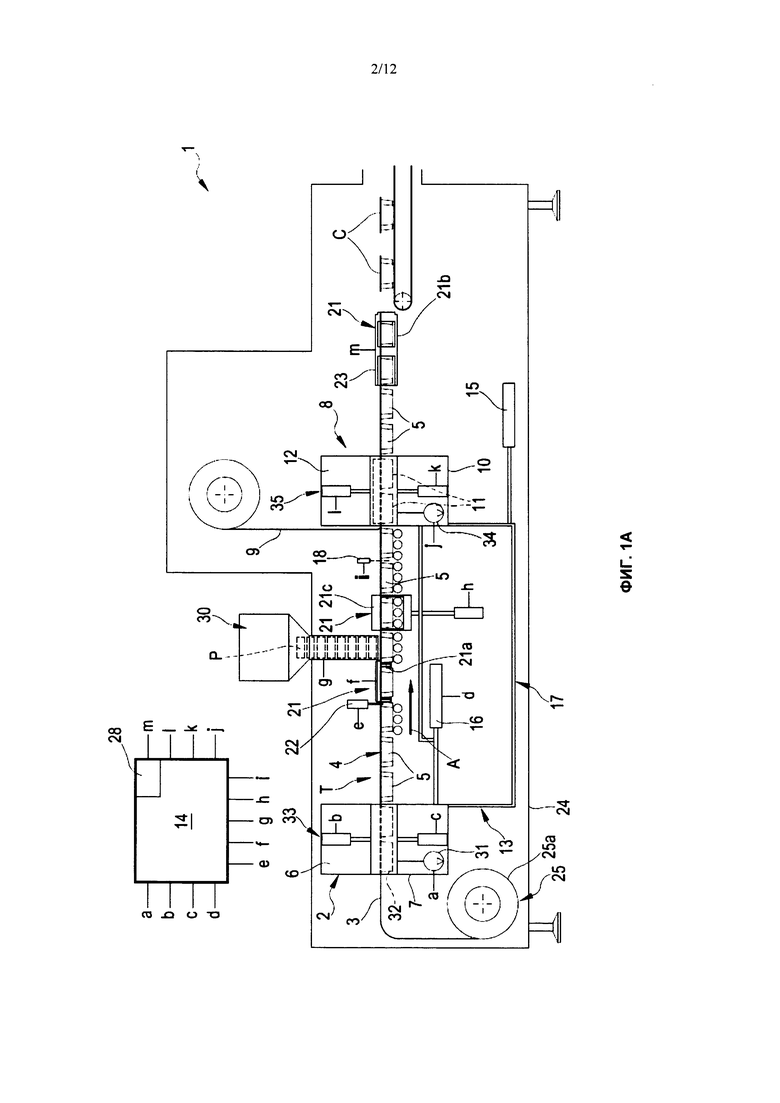
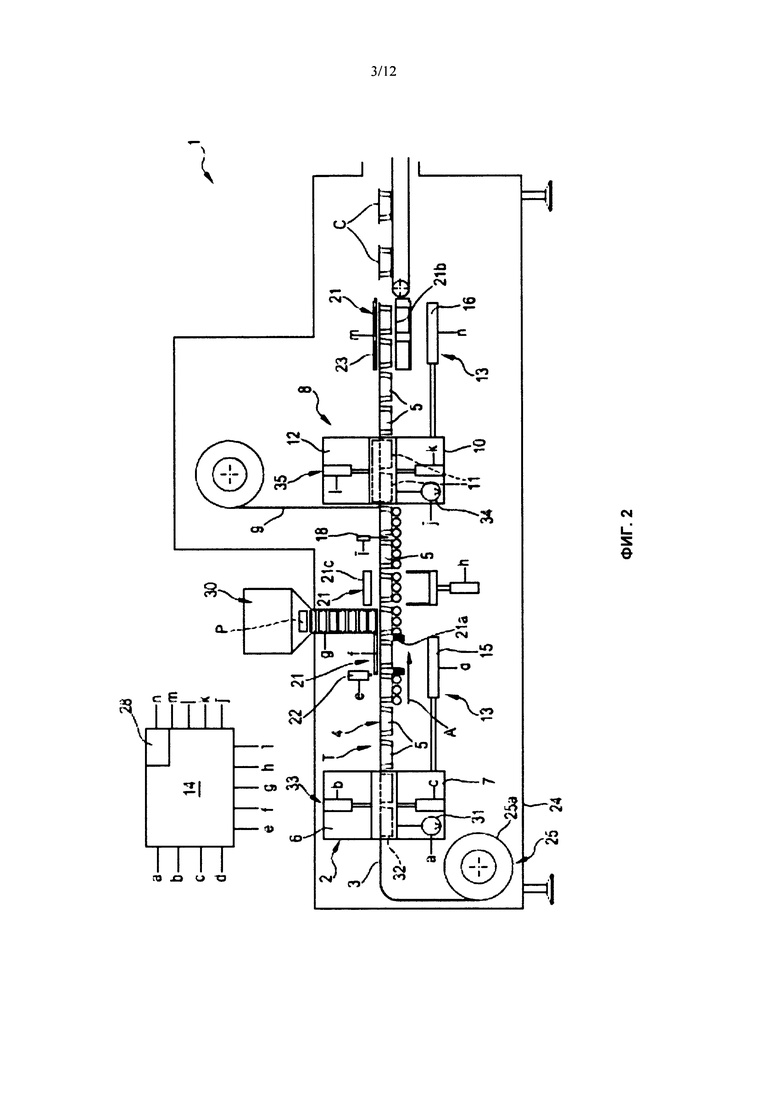
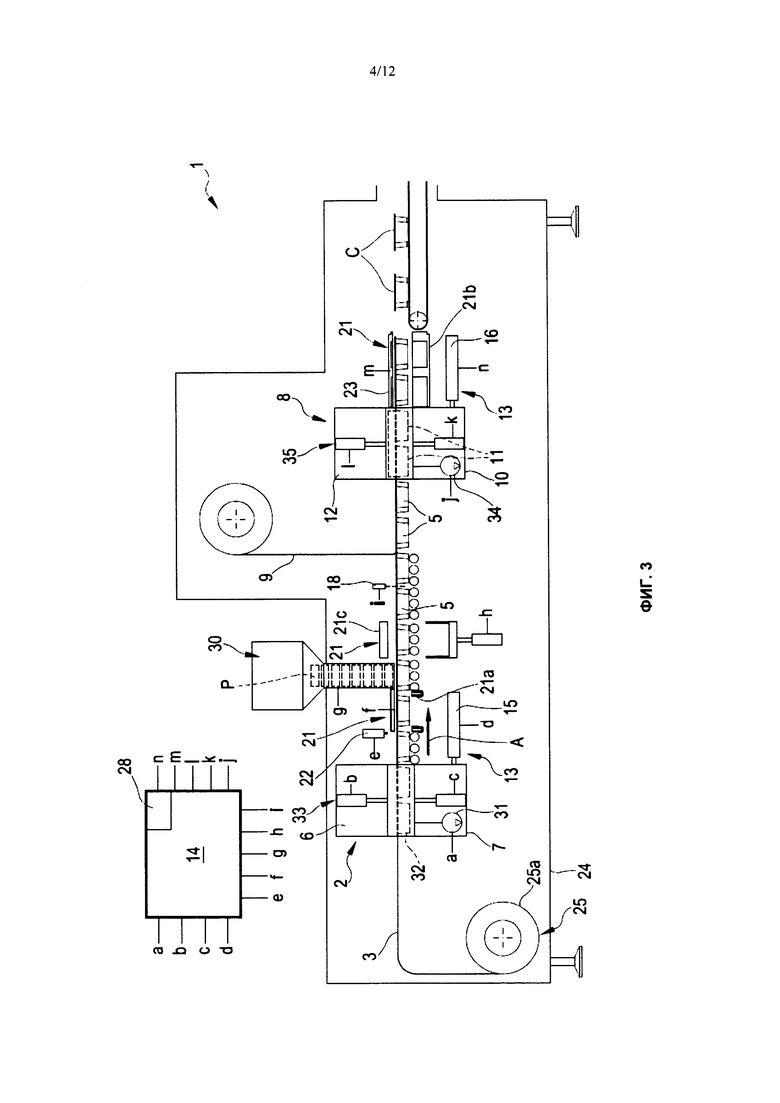

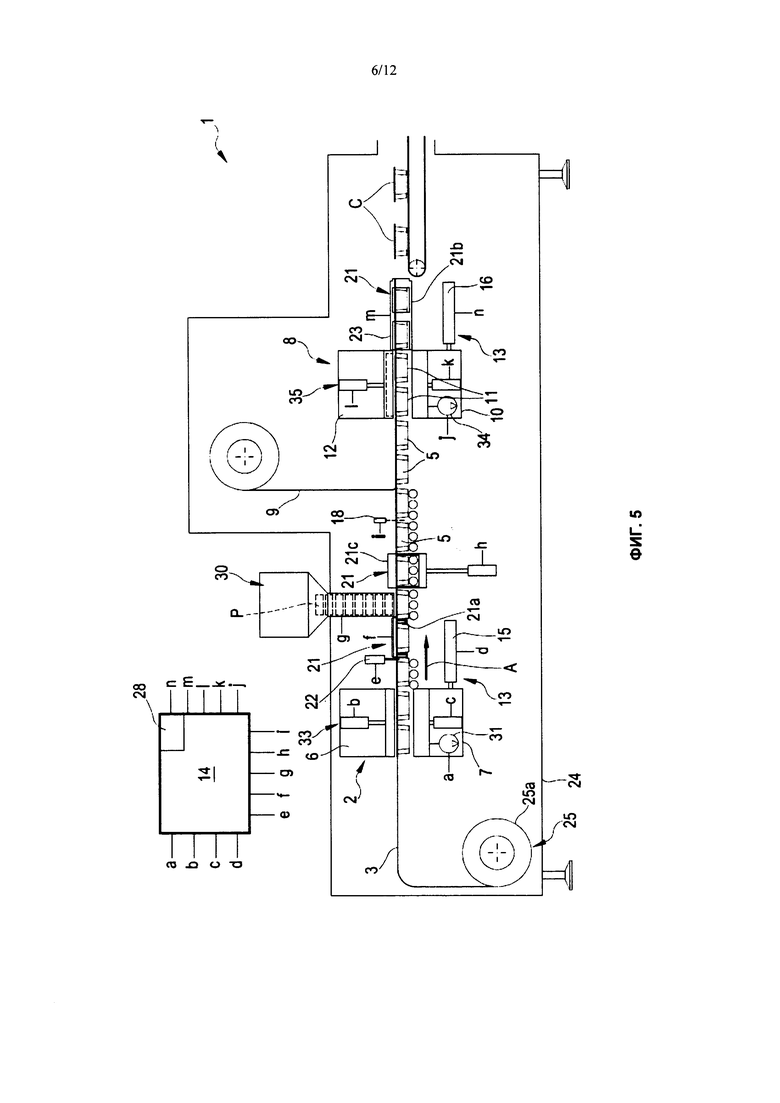
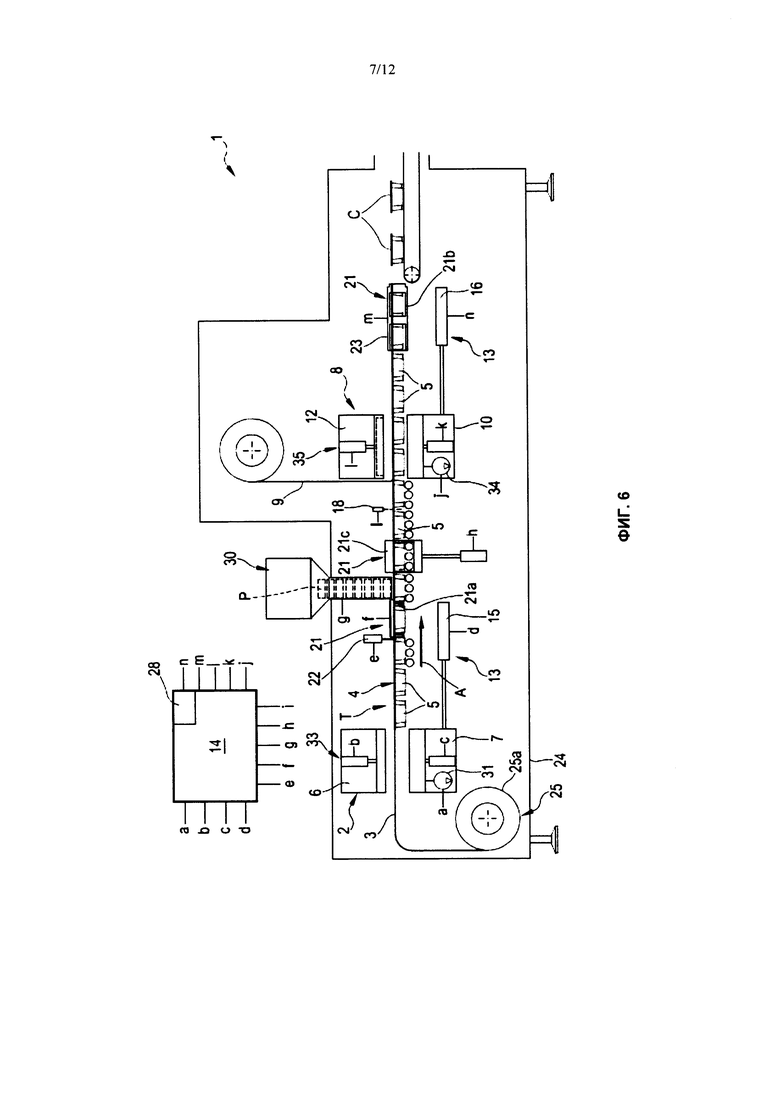
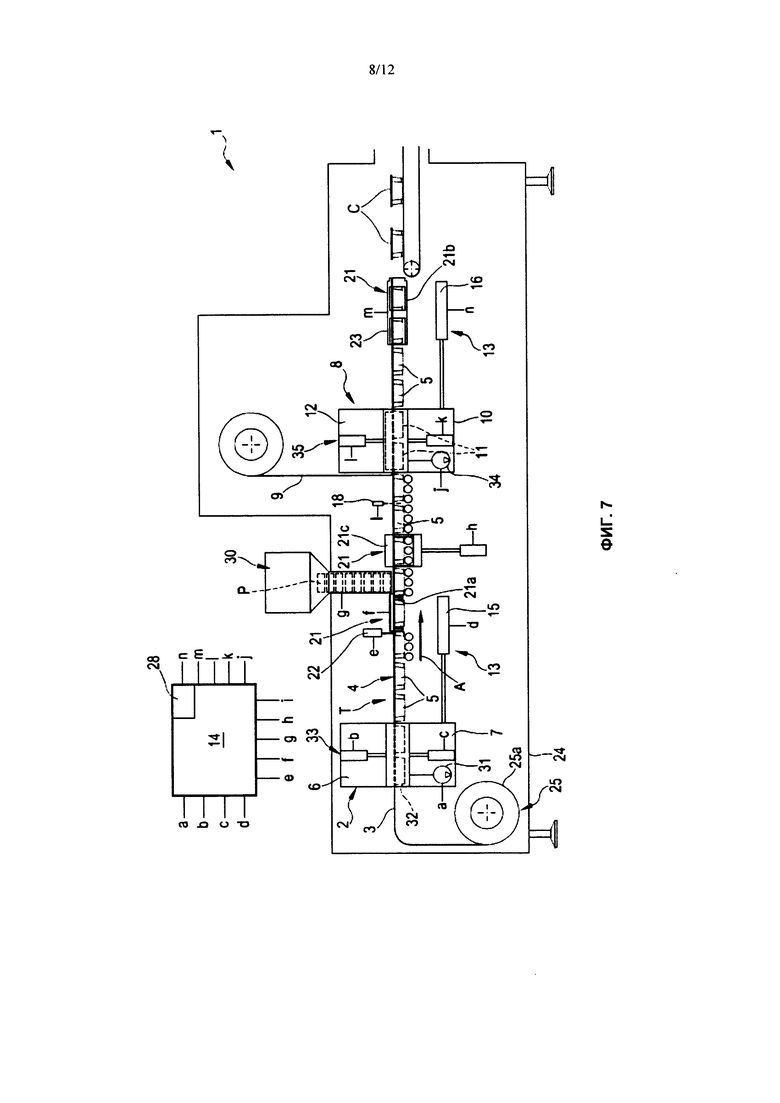
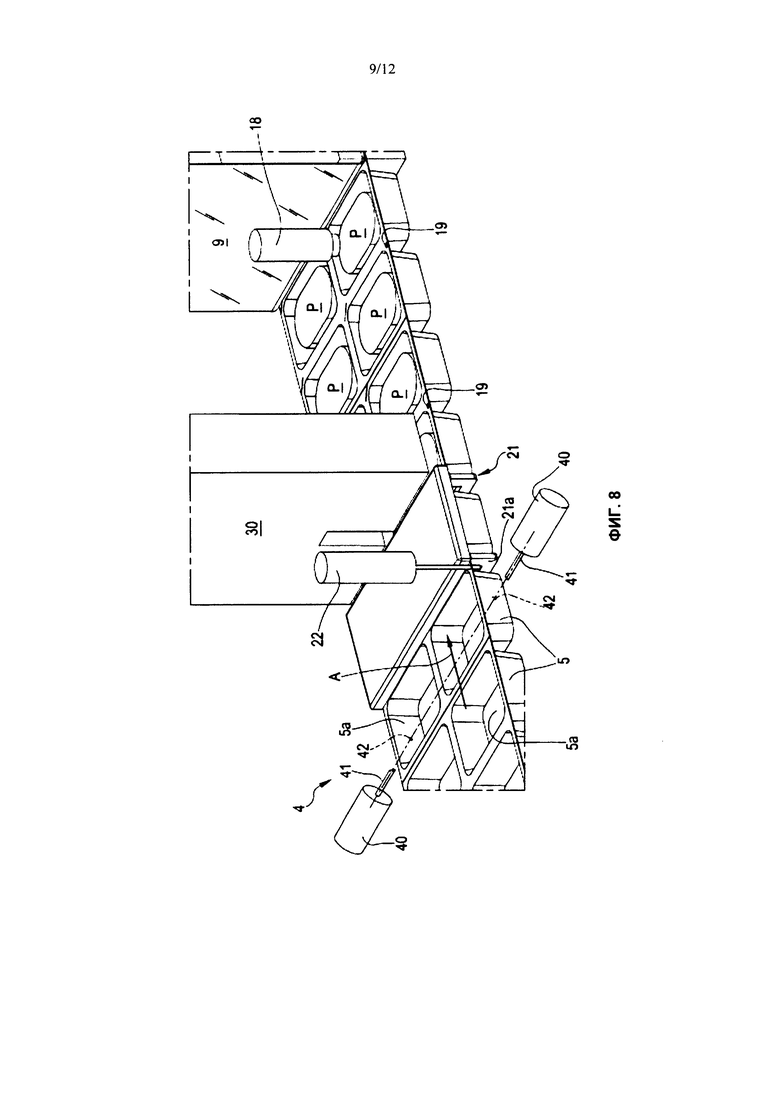
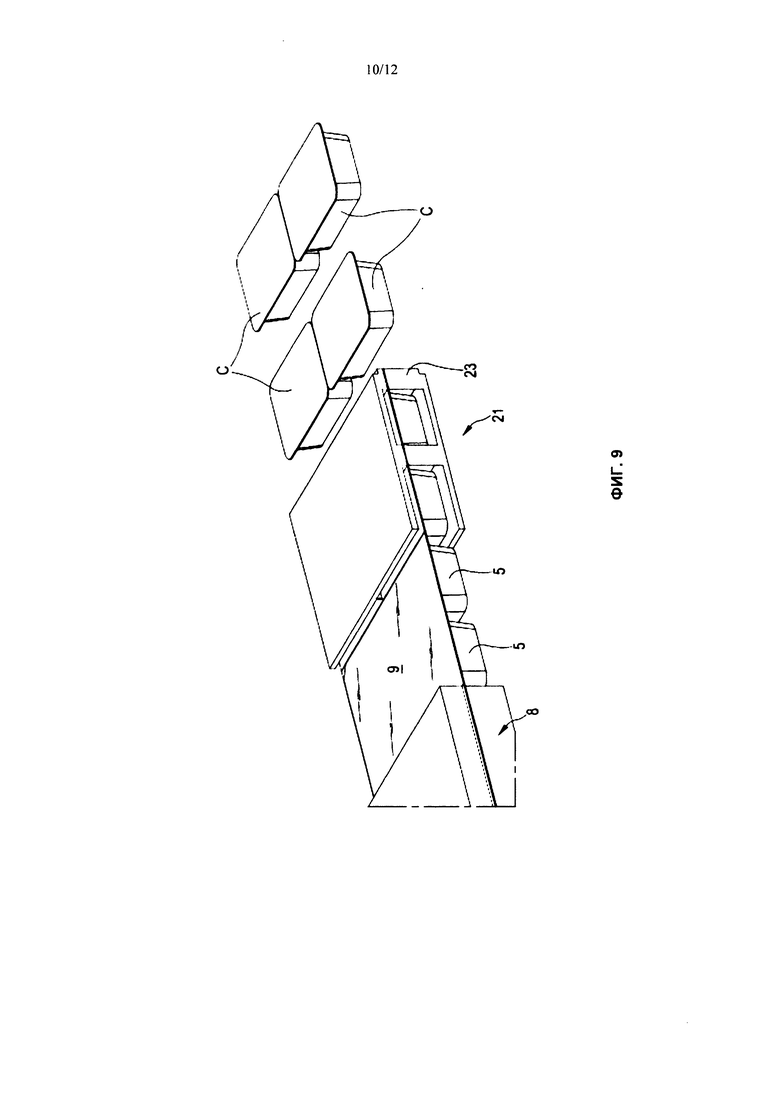
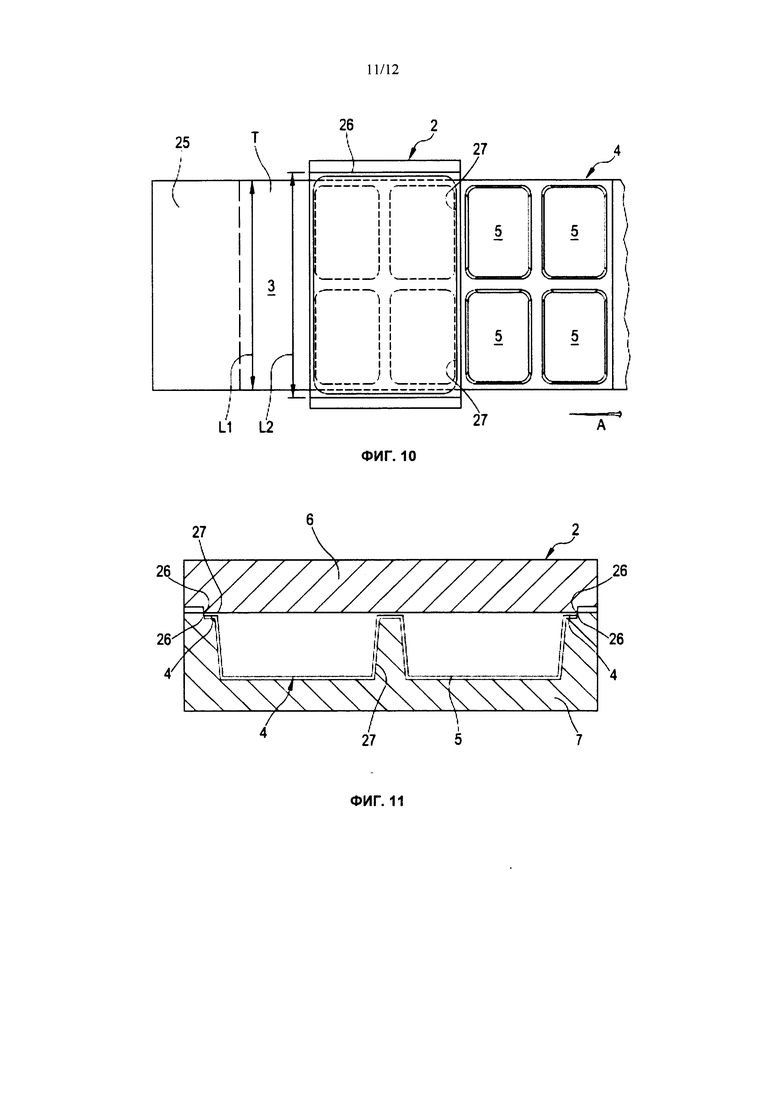
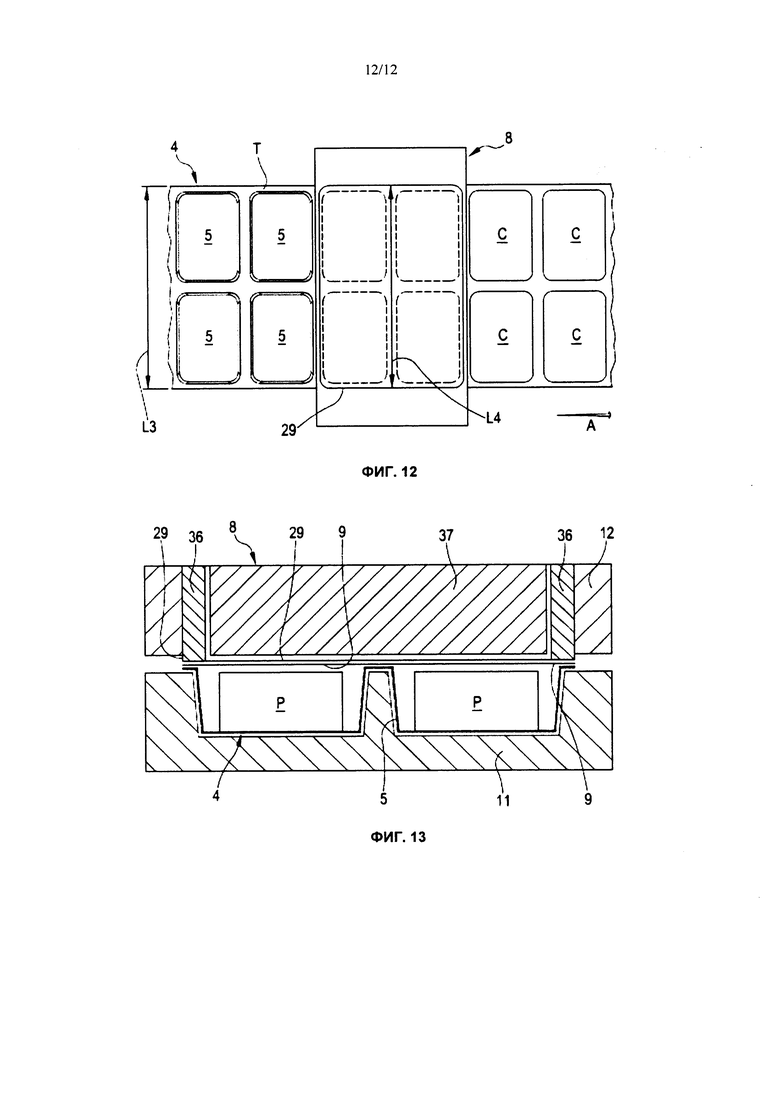
Устройство содержит участок формования, сконфигурированный на прием основной пленки и формирование из нее группы заготовок, имеющей множество примыкающих друг к другу элементов в форме лотков, и участок упаковывания, сконфигурированный на размещение группы заготовок и укупоривающей пленки и на крепление укупоривающей пленки, по меньшей мере, в положении верхнего отверстия к группе заготовок для формирования примыкающих друг к другу упаковок. Устройство содержит также устройство перемещения, сконфигурированное на перемещение как участка формования, так и участка упаковывания для сообщения группе заготовок прерывистого пошагового перемещения по заданной траектории движения. Изобретением