ОБЛАСТЬ ТЕХНИКИ
[0001] Настоящее изобретение относится к металлической трубке для трубопроводов транспортных средств и способу ее поверхностной обработки, а, более конкретно, к высококоррозионностойкой металлической трубке, обработанной погружением в расплав, и способу поверхностной обработки этой металлической трубки.
УРОВЕНЬ ТЕХНИКИ
[0002] Очень высокая коррозионная стойкость является необходимой характеристикой для трубок, составляющих тормозные магистрали и топливные магистрали (топливопроводы), размещенные под днищем автомобиля или вокруг двигателя автомобиля. Обычно такие трубки являются оцинкованными и покрыты лакокрасочным покрытием для повышения их коррозионной стойкости.
[0003] Общеупотребительными способами нанесения покрытий на металлические трубки были электрогальванизация, нанесение покрытия методом горячего алюминирования и нанесение покрытия из цинк-алюминиевого сплава, называемое погружением в расплав по технологии «Гальфан» («Galfan») или «Гальвалюм» («Galvalium»). Обычно пленку гальванического покрытия покрывают фторуглеродной смолой или тому подобным, поскольку коррозионная стойкость одиночной пленки гальванического покрытия недостаточна. В таком случае пленку гальванического покрытия подвергают процессу нанесения химического конверсионного покрытия, такому как процесс хроматной обработки, для улучшения адгезии и коррозионной стойкости, перед подверганием грунтовочного слоя процессу нанесения покрытия, пленку гальванического покрытия покрывают грунтовкой, а затем покрытую грунтовкой пленку гальванического покрытия покрывают полиамидной смолой или ей подобной способом экструзионного формования. В частности, когда предполагается использование металлических трубок в коррозионно-агрессивной среде, которая вызывает солевое повреждение, важно покрывать металлические трубки толстой пленкой полиамидной смолы способом экструзионного нанесения.
[0004] Как правило, металлические трубки, применяемые на моторном транспортном средстве для трубопроводов, проложены по нижней части кузова и открыты наружу вне кузова. Поэтому металлические трубки испытывают удары от вылетающих камешков, и покрытия на металлических трубках склонны к повреждениям.
[0005] Как правило, коррозионная стойкость металлических трубок, покрытых грунтовочным слоем и имеющих пленку фторуглеродной смолы, покрывающую грунтовочный слой, является удовлетворительной на участках, иных, нежели участки, где возможно солевое повреждение. Однако эти металлические трубки подвергаются ударам камешками. Формирование толстого цинкового покрытия методом электрогальванизации является затруднительным. Поэтому когда требуется, чтобы металлическая трубка имела высокую устойчивость к расщеплению, цинковое покрытие, сформированное методом электрогальванизации, является недостаточно толстым. Во многих случаях самое наружное покрытие на металлической трубке покрывают сравнительно толстым полимерным покрытием.
[0006] Известны снабженные покрытием методом погружения в расплав металлические трубки для трубопроводов транспортных средств. Многие из таких металлических трубок изготовлены обработкой стального листа с нанесенным погружением в расплав покрытием. Известный метод нанесения покрытия на предварительно сформированную трубку погружением в расплав раскрыт в патентном документе 1.
[0007] Патентный документ 1: JP Hei 8-197635 А
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Проблема, решаемая изобретением
[0008] Поскольку коррозионная стойкость одиночного покрытия, сформированного на металлической трубке традиционным методом электрогальванизации, неизбежно является недостаточной, весьма важно покрывать это покрытие дополнительным покрытием. В последнее время требования к коррозионной стойкости становятся все более и более жесткими. Поэтому толщина лакокрасочных покрытий постепенно возрастала. Толщина некоторых лакокрасочных покрытий составляет в диапазоне 20-200 мкм.
[0009] Как правило, смежные концы металлических трубок, используемых для трубопроводов транспортных средств, соединяют трубным стыком типа развальцованного соединения. Поэтому лакокрасочные пленки и полимерные пленки, покрывающие концы металлических трубок, приходится удалять. Металлические трубки для топливопроводов заряжаются при протекании по ним топлива. Поэтому эти металлические трубки необходимо заземлять во избежание искрения. Для заземления часть сформированных на металлических трубках толстой полимерной пленки или толстой лакокрасочной пленки должна быть удалена.
[0010] В металлической трубке, сформированной обработкой стального листа с нанесенным методом погружения в расплав покрытием, на кромках стального листа, образующих сварной шов, покрытие срезают. Поскольку тем самым ухудшается коррозионная стойкость сварного шва, части металлической трубки, образующие сварной шов, необходимо ремонтировать. Ремонт усложняет производственные процессы. Когда трубку формируют обработкой снабженного покрытием стального листа, покрывающее трубку покрытие повреждается при деформировании снабженного покрытием стального листа для обработки. Поэтому затруднительно сформировать трубки с малым наружным диаметром в диапазоне от 4 до 10 мм.
Соответственно, задача настоящего изобретения состоит в решении проблем традиционной технологии и в создании металлической трубки для трубопроводов транспортных средств, снабженной покрытием, имеющим высокую коррозионную стойкость и сформированным обработкой металлической трубки методом погружения в расплав.
