Область техники, к которой относится настоящее изобретение
Настоящее изобретение относится к способу электродуговой сварки стальных листов с покрытием из сплава на основе Zn, наносимым погружением в расплав, причем способ почти не вызывает брызг и пузырей, так что сварная деталь имеет превосходный внешний вид и прочность. Кроме того, настоящее изобретение относится к сварному элементу, который содержит сварную деталь, которая имеет превосходный внешний вид и прочность, и способу получения такого сварного элемента.
Предшествующий уровень техники настоящего изобретения
Стальной лист с покрытием из сплава на основе Zn, наносимым погружением в расплав, имеет хорошую коррозионную стойкость и, таким образом, используется для широкого диапазона целей, таких как строительная деталь и деталь автомобиля. В частности, на стальной лист с покрытием из сплава на основе Zn-Al-Mg, наносимым погружением в расплав, который содержит слой покрытия с концентрацией Al не менее 1 масс. % растет спрос в качестве альтернативы обычному стальному листу с покрытием из Zn, наносимым погружением в расплав, поскольку стальной лист с покрытием из сплава на основе Zn-Al-Mg, наносимым погружением в расплав, сохраняет превосходную коррозионную стойкость в течение длительного периода времени. Отметим, что слой покрытия, включенный в обычный стальной лист с покрытием из Zn, наносимым погружением в расплав, обычно имеет концентрацию А1 не более 0,3 масс. % (смотрите JIS G3302).
В случае, когда стальные листы с покрытием из сплава на основе Zn, наносимого погружением в расплав, используют для строительной детали, детали автомобиля или подобного, стальные листы с покрытием из сплава на основе Zn, наносимого погружением в расплав, часто соединяют процессом электродуговой сварки. Однако, в случае, когда стальные листы с покрытием из сплава на основе Zn, наносимого погружением в расплав, сваривают электродуговой сваркой, происходит чрезмерное образование брызг, выемок и пузырей (здесь и далее «пузырь» включает выемку, если иное не указано). А именно, стальные листы с покрытием из сплава на основе Zn, наносимого погружением в расплав, плохо свариваются электродуговой сваркой. Причина, почему получаются брызги, является следующей. А именно, поскольку температура кипения Zn составляет приблизительно 906°С, а температура плавления Fe составляет приблизительно 1538°С, т.е. температура кипения Zn ниже, чем температура плавления Fe, пар Zn образуется при электродуговой сварке. Пар Zn вызывает нестабильность дуги. В результате образуются брызги. Кроме того, в случае, когда ванна расплава отверждается перед тем, как пар Zn выходит из ванны расплава, образуется пузырь. В случае, когда брызги прилипают к поверхностям с покрытием, сварная деталь будет иметь плохой внешний вид. Кроме того, поскольку коррозия начинает происходить с части поверхностей с покрытием, к которой прилипли брызги, стальные листы с покрытием из сплава на основе Zn, наносимого погружением в расплав, будут иметь плохую коррозионную стойкость. Кроме того, в случае, когда происходит чрезмерное образование пузырей, прочность сварной детали, к сожалению, снижается.
В частности, тяжелый стальной лист с покрытием из сплава на основе Zn, наносимого погружением в расплав, с массой покрытия не менее 120 г/м2 используют для элемента, который должен иметь прочность в течение длительного времени. Однако, поскольку стальной лист с покрытием из сплава на основе Zn, наносимого погружением в расплав, становится тяжелее, количество пара Zn, образующегося при электродуговой сварке, становится больше. Таким образом, происходит чрезмерное образование брызг и пузырей.
В качестве способа подавления образования брызг и пузыря на/в стальном листе с покрытием из сплава на основе Zn, наносимого погружением в расплав, предлагается процесс импульсно-дуговой сварки. В соответствии с процессом импульсно-дуговой сварки капля будет небольшой. Это подавляет образование брызг. Кроме того, из-за пульсирующей дуги ванна расплава перемешивается и придавливается так, что ванна расплава становится тонкой. Это вызывает выход пара Zn из ванны расплава и в конечном итоге подавляет образование пузыря.
Например, в патентном источнике 1 раскрыт процесс импульсно-дуговой сварки, в котором (i) состав электрода и (ii) пиковый ток, время пика и базовый ток, показанные в форме кривой пульсирующего тока, регулируют так, чтобы они попадали в соответствующие подходящие диапазоны, чтобы подавлять образование брызг и пузыря.
Перечень ссылок
[Патентный источник]
[Патентный источник 1] Публикация японской патентной заявки, Tokukaihei, №9-206984(1997)
Краткое раскрытие настоящего изобретения
Техническая проблема
Однако в патентном источнике 1 раскрыт только пример легкого стального листа с покрытием из Zn, наносимым погружением в расплав, с массой покрытия 45 г/м2 на поверхность и не раскрыто, как подавлять образование брызг и пузыря на/в тяжелом стальном листе с покрытием из сплава на основе Zn, наносимого погружением в расплав.
Кроме того, согласно патентному источнику 1 объектом, подвергаемым сварке, является стальной лист с покрытием из Zn, наносимым погружением в расплав, который содержит слой покрытия, обычно имеющий концентрацию Al не более 0,3 масс. %. В зависимости от концентрации Al температура плавления слоя покрытия изменяется. При этом концентрация Al слоя покрытия влияет на поведение слоя покрытия при сварке. Таким образом, невозможно применять, как она есть, технику патентного источника 1 к стальному листу с покрытием из сплава на основе Zn, наносимого погружением в расплав, который содержит слой покрытия с концентрацией Al не менее 1 масс. % (например, стальному листу с покрытием из сплава на основе Zn-Al-Mg, наносимым погружением в расплав).
Как описано выше, стальной лист с покрытием из сплава на основе Zn, наносимого погружением в расплав, который содержит слой покрытия с концентрацией Al не менее 1 масс. %, имеет превосходную коррозионную стойкость. Однако в случае, когда такие стальные листы с покрытием из сплава на основе Zn, наносимого погружением в расплав, сваривают электродуговой сваркой, образуются брызги и пузыри, так что сварная деталь имеет плохой внешний вид и прочность. Учитывая обстоятельства, целью настоящего изобретения является обеспечение (i) способа электродуговой сварки стальных листов с покрытием из сплава на основе Zn, наносимого погружением в расплав, каждый из которых содержит слой покрытия с концентрацией Al не менее 1 масс. %, причем способ обеспечивает сварную деталь с превосходным внешним видом и прочностью, и (ii) сварного элемента, который содержит сварную деталь, имеющую превосходный внешний вид и прочность.
Решение проблемы
Авторы настоящего изобретения обнаружили в результате исследований, что в случае, когда стальные листы с покрытием из сплава на основе Zn, наносимого погружением в расплав, каждый из которых содержит слой покрытия с концентрацией Al не менее 1 масс. %, сваривают электродуговой сваркой, можно подавлять образование брызг и пузыря без повреждения внешнего вида сварной детали, путем (i) использования процесса импульсно-дуговой сварки и (ii) регулирования среднего сварочного тока, среднего сварочного напряжения, периода повторения импульсов, концентрации Al слоя покрытия и массы покрытия так, чтобы они попадали в соответствующие подходящие диапазоны. Следовательно, авторы настоящего изобретения осуществляли настоящее изобретение.
