Настоящее изобретение относится к установке по изготовлению фильтрующих стержней для использования в производстве курительных изделий, таких как сигареты с фильтром.
Сигареты с фильтром обычно содержат стержень из табачного резаного наполнителя, окруженный бумажной оберткой, и цилиндрический фильтр, выровненный торец к торцу с обернутым табачным стержнем и прикрепленный к нему с помощью ободковой бумаги. Фильтр обычно состоит из одной или более заглушек из волоконного фильтрующего материала. Один подходящий волоконный фильтрующий материал представляет собой ацетилцеллюлозный жгут, который часто обрабатывают пластификатором, таким как триацетин. Указанные одна или более заглушек окружены бумажным материалом, обычно именуемым «фицеллой».
Производство фильтрующих стержней из непрерывного волоконного фильтрующего жгута включает в себя перемещение фильтрующего жгута в продольном в целом направлении через последовательные этапы обработки для выравнивания волокон жгута и нанесения пластификатора и/или других добавок на волокна перед собиранием и сжатием жгута и приданием ему заданной формы, такой как форма по существу цилиндрического стержня. В дополнение, процесс производства включает в себя обертывание волоконного жгута в фицеллу с целью производства обернутого фильтрующего стержня.
С этой целью, установка по изготовлению фильтрующих стержней содержит обертывающую станцию для приема волоконного жгута, которому придана форма стержня, из формирующей станции, и для обертывания волоконного жгута, которому придана форма стержня, в фицеллу с образованием непрерывного фильтрующего стержня. Обертывающая станция содержит бесконечный ленточный конвейер (например, в качестве форматной ленты), выполненный с возможностью продвижения в заданном направлении вдоль бесконечного тракта; и подающее устройство для подачи ленты фицеллы на ленточный конвейер на первом участке указанного тракта. Кроме того, обертывающая станция содержит направляющие элементы для постепенной трансформации конвейера в трубку на втором участке указанного тракта, расположенном дальше по ходу потока относительно первого участка, путем перемещения боковых кромок конвейерной ленты в направлении друг друга. Установки этого типа по изготовлению фильтрующих стержней описаны в US 4768526.
Более конкретно, конвейер обычно содержит конвейерную ленту, проходящую в виде замкнутого контура вокруг двух опорных роликов. Одна ветвь конвейерной ленты проходит с возможностью скольжения вдоль продольной канавки, выполненной в направляющем элементе или форматной базе. Указанная канавка имеет поперечное сечение, которое непрерывно изменяется межу входным и выходным концами направляющей и является по существу цилиндрическим на выходном конце. Конвейерная лента, скользящая в указанной канавке, образует форматную ленту, посредством которой лента фицеллы, движущаяся от первого участка указанного тракта, направляется и обертывается вокруг стержня из волоконного жгута на втором участке указанного тракта. Таким образом, в обертывающей станции лента фицеллы обертывается вокруг волоконного жгута, которому придана форма стержня, так что происходит перекрытие краевых участков ленты фицеллы.
Кроме того, установка по изготовлению фильтрующих стержней содержит склеивающие средства для нанесения подходящего адгезива на одну или на обе боковых кромки ленты фицеллы, так что при их перекрытии они приклеиваются друг к другу. Адгезив может наноситься на оберточный ленточный материал в зоне нанесения, проходящей вдоль обертывающей форматной базы, или, в других примерах, раньше по ходу потока относительно места ввода оберточного ленточного материала внутрь форматной базы обертывающей станции.
Например, термически активируемый адгезив может наноситься на одну или на обе боковых кромки ленты фицеллы, и установка по изготовлению фильтрующих стержней дополнительно содержит источник тепла для активации адгезива, расположенный в месте по ходу форматной базы.
В дополнение, установка по изготовлению фильтрующих стержней содержит средства для охлаждения адгезива с целью инициирования быстрого схватывания адгезива. В частности, известны установки по изготовлению фильтрующих стержней, содержащие охлаждающий брус, функционально соединенный с бесконечным ленточным конвейером в месте, расположенном по ходу тракта оберточного ленточного материала дальше по ходу потока относительно источника тепла. Один такой охлаждающий брус обычно выполнен с возможностью нахождения, во время использования, при температуре от примерно -5 градусов по Цельсию до примерно 6 градусов по Цельсию. Таким образом обеспечивается, чтобы в процессе прохождения обернутого стержня вдоль охлаждающего бруса происходило схватывание адгезива и образовывался клееный продольный шов.
Изготовленный таким образом обернутый фильтрующий стержень может затем быть нарезан на сегменты, имеющие заданную длину, для получения фильтрующих заглушечных элементов. В частности, установка по изготовлению фильтрующих стержней содержит режущий узел в месте, расположенном дальше по ходу потока относительно охлаждающего бруса, для резки непрерывного обернутого фильтрующего стержня, выходящего из обертывающей станции, на фильтрующие стержневые части, имеющие длину, соответствующую нескольким фильтрующим заглушечным элементам. Эти фильтрующие стержневые части могут затем быть транспортированы в машину для объединения фильтров с табачными стержнями или в машину для скрепления ободковой бумагой с целью прикрепления к табачному стержню. С этой целью, выходная станция установки по изготовлению фильтрующих стержней содержит транспортный барабан, содержащий множество желобков, выполненных с возможностью приема фильтрующих стержневых частей, выходящих из обертывающей станции, и транспортировки этих фильтрующих стержневых частей к другому рабочему модулю.
Для некоторых сфер применения может быть предпочтительно использование жесткого утолщенного оберточного ленточного материала с тем, чтобы обеспечить более высокую жесткость фильтра. Однако это способно затруднить образование фильтрующего стержня с низкой овальностью. Кроме того, из-за повышения трения между жестким оберточным ленточным материалом и частями установки по изготовлению фильтрующих стержней по ходу тракта оберточного ленточного материала, генерируется большее количество тепла и в результате может снизиться склеивающая эффективность охлаждающего бруса.
В то же самое время, вследствие того, что жесткому утолщенному оберточному ленточному материалу свойственна повышенная тенденция к упругому возврату в его исходное плоское состояние, требуется большее количество адгезива для надлежащего склеивания перекрывающихся боковых кромок оберточного ленточного материала, наматываемого вокруг волоконного жгута, которому придана форма стержня. Однако это может иметь нежелательный эффект, состоящий в том, что избыточный адгезив накапливается на поверхностях транспортного барабана, принимающих указанные части обернутого фильтрующего стержня на выходе из обертывающей станции. Вследствие этого может потребоваться часто останавливать установку по изготовлению фильтрующих стержней, и таким образом возможно нежелательное увеличение времени простоя оборудования.
Следовательно, было бы желательно создать такую установку по изготовлению фильтрующих стержней для использования в производстве курительных изделий, которая обеспечила бы возможность эффективного устранения вышеуказанных недостатков. В частности, было бы желательно создать одну такую установку, которая обеспечила бы возможность значительного снижения времени простоя оборудования при одновременном обеспечении того, чтобы фильтрующие стержни, получаемые с помощью этой установки, удовлетворяли необходимым производственным требованиям, например, с точки зрения качества склеивания, овальности, визуального восприятия и т.п.
Согласно аспекту настоящего изобретения, предложена установка по изготовлению фильтрующих стержней для использования в производстве курительных изделий. Установка содержит рабочую станцию для приема материала фильтрующих заглушек и оберточного ленточного материала и для образования обернутого фильтрующего стержня из материала фильтрующих заглушек и оберточного ленточного материала. Установка содержит также по меньшей мере одно режущее лезвие для резки обернутого фильтрующего стержня на удлиненные стержневые сегменты. Кроме того, установка содержит транспортное устройство, содержащее вращающийся барабан, имеющий на внешней поверхности барабана множество расположенных через промежутки желобков, выполненных и расположенных с возможностью приема удлиненных стержневых сегментов во время вращения барабана. Барабан дополнительно содержит стопорные средства, которые расположены на одном конце каждого из желобков и напротив которых располагаются удлиненные фильтрующие стержни при их размещении внутри желобков. Указанные стопорные средства содержат штырь с основным цилиндрическим корпусом, имеющим первый диаметр (D1) и проходящим вдоль оси (F) желобка между первым концом, на котором штырь прикреплен к раме барабана, и вторым концом, противоположным первому концу. Кроме того, штырь содержит упорный участок, проходящий вдоль оси (F) от второго конца основного цилиндрического корпуса, имеющий второй диаметр (D2), меньший первого диаметра (D1), и образующий по существу плоскую поверхность для упирания конца удлиненного фильтрующего стержня.
Термин «овальность» используется в настоящем документе для описания формы поперечного сечения фильтрующего стержня и, в частности, для описания степени его отклонения от правильного круга. В данном случае овальность может быть выражена как длина, и ее математическое определение приведено ниже:
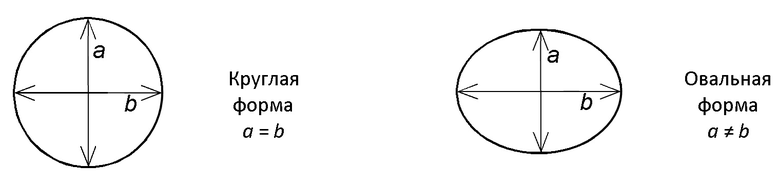
овальность=(b - a).
Для определения овальности сегмента фильтрующего стержня, один его конец наблюдают вдоль продольного направления фильтрующего стержня. Например, фильтрующий стержень может быть размещен своим концом на прозрачной подставке таким образом, чтобы изображение конца фильтрующего стержня записывалось с помощью подходящего съемочного устройства, размещенного ниже подставки. Размер «a» принимается в качестве наименьшего внешнего диаметра сегмента на его расположенном дальше по ходу потока конце, и размер «b» принимается в качестве наибольшего внешнего диаметра сегмента на его расположенном дальше по ходу потока конце. Процесс повторяют для всех десяти фильтрующих стержней, имеющих одинаковую конструкцию, и арифметическое среднее по десяти результатам измерения овальности регистрируют в качестве овальности для данной конструкции фильтрующего стержня.
В отличие от известных установок, предложенная установка по изготовлению фильтрующих стержней оснащена усовершенствованным транспортным устройством для доставки вновь образованных фильтрующих стержневых сегментов. Транспортное устройство содержит вращающийся барабан с множеством желобков, расположенных через промежутки на внешней поверхности барабана, причем указанные желобки выполнены и расположены с возможностью приема удлиненных стержневых сегментов во время вращения барабана. Барабан содержит стопорные средства, которые расположены на одном конце каждого из желобков и в которые упираются удлиненные фильтрующие стержни при их размещении внутри желобков. Стопорные средства содержат штырь, образующий по существу плоскую поверхность для упирания конца удлиненного фильтрующего стержня. На том конце, который при использовании приходит в контакт с удлиненным фильтрующим стержнем, штырь содержит участок, имеющий уменьшенный диаметр по сравнению с основным цилиндрическим корпусом штыря.
Благодаря наличию одного такого стопорного средства, которое обеспечивает уменьшенную площадь поверхности для непосредственного контакта с вновь образованными фильтрующими стержневыми сегментами, обеспечивается преимущество, состоящее в значительном снижении вероятности накопления адгезива на стопорных средствах. Без привлечения теории понятно, что упорный конец штыря контактирует с центральным в радиальном направлении участком фильтрующих стержневых сегментов, где в целом не ожидается присутствие адгезива. В то же самое время, остается небольшой зазор между стопорными средствами и периферийным участком фильтрующего стержневого сегмента, т.е. тем участком фильтрующего стержневого сегмента, где с наибольшей вероятностью может быть обнаружен адгезив, поскольку он был нанесен для образования клееного шва между перекрывающимися продольными боковыми кромками оберточного ленточного материала.
Соответственно, значительно сокращается количество и частота остановов установки по изготовлению фильтрующих стержней и таким образом обеспечивается преимущество, состоящее в сокращении времени простоя оборудования в целом. Таким образом, установка по изготовлению фильтрующих стержней согласно настоящему изобретению особенно полезна при производстве фильтрующего стержня, содержащего жесткую утолщенную обертку, или в любом случае, когда требуется большее количество адгезива для надежного и безопасного приклеивания оберточного ленточного материала вокруг материала фильтрующих заглушек. Как будет ясно из нижеследующего описания, с помощью некоторых предпочтительных вариантов осуществления обеспечивается возможность достижения дополнительных полезных улучшений, относящихся к характеристикам фильтрующего стержня, таким как качество склеивания, овальность и визуальное восприятие.
Установка согласно настоящему изобретению содержит рабочую станцию для приема материала фильтрующих заглушек и оберточного ленточного материала и образования обернутого фильтрующего стержня из материала фильтрующих заглушек и оберточного ленточного материала. В дополнение, установка содержит по меньшей мере одно режущее лезвие для резки обернутого фильтрующего стержня на удлиненные стержневые сегменты. Кроме того, установка содержит транспортное устройство для доставки вновь образуемых удлиненных стержневых сегментов. Транспортное устройство содержит вращающийся барабан, имеющий на внешней поверхности барабана множество расположенных через промежутки желобков, выполненных и расположенных с возможностью приема удлиненных стержневых сегментов во время вращения барабана. Барабан дополнительно содержит стопорные средства, которые расположены на одном конце каждого из желобков и напротив которых располагаются удлиненные фильтрующие стержни при их размещении внутри желобков. Стопорные средства содержат штырь с основным цилиндрическим корпусом, имеющим первый диаметр (D1) и проходящим вдоль оси (F) желобка между первым концом, на котором штырь прикреплен к раме барабана, и вторым концом, противоположным первому концу. Кроме того, штырь содержит упорный участок, проходящий вдоль оси (F) от второго конца основного цилиндрического корпуса, имеющий второй диаметр (D2), меньший первого диаметра (D1), и образующий по существу плоскую поверхность для упирания конца удлиненного фильтрующего стержня. Предпочтительно, упорный участок имеет цилиндрическую форму.
Второй диаметр (D2) предпочтительно составляет менее чем примерно 80 процентов от первого диаметра (D1). В дополнение или в других примерах, второй диаметр составляет по меньшей мере примерно 50 процентов от первого диаметра (D1). Эти значения являются предпочтительными, поскольку достаточно широкая кольцевая область на периферии фильтрующего стержневого сегмента не упирается в плоскую поверхность стопорных средств и таким образом сводится к минимуму вероятность того, что адгезив может быть захвачен барабаном. В некоторых особо предпочтительных вариантах осуществления второй диаметр (D2) составляет примерно 75 процентов от первого диаметра. Например, первый диаметр (D1) может составлять 8 мм, а второй диаметр (D2) может составлять 6 мм.
Предпочтительно, длина (L) упорного участка, измеряемая вдоль оси (F) желобка, составляет по меньшей мере примерно 0,5 мм. В дополнение или в других примерах, длина (L) упорного участка, измеряемая вдоль оси (F) желобка, составляет менее чем примерно 2 мм. Эти значения являются предпочтительными, поскольку в результате образуется достаточно широкий осевой зазор между периферийной областью фильтрующего стержневого сегмента и плоской поверхностью стопорных средств. Это также способствует минимизации вероятности того, что адгезив может быть захвачен барабаном. В некоторых особо предпочтительных вариантах осуществления длина (L) упорного участка, измеряемая вдоль оси (F) желобка, составляет примерно 1 мм.
Рабочая станция установки обычно содержит форматную базу, функционально соединенную с бесконечным ленточным конвейером и выполненную с возможностью приема материала фильтрующих заглушек и оберточного ленточного материала и обертывания оберточного ленточного материала вокруг материала фильтрующих заглушек таким образом, чтобы первая и вторая продольные кромки оберточного ленточного материала перекрывались с образованием обернутого фильтрующего стержня. В дополнение, рабочая станция содержит аппликатор для нанесения термически активируемого адгезива для склеивания перекрывающихся первой и второй продольных кромок оберточного ленточного материала. Термически активируемый адгезив может наноситься на одну или на обе продольных боковых кромки оберточного ленточного материала.
Рабочая станция дополнительно содержит источник тепла для активации адгезива, расположенный в месте по ходу форматной базы. Более конкретно, форматная база предпочтительно функционально соединена с нагревательным брусом, выполненным с возможностью подачи тепла на перекрывающиеся первую и вторую боковые продольные кромки оберточного ленточного материала, при одновременной поддержке продольных боковых кромок бесконечного ленточного конвейера, совершающих скользящее продвижение внутри форматной базы. Нагревательный брус предпочтительно содержит канавку, имеющую дугообразный профиль для по меньшей мере частичного размещения обернутого фильтрующего стержня, подвергаемого заклеиванию.
Еще более предпочтительно, нагревательный брус содержит пару ребер нагревательного бруса, каждое из которых ограничивает канавку нагревательного бруса с одной стороны и образует опорную поверхность с другой стороны, так что опорные поверхности ребер выполнены с возможностью поддержки продольных боковых кромок бесконечного ленточного конвейера в V-образной компоновке (на виде в поперечном сечении), когда происходит скользящее продвижение конвейерной ленты вдоль форматной базы.
На практике, нагревательный брус расположен таким образом, что канавка нагревательного бруса обращена к верхней поверхности конвейерной ленты, продвигающейся внутри канавки форматной базы. Во время продвижения конвейерной ленты вдоль форматной базы продольные боковые кромки конвейерной ленты скользят по (внешним) опорным поверхностям ребер нагревательного бруса, и обернутый фильтрующий стержень, подвергаемый заклеиванию, оказывается по существу заключенным между верхней поверхностью конвейерной ленты и поверхностью канавки нагревательного бруса. Таким образом обеспечивается преимущество, состоящее в том, что предотвращается перемещение конвейерной ленты с удалением от правильно центрированного положения внутри форматной базы. Кроме того, таким образом обеспечивается преимущество, состоящее в содействии образованию фильтра с низкой овальностью.
Предпочтительно, ребра нагревательного бруса имеют по существу треугольное сечение, а опорные поверхности являются наклонными, так что продольные боковые кромки конвейерной ленты образуют между собой (в V-образной компоновке) угол, составляющий по меньшей мере примерно 30 градусов. Более предпочтительно, опорные поверхности наклонены таким образом, что продольные боковые кромки конвейерной ленты образует между собой угол, составляющий по меньшей мере примерно 45 градусов. В некоторых предпочтительных вариантах осуществления опорные поверхности наклонены таким образом, что продольные боковые кромки конвейерной ленты образуют угол, составляющий примерно 60 градусов.
Кроме того, рабочая станция предпочтительно содержит охлаждающий брус, функционально и термически соединенный с форматной основой и бесконечным ленточным конвейером для охлаждения и инициирования схватывания адгезива. Охлаждающий брус расположен дальше по ходу потока относительно источника тепла. В предпочтительных вариантах осуществления охлаждающий брус расположен непосредственно после нагревательного бруса по ходу потока и может быть установлен на том же самом кронштейне.
Охлаждающий брус содержит продольную канавку, проходящую между входным концом охлаждающего бруса и выходным концом охлаждающего бруса, и расположен таким образом, что продольная канавка обращена к верхней поверхности конвейерной ленты, продвигающейся внутри канавки форматной базы, так что эта канавка выполнена с возможностью по меньшей мере частичного приема обернутого фильтрующего стержня. Предпочтительно, на входном конце охлаждающего бруса поперечное сечение канавки является по существу полукруглым.
На практике, охлаждающий брус расположен на расстоянии от форматной базы, так что между форматной базой и охлаждающим брусом образован канал для конвейерной ленты. Канавка предпочтительно ограничена в боковом направлении посредством боковых ребер, образующих соответствующие внешние упорные поверхности, выполненные с возможностью взаимодействия с продольными боковыми кромками конвейерной ленты, продвигающейся между охлаждающим брусом и форматным основанием, и площадь поперечного сечения канавки предпочтительно уменьшается между входным концом охлаждающего бруса и выходным концом охлаждающего бруса.
Соответственно, когда конвейерная лента продвигается вдоль форматной базы, расстояние между обращенными друг к другу поверхностями продольных боковых кромок конвейерной ленты увеличивается, поскольку конвейерная лента достигает охлаждающего стержня и продольные боковые кромки конвейерной ленты приходят в контакт с боковыми ребрами канавки охлаждающего стержня. Это обеспечивает преимущество, поскольку конвейерная лента таким образом удерживается от последующего скольжения по остальной части охлаждающего стержня, и в результате охлаждающий брус не нагревается из-за трения конвейерной ленты об охлаждающий брус. При этом обернутый фильтрующий стержень с термически активируемым адгезивом, склеивающим перекрывающиеся боковые кромки оберточного ленточного материала, удерживается и продвигается между верхней поверхностью конвейерной ленты и поверхностью канавки охлаждающего бруса. В результате происходит охлаждение адгезива, нанесенного между перекрывающимися продольными боковыми кромками оберточного ленточного материала и предварительно нагретого с помощью источника тепла, и обеспечивается возможность быстрого схватывания адгезива.
В некоторых предпочтительных вариантах осуществления установка дополнительно содержит средства сжатия, функционально связанные с форматным основанием, расположенные на дальнем по ходу потока конце форматной базы и выполненные с возможностью взаимодействия с обернутым фильтрующим стержнем в месте, расположенном по ходу перекрывающихся первой и второй продольных кромок оберточного ленточного материала. Средства сжатия выполнены и расположены с возможностью приложения к обернутому фильтрующему стержню сжимающей нагрузки, направленной по существу вдоль радиального направления обернутого фильтрующего стержня. Это особенно полезно в случае использования жесткого или утолщенного материала, поскольку наличие одних таких средств сжатия эффективно противодействует свойственной намотанному оберточному ленточному материалу тенденции к перемещению с удалением от строго цилиндрического расположения вокруг материала фильтрующих заглушек, что, как считается, является одной из основных причин овальности.
Предпочтительно, средства сжатия содержат взаимодействующий участок, имеющий по существу сферическую форму. Это обеспечивает преимущество, состоящее в том, что обеспечивается более плавное взаимодействие между средствами сжатия и внешней поверхностью обернутого фильтрующего стержня, так что гладкость поверхности обернутого фильтрующего стержня не страдает существенным образом и в то же самое время снижается овальность. Соответственно, обеспечивается преимущество, состоящее в улучшении общего визуального восприятия обернутого фильтрующего стержня.
Настоящее изобретение будет дополнительно описано лишь на примерах, со ссылками на графические материалы на сопроводительных фигурах, на которых:
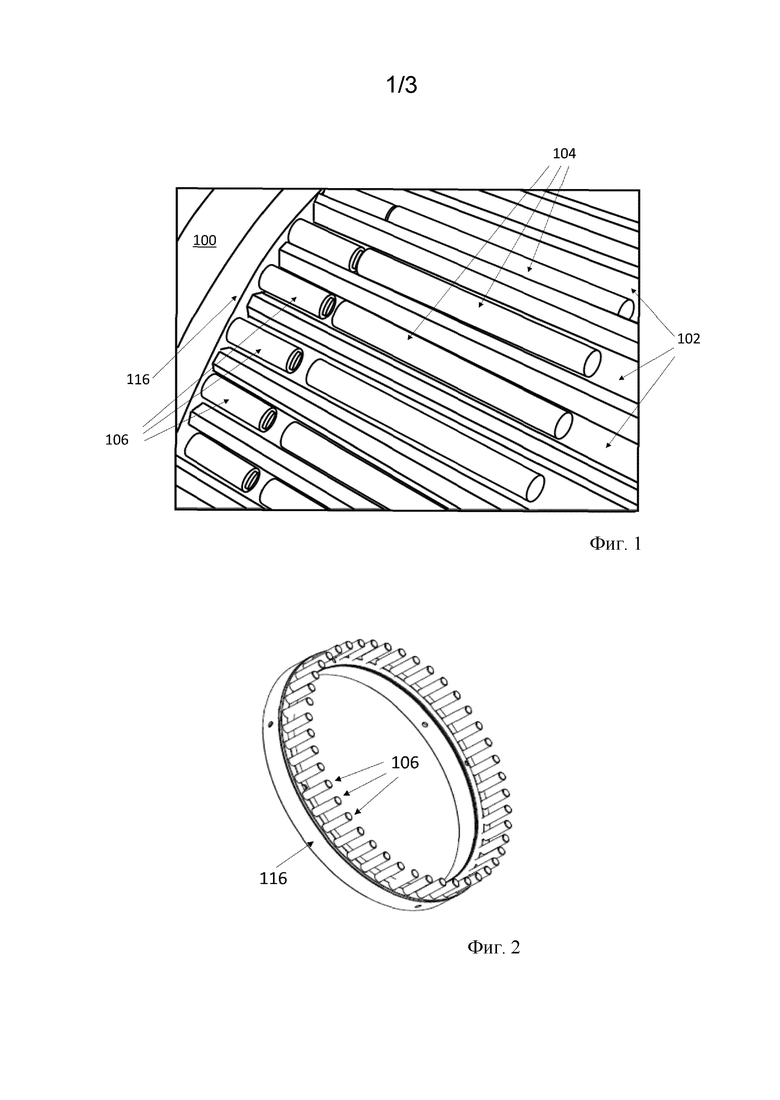
на фиг. 1 показан схематичный перспективный вид деталей транспортного устройства в установке согласно настоящему изобретению;
на фиг. 2 показан схематичный перспективный вид рамы барабана транспортного устройства по фиг. 1;
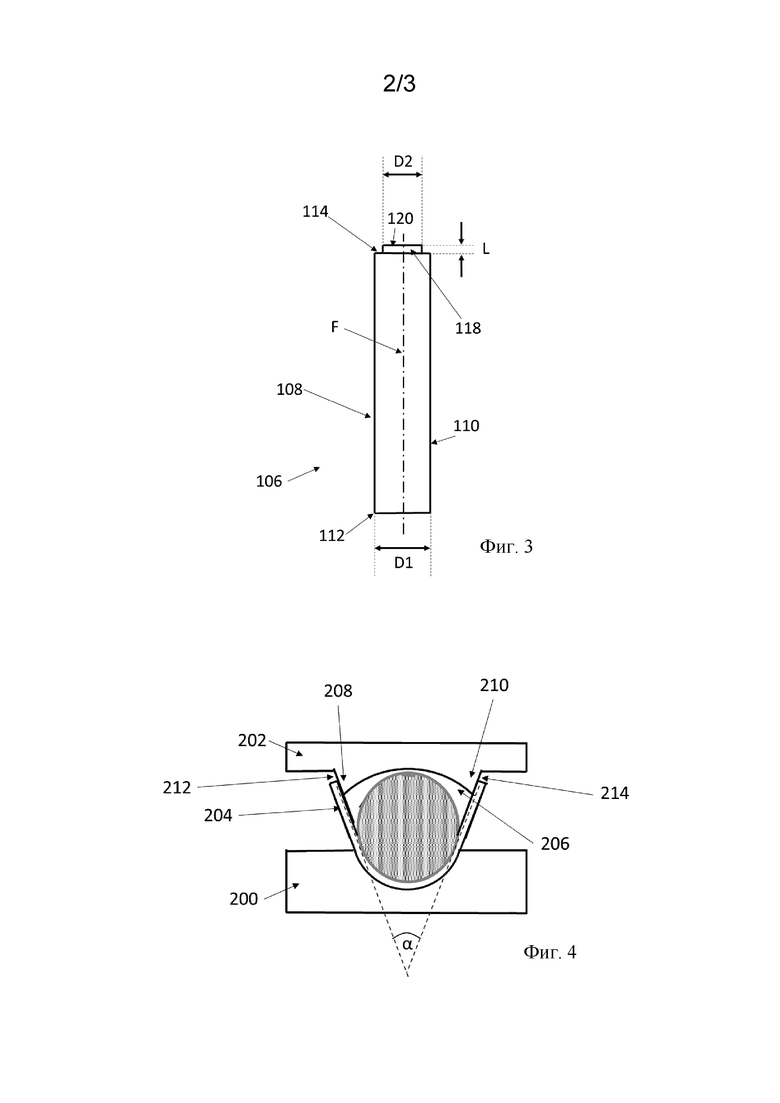
на фиг. 3 показан схематичный вид сбоку стопорных средств транспортного устройства по фиг. 1;
на фиг. 4 показан схематичный вид в поперечном сечении форматной базы и нагревательного бруса рабочей станции в предпочтительном варианте осуществления установки согласно настоящему изобретению;
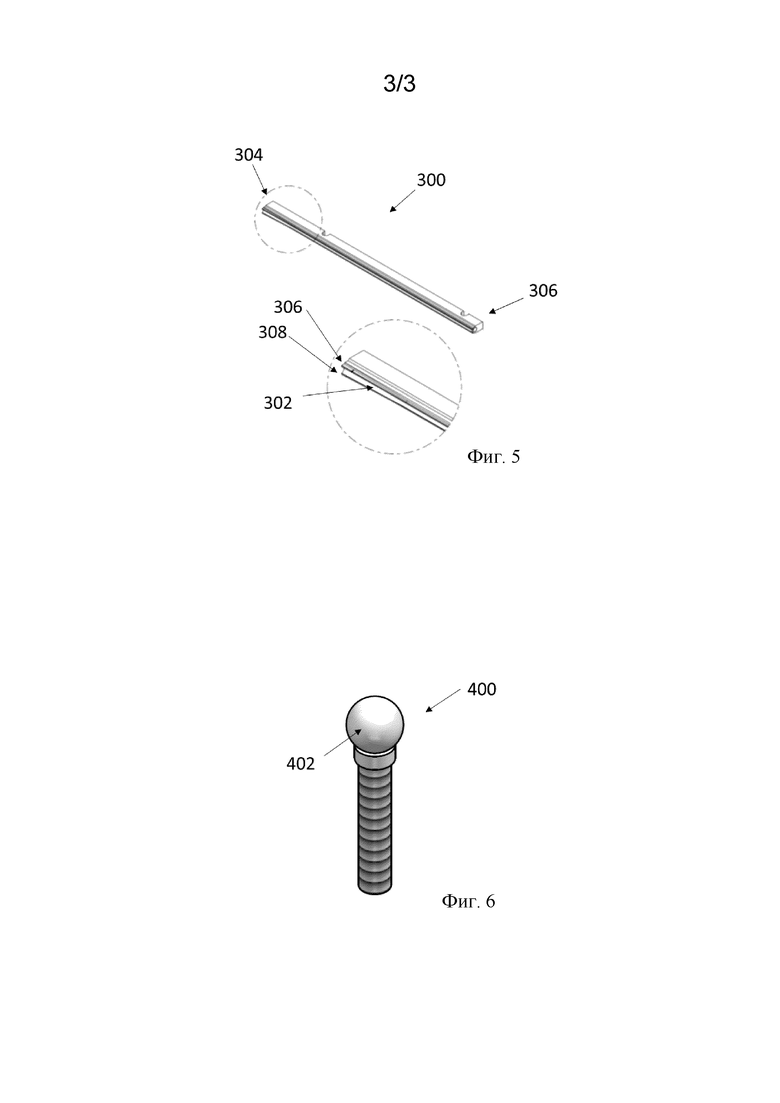
на фиг. 5 показан схематичный перспективный вид охлаждающего бруса в предпочтительном варианте осуществления установки согласно настоящему изобретению; и
на фиг. 6 показан схематичный вид сбоку средств сжатия в предпочтительном варианте осуществления установки согласно настоящему изобретению.
На фиг. 1 показана часть транспортного устройства установки согласно настоящему изобретению. Транспортное устройство содержит вращающийся барабан 100, имеющий множество расположенных через промежутки желобков 102 на внешней поверхности барабана 100. Желобки 102 выполнены и расположены с возможностью приема удлиненных стержневых сегментов 104 во время вращения барабана 100. Барабан 100 дополнительно содержит стопорные средства 106, которые расположены на одном конце каждого из желобков 102 и напротив которых располагаются удлиненные фильтрующие стержневые сегменты 104 при их размещении внутри желобков 102.
Как более подробно показано также на фиг. 3, стопорные средства 106 содержат штырь 108 с основным цилиндрическим корпусом 110, имеющим первый диаметр D1, составляющий примерно 8 мм, и проходящим вдоль оси (F) желобка между первым концом 112, на котором штырь прикреплен к раме 116 барабана (см. фиг. 2), которая установлена на барабане 100, и вторым концом 114, противоположным первому концу 112. Кроме того, штырь 108 содержит упорный участок 118, проходящий вдоль оси (F) от второго конца 114 основного цилиндрического корпуса 110. Упорный участок 118 имеет второй диаметр D2, составляющий примерно 6 мм. Упорный участок 118 образует по существу плоскую поверхность 120 для контакта с концом удлиненного сегмента 104 фильтрующего стержня. В варианте осуществления, показанном на фиг. 1-3, упорный участок 118 имеет цилиндрическую форму, и его длина L, измеряемая вдоль оси (F), составляет примерно 1 мм.
На фиг. 4 показан схематичный вид в поперечном сечении форматной базы 200 и нагревательного бруса 202 рабочей станции в предпочтительном варианте осуществления установки согласно настоящему изобретению. Форматная база 200 функционально соединена с бесконечным ленточным конвейером 204. Дополнительно, форматная база 200 выполнена с возможностью приема материала фильтрующих заглушек и оберточного ленточного материала и обертывания оберточного ленточного материала вокруг материала фильтрующих заглушек таким образом, чтобы первая и вторая продольные кромки оберточного ленточного материала перекрывались с образованием обернутого фильтрующего стержня. Форматная база 200 дополнительно функционально соединена с нагревательным брусом 202, который подает тепло для активации адгезива, нанесенного в месте, расположенном раньше по ходу потока, на одну или на обе продольных кромки оберточного ленточного материала. В то же самое время, нагревательный брус поддерживает продольные боковые кромки бесконечной конвейерной ленты 204, совершающей скользящее продвижение внутри форматной базы 200. Нагревательный брус 202 содержит канавку 206, имеющую дугообразный профиль для по меньшей мере частичного приема обернутого фильтрующего стержня, подвергаемого термическому заклеиванию. Как показано на фиг. 4, нагревательный брус 202 содержит пару ребер 208, 210 нагревательного бруса, каждое из которых ограничивает канавку 206 нагревательного бруса с одной стороны и образует опорную поверхность 212, 214 с другой стороны. Опорные поверхности 212, 214 ребер 208, 210 нагревательного бруса выполнены с возможностью поддержки продольных боковых кромок конвейерной ленты в V-образной компоновке, когда конвейерная лента совершает скользящее продвижение вдоль форматной базы 200. Объем, образуемый верхней поверхностью конвейерной ленты 204 и поверхностью канавки 206 нагревательного бруса, по существу заключает в себе обернутый фильтрующий стержень, подвергаемый заклеиванию. Во время использования это обеспечивает преимущество, состоящее в недопущении перемещения конвейерной ленты 204 с удалением от правильно центрированного положения и в содействии образованию обернутого фильтрующего стержня с низкой овальностью. В варианте осуществления по фиг. 4, ребра 208, 210 имеют по существу треугольное поперечное сечение, и опорные поверхности 212, 214 наклонены таким образом, что продольные боковые кромки конвейерной ленты образуют между собой угол α, составляющий примерно 60 градусов.
Рабочая станция установки согласно настоящему изобретению предпочтительно дополнительно содержит охлаждающий брус, функционально и термически соединенный с форматной базой и бесконечным ленточным конвейером с целью охлаждения и инициирования схватывания адгезива, нанесенного на продольные боковые кромки оберточного ленточного материала для их склеивания вокруг материала фильтрующих заглушек. Охлаждающий брус расположен сразу же после нагревательного бруса по ходу потока. Детали одного такого охлаждающего бруса 300 показаны на фиг. 5. Охлаждающий брус 300 содержит продольную канавку 302, проходящую между входным концом 304 охлаждающего бруса и выходным концом 306 охлаждающего бруса. Канавка 302 охлаждающего бруса выполнена с возможностью по меньшей мере частичного приема обернутого фильтрующего стержня. При использовании охлаждающий брус 300 располагается таким образом, чтобы его продольная канавка 302 была обращена к верхней поверхности конвейерной ленты, продвигающейся внутри канавки форматной базы, на расстоянии от форматной базы (не показана), так что между форматной базой и охлаждающим брусом образован канал для конвейерной ленты. На входном конце 304 охлаждающего бруса поперечное сечение канавки 302 охлаждающего бруса является по существу полукруглым. Канавка 302 охлаждающего бруса ограничена в боковом направлении посредством боковых ребер 306, 308, образующих соответствующие внешние упорные поверхности, выполненные с возможностью взаимодействия с продольными боковыми кромками конвейерной ленты, продвигающейся между охлаждающим брусом 300 и форматной базой. Площадь поверхности поперечного сечения канавки 302 уменьшается между входным концом 304 охлаждающего бруса и выходным концом 306 охлаждающего бруса. Таким образом, когда конвейерная лента продвигается вдоль форматной базы, расстояние между обращенными друг к другу поверхностями продольных боковых кромок конвейерной ленты увеличивается, поскольку конвейерная лента достигает входного конца 304 охлаждающего бруса и продольные боковые кромки конвейерной ленты приходят в контакт с боковыми ребрами 306, 308 охлаждающего бруса 300. Таким образом обеспечивается преимущество, состоящее в удержании конвейерной ленты от скольжения по остальной части охлаждающего бруса 300, расположенной дальше по ходу потока относительно входного конца 304 охлаждающего бруса, либо по меньшей мере в значительном ограничении взаимодействия между конвейерной лентой и охлаждающим брусом 300. В результате обеспечивается преимущество, состоящее в отсутствии значительного нагрева охлаждающего бруса 300 из-за трения между конвейерной лентой и охлаждающим брусом 300. В то же самое время, обернутый фильтрующий стержень продвигается между конвейерной лентой и поверхностью канавки охлаждающего бруса, так что адгезив, активированный посредством нагревательного бруса, становится термически соединенным с охлаждающим брусом, и обеспечивается возможность быстрого схватывания адгезива.
Средства 400 сжатия для использования в предпочтительном варианте осуществления установки согласно настоящему изобретению показаны на фиг. 6. Средства 400 сжатия функционально соединены с форматной базой, расположены на дальнем по ходу потока конце форматной базы и выполнены с возможностью взаимодействия с обернутым фильтрующим стержнем в месте, расположенном по ходу перекрывающихся первой и второй боковых продольных кромок оберточного ленточного материала. Более конкретно, средства 400 сжатия выполнены и расположены с возможностью приложения сжимающей нагрузки, направленной по существу вдоль радиального направления обернутого фильтрующего стержня. В варианте осуществления по фиг. 5 средства 400 сжатия содержат взаимодействующий участок 402, имеющий по существу сферическую форму.
Средства сжатия обеспечивают преимущество, состоящее в противодействии тенденции жесткого или утолщенного оберточного ленточного материала к перемещению с удалением от точного цилиндрического расположения вокруг материала фильтрующих заглушек во вновь образованном обернутом фильтрующем стержне, что считается причиной овальности. Кроме того, благодаря сферической форме, средства 400 сжатия обеспечивают более плавное взаимодействие между средствами 400 сжатия и внешней поверхностью обернутого фильтрующего стержня. Соответственно, по существу не страдает гладкость поверхности обернутого фильтрующего стержня и таким образом обеспечивается преимущество, состоящее в улучшении общего визуального восприятия обернутого фильтрующего стержня.
Изобретение относится к установке для изготовления фильтрующего стержня для использования в производстве курительных изделий, которая содержит рабочую станцию для приема материала фильтрующих заглушек и оберточного ленточного материала и образования обернутого фильтрующего стержня из материала фильтрующих заглушек и оберточного ленточного материала; по меньшей мере одно режущее лезвие для резки обернутого фильтрующего стержня на удлиненные стержневые сегменты; и транспортное устройство, содержащее вращающийся барабан, имеющий на внешней поверхности барабана множество расположенных через промежутки желобков, которые выполнены и расположены с возможностью приема удлиненных стержневых сегментов во время вращения барабана, и барабан дополнительно содержит стопорные средства, которые расположены на одном конце каждого из желобков и напротив которых располагаются удлиненные фильтрующие стержни при их размещении внутри желобков; причем указанные стопорные средства содержат штырь с основным цилиндрическим корпусом, имеющим первый диаметр (D1) и проходящим вдоль оси (F) желобка между первым концом, на котором штырь прикреплен к раме барабана, и вторым концом, противоположным первому концу; и штырь содержит упорный участок, проходящий вдоль оси (F) от второго конца основного цилиндрического корпуса, имеющий диаметр (D2), меньший первого диаметра (D1), и образующий по существу плоскую поверхность для упора конца удлиненного фильтрующего стержня. Технический результат заключается в обеспечении склеивающей эффективности охлаждающего бруса. 11 з.п. ф-лы, 6 ил.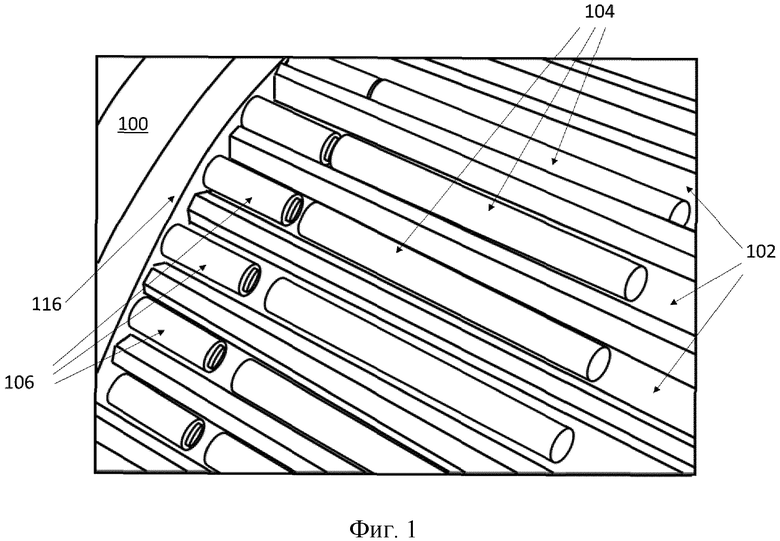
1. Установка для изготовления фильтрующего стержня для использования в производстве курительных изделий, содержащая:
рабочую станцию для приема материала фильтрующих заглушек и оберточного ленточного материала и образования обернутого фильтрующего стержня из материала фильтрующих заглушек и оберточного ленточного материала;
по меньшей мере одно режущее лезвие для резки обернутого фильтрующего стержня на удлиненные стержневые сегменты; и
транспортное устройство, содержащее вращающийся барабан, имеющий на внешней поверхности барабана множество расположенных через промежутки желобков, которые выполнены и расположены с возможностью приема удлиненных стержневых сегментов во время вращения барабана, и барабан дополнительно содержит стопорные средства, которые расположены на одном конце каждого из желобков и напротив которых располагаются удлиненные фильтрующие стержни при их размещении внутри желобков;
причем указанные стопорные средства содержат штырь с основным цилиндрическим корпусом, имеющим первый диаметр (D1) и проходящим вдоль оси (F) желобка между первым концом, на котором штырь прикреплен к раме барабана, и вторым концом, противоположным первому концу; и
штырь содержит упорный участок, проходящий вдоль оси (F) от второго конца основного цилиндрического корпуса, имеющий диаметр (D2), меньший первого диаметра (D1), и образующий по существу плоскую поверхность для упора конца удлиненного фильтрующего стержня.
2. Установка по п. 1, в которой второй диаметр (D2) составляет менее чем 80 процентов от первого диаметра (D1).
3. Установка по п. 1 или 2, в которой второй диаметр (D2) составляет по меньшей мере примерно 50 процентов от первого диаметра (D1).
4. Установка по любому из пп. 1-3, в которой длина (L) упорного участка, измеряемая вдоль оси (F) желобка, составляет по меньшей мере примерно 0,5 мм.
5. Установка по любому из предыдущих пунктов, в которой длина (L) упорного участка, измеряемая вдоль оси (F) желобка, составляет менее чем примерно 3 мм.
6. Установка по любому из предыдущих пунктов, в которой рабочая станция содержит:
форматную базу, функционально соединенную с бесконечным ленточным конвейером и выполненную с возможностью приема материала фильтрующих заглушек и оберточного ленточного материала и обертывания оберточного ленточного материала вокруг материала фильтрующих заглушек таким образом, чтобы первая и вторая продольные кромки оберточного ленточного материала перекрывались с образованием обернутого фильтрующего стержня; и
аппликатор для нанесения адгезива для склеивания перекрывающихся первой и второй продольных кромок оберточного ленточного материала.
7. Установка по п. 6, в которой форматная база дополнительно функционально соединена с нагревательным брусом для подачи тепла на перекрывающиеся первую и вторую продольные кромки оберточного ленточного материала и для поддержки продольных боковых кромок бесконечного ленточного конвейера при их скользящем продвижении внутри форматной базы, причем нагревательный брус содержит канавку, имеющую дугообразный профиль для по меньшей мере частичного приема обернутого фильтрующего стержня, подвергаемого заклеиванию.
8. Установка по п. 7, в которой нагревательный брус содержит пару ребер нагревательного бруса, каждое из которых ограничивает канавку с одной стороны и образует опорную поверхность с другой стороны, так что опорные поверхности указанных ребер выполнены с возможностью поддержки продольных боковых кромок бесконечного ленточного конвейера в V-образной компоновке на виде в поперечном сечении и обеспечена возможность скользящего продвижения кромок бесконечного ленточного конвейера снаружи канавки, и таким образом конвейерная лента удерживается в по существу центрированном положении внутри форматной базы.
9. Установка по п. 8, в которой ребра имеют по существу треугольное поперечное сечение, и опорные поверхности наклонены таким образом, что продольные боковые кромки конвейерной ленты образуют между собой угол, составляющий по меньшей мере 30 градусов.
10. Установка по п. 6, дополнительно содержащая охлаждающий брус, функционально и термически соединенный с форматной базой для охлаждения и инициирования схватывания адгезива; причем охлаждающий брус содержит продольную канавку охлаждающего бруса, проходящую между входным концом охлаждающего бруса и выходным концом охлаждающего бруса, и расположен таким образом, что продольная канавка обращена к верхней поверхности конвейерной ленты, продвигающейся внутри форматной базы, с образованием канала для конвейерной ленты, так что указанная канавка выполнена с возможностью по меньшей мере частичного приема обернутого фильтрующего стержня; причем канавка охлаждающего бруса ограничена в боковом направлении посредством боковых ребер, образующих соответствующие внешние упорные поверхности, выполненные с возможностью взаимодействия с продольными боковыми кромками конвейерной ленты, и площадь поперечного сечения канавки уменьшается между входным концом охлаждающего бруса и выходным концом охлаждающего бруса.
11. Установка по п. 6, содержащая средства сжатия, функционально соединенные с форматной базой, расположенные на дальнем по ходу потока конце форматной базы и выполненные с возможностью взаимодействия с обернутым фильтрующим стержнем в месте, расположенном по ходу перекрывающихся первой и второй продольных кромок оберточного ленточного материала, таким образом, чтобы прикладывать сжимающую нагрузку, направленную по существу в радиальном направлении обернутого фильтрующего стержня.
12. Установка по п. 11, в которой средства сжатия содержат участок взаимодействия, имеющий по существу сферическую форму.
| Устройство для дифференциальной защиты | 1948 |
|
SU78926A1 |
| Устройство для изготовления сигарет | 1982 |
|
SU1145910A3 |
| СТЕКЛО | 1999 |
|
RU2145552C1 |
| WO 1999056568 A2, 11.11.1999. | |||

