1
Изобретение относится к оборудованию, применяемому при получении алюминия электролизом, в частности для выливки расплавленного алюминия ИЗ электролизера.
Известен вакуумный «овш, включающий металлический корпус, футерованный огнеупорным материалом, заборную трубу, траверсу и съемную .крышку с уплотнением.
Предлагаемый вакуумный ковш отличается тем, что металлический корпус снабжен стальным кольцом, а уплотнение съемной .крышки выполнено электромагнитным, .причем элекТ|ромагнитны расположены равномерно по окружност И съемной крышки с возможностью контактирования со стальным кольцом.
Это сокращает В|ремя на К|репление крышки, ее отсоединение от кор.пуса и способствует созданию более глубокого вакуума.
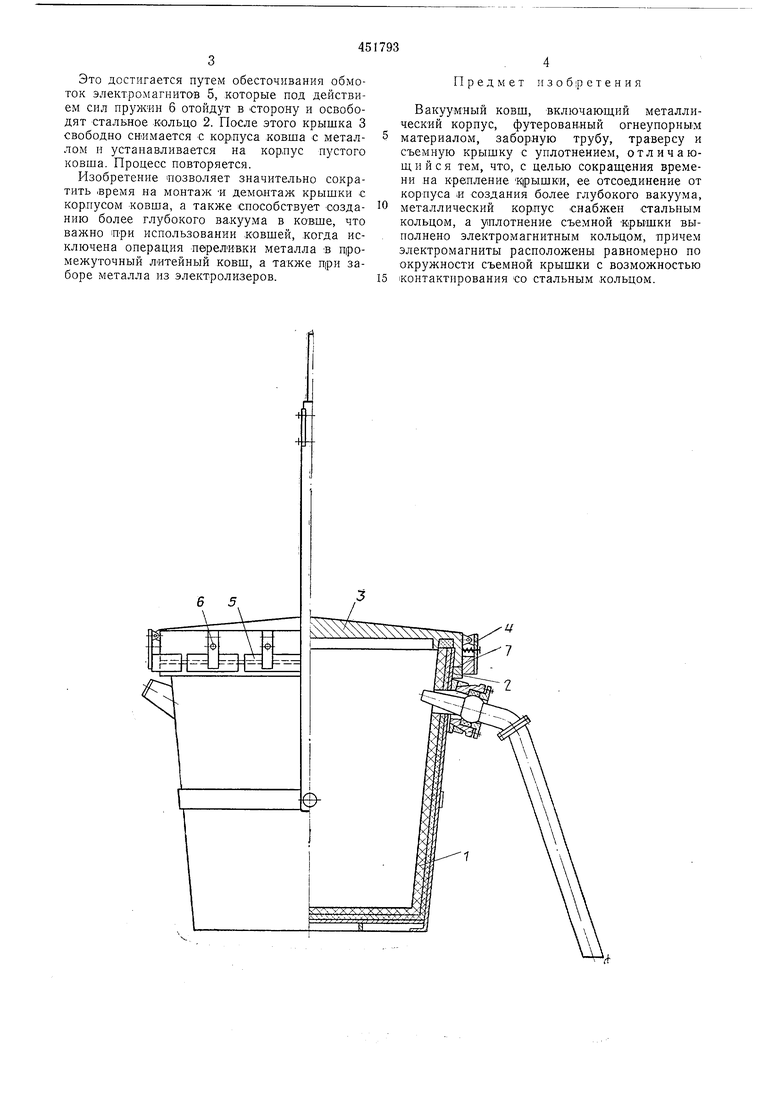
На чертеже изображен предлагаемый вакуумный KOBUi, общий вид.
К металлическому корпусу 1 ковша жестко, например с помощью сварки, прикреплено стальное кольцо 2, к кромке крышки 3 имеющей ло окружности Г-образную форму, шарнирно прикреплена откидная щека 4 с .электромагнитами 5, которые в исходном состоянии отводятся в сторону специальной .пружиной б, а в месте прилегания .крышки 3 к кольцу 2 установлено дополнительное уплотнение 7.
Для удобства монтажа и эксплуатации электромагнит 5 разделен на секции .по окружности корпуса 1 .ковша, например на три, каждая из которых шарнирно подвешена на
двух щеках и имеет выводы проводов, которые объединены в единый кабель для запитки всех электромагнитов электрическим током.
Сочленение стального кольца 2 и электромагнитов 5 может быть различно: не только
боковое, как описано выше, но и торцовое
(т. е. электромагниты .прилегают не .к боковой
внешней стороне кольца, а с верхнего или
нижнего торца этого кольца).
Описываемый вакуумный ковш в рабочее
состояние приводится следующим образом.
Па металлический футерованный кор;пус 1 устанавливается съемная крышка 3 и подключается вывод проводов от электромагнитов 5 к источнику тока. При этом элект|ромагниты,
преодолевая силу пружины 6, заклинивают дополнительное уплотнение 7 и .плотно прилегают :К отшлифованному кольцу 2 .по .всей окружности корпуса. Этим обеспечивается полная герметизация ковша и быстрый монтаж
корпуса 1 с крышкой 3.
После забора расплавленного металла из электролизера с целью исключения -переливания металла в транспо|ртный литейный ковш необходимо произвести демонтаж съемной
К|рышки 3 от корпуса 1.
| название | год | авторы | номер документа |
|---|---|---|---|
| Вакуумный ковш для выливки жидкого металла | 2019 |
|
RU2701613C1 |
| Вакуумный ковш для забора алюминия из электролизера | 1978 |
|
SU743783A1 |
| Вакуумный ковш для забора жидкого металла | 2017 |
|
RU2659556C1 |
| Вакуумный выключатель | 1977 |
|
SU731487A1 |
| ВАКУУМНЫЙ КОВШ | 1969 |
|
SU244628A1 |
| Установка для порционного вакуумирования металла | 1980 |
|
SU908847A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИНТЕРМЕТАЛЛИЧЕСКИХ ОТЛИВОК (ВАРИАНТЫ) И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2107582C1 |
| УСТРОЙСТВО ДЛЯ УДАЛЕНИЯ ШЛАКА С ПОВЕРХНОСТИ РАСПЛАВА | 2003 |
|
RU2316411C2 |
| АГРЕГАТ ПОДГОТОВКИ ЖИДКОГО МЕТАЛЛА К РАЗЛИВКЕ В СЛИТКИ И ЗАГОТОВКИ | 2000 |
|
RU2184327C2 |
| Электрическая солевая печь | 1977 |
|
SU670786A1 |