Способ электродуговой сварки стальных листов с покрытием из сплава на основе Zn, наносимого погружением в расплав, согласно варианту осуществления настоящего изобретения представляет собой способ электродуговой сварки стальных листов с покрытием из сплава на основе Zn, наносимого погружением в расплав, каждый из которых содержит слой покрытия, который содержит Zn в качестве основного компонента и который содержит Al в концентрации от 1,0 масс. % до 22,0 масс. %, и каждый из которых имеет массу покрытия W от 15 г/м2 до 250 г/м2, причем стальные листы с покрытием из сплава на основе Zn, наносимого погружением в расплав, сваривают электродуговой сваркой таким образом, чтобы (а) форма кривой тока, образованная сварочным током, представляла собой форму кривой пульсирующего тока, в которой (i) пиковое значение тока и базовый ток чередуются друг с другом с периодом повторения импульсов от 1 мс до 50 мс, и (ii) средний сварочный ток составляет от 100 А до 350 А, а (b) среднее сварочное напряжение составляет от 20 В до 35 В.
Полезные эффекты настоящего изобретения
Согласно настоящему изобретению можно подавлять образование брызг и пузыря при электродуговой сварке стальных листов с покрытием из сплава на основе Zn, наносимого погружением в расплав, и, следовательно, можно обеспечивать сварной элемент, который содержит сварную деталь, которая имеет превосходный внешний вид и прочность, и который, следовательно, имеет превосходную коррозийную стойкость.
Краткое описание фигур
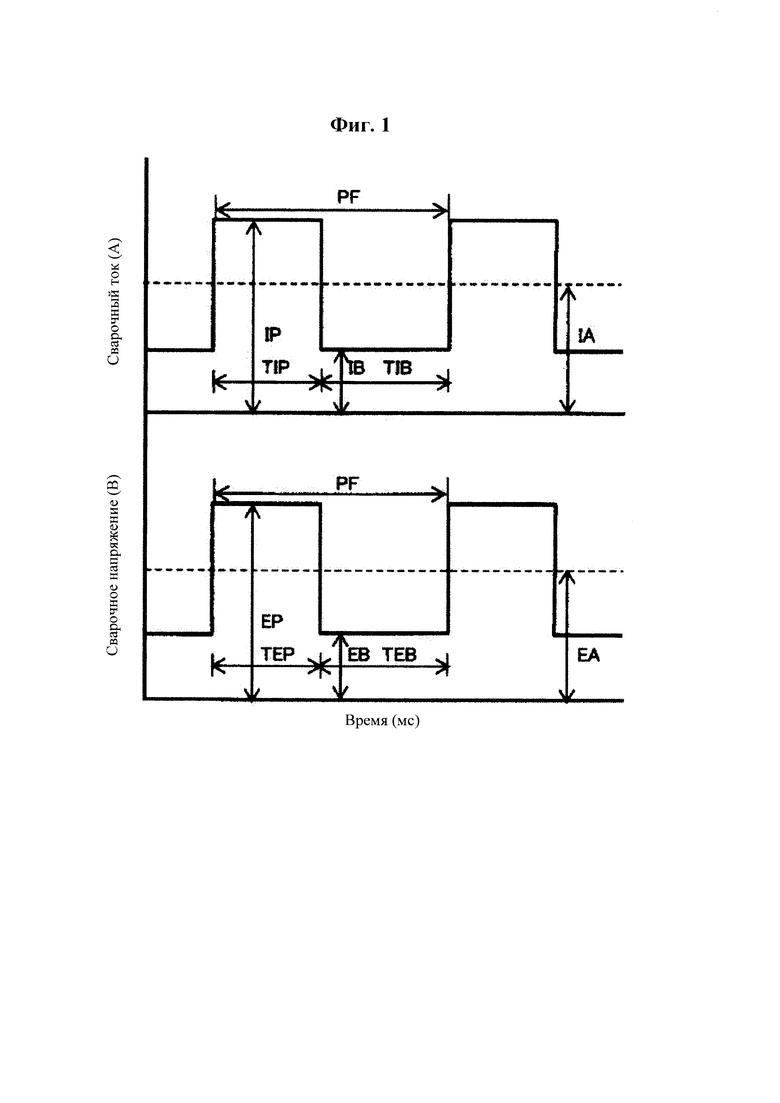
Фиг. 1 представляет собой вид, схематически показывающий форму кривой пульсирующего тока и форму кривой пульсирующего напряжения.
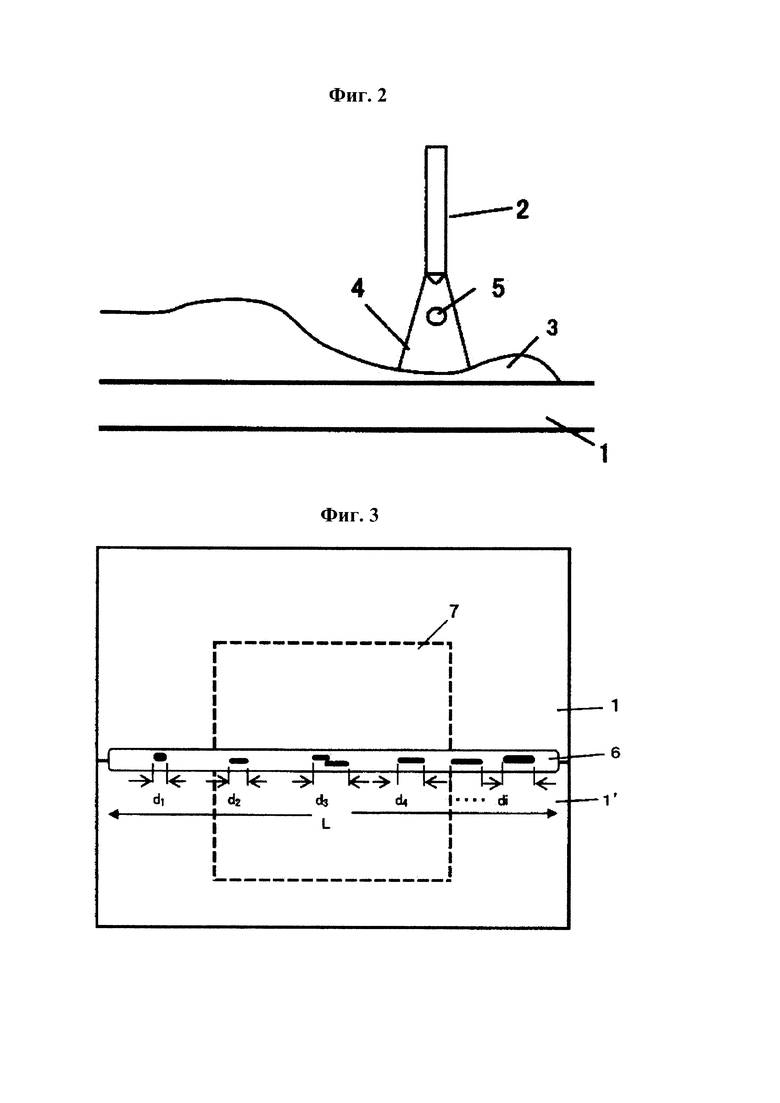
Фиг. 2 представляет собой вид, схематически показывающий явление импульсно-дуговой сварки.
Фиг. 3 представляет собой вид для пояснения (i) как считать прилипшие брызги и (ii) определения степени заполнения пузыря.
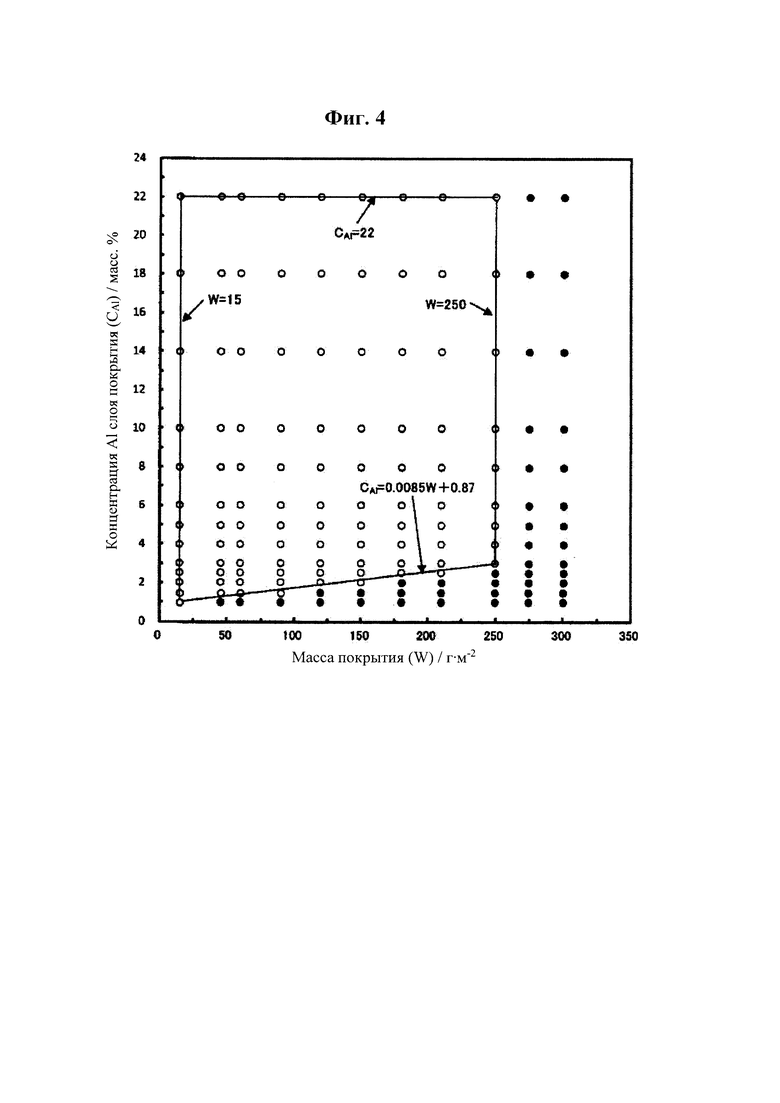
Фиг. 4 представляет собой вид, показывающий нижний предел подходящей концентрации Al слоя покрытия согласно варианту осуществления настоящего изобретения.
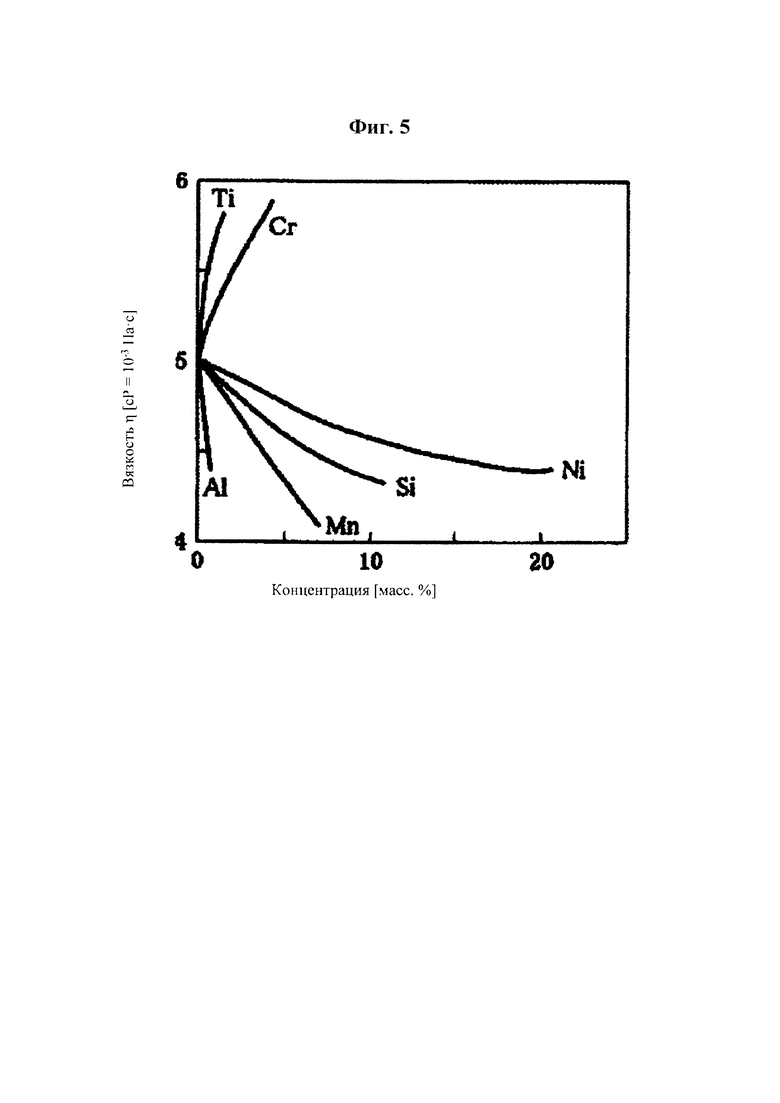
Фиг. 5 представляет собой вид, показывающий как элементы, содержащиеся в слое покрытия, влияют на вязкость Fe.
Описание вариантов осуществления
Фиг. 1 схематически показывает форму кривой тока и форму кривой напряжения, наблюдаемые в способе импульсно-дуговой сварки. Способ импульсно-дуговой сварки представляет собой способ электродуговой сварки, в котором вызывают чередование друг с другом пикового тока IP и базового тока IB. Пиковый ток IP устанавливают равным или выше, чем критический ток, при котором проводят перенос небольшой капли, а именно, струйный перенос металла. В случае, когда пиковый ток IP равен или выше критического тока, сужение образуется в капле на кончике электрода из-за самостягивания разряда электромагнитной силы, так что капля становится меньше, и, следовательно, перенос капли периодически проводят для каждого периода повторения импульсов. Это в конечном итоге подавляет образование брызг. Напротив, в случае, когда пиковый ток IP равен или ниже критического тока, перенос капли проводят нерегулярно, и капля становится больше. Это вызывает короткое замыкание капли и ванны расплава и в конечном итоге вызывает брызги.
Фиг. 2 схематически показывает явление сваривания, наблюдаемое в способе импульсно-дуговой сварки. В соответствии с импульсно-дуговой сваркой небольшая капля 5 переносится с электрода 2 в ванну 3 расплава, а именно, осуществляется струйный перенос металла. Таким образом, не происходит короткого замыкания, и образование брызг подавляется. Кроме того, из-за пульсирующей дуги 4 ванна 3 расплава, расположенная сразу под пульсирующей дугой 4, прижимается, так что ванна 3 расплава становится тонкой. При этом пар Zn просто выходит из ванны 3 расплава, и в конечном итоге это подавляет образование пузыря.
Однако в случае тяжелого материала с тяжелым покрытием пар Zn образуется в большом количестве. Таким образом, даже в случае, когда используют способ импульсно-дуговой сварки, некоторое количество пара Zn не выходит из ванны расплава и остается в ванне расплава. Это способно вызывать образование пузыря. Кроме того, в случае, когда некоторое количество пара Zn, остающееся в ванне расплава, сразу выдувается из ванны расплава, нарушается дуга. Это способно вызывать брызги. Учитывая обстоятельства, согласно варианту осуществления настоящего изобретения путем (i) регулирования среднего сварочного тока, среднего сварочного напряжения и периода повторения импульсов так, чтобы они попадали в соответствующие подходящие диапазоны, и (ii) подходящего регулирования концентрации Al слоя покрытия и массы покрытия, вязкость ванны расплава снижают так, что вызывается выброс пара Zn, и, следовательно, подавляется образование брызг и пузыря.
