ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
[0001] Настоящее изобретение относится к стальному листу для горячего прессования с покрытием, к способу горячего прессования для стального листа с покрытием, а также к детали автомобиля.
УРОВЕНЬ ТЕХНИКИ
[0002] В последнее время постоянно возрастает потребность в ограничении потребления ископаемого топлива для того, чтобы управлять глобальным потеплением и защитить окружающую среду, на которую оказывают воздействие различные отрасли промышленности. Например, автомобили, которые являются неотъемлемой частью средств транспортировки в повседневной жизни, не являются исключением. Существует потребность в улучшении экономии топлива, например, за счет уменьшения веса кузова. Недопустимо, однако, просто уменьшать вес кузова, пренебрегая качеством продукта. Необходимо гарантировать при этом надлежащую безопасность.
[0003] Многие из структурных частей автомобиля делаются из стали, в частности из стального листа. Для того, чтобы уменьшить вес кузова, важно уменьшить вес стального листа. Вместо того, чтобы просто уменьшить вес стального листа, что, как упомянуто выше, является недопустимым, снижение веса должно сопровождаться поддержанием механической прочности стального листа. Такое требование становится все более насущным не только в автомобильной промышленности, но также и в других отраслях обрабатывающей промышленности. Научно-исследовательские усилия были направлены на получение стального листа, который мог бы иметь ту же самую или большую механическую прочность по сравнению с обычным листом, даже когда лист является более тонким.
[0004] В целом, материал, имеющий высокую механическую прочность, имеет тенденцию к уменьшению формуемости и стабильности формы при формообразовании, таком как изгиб. Это делает затруднительным выполнение процесса формования такого материала в сложную форму. Одним из решений проблемы формуемости является то, что называют "способом горячего прессования" (который также называют горячей штамповкой, горячим прессованием, закалкой в форме и упрочнением под прессом). В способе горячего прессования материал, подлежащий формованию, нагревается временно до высокой температуры (в аустенитной области), и стальной лист, размягченный при нагревании, формуется прессованием. Стальной лист затем охлаждается. При использовании способа горячего прессования материал однократно размягчается путем нагревания до высокой температуры, так что материал легко подвергается прессованию. Механическая прочность материала возрастает благодаря эффекту закалки во время охлаждения после завершения формования. Соответственно, горячее прессование может обеспечить продукт, имеющий как хорошую фиксируемость формы, так и высокую механическую прочность.
[0005] Однако, когда способ горячего прессования применяется к стальному листу, железо и другие вещества на поверхности окисляются с образованием окалины (оксидов) благодаря нагреванию до высокой температуры, например, 800°C или больше. Соответственно, после горячего прессования необходим процесс удаления окалины для того, чтобы удалить окалину, которая ухудшает производительность. Для элементов и т.п., которые требуют коррозионной стойкости, необходимо выполнить противокоррозийную обработку и нанесение металлического покрытия на поверхностях элементов после процесса формования. Процесс очистки поверхности и процесс поверхностной обработки также являются необходимыми, что дополнительно ухудшает производительность.
[0006] В качестве примера ограничения такого ухудшения производительности на стальной лист может быть нанесен покрывающий слой. В большинстве случаев для покрывающего слоя на стальном листе используются различные материалы, включая органические и неорганические материалы. Среди них листы оцинкованной стали, которые имеют эффект расходуемой (жертвенной) защиты стальных листов, широко используются в качестве стальных листов для автомобилей и других продуктов, потому что листы оцинкованной стали обеспечивают хороший противокоррозийный эффект и пригодны к технологии производства стального листа. Однако это может вызвать значительное ухудшение поверхностных свойств, потому что температуры нагрева, используемые при горячем прессовании (от 700 до 1000°C), являются более высокими, чем температуры, при которых разлагаются органические материалы или происходит кипение цинка, так что слой металлизации испаряется во время нагревания горячим прессом.
[0007] По этой причине желательно использовать, например, то, что называют покрытым алюминием стальным листом для горячего прессования, которое нагревает стальной лист до высоких температур. Покрытый алюминием стальной лист представляет собой стальной лист, имеющий металлическое покрытие на основе алюминия, точка кипения которого выше, чем у покрытия из органического материала или металлического покрытия на основе цинка. Металлическое покрытие на основе алюминия может препятствовать образованию окалины на поверхности стального листа, что приводит к устранению такого процесса, как процесс удаления окалины, а также к повышению производительности. Металлическое покрытие на основе алюминия также имеет противокоррозийный эффект, так что коррозионная стойкость стального листа после покрытия красками улучшается. Патентная литература 1, указанная ниже, раскрывает способ использования в горячем прессовании покрытого алюминием стального листа, получаемого путем покрытия стального листа, имеющего заранее определенные компоненты стали, металлом на основе алюминия, как объяснено выше.
[0008] В случае, когда наносится металлическое покрытие на основе алюминия, алюминиевое покрытие плавится и преобразуется в соединение Al-Fe благодаря дисперсии железа из стального листа, в зависимости от условий предварительного нагрева перед горячим прессованием. Соединение Al-Fe растет до тех пор, пока соединение Al-Fe не достигнет поверхности стального листа. Слой этого соединения в дальнейшем называется слоем сплава. Слой сплава является настолько твердым, что он образует царапины при контакте с матрицами во время прессования.
[0009] Это происходит потому, что слой сплава Al-Fe является по своей природе негладким на поверхности и обладает сравнительно более низкой смазывающей способностью. В дополнение к этому, так как слой сплава Al-Fe является сравнительно твердым, слой сплава Al-Fe имеет тенденцию разрушаться, создавая трещины в слое покрытия, и отваливаться в форме порошка. Кроме того, отслоившиеся и оторвавшиеся от слоя сплава Al-Fe материалы за счет сильной абразивности на поверхности Al-Fe присоединяются к матрицам. Соединение Al-Fe затем прилипает и откладывается на матрицах, что приводит к ухудшению качества прессованных продуктов. Для того, чтобы предотвратить это, необходимо удалять порошок сплава Al-Fe, прилипший к матрицам, во время обслуживания, что является одной из причин снижения производительности и увеличения затрат.
[0010] Кроме того, слой сплава Al-Fe является менее реакционноспособным при фосфатной обработке, так что покрытие химическое конверсионное покрытие (фосфатное покрытие), которое наносится перед окраской электроосаждением, не образуется. Хотя химическое конверсионное покрытие не образуется, слой сплава Al-Fe сам по себе имеет хорошую способность к адгезии краски, так что стойкость к коррозии после покрытия краской становится лучше, если количество осажденного алюминиевого покрытия является достаточно большим. Увеличение количества осажденного алюминиевого покрытия, однако, имеет тенденцию ухудшать вышеупомянутую адгезию к матрицам. Эта адгезия происходит в случаях, когда отслоившиеся или отвалившиеся от слоя сплава Al-Fe материалы прилипают к матрицам за счет сильной абразивности на поверхности Al-Fe, присоединившегося к матрицам, как описано выше. Увеличение смазывающей способности поверхностного покрытия дает улучшение для случая, когда отваливающиеся материалы за счет сильной абразивности на поверхности Al-Fe присоединяются к матрицам. С другой стороны, этот эффект улучшения является относительно малым для случая, в котором отслоившиеся от слоя сплава Al-Fe материалы присоединяются к матрицам. Для того, чтобы ослабить адгезию благодаря отслоившимся от слоя сплава Al-Fe материалам, наиболее эффективным является уменьшить количество осаждаемого алюминиевого покрытия. Однако уменьшение количества осаждаемого алюминиевого покрытия вызывает ухудшение стойкости к коррозии, как описано выше.
[0011] Для того, чтобы решить эту проблему, патентная литература 2, приведенная ниже, раскрывает стальной лист, предотвращающий образование царапин во время работы. Патентная литература 2 предлагает формировать на стальном листе, имеющем заранее заданные компоненты стали, металлическое покрытие на основе алюминия, а на этом металлическом покрытии на основе алюминия формировать покрытие из неорганического соединения, содержащего по меньшей мере одно из Si, Zr, Ti и P, органического соединения или их комплексного соединения. Для стального листа с таким поверхностным покрытием, сформированным на нем, поверхностное покрытие все еще остается во время прессования после нагревания, так что поверхностное покрытие может предотвратить образование царапин во время прессования. В дополнение к этому утверждается, что поверхностное покрытие может также действовать в качестве смазочного материала во время прессования, что позволяет улучшить формуемость. В действительности, однако, достаточная смазывающая способность не может быть получена, и желателен новый смазочный материал или альтернативное средство.
[0012] Патентная литература 3, приведенная ниже, раскрывает способ, относящийся к горячему прессованию листа оцинкованной стали. Способ решает проблему деградации поверхности вследствие испарения слоя покрытия на поверхности. Способ в соответствии с патентной литературой 3 относится к формированию барьерного слоя оксида цинка (ZnO), который имеет высокую точку плавления, на поверхности слоя покрытия так, чтобы препятствовать нижней части слоя покрытия испаряться и стекать. Способ, раскрытый в патентной литературе 3, однако предполагает слой цинкового покрытия и на деле не предполагает алюминиевого слоя, поскольку он утверждает, что чем ниже концентрация алюминия, тем лучше, хотя и допускается содержание алюминия вплоть до 0,4 мас.%. В дополнение к этому, техническая проблема, решаемая в этой патентной литературе, относится к испарению цинка. Это явление не происходит, конечно же, в случае алюминиевого покрытия, поскольку алюминий имеет высокую точку кипения.