является также и способ упаковывания с использованием вышеописанного устройства. Группа изобретений обеспечивает повышение производительности, качества и удобство обслуживания. 2 н. и 22 з.п. ф-лы, 13 ил.
1. Устройство (1) упаковки продукта (Р), содержащее:
участок (2) формования, сконфигурированный на прием основной пленки (3) и формирование из нее группы (4) заготовок, имеющей множество примыкающих друг к другу элементов (5) в форме лотков, при этом участок (2) формования содержит:
по меньшей мере, одну верхнюю часть (6) и
по меньшей мере, одну нижнюю часть (7),
при этом верхняя часть и нижняя часть соединены с возможностью перемещения относительно друг друга между открытым положением участка (2) формования, в котором верхняя часть (6) и нижняя часть (7) отстоят друг от друга и позволяют продольному сегменту (3а) основной пленки (3) поступать на участок (2) формования, и закрытым положением участка (2) формования, в котором верхняя часть (6) и нижняя часть (7) приближены друг к другу для блокирования продольного сегмента (3а) основной пленки (3) относительно участка (2) формования и формирования одного или нескольких элементов (5) в форме лотков на таком продольном сегменте (3а),
участок (8) упаковывания, сконфигурированный на размещение группы (4) заготовок и укупоривающей пленки (9) и на крепление укупоривающей пленки (9), по меньшей мере, в положении верхнего отверстия (5а) к группе (4) заготовок заданного числа элементов (5) в форме лотков для формирования примыкающих друг к другу упаковок (С), при этом участок (8) упаковывания, содержит:
нижний инструмент (10), содержащий заданное число гнезд (11), каждое из которых сконфигурировано на размещение, по меньшей мере, одного из элементов (5) в форме лотков, и
верхний инструмент (12), обращенный к нижнему инструменту (10) и сконфигурированный на взаимодействие с нижним инструментом (10) для крепления, по меньшей мере, части указанной укупоривающей пленки (9) к одному или нескольким элементам (5) в форме лотков, помещающимся в гнездах (11),
верхний инструмент (12) и нижний инструмент (10) способны перемещаться относительно друг друга между открытым состоянием участка (8) упаковывания, в котором верхний инструмент (12) и нижний