Образцы стального листа с покрытием из сплава на основе Zn, наносимого погружением в расплав, были получены в лаборатории. Эти образцы имели разную массу покрытия на поверхность от 15 г/м2 до 250 г/м2. Кроме того, хотя каждый из слоев покрытия образцов имел концентрацию Mg 3 масс. %, слои покрытия имели разную концентрацию Al от 1 масс. % до 22 масс. %. Отметим, что каждый образец имел толщину 3,2 мм, ширину 100 мм и длину 200 мм. Из числа образцов такой же вид образцов сваривали угловыми швами в виде соединения внахлест, так что ширина нахлеста составляла 30 мм, а длина наплавленного валика сварного шва составляла 180 мм. Здесь сварной элемент, изготовленный из стальных листов с покрытием из сплава на основе Zn, наносимого погружением в расплав, которые были соединены друг с другом, получали при помощи импульсно-дуговой сварки, в которой средний сварочный ток устанавливали в диапазоне от 100 А до 350 А, среднее сварочное напряжение устанавливали в диапазоне от 20 В до 35 В, а период повторения импульсов устанавливали в диапазоне от 1 мс до 50 мс, при необходимости. Получали изображение, полученное рентгеновским методом «на просвет», сваренной дуговой сваркой детали. Затем, как схематически показано на фиг. 3, измеряли длины d1-di пузырей, каждый из которых вытягивался вдоль продольного направления наплавленного валика 6 сварного шва, и длины d1-di, измеренные таким образом, накапливали, чтобы получить накопленное значение ∑di (мм). Путем подстановки накопленного значения ∑di в следующее выражение (2) рассчитывали степень заполнения Br пузырей (далее называемая степень заполнение пузыря Br). Кроме того, визуально определяли число брызг, прилипших к области 7, которая имела ширину 100 мм и длину 100 мм и в которой наплавленный валик 6 сварного шва находился посередине (смотрите пунктирную линию, показанную на фиг. 3). Область 7 имела размер 100 мм2 с (i) двумя сторонами, каждая из которых была параллельна продольному направлению наплавленного валика 6 сварного шва и была расположена в месте, равноудаленном от наплавленного валика 6 сварного шва, и (ii) двумя сторонами, каждая из которых была перпендикулярна продольному направлению наплавленного валика 6 сварного шва.

На фиг. 4 показаны результаты изучения влияния концентрации Al слоя покрытия и влияния массы покрытия на степень заполнения пузыря Вг и число прилипших брызг. Согласно Kenchikuyo hakuban yousetsusetsugoubu sekkei sekou manyuaru (справочнику по расчету и выполнению сварных соединений строительных листов) (редакционный совет справочника по расчету и выполнению сварных соединений конструкционных листов) считается, что нет проблемы в отношении прочности сварной детали в случае, когда степень заполнения пузыря Br составляет не более 30%. Кроме того, в случае, когда число прилипших брызг составляет не более 20, такие брызги незаметны, а также вряд ли влияют на коррозийную стойкость. В связи с вышеизложенным на фиг. 4 случай, когда степень заполнения пузыря составляла не более 30%, и число прилипших брызг составляло не более 20, показан на графике в виде белого круга, а случай, когда заполнение пузыря составляло более 30%, и/или число прилипших брызг составляло более 20, показан на графике черным кругом. В области, ограниченной четырьмя прямыми линиями (смотрите фиг. 4), степень заполнения пузыря Br составляет не более 30%, а число прилипших брызг составляет не более 20. Обнаружили, что путем подходящего регулирования массы покрытия и концентрации Al можно подавлять образование брызг и пузыря.
А именно, как показано на фиг. 4, можно подавлять образование брызг и пузыря при помощи импульсно-дуговой сварки стальных листов с покрытием из сплава на основе Zn, наносимого погружением в расплав, каждый из которых содержит слой покрытия с концентрацией Al от 1 масс. % до 22 масс. % и каждый из которых имеет массу покрытия от 15 г/м2 до 250 г/м2 на поверхность, в то же время средний сварочный ток устанавливают в пределах диапазона от 100 А до 350 А, среднее сварочное напряжение устанавливают в пределах диапазона от 20 В до 35 В, а период повторения импульсов устанавливают в пределах диапазона от 1 мс до 50 мс, при необходимости.
Отметим, что на фиг. 4 показано, что в случае, когда концентрация Al CAl (масс. %) слоя покрытия и масса покрытия W (г/м2) удовлетворяют CAl<0,0085W+0,87, степень заполнения пузыря составляет более 30%, и/или число прилипших брызг составляет более 20. Однако, можно получить (i) степень заполнения пузыря не больше 30% и (ii) число прилипших брызг не больше 20 путем соответствующего регулирования условия(й) импульсно-дуговой сварки, отличных от среднего сварочного тока, среднего сварочного напряжения и периода повторения импульсов, при которых проводят импульсно-дуговую сварку. А именно, в случае, когда масса покрытия составляет от 15 г/м2 до 250 г/м2 и CAl<0,0085W+0,87, необходимо регулировать скорость сварки и состав защитного газа помимо среднего сварочного тока, среднего сварочного напряжения и периода повторения импульсов, чтобы обеспечить (i) степень заполнения пузыря не более 30% и (ii) число прилипших брызг брызги не более 20. Однако в случае, когда масса покрытия составляет от 15 г/м2 до 250 г/м2 и 0,0085W+0,87<CAl, необходимо регулировать только средний сварочный ток, среднее сварочное напряжение и период повторения импульсов. Таким образом, чтобы получить (i) степень заполнения пузыря не более 30% и (ii) число прилипших брызг брызги не более 20, предпочтительно, чтобы 0,0085W+0,87<CAl.
Условия импульсно-дуговой сварки согласно варианту осуществления настоящего изобретения будут описаны ниже более подробно.
[Средний сварочный ток]
Согласно варианту осуществления настоящего изобретения, показанному на фиг. 1, форма кривой тока предпочтительно представляет собой импульсную форму, в которой пиковый ток и базовый ток чередуются друг с другом. Кроме того, в импульсной форме средний сварочный ток IA предпочтительно попадает в диапазон от 100 А до 350 А. Согласно варианту осуществления настоящего изобретения средний сварочный ток IA рассчитывают по следующей формуле (3).

где:
IP представляет пиковый ток (А);
IB представляет базовый ток (А);
TIP представляет период времени (мс) пикового тока; и
TIB представляет период времени (мс) базового тока.
В случае, когда средний сварочный ток составляет менее 100 А, достаточное количество тепла не подводят. Это вызывает снижение температуры ванны расплава и, следовательно, вызывает повышение вязкости ванны расплава. В результате пар Zn просто не выходит из ванны расплава, и часть пара Zn остается в ванне расплава, так что образуется пузырь. Отметим, что сварочный ток связан со скоростью подачи электрода. В случае, когда сварочный ток чрезмерно повышается, капля имеет слишком большой размер. Это вызывает короткое замыкание капли и ванны расплава и в конечном итоге вызывает брызги. Таким образом, средний сварочный ток предпочтительно составляет не более 350 А.
[Среднее сварочное напряжение]
Согласно варианту осуществления настоящего изобретения среднее сварочное напряжение ЕА предпочтительно попадает в диапазон от 20 В до 35 В. Согласно варианту осуществления настоящего изобретения среднее сварочное напряжение ЕА рассчитывают по следующей формуле (4).