[0013] Патентная литература 4, приведенная ниже, раскрывает способ, в котором слой поверхностного покрытия, содержащий соединение типа вюртцита, наносится на поверхность покрытого алюминием стального листа, а затем стальной лист подвергается горячему прессованию. В соответствии с патентной литературой 4, приведенной ниже, нанесение такого слоя поверхностного покрытия улучшает смазывающую способность в горячем состоянии, а также обрабатываемость при конверсионной обработке. Этот способ является эффективным для улучшения смазывающей способности, а также стойкости к коррозии после покрытия краской. В соответствии с примером в этом источнике информации, однако, улучшение смазывающей способности в горячем состоянии с помощью этого способа требует нанесения относительно большого количества соединения типа вюртцита, то есть количества, составляющего от 2 до 3 г/м2.
[0014] Патентная литература 5, приведенная ниже, раскрывает способ для получения стального листа для горячего прессования, который может ограничить образование окалины при нагреве перед горячим прессованием и предотвратить прилипание материалов покрытия к матрицам во время горячего прессования. В патентной литературе 5, приведенной ниже, подавление образования окалины во время нагрева и предотвращение прилипания материалов покрытия к матрицам во время горячего прессования достигается посредством нанесения слоя покрытия из сплава на основе Al-Zn на поверхность стального листа, причем сплав на основе Al-Zn содержит: от 20 мас.% до 95 мас.% алюминия, от 0,01 мас.% до 10 мас.% кальция и кремний. Однако слой покрытия из сплава на основе Al-Zn, раскрытый в патентной литературе 5, приведенной ниже, содержит цинк, что приводит к хрупкому растрескиванию металла во время горячего прессования, а также к ухудшению свариваемости при точечной сварке, потому что оксиды цинка образуются во время горячего прессования.
[0015] Патентная литература 6, приведенная ниже, раскрывает способ для эффективного производства путем погружения в расплав покрытого алюминием стального листа, имеющего меньше дефектов покрытия. Для того, чтобы произвести покрытый погружением в расплав алюминия стальной лист с меньшим количеством дефектов покрытия в соответствии с патентной литературой 6, приведенной ниже, стальной лист, который нагревается с предопределенными условиями, погружается в течение предопределенного промежутка времени в ванну с расплавом алюминия, содержащего один или больше элементов из Mg, Ca и Li. Способ производства в соответствии с патентной литературой 6, приведенной ниже, однако, не предполагает применения к производству стальных листов для использования в горячем прессовании. Соответственно, свойства произведенного стального листа, которые требуются во время горячего прессования, все еще нуждаются в усовершенствовании. Патентная литература 6, приведенная ниже, также раскрывает случай, в котором в ванну покрытия добавляется цинк. Добавление цинка в ванну, однако, приводит к хрупкому растрескиванию во время горячего прессования, а также к ухудшению свариваемости при точечной сварке, что уже обсуждалось выше.
ДОКУМЕНТЫ ПРЕДШЕСТВУЮЩЕГО УРОВНЯ ТЕХНИКИ
ПАТЕНТНЫЕ ДОКУМЕНТЫ
[0016] [Патентный документ 1] JP 2000-38640 A.
[Патентный документ 2] JP 2004-211151 A.
[Патентный документ 3] JP 2003-129209 A.
[Патентный документ 4] WO 2009/131233.
[Патентный документ 5] JP 2012-112010 A.
[Патентный документ 6] JP 4264373 B.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
ПРОБЛЕМЫ, РЕШАЕМЫЕ ИЗОБРЕТЕНИЕМ
[0017] Как описано выше, стальной лист, покрытый алюминием, имеющим относительно высокую точку плавления, рассматривается как перспективный элемент для использования в качестве автомобильного стального листа и подобного, который требует стойкости к коррозии. Различные способы были предложены для применения покрытой алюминием стали к процессу горячего прессования. В действительности, однако, покрытый алюминием стальной лист не был применен к горячепрессованным продуктам, имеющим сложную форму, потому что, в качестве одной из причин, слой сплава Al-Fe обладает недостаточно удовлетворительной смазывающей способностью в процессе горячего прессования. Многие из стальных элементов, используемых в автомобилях, подвергаются окраске после формования, и способность к обработке химической конверсией (способность к окрашиванию) и коррозионная стойкость после окрашивания также требуются от горячепрессованных покрытых алюминием стальных листов.
[0018] Принимая во внимание вышесказанное, настоящее изобретение было сделано с целью предложить стальной лист с покрытием для горячего прессования, способ горячего прессования для стального листа с покрытием, а также автомобильную деталь, полученную способом горячего прессования, которая имела бы превосходную смазывающую способность с меньшим количеством осаждения и могла бы улучшить формуемость и производительность при горячем прессовании, а также могла бы улучшить способность к обработке химической конверсией после горячего прессования.
СПОСОБЫ РЕШЕНИЯ ПРОБЛЕМ
[0019] Основываясь на результатах исследований для решения вышеупомянутых проблем, авторы настоящего изобретения нашли, что все вышеупомянутые проблемы могут быть решены путем добавления одного или более элементов из Mg, Ca, Sr, Li, Na и K к слою алюминиевого покрытия, который формируется на одной стороне или на обеих сторонах стального листа, и путем нанесения слоя поверхностного покрытия, содержащего ZnO, на поверхность стального листа, что и составляет настоящее изобретение. Суть настоящего изобретения описывается ниже.
[0020] (1) Стальной лист для горячего прессования с покрытием, включающий:
сформированный на одной стороне или на обеих сторонах стального листа, слой алюминиевого покрытия, содержащий по меньшей мере алюминий и дополнительно содержащий один или более элементов в общем количестве от 0,02 мас.% до 2 мас.%, выбираемых из Mg, Ca, Sr, Li, Na и K; и
слой поверхностного покрытия, нанесенный на слой алюминиевого покрытия и содержащий по меньшей мере ZnO.
(2) Стальной лист в соответствии с п. (1), в котором количество слоя поверхностного покрытия на одной стороне стального листа, в пересчете на металлический Zn, составляет от 0,3 до 4 г/м2.
(3) Стальной лист в соответствии с п. (1) или (2), состоящий из
C: от 0,1 мас.% до 0,4 мас.%;
Si: от 0,01 мас.% до 0,6 мас.%;
Mn: от 0,5 мас.% до 3 мас.%;
Ti: от 0,01 мас.% до 0,1 мас.%;
B: от 0,0001 мас.% до 0,1 мас.%, и
остаток: железо и примеси.
(4) Способ горячего прессования стального листа с покрытием, включающий в себя:
нагревание стального листа с покрытием, включающим в себя слой алюминиевого покрытия, сформированный на одной стороне или на обеих сторонах стального листа, и слой поверхностного покрытия, нанесенный на слой алюминиевого покрытия и содержащий по меньшей мере ZnO, причем слой алюминиевого покрытия содержит по меньшей мере Al и дополнительно содержит один или более элементов в общем количестве от 0,02 мас.% до 2 мас.%, выбираемых из Mg, Ca, Sr, Li, Na и K; и
прессование и формование нагретого стального листа с покрытием.
(5) Способ в соответствии с п. (4), в котором при нагревании стального листа с покрытием средняя скорость увеличения температуры стального листа с покрытием от 50°C до температуры на 10°C ниже максимальной достигаемой температуры устанавливается равной от 10 до 300°C в секунду.
(6) Способ в соответствии с п. (4) или (5), в котором количество слоя поверхностного покрытия на одной стороне стального листа, в пересчете на металлический Zn, составляет от 0,3 до 4 г/м2.
(7) Способ в соответствии с любым из пп. (4)-(6), в котором стальной лист состоит из
C: от 0,1 мас.% до 0,4 мас.%;
Si: от 0,01 мас.% до 0,6 мас.%;
Mn: от 0,5 мас.% до 3 мас.%;
Ti: от 0,01 мас.% до 0,1 мас.%;
B: от 0,0001 мас.% до 0,1 мас.%, и
остаток: железо и примеси.
(8) Деталь автомобиля, произведенная способом горячего прессования в соответствии с любым из пп. (4)-(7).
(9) Деталь автомобиля в соответствии с п. (8), имеющая механическую прочность, равную 1500 МПа или больше.
ЭФФЕКТ (ЭФФЕКТЫ) ИЗОБРЕТЕНИЯ
[0021] Как описано выше, в соответствии с настоящим изобретением предлагается стальной лист с покрытием для горячего прессования, способ горячего прессования, а также деталь автомобиля, изготовленная с его помощью, которые способны обеспечить улучшение формуемости и производительности при горячем прессовании и улучшение способности к обработке й конверсией после горячего прессования за счет того, что слой алюминиевого покрытия стального листа содержит суммарно от 0,02 мас.% до 2 мас.% одного или более элементов из Mg, Ca, Sr, Li, Na и K, а также за счет формирования слоя поверхностного покрытия, содержащего ZnO, на слое алюминиевого покрытия.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
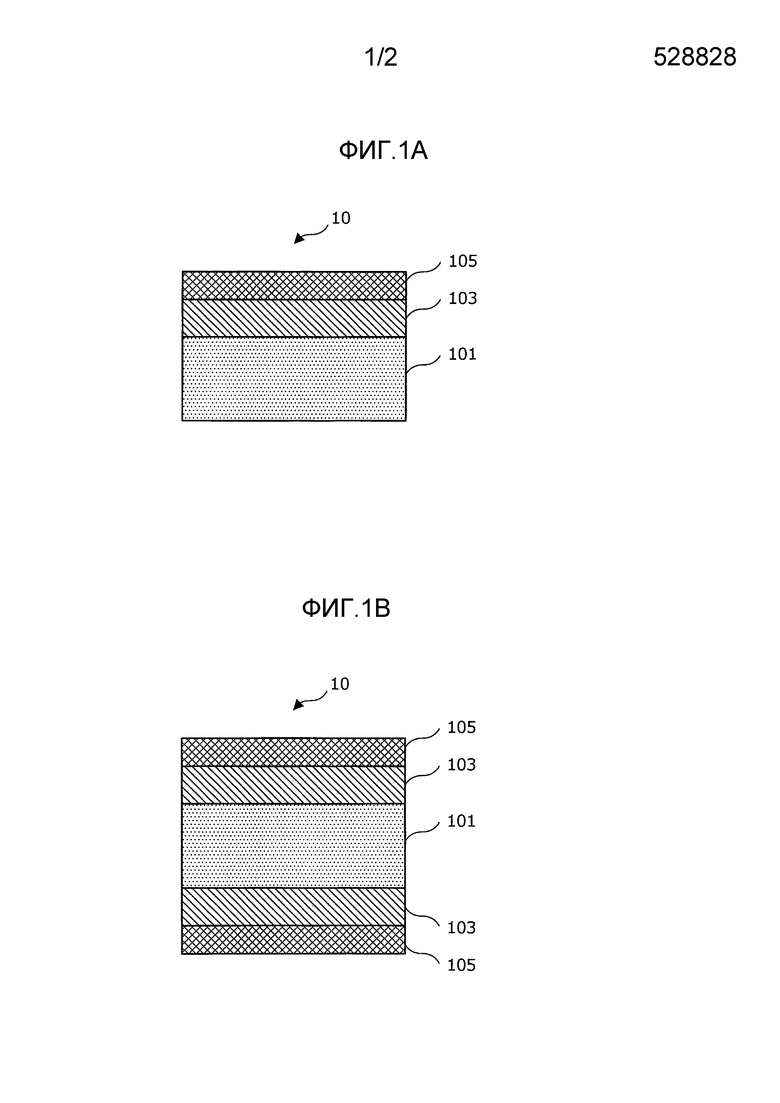
[0022] [Фиг. 1A] Фиг. 1A представляет собой иллюстрацию для пояснения покрытого алюминием стального листа, относящегося к первому варианту осуществления настоящего изобретения.
[Фиг. 1B] Фиг. 1B представляет собой иллюстрацию для пояснения покрытого алюминием стального листа, относящегося к конкретному варианту осуществления.
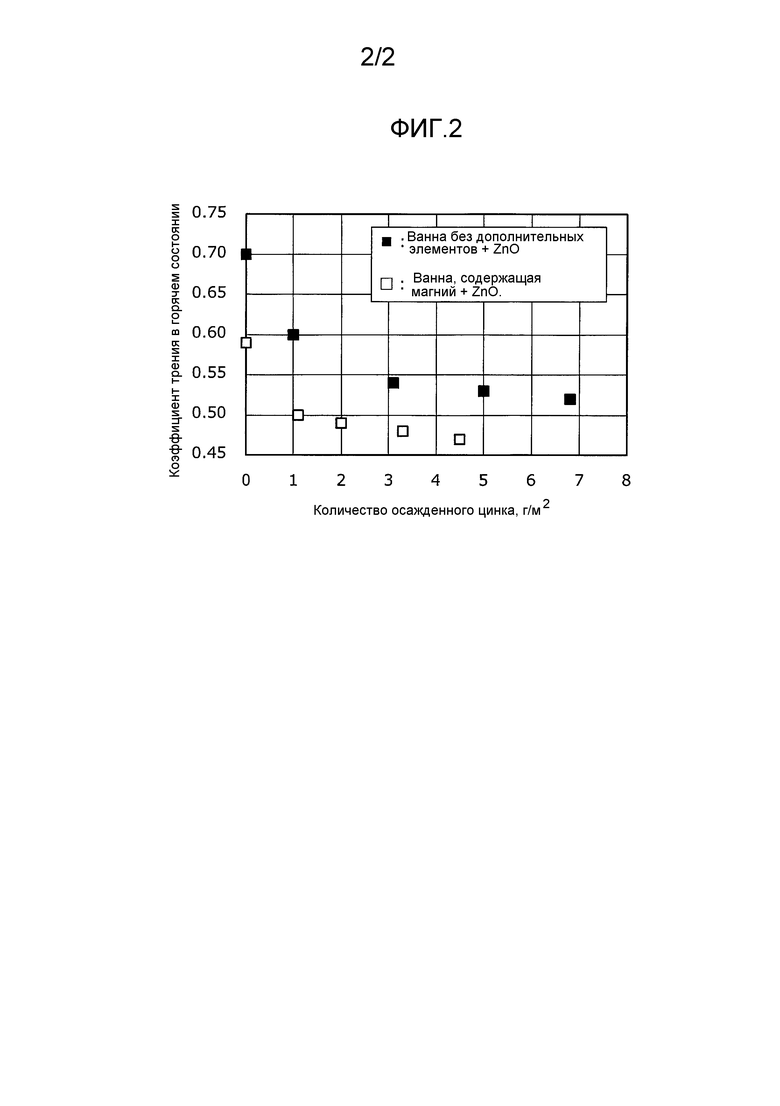
[Фиг. 2] Фиг. 2 представляет собой график для объяснения Примера.
СПОСОБ (СПОСОБЫ) РЕАЛИЗАЦИИ ИЗОБРЕТЕНИЯ
[0023] Далее, ссылаясь на приложенные чертежи, будут подробно описаны предпочтительные варианты осуществления настоящего изобретения. Следует отметить, что в данном описании и приложенных чертежах структурные элементы, которые имеют по существу одну и ту же функцию и структуру, обозначаются одними и теми же ссылочными обозначениями, а их повторное объяснение опускается.
[0024] (Первый вариант осуществления)
Далее будет подробно описан стальной лист с покрытием для горячего прессования и способ горячего прессования для стального листа с покрытием, относящийся к первому варианту осуществления настоящего изобретения. Стальной лист для горячего прессования с покрытием в соответствии с данным вариантом осуществления включает в себя слой алюминиевого покрытия, содержащий предопределенные компоненты, и слой поверхностного покрытия, содержащий ZnO в качестве главного компонента и сформированный на слое алюминиевого покрытия. Способ горячего прессования для стального листа с покрытием в соответствии с данным вариантом осуществления предусматривает горячее прессование конкретного покрытого алюминием стального листа, имеющего слой алюминиевого покрытия, содержащий предопределенные компоненты, и слой поверхностного покрытия, содержащий ZnO в качестве главного компонента и сформированный на слое алюминиевого покрытия.
[0025] <Стальной лист с покрытием>
Сначала со ссылками на Фиг. 1A и Фиг. 1B будет подробно объяснен стальной лист с покрытием в соответствии с данным вариантом осуществления. Фиг. 1A и Фиг. 1B представляют собой схематические иллюстрации, показывающие слоистую структуру стального листа с покрытием в соответствии с данным вариантом осуществления.
[0026] Стальной лист с покрытием в соответствии с данным вариантом осуществления является стальным листом для горячего прессования с покрытием и имеет высокую механическую прочность, так что стальной лист с покрытием может использоваться, например, для деталей автомобиля. Как показано на Фиг. 1A и Фиг. 1B, стальной лист с покрытием включает в себя стальной лист 101 в качестве основного металла, слой 103 алюминиевого покрытия, сформированный на поверхности стального листа 101, и слой 105 поверхностного покрытия, нанесенный на слой 103 алюминиевого покрытия. Слой 103 алюминиевого покрытия и слой 105 поверхностного покрытия могут быть сформированы на одной стороне стального листа 101, как показано на Фиг. 1A, или могут быть сформированы с обеих сторон стального листа 101, как показано на Фиг. 1B. Каждый слой, составляющий покрытый алюминием стальной лист 10 в соответствии с данным вариантом осуществления, будет теперь описан подробно.
[0027] [Стальной лист 101]
Для стального листа 101 в соответствии с данным вариантом осуществления предпочтительно использовать стальной лист, сформированный так, чтобы он имел, например, высокую механическую прочность (которая относится к свойствам механической деформации и разрушения, включая, например, предел прочности, предел текучести, удлинение, сужение площади, твердость, величину ударной вязкости, усталостную прочность, предел ползучести и подобное). Если используется такой стальной лист 101, детали автомобиля, имеющие высокую механическую прочность, могут быть произведены путем горячего прессования покрытого алюминием стального листа 10, имеющего слой 103 алюминиевого покрытия и слой 105 поверхностного покрытия, как будет описано позже.
[0028] В процессе горячего прессования в соответствии с данным вариантом осуществления может быть использован известный стальной лист с высокой механической прочностью. Стальной лист, имеющий перечисленные ниже компоненты, может использоваться в качестве стального листа 101, который может достичь такой высокой механической прочности. В этой связи перечисленные ниже компоненты стали являются чисто примерными, и стальной лист, который может использоваться для горячего прессования в соответствии с данным вариантом осуществления, не ограничивается таким описанным ниже стальным листом.
[0029] Такой стальной лист 101 содержит, например,
C: от 0,1 мас.% до 0,4 мас.%;
Si: от 0,01 мас.% до 0,6 мас.%;
Mn: от 0,5 мас.% до 3 мас.%;
Ti: от 0,01 мас.% до 0,1 мас.%, и
B: от 0,0001 мас.% до 0,1 мас.%.
Такой стальной лист 101 может также содержать Cr, P, S, Al, N и другие элементы, с остатком, включающим в себя Fe и примеси.
[0030] Далее будет объяснен каждый компонент, добавляемый в сталь.
Углерод добавляется для того, чтобы обеспечить целевую механическую прочность. Содержание углерода менее 0,1 мас.% не обеспечивает достаточного улучшения механической прочности и делает добавление углерода менее эффективным, что не является предпочтительным. Напротив, содержание углерода, превышающее 0,4 мас.%, еще больше упрочняет стальной лист, но с большой вероятностью вызывает трещины, обусловленные плавление, что не является предпочтительным. Соответственно, предпочтительно добавлять углерод в количестве 0,1 мас.% или больше и 0,4 мас.% или меньше.
[0031] Кремний является одним из элементов для улучшения механической прочности и добавляется для того, чтобы гарантировать целевую механическую прочность, аналогично углероду. Если содержание кремния составляет менее 0,01 мас.%, трудно продемонстрировать эффект упрочнения и получить достаточную механическую прочность, что не является предпочтительным. С другой стороны, кремний является элементом, который легко окисляется, и таким образом содержание кремния, превышающее 0,6 мас.%, понижает способность к смачиванию во время нанесения алюминиевого покрытия способом погружения в расплав, что может вызывать образование непокрытых частей, что не является предпочтительным. Соответственно, предпочтительно добавлять кремний в количестве 0,01 мас.% или больше и 0,6 мас.% или меньше.
[0032] Марганец является одним из элементов для упрочнения стали, а также одним из элементов для того, чтобы увеличить способность к закаливанию. Марганец также является эффективным для предотвращения красноломкости, вызываемой серой, которая является одной из примесей. Содержание марганца менее 0,5 мас.% не обеспечивает таких эффектов, и не является предпочтительным. С другой стороны, содержание марганца свыше 3 мас.% может понизить прочность благодаря избыточному образованию остаточной γ-фазы, и не является предпочтительным. Соответственно, предпочтительно добавлять марганец в количестве 0,5 мас.% или больше и 3 мас.% или меньше.
[0033] Титан является одним из элементов для улучшения прочности, а также элементом для улучшения термостойкости слоя 103 алюминиевого покрытия, сформированного на поверхности стального листа. Содержание титана менее 0,01 мас.% не может обеспечить эффект улучшения прочности или эффект улучшения сопротивления окислению, и не является предпочтительным. С другой стороны, титан является также элементом, который может смягчить сталь путем формирования, например, карбидов и нитридов при чрезмерном добавлении. В частности, если содержание титана превышает 0,1 мас.%, маловероятно получить целевую механическую прочность, что не является предпочтительным. Соответственно, предпочтительно добавлять титан в количестве 0,01 мас.% или больше и 0,1 мас.% или меньше.
[0034] Бор является элементом для улучшения прочности, способствующим улучшению прокаливаемости. Содержание бора менее 0,0001 мас.% не обеспечивает такого эффекта улучшения прочности в достаточной степени, и не является предпочтительным. С другой стороны, содержание бора, превышающее 0,1 мас.%, может уменьшить усталостную прочность за счет формирования включений и увеличения хрупкости, и не является предпочтительным. Соответственно, предпочтительно добавлять бор в количестве 0,0001 мас.% или больше и 0,1 мас.% или меньше.
[0035] Хром является элементом, имеющим эффект ингибирования образования AlN. AlN образуется на границе между слоем алюминиевого покрытия и основным стальным листом, когда слой алюминиевого покрытия сплавляется с образованием слоя сплава Al-Fe, заставляя покрывающий слой отделяться от основного стального листа. В дополнение к этому хром является одним из элементов для улучшения износостойкости и является одним из элементов для увеличения способности к закалке. Содержание хрома менее 0,05 мас.% не может обеспечить такой эффект, и не является предпочтительным. Кроме того, содержание хрома, превышающее 2 мас.%, приводит к насыщению такого эффекта, а также к увеличению затрат, и не является предпочтительным. Соответственно, предпочтительно добавлять хром в количестве 0,05 мас.% или больше и 2 мас.% или меньше.
[0036] Фосфор является неизбежно присутствующим элементом, и в то же время фосфор является также элементом для улучшения растворимости в твердом состоянии. Добавление фосфора может увеличить прочность стального листа при относительно низких затратах. Что касается нижнего предела содержания фосфора, он предпочтительно устанавливается равным 0,001 мас.%, принимая во внимание экономическую целесообразность очистки стали. Если содержание фосфора превышает 0,1 мас.%, ударная прочность стального листа может стать низкой, что не является предпочтительным. Соответственно, предпочтительно добавлять фосфор в количестве 0,001 мас.% или больше и 0,1 мас.% или меньше.
[0037] Сера является неизбежно содержащимся элементом и образует соединение MnS, которое формирует включения в стали, которые приводят к разрушению, уменьшают пластичность и ударную прочность, а также ухудшают обрабатываемость. Соответственно, предпочтительно понизить содержание серы в максимально возможной степени, и верхний предел содержания серы предпочтительно устанавливается равным 0,1 мас.%. С другой стороны, понижение содержания серы приведет к увеличению производственных затрат, так что нижний предел содержания серы предпочтительно устанавливается равным 0,001 мас.%.
[0038] Алюминий является компонентом, содержащимся в стали в качестве раскислителя. Алюминий является элементом, затрудняющим способность к покрытию, так что предпочтительно, чтобы верхний предел содержания алюминия был равен 0,1 мас.%. С другой стороны, хотя нижний предел содержания алюминия не должен быть ограничен, предпочтительно установить нижний предел содержания алюминия, например, равным 0,001 мас.%, принимая во внимание экономическую целесообразность очистки стали.
[0039] Азот является неизбежно содержащимся элементом и предпочтительно фиксируется для стабилизации свойств стали. Азот может быть зафиксирован такими элементами, как титан, алюминий и т.д. С другой стороны, увеличение содержания азота требует увеличения количества элемента, используемого для фиксации, и приведет к увеличению производственных затрат, так что предпочтительно установить верхний предел содержания азота равным 0,01 мас.%.
[0040] Попутно, в дополнение к вышеупомянутым элементам, стальной лист 101 может содержать другие примеси из производственных процессов и других источников. Например, такие примеси включают в себя Ni, Cu, Mo и O.
[0041] В дополнение к вышеупомянутым элементам, W, V, Nb, Sb и другие могут быть выборочно добавлены к такому стальному листу.
[0042] Стальной лист, сформированный из таких компонентов, закаливается после нагрева, например, способом горячего прессования, так что стальной лист может иметь механическую прочность, составляющую приблизительно 1500 МПа или больше. Хотя стальной лист имеет такую высокую механическую прочность, он может легко формоваться, когда используется способ горячего прессования, потому что стальной лист размягчен нагревом и подвергается горячему прессованию в размягченном состоянии. Кроме того, высокая механическая прочность может быть достигнута для такого стального листа, и стальной лист может сохранить или улучшить механическую прочность, даже если толщина стального листа уменьшается с целью понижения веса.
[0043] [Слой 103 алюминиевого покрытия]
Как показано на Фиг. 1A и Фиг. 1B, слой 103 алюминиевого покрытия формируется на одной стороне или на обеих сторонах стального листа 101. Слой 103 алюминиевого покрытия предпочтительно формируется на поверхности стального листа 101 путем, например, способа металлизации погружением в расплав. Однако, способ формирования слоя 103 алюминиевого покрытия не ограничивается таким примером. Слой 103 алюминиевого покрытия может быть сформирован известным способом, таким как нанесение покрытия методом электроосаждения, вакуумное напыление и плакирование.
[0044] Слой 103 алюминиевого покрытия содержит в качестве своих компонентов по меньшей мере алюминий, а также один или более элементов из Mg, Ca, Sr, Li, Na и K в общем количестве от 0,02 мас.% до 2 мас.%.
[0045] Авторы настоящего изобретения исследовали коэффициент трения легированного алюминиевого покрытия при высоких температурах и выяснили, что поверхностная конфигурация легированного алюминиевого покрытия влияет на коэффициент трения. Другими словами, большая шероховатость поверхности после сплавления увеличивает коэффициент трения при высоких температурах, и поэтому предпочтительно в максимально возможной степени понизить шероховатость поверхности после сплавления.
[0046] В случае прессования при нормальной температуре, в большинстве случаев, чем больше становится шероховатость поверхности, тем меньше становится коэффициент трения. Объясняется это легкостью подачи смазочных материалов при более высокой шероховатости поверхности. В отличие от этого, при высокотемпературном прессовании, таком как горячее прессование, на котором фокусируется данный вариант осуществления, использующиеся в прессовании при нормальной температуре смазочные материалы не существуют, так что металлы и оксиды непосредственно контактируют друг с другом. При таком горячем прессовании материал, имеющий меньшую шероховатость поверхности, становится более скользким. Хотя причина не достаточно ясна, это, по-видимому, происходит потому, что если шероховатость поверхности является большой, концы твердого соединения Al-Fe частично врезаются в матрицы, затрудняя скольжение в условиях высокой температуры, в которых также понижается предел текучести.
