Перекрестные ссылки на родственные заявки
Данная заявка на патент притязает на приоритетные преимущества предварительной заявки США 62/034,460, зарегистрированной 7 августа 2014 г., содержание которой включено в настоящую заявку посредством ссылки.
ОБЛАСТЬ ПРИМЕНЕНИЯ ИЗОБРЕТЕНИЯ
Настоящее изобретение относится к бикомпонентному волокну, имеющему лентообразную форму, а более точно - к самогофрирующемуся бикомпонентному, лентообразному волокну, и к нетканым материалам, изготовленным из такого волокна.
ПРЕДПОСЫЛКИ К СОЗДАНИЮ ИЗОБРЕТЕНИЯ
Лентообразные бикомпонентные волокна обычно изготавливали, если предполагали расщеплять волокна в продольном направлении на меньшие волокна, используя механическую силу или процесс перепутывания волокон струями жидкости (см., например, патент США № 6,627,025, выданный на имя Yu). Авторы предполагали использовать бикомпонентное лентообразное волокно согласно идее изобретения, представленной в настоящей заявке, для увеличения объемности нетканого материала.
Объемность часто является желательным свойством для нетканого материала, так как она придает нетканому материалу ощущение мягкости и комфорта при прикосновении к нему. Например, мягкость и комфорт являются желательными свойствами нетканых материалов, используемых в качестве верхнего покрытия или нижнего покрытия в пеленках и подгузниках. Объемность также является важной характеристикой, которая влияет на то, как нетканый материал будет поглощать, распределять и удерживать жидкости. Хорошими примерами являются нетканые материалы, используемые в качестве принимающего и распределяющего слоя, расположенного между верхним покрытием и поглощающей сердцевиной подгузника.
Объемность нетканого материала может быть увеличена посредством использования гофрированных волокон при изготовлении нетканого материала. Традиционно при изготовлении нетканого материала из штапельных волокон использовали волокна, которые были подвергнуты механическому гофрированию до разрезания волокон на отрезки требуемой длины. Такие волокна внешне имеют зигзагообразную форму.
Типичным применением непрерывных элементарных нитей, использовавшихся в изготовлении объемного нетканого материала «спанбонд», было изготовление волокон с круглым поперечным сечением с использованием двух полимерных компонентов, обладающих различными коэффициентами усадки при повторном нагреве, и посредством расположения этих волокон с приданием им эксцентричной конфигурации или конфигурации «бок-о-бок». Различия в усадке понуждают элементарные нити к скручиванию с приобретением спиралеобразной формы. Пример такого применения описан в патенте США № 5,622,772, выданном на имя Stoke и др. Это решение иногда называют «самогофрирующимися элементарными нитями». Хотя при использовании данного решения можно изготавливать нетканый материал, внешне обладающий высокой объемностью, объемность легко утрачивается при сжатии нетканого материала посредством приложения нагрузки. Это происходит из-за того, что гофры обеспечивают небольшое сопротивление сжатию, проявляющееся благодаря их форме.
Таким образом, существует потребность в самогофрирующемся бикомпонентном волокне и в нетканом материале «спанбонд», изготовленном из таких волокон, которые противостоят сжатию, таким образом, сохраняя некоторые из преимуществ высокой объемности даже под нагрузкой.
КРАТКОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
Настоящее изобретение относится к самогофрирующемуся бикомпонентному волокну, обладающему лентообразной формой. Не выражая намерения быть связанными какой-либо теорией, авторы считают, что самогофрирующиеся бикомпонентные волокна согласно изобретению и нетканые материалы «спанбонд», изготовленные из таких волокон, обладают повышенным сопротивлением сжатию в сравнении с обычными волокнами и неткаными материалами.
Согласно одному аспекту изобретения создано бикомпонентное волокно, имеющее лентообразную форму. Бикомпонентное волокно может содержать первый полимерный компонент и второй полимерный компонент, где первый полимерный компонент и второй полимерный компонент обладают (каждый или оба) различными химическими структурами или физическими свойствами.
В варианте осуществления изобретения первый полимерный компонент и второй полимерный компонент содержат контактную поверхность, которая по существу параллельна или по существу совпадает с главной средней линией, определяющей лентообразную форму бикомпонентного волокна. В варианте осуществления изобретения первый полимерный компонент и второй полимерный компонент содержат контактную поверхность, которая по существу перпендикулярна или по существу не совпадает с главной средней линией, определяющей лентообразную форму бикомпонентного волокна.
В варианте осуществления изобретения бикомпонентное волокно является самогофрирующимся, для чего используют по меньшей мере одно из воздействий: воздействие тепловой энергией или механической силой. Дополнительной особенностью данного варианта осуществления является то, что механическая сила может быть использована для растяжения бикомпонентного волокна.
В варианте осуществления изобретения, аспектное соотношение бикомпонентного волокна больше приблизительно 4:1. В дополнение к тому, что бикомпонентное волокно содержит различные компоненты, физические свойства первого полимерного компонента и второго полимерного компонента могут отличаться друг от друга. Например, согласно варианту осуществления изобретения, разница между температурами плавления первого полимерного компонента и второго полимерного компонента самое большее составляет около 15°C.
Согласно аспекту изобретения создан способ изготовления лентообразного бикомпонентного волокна, включающего этапы: обеспечение первого полимерного компонента; обеспечение второго полимерного компонента; формование и обработка первого полимерного компонента и второго полимерного компонента для образования бикомпонентного волокна, имеющего конфигурацию поперечного сечения «бок-о-бок»; и самогофрирование бикомпонентного волокна для образования самогофрированного бикомпонентного волокна.
В варианте осуществления этапа самогофрирования, способ изготовления лентообразного бикомпонентного волокна, согласно изобретению, может включать любой из процессов обработки или оба процесса обработки: термический нагрев или приложение механической силы.
Согласно другому аспекту изобретения создан нетканый материал, содержащий бикомпонентные волокна согласно изобретению. В варианте осуществления изобретения бикомпонентные волокна в нетканом материале содержат непрерывные элементарные нити, изготовленные с использованием процесса изготовления нетканого материала «спанбонд». В определенных вариантах осуществления изобретения бикомпонентные волокна нетканого материала могут быть соединены посредством использования термоскрепления и/или перепутывания. В определенных вариантах осуществления изобретения бикомпонентные волокна могут содержать штапельные волокна и могут быть соединены посредством использования термоскрепления и/или перепутывания, что является дополнительной особенностью данного варианта осуществления изобретения.
Другие аспекты и варианты осуществления станут очевидными после ознакомления со последующим описанием в сочетании с прилагаемыми чертежами. Изобретение, тем не менее, особенно четко проявлено в прилагаемой формуле изобретения.
КРАТКОЕ ОПИСАНИЕ НЕСКОЛЬКИХ ВИДОВ ЧЕРТЕЖЕЙ
После такого общего описания изобретения, ниже даны ссылки на прилагаемые чертежи, которые не обязательно выполнены в масштабе и на которых изображено:
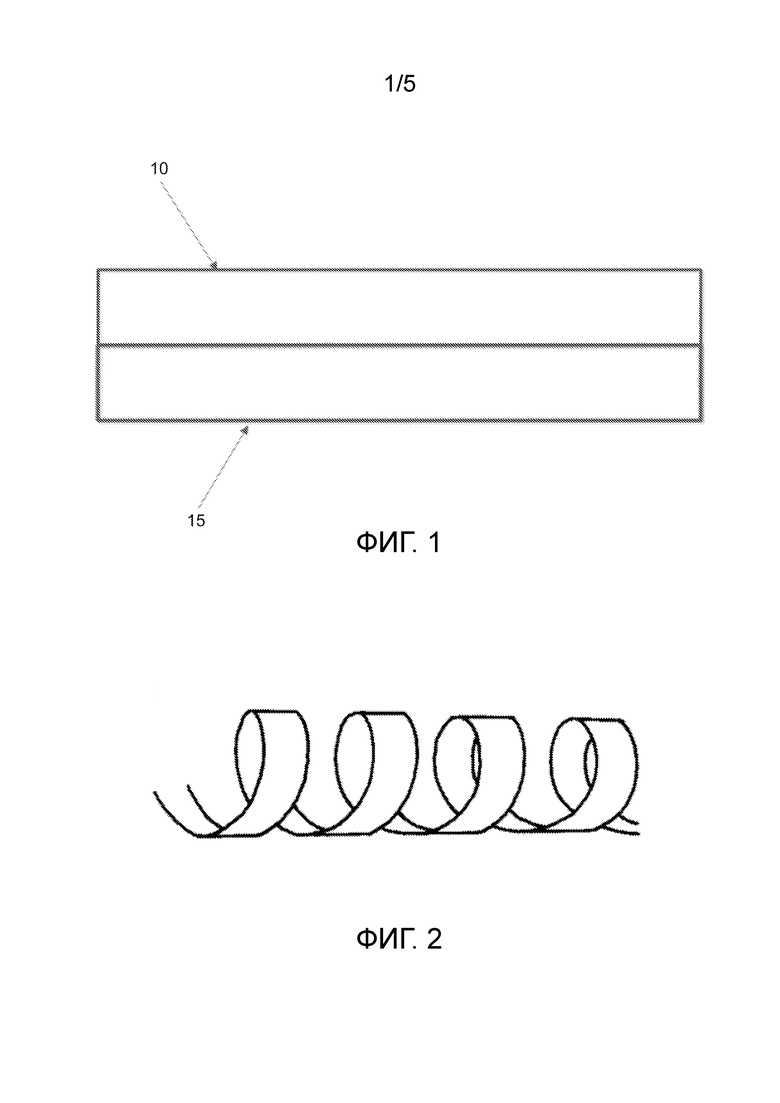
на фиг. 1 - поперечное сечение отрезанного конца волокна согласно варианту осуществления изобретения;
на фиг. 2 - вид в изометрии волокна, представленного на фиг. 1, после его тепловой обработки для активирования его усадки согласно варианту осуществления изобретения;
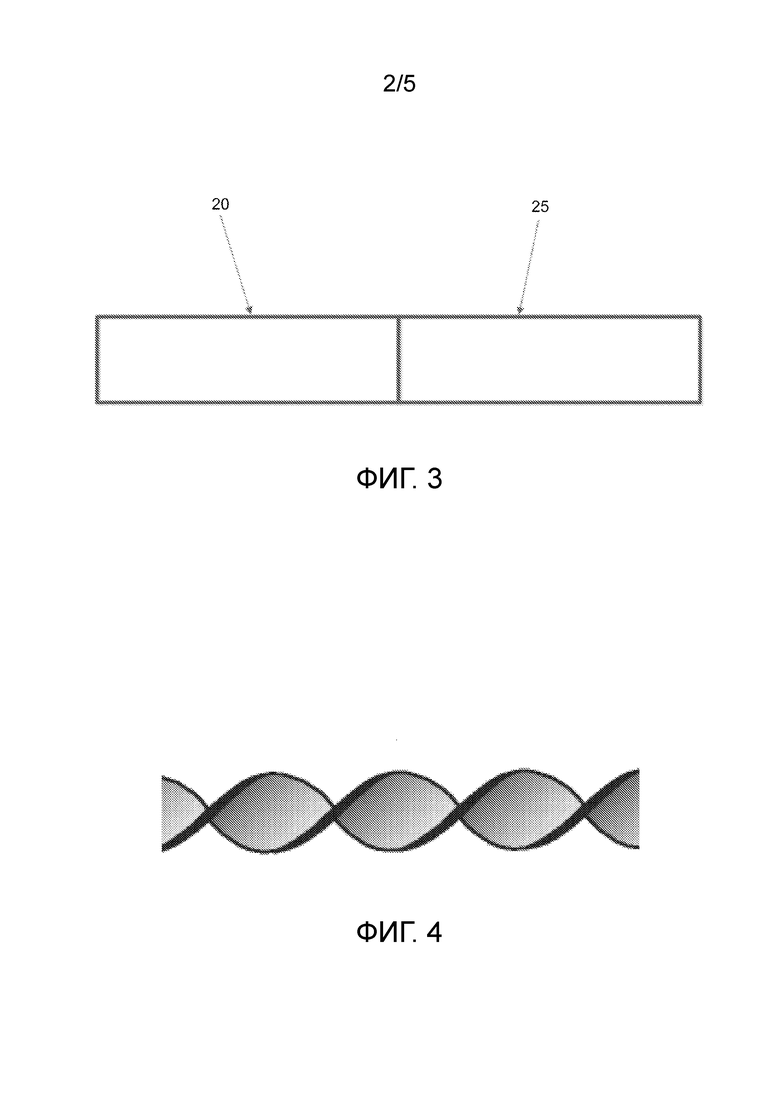
на фиг. 3 - поперечное сечение отрезанного конца волокна согласно другому варианту осуществления изобретения;
на фиг. 4 - вид в изометрии волокна, представленного на фиг. 3, после его тепловой обработки для активирования его усадки согласно другому варианту осуществления изобретения;
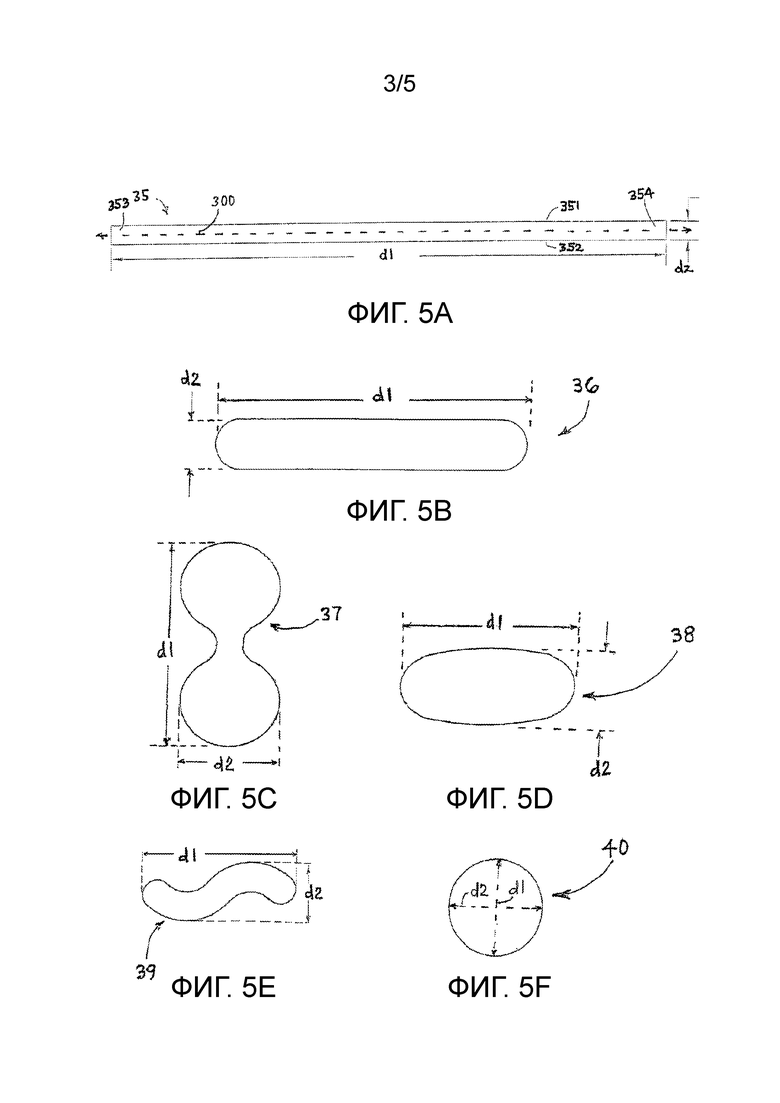
на фиг. 5A-5F - поперечные сечения в увеличенном масштабе нескольких различных форм волокон, где на фиг. 5A-5E показаны различные лентообразные волокна согласно вариантам осуществления настоящего изобретения;
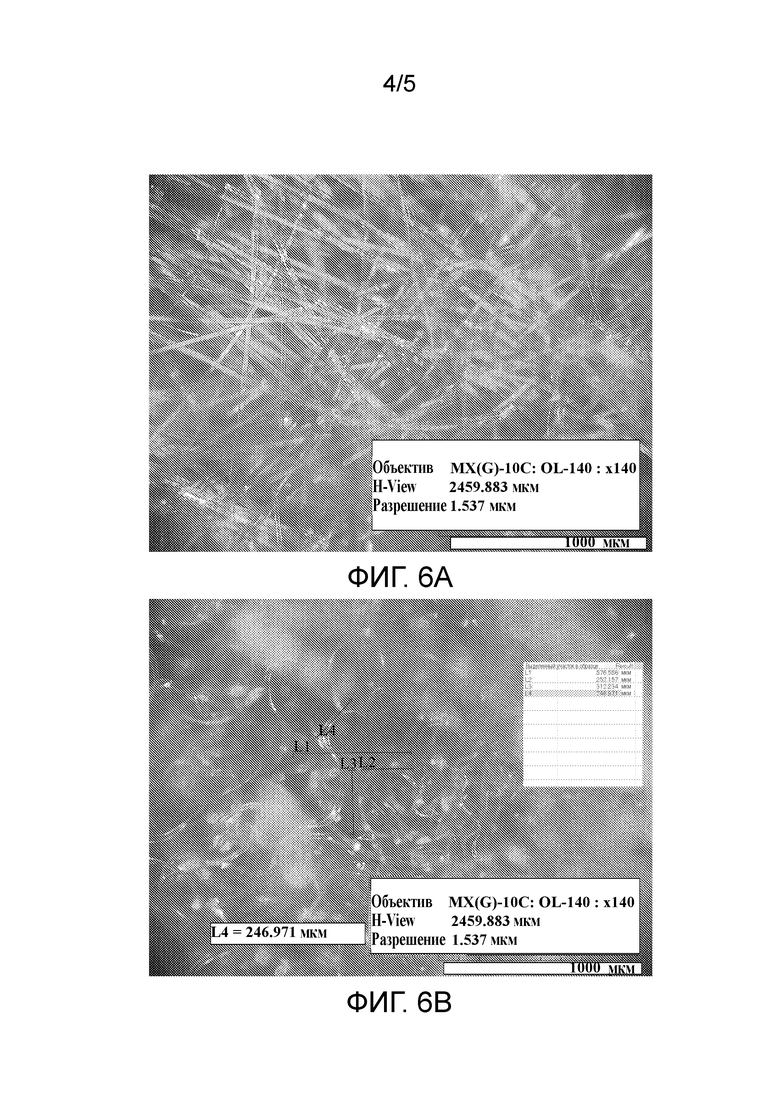
на фиг. 6A - растровая электронная микрофотография (РЭМ) лентообразных волокон в полотне, которые не были активированы согласно варианту осуществления изобретения;
