4 1чЭ
оо
N3
Изобретение относится к i цоег- iiQft металлург ии, в част11(.)сти ;; валковой afiMaTvpe сортовых прокатных клетей.
Цель изобретения -- повышение точности iifjoKaTKn и долговечности узла.
На фиг. 1 изображено ианравляюш.ее устройство прокатной клети, вид сверху, ни фиг. 2 - то же, разре;-, А-Л на фиг. 1; нф фиг. 3 -- пример выполнении аирав,ляю- 1цего устройства прокатной клети д.пя иро- кфтки клиновиднь1Х профилей, поперечный разрез.
I Узел содержит верхний и 1;ижний 2 1шокатнв1е валки, па шейках к.оторых по обеим краям бочки выполпеньл буоты 3. Иро- врдковая арматура включает сквозные ли- 4, размещенные между валками и за- к|эеалепные Г1ереднл1ми н задними концами НЕ арматурнв1х брусьях 5. Наружная новерх- HJDCTb сквозных линеек, размещеп 1ая между вЬлками, онерта о впутреннюю мозерхность б ртов валков через бронзовый вк.лал.ьип 6 ролик 7, тто п()едотвран1ает нх истира- от врап1аю1дихся валков.
I Узел собирается следующим образом.
j Ск1и)3пые .тинейки 4 вводятся между ва. ь к1ами 1 и 2 прокатной клети н кренятся пе- р едними и задними копнами ьа аомагурпых dpycbHX 5 болтами так, ч 1 обы средняя часть л|ииеек с их наружной сторонь ониралась в1 вертикальные опорные бурТа 3. Линейкн ije взаимодействуют с шейками ва.тков.
: Узел прокатных валков работает еледую- гЦим образом.
При прокатке сложных qbaconnbix .рофи ,;|ей. например к,тиновидн :, Х, возникают осе - - ;т ijbie усилия Q и Т, KOTCjpbie ;1,ейству от иа
Сквозные линейки 4 и на ва„1ки 1 и 2. Эти усилия количеетвенпо равны, яротииоио-i - i-.ожны по паправлеиию ;Q / L За e-iC i упора линеек 4 в бурты 3 Ba. iKoj 4 yciciHe, действующее на линейкн 4, ве,тнчи1 ой 2Q. передается на бурты верхнего и 1П1Жнег()
балков величиной Q и усн,лия Q и / в каждом валке 1 и 2 взаимокомпенсирую .-ся, что ) ст-- раняет осевые нагрузки на нодншнпики, поду1нки, механизмы осевой ре улнрозки валков, арматурные брусья и другие ::),чемен- ты клети. Все это odecriemirsae r точность
0
прокатки сложных фасонных нрофи,тей и долговечность работы прокатной клети.
Пример. Для по,,чучения асимметричного клиновидного нрофи. 85X30,5X7 мм на стане 300 выбран клиновидный калибр с углом клиновидности 22 (фиг. 3). Профиль формируется из ир Ямо 1 ольной заготовки 43X78 мм. Для обеспечения нрямолиней- иого выхода Г1олосы из клиновидного калибра применена сквоз1;ая линейка i с опорным роликом 4, имеющая вводной и выводной счасткн. Выводной участок выполняется уже, чем вводной на величину планируемого ущирения металла. Сквозная линейка при ггрокатке находится в окне между прокат- HiiiMH ва.дками 5 и кренитея передним и задним концом на арматурных брусьях 3 болтами 7. Средняя часть сквозной линейки они)ается ро.тиком 4 диаметром 60 мм в валки 5, выполненные с вертикальными опорными буртами б диаметро.м 300 мл1. При прокатке исходной заготовки осуществ:1ена .-юзможность 11олучения нря.молинейного кли- |1овидного профиля из прямоугольной исходной за1 отовки за один проход.
Применение предлагаемой конструкции нанравляюн1,его устройства прокатной клети позво,г1ит освоить ряд новых высокоточных сложных нрофилей проката, например, клиновидного типа, которые нри использовании извеетпых копструк:1,ий арматуры не могли бьп ь освоены на промьнплениььх прокатных станах.
Формула U3fibpC f: HUH
нрокЕггиые валки и проводковую арматуру, включающую уста1пэвленные между валками па участках их HjeeK сквозные .тинейки, закрепленные передними и задними ко1шами на арматурных брусьях, отличающийся тем.