инструмент (10) отстоят друг от друга и позволяют размещать один или несколько элементов (5) в форме лотков в гнездах (11) и размещать упомянутую часть укупоривающей пленки (9) над одним или несколькими соответствующими элементами (5) в форме лотков, и закрытым состоянием участка (8) упаковывания, в которой верхний инструмент (12) и нижний инструмент (10)
приближены друг к другу для блокирования одного или нескольких элементов (5) в форме лотков, находящихся в гнездах (11), относительно участка (8) упаковывания и крепления упомянутого участка укупоривающей пленки (9) к такому одному или нескольким соответствующих элементам (5) в форме лотков, находящимся в гнездах (11),
по меньшей мере, одно устройство (13) перемещения, воздействующее как на участок (2) формования, так и на участок (8) упаковывания, сконфигурированное на перемещение как участка (2) формования, так и участка (8) упаковывания по заданной траектории (Т) движения группы (4) заготовок,
блок (14) управления, воздействующий на участок (2) формования и участок (8) упаковывания, а также на устройство (13) перемещения и сконфигурированный на:
управление перемещением участка (2) формования между соответствующим открытым положением и соответствующим закрытым положением,
управление перемещением участка (8) упаковывания между соответствующим открытым состоянием и соответствующим закрытым состоянием,
управление устройством (13) перемещения для выполнения следующего:
перемещения участка (2) формования по заданной траектории (Т) движения, по меньшей мере, когда участок (2) формования находится в закрытом положении,
перемещения участка (8) упаковывания по заданной траектории (Т) движения, по меньшей мере, когда участок (8) упаковывания находится в закрытом состоянии,
координирование перемещения участка (2) формования между соответствующим открытым положением и соответствующим закрытым положением и перемещения участка (8) упаковывания между соответствующим открытым состоянием и соответствующим закрытым состоянием, при этом устройство (13) перемещения осуществляет упомянутые перемещения для сообщения, по меньшей мере, одной продольной части группы (4) заготовок прерывистого пошагового перемещения по заданной траектории (Т) движения.
