ОБЛАСТЬ ТЕХНИКИ ИЗОБРЕТЕНИЯ
Настоящее изобретение относится к способу изготовления композитных материалов, и более конкретно - к способу изготовления полимерных материалов, армированных волокном.
ПРЕДПОСЫЛКИ СОЗДАНИЯ ИЗОБРЕТЕНИЯ
Полимеры, армированные волокном, включают волокнистый материал, связанный матрицей, обычно представленной связующим, например, смолой. Полимеры, армированные волокном, обычно изготавливают, используя процесс получения одноосно ориентированного материала, пример которого проиллюстрирован на фиг.1.
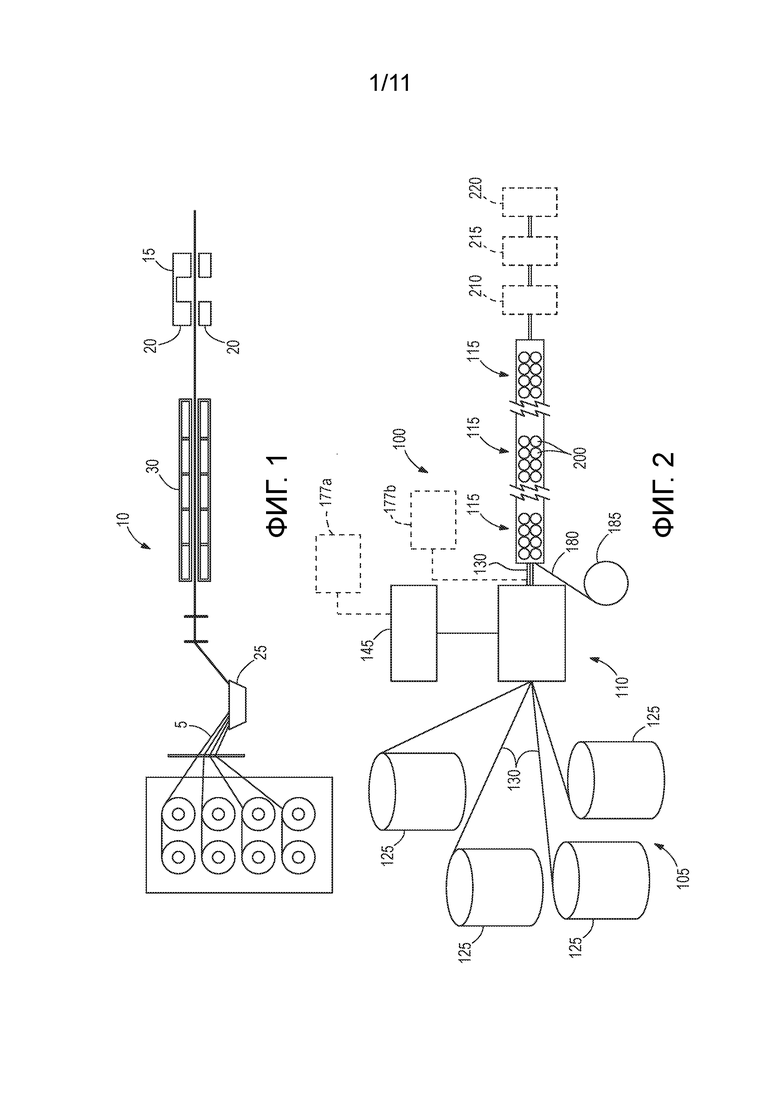
В процессе получения одноосно ориентированного материала поступающее волокно 5 протягивают через производственную линию 10 с помощью тянущего устройства 15, например, с помощью пары приводных валов 20. Волокно 5 протягивают через ванну 25, содержащую одно из множества различных связующих. После смачивания волокно 5 протягивают через неподвижную формующую часть 30, которая может содержать одну или большее количество зон нагрева для инициирования отверждения связующего. В процессе получения одноосно ориентированного материала формующая часть 30 выполняет несколько функций. С ее помощью создают давление для способствования смачиванию волокна 5, нагревают связующее и волокно 5, управляют процессом отверждения связующего и управляют процессом придания конечной формы одноосно ориентированному продукту.
Связующие обладают характеристиками отверждения, диктуемыми химическими реакциями (отверждения, образования поперечных связей, крашения и т.д.). Эти характеристики отверждения являются функциями химической активности связующего, температуры, при которой проводят процесс, и времени пребывания при температуре, при которой проводят процесс. При повышении скорости изготовления становится все более сложным обеспечение надлежащего отверждения связующего.
Обычный процесс получения одноосно ориентированного материала, проиллюстрированный на фиг.1, обладает присущими ему ограничениями, сильно сдерживающими скорость процесса. Длина формующей части 30 является основным сдерживающим фактором, влияющим на скорость процесса, где температура, при которой осуществляют процесс, трение, имеющее место при осуществлении процесса, и удаление газа при осуществлении процесса, являются другими сдерживающими факторами. Ванна 25 со связующим обладает собственными недостатками, включающими: сложность смешивания и поддержание многочастных, активных связующих, непомерные количества отходов и высокие эксплуатационные расходы из-за обычно большого объема связующего, требующегося для пополнения ванны 25. Раньше было экономически неэффективным изготовление изделий, армированных волокном, особенно если в качестве части связующего использовали один или большее количество быстро отверждающихся термореактивных полимеров и/или использовали многокомпонентный термореактивный полимер, по меньшей мере по причинам, перечисленным выше.