[0011] Еще одна задача настоящего изобретения заключается в создании способа поверхностной обработки для обработки поверхности металлической трубки для трубопроводов транспортных средств, снабженной покрытием, образованным погружением в расплав, для получения сформированного погружением в расплав покрытия с удовлетворительной коррозионной стойкостью.
Средства решения проблемы
[0012] Настоящее изобретение представляет снабженную покрытием металлическую трубку для трубопроводов транспортных средств, полученную нанесением на предварительно сформированную основную металлическую трубку покрытия из наносимого погружением сплава погружением в расплав, отличающуюся тем, что наносимый погружением сплав содержит 3% по весу или более Al, 1-15% по весу Mg, а остальное включают Zn и неизбежные примеси.
[0013] Настоящее изобретение представляет способ поверхностной обработки нанесением на основную металлическую трубку покрытия с формированием металлической трубки для трубопроводов транспортных средств, включающий в себя: процесс выпрямления с выпрямлением основной металлической трубки, корректировкой округлости основной металлической трубки и выглаживанием поверхности основной металлической трубки; процесс нагревания и восстановления путем нагревания основной металлической трубки и удаления оксидной пленки, образовавшейся на поверхности основной металлической трубки, помещением нагретой основной металлической трубки в восстановительную печь, заполненную смешанным восстановительным газом, содержащим водород и инертный газ; и процесс погружения в расплав с нанесением на основную металлическую трубку покрытия из сплава, содержащего 3% по весу или более Al, 1-15% по весу Mg, а остальное включает Zn и неизбежные примеси.
Результат изобретения
[0014] Металлическая трубка для трубопроводов транспортных средств по настоящему изобретению, на которую нанесено сформированное погружением в расплав покрытие, проявляет высокую коррозионную стойкость без необходимости в усилении коррозионной стойкости с помощью лакокрасочной пленки или полимерной пленки.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[0015] Фиг.1 представляет собой вид в разрезе металлической трубки в предпочтительном варианте реализации настоящего изобретения для трубопроводов транспортных средств;
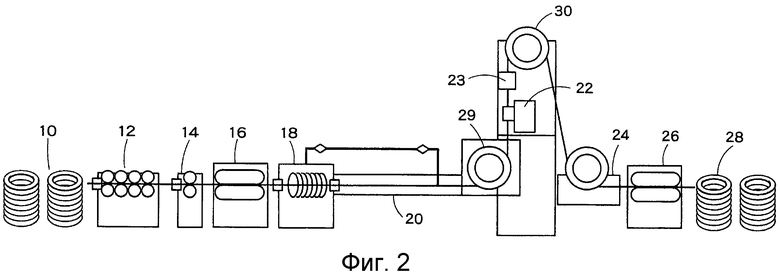