2. Устройство по п. 1, в котором устройство (13) перемещения, воздействующее на участок (2) формования, сконфигурировано на:
перемещение участка (2) формования из соответствующего исходного положения в поступательном направлении по заданной траектории (Т) движения до достижения им соответствующего положения прибытия; и
перемещение участка (2) формования из соответствующего положения прибытия в обратном направлении, противоположном поступательному направлению, до достижения им нового исходного положения, и
блок (14) управления также сконфигурирован на:
управление участком (2) формования для его установки в закрытое положение и формирования элементов (5) в форме лотков во время поступательного перемещения,
управление участком (2) формования для его установки в открытое положение во время обратного перемещения.
3. Устройство по п. 1 или 2, в котором устройство (13) перемещения, воздействующее на участок (8) упаковывания, сконфигурировано на:
перемещение участка (8) упаковывания из соответствующего исходного положения в поступательном направлении по заданной траектории (Т) движения до достижения им соответствующего положения прибытия; и
перемещение участка (8) упаковывания из соответствующего положения прибытия в обратном направлении, противоположном поступательному направлению, до его возврата в новое исходное положение,
и в котором блок (14) управления также сконфигурирован на:
управление участком (8) упаковывания для его установки в соответствующее закрытое состояние и крепления части укупоривающей пленки (9) к одному или нескольким соответствующим элементам (5) в форме лотков, находящимся в гнездах (11), во время поступательного перемещения, и
управление участком (8) упаковывания для его установки в открытое состояние во время обратного перемещения.
4. Устройство по любому из пп. 1-3, сконфигурированное таким образом, чтобы движение, по меньшей мере, продольной части группы (4) заготовок по заданной траектории (Т) движения сообщали исключительно сами участки формования и упаковывания во время соответствующих поступательных перемещений, и
в котором продольная часть группы (4) заготовок, движение по заданной траектории (Т) которой сообщают исключительно сами участки формования и упаковывания во время соответствующих поступательных перемещений, расположена между участком формования и участком упаковывания, когда участок формования и участок упаковывания начинают соответствующие поступательные перемещения по заданной траектории (Т) движения.
5. Устройство по любому из пп. 2-4, сконфигурированное таким образом, чтобы движение группе заготовок по траектории, по меньшей мере, между участком формования и участком упаковывания сообщали исключительно сами участки формирования и упаковывания во время соответствующих поступательных перемещений.
6. Устройство по любому из пп. 2-5, сконфигурированное таким образом, чтобы движение основной пленке до участка формования сообщали исключительно сами участки формирования и упаковывания во время соответствующих поступательных перемещений.
7. Устройство по любому из пп. 3-6, в котором устройство (13) перемещения содержит:
первый исполнительный элемент (15), воздействующий на участок (2) формования и сконфигурированный на возвратно-поступательное перемещение участка (2) формования в поступательном и обратном направлениях, и
второй исполнительный элемент (16), независимый от первого исполнительного элемента (15), воздействующий на участок (8) упаковывания и сконфигурированный на возвратно-поступательное перемещение участка (8) упаковывания в поступательном и обратном направлениях,
или в котором устройство (13) перемещения содержит:
ползун (17), служащий опорой для участка (2) формования и участка (8) упаковывания,
первый исполнительный элемент (15), воздействующий на ползун (17) и сконфигурированный на возвратно-поступательное перемещение ползуна (17) и тем самым участка (2) формования и участка (8) упаковывания в одном и том же общем поступательном направлении и в одном и том же общем обратном направлении, и
второй исполнительный элемент (16), опирающийся на ползун (17) и воздействующий, по меньшей мере, на участок (2) формования или участок (8) упаковывания, при этом второй исполнительный элемент (16) сконфигурирован на изменение относительного расстояния между самими участками,
и в котором блок (14) управления соединен с первым и вторым исполнительными элементами (15, 16) и сконфигурирован на сообщение участку (2) формования поступательного перемещения с первой величиной и на сообщение участку (8) упаковывания поступательного перемещения со второй величиной, отличающейся от первой величины,
при этом необязательно:
первая и вторая величины перемещения являются заданными величинами, или
первая величина перемещения является заданной величиной, а вторая величина перемещения рассчитывается блоком (14) управления в зависимости от первой величины, или
первая величина перемещения является заданной величиной, а вторая величина
перемещения рассчитывается блоком (14) управления в зависимости от первой величины перемещения и от информации о продольной деформации группы (4) заготовок между участком (2) формования и участком (8) упаковывания.
8. Устройство по п. 7, в котором блок (14) управления соединен с первым и вторым исполнительными элементами (15, 16) и сконфигурирован на сообщение участку (2) формования обратного перемещения с третьей величиной и на сообщение участку (8) упаковывания обратного перемещения с четвертой величиной, равной третьей величине перемещения или отличающейся от нее,
при этом третья и четвертая величины перемещения являются следующими:
третья и четвертая величины перемещения являются заданными величинами,
третья и четвертая величины перемещения являются заданными величинами и равны, соответственно, первой и второй величинам перемещения,
третья величина перемещения является заданной величиной и предпочтительно равна первой величине перемещения, а четвертая величина перемещения рассчитывается блоком (14) управления в зависимости от первой величины перемещения или третьей величины перемещения,
третья величина перемещения является заданной величиной и предпочтительно равна первой величине перемещения, а четвертая величина перемещения рассчитывается блоком (14) управления в зависимости от первой величины перемещения или третьей величины перемещения и от информации о продольной деформации группы (4) заготовок между участком (2) формования и участком (8) упаковывания.