Краткое описание изобретения
В некоторых вариантах осуществления изобретения предложен способ изготовления конструктивного элемента. Способ включает: перемещение множества волокон вдоль конвейерной линии; нанесение связующего по меньшей мере на одно из волокон, при том, что волокна отдалены друг от друга и проходят через первую площадь; нанесение сцепляющего агента по меньшей мере на одно из волокон и связующее. Обеспечение формующей части, содержащей первую часть, имеющую первый диаметр, расположенную с возможностью приема волокон, и вторую часть, имеющую второй диаметр, расположенную ниже по потоку от первой части. Первый диаметр больше второго диаметра, а формующая часть сужается от первой части ко второй части. Способ дополнительно включает процессы направления волокон вдоль формующей части и уменьшения расстояния между множеством волокон с помощью формующей части. После уменьшения расстояния между множеством волокон, волокна проводят через вторую площадь, которая меньше первой площади; и множество волокон формуют, используя формующую станцию. Посредством сцепляющего агента увеличивают трение по меньшей мере между одним из волокон и либо смежным волокном, либо формующей частью во время формования.
Другие отличительные особенности и аспекты изобретения станут очевидными после ознакомления с последующим подробным описанием и прилагаемыми чертежами.
Краткое описание чертежей
На фиг.1 дано схематическое представление типичного процесса получения одноосно ориентированного материала;
на фиг.2 дано схематическое представление конвейерной линии согласно некоторым вариантам осуществления изобретения;
на фиг.3 показан вид в перспективе части конвейерной линии, представленной на фиг.2;
на фиг.4 показано устройство для нанесения связующего, согласно одному варианту осуществления, для использования его в конвейерной линии, представленной на фиг.2;
на фиг.5 и 6 показано устройство для нанесения связующего, согласно некоторым вариантам осуществления, для использования его в конвейерной линии, представленной на фиг.2;
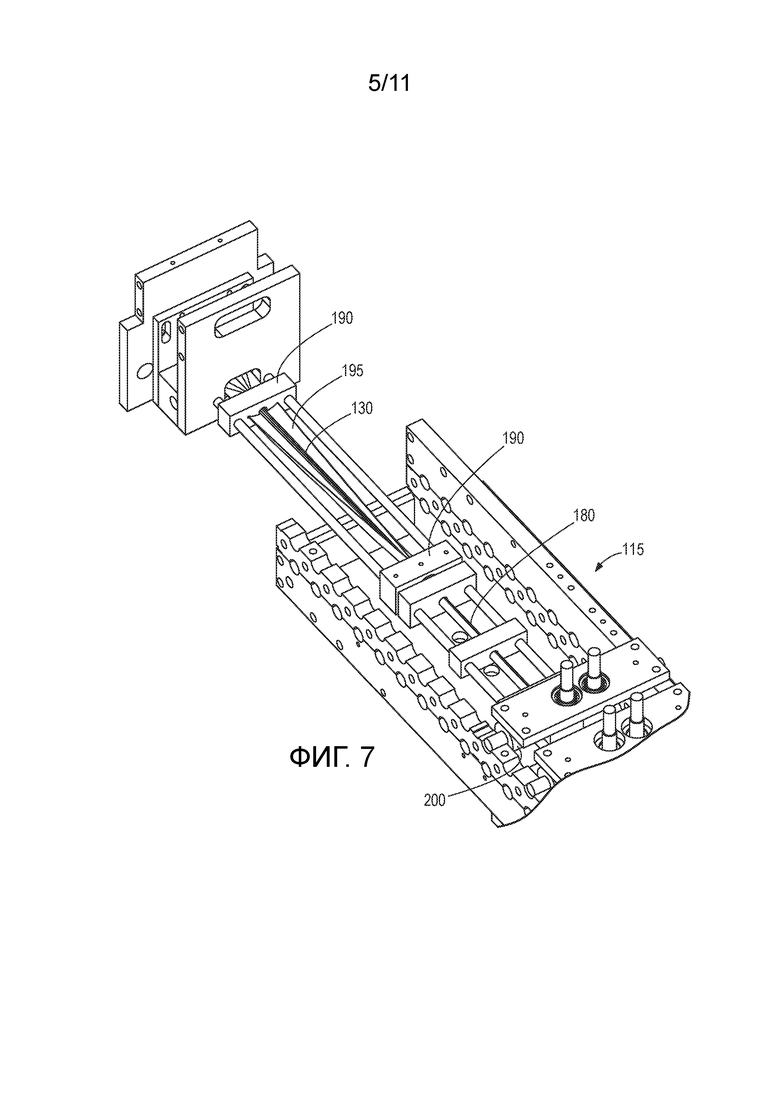
на фиг.7 показан вид в перспективе другой части конвейерной линии, представленной на фиг.2, где изображена формующая часть, которую оборачивают вокруг длины смоченных волокон;
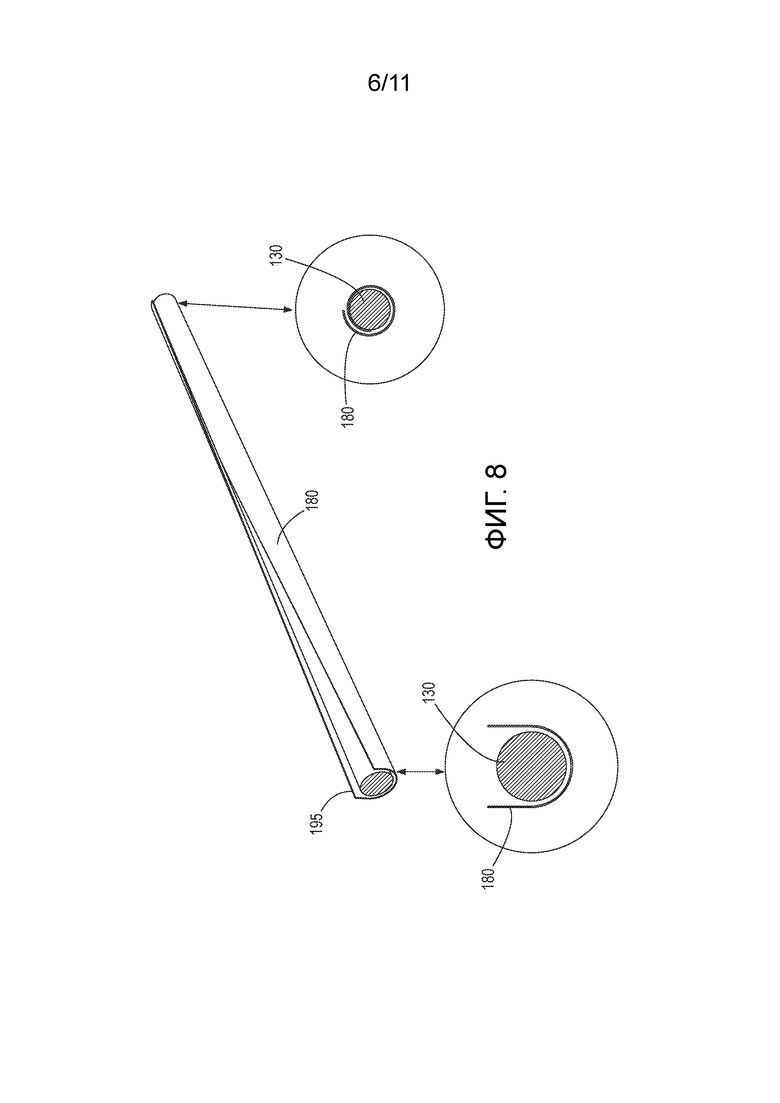
на фиг.8 показан вид в перспективе формующей части, оборачиваемой вокруг длины смоченных волокон;