где:
ЕР представляет пиковое напряжение (В);
ЕВ представляет базовое напряжение (В);
ТЕР представляет период времени (мс) пикового напряжения; и
ТЕВ представляет период времени (мс) базового напряжения.
В случае, когда среднее сварочное напряжение ЕА составляет менее 20 В, длина дуги становится короткой. Это вызывает короткое замыкание капли и ванны расплава и в конечном итоге вызывает брызги. В случае, когда среднее сварочное напряжение составляет более 35 В, подводят избыточное количество тепла. Это вызывает прожог.
[Период повторения импульсов]
Период повторения импульсов PF устанавливают так, чтобы он попадал в диапазон от 1 мс до 50 мс. В случае, когда период повторения импульсов PF составляет менее 1 мс, перенос капель становится неустойчивым. Это вызывает брызги. В случае, когда период повторения импульсов PF составляет более 50 мс, период времени, в течение которого не образуется дуга, становится слишком длинным. Это вызывает снижение явления придавливания ванны расплава. В результате пар Zn просто не выходит из ванны расплава, так что образуются брызги и пузырь.
[Скорость сварки]
Согласно варианту осуществления настоящего изобретения скорость сварки конкретно не ограничена. Скорость сварки выбирают, при необходимости, в зависимости от толщины стальных листов с покрытием из сплава на основе Zn, наносимого погружением в расплав.
[Защитный газ]
В процессе импульсно-дуговой сварки используют смешанный газ Ar-СО2, чтобы осуществлять перенос небольшой капли, а именно, струйный перенос металла. Также в варианте осуществления настоящего изобретения смешанный газ Ar-СО2 используют в качестве защитного газа. Подходящим образом используют газ Ar-30% СО2, содержащий СО2 в концентрации 30 об.%, газ Ar-20% СО2, содержащий СО2 в концентрации 20 об.%, газ Ar-5% СО2, содержащий СО2 в концентрации 5 об.%, причем концентрация намного ниже чем у СО2, содержащегося в газе Ar-30% СО2 и газе Ar-20% СО2 и подобном, поскольку эти газы имеют хороший эффект подавления образования брызг.
[Стальной лист с покрытием из сплава на основе Zn, наносимого погружением в расплав]
Стальной лист с покрытием из сплава на основе Zn, наносимого погружением в расплав, согласно варианту осуществления настоящего изобретения содержит слой покрытия, который содержит Zn в качестве основного компонента, который содержит Al в концентрации от 1,0 масс. % до 22,0 масс. % и имеет массу покрытия W от 15 г/м2 до 250 г/м2.
Масса покрытия W и концентрация Al CAl слоя покрытия предпочтительно удовлетворяет следующей формуле (1).

где:
W представляет массу покрытия (г/м2); и
CAl представляет концентрацию Al (масс. %) слоя покрытия.
Слой покрытия стального листа с покрытием из сплава на основе Zn, наносимого погружением в расплав, может также содержать по меньшей мере одно из следующего, выбранного из группы, состоящей из Mg, Ti, В, Si и Fe. В этом случае слой покрытия может содержать Mg в концентрации от 0,05 масс. % до 10,0 масс. %, Ti в концентрации от 0,002 масс. % до 0,10 масс. %, В в концентрации от 0,001 масс. % до 0,05 масс. %, Si в концентрации от 0 масс. % до 2,0 масс. % и/или Fe в концентрации от 0 масс. % до 2,5 масс. %.
Способ нанесения покрытия погружением в расплав конкретно не ограничен. Однако, в общем, предпочтительно в отношении стоимости использовать поточную машину для нанесения покрытия погружением в расплав с отжигом. Состав слоя покрытия по существу отражает состав ванны для нанесения покрытия погружением в расплав. Составные элементы, содержащиеся в слое покрытия, будут описаны ниже. Отметим, что «%», используемый для описания составных элементов слоя покрытия, означает «масс. %», если иное не указано.
Al эффективен для улучшения коррозийной стойкости стального листа с покрытием. Кроме того, Al подавляет образование окалины на основе оксида Mg в ванне для нанесения покрытия погружением в расплав. Кроме того, как показано на фиг. 5, даже в случае, когда Al находится в небольшом количестве, Al имеет влияние на снижение вязкости Fe. Al, содержащийся в слое покрытия, поглощается в ванне расплава при электродуговой сварке, чтобы вязкость ванны расплава снижалась. Это вызывает выход пара Zn и в конечном итоге подавляет образование брызг и пузыря. Для достаточного проявления этих эффектов необходимо убедиться, что ванна для нанесения покрытия погружением в расплав содержит Al в концентрации не менее 1,0%, более предпочтительно не менее 4,0%. Напротив, в случае, когда ванна для нанесения покрытия погружением в расплав содержит Al в высокой концентрации, слой сплава Fe-Al, который является хрупким, способен расти под слоем покрытия. Чрезмерный рост такого слоя сплава Fe-Al вызывает снижение адгезии слоя покрытия. В результате различных исследований ванна для нанесения покрытия погружением в расплав предпочтительно содержит Al в концентрации не более 22,0%. Альтернативно, каждая ванна для нанесения покрытия погружением в расплав может регулироваться так, чтобы содержать Al в концентрации не более 15,0% или не более 10,0%.
Mg имеет влияние на равномерное образование продукта коррозии на поверхности слоя покрытия, чтобы заметно повысить коррозийную стойкость стального листа с покрытием. Более эффективно, что ванна для нанесения покрытия погружением в расплав содержит Mg в концентрации не менее 0,05%, более предпочтительно не менее 1,0%. Однако в случае, когда ванна для нанесения покрытия погружением в расплав содержит Mg в высокой концентрации, может образовываться окалина на основе оксида Mg. Поскольку окалина на основе оксида Mg вызывает снижение качества слоя покрытия, в ванне для нанесения покрытия погружением в расплав регулируют содержание Mg в концентрации не более 10,0%. Кроме того, поскольку температура кипения Mg составляет приблизительно 1091°С, что ниже, чем температура плавления Fe, Mg испаряется при электродуговой сварке, как и в случае Zn. Считается, что пар Mg, полученный таким образом, вызывает образование брызг и пузыря. Таким образом, ванна для нанесения покрытия погружением в расплав предпочтительно содержит Mg в концентрации не более 10,0%.
В случае, когда ванна для нанесения покрытия погружением в расплав содержит Ti, подавляются образование и рост фазы на основе Zn11Mg2, которая вызывает плохой внешний вид слоя покрытия и которая вызывает плохую коррозийную стойкость стального листа с покрытием. Таким образом, ванна для нанесения покрытия погружением в расплав предпочтительно содержит Ti. В случае, когда концентрация Ti, содержащегося в ванне для нанесения покрытия погружением в расплав, составляет менее 0,002%, такой подавляющий эффект проявляется недостаточно. В случае, когда концентрация Ti составляет более 0,1%, поверхность слоя покрытия имеет плохой внешний вид из-за образования и роста осадка на основе Ti-Al при нанесении покрытия. Таким образом, согласно варианту осуществления настоящего изобретения концентрация Ti, содержащегося в ванне для нанесения покрытия погружением в расплав, ограничена на уровне от 0,002% до 0,1%.
Как и в случае с Ti, В также имеет эффект подавления образования и роста фазы на основе Zn11Mg2. В случае В более эффективно, что ванна для нанесения покрытия погружением в расплав содержит В в концентрации не менее 0,001%. Однако, отметим, что в случае, когда ванна для нанесения покрытия погружением в расплав содержит В в высокой концентрации, поверхность слоя покрытия имеет плохой внешний вид из-за осадка на основе Ti-B или на основе Al-В. Таким образом, предпочтительно регулируют в ванне для нанесения покрытия погружением в расплав содержание В в концентрации не более 0,05%.