9. Устройство по любому из пп. 3-8, в котором блок (14) управления сконфигурирован на синхронизацию поступательного перемещения участка (2) формования и поступательного перемещения участка (8) упаковывания и на синхронизацию обратного перемещения участка (2) формования и обратного перемещения участка (8) упаковывания.
10. Устройство по любому из пп. 1-9, содержащее, по меньшей мере, один сенсорный элемент (18), способный обнаруживать, по меньшей мере, одно из следующего на группе (4) заготовок:
одну или несколько контрольных меток 1(9), выполненных на группе (4) заготовок,
один или несколько элементов (5) в форме лотков, присутствующих в группе (4) заготовок,
при этом сенсорный элемент (18) сконфигурирован на излучение сигнала приведения в действие и его передачу блоку (14) управления при обнаружении одной или нескольких контрольных меток (19) или одного или нескольких элементов (5) в
форме лотков, соответственно,
а блок (14) управления соединен с сенсорным элементом (18) и сконфигурирован на:
прием сигнала приведения в действие,
обнаружение положения укупориваемых элементов (5) в форме лотков на основании сигнала приведения в действие,
перемещение участка (8) упаковывания из соответствующего положения прибытия в обратном направлении, противоположном поступательному направлению, до его возврата в новое исходное положение, в котором участок упаковывания центрирован относительно обнаруженного положения укупориваемых элементов (5) в форме лотков.
11. Устройство по любому из пп. 1-10, содержащее, по меньшей мере, одну стопорную группу (21), сконфигурированную на воздействие, по меньшей мере, на одно из следующего:
основную пленку (3),
группу (4) заготовок, сформированную на участке (2) формования,
упаковки, сформированные на участке (8) упаковывания,
при этом стопорная группа (21) дополнительно сконфигурирована на переключение между, по меньшей мере, одним нейтральным состоянием, в котором она позволяет группе (4) заготовок или упаковкам, соответственно, перемещаться по траектории (Т) движения, и состоянием захвата, в котором стопорная группа (21) воздействует на группу (4) заготовок или упаковки, соответственно, путем предотвращения их перемещения по траектории (Т) движения,
при этом блок (14) управления сконфигурирован на управление стопорной группой (21) для ее установки в состояние захвата и удержания в нем, когда участок (2) формования находится в открытом положении, и/или когда участок (8) упаковывания находится в открытом состоянии.
12. Устройство по п. 11, в котором стопорная группа (21) содержит:
первую стопорную группу (21а), воздействующую на группу (4) заготовок в области между участком (2) формования и участком (8) упаковывания или воздействующую на основную пленку (3) выше по потоку, чем участок (2) упаковывания, и
вторую стопорную группу (21b), воздействующую на группу (4) заготовок в области между участком (2) формования и участком (8) упаковывания или воздействующую на упаковки ниже по потоку, чем участок (8) упаковывания;
при этом блок (14) управления сконфигурирован на управление первой и второй
стопорными группами (21а, 21b) для их преимущественно одновременной установки в состояние захвата и удержания в нем, когда участок (2) формования находится в открытом положении, и/или когда участок (8) упаковывания находится в открытом состоянии.
13. Устройство по любому из пп. 1-12, содержащее:
маркировочный элемент 22, способный наносить, по меньшей мере, одну контрольную метку на основную пленку (3) или группу (4) заготовок, при этом маркировочный элемент (22) необязательно содержит пуансон или нож, который сконфигурирован на воздействие на основную пленку (3) или группу (4) заготовок путем нанесения контрольной метки, и/или
режущий блок (23) для разделения упаковок (С) в поперечном и/или продольном направлении на отдельные блоки, каждый из которых содержит один или несколько элементов (5) в форме лотков, при этом режущий блок (23) сконфигурирован на воздействие путем резки на группу заготовок и/или нанесенную на нее укупоривающую пленку, и/или
пробивной блок (40), снабженный пробивном инструментом (41), способным перемещаться из нейтрального положения, в котором он находится на удалении от группы заготовок, в рабочее положение, при этом пробивной инструмент воздействует на группу заготовок, путем выполнения, по меньшей мере, одного сквозного отверстия (42) в стенке, необязательно, в боковой стенке соответствующего элемента в форме лотка.
14. Устройство по п. 12 или 13, в котором:
первая стопорная группа (21а) содержит пробивной блок, который при нахождении стопорной группы (21а) в состоянии захвата сконфигурирован на воздействие на группу (4) заготовок путем выполнения, по меньшей мере, одного из сквозных отверстий, или
первая стопорная группа (21а) содержит маркировочный элемент (22), который при нахождении стопорной группы (21а) в состоянии захвата сконфигурирован на воздействие на основную пленку или группу (4) заготовок путем нанесения контрольной метки, и/или
вторая стопорная группа (21b) содержит режущий блок (23), сконфигурированный на воздействие путем резки на группу (4) заготовок и/или нанесенную на нее укупоривающую пленку (9), когда вторая стопорная группа (21b) находится в состоянии захвата.
15. Устройство по любому из пп. 1-14, в котором участок (2) формования, участок (8) упаковывания и устройство (13) перемещения опираются на неподвижную раму (24),
по которой проходит траектория (Т) движения основной пленки (3) и группы (4) заготовок, при этом устройство (1) дополнительно содержит, по меньшей мере, один участок (25) подачи, необязательно содержащий валик для подачи основной пленки (3), который имеет ширину (L1), равную ширине (L2) обрабатывающей области (27) участка (2) формования или отличающуюся от нее не более чем на 1 см; при этом упомянутые ширины измеряют параллельно друг другу и перпендикулярно направлению (А) движения основной пленки (3) по заданной траектории (Т) движения,
при этом участок (8) упаковывания содержит, по меньшей мере, один термосварочный пруток, предназначенный для термофиксации укупоривающей пленки (9) на одном или нескольких элементах в форме лотков из группы (4) заготовок и имеющий максимальную ширину, преимущественно равную или незначительно отличающуюся, необязательно на 1-5 мм большую или на 1-5 мм меньшую, от максимальной поперечной ширины группы (4) заготовок и укупоривающей пленки (9); при этом все упомянутые ширины измеряют параллельно друг другу и перпендикулярно направлению (А) движения основной пленки (3) по заданной траектории (Т) движения.