[0047] Авторы настоящего изобретения дополнительно обнаружили, что шероховатость поверхности после обработки для легирования покрытия может быть уменьшена путем добавления одного или больше из Mg, Ca, Sr, Li, Na и K к слою 103 алюминиевого покрытия. Эти элементы являются щелочными металлами или щелочноземельными металлами. Хотя и неясно, почему шероховатость поверхности после обработки для легирования покрытия становится ниже, когда слой 103 алюминиевого покрытия содержит такие элементы, это по-видимому относится к влиянию поверхностной энергии расплава Al-Si, образующегося при нагревании и плавлении покрытия из Al-Si при температуре около 600°C. В способе для производства стального листа с покрытием на основе алюминия в соответствии с патентной литературой 6, упомянутой выше, один или больше элементов из Mg, Ca и Li содержатся в алюминиевой ванне, используемой для производства. Однако покрытый алюминием стальной лист, произведенный таким способом, не является стальным листом для горячего прессования, и в патентной литературе 6, приведенной выше, не предусматривается плавление сформированного слоя металлизации во время горячего прессования. Поэтому следует отметить, что патентная литература 6, приведенная выше, ничего не предлагает в плане уменьшения шероховатости поверхности предположительно благодаря плавлению слоя металлизации, что было впервые найдено авторами настоящего изобретения.
[0048] Для достижения вышеупомянутых эффектов эти элементы добавляются в общем количестве 0,02 мас.% или больше в соответствии с настоящим вариантом осуществления. Эти щелочные металлы и щелочноземельные металлы являются элементами, которые очень легко окисляются, и также легко окисляются в алюминиевой ванне. Если добавляемое количество этих элементов превышает 2 мас.%, на поверхности листа образуются некоторые узоры из окисных пленок этих элементов. Соответственно верхний предел добавления щелочных металлов и щелочноземельных металлов устанавливается равным 2 мас.%.
[0049] За счет включения вышеупомянутых компонентов в слой 103 алюминиевого покрытия шероховатость поверхности слоя 103 алюминиевого покрытия становится малой, то есть, например, приблизительно от 0,4 до 1,0 мкм в качестве среднего арифметического шероховатости Ra.
[0050] Когда слой 103 алюминиевого покрытия в соответствии с настоящим вариантом осуществления формируется способом погружения в расплав, может использоваться ванна, содержащая вышеупомянутые компоненты. Кремний в количестве от 3 до 15 мас.% может быть преднамеренно добавлен в ванну, потому что кремний обладает эффектом сдерживания роста слоя сплава, когда металлическое покрытие формируется путем погружения в расплав. Если количество добавляемого кремния составляет менее 3 мас.%, слой сплава Fe-Al становится толстым во время покрытия алюминием, что может усилить развитие трещин в слое металлизации во время работы и отрицательно сказаться на обрабатываемости и стойкости к коррозии, и таким образом не является предпочтительным. С другой стороны, если содержание кремния превышает 15 мас.%, он кристаллизуется в грубые кристаллы в слое металлизации, и эти грубые кристаллы ухудшают стойкость к коррозии и обрабатываемость при металлизации, что не является предпочтительным. Соответственно, предпочтительно добавлять кремний в количестве 3 мас.% или больше и 15 мас.% или меньше.
[0051] В такой ванне железо и другие элементы, которые элюируются из стальных листов, примешиваются в виде примесей. В дополнение к этому, такая ванна содержит алюминий в качестве главного элемента, и добавочные элементы, включая Mn, Cr, Ti, Zn, Sb, Sn, Cu, Ni, Co, In, Bi и Mo, а также миш-металл, могут быть добавлены в нее. В частности Mn, Cr и Mo являются элементами, эффективными для стойкости к коррозии, и небольшое их количество также может быть добавлено.
[0052] Количество осаждаемого слоя 103 алюминиевого покрытия предпочтительно составляет от 60 до 140 г/м2 для обеих стальных поверхностей. Количество осаждаемого слоя менее 60 г/м2 обеспечивает вышеупомянутые различные эффекты от металлического покрытия на основе алюминия в недостаточной степени, и не является предпочтительным. Количество осаждаемого слоя, превышающее 140 г/м2, увеличивает поверхностную шероховатость и не обеспечивает эффект улучшения способности к скольжению, описанный выше, и не является предпочтительным. Более предпочтительно количество осаждаемого слоя 103 алюминиевого покрытия составляет от 80 до 120 г/м2 для обеих сторон.
[0053] Слой 103 алюминиевого покрытия, сформированный из таких компонентов, может предотвратить коррозию стального листа 101. Слой 103 алюминиевого покрытия может также препятствовать образованию окалины (оксидов железа) на стальном листе, которая образуется за счет окисления поверхностей стального листа, которые нагреваются до высокой температуры при формовании стального листа способом горячего прессования. Соответственно, нанесение такого слоя 103 алюминиевого покрытия может устранить необходимость в таких процессах, как удаление окалины, очистка поверхности и обработка поверхности, и таким образом может улучшить производительность. Слой 103 алюминиевого покрытия имеет точку кипения выше, чем у покрытия, сформированного материалами на основе органики или материалами на основе металла (например, на основе цинка). Это позволяет стальному листу формоваться при высокой температуре с использованием способа горячего прессования, что дополнительно приводит к улучшению формуемости во время горячего прессования и облегчает формование.
[0054] В дополнение к этому, бор, содержащийся в стальном листе 101 как химический компонент, улучшает прочность стального листа во время закалки. Кроме того, бор функционирует синергично со слоем 103 алюминиевого покрытия и может дополнительно улучшать различные свойства стального листа с покрытием при горячем прессовании.
[0055] Как описано выше, часть алюминия, содержащегося в слое 103 алюминиевого покрытия, может быть сплавлена с железом, содержащимся в стальном листе во время формирования металлического покрытия путем погружения в расплав и во время фазы нагрева горячего прессования. Соответственно, слой 103 алюминиевого покрытия не обязательно формируется как один единственный слой, имеющий постоянное содержание компонентов, но содержит внутри себя частично легированный слой (слой сплава).
[0056] [Слой 105 поверхностного покрытия]
Слой 105 поверхностного покрытия согласно существующему варианту осуществления является слоем покрытия, который включает в себя ZnO (оксид цинка) в качестве главного компонента и нанесенный на поверхность слоя 103 алюминиевого покрытия. Слой 105 поверхностного покрытия может быть сформирован с использованием жидкости, в которой частицы взвешены в различных растворителях, включая, например, воду или органические растворители. Такой слой 105 поверхностного покрытия обеспечивает эффект улучшения смазывающей способности во время горячего прессования и реакционной способности в реакции с химической конверсионной жидкостью.
[0057] Помимо ZnO суспензия для формирования слоя 105 поверхностного покрытия может содержать, например, органический связующий компонент. Такой органический связующий компонент может быть известной растворимой в воде смолой, такой как, например, полиуретановая смола, полиэфирная смола, акриловая смола, и силановый аппрет. В качестве других оксидов, кроме ZnO, могут быть добавлены, например, SiO2, TiO2 и Al2O3.
[0058] Такой слой 105 поверхностного покрытия может быть сформирован с использованием известного способа нанесения. Такой способ нанесения может включать в себя, например, способ, в котором вышеупомянутая суспензия смешивается с предопределенным органическим связующим компонентом и наносится на поверхность слоя алюминиевого покрытия устройством для нанесения покрытия валиком и т.п., а также способ для нанесения порошкового покрытия.
[0059] Хотя размер зерна используемого ZnO здесь не ограничивается, предпочтительно иметь размер зерна, например, приблизительно от 50 до 1000 нм в диаметре. Размер зерна ZnO в вышеуказанном диапазоне обеспечивает надежное прилипание покрытия. В связи с этим, размер зерна ZnO определяется как размер зерна после нагрева. Как правило, размер зерна определяется наблюдением с помощью сканирующего электронного микроскопа (SEM) или эквивалентного устройства после выполнения процесса, в котором образец выдерживается в печи при температуре 900°C в течение 5-6 минут и быстро охлаждается матрицами. В наблюдаемом образце остаются только оксиды, потому что органические вещества связующего компонента разложились.
[0060] Содержание органического связующего компонента, такого как полимерный компонент и силановый аппрет, предпочтительно составляет приблизительно от 3 мас.% до 30 мас.% относительно содержания ZnO. Содержание связующего компонента менее 3 мас.% не обеспечивает эффект связывания в достаточной степени и имеет тенденцию вызывать отделение слоя покрытия перед нагреванием, что не является предпочтительным. Для того, чтобы получить устойчивый эффект связывания, более предпочтительно, чтобы содержание органического связующего компонента составляло 10 мас.% или больше. С другой стороны, если содержание органического связующего компонента превышает 30 мас.%, образование запаха во время нагревания становится заметным, что не является предпочтительным.