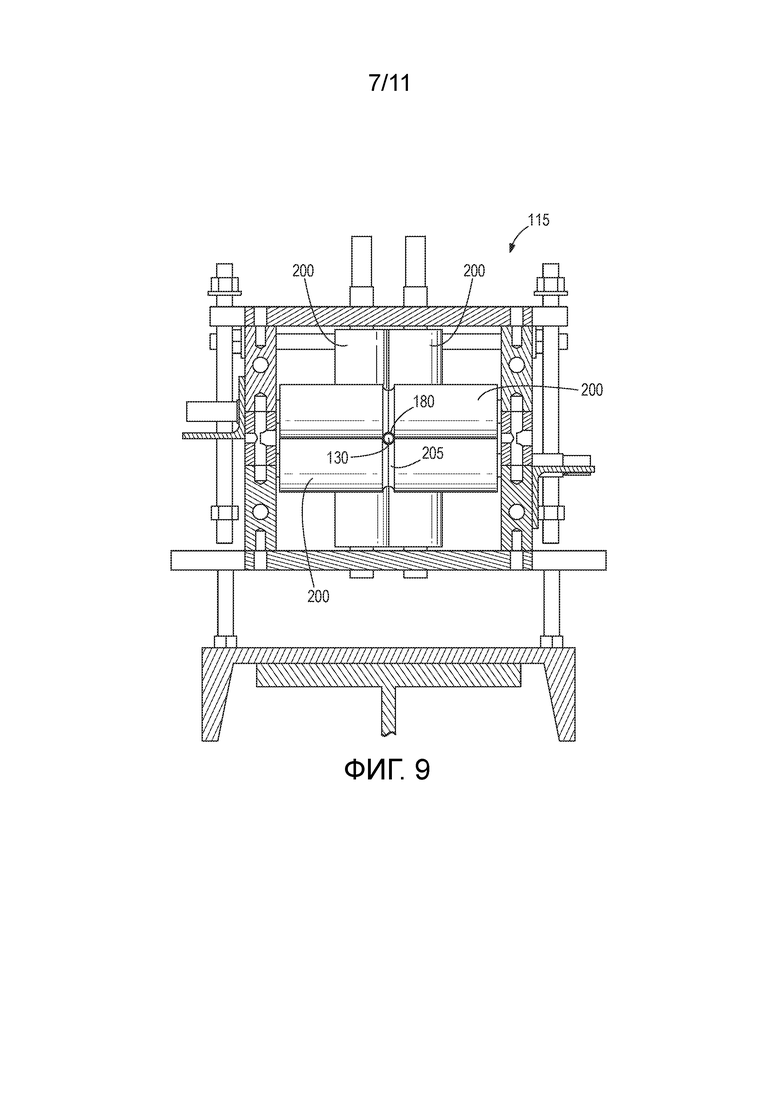
на фиг.9 показан вид сзади формующей станции конвейерной линии, представленной на фиг.2;
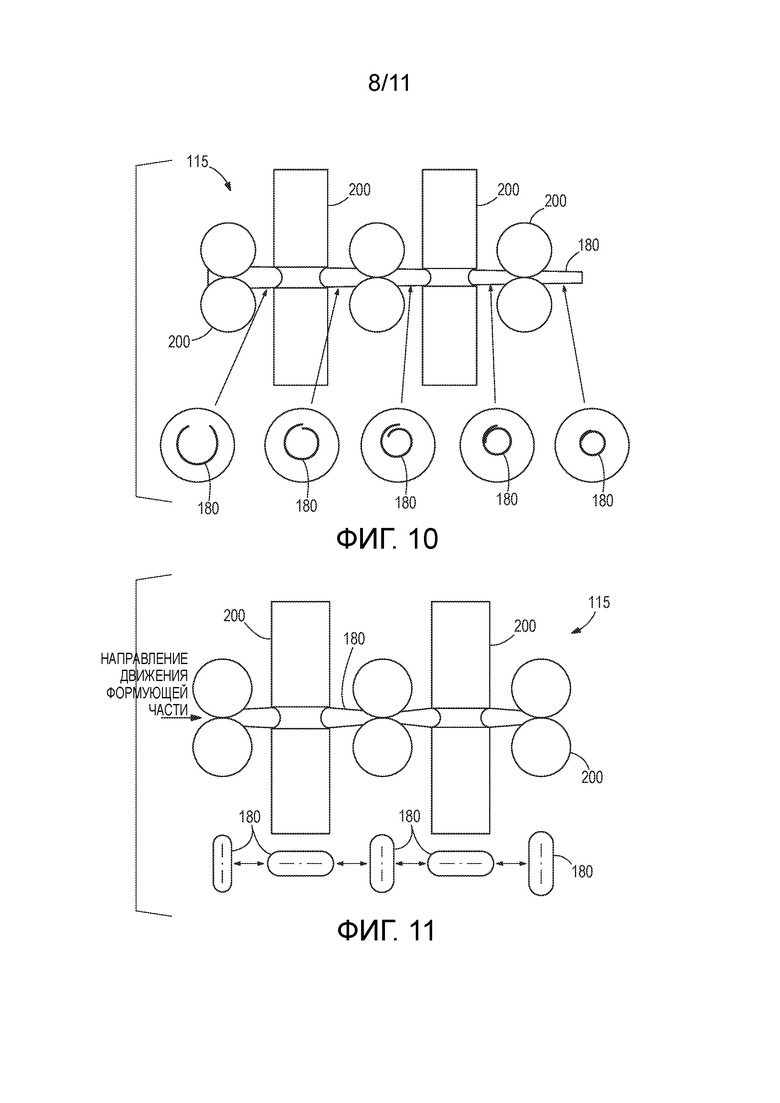
на фиг.10 дано схематическое представление формующей станции согласно некоторым вариантам осуществления;
на фиг.11 дано схематическое представление формующей станции согласно некоторым вариантам осуществления;
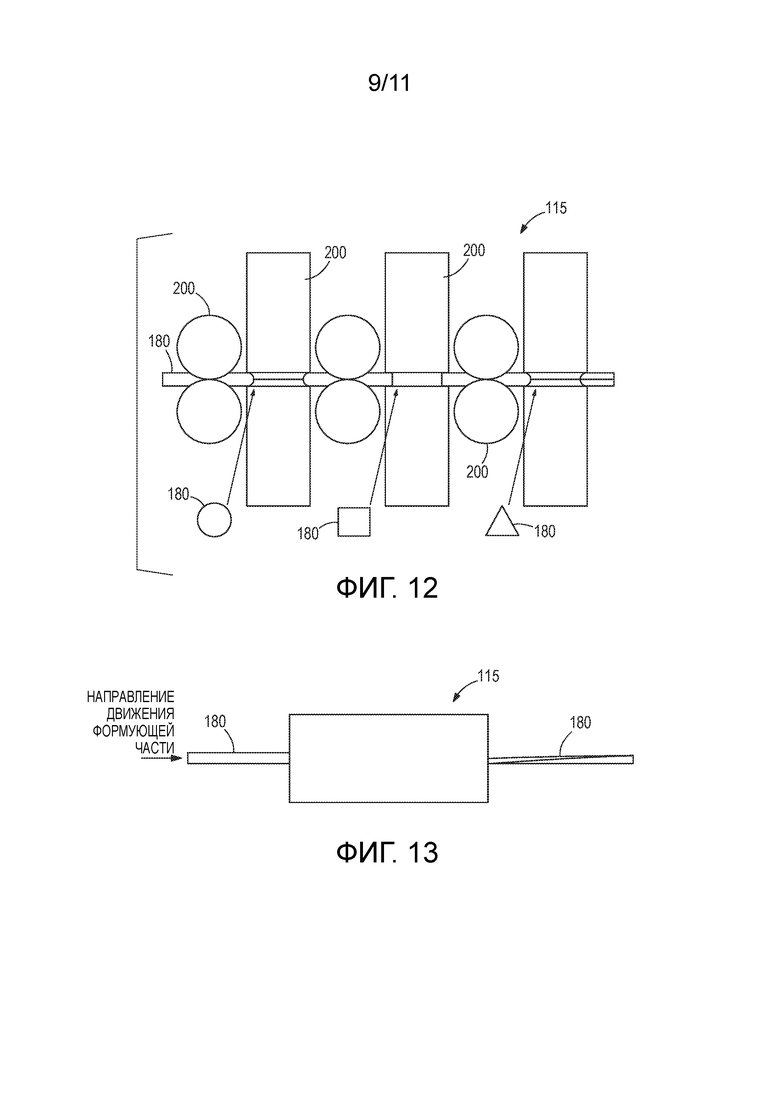
на фиг.12 дано схематическое представление формующей станции согласно некоторым вариантам осуществления;
на фиг.13 дано схематическое представление формующей станции согласно некоторым вариантам осуществления;
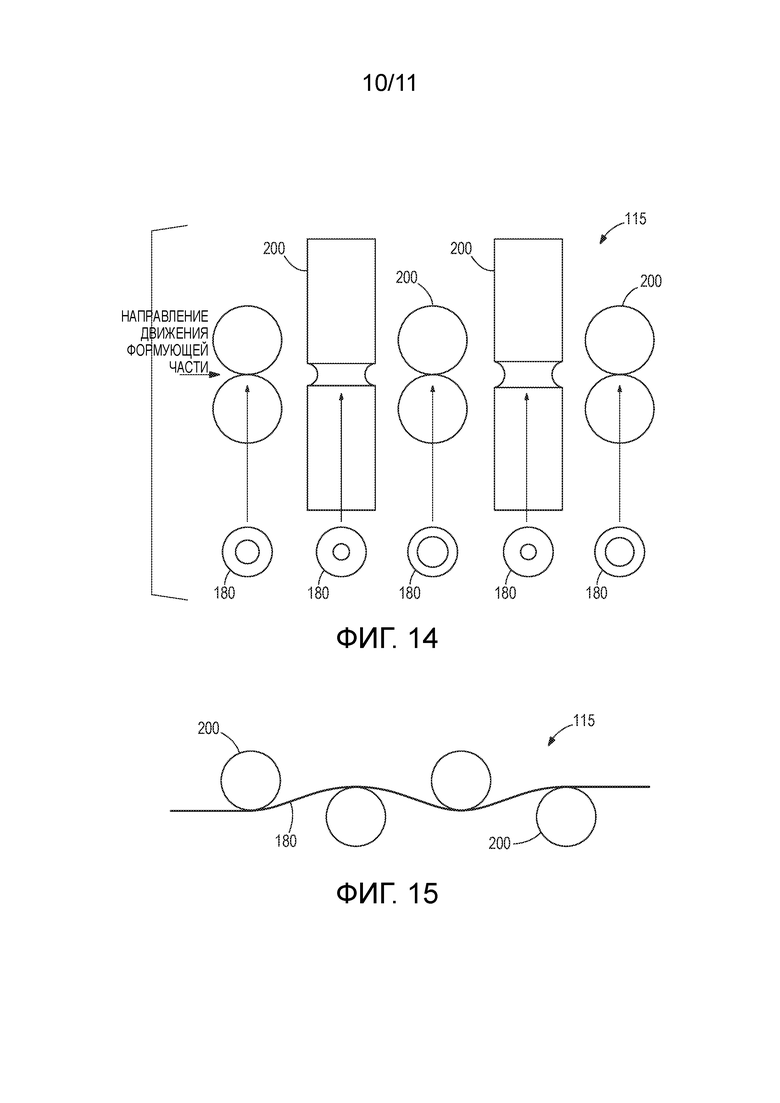
на фиг.14 дано схематическое представление формующей станции согласно некоторым вариантам осуществления;
на фиг.15 дано схематическое представление формующей станции согласно некоторым вариантам осуществления;
на фиг.16 показано репрезентативное поперечное сечение конструктивного элемента, содержащего множество волокон и сцепляющие агенты.
Перед подробным пояснением каких-либо вариантов осуществления изобретения, следует указать, что применение изобретения не ограничено деталями конструкции и расположением компонентов, представленных в последующем описании или проиллюстрированных на следующих чертежах. Изобретение может быть воплощено в других вариантах осуществления и может практически применяться или выполняться различными способами. Также следует понимать, что фразеология и терминология используются в данном тексте с целью описания, и их не следует рассматривать как факторы, ограничивающие объем изобретения.
Подробное описание изобретения
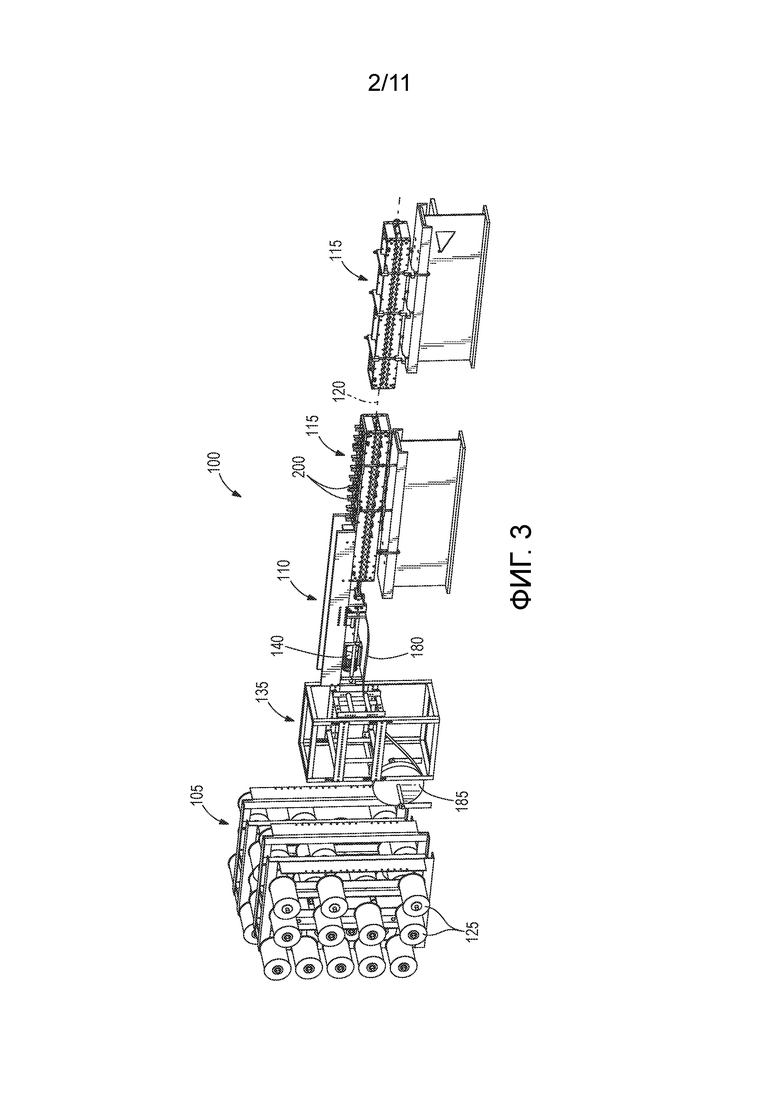
На фиг.2 и 3 показана конвейерная линия 100 для изготовления структурных композитов из полимера, армированного волокном (ПАВ), (т.е. матричных композитов). Структурные композиты могут составлять широкое множество различных конструктивных элементов, например, арматурных стержней, двутавровых балок, С-образных профилей, труб, конструктивных ламинатов и т.п. Проиллюстрированная конвейерная линия 100 содержит: ровинговую станцию 105; станцию 110 нанесения связующего; и множество формующих станций 115. В некоторых вариантах осуществления конвейерная линия 100 может содержать дополнительные или альтернативные станции. Конвейерная линия 100 обычно является прямолинейной, и в ней определена центральная ось 120, вдоль которой изготавливают структурный композит (см. фиг.3). Как описано более подробно в настоящем тексте, на конвейерной линии 100 можно непрерывно изготавливать структурные композиты из ПАВ с высокой скоростью.
Ровинговая станция 105 содержит множество паковок, или бобин, 125, которые содержат и с которых подаются стренги или ровинги из волокон 130, подлежащие введению в структурный композит. В проиллюстрированном варианте осуществления волокно 130 содержит базальт; однако волокно 130 может содержать стекло, арамид, углерод или любой другой требуемый волокнистый материал. Бобины 125 могут быть соединены с системой механического привода, посредством которой управляют скоростью подачи волокна. В таких вариантах осуществления могут быть обеспечены компенсационные или другие автоматические натяжные устройства (не показаны) для поддержания соответствующего натяжения волокон 130.
После подачи с бобин 125 волокна 130 пропускают через направляющее устройство 135, посредством которого располагают волокна 130 для их смачивания на станции 110 нанесения связующего (см. фиг.3). В некоторых вариантах осуществления с помощью направляющего устройства 135 можно располагать волокна 130 в плоскости для обеспечения относительно большого, прямоугольного участка поверхности для смачивания. Альтернативно с помощью направляющего устройства 135 можно располагать волокна 130 согласно другим рисункам, например, в виде цилиндрического, трубчатого или спирального рисунков.
В некоторых вариантах осуществления ровинговая станция 105 содержит один или большее количество нагревательных элементов (не показаны) для предварительного нагрева волокон 130 до требуемой температуры, до их подачи к станции 110 нанесения связующего. Нагревательные элементы могут быть расположены внутри бобин 125 или могут быть расположены снаружи бобин 125. Например, на волокна 130, после их схода с ровинговой станции 105, может быть направлен нагретый воздух. Посредством предварительного нагрева волокон 130 может быть уменьшено потребление энергии, требующейся на станции 110 нанесения связующего, и посредством этого можно способствовать стабилизации процесса отверждения связующего, описанного более подробно ниже.
Из-за относительно малого диаметра волокон (в сравнении с диаметром сгруппированных волокон в формующей части и в формующих станциях), требуется меньше времени и/или энергии для предварительного нагрева отдельных волокон, чем потребовалось бы для нагрева сгруппированных волокон в одной или большем количестве формующих станций. Формующие станции предназначены для поддержания повышенной температуры предварительно нагретых волокон. В некоторых вариантах осуществления связующее нагревают до нанесения на волокна 130.
Станция 110 нанесения связующего (см. фиг.2 и 3) расположена ниже по потоку от ровинговой станции 105 таким образом, что волокна 130, выпускаемые из направляющего устройства 135, вводят в станцию 110 нанесения связующего для смачивания их связующим, например, смолой. В проиллюстрированном варианте осуществления связующее является термореактивным полимером, например, фенольной смолой или эпоксидной смолой. В других вариантах осуществления связующее может содержать сложный полиэфир, виниловый эфир, портландцемент или любое другое соответствующее связующее.
Станция 110 нанесения связующего предназначена для нанесения требуемого количества связующего на волокна точно отмеренным образом. Более конкретно, в зависимости от требуемого соотношения связующего и волокна, соответствующее количество связующего может быть нанесено непосредственно на волокна. Это является прямой противоположностью ванны со связующим, показанной на фиг.1, в которой не регулируют количество связующего, которое наносится на волокна. Избыток связующего должен быть удален, и, таким образом, образуется большое количество отходов. Также требуется поддерживать при соответствующей температуре все связующее в ванне со связующим, что ведет к потере энергии на нагрев избыточного количества связующего, особенно когда некоторое количество нагретого связующего удаляют вместе с волокон. Также продукция, изготовленная с использованием ванны со связующим, может быть несоответствующего качества из-за нерегулируемого соотношения волокон и связующего. Согласно настоящему изобретению количество связующего, наносимого на волокна, можно регулировать для гарантированного обеспечения требуемого качества и консистенции изготавливаемой продукции.
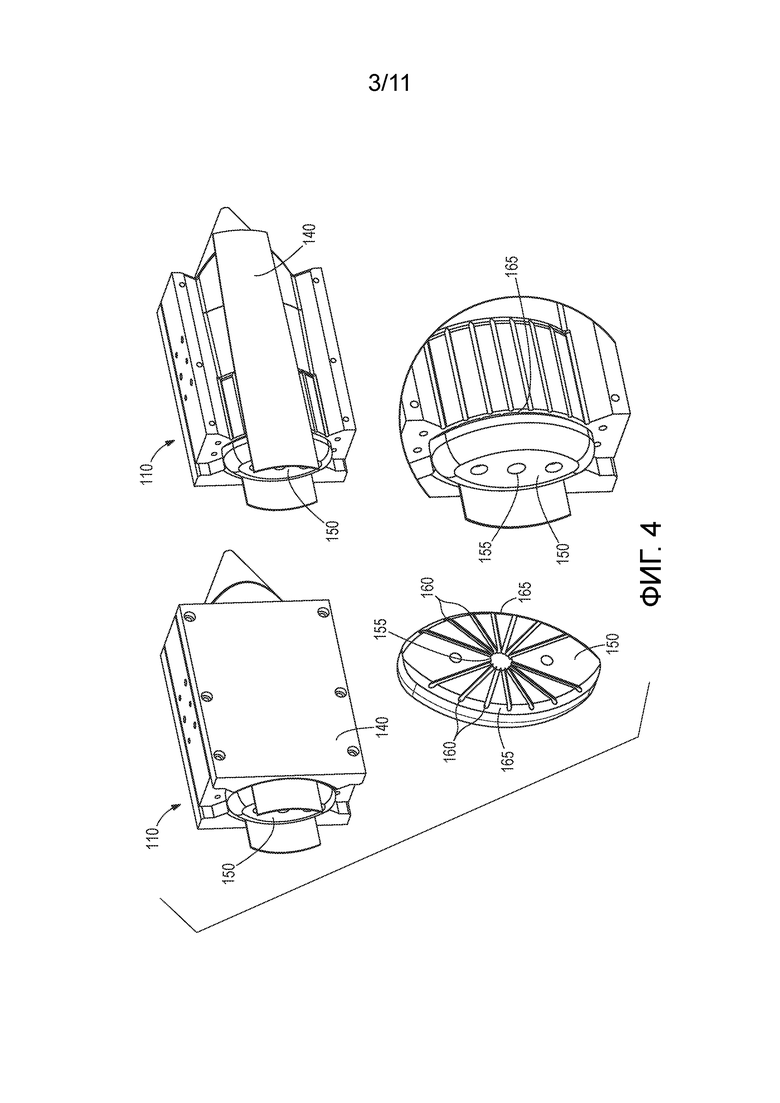
На фиг.3 и 4 показан один вариант осуществления станции 110 нанесения связующего. В проиллюстрированном варианте осуществления станция 110 нанесения связующего содержит камеру 140 под давлением. В камеру 140 под давлением подают связующее из источника 145 связующего, например, питателя или резервуара для хранения (см. фиг.2). Камера 140 содержит торцевую плиту 150 (см. фиг.4), содержащую впускное отверстие 155, через которое можно инжектировать связующее. Связующее затем экструдируют под давлением через множество каналов 160, проходящих снаружи на отдалении в радиальном направлении от впускного отверстия 155. Каналы 160 сообщены со смачивающими областями 165, расположенными около наружной периферии торцевой плиты 150.
Во время работы связующее непрерывно экструдируют через каналы 160 в смачивающие области 165. Волокна 130 пропускают через смачивающие области 165 для смачивания связующим, начиная формирование матричного композита. В проиллюстрированном варианте осуществления торцевая плита 150 содержит две смачивающие области 165, отстоящие друг от друга приблизительно на 180 градусов. Таким образом, волокна 130 могут быть расположены вдоль двух трасс, которые смачивают одновременно. Волокна 130 отдалены друг от друга при перемещении их через смачивающие области 165 для способствования сплошному покрыванию волокон 130 связующим. В других вариантах осуществления торцевая плита 150 может содержать любое количество смачивающих областей. Рабочее давление в камере 140, количество и размер каналов 160 могут быть переменными, для обеспечения требуемой интенсивности смачивания.