Фиг.2 представляет собой схематический вид, способствующий разъяснению способа поверхностной обработки для обработки поверхности основной металлической трубки с получением металлической трубки для трубопроводов транспортных средств в предпочтительном варианте реализации настоящего изобретения;
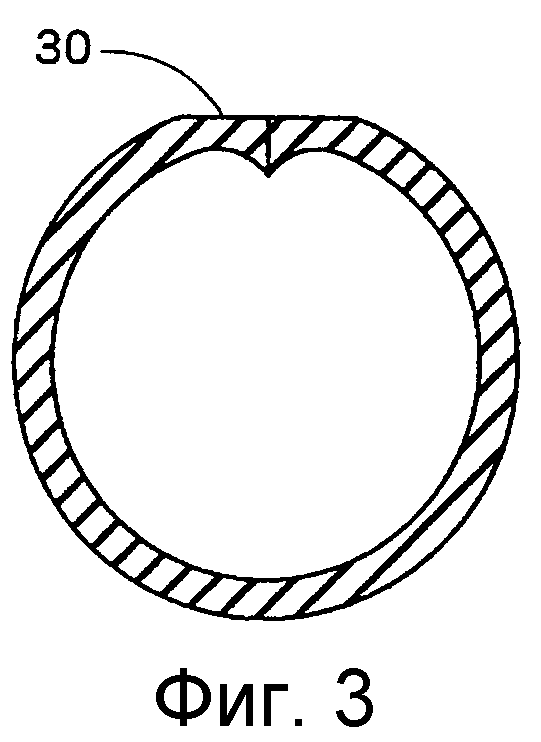
Фиг.3 представляет собой вид в разрезе одностенной стальной трубки в качестве основной металлической трубки для формирования металлической трубки для трубопроводов транспортных средств;
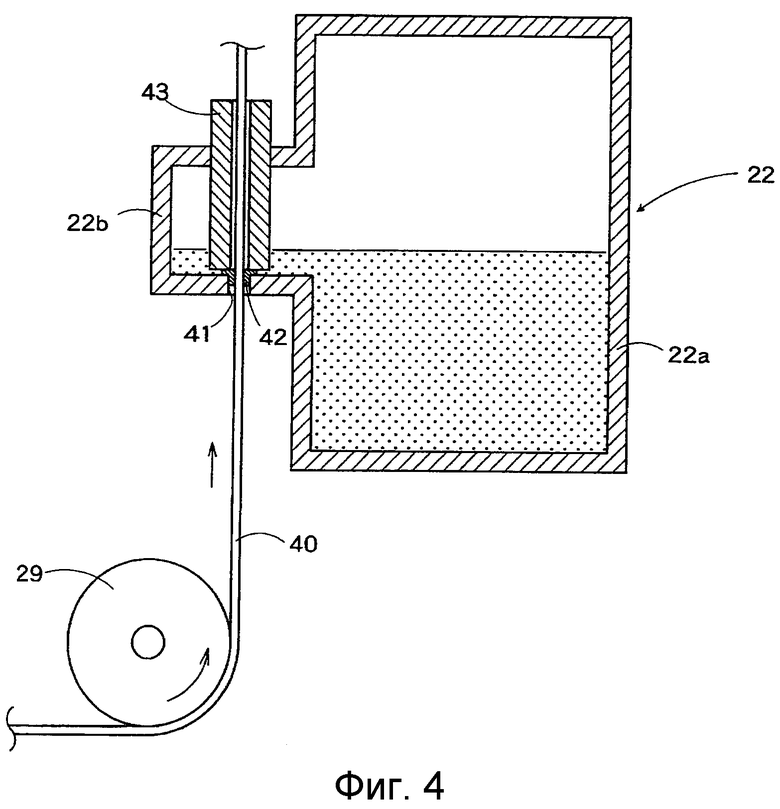
Фиг.4 представляет собой вид в разрезе ванны для погружения в расплав; и
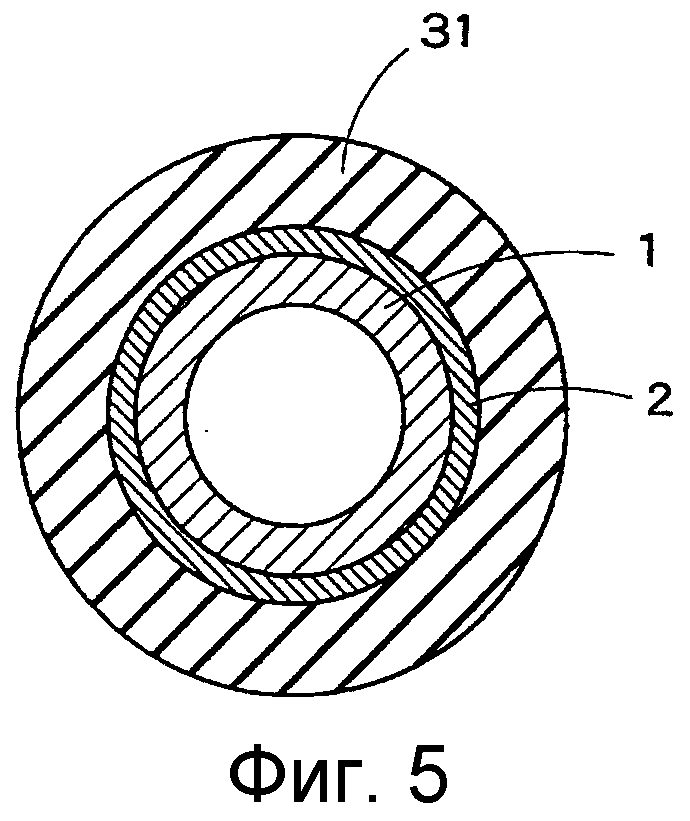
Фиг.5 представляет собой вид в разрезе металлической трубки для трубопроводов транспортных средств в еще одном варианте реализации настоящего изобретения.
НАИЛУЧШИЙ ВАРИАНТ РЕАЛИЗАЦИИ ИЗОБРЕТЕНИЯ
[0016] Металлическая трубка для трубопроводов транспортных средств в предпочтительном варианте реализации настоящего изобретения будет описана с привлечением сопроводительных чертежей.
Обращаясь к Фиг.1, показывающей вид в разрезе металлической трубки 1 для трубопроводов транспортных средств в предпочтительном варианте реализации настоящего изобретения, металлическая трубка 1 имеет поверхность, на которую методом погружения в расплав нанесено покрытие 2. Металлическая трубка 1 предназначена для применения в качестве топливных магистралей (топливопроводов) и тормозных магистралей.
[0017] Одностенная стальная трубка, сформированная сворачиванием покрытого погружением в расплав стального листа, или двустенная стальная трубка, полученная сворачиванием покрытого медью стального листа, использована в качестве основной стальной трубки для формирования металлической трубки 1. Для получения металлической трубки 1 в качестве основной металлической трубки может быть использована цельнотянутая стальная трубка, такая как бесшовная стальная трубка.
[0018] Хотя является предпочтительным, чтобы основная металлическая трубка для формирования металлической трубки 1 была сделана из стали, когда металлическая трубка 1 должна применяться в топливных или тормозных магистралях транспортных средств, основная металлическая трубка для формирования металлической трубки 1 может быть изготовлена из одного из сплавов, включая железные сплавы и алюминиевые сплавы.
[0019] Состав полученного погружением в расплав покрытия 2, покрывающего поверхность металлической трубки 1, представляет собой 3% по весу или более Al, 1-15% по весу Mg, а остальное включает Zn и неизбежные примеси.
[0020] Температура плавления сплава Al, Mg и Zn является более низкой, чем у металлов - компонентов сплава (Al: 660°С, Mg: 650°С, и Zn: 419°С). Например, температура плавления сплава, содержащего 6% по весу Al, 3% по весу Mg и 91% по весу Zn, составляет 380°С или ниже.
[0021] Как правило, когда основную металлическую трубку для формирования металлической трубки 1 погружают в ванну расплавленного металлического сплава с высокой температурой плавления, другие расплавленные металлы легко диффундируют и внедряются в кристаллы металла основной металлической трубки. Когда происходит диффузия и внедрение металлов, механические свойства основной металлической трубки ухудшаются. В наихудшем случае возможно, что части основной металлической трубки, в которые произошло внедрение, растрескиваются и разрушаются.
[0022] Таким образом, рекомендуется использовать наносимый погружением сплав с гораздо более низкой температурой плавления, чем у металла-компонента основной металлической трубки для формирования металлической трубки 1, чтобы подавить внедрение в металлический материал основной металлической трубки для формирования металлической трубки 1.
[0023] Когда основная металлическая трубка для формирования металлической трубки 1 представляет собой покрытую медью (Cu) двустенную стальную трубку, расплавленная медь внедряется в кристаллы железа, если температура плавления расплавленного сплава высока, поскольку температура плавления Cu составляет 1083°С, что гораздо ниже, чем температура плавления Fe.
[0024] Когда покрытую медью (Cu) основную металлическую трубку для формирования металлической трубки 1 погружают в ванну расплавленного металлического сплава с вышеупомянутым составом, внедрение Cu может быть эффективно подавлено, поскольку температура плавления сплава в ванне расплавленного металла является гораздо более низкой, чем у Cu.
[0025] Предпочтительно наносимый погружением сплав содержит 2% по весу или менее в сумме одного или нескольких из Cu, Mn, Si, Са, Ti, В и Sn в качестве добавки или добавок.
[0026] Добавки усиливают сцепление между основной металлической трубкой и покрытием и улучшают обрабатываемость концов изделий. Избыточное введение добавок, превышающее содержание добавок 2% по весу, не только является неэффективным в улучшении прочности сцепления, но и ухудшает вытягиваемость и обрабатываемость сплава давлением и способствует окислению ванны расплавленного металла в процессе погружения в расплав. Оксиды, образующиеся при окислении ванны расплавленного металла, прилипают к покрытию, ухудшая внешний вид покрытия. Таким образом, принимая во внимание необходимую прочность сцепления, является предпочтительным введение добавок в ванну расплавленного сплава до правильного суммарного содержания добавок не выше 2% по весу.
[0027] Толщина покрытия 2 составляет в диапазоне 1-50 мкм, предпочтительно в диапазоне 10-30 мкм.
[0028] Способ поверхностной обработки для обработки основной металлической трубки для формирования предназначенной для трубопроводов транспортных средств металлической трубки 1 в этом варианте реализации будет описан со ссылкой на Фиг.2.
Фиг.2 показывает производственную линию поверхностной обработки. Позицией 10 обозначен разматыватель для разматывания смотанной основной металлической трубки из бухты основной металлической трубки. После разматывателя 10 размещены правильная машина 12 для выпрямления основной металлической трубки, размотанной из бухты основной металлической трубки, и устройство 14 корректирования округлости для исправления округлости поперечного сечения основной металлической трубки. Позицией 16 обозначено подающее устройство для подачи основной металлической трубки с заданной скоростью.
[0029] Позицией 18 обозначена высокочастотная печь для нагревания основной металлической трубки посредством высокочастотного тока. Основную металлическую трубку, нагретую в высокочастотной печи 18, подают в восстановительную печь 20, заполненную смешанным восстановительным газом из водорода и азота. После восстановительной печи 20 установлена ванна 22 для погружения в расплав. После ванны 22 для погружения в расплав установлены устройство 23 измерения наружного диаметра, охладительная ванна 24, подающее устройство 26 и намоточное устройство 28. Ниже будут описаны этапы производственного процесса.
Процесс выпрямления
[0030] В процессе выпрямления выравнивают основную металлическую трубку, размотанную из бухты основной металлической трубки, исправляют округлость основной металлической трубки и выглаживают поверхность основной металлической трубки. Как показано в Фиг.2, процесс выпрямления проводят на правильной машине 12 и устройстве 14 корректирования округлости.
[0031] Когда основная металлическая трубка для формирования металлической трубки 1 для трубопроводов транспортных средств представляет собой двустенную стальную трубку, основную металлическую трубку формируют двукратным сворачиванием покрытого медью (Cu) стального листа. Основную металлическую трубку нагревают с помощью нагревательной печи или высокочастотной нагревательной печи, или пропусканием электрического тока через основную металлическую трубку для соединения друг с другом перекрывающихся стенок стального листа посредством расплавления нанесенной пленки Cu, покрывающей основную металлическую трубку. Обычно округлость двустенной стальной трубки далека от совершенства, поверхность не является гладкой, и на поверхности в этой стадии образуются неровности с размерами в диапазоне от нескольких микрон до нескольких десятков микрон.
[0032] Если на поверхности двустенной стальной трубки возникают неровности, то толщина покрытия, формируемого при подвергании двустенной стальной трубки погружению в расплав, варьируется от участка к участку. Поэтому на правильной машине 12 выпрямляют двустенную стальную трубку, а затем в устройстве 14 корректирования округлости выглаживают поверхность двустенной стальной трубки. Отклонение от прямолинейности предпочтительно составляет 10 мм или менее на 1 м.
[0033] В устройстве 14 корректирования округлости выпрямленную двустенную стальную трубку пропускают через валки дрессировочной клети для уменьшения размеров неровностей на поверхности двустенной стальной трубки до 20 мкм или менее. Тем самым наружный диаметр двустенной стальной трубки корректируют так, что вариацию наружного диаметра доводят до пределов допуска ±0,02 мм.
[0034] Когда металлическая трубка для трубопроводов транспортных средств должна быть изготовлена из одностенной стальной трубки, на поверхности одностенной стальной трубки образуется плоский участок, называемый срезом 30 сварного валика. Срез 30 сварного валика возникает, когда стачивают валик сварного шва, сформированный при сваривании друг с другом кромок стального листа посредством контактной сварки или лазерной сварки. Обычно одностенная стальная трубка, кроме среза 30 сварного валика, имеет неровности на своей поверхности.
[0035] Когда металлическая трубка сформирована из такой одностенной металлической трубки, одностенную стальную трубку выпрямляют правильной машиной 12, а затем выглаживают срез 30 сварного валика, и размеры неровностей на поверхности одностенной стальной трубки уменьшаются до 20 мкм или менее.
Процесс нагревания и восстановления
[0036] Основную стальную трубку нагревают при температуре в диапазоне от 500°С до 700°С в высокочастотной печи 18, а затем нагретую основную стальную трубку подают в восстановительную печь 20, заполненную смешанным восстановительным газом из водорода и инертного газа, для удаления оксидной пленки, образовавшейся на поверхности основной стальной трубки. Высокочастотная печь 18 направляет газообразный азот, содержащий 5-20% по объему водорода, в восстановительную печь 20. Восстановительная печь 20 удаляет оксидную пленку, образовавшуюся на поверхности основной стальной трубки в результате взаимодействия содержащегося в атмосфере кислорода с основной стальной трубкой. Таким образом, оксидную пленку удаляют для улучшения сцепления и повышения коррозионной стойкости, поскольку прочность сцепления между основной стальной трубкой и нанесенной пленкой снижается и нанесенная пленка растрескивается и отслаивается, если на поверхности основной стальной трубки остается оксидная пленка.
[0037] Процесс нагревания и восстановления, выполняемый перед подверганием основной стальной трубки процессу погружения в расплав, имеет следующие преимущества в дополнение к эффекту простой очистки. Процесс нагревания и восстановления повышает сродство между получаемым погружением в расплав покрытием и основной стальной трубкой. Для обеспечения сцепления между получаемым погружением в расплав покрытием и основной стальной трубкой важно образование тонкого слоя сплава между полученным погружением в расплав покрытием и основной стальной трубкой.
[0038] Когда основную стальную трубку подвергают процессу нагревания и восстановления перед введением ее в процесс погружения в расплав, основная стальная трубка, нагретая до температуры, равной температуре расплавленного сплава, содержащегося в ванне 22 для погружения в расплав, в диапазоне от 300°С до 700°С, может непрерывно подаваться в ванну 22 для погружения в расплав. Тем самым содействуют образованию слоя сплава, который усиливает сцепление между полученным погружением в расплав покрытием и основной стальной трубкой. Основную стальную трубку не требуется опять нагревать, когда стальную трубку непрерывно подают в ванну 22 для погружения в расплав, что вносит вклад в экономию энергии.
[0039] Поверхность основной стальной трубки, на которую наносят покрытие традиционной электрогальванизацией, очищают с помощью щелочного химического реагента или кислоты для удаления пятен и оксидной пленки. Поскольку в этом варианте реализации пятна и оксидную пленку удаляют с поверхности основной стальной трубки в восстановительной печи 20 с использованием восстановительного газа, такого как водород, становятся ненужными любые установки для утилизации жидких отходов.
[0040] Смешанный газ в качестве восстановительного газа может представлять собой смесь водорода и благородного газа (инертного газа), такого как газообразный аргон, для некоторого материала основной металлической трубки.
Процесс погружения в расплав
[0041] Будет описан процесс погружения в расплав.
Ванна 22 для погружения в расплав содержит наносимый погружением расплавленный сплав, содержащий 3% по весу Al или более, от 1% до 15% по весу Mg, а остальное включает Zn и неизбежные примеси, и нагретый при температуре в диапазоне от 300°С до 700°С. Температура плавления сплава, содержащего Al, Mg и Zn в вышеуказанных содержаниях, является меньшей, чем соответствующие температуры плавления металлов - компонентов сплава, а именно Al: 660°С, Mg: 650°С и Zn: 419°С.
[0042] Предпочтительно наносимый погружением расплавленный сплав содержит 2% по весу или менее в сумме одного или нескольких из Cu, Mn, Si, Са, Ti, В и Sn в качестве добавки или добавок.
На стороне выше по ходу относительно ванны 22 для погружения в расплав размещен шкив 29 для изменения направления, в котором подают основную металлическую трубку. Шкив 29 закрыт крышкой, обеспечивающей ограждение шкива 29 от атмосферы. Направление перемещения основной металлической трубки, подаваемой из восстановительной печи 20, изменяют на 90° для подачи основной металлической трубки в вертикальном направлении. Основную металлическую трубку, сохраняющую нагретое состояние, в котором основная металлическая трубка нагрета в восстановительной печи 20, подают в ванну 22 для погружения в расплав.
[0043] Фиг.4 представляет вид в разрезе ванны 22 для погружения в расплав. Ванна 22 для погружения в расплав имеет отсек 22а хранения для содержания расплавленного сплава и отсек 22b с высоким дном. В донной стенке отсека 22b с высоким дном сформировано отверстие 41. Основную металлическую трубку 40 подают в отсек 22b с высоким дном через отверстие 41. В отверстие 41 посажен уплотнительный элемент 42 так, чтобы позволять основной стальной трубке 40 проходить через отверстие 41. Например, глубина наносимого погружением сплава, содержащегося в отсеке 22b с высоким дном, составляет в диапазоне от примерно 10 до примерно 30 мм, когда основная металлическая трубка 40 имеет наружный диаметр 4,0 мм.
[0044] В контакте с уплотнительным элементом 42 размещено продувочное устройство 43 для корректирования толщины покрытия. Внутренняя конструкция продувочного устройства 43 выполнена таким образом, что поверхность расплавленного сплава, покрывающего основную металлическую трубку 40, проходящую через продувочное устройство 43, защищена от окисления, а толщина покрытия, осажденного на основной металлической трубке 40, может быть отрегулирована.
[0045] В результате погружения в расплав на основную металлическую трубку 40 наносится покрытие в то время, как она проходит через продувочное устройство 43, размещенное в отсеке 22b с высоким дном ванны 22 для погружения в расплав. Поскольку слой наносимого погружением сплава, содержащегося в отсеке 22b с высоким дном, является неглубоким, и основная металлическая трубка 40 перемещается вертикально, основная металлическая трубка 40 покрывается наносимым погружением в расплав покрытием при прохождении основной металлической трубки 40 через наносимый погружением сплав за очень короткое время. Таким образом, основная металлическая трубка 40 подвергается воздействию наносимого погружением высокотемпературного сплава в течение короткого времени. Следовательно, предотвращается окисление поверхности основной металлической трубки 40, и может быть сформировано нанесенное погружением в расплав высококачественное покрытие с надлежащей толщиной.
[0046] Наружный диаметр металлической трубки, покрытой нанесенным погружением в расплав покрытием, измеряют с помощью устройства 23 измерения наружного диаметра, а затем направление движения металлической трубки, покрытой нанесенным погружением в расплав покрытием, изменяют с помощью шкива 30 так, что металлическая трубка, покрытая нанесенным погружением в расплав покрытием, перемещается вертикально вниз в охладительную ванну 24.
[0047] Металлическую трубку, изготовленную таким образом нанесением покрытия на основную металлическую трубку в ванне 22 для погружения в расплав, обрызгивают водой в то время, когда ее подают с помощью подающего устройства 26, а затем металлическую трубку наматывают в бухту с помощью намоточного устройства 28.
Прочие процессы
[0048] После процесса нанесения покрытия погружением в расплав выполняют процесс хроматной обработки, а именно процесс нанесения химического конверсионного покрытия, процесс окрашивания и процесс экструзионного формования для нанесения на металлическую трубку, покрытую нанесенным погружением в расплав покрытием, полимера путем экструзионного формования.
[0049] Наносимый погружением сплав с вышеуказанным составом имеет достаточно высокую коррозионную стойкость для применения на металлических трубках для трубопроводов транспортных средств. Поэтому металлическая трубка, покрытая нанесенным погружением в расплав покрытием, может быть использована для трубопроводов транспортных средств при применении в нормальных рабочих условиях. Для придания металлической трубке более высокой коррозионной стойкости металлическая трубка может быть подвергнута далее процессу нанесения химического конверсионного покрытия, такому как процесс хроматной обработки, или процессу окрашивания.
[0050] Предпочтительным химическим конверсионным покрытием является хроматное покрытие. Возможными материалами для процесса окрашивания являются эпоксидные смолы, акриловые смолы, уретановые смолы, полиамидные смолы, полиимидные смолы, фторуглеродные смолы и фталевые смолы. Возможные способы окрашивания представляют собой способы окрашивания распылением, способы окрашивания окунанием и способы нанесения порошкового покрытия.
[0051] Как показано на Фиг.5, когда металлическая трубка должна иметь особенно высокую стойкость к расщеплению, так чтобы металлическая трубка не могла повреждаться вылетающими камешками, выбрасывающимися шинами, металлическая трубка может быть покрыта пленкой 31 полиолефиновой смолы с толщиной в диапазоне от примерно 0,1 до примерно 1 мм, способом экструзионного формования. Металлическая трубка может быть покрыта трубкой термоусадочного полиолефина при обжиге.
Далее будут описаны результаты испытаний на коррозионную стойкость металлической трубки в этом варианте реализации и металлической трубки в сравнительном примере.
Испытание в нейтральном соляном тумане
[0052] Металлическую трубку в примере с нанесенным покрытием толщиной 15 мкм из цинкового (Zn) сплава, содержащего 6% по весу Al, 3% по весу Mg и 91% по весу Zn, протестировали в испытании нейтральным соляным туманом согласно спецификации M104, JASO.
[0053] Металлическую трубку в сравнительном примере с нанесенным электрогальванизацией цинковым (Zn) покрытием толщиной 13 мкм протестировали в таком же испытании нейтральным соляным туманом.
[0054] Нет никакого заметного различия между примером и сравнительным примером в отношении времени, в течение которого на поверхности начиналось образование белой ржавчины, а именно гидроксида цинка или оксида цинка. Образование белой ржавчины начиналось как в примере, так и сравнительном примере спустя 240 часов после того, как было начато испытание в нейтральном соляном тумане. Образование красной ржавчины, а именно оксида железа, началось на поверхности сравнительного примера спустя 480 часов после того, как было начато испытание в нейтральном соляном тумане. Никакой красной ржавчины на поверхности примера не было обнаружено спустя 5500 часов после того, как было начато испытание в нейтральном соляном тумане. Образование красной ржавчины свидетельствует о проникновении коррозии сквозь покрытие в основную металлическую трубку. Из простого сравнения результатов испытаний в нейтральном соляном тумане очевидно, что коррозионная стойкость примера является в десять раз более высокой, чем у сравнительного примера.
Коррозионное испытание комбинированного цикла
[0055] В коррозионном испытании комбинированного цикла исследуется развитие коррозии при повторении испытательного цикла с 24-часовой продолжительностью цикла, включающего последовательное проведение смачивания, воздействия соляного тумана, высушивания, смачивания, высушивания и продувки.
[0056] Испытываемую металлическую трубку в качестве примера сформировали нанесением на стальную трубку покрытия толщиной 15 мкм из цинкового (Zn) сплава, содержащего 6% по весу Al, 3% по весу Mg и 91% по весу Zn, методом погружения в расплав. Испытываемую металлическую трубку в качестве сравнительного примера сформировали нанесением на стальную трубку цинкового (Zn) покрытия толщиной 22 мкм методом электролитического цинкования (электрогальванизации). Пример и сравнительный пример подвергли коррозионным испытаниям комбинированного цикла.
[0057] Значительное развитие красной ржавчины в сравнительном примере с гальваническим покрытием появилось после 30 испытательных циклов. Хотя в примере с нанесенным погружением в расплав покрытием после 30 циклов появилась белая ржавчина, потребовалось подвергание примера 120 испытательным циклам, чтобы на примере образовалась красная ржавчина в такой же степени, в какой красная ржавчина развилась на сравнительном примере. Коррозионное испытание комбинированного цикла подтвердило, что коррозионная стойкость примера была примерно в четыре раза выше, чем у сравнительного примера.
Испытание вылетающими камешками в сочетании с коррозионным испытанием комбинированного цикла
[0058] Испытание вылетающими камешками регламентировано в M104, JASO и состоит в выдувании 850 г дробленых камней на испытываемый образец воздухом под давлением 0,4 МПа.
[0059] Испытываемую металлическую трубку в качестве примера сформировали нанесением на стальную трубку покрытия толщиной 15 мкм из цинкового (Zn) сплава, содержащего 6% по весу Al, 3% по весу Mg и 91% по весу Zn, методом погружения в расплав. Испытываемую металлическую трубку в качестве сравнительного примера сформировали нанесением на стальную трубку цинкового (Zn) покрытия толщиной 22 мкм методом электролитического цинкования, формирования химического конверсионного слоя на цинковом (Zn) покрытии, нанесения на цинковое (Zn) покрытие адгезивного слоя и нанесения на цинковое (Zn) покрытие фторуглеродной смолы. Испытание вылетающими камешками выполняли в одном 24-часовом цикле коррозионного испытания комбинированного цикла.
[0060] При испытании вылетающими камешками в сочетании с коррозионным испытанием комбинированного цикла можно исследовать коррозионную стойкость в условиях, подобных условиям обычной эксплуатационной среды под днищем автомобиля, где трубки повреждаются ударами мелких камней.
[0061] Результаты испытания показали, что пример, обработанный только погружением в расплав, и сравнительный пример, обработанный электролитическим цинкованием, нанесением химического конверсионного и фторуглеродного покрытия, были по существу одинаковыми по стойкости к развитию красной ржавчины. Красная ржавчина появилась как на примере, так и на сравнительном примере после 130 испытательных циклов.
[0062] Из результатов испытаний ясно, что коррозионная стойкость металлической трубки по настоящему изобретению, обработанной просто погружением в расплав, равна коррозионной стойкости металлической трубки в сравнительном примере, снабженной самым наружным слоем фторуглеродной смолы, и металлическая трубка по настоящему изобретению не нуждается в каком-либо покрытии смолой или тому подобным.
Изобретение относится к металлической трубке для трубопроводов транспортных средств. Металлическая трубка с покрытием сформирована нанесением на основную металлическую трубку, представляющую собой одностенную или двустенную стальную трубку, полученную сворачиванием покрытого медью стального листа в трубчатую форму, покрытия из сплава, наносимого погружением в расплав, содержащего 3% по весу или более Al, 1-15% по весу Mg, а остальное включает Zn и неизбежные примеси. При формировании металлической трубки с покрытием поверхность основной металлической трубки выпрямляют, корректируют округлость и выглаживают, нагревают и восстанавливают основную металлическую трубку для удаления образовавшейся на ее поверхности оксидной пленки путем нагревания металлической трубки и последующего ее помещения в восстановительную печь, заполненную смешанным восстановительным газом, содержащим водород и инертный газ, и наносят на основную металлическую трубку покрытие путем пропускания вертикально через ванну с расплавом упомянутого сплава. Сформированная металлическая трубка для трубопроводов транспортных средств с покрытием имеет высокую коррозионную стойкость. 2 н. и 7 з.п. ф-лы, 5 ил. 
1. Металлическая трубка для трубопроводов транспортных средств с покрытием, сформированная нанесением на основную металлическую трубку покрытия в виде наносимого погружением в расплав сплава, отличающаяся тем, что основная металлическая трубка представляет собой одностенную или двустенную стальную трубку, сформированную сворачиванием покрытого медью (Cu) стального листа в трубчатую форму, а наносимый погружением сплав содержит 3% по весу или более Al, 1-15% по весу Mg, а остальное включает Zn и неизбежные примеси.
2. Металлическая трубка для трубопроводов транспортных средств по п.1, в которой наносимый погружением сплав содержит 2% по весу или менее в сумме одного или нескольких из Cu, Mn, Si, Са, Ti, В и Sn.
3. Металлическая трубка для трубопроводов транспортных средств по п.1, в которой толщина покрытия составляет в диапазоне 1-50 мкм.
4. Способ формирования металлической трубки для трубопроводов транспортных средств с покрытием, включающий стадии, на которых:
выпрямляют основную металлическую трубку, сформированную сворачиванием покрытого медью (Cu) стального листа в одностенную или двустенную трубчатую форму, корректируют округлость основной металлической трубки и выглаживают поверхность основной металлической трубки;
нагревают и восстанавливают основную металлическую трубку для удаления оксидной пленки, образовавшейся на поверхности основной металлической трубки, нагреванием металлической трубки и помещением нагретой основной металлической трубки в восстановительную печь, заполненную смешанным восстановительным газом, содержащим водород и инертный газ; и
наносят на основную металлическую трубку покрытие из наносимого погружением сплава, содержащего 3% по весу или более Al, 1-15% по весу Mg, а остальное включает Zn и неизбежные примеси, пропусканием металлической трубки вертикально через ванну для погружения в расплав, содержащую наносимый погружением расплавленный сплав, содержащий 3% по весу или более Al, от 1% до 15% по весу Mg, а остальное включает Zn и неизбежные примеси.
5. Способ по п.4, в котором наносимый погружением сплав содержит 2% по весу или менее в сумме одного или нескольких из Cu, Mn, Si, Са, Ti, В и Sn.
6. Способ по п.4, в котором толщина нанесенного покрытия составляет в диапазоне 1-50 мкм.
7. Способ по п.4, в котором в процессе коррекции снижают размер неровностей на поверхности основной металлической трубки до 20 мкм или менее.
8. Способ по п.4, в котором основную металлическую трубку, сохраняющую температуру, при которой основная металлическая трубка нагрета на стадии нагревания и восстановления, направляют в процесс погружения в расплав.
9. Способ по п.4, в котором используют ванну для погружения в расплав, оснащенную средством для регулирования толщины нанесенного покрытия, сформированного на основной металлической трубке.
| JP 2003166078 A, 13.06.2003 | |||
| JP 2003055750 A, 26.02.2003 | |||
| JP 2006037207 A, 09.02.2006 | |||
| ЭЛЕКТРОДНЫЙ НАГРЕВАТЕЛЬ ЖИДКОСТИ | 1998 |
|
RU2133558C1 |
| СТАЛЬНОЙ МАТЕРИАЛ, ПОКРЫТЫЙ Zn-Al-СПЛАВОМ СПОСОБОМ ГОРЯЧЕГО ОКУНАНИЯ, С ОТЛИЧНОЙ ОБРАБАТЫВАЕМОСТЬЮ СГИБАНИЕМ, И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2005 |
|
RU2379374C2 |
| СПЛАВ НА ОСНОВЕ ЦИНКА | 2005 |
|
RU2295584C1 |