16. Устройство по любому из пп. 3-15, содержащее, по меньшей мере, одно запоминающее устройство (28), соединенное с блоком (14) управления и служащее для хранения:
множества величин длины, применяемых к поступательному и обратному перемещениям участка (2) формования, и/или
множества величин длины, применяемых к поступательному и обратному перемещениям участка (8) упаковывания, и
в котором блок (14) управления служит для:
приема информации о типе элементов (5) в форме лотков, которые могут формироваться на участке (2) формования, и
выбора запоминающим устройством (28) на основании упомянутой информации величины одного или нескольких из следующих параметров:
поступательного перемещения участка (2) формования,
обратного перемещения участка (2) формования,
поступательного и обратного перемещений участка (2) формования,
поступательного перемещения участка (8) упаковывания,
обратного перемещения участка (8) упаковывания,
поступательного и обратного перемещений участка (8) упаковывания,
при этом информация необязательно принимается посредством входного сигнала от пользовательского интерфейса, соединенного с блоком (14) управления, или от датчика, действующего на участке (2) формования и способного идентифицировать тип элементов (5) в форме лотков, которые могут формироваться на участке (2) формования, или от датчика, действующего на группе (4) заготовок и способного идентифицировать тип элементов (5) в форме лотков, сформированных на участке (2) формования.
17. Устройство по любому из пп. 3-16, в котором участок (8) упаковывания находится на заданном расстоянии от участка (2) формования, поступательное перемещение участка (2) формования и/или участка (8) упаковывания имеет длину, составляющую определенную долю, кратную заданному расстоянию, при этом блок (14) управления необязательно сконфигурирован на управление первым и/или вторым исполнительными элементами (15, 16) и на изменение заданного расстояния в зависимости от поступательного перемещения, сообщаемого участку (2) формования и участку (8) упаковывания.
18. Способ упаковки с использованием устройства (1) по любому из пп. 1-17, включающий стадии:
формирования на участке (2) формования заданного числа элементов (5) в форме лотков на протяжении длины основной пленки (3) путем изготовления непрерывной группы (4) заготовок, содержащей смежные элементы (5) в форме лотков,
размещения одного или нескольких упаковываемых продуктов в элементах (5) в форме лотков,
крепления на участке (8) упаковывания продольного участка укупоривающей пленки (9) к заданному числу элементов (5) в форме лотков из группы (4) заготовок, присутствующей на участке (8) упаковывания,
сообщения, по меньшей мере, основной пленке (3) и группе (4) заготовок пошагового перемещения по заданной траектории (Т) движения,
при этом стадия сообщения основной пленке (3) и группе (4) заготовок пошагового перемещения обеспечивает:
поступательное перемещение участка (2) формования по траектории (Т) движения от исходной точки до достижения точки прибытия, в ходе которого участок (2) формования остается в соответствующем закрытом положении и формирует заданное число элементов (5) в форме лотков на основной пленке (3), и/или
поступательное перемещение участка (8) упаковывания по траектории (Т) движения от исходной точки до достижения точки прибытия, в ходе которого участок (8) упаковывания он остается в соответствующем закрытом состоянии и крепит продольный сегмент укупоривающей пленки (9) к заданному числу элементов (5) в форме лотков, присутствующих на участке (8) упаковывания, и
стадия сообщения основной пленке (3) и группе (4) заготовок пошагового перемещения дополнительно обеспечивает:
обратное перемещение участка (2) формования до достижения соответствующей начальной точки, в ходе которого участок (2) формования остается в соответствующем открытом положении, и/или
обратное перемещение участка (8) упаковывания до достижения соответствующей исходной точки или новой точки прибытия, в ходе которого участок (8) упаковывания остается в соответствующем открытом состоянии.
19. Способ по п. 18, в котором стадия сообщения основной пленке (3) и группе (4) заготовок пошагового перемещения дополнительно включает остановку группы (4) заготовок и/или основной пленки (3) путем удержания основной пленки (3) и/или группы (4) заготовок стопорной группой (21), воздействующей на основную пленку и/или группу заготовок во время обратных перемещений участка (2) формования и участка (8) упаковывания.
20. Способ по п. 18 или 19, в котором на стадии формирования элементов (5) в форме лотков участок (2) формования находится в закрытом положении для блокирования продольного сегмента основной пленки (3) относительно участка формования, и
на стадии крепления продольного сегмента укупоривающей пленки (9) к заданному числу элементов (5) в форме лотков участок (8) упаковывания находится в закрытом состоянии для блокирования сегмента группы (4) заготовок и укупоривающей пленки (9) относительно участка (8) упаковывания.
21. Способ по любому из пп. 18-20, в котором, по меньшей мере, одна продольная часть группы (4) заготовок перемещается по траектории (Т) исключительно за счет движения, сообщаемого ей участком (2) формования и участком (8) упаковывания во время соответствующих поступательных перемещений самих участков.
22. Способ по п. 21, в котором продольная часть группы (4) заготовок, движение по заданной траектории (Т) которой сообщают исключительно сами участки формования и упаковывания во время соответствующих поступательных перемещений, расположена между участком формования и участком упаковывания, когда участок формования и участок упаковывания начинают соответствующие поступательные перемещения по заданной траектории (Т) движения.
23. Способ по любому из пп. 18-22, в котором движение основной пленке (3) до участка формования сообщают исключительно сами участки формования и упаковывания во время соответствующих поступательных перемещений.
24. Способ по любому из пп. 18-23, в котором определяют поступательное перемещение, которое должно сообщаться участку (2) формования и участку (8) упаковывания, в зависимости от типа формируемых элементов (5) в форме лотков, и предусмотрена стадия регулировки расстояния между участком (2) формования и участком (8) упаковывания кратно поступательному перемещению участка (2) формования и/или участка (8) упаковывания.
| US 3979877 A1, 14.09.1976 | |||
| ГИРАЦИОННАЯ КОНУСНАЯ ДРОБИЛКА | 0 |
|
SU370970A1 |
| УПАКОВОЧНАЯ МАШИНА И СПОСОБ ИЗГОТОВЛЕНИЯ ВАКУУМИРОВАННЫХ И/ИЛИ ЗАПОЛНЕННЫХ ГАЗОМ УПАКОВОК | 2012 |
|
RU2571347C2 |