что, с иелью повьпнеиия точности прокатки, новый,еиия долговечности узла, прокатные валки снабжены буртаг .-ш, закрепленными на щейках валков, при этом наружная поверхность CKB03HbiX линеек, размеи енная между залками, опе;Гга о И1 утреинюю торuoiiyio поверхность 6урт()в ва;1ков.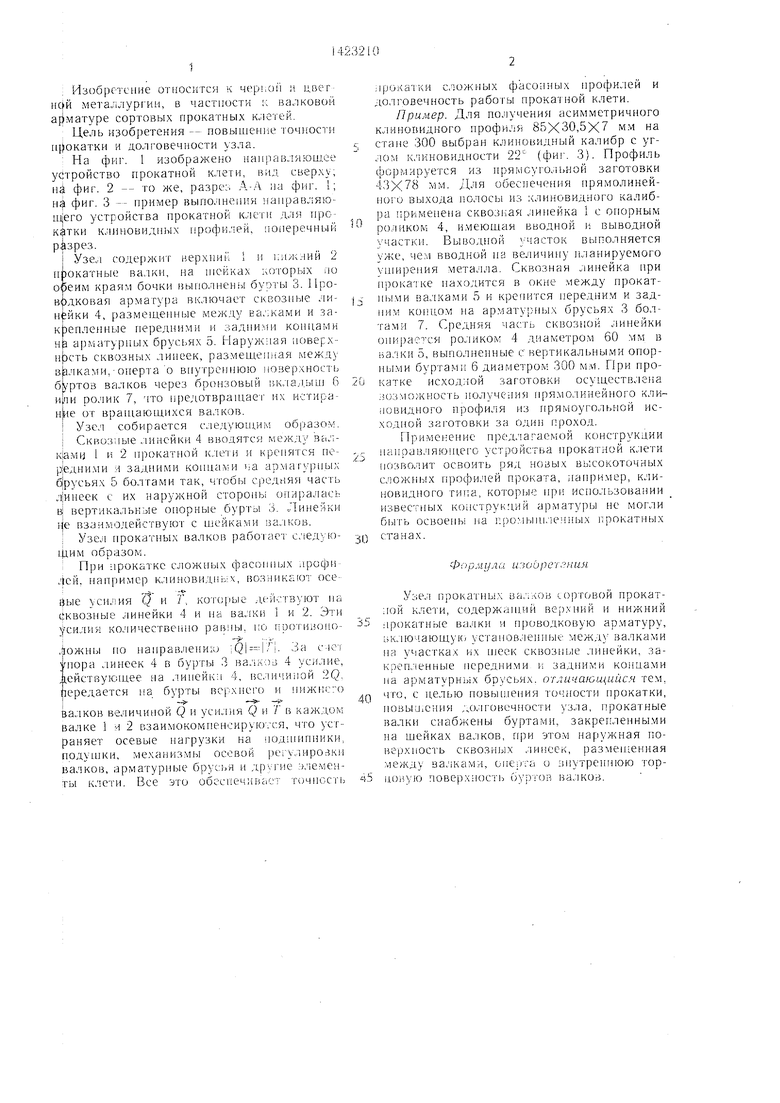
| название | год | авторы | номер документа |
|---|---|---|---|
| ВАЛКОВАЯ АРМАТУРА ПРОКАТНОГО СТАНА | 1999 |
|
RU2198754C2 |
| ВВОДНАЯ ВАЛКОВАЯ АРМАТУРА ПРОКАТНОГО СТАНА | 2004 |
|
RU2253525C1 |
| Валковая арматура горизонтальной прокатной клети | 1989 |
|
SU1715462A1 |
| ВАЛКОВАЯ АРМАТУРА ПРОКАТНОГО СТАНА | 1999 |
|
RU2198755C2 |
| ВЫВОДНАЯ ВАЛКОВАЯ АРМАТУРА ПРОКАТНОГО СТАНА | 2004 |
|
RU2255822C1 |
| ВЫВОДНАЯ ВАЛКОВАЯ АРМАТУРА ПРОКАТНОГО СТАНА | 2004 |
|
RU2253526C1 |
| Способ прокатки | 1988 |
|
SU1614868A1 |
| Привалковая арматура прокатного стана | 2016 |
|
RU2625517C1 |
| Валковая арматура роликовой правильной машины | 2019 |
|
RU2701610C1 |
| ВЫВОДНАЯ ВАЛКОВАЯ АРМАТУРА ПРОКАТНОГО СТАНА | 2004 |
|
RU2253524C1 |


Изобретение относится к черной и цветной металлургии, в частности к валковой арматуре полосовых прокатных клетей. Целью изобретения является повышение точности прокатки и долговечности работы основных узлов клети. Цель достигается тем, что в направляющем устройстве прокатной клети, включающем сквозные линейки, расположенные между валками прокатной клети и закрепленные передними и задними концами на арматурных брусьях, прокатные валки снабжены буртами, о внутренние торцы которых оперты сквозные линейки своими наружными поверхностями. При прокатке, особенно несимметричных профилей, линейки воспринимают осевые усилия и передают их на бурты обоих валков; разнонаправленные осевые усилия в каждом валке взаимно компенсируются, устраняя осевые нагрузки на элементы клети. 3 ил. §
/ I
IQI IT
/
I
lA
сриг.1
A -A
(pup.2
JOO90
no
J30
| Бахтинов В | |||
| Б | |||
| и Бахтинов Ю | |||
| Б | |||
| Производство экологичных профилей проката | |||
| М., 1984, с | |||
| САННЫЙ ВЕЛОСИПЕД С ВЕДУЩИМ КОЛЕСОМ, СНАБЖЕННЫМ ШИПАМИ | 1921 |
|
SU265A1 |