[0061] Наносимое количество (осаждаемое количество) такого слоя 105 поверхностного покрытия устанавливается равным от 0,3 до 4 г/м2 по количеству металлического цинка для одной стороны стального листа. Содержание ZnO, равное или больше 0,3 г/м2 металлического цинка, эффективно обеспечивает эффекты, включая улучшение смазывающей способности. Если содержание ZnO превышает 4 г/м2 металлического цинка, толщина слоя 103 алюминиевого покрытия и слоя 105 поверхностного покрытия становится чрезмерной, что ухудшает адгезию покрытия и свариваемость. Более предпочтительно, чтобы осаждаемое количество слоя 105 поверхностного покрытия составляло приблизительно от 0,5 до 2 г/м2. За счет поддержания осаждаемого количества в таком диапазоне обеспечивается смазывающая способность при горячем прессовании, а свариваемость и адгезия покрытия становятся лучше.
[0062] Количество металлического цинка в слое 105 поверхностного покрытия может быть измерено с помощью так называемого мокрого способа или сухого способа, которые являются широко используемыми. Например, если используется мокрый способ, покрытый алюминием стальной лист 10 погружается в кислоту, такую как соляная кислота, серная кислота или азотная кислота, для того, чтобы растворить слой металлизации, и раствор, в котором растворен слой металлизации, может быть проанализирован для определения количества цинка с использованием атомной эмиссионной спектрометрии с индуктивно сопряженной плазмой (ICP). Если используется сухой способ, например, покрытый алюминием стальной лист 10 нарезается на предопределенную часть, которая может быть проанализирована для определения содержания цинка с использованием флуоресцентного рентгеновского анализа.
[0063] В качестве способа для обжига и сушки после нанесения покрытия отдельно или в комбинации могут быть использованы известные способы, включая, например, печь воздушного нагрева, печь индукционного нагрева, печь ближнего инфракрасного диапазона и т.п. В этом процессе могут быть выполнены другие упрочняющие обработки в зависимости от типа используемого связующего агента, путем использования, например, ультрафиолетовых лучей, электронных лучей и т.п. вместо обжига и сушки после нанесения покрытия.
[0064] Когда органический связующий компонент не используется, адгезия покрытия после нанесения на слой 103 алюминиевого покрытия является низкой, и покрытие может отрываться при сильном трении.
[0065] Как описано выше, слой 105 поверхностного покрытия согласно данному варианту осуществления проявляет эффекты, включающие в себя улучшение смазывающая способность во время горячего прессования, так что формуемость во время прессования и стойкость к коррозии после прессования могут быть улучшены. Кроме того, слой 105 поверхностного покрытия является превосходным в смазывающей способности, что уменьшает адгезию к матрицам. В случае, когда происходит распыление слоя 103 алюминиевого покрытия, слой 105 поверхностного покрытия предотвращает прилипание порошка (порошка Al-Fe и т.д.) к матрицам, которые используются для прессования. Следовательно, это устраняет необходимость в процессе для удаления порошка Al-Fe, который прилипает к матрицам, и может дополнительно улучшить производительность.
[0066] Кроме того, слой 105 поверхностного покрытия может функционировать как защитный слой для того, чтобы защитить стальной лист 101 и слой 103 алюминиевого покрытия от получения царапин, что может произойти во время прессования, и может также улучшить формуемость. В дополнение к этому, слой 105 поверхностного покрытия не ухудшает удобство и простоту использования, например свариваемость при точечной сварке и адгезию окрашивания. Следовательно, стойкость к коррозии после покрытия краской значительно улучшается, что может дополнительно уменьшить необходимое количество покрытия. В результате это дополнительно уменьшает адгезию при быстром прессовании, приводя к дополнительному повышению производительности.
[0067] До сих пор со ссылками на Фиг. 1A и Фиг. 1B подробно описывался покрытый алюминием стальной лист 10, используемый в способе горячего прессования согласно данному варианту осуществления.
[0068] <Формообразование способом горячего прессования>
Далее будет описан процесс, в котором покрытый алюминием стальной лист 10, имеющий вышеописанную конфигурацию, формуется способом горячего прессования.
[0069] В способе горячего прессования в соответствии с настоящим вариантом осуществления покрытый алюминием заготовочный стальной лист 10 сначала нагревается до высокой температуры, чтобы размягчить стальной лист. Размягченный покрытый алюминием стальной лист 10 прессуется и формуется, а затем сформованный покрытый алюминием стальной лист 10 охлаждается. Временно размягченный стальной лист может облегчить последующее прессование. Стальной лист, имеющий вышеупомянутые компоненты, посредством нагревания и охлаждения подвергается закалке для того, чтобы получить высокую механическую прочность, равную приблизительно 1500 МПа или больше.
[0070] Покрытый алюминием стальной лист 10 в соответствии с настоящим вариантом осуществления нагревается для выполнения горячего прессования. Способ нагрева особенно не ограничивается, и может быть использован известный способ, такой как нагрев в электропечи, в печи с радиационными трубами, или инфракрасный нагрев.
[0071] При нагреве покрытый алюминием стальной лист 10 плавится в точке плавления или при температуре выше чем точка плавления, и в то же самое время происходит образование слоя сплава Al-Fe и слоя сплава Al-Fe-Si благодаря обратной диффузии железа. Слой сплава Al-Fe и слой сплава Al-Fe-Si имеют высокие температуры плавления, то есть приблизительно 1150°C. Существует множество разновидностей таких соединений Al-Fe и Al-Fe-Si, которые преобразуются в соединения, имеющие более высокую концентрацию железа, путем нагрева до высокой температуры или нагрева в течение длительного периода времени. Состоянием поверхности, предпочтительным для конечного продукта, является такое состояние, когда процессы легирования доходят до поверхности, и в то же самое время концентрация железа в слое сплава не является высокой. Если остается не вошедший в сплав чистый алюминий, эта часть быстро корродирует, что приводит к образованию пузырей красочного покрытия с точки зрения стойкости к коррозии после покрытия краской, что не является предпочтительным. С другой стороны, если концентрация железа в слое сплава становится слишком высокой, стойкость к коррозии слоя самого сплава становится ниже, что также приводит к образованию пузырей красочного покрытия с точки зрения стойкости к коррозии после покрытия краской. Это происходит потому, что стойкость к коррозии слоя сплава зависит от концентрации алюминия в слое сплава. Следовательно, существует желаемое состояние сплава с точки зрения стойкости к коррозии после покрытия краской, и это состояние сплава определяется на основе количества осажденного покрытия и условий нагрева.
[0072] В способе горячего прессования для стального листа с покрытием в соответствии с настоящим вариантом осуществления, когда покрытый алюминием стальной лист 101 нагревается, средняя скорость увеличения температуры может быть установлена равной от 10°C до 300°C в секунду в диапазоне высоких температур стального листа, который составляет от 50°C до температуры на 10°C ниже максимальной достигаемой температуры. Средняя скорость увеличения температуры при нагреве влияет на производительность прессования стального листа с покрытием. Типичная средняя скорость увеличения температуры составляет, например, приблизительно 5°C в секунду при условии высокой температуры в случае атмосферного нагрева. Средняя скорость увеличения температуры, равная 100°C в секунду или больше, может быть достигнута с помощью электрического нагрева или высокочастотного индукционного нагрева.
[0073] Как описано выше, высокая средняя скорость увеличения температуры может быть достигнута для покрытого алюминием стального листа 10 в соответствии с настоящим вариантом осуществления, что позволяет повысить производительность. Средняя скорость увеличения температуры влияет на состав и толщину слоя сплава и является одним из важных факторов для управления качеством продукта стальных листов с покрытием. Скорость увеличения температуры может быть увеличена до 300°C в секунду для покрытого алюминием стального листа 10 в соответствии с настоящим вариантом осуществления, что позволяет управлять качеством продукта в более широком диапазоне. В терминах максимально достигаемой температуры часто принимается температура, изменяющаяся обычно от приблизительно 900°C до 950°C, потому что стальной лист должен быть нагрет до температуры, находящейся в аустенитной области, что требуется в соответствии с принципами горячего прессования. Хотя максимально достигаемая температура особенно не ограничивается в настоящем варианте осуществления, температура в 850°C или меньше навряд ли обеспечит достаточную твердость закалки, и не является предпочтительной. Температура 850°C или меньше также не является предпочтительной, потому что слой 103 алюминиевого покрытия должен быть преобразован в слой сплава Al-Fe. Если происходит чрезмерное сплавление при температуре, превышающей 1000°C, концентрация железа в слое сплава Al-Fe увеличивается, что может вызвать ухудшение стойкости к коррозии после покрытия краской. Хотя это зависит от скорости увеличения температуры или от количества осажденного алюминиевого покрытия, нагрев до температуры 1100°C или больше также является нежелательным с экономической точки зрения.
[0074] <Пример эффекта способа горячего прессования>
До сих пор описывались стальной лист с покрытием и способ горячего прессования для стального листа с покрытием в соответствии с первым вариантом осуществления настоящего изобретения. Стальной лист 10 с покрытием в соответствии с настоящим вариантом осуществления имеет слой 103 алюминиевого покрытия, который дополнительно включает в себя по меньшей мере один элемент, который выбирается из щелочных и щелочноземельных металлов, а также имеет слой 105 поверхностного покрытия, который главным образом включает в себя ZnO. В результате, например, достигается высокая смазывающая способность, а также улучшается способность к обработке химической конверсией, как было описано ранее.