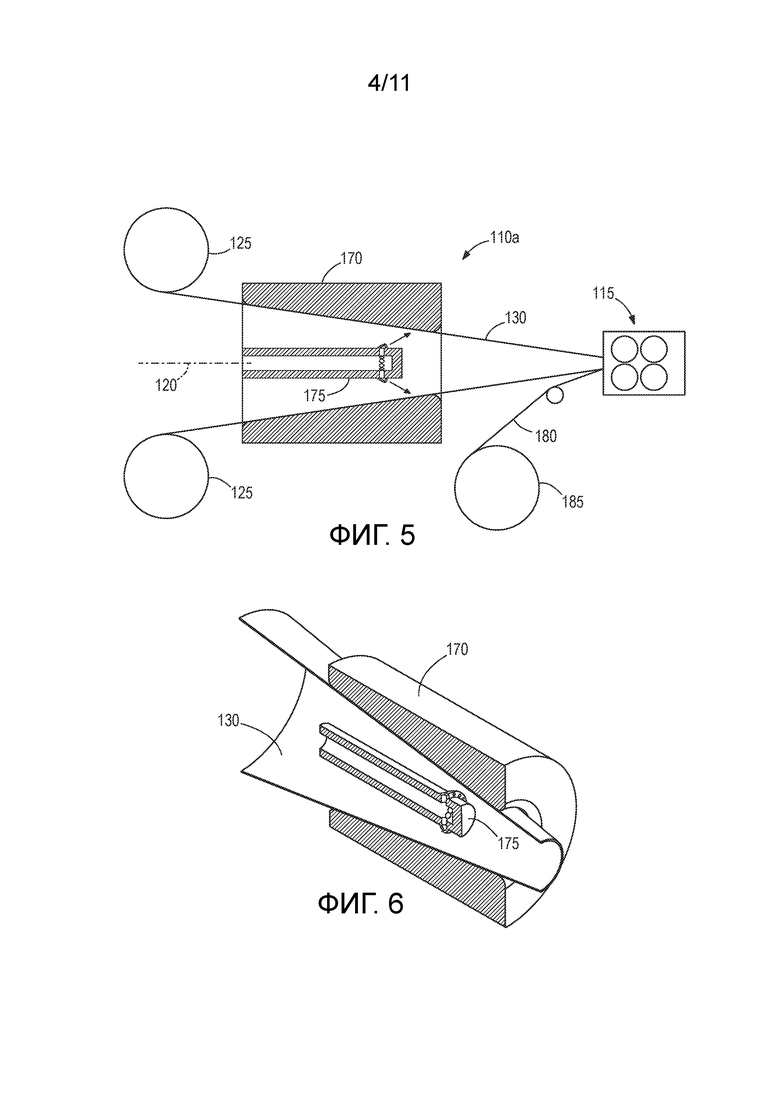
На фиг.5 и 6 показаны части станции 110a нанесения связующего согласно другому варианту осуществления. Станцию 110a нанесения связующего можно использовать с любым из вариантов осуществления, описанным в настоящем тексте. В некоторых вариантах осуществления станцию 110a нанесения связующего используют в дополнение к станции нанесения связующего, проиллюстрированной и описанной в других вариантах осуществления, тогда как в других вариантах осуществления станцию 110a нанесения связующего используют вместо станции нанесения связующего, проиллюстрированной и описанной в других вариантах осуществления. В проиллюстрированном варианте осуществления станция 110a нанесения связующего содержит формующую часть 170, посредством которой направляют поступающие волокна 130 в, в общем, сужающееся, или коническое, устройство. Формующей части 170 можно сообщать движение в продольном направлении (т.е. вдоль центральной оси 120). Посредством такого движения можно способствовать формированию из поступающих волокон 130, в общем, непрерывной стенки, или полотна. Станция 110a нанесения связующего содержит распыляющее сопло 175, в которое подают связующее от источника 145 связующего (см. фиг.2) и которое предназначено для распыления потока связующего на поступающие волокна 130. Положение сопла 175 может быть изменено в продольном направлении для регулирования характеристик распыления связующего.
В еще одном альтернативном варианте осуществления станция нанесения связующего может содержать ванну со связующим. После пропуска через ванну, волокна 130 могут быть проведены через последовательность параллельных валов для механического перемешивания и физического внедрения связующего в пропускаемые волокна. Содержание связующего в пропитанных связующим волокнах можно регулировать, используя протирочные средства и/или валы. Кроме того, содержание связующего можно регулировать посредством направления некоторых волокон 130 в обход ванны со связующим.
В этом альтернативном варианте осуществления конвейерная линия 100 может дополнительно содержать термокамеру для группирования, расположенную между станцией нанесения связующего и одной или большим количеством формующих станций 115, для нагрева волокна 130, пропитанного связующим, окончания процесса смачивания, начала процесса отверждения и предварительного формования смоченных волокон. Кроме того, термокамера для группирования может содержать один или большее количество приводных валов для оттягивания волокон с ровинговой станции 105 и протягивания их через станцию нанесения связующего.
В некоторых вариантах осуществления проиллюстрированная конвейерная линия 100 (см. фиг.2) содержит два отдельных источника 177a, 177b сцепляющего агента, из которых подают сцепляющий агент для нанесения его на волокна 130. Любой один или оба источника 177a, 177b сцепляющего агента можно использовать совместно с любым из вариантов осуществления, описанных в настоящем тексте. В некоторых вариантах осуществления с помощью сцепляющего агента увеличивают трение между смежными волокнами 130 для удерживания волокон 130 от скольжения друг относительно друга во время обработки на конвейерной линии 100. В некоторых вариантах осуществления с помощью сцепляющего агента увеличивают трение между волокнами 130 и формующей частью 180. Сцепляющий агент предпочтительно содержит неметаллический порошок, например, диатомовую землю. В других вариантах осуществления сцепляющий агент может содержать тальк, слюду, перлит, карбонат кальция, каллоидальную двуокись кремния, кварц, окись алюминия, карбид кремния, газовую сажу, нетрубчатый углерод и т.п.
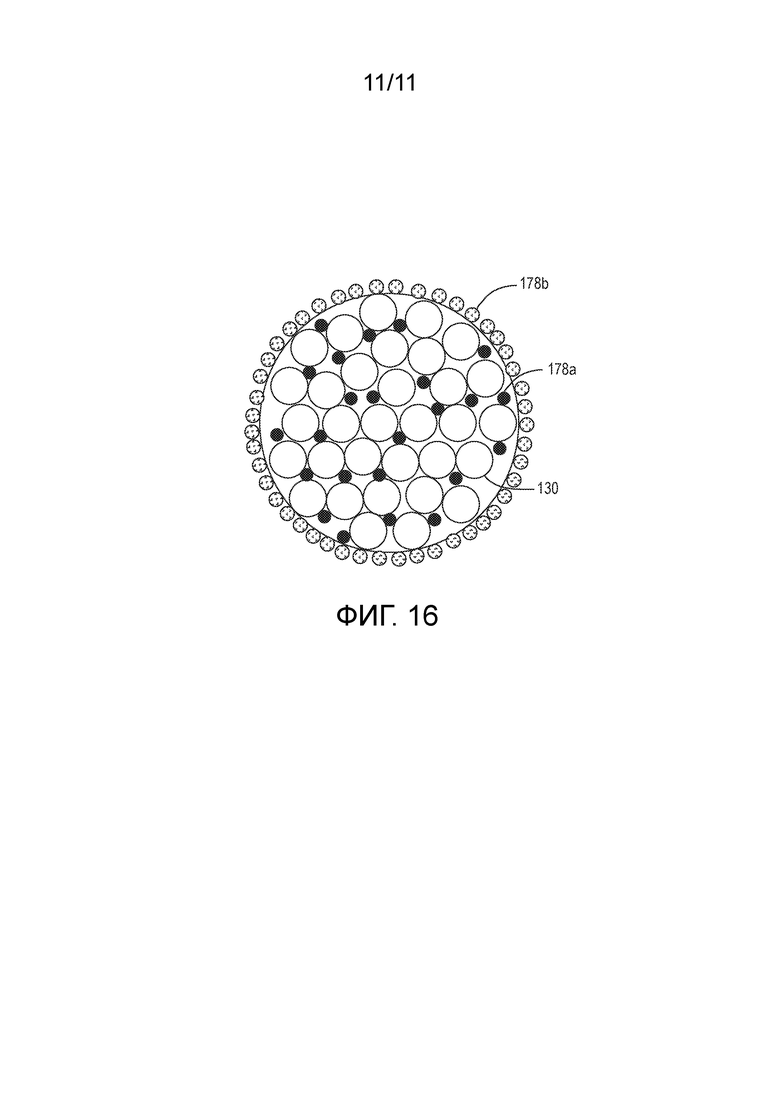
Cцепляющий агент содержит частицы 178a, 178b (см. фиг.16), диаметр которых меньше диаметра волокон 130. Частицы 178a сцепляющего агента могут быть рассеяны среди волокон 130 и могут заполнять полости между смежными волокнами 130. В некоторых вариантах осуществления частицы 178a сцепляющего агента имеют средний диаметр, меньший приблизительно 17 мкм. В других вариантах осуществления частицы 178a сцепляющего агента имеют средний диаметр, меньший приблизительно 15 мкм. В других вариантах осуществления частицы 178a сцепляющего агента имеют средний диаметр, составляющий приблизительно 13 мкм. В других вариантах осуществления частицы 178a сцепляющего агента имеют средний диаметр, составляющий приблизительно от 5 мкм до приблизительно 20 мкм. В других вариантах осуществления частицы 178a сцепляющего агента имеют средний диаметр, составляющий в диапазоне от приблизительно 20% от среднего диаметра волокон 130 до приблизительно 90% от среднего диаметра волокон 130. В других вариантах осуществления частицы 178a сцепляющего агента имеют средний диаметр, составляющий приблизительно 75% от среднего диаметра волокон 130.
Сцепляющий агент является предпочтительно более мягким, чем волокна 130. В некоторых вариантах осуществления частицы 178a сцепляющего агента обладают твердостью по Мосу, составляющей приблизительно 6 единиц или менее. В других вариантах осуществления частицы 178a сцепляющего агента обладают твердостью по Мосу, составляющей приблизительно 4 единицы или менее. В других вариантах осуществления частицы 178a сцепляющего агента обладают твердостью по Мосу, составляющей приблизительно 2 единицы или менее. В других вариантах осуществления частицы 178a сцепляющего агента обладают твердостью по Мосу, составляющей в диапазоне от приблизительно 0,5 единицы до приблизительно 2,0 единиц. В некоторых вариантах осуществления частицы 178a сцепляющего агента обладают твердостью в диапазоне от приблизительно 10% от твердости волокон 130 до приблизительно 50% от твердости волокон 130.
В некоторых вариантах осуществления частицы 178a сцепляющего агента имеют скругленную форму, обычно свободную от острых краев, углов или выступов. В некоторых вариантах осуществления частицы 178a сцепляющего агента также содержат множество поверхностных пор. Посредством поверхностных пор может быть обеспечен увеличенный контакт между частицами 178a сцепляющего агента и волокнами 130, а также повышенная способность удерживания и проникновения смолы. Частицы 178a могут также взаимодействовать со смолой, создавая триксотропный или гелеобразующий эффект, способствующий поддержанию требуемой формы смоченных волокон 130 до отверждения смолы.
Источник 177a сцепляющего агента (см. фиг.2) расположен таким образом, чтобы можно было вводить частицы 178a сцепляющего агента в источник 145 связующего. Сцепляющий агент смешивают со связующим для формирования смеси связующего, в которой взвешены частицы 178a сцепляющего агента. В некоторых вариантах осуществления из источника 177a сцепляющего агента и источника 145 связующего можно соответственно подавать сцепляющий агент и связующее в смесительную камеру, в которой соединяют сцепляющий агент и связующее для формирования смеси связующего. Смесь связующего затем подают на станцию 110 нанесения связующего, где ее наносят на волокна 130.
Источник 177b сцепляющего агента (см. фиг.2) расположен таким образом, чтобы можно было вводить частицы 177b сцепляющего агента в смоченные волокна 130, когда волокна 130 выводят со станции 110 нанесения связующего. В некоторых вариантах осуществления источник 177b сцепляющего агента расположен над волокнами 130, и один или большее количество вибраторов или других смесителей может быть обеспечено для способствования подачи требуемого количества частиц 177b сцепляющего агента на волокна 130 под действием силы тяжести. В других вариантах осуществления частицы 177b сцепляющего агента можно вводить в поток сжатого газа и наносить их распылением на волокна 130. В других вариантах осуществления частицы 177b сцепляющего агента можно смешивать с жидкостью и наносить их распылением на волокна 130.
В некоторых вариантах осуществления частицы 177b сцепляющего агента имеют размер в диапазоне от 0,0012 дюйма (0,03 мм) (сито № 220) до 0,012 дюйма (0,30 мм) (сито № 54). Частицы 177b сцепляющего агента наносят на волокна 130 с интенсивностью, соответствующей скорости процесса.
Частицы 178a и 178b сцепляющего агента и связующее наносят на волокна 130 до отверждения связующего. Источники 177a, 177b сцепляющего агента могут быть введены в конвейерную линию 100 по отдельности или в сочетании друг с другом. Например, в одном варианте осуществления конвейерная линия 100 содержит только источник 177a сцепляющего агента таким образом, чтобы частицы 178a сцепляющего агента можно было наносить на волокна 130 только в виде смеси со смолой. В другом варианте осуществления конвейерная линия 100 содержит только источник 177b сцепляющего агента таким образом, чтобы частицы 177b сцепляющего агента можно было наносить только на смоченные волокна 130. В другом варианте осуществления конвейерная линия 100 содержит оба источника 177a, 177b сцепляющего агента таким образом, чтобы частицы 178a сцепляющего агента можно было наносить на волокна 130 в виде части смеси смолы, а частицы 177b сцепляющего агента можно было наносить на смоченные волокна 130 после выведения волокон 130 со станции 110 нанесения связующего.
Конвейерная линия 100 (см. фиг.2, 7 и 8) дополнительно содержит постоянно формируемую соответствующим образом формующую часть 180, которую оборачивают вокруг смоченных волокон 130 при их выпуске со станции 110 нанесения связующего. Проиллюстрированная формующая часть 180 представляет собой полосу бумаги, подаваемой с рулона 185 (см. фиг.3). Бумажную формующую часть 180 проводят вдоль центральной оси 120 рядом со смоченными волокнами 130, и посредством ряда тефлоновых направляющих пластин 190 постепенно сворачивают формующую часть 180 вокруг смоченных волокон 130 до тех пор, пока формующая часть не окружит полностью и не охватит смоченные волокна 130 (см. фиг.7 и 8). По мере того, как смоченные волокна 130 вводят в первую часть, или вход, 195 формующей части 180, волокна 130 сводят, переводя их из относительно большой, прямоугольной площади в меньшую, обычно круглую площадь, соответствующую диаметру формующей части на входе 195.
Формующую часть 180 проводят вместе со смоченными волокнами 130 через остальную часть конвейерной линии 100. Как описано более подробно ниже, с помощью формующей части 180 способствуют транспортированию смоченных волокон 130 через формующие станции 115 посредством удерживания смоченных волокон 130 от прилипания к формующим станциям 115. Кроме того, с помощью формующей части 180 ограничивают расхождение смоченных волокон 130 во время отверждения, способствуют смешиванию связующего и волокон 130 для обеспечения сплошного смачивания, и способствуют поддержанию соответствующих параметров давления и температуры для отверждения.
Скорость процесса, или скорость выпуска продукции на конвейерной линии 100 и любых других непрерывных процессов изготовления композитов из полимера, армированного волокном (ПАВ), определяют, руководствуясь следующим уравнением:

Так как формующую часть 180, постоянно формируемую соответствующим образом, перемещают вместе со смоченными волокнами 130, то ее можно во много раз дольше использовать, чем неподвижную формующую часть 30 в типичном процессе получения одноосно ориентированного материала (см. фиг.1). Соответственно, конвейерная линия 100 может работать со скоростью, во много раз большей, чем линия, на которой осуществляют типичный процесс получения одноосно ориентированного материала. Например, если преобразуемая формующая часть имеет длину 2000 футов (610 м), а для отверждения связующего требуется 2 минуты, то потенциальная скорость осуществления процесса на конвейерной линии 100 может составлять 1000 фут/мин (305 м/мин). В некоторых вариантах осуществления конвейерная линия 100 выполнена с возможностью работы со скоростью более приблизительно 20 фут/мин (6,1 м/мин). В других вариантах осуществления конвейерная линия 100 выполнена с возможностью работы со скоростью в диапазоне от приблизительно 20 фут/мин (6,1 м/мин) до приблизительно 40 фут/мин (12,2 м/мин). В других вариантах осуществления конвейерная линия 100 выполнена с возможностью работы со скоростью в диапазоне от приблизительно 40 фут/мин (12,2 м/мин) до приблизительно 60 фут/мин (18,3 м/мин). В других вариантах осуществления конвейерная линия 100 выполнена с возможностью работы со скоростью в диапазоне от приблизительно 60 фут/мин (18,3 м/мин) до приблизительно 80 фут/мин (24,4 м/мин). В других вариантах осуществления конвейерная линия 100 выполнена с возможностью работы со скоростью в диапазоне от приблизительно 80 фут/мин (24,4 м/мин) до приблизительно 100 фут/мин (30,5 м/мин). В других вариантах осуществления конвейерная линия 100 выполнена с возможностью работы со скоростью в диапазоне от приблизительно 50 фут/мин (15,25 м/мин) до приблизительно 100 фут/мин (30,5 м/мин). В других вариантах осуществления конвейерная линия 100 выполнена с возможностью работы со скоростью в диапазоне от приблизительно 20 фут/мин (6,1 м/мин) до приблизительно 100 фут/мин (30,5 м/мин). В других вариантах осуществления конвейерная линия 100 выполнена с возможностью работы со скоростью в диапазоне от приблизительно 20 фут/мин (6,1 м/мин) до приблизительно 1000 фут/мин (305 м/мин). В других вариантах осуществления конвейерная линия 100 выполнена с возможностью работы со скоростью в диапазоне от приблизительно 100 фут/мин (30,5 м/мин) до приблизительно 1000 фут/мин (305 м/мин).
Бумажная формующая часть 180 может быть покрыта антиадгезивным составом, например, силиконом, для способствования отделению формующей части 180 от готового структурного композита. Кроме того, бумажная формующая часть 180 может быть относительно пористой для обеспечения возможности выхода газа и пара через формующую часть 180. Альтернативно формующая часть 180 может быть по существу воздухонепроницаемой. В некоторых вариантах осуществления частицы 177b сцепляющего агента могут функционировать как антиадгезивный состав между формующей частью 180 и волокнами 130.
Формующая часть 180 может содержать другие материалы-подложки или сочетания материалов, вводимых во взаимодействие со смоченными волокнами 130 различными способами. Например, в некоторых вариантах осуществления формующая часть 180 может содержать порошок или жидкость (например, расплавленный воск) которые наносят на смоченные волокна 130, а затем вызывают отверждение, или термофиксацию, используя ультрафиолетовый свет, нагрев, химические реактивы или другие соответствующие средства. В других вариантах осуществления формующая часть 180 может содержать паропроницаемую микропористую мембрану, например, GORE-TEX. В других вариантах осуществления формующая часть 180 может содержать макропористый материал, например, ткань или волокнистый мат. В других вариантах осуществления формующая часть 180 может содержать одну или большее количество металлических пленок, например, из нержавеющей стали, не расходуемой безвозвратно, из углеродной стали с покрытием или из меди и т.д.
В некоторых вариантах осуществления формующую часть 180 можно смачивать связующим для приклеивания формующей части 180 к матричному композиту, таким образом создавая интегрированную конструкцию, которая содержит всю или часть формующей части 180. Таким образом, материал формующей части может быть выбран с целью обеспечения изготавливаемого структурного композита дополнительными требующимися свойствами. Например, формующая часть 180 может содержать электропроводный материал для обеспечения электропроводности композита, который в противном случае не является электропроводящим. Материал формующей части может обладать сродством с наружным связующим веществом (например, портландцементом) для способствования интеграции структурного композита (например, арматурного стержня) в его конкретном применении (например, в армированном бетоне).
Формующие станции 115 (см. фиг.2 и 3) расположены ниже по потоку от станции 110 нанесения связующего. В проиллюстрированном варианте осуществления конвейерная линия 100 содержит первую, вторую и третью формующие станции 115, которые расположены на расстоянии друг от друга вдоль центральной оси 120 (см. фиг.3). В других вариантах осуществления конвейерная линия 100 может содержать любое количество формующих станций 115.
Каждая формующая станция 115 содержит по меньшей мере одну направляющую, контактирующую с волокнами 130, посредством которой их формируют. В некоторых вариантах осуществления направляющая может содержать один или большее количество валов с одним или большим количеством пазов, выполненных с возможностью приема и формирования волокон 130. В некоторых вариантах осуществления направляющая может содержать одну или большее количество неподвижных или вращаемых формующих частей, содержащих одно или большее количество отверстий, выполненных с возможностью приема и формирования волокон 130. Пазы в валах и отверстия в неподвижных формующих частях могут (каждый или каждое) иметь различные формы и размеры для формирования волокон 130 с приданием им различных форм и размеров.
Каждая из проиллюстрированных формующих станций 115 содержит множество валов 200. Валы 200 расположены парами, и каждый вал содержит канавку 205, через которую волокна 130, обернутые в формующую часть, закатывают и формуют (см. фиг.9). В некоторых вариантах осуществления пары валов 200 могут быть расположены с различной ориентацией. Например, пары валов 200 могут иметь в чередующемся порядке горизонтальную и вертикальную ориентацию. Некоторые или все валы 200 могут быть приводными, для чего можно использовать приводные двигатели с варьируемой скоростью для протягивания формующей части 180 и волокон 130 через конвейерную линию 100.
Каждая формующая станция 115 (см. фиг.2 и 3) может дополнительно содержать теплопередающие панели (не показаны) для обеспечения возможности точного регулирования температуры, при которой проводят процесс. Например, действие каждой формующей станции 115 можно регулировать для поддержания смоченных волокон 130 при стабильной, регулируемой температуре, при которой происходит отверждение связующего, при значении скорости, которая соответствует скорости процесса. Конкретная температура зависит от типа используемого связующего и от скорости проведения процесса на конвейерной линии. В некоторых вариантах осуществления в качестве связующего используют фенольную смолу и поддерживают температуру волокон на уровне около 160 градусов Цельсия. В некоторых вариантах осуществления в качестве связующего используют эпоксидную смолу и поддерживают температуру волокон в диапазоне от около 50 градусов Цельсия до около 90 градусов Цельсия. Соответственно процесс отверждения связующего может быть завершен при перемещении сформированных, смоченных волокон 130 через формующие станции 115.
Температуру, при которой проводят процесс, можно регулировать во многих зонах вдоль длины каждой формующей станции 115, повышая или понижая скорость отверждения вдоль длины формующей части 180. Посредством валов 200 оказывают давление на формующую часть 180 для обеспечения давления, требующегося для отверждения. Во время пропуска формующей части 180 и волокон 130 между смежными формующими станциями 115 продукт можно охлаждать, если это требуется (либо посредством воздействия на окружающую среду между смежными формующими станциями 115, либо посредством регулирования температуры в зонах охлаждения), и газ или пар (побочные продукты) можно пропускать через формующую часть 180. Это невозможно осуществлять в типичном процессе получения одноосно ориентированного материала, так как неподвижные формующие части 30 (см. фиг.1) обычно являются непроницаемыми. В некоторых вариантах осуществления на одной или большем количестве формующих станций 115 формующую часть 180 и волокна 130 охлаждают до температуры, которая ниже температуры стеклования связующего. Таким образом можно поддерживать форму формующей части 180 и волокон 130, подаваемых из формующих станций 115. В других вариантах осуществления формующую часть 180 и волокна 130 не охлаждают ниже температуры стеклования до тех пор, пока формующая часть 180 и волокна 130 не будут выпущены из формующих станций 115, для обеспечения возможности выполнения финальных манипуляций с формующей частью 180 и волокнами 130, для придания окончательной требуемой формы и/или для формирования любых поверхностных конфигураций (например, ребер, выступов, углублений и/или других соответствующих поверхностных конфигураций).
В типичном процессе зазоры между любыми станциями должны быть минимизированы таким образом, чтобы оказывалась надлежащая поддержка волокнам вдоль всей длины конвейерной линии. В противоположность этому, проиллюстрированные формующие станции 115 отдалены друг от друга на расстояние в направлении продвижения формующей части, так как посредством формующей части 180 обеспечивают достаточную поддержку волокнам 130 между формующими станциями 115. Благодаря наличию пространства между формующими станциями 115 обеспечивается возможность выхода воздуха и воды из формующей части 180 и волокон 130. Кроме того, отдаленные друг от друга формующие станции 115 расположены вдоль большего расстояния, чем если бы формующие станции 115 были бы расположены непосредственно рядом друг с другом. Благодаря увеличенному общему расстоянию, на котором расположены формующие станции 115, обеспечивается возможность перемещения формующей части 180 через формующие станции 115 с более высокой скоростью, обеспечивая при этом частичное или полное отверждение в формующих станциях 115. Таким образом, посредством использования большего количества формующих станций 115 и отдаленных друг от друга формующих станций 115, скорость процесса может быть увеличена, и таким образом увеличены производительность и прибыльность. Посредством уменьшения расстояния между формующими станциями 115 также уменьшают капиталовложения в строительство и размещение конвейерной линии, в сравнении с линией, в которой формующие станции расположены рядом друг с другом по всей длине линии формования. Формующие станции 115 могут быть модульными, чтобы можно было добавлять, удалять или ремонтировать одну или большее количество формующих станций 115 без существенного снижения производительности. Вместо приостановки работы всей конвейерной линии (что требовалось бы при эксплуатации линий, в которых используют одну неподвижную формующую часть), производство можно приостанавливать только на короткий период времени для обеспечения возможности установки, удаления или замены одной или большего количества формующих станций 115. Удаленную формующую станцию 115 можно ремонтировать или хранить, тогда как конвейерная линия может работать.
Посредством одной или большего количества формующих станций 115 (см. фиг.10-15) можно также динамически манипулировать формующей частью 180 и волокнами 130 для ускорения сплошного смачивания и гомогенного отверждения. Процесс смачивания ускоряется в результате изменений сдвиговой вязкости, которые побуждаются посредством динамической модификации площади поперечного сечения матричного композита. Дополнительное интенсивное смешивание матричного композита может побуждаться посредством выборочного увеличения и уменьшения механического давления, прикладываемого посредством формующей станции 115. В некоторых вариантах осуществления формующая станция 115 может быть выполнена таким образом, чтобы происходило неполное смачивание волокон 130 для повышения гибкости волокон 130 при отверждении.
В некоторых вариантах осуществления направляющие могут быть выполнены с возможностью постепенного увеличения прикладываемого механического давления по длине формующей части 180. В некоторых вариантах осуществления увеличение давления производят посредством перемещения волокон 130 через сужающуюся, неподвижную, формующую часть, содержащую отверстие с уменьшающимся диаметром вдоль ее длины. В других вариантах осуществления увеличение механического давления может производиться посредством перемещения волокон 130 через последовательность неподвижных формующих частей, каждая из которых содержит последовательно расположенные отверстия меньшего диаметра. В некоторых вариантах осуществления отверстия в неподвижных формующих частях могут иметь различные формы и размеры для динамического изменения поперечного сечения формы формующей части 180 и волокон 130.
В варианте осуществления, проиллюстрированном на фиг.10, валы 200 выполнены с возможностью постепенного увеличения прикладываемого механического давления по длине формующей части 180. Как таковая, площадь поперечного сечения формующей части 180 может быть уменьшена в каждой последующей паре валов 200. Этим способствуют сплошному смачиванию и уплотнению волокон 130. В других вариантах осуществления валы 200 могут быть выполнены с возможностью динамического изменения поперечного сечения формы формующей части 180 и волокон 130 (см. фиг.11-14). Например, формующая часть 180 может быть закатана с приданием ей овальной формы, которая принимает различные положения в чередующихся парах валов 200 для способствования дополнительному интенсивному смешиванию (см. фиг.11). Альтернативно формующая часть 180 может быть закатана с приданием ей множества различных других форм, например, формы овала, круга, прямоугольника, квадрата, треугольника и т.д. (см., например, фиг.12). В других вариантах осуществления с помощью одной или большего количества формующих станций 115 можно свернуть формующую часть 180 и волокна 130 вокруг центральной оси 120 (см. фиг.13). В других вариантах осуществления посредством одной или большего количества формующих станций 115 можно в чередующемся порядке увеличивать и уменьшать площадь поперечного сечения формующей части 180 (см. фиг.14). В еще других вариантах осуществления валы 200 могут быть смещены для создания волн в формующей части 180 и в волокнах 130 (см. фиг.15). В каждой из формующих станций 115 валы 200 и/или неподвижные формующие части могут занимать различное положение и иметь различную конфигурацию.
В некоторых вариантах осуществления конвейерная линия 100 может дополнительно содержать опаливающую станцию 210 для термической зачистки отвержденной поверхности композитной структуры (см. фиг.2). Опаливающую станцию 210 можно использовать для удаления формующей части, для обнажения частей волокон и/или для обеспечения обуглившейся оболочки, которая может обладать сродством с наружным связующим соединением, подобным портландцементу.
В некоторых вариантах осуществления конвейерная линия 100 может дополнительно содержать станцию 215 доотверждения. Станция 215 доотверждения может содержать один или большее количество нагревательных элементов для обеспечения любого необходимого дополнительного времени отверждения и регулирования температуры. Кроме того, станция 215 доотверждения может содержать одно или большее количество механических устройств, пригодных для формирования структурного композита требуемой конечной формы. Например, структурный композит может быть согнут или отрезан и сложен с приданием ему формы С-образного канала, формы двутавровой балки, спиральной формы или другой требуемой формы.
В некоторых вариантах осуществления конвейерная линия 100 может дополнительно содержать упаковочную станцию 220. Упаковочная станция 220 может содержать одно или большее количество резальных устройств, пригодных для отрезания структурного композита требуемой длины для продажи и отгрузки. Структурный композит может быть промаркирован с указанием информации о продукте, брендовой информации или другой индикации, а затем упакован для отгрузки.
Во время работы волокна 130 подают с ровинговой станции 105 и перемещают вдоль конвейерной линии 100 к станции 110 нанесения связующего. Волокна 130 на входе станции 110 нанесения связующего обычно отдалены друг от друга таким образом, что они проходят через первый участок относительно большой площади. Волокна 130 смачивают связующим или, в некоторых вариантах осуществления, смесью связующего, содержащего сцепляющий агент. В некоторых вариантах осуществления сцепляющий агент наносят на смоченные волокна 130, выводимые со станции 110 нанесения связующего.
Смоченные волокна 130 затем направляют в первую часть 195 формующей части 180, ближнюю к станции 110 нанесения связующего, где формующую часть 180 закатывают для оборачивания ее вокруг смоченных волокон 130. После оборачивания формующей части 180 вокруг смоченных волокон 130, волокна 130 сближают друг с другом. Смоченные волокна 130, охваченные формующей частью 180, затем подают к формующим станциям 115.
В формующих станциях 115 формующую часть 180 и смоченные волокна 130 сжимают между направляющими, например, комплектами валов 200 или неподвижных формующих частей, для смешивания связующего и волокон 130, для придания продукту требуемой формы. С помощью формующей части 180 смоченные волокна 130 отделяют от валов 200 и/или неподвижных формующих частей для предотвращения прилипания связующего к валам 200 и/или к неподвижным формующим частям. Повсеместно в области формующих станций 115 осуществляют нагрев для ускорения отверждения связующего. Во время пропуска формующей части 180 между смежными формующими станциями можно охлаждать матрицу и/или отводить побочные продукты в виде газа и пара.
Во время формования частицы 178a сцепляющего агента рассеивают среди волокон 130 и обеспечивают увеличение трения между смежными волокнами 130 (см. фиг.16). Соответственно, с помощью сцепляющего агента можно уменьшить межслойное скольжение для получения более консистентного и качественного структурного композита. Частицами 178a сцепляющего агента можно также заполнять полости между волокнами 130, способствуя проникновению смолы и приданию требуемых триксотропных свойств.
В некоторых вариантах осуществления частицы 177b сцепляющего агента наносят на формующую часть 180 и/или на волокна 130 до или после завершения отверждения. Частицы 177b сцепляющего агента могут быть выбраны с целью повышения характеристик физического скрепления между готовой композицией волокон 130 и связующего, и материалом, с которым готовая композиция будет соединена, например, с бетоном.
Различные отличительные особенности изобретения представлены в последующей формуле изобретения.
Изобретение относится к способу изготовления конструктивного элемента. Техническим результатом является повышение скорости и производительности процесса производства конструктивного элемента. Технический результат достигается способом изготовления конструктивного элемента, который включает перемещение множества волокон вдоль конвейерной линии, нанесение связующего на отдаленные друг от друга волокна, проводимые через первую площадь, нанесение сцепляющего агента по меньшей мере на одно волокно и связующее. Использование сужающейся формующей части, содержащей: первую часть, имеющую первый больший диаметр, предназначенную для приема волокон, и вторую часть, имеющую второй меньший диаметр, расположенную ниже по потоку от первой части. Процесс направления волокон вдоль формующей части и уменьшения расстояния между множеством волокон с помощью формующей части. После уменьшения расстояния между множеством волокон волокна пропускают через вторую площадь, которая меньше первой площади, и множество волокон формуют с помощью формующей станции. С помощью сцепляющего агента увеличивают трение по меньшей мере между одним волокном и либо смежным волокном, либо формующей частью во время формования. 13 з.п. ф-лы, 16 ил.
1. Способ изготовления конструктивного элемента, включающий:
перемещение множества волокон (130) вдоль конвейерной линии (100);
нанесение связующего по меньшей мере на одно из волокон (130), причем при нанесении связующего волокна (130) разнесены друг от друга и перекрывают первую площадь;
нанесение первого сцепляющего агента (178a) на связующее и смешивание первого сцепляющего агента со связующим до нанесения связующего;
нанесение второго сцепляющего агента (178b) по меньшей мере на одно из множества волокон (130) после нанесения связующего;
обеспечение формующей части (180), содержащей первую часть (195), имеющую первый диаметр и расположенную с возможностью приема волокон (130), и вторую часть, имеющую второй диаметр и расположенную ниже по потоку от первой части (195), причем первый диаметр больше второго диаметра, и формующая часть (180) сужается от первой части (195) ко второй части;
направление волокон вдоль формующей части (180);
уменьшение расстояния между множеством волокон (130) с помощью формующей части (180), причем после уменьшения расстояния между множеством волокон (130), волокна (130) перекрывают вторую площадь, которая меньше первой площади; и
после уменьшения, формование множества волокон (130) посредством формующей станции (115),
при этом во время формования посредством сцепляющего агента увеличивают трение между по меньшей мере одним из волокон (130) и либо смежным волокном, либо формующей частью.
2. Способ по п.1, согласно которому нанесение сцепляющего агента включает внесение сцепляющего агента на связующее и смешивание сцепляющего агента со связующим до нанесения связующего.
3. Способ по п.1, согласно которому нанесение сцепляющего агента включает нанесение сцепляющего агента по меньшей мере на одно из множества волокон (130) после нанесения смеси связующего.
4. Способ по п.1, согласно которому перемещение множества волокон (130) включает перемещение множества базальтовых волокон (130) и согласно которому сцепляющий агент является более мягким, чем множество базальтовых волокон (130).
5. Способ по п.1, согласно которому сцепляющий агент обладает твердостью по Мосу, составляющей 6 единиц или менее.
6. Способ по п.1, согласно которому сцепляющий агент представляет собой порошок, содержащий по меньшей мере один материал, выбранный из группы, состоящей из: диатомовой земли, талька, слюды, перлита, карбоната кальция, каллоидальной двуокиси кремния, кварца, окиси алюминия, карбида кремния, углеродной сажи и нетрубчатого углерода.
7. Способ по п.1, согласно которому сцепляющий агент содержит диатомовую землю.
8. Способ по п.1, согласно которому размер частиц сцепляющего агента меньше размера множества волокон (130).
9. Способ по п.1, согласно которому размер частиц сцепляющего агента меньше 17 мкм.
10. Способ по п.1, согласно которому размер частиц сцепляющего агента составляет от 0,0021 дюйма до 0,021 дюйма (от 0,053 мм до 0,533 мм).
11. Способ по п.1, согласно которому перемещение множества волокон (130) вдоль конвейерной линии (100) включает перемещение множества волокон (130) со скоростью, большей приблизительно 20 фут/мин (6,1 м/мин), и согласно которому формующую часть (180) перемещают вместе с множеством волокон (130) вдоль по меньшей мере части конвейерной линии (100).
12. Способ по п.1, согласно которому сцепляющий агент является неметаллическим порошком.
13. Способ по п.1, согласно которому формующая часть (180) изготовлена из расходуемой пленки.
14. Способ по п.1, дополнительно включающий отверждение волокон после выпуска волокон из формующей станции.
| WO 2014182825 A2, 13.11.2014 | |||
| US 20070204948 A1, 06.09.2007 | |||
| СПОСОБ ПОВЕРКИ ПОТЕНЦИОМЕТРА | 0 |
|
SU179838A1 |
| Устройство управления периферийной системой | 1975 |
|
SU590724A1 |
| US 20130167502 A1, 04.07.2013 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЛИННОМЕРНЫХ ПРОФИЛЬНЫХ ИЗДЕЛИЙ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2210501C1 |
| Устройство для автоматического снятия холстов и освобождения скалки на трепальных машинах | 1957 |
|
SU112664A1 |