В случае, когда ванна для нанесения покрытия погружением в расплав содержит Si, подавляется чрезмерный рост слоя сплава Fe-Al, который образуется на границе раздела между слоем покрытия и поверхностью основного стального листа. Это предпочтительно улучшает обрабатываемость стального листа с покрытием из сплава на основе Zn-Al-Mg, наносимым погружением в расплав. Таким образом, ванна для нанесения покрытия погружением в расплав может содержать Si при необходимости. В этом случае более эффективно, чтобы ванна для нанесения покрытия погружением в расплав содержала Si в концентрации не менее 0,005%. Однако, отметим, что в случае, когда ванна для нанесения покрытия погружением в расплав содержит Si в высокой концентрации, это приводит к повышению количества окалины в ванне для нанесения покрытия погружением в расплав. Таким образом, ванна для нанесения покрытия погружением в расплав предпочтительно содержит Si в концентрации не более 2,0%.
Поскольку основной стальной лист погружают в ванну для нанесения покрытия погружением в расплав и обеспечивают его прохождение через нее, Fe, вероятно, будет внедряться в ванну для нанесения покрытия погружением в расплав. В случае, когда Fe внедряется в слой покрытия на основе Zn-Al-Mg, стальной лист с покрытием из сплава на основе Zn-Al-Mg, наносимым погружением в расплав, имеет плохую коррозийную стойкость. Таким образом, ванна для нанесения покрытия погружением в расплав предпочтительно содержит Fe в концентрации не более 2,5%.
[Масса покрытия]
В случае, когда стальной лист с покрытием из сплава на основе Zn-Al-Mg, наносимым погружением в расплав, имеет легкую массу покрытия, это вызывает недостаток в сохранении коррозийной стойкости и эффекте протекторной защиты поверхности с покрытием стального листа с покрытием из сплава на основе Zn-Al-Mg, наносимым погружением в расплав, в течение длительного периода времени. В результате различных исследований обнаружили, что более эффективно, чтобы стальной лист с покрытием из сплава на основе Zn-Al-Mg, наносимым погружением в расплав, имел массу покрытия не менее 15 г/м2 на поверхность. В случае, когда масса покрытия составляет более 250 г/м2, пар Zn образуется в чрезмерном количестве, и становится сложно подавлять образование брызг и пузыря даже при помощи способа настоящего изобретения. Таким образом, верхний предел массы покрытия составляет 250 г/м2.
[Степень заполнения пузыря, число прилипших брызг]
Согласно Kenchikuyo hakuban yousetsusetsugoubu sekkei sekou manyuaru (справочнику по расчету и выполнению сварных соединений строительных листов) (редакционный совет справочника по расчету и выполнению сварных соединений строительных листов) считается, что нет проблемы с прочностью сварной детали в случае, когда степень заполнения пузыря Br, которая рассчитана подстановкой в следующую формулу (2) значения Edi (мм), полученного накоплением длин пузырей, схематически показанных на фиг. 3, составляет не более 30%. Сварной элемент согласно варианту осуществления настоящего изобретения содержит сварную деталь, которая имеет степень заполнения пузыря Br не более 30% и которая следовательно имеет превосходную прочность.

где: ∑di представляет значение (мм), полученное путем накопления длин пузырей; и
L представляет длину (мм) наплавленного валика сварного шва.
В случае, когда число брызг, прилипших к области 7, которая имеет ширину 100 мм и длину 100 мм и в которой наплавленный валик сварного шва расположен посередине (смотрите область, охваченную пунктирной линией на фиг. 3), составляет не более 20, такие брызги незаметны, а также вряд ли влияют на коррозийную стойкость. В соответствии со сварным элементом согласно варианту осуществления настоящего изобретения число брызг составляет не более 20, и, следовательно, сварная деталь имеет превосходный внешний вид, и сварной элемент имеет превосходную коррозийную стойкость.
Способ электродуговой сварки стальных листов с покрытием из сплава на основе Zn, наносимого погружением в расплав, согласно варианту осуществления настоящего изобретения представляет собой способ электродуговой сварки стальных листов с покрытием из сплава на основе Zn, наносимого погружением в расплав, каждый из которых содержит слой покрытия, который содержит Zn в качестве основного компонента и который содержит Al в концентрации от 1,0 масс. % до 22,0 масс. %, и каждый из которых имеет' массу покрытия W от 15 г/м2 до 250 г/м2, причем стальные листы с покрытием из сплава на основе Zn, наносимого погружением в расплав, сварены электродуговой сваркой таким образом, что (а) форма кривой тока, образованная сварочным током, представляет собой форму кривой пульсирующего тока, в которой (i) пиковый ток и базовый ток чередуются друг с другом с периодом повторения импульсов от 1 мс до 50 мс, и (ii) средний сварочный ток составляет от 100 А до 350 А, и (b) среднее сварочное напряжение составляет от 20 В до 35 В.
Кроме того, способ электродуговой сварки стальных листов с покрытием из сплава на основе Zn, наносимого погружением в расплав, согласно варианту осуществления настоящего изобретения предпочтительно устроен так, что масса покрытия W (г/м2) каждого из стальных листов с покрытием из сплава на основе Zn, наносимого погружением в расплав, и концентрация Al CAl (масс. %) слоя покрытия, содержащегося в каждом из стальных листов с покрытием из сплава на основе Zn, наносимого погружением в расплав, удовлетворяет следующей формуле (1):

Кроме того, способ электродуговой сварки стальных листов с покрытием из сплава на основе Zn, наносимого погружением в расплав, согласно варианту осуществления настоящего изобретения может быть устроен так, что слой покрытия, содержащийся в каждом из стальных листов с покрытием из сплава на основе Zn, наносимого погружением в расплав, кроме того содержит по меньшей мере одно из следующего, выбранного из группы, состоящей из Mg, Ti, В, Si и Fe, причем слой покрытия содержит Mg в концентрации от 0,05 масс. % до 10,0 масс. %, Ti в концентрации от 0,002 масс. % до 0,10 масс. %, В в концентрации от 0,001 масс. % до 0,05 масс. %, Si в концентрации от 0 масс. % до 2,0 масс. % и/или Fe в концентрации от 0 масс. % до 2,5 масс. %.
Кроме того, способ электродуговой сварки стальных листов с покрытием из сплава на основе Zn, наносимого погружением в расплав, согласно варианту осуществления настоящего изобретения может быть устроен так, что стальные листы с покрытием из сплава на основе Zn, наносимого погружением в расплав, сваривают электродуговой сваркой, чтобы: число брызг, прилипших на области, которая имеет длину 100 мм и ширину 100 мм и в которой наплавленный валик сварного шва расположен посередине, составляет не более 20; и степень заполнения пузыря Br, которая рассчитана по следующей формуле (2), составляет не более 30%:

где:
di представляет длину iого наблюдаемого пузыря; и
L представляет длину наплавленного валика сварного шва.
Способ получения сварного элемента согласно варианту осуществления настоящего изобретения представляет собой способ получения сварного элемента при помощи электродуговой сварки стальных листов с покрытием из сплава на основе Zn, наносимого погружением в расплав, каждый из которых содержит слой покрытия, который содержит Zn в качестве основного компонента и который содержит Al в концентрации от 1,0 масс. % до 22,0 масс. %, причем каждый из стальных листов с покрытием из сплава на основе Zn, наносимого погружением в расплав, имеет массу покрытия W от 15 г/м2 до 250 г/м2 на поверхность, причем стальные листы с покрытием из сплава на основе Zn, наносимого погружением в расплав, сварены электродуговой сваркой таким образом, что (а) форма кривой тока, образованная сварочным током, представляет собой форму кривой пульсирующего тока, в которой (i) пиковый ток и базовый ток чередуются друг с другом с периодом повторения импульсов от 1 мс до 50 мс, и (ii) средний сварочный ток составляет от 100 А до 350 А, и (b) среднее сварочное напряжение составляет от 20 В до 35 В.