[0075] Причина, почему ZnO способствует адгезии покрытия химического преобразования, неясна на данной стадии. В то время как реакция химического преобразования запускается и продолжается реакцией травления, в которой кислота реагирует с материалом, ZnO является амфотерным соединением и растворяется в кислоте, так что ZnO реагирует с жидкостью химического преобразования.
[0076] До сих пор подробно описывался способ горячего прессования для стального листа с покрытием в соответствии с вариантом осуществления настоящего изобретения.
ПРИМЕРЫ
[0077] Далее путем показа примеров и сравнительных примеров будут конкретно описаны стальной лист с покрытием для горячего прессования и способ горячего прессования для стального листа с покрытием в соответствии с настоящим изобретением. В данном случае примеры стального листа с покрытием для горячего прессования и способ горячего прессования для стального листа с покрытием в соответствии с настоящим изобретением, которые описываются ниже, являются просто примерными, и стальной лист с покрытием для горячего прессования и способ горячего прессования для стального листа с покрытием в соответствии с настоящим изобретением не ограничиваются такими описанными ниже примерами.
[0078] <Пример 1>
Использовался лист холоднокатаной стали (толщина листа 1,4 мм), имеющий компоненты стали, показанные в Таблице 1 ниже. Обе стороны листа холоднокатаной стали покрывались алюминием. Используемая температура отжига составляла приблизительно 800°C. Кремний в количестве 9 мас.% был добавлен к ванне из алюминия, в которой также содержалось железо, которое было элюировано из других стальных полос. Ca, Mg и другие элементы были добавлены в ванну из алюминия. Таблица 2 ниже показывает элементы, которые были добавлены в ванну, и их количество. Осаждаемое количество после покрытия доводилось способом газовой очистки до 120 г/м2 для обеих сторон. Суспензия ZnO, которая содержит акриловое связующее в количестве 20 мас.% относительно количества ZnO, наносилась на охлажденный покрытый алюминием стальной лист с помощью устройства для нанесения покрытия валиком. После этого покрытый алюминием стальной лист отжигался при температуре приблизительно 80°C.
[0079] Свойства образца, подготовленного как описано выше, были оценены с помощью способа, описанного ниже.
[0080] [Таблица 1]
[0081] (1) Смазывающая способность в горячем состоянии
Смазывающая способность в горячем состоянии оценивалась путем выполнения теста на вынимание образца из матриц в горячем состоянии. Более конкретно, покрытый алюминием стальной лист размером 30 мм на 350 мм был нагрет до температуры 900°C. Затем покрытый алюминием стальной лист прессовался с обеих сторон пластинчатыми матрицами, сделанными из SKD11, при температуре 700°C, после чего покрытый алюминием стальной лист вынимался. Усилие прессования и усилие вынимания измерялись, и коэффициент трения в горячем состоянии определялся как величина, получаемая по формуле: усилие вынимания/(2 * усилие прессования).
[0082] (2) Прочность соединения точечной сваркой
Вышеописанный образец был помещен в печь и нагревался при температуре образца 900°C в течение 6 мин. Немедленно после вынимания из печи образец помещался между матрицами из нержавеющей стали и быстро охлаждался. Скорость охлаждения составляла приблизительно 150°C в секунду. Прочность в поперечном направлении затем измерялась в соответствии со стандартом JIS Z3137. Условия сварки для образца описаны ниже. Каждый тест выполнялся 3 раза и вычислялась средняя прочность соединения.
[0083] Электрод: сплав хрома и меди, DR (40R с диаметром наконечника 8 мм)
Давление: 880 кгс (1 кгс приблизительно равен 9,8 Н)
Время пропускания тока: по нарастающей 3 цикла - пропускание тока 22 цикла (60 Гц)
Сварочный ток: 9,5 кA.
[0084] (3) Сопротивление коррозии после окраски
Вышеописанный образец был помещен в печь и нагревался при температуре образца 900°C в течение 6 мин. Немедленно после вынимания из печи образец помещался между матрицами из нержавеющей стали и быстро охлаждался. Скорость охлаждения составляла приблизительно 150°C в секунду. Охлажденный образец был затем обрезан до размера 70 мм на 150 мм и подвергнут химической конверсионной обработке с использованием химической конверсионной жидкости (PB-SX35) производства компании Nihon Parkerizing Co., Ltd. После этого образец для испытания был окрашен краской (Powernics 110) производства компании Nippon Paint Co., Ltd. электроосаждением так, чтобы толщина покрытия составляла 15 мкм, и подвергнут термической обработке при температуре 170°C.
[0085] Стойкость к коррозии после покрытия краской оценивалась в соответствии со стандартом JASO M609, установленным Обществом автомобильных инженеров Японии. Более конкретно, пленка краски была поперечно разрезана режущим инструментом и была подвергнута тесту на коррозию из 180 циклов (60 дней). Затем была измерена ширина пузырей лакокрасочного покрытия от поперечного разреза (максимальное значение с одной стороны). В качестве сравнительного образца также оценивался легированный лист оцинкованной стали горячего цинкования с плотностью покрытия 45 г/м2 с одной стороны. Вышеописанный образец может быть определен как полезный в качестве антикоррозионного стального листа, если он превосходит сравнительный образец с точки зрения стойкости к коррозии после покрытия краской. Для сравнительного образца ширина образования пузырей лакокрасочного покрытия составляла 5 мм.
[0086] В данном случае образец размером 70 мм на 150 мм, к которому была приварена термопара, был помещен в печь с воздушной атмосферой, настроенную на температуру образца, равную 900°C, для того, чтобы измерять температуру образца от 50°C до 890°C и вычислять среднюю скорость увеличения температуры, при этом результат составил 4,7°C в секунду.
[0087] Таблица 2 ниже суммирует составы покрытия и полученные результаты оценки. Таблица 2 ниже показывает количество металлического цинка, измеренное с помощью флуоресцентного рентгеновского анализа для некоторого количества слоя поверхностного покрытия. В дополнение к этому измеренные результаты коэффициента кинетического трения показаны для смазывающей способности в горячем состоянии, и измеренные величины прочности в поперечном направлении показаны для прочности соединения точечной сваркой. Для стойкости к коррозии после покрытия краской также показаны измеренные значения максимальной ширины образования пузырей лакокрасочного покрытия на одной стороне после поперечного разреза.
[0088] [Таблица 2]
[0089] Для образцов № 1-5 никаких дополнительных элементов, таких как Mg, Ca, и т.д., в ванну не добавлялось. Эти образцы показали, что по мере того, как поверхностное покрытие становится более толстым, смазывающая способность в горячем состоянии и стойкость к коррозии улучшаются, в то время как прочность точечно-сварного соединения уменьшается. Для образцов № 1-5 было трудно удовлетворить все свойства. Было показано, что стойкость к коррозии после покрытия краской уменьшалась для образца № 6, в котором магний был добавлен в ванну, но слой поверхностного покрытия не формировался. В отличие от этого, результаты оценки образцов № 7-12 показали, что добавление магния в ванну улучшает как смазывающая способность в горячем состоянии, так и стойкость к коррозии, уменьшая потребное количество покрытия. В результате уменьшение прочности точечно-сварного соединения стало меньше, что позволило удовлетворить все свойства.
[0090] Образец № 13 является случаем, в котором магний был добавлен в количестве 2 мас.% или больше. В этом случае окисление на поверхности ванны было слишком интенсивным, чтобы получить алюминиевое покрытие, имеющее удовлетворительный внешний вид. Образцы № 14-22 представляют собой случаи, в которых изменяется разновидность или количество добавляемого в ванну элемента (элементов). Каждый из этих образцов показал хорошие результаты в свойствах.
[0091] Фиг. 2 фокусируется на образцах № 1-10 и показывает изменение в измеренных величинах для коэффициента трения в горячем состоянии относительно изменения в количестве осажденного цинка.
Фиг. 2 ясно показывает, что величина коэффициента трения в горячем состоянии может быть уменьшена путем добавления в ванну магния и формирования слоя 105 поверхностного покрытия на покрытом алюминием стальном листе, по сравнению со случаями, в которых предопределенные компоненты не добавляются в ванну. Также очевидно, что когда количество слоя 105 поверхностного покрытия находится на одном и том же уровне, меньшее значение коэффициента трения в горячем состоянии может быть достигнуто при использовании ванны, содержащей магний. Эти результаты показывают, что при достижении определенной величины коэффициента трения в горячем состоянии количество слоя 105 поверхностного покрытия может быть уменьшено путем использования ванны, содержащей предопределенные элементы, такие как магний.
[0092] <Пример 2>
Образец № 2 и образец № 7 из Примера 1 были нагреты инфракрасным излучением дальнего диапазона. Для этой цели использовалась печь с двумя зонами, имеющая зону повышения температуры и зону выдержки, и образцы вручную перемещались между зонами. Скорость повышения температуры изменялась путем изменения температуры образца в зоне повышения температуры от 1000°C до 1150°C. Зона выдержки была установлена на температуру образца 900°C. Термопара была приварена к образцу размером 70 мм на 150 мм. Когда температура зоны повышения температуры достигла 850°C, образец был перенесен в зону выдержки. В это время средняя скорость увеличения температуры от 50 до 890°C была вычислена с использованием того же самого способа, что и в Примере 1. Закалка выполнялась как в Примере 1 и оценка после этого проводилась таким же образом, как и в Примере 1. Полученные результаты оценки показаны в Таблице 3 ниже.
[0093] [Таблица 3]
[0094] Сравнение приведенной выше Таблицы 3 с Таблицей 2 ясно показывает, что скорость увеличения температуры является большой, смазывающая способность в горячем состоянии и стойкость к коррозии после покрытия краской улучшаются. В случае быстрого увеличения температуры шероховатость поверхности становится меньше, а структура после сплавления изменяется. Эти явления, вероятно, воздействовали на такие свойства.
[0095] <Пример 3>
Был проведен быстрый нагрев с использованием электрического нагрева. Образец для этого был подготовлен с использованием ванны, соответствующей образцу № 7 Примера 1, с алюминиевым покрытием плотностью 80 г/м2 для обеих сторон и нанесенным на него покрытием из ZnO, имеющим плотность 1 г/м2. Полученный стальной лист размером 100 на 300 мм был зажат электродами на обоих его концах и нагрет электрическим способом. В ходе этого нагрева средняя скорость увеличения температуры от 50 до 890°C составила 88°C в секунду. Образец был оценен таким же образом, как и в Примере 1. Результаты составили 0,41 для смазывающей способности в горячем состоянии, 7,3 кН для прочности точечно-сварного соединения и 3,6 мм для стойкости к коррозии после покрытия краской. На основании этих результатов было подтверждено, что быстрый электрический нагрев обеспечивает сходные эффекты.
[0096] Как описано выше, благодаря настоящему изобретению смазывающая способность стала лучше, а также улучшилась обрабатываемость при выполнении горячего прессования покрытого алюминием стального листа, что позволяет выполнять более сложное прессование. Также появилась возможность экономии труда на техническом обслуживании и ремонте оборудования горячего прессования и увеличения производительности. Подтверждено, что после горячего прессования покрытие краской и стойкость к коррозии готовых изделий улучшаются, потому что способность к обработке химическим преобразованием становится лучше. Ввиду вышеизложенного, настоящее изобретение расширяет область применения горячего прессования покрытой алюминием стали и улучшает применимость покрытых алюминием стальных материалов к конечным продуктам, таким как автомобили и промышленные машины.
[0097] До этого момента предпочтительные варианты осуществления настоящего изобретения были описаны подробно со ссылками на приложенные чертежи, но настоящее изобретение не ограничивается этим. Специалистам в данной области техники должно быть понятно, что различные изменения и замены могут быть сделаны без отступлений от духа и области охвата приложенной формулы изобретения.
СПИСОК ССЫЛОЧНЫХ ОБОЗНАЧЕНИЙ
[0098] 10 - покрытый алюминием стальной лист;
101 - стальной лист;
103 - слой алюминиевого покрытия;
105 - слой поверхностного покрытия.
Изобретение откосится к стальному листу с покрытием для горячего прессования, способу горячего прессования, а также к детали автомобиля, сделанной способом горячего прессования. Предложенный стальной лист с покрытием включает сформированный на одной стороне или на обеих сторонах стального листа слой алюминиевого покрытия, содержащий один или более элементов в общем количестве от 0,02 до 2 мас.%, выбираемых из Mg, Ca, Sr, Li, Na и K, и 15 мас.% Si или менее, остальное - алюминий и примеси, и слой поверхностного покрытия, нанесенный на слой алюминиевого покрытия и содержащий по меньшей мере ZnO, причем количество слоя поверхностного покрытия на одной стороне стального листа, в пересчете на металлический Zn, составляет от 0,3 до 4 г/м2. Изобретение обеспечивает превосходную смазывающую способность с меньшим количеством отложений и может улучшить формуемость и производительность горячего штампования, а также может улучшить способность к обработке химическим преобразованием после горячего прессования. 3 н. и 7 з.п. ф-лы, 3 ил., 3 табл.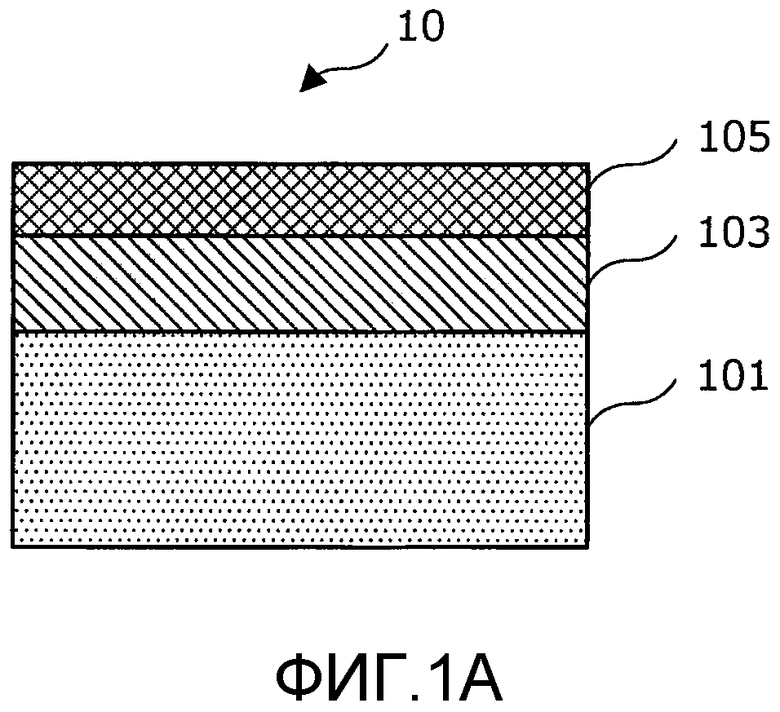
1. Стальной лист с покрытием для горячего прессования, включающий:
сформированный на одной стороне или на обеих сторонах стального листа слой алюминиевого покрытия, содержащий один или более элементов в общем количестве от 0,02 до 2 мас.%, выбираемых из Mg, Ca, Sr, Li, Na и K, и 15 мас.% Si или менее, остальное - алюминий и примеси, и
слой поверхностного покрытия, нанесенный на слой алюминиевого покрытия и содержащий по меньшей мере ZnO, причем количество слоя поверхностного покрытия на одной стороне стального листа, в пересчете на металлический Zn, составляет от 0,3 до 4 г/м2.
2. Стальной лист по п. 1, состоящий из, в мас.%:
C от 0,1 до 0,4,
Si от 0,01 до 0,6,
Mn от 0,5 до 3,
Ti от 0,01 до 0,1,
B от 0,0001 до 0,1, и
железо и примеси – остальное.
3. Стальной лист по п. 1 или 2, причем количество слоя поверхностного покрытия на одной стороне стального листа, в пересчете на металлический Zn, составляет от 0,3 до 1,1 г/м2.
4. Способ горячего прессования стального листа с покрытием, включающий:
нагревание стального листа с покрытием, включающим в себя слой алюминиевого покрытия, сформированный на одной стороне или на обеих сторонах стального листа, и слой поверхностного покрытия, нанесенный на слой алюминиевого покрытия и содержащий по меньшей мере ZnO,
причем слой алюминиевого покрытия содержит один или более элементов в общем количестве от 0,02 до 2 мас.%, выбираемых из Mg, Ca, Sr, Li, Na и K, и 15 мас.% Si или менее, остальное - алюминий и примеси; и
прессование и формование нагретого стального листа с покрытием,
причем количество слоя поверхностного покрытия на одной стороне стального листа, в пересчете на металлический Zn, составляет от 0,3 до 4 г/м2.
5. Способ по п. 4, в котором при нагревании стального листа с покрытием средняя скорость увеличения температуры стального листа с покрытием от 50°C до температуры на 10°C ниже максимальной достигаемой температуры устанавливается в диапазоне от 10 до 300°C в секунду.
6. Способ по п. 4 или 5, в котором количество слоя поверхностного покрытия на одной стороне стального листа, в пересчете на металлический Zn, составляет от 0,3 до 1,1 г/м2.
7. Способ по п. 4 или 5, в котором стальной лист состоит из, в мас.%:
C от 0,1 до 0,4,
Si от 0,01 до 0,6,
Mn от 0,5 до 3,
Ti от 0,01 до 0,1,
B от 0,0001 до 0,1, и
железо и примеси – остальное.
8. Способ по п. 6, в котором стальной лист состоит из, в мас.%:
C от 0,1 до 0,4,
Si от 0,01 до 0,6,
Mn от 0,5 до 3,
Ti от 0,01 до 0,1,
B от 0,0001 до 0,1, и
железо и примеси – остальное.
9. Деталь автомобиля, полученная горячим прессованием стального листа с покрытием способом по любому из пп. 4-8.
10. Деталь автомобиля по п. 9, имеющая механическую прочность равную 1500 МПа или больше.
| Способ приготовления лака | 1924 |
|
SU2011A1 |
| Изложница с суживающимся книзу сечением и с вертикально перемещающимся днищем | 1924 |
|
SU2012A1 |
| WO 2012137687 A1, 11.10.2012 | |||
| СТАЛЬНОЙ ЛИСТ С МЕТАЛЛИЧЕСКИМ ПОКРЫТИЕМ И СПОСОБ ГОРЯЧЕЙ ШТАМПОВКИ СТАЛЬНОГО ЛИСТА С МЕТАЛЛИЧЕСКИМ ПОКРЫТИЕМ | 2009 |
|
RU2466210C2 |