на фиг. 6B - РЭМ лентообразных волокон, представленных на фиг. 6A, которые были активированы посредством нагрева согласно варианту осуществления изобретения; и
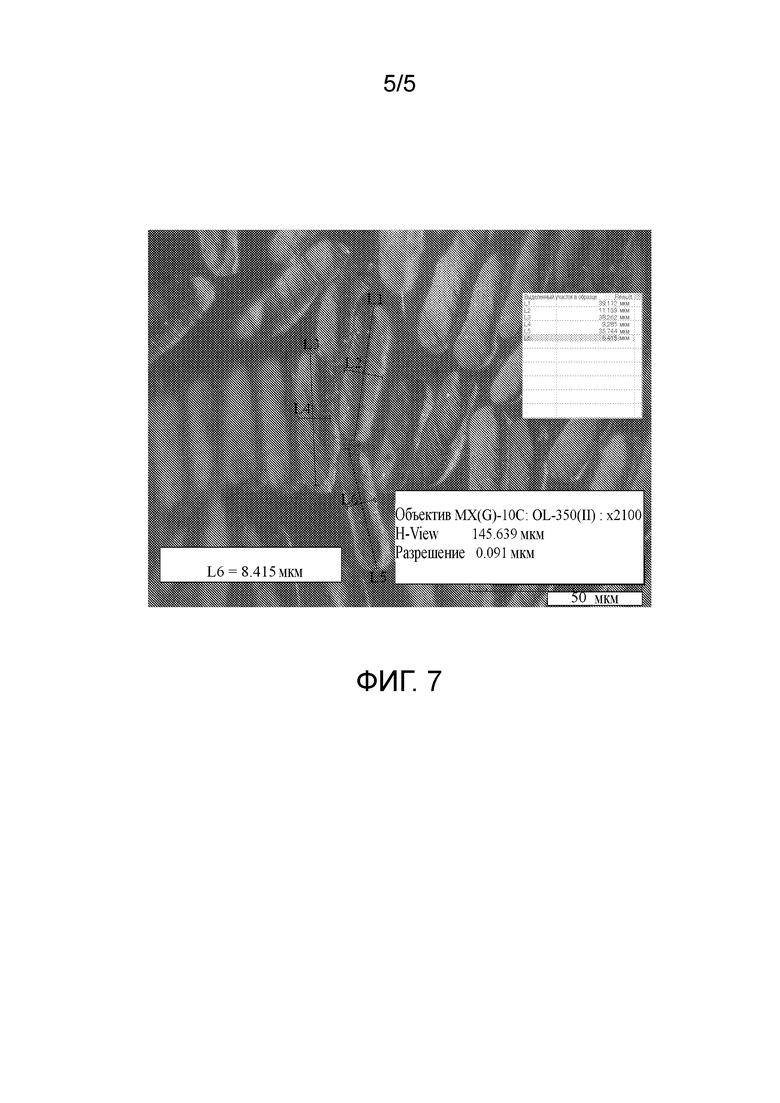
на фиг. 7 - РЭМ лентообразных бикомпонентных волокон согласно варианту осуществления изобретения.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
Настоящее изобретение ниже описано более полно с ссылками на прилагаемые чертежи, на которых показаны некоторые, но не все, варианты осуществления изобретения. Предпочтительные варианты осуществления изобретения могут быть описаны, но данное изобретение может быть, однако, осуществлено многими различными способами, и не следует их толковать как ограниченные вариантами осуществления, представленными в настоящем описании. Скорее эти варианты осуществления представлены для того, чтобы данное описание изобретения было бы всеобъемлющим и завершенным, и чтобы оно полно передавало объем изобретения для восприятия специалистом в данной области техники. Варианты осуществления изобретения в любом случае не следует интерпретировать как ограничивающие объем изобретения. Одинаковыми номерами позиций на всех чертежах обозначены сходные элементы.