Сварной элемент согласно варианту осуществления настоящего изобретения представляет собой сварной элемент, полученный путем сваривания стальных листов с покрытием из сплава на основе Zn, наносимого погружением в расплав, каждый из которых содержит слой покрытия, который содержит Zn в качестве основного компонента и который содержит Al в концентрации от 1,0 масс. % до 22,0 масс. %, причем каждый из стальных листов с покрытием из сплава на основе Zn, наносимого погружением в расплав, имеет массу покрытия W от 15 г/м2 до 250 г/м2 на поверхность, число брызг, прилипших на области, которая имеет длину 100 мм и ширину 100 мм и в которой наплавленный валик сварного шва расположен посредине, составляет не более 20, степень заполнения пузыря Br составляет не более 30%. Сварной элемент содержит сварную деталь, которая имеет превосходный внешний вид и превосходную коррозийную стойкость.
Примеры
Холоднокатаную полосовую сталь с толщиной 3,2 мм и шириной 1000 мм использовали в качестве базового стального листа. Холоднокатаную полосовую сталь пропускали через линию для нанесения покрытия погружением в расплав, чтобы получить стальной лист с покрытием из сплава на основе Zn-Al-Mg, наносимым погружением в расплав.
Каждый образец, имеющий ширину 100 мм и длину 200 мм, отрезали от стального листа с покрытием из сплава на основе Zn-Al-Mg, наносимым погружением в расплав, и сваривали импульсно-дуговой сваркой, чтобы образцы были сварены угловыми швами в виде соединения внахлест. В качестве сплошной проволоки использовали JIS Z3312 YGW12. Скорость сварки составляла 0,4 м/мин. Длина наплавленного валика сварного шва составляла 180 мм. Ширина нахлеста составляла 30 мм. Другие условия импульсно-дуговой сварки показаны в таблицах 1 и 2. После импульсно-дуговой сварки получали изображение, полученное рентгеновским методом «на просвет», и степень заполнения пузыря Br определяли вышеуказанным способом. Кроме того, число прилипших брызг визуально определяли.
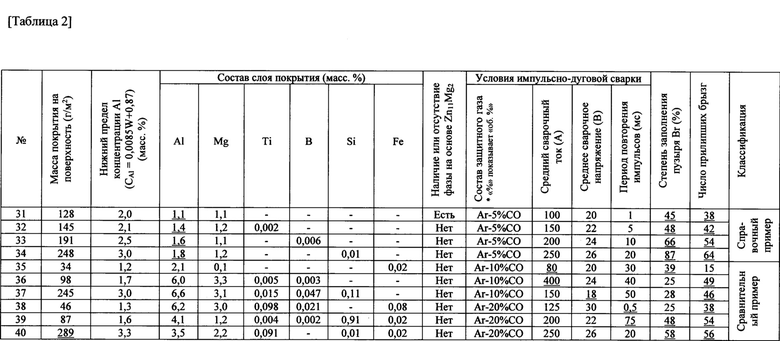
В таблице 1 показаны примеры, в каждом из которых проводили импульсно-дуговую сварку согласно варианту осуществления настоящего изобретения. В таблице 2 показаны (i) справочные примеры, в каждом из которых концентрация Al CAl (масс. %) слоя покрытия и масса покрытия W (г/м2) удовлетворяли CAl<0,0085W+0,87, и (ii) сравнительные примеры, в каждом из которых импульсно-дуговую сварку проводили при условии, что концентрация Al слоя покрытия была вне диапазона, требуемого для настоящего изобретения.
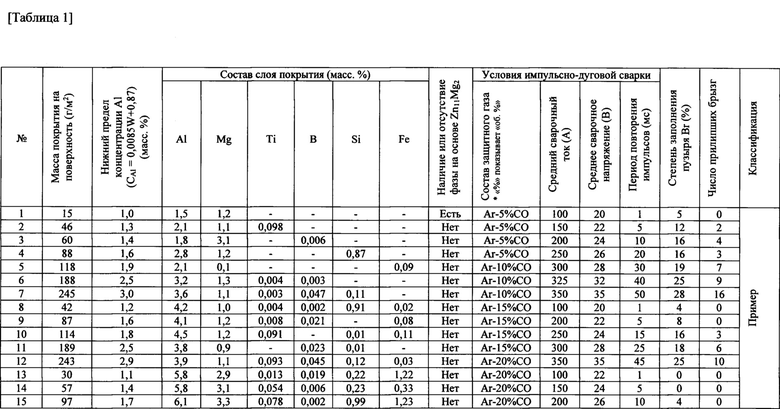
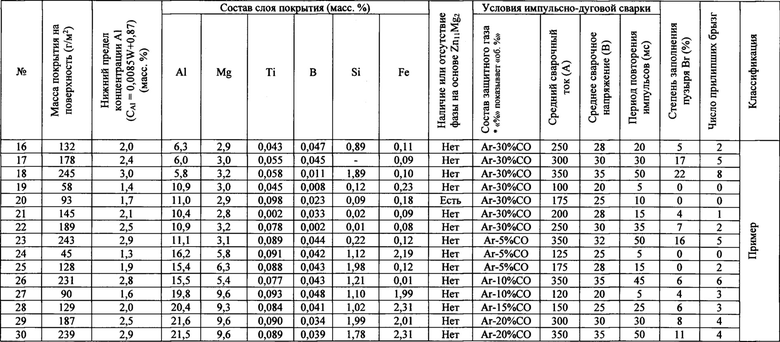
Как ясно из №№1-30, показанных в таблице 1, степень заполнения пузыря была не более 30%, а число прилипших брызг было не более 20 в каждом из примеров, в каждом из которых условия импульсно-дуговой сварки и концентрация Al слоя покрытия попадали в диапазоны, требуемые для настоящего изобретения. Исходя из примеров обнаружили, что при помощи настоящего изобретения получали элемент, сваренный электродуговой сваркой из стальных листов с покрытием из сплава на основе Zn-Al-Mg, наносимым погружением в расплав, который содержал сварную деталь, которая имела превосходный внешний вид и прочность и которая имела превосходную коррозийную стойкость.
В каждом из справочных примеров №№31-34, показанных в таблице 2, концентрация Al CAl (масс. %) слоя покрытия и масса покрытия W (г/м2) удовлетворяли CAl<0,0085W+0,87, наблюдали образование брызг и пузырей. Однако отметим, что в случае, когда удовлетворялось CAl<0,0085W+0,87, можно обеспечить (i) степень заполнения пузыря не более 30%, и (ii) число прилипших брызг не более 20, путем соответствующего регулирования условий импульсно-дуговой сварки, отличных от среднего сварочного тока, среднего сварочного напряжения и периода повторения импульсов.
Напротив, в сравнительных примерах №№35-39, в каждом из которых средний сварочный ток, среднее сварочное напряжение и период повторения импульсов были вне диапазонов, требуемых для настоящего изобретения, происходило избыточное образование брызг и пузырей. Кроме того, в сравнительном примере №40, в котором масса покрытия была вне диапазона, требуемого для настоящего изобретения, происходило избыточное образование брызг и пузырей.
Список номеров позиций
1, 1' Стальной лист с покрытием из сплава на основе Zn, наносимого погружением в расплав
2 Электрод
3 Ванна расплава
4 Пульсирующая дуга
5 Капля
6 Наплавленный валик сварного шва
7 Область, на которой определяли число брызг.
Изобретение относится к электродуговой сварке стальных листов с покрытием из сплава на основе Zn с содержанием Al в количестве от 1,0 до 22,0 мас.%, нанесенного погружением в расплав. Масса покрытия W составляет от 15 до 250 г/м2. Листы (1, 1') сваривают электродуговой сваркой пульсирующим током. В кривой пульсирующего тока пиковый ток и базовый ток чередуются с периодом повторения импульсов от 1 до 50 мс, а средний сварочный ток составляет от 100 до 350 А. Среднее сварочное напряжение составляет от 20 до 35 В. Число брызг в области сварного шва, имеющей длину 100 и ширину 100 мм, в которой наплавленный валик сварного шва находится посередине, составляет не более 20. Пористость сварного шва составляет не более 30%. 2 н. и 4 з.п. ф-лы, 3 ил., 2 табл.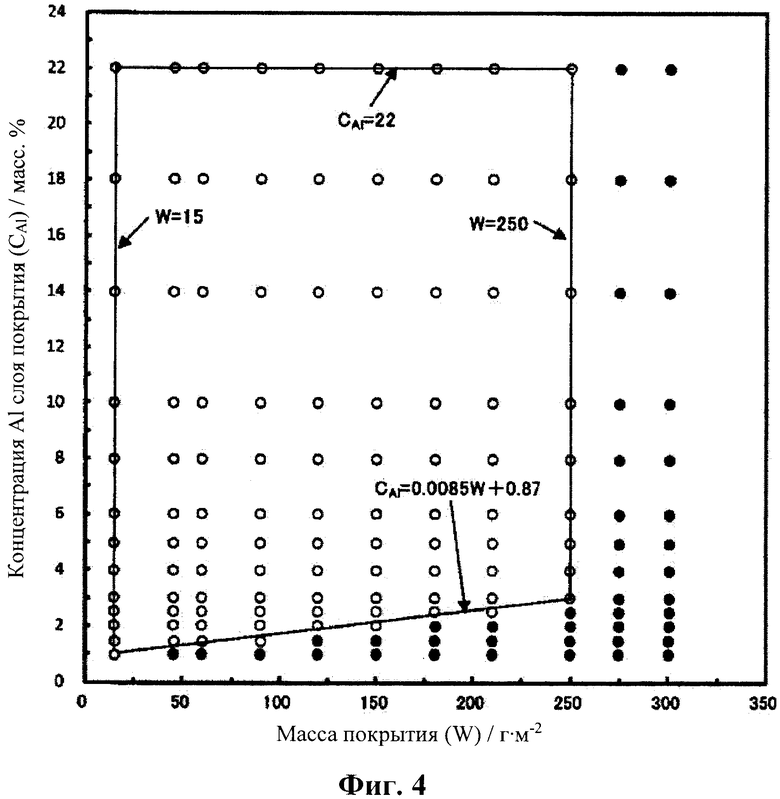
1. Способ электродуговой сварки стальных листов с покрытием из сплава на основе Zn, нанесенным погружением в расплав, которое содержит Zn в качестве основного компонента и Al в количестве от 1,0 до 22,0 мас.%, причем масса покрытия W, нанесенного на поверхность каждого из упомянутых стальных листов, составляет от 15 до 250 г/м2,
включающий электродуговую сварку упомянутых стальных листов пульсирующим током, при этом:
(а) форма кривой сварочного тока представляет собой форму кривой пульсирующего тока, в которой пиковый ток и базовый ток чередуются друг с другом с периодом повторения импульсов от 1 до 50 мс, а средний сварочный ток составляет от 100 до 350 А, и
(b) среднее сварочное напряжение составляет от 20 до 35 В.
2. Способ по п. 1, в котором масса покрытия W (г/м2) на основе Zn каждого из стальных листов из сплава, нанесенного погружением в расплав, и концентрация алюминия CAl (мас.%) в покрытии каждого из упомянутых стальных листов удовлетворяют следующей формуле (1):
0,0085W+0,87≤CAl≤22 (1).
3. Способ по п. 1 или 2, в котором упомянутое покрытие из сплава на основе Zn, нанесенное погружением в расплав, дополнительно содержит по меньшей мере один компонент, выбранный из группы: Mg, Ti, В, Si и Fe, причем покрытие содержит Mg от 0,05 до 10,0 мас.%, Ti от 0,002 до 0,10 мас.%, В от 0,001 до 0,05 мас.%, Si от 0 до 2,0 мас.% и/или Fe от 0 до 2,5 мас.%.
4. Способ по любому из пп. 1-3, в котором число брызг в результате электродуговой сварки упомянутых стальных листов, прилипших в области сварного шва, имеющей длину 100 мм и ширину 100 мм, в которой наплавленный валик сварного шва находится посередине, составляет не более 20, а пористость сварного шва Br, которую рассчитывают по формуле (2), составляет не более 30%:
Br=(∑di/L)×l00 (2),
где di – длина i-ой наблюдаемой поры,
L –длина наплавленного валика сварного шва.
5. Способ получения сварного элемента электродуговой сваркой стальных листов с покрытием из сплава на основе Zn, нанесенным погружением в расплав, который содержит Zn в качестве основного компонента и Al в количестве от 1,0 до 22,0 мас.%, причем масса покрытия W, нанесенного на поверхность каждого из стальных листов, составляет от 15 до 250 г/м2,
включающий электродуговую сварку упомянутых стальных листов пульсирующим током, при этом:
(а) форма кривой сварочного тока представляет собой форму кривой пульсирующего тока, в которой пиковый ток и базовый ток чередуются друг с другом с периодом повторения импульсов от 1 до 50 мс, а средний сварочный ток составляет от 100 до 350 А, и
(b) среднее сварочное напряжение составляет от 20 до 35 В.
6. Сварной элемент, содержащий сваренные электродуговой сваркой стальные листы с покрытием из сплава на основе Zn, нанесенным погружением в расплав, которое содержит Zn в качестве основного компонента и Al в концентрации от 1,0 до 22,0 мас.%, причем:
масса покрытия W, нанесенного на поверхность каждого из упомянутых стальных листов, составляет от 15 до 250 г/м2,
число брызг, в результате электродуговой сварки упомянутых стальных листов, прилипших в области сварного шва, имеющей длину 100 мм и ширину 100 мм, в которой наплавленный валик сварного шва находится посередине, составляет не более 20, а
пористость сварного шва Br, которую рассчитывают по формуле (2), составляет не более 30%:
Br=(∑di/L)×l00 (2),
где di – длина i-ой наблюдаемой поры,
L –длина наплавленного валика сварного шва.
| JP 0005329682 A, 14.12.1993 | |||
| СВАРНОЕ СОЕДИНЕНИЕ, ОБРАЗОВАННОЕ МЕТАЛЛОМ СВАРНОГО ШВА НА ОСНОВЕ НЕРЖАВЕЮЩЕЙ СТАЛИ ДЛЯ СВАРИВАНИЯ СТАЛЬНОГО ЛИСТА, ИМЕЮЩЕГО ПОКРЫТИЕ ИЗ СПЛАВА НА ОСНОВЕ ЦИНКА | 2006 |
|
RU2410221C2 |
| ВСПОМОГАТЕЛЬНЫЙ МАТЕРИАЛ ДЛЯ СВАРКИ ЛИСТОВ | 2010 |
|
RU2548356C2 |
| JP 2013187197 A1, 19.12.2013. | |||