При употреблении в описании и в прилагаемой формуле изобретения форм в единственном числе следует понимать, что они включают множественные значения, если в тексте четко не указано иное. Например, ссылка на «волокно» включает множество таких волокон.
Должно быть понятно, что относительные термины, например, «предыдущий» или «следующий за ним» или «одинаковый», могут быть использованы в настоящем документе для описания взаимного расположения одного элемента относительно другого элемента, как, например, показано на чертежах. Должно быть понятно, что относительные термины предназначены для охвата различных ориентаций элементов в дополнение к ориентации элементов, показанных на чертежах. Должно быть понятно, что такие термины можно использовать для описания относительных положений элемента или элементов согласно изобретению, и они не предназначены для ограничения, если в тексте четко не указано иное.
Варианты осуществления настоящего изобретения описаны здесь со ссылками на различные виды в перспективе, включающие виды в перспективе, являющиеся схематическими представлениями идеализированных вариантов осуществления настоящего изобретения. Если специалист среднего уровня в области техники, к которой относится данное изобретение, станет оценивать данное изобретение, то он может предположить, что могут быть выбраны различные варианты осуществления или модификации форм, показанных на чертежах, для практического применения изобретения. Такие варианты осуществления и/или модификации могут быть результатом использования технологий изготовления, конструктивных соображений и т.п., и такие варианты осуществления предназначены для включения в настоящее описание в пределах объема настоящего изобретения, и так, как дополнительно представлено в прилагаемой ниже формуле изобретения. При изображении изделий, раскрытых в настоящем изобретении, и их соответствующих компонентов, представленных на чертежах, не предполагалось показать точную форму компонента изделия и не предполагалось ограничить этим объем настоящего изобретения.
Хотя в настоящем описании используются специальные термины, они используются только в общем, описательном смысле, а не с целью ограничения. Все термины, включая технические и научные термины, используемые в настоящем описании, имеют те же значения, в которых они обычно употребляются и воспринимаются специалистом среднего уровня в области техники, к которой относится данное изобретение, если термин не определен как-то иначе. Кроме того, должно быть понятно, что термины, например, такие, которые определены в обычно используемых словарях, следует интерпретировать как имеющие значение, в котором их обычно понимает специалист среднего уровня в области техники, к которой относится данное изобретение. Кроме того, должно быть понятно, что термины, например, такие, которые определены в обычно используемых словарях, следует интерпретировать как имеющие значение, которое согласуется с их значением в контексте соответствующей области техники и настоящей идеи изобретения. Такие, обычно используемые термины, не следует интерпретировать в идеализированном или излишне формальном смысле, если идея изобретения, изложенная в настоящем описании, четко не определена как-то иначе.
Изобретение направлено на изготовление многокомпонентных волокон, имеющих лентообразную форму, способных к самогофрированию. Такие многокомпонентные волокна используют в изготовлении нетканых материалов согласно определенным вариантам осуществления настоящего изобретения.
Аспект изобретения относится к бикомпонентному волокну, имеющему лентообразную форму. Аспект изобретения, описанный здесь, также относится к нетканому материалу «спанбонд», изготовленному из самогофрирующихся бикомпонентных волокон, имеющих конфигурацию «бок-о-бок», которые имеют приблизительно лентообразную форму.
Термин «бикомпонентное волокно», при использовании в настоящем описании, означает волокно или элементарную нить, содержащие пару полимерных компонентов, по существу соприкасающихся бок-о-бок и прилепленных друг к другу вдоль длины волокна. Поперечное сечение бикомпонентного волокна может иметь конфигурацию, например, «бок-о-бок», «оболочка-сердцевина» или другую пригодную конфигурацию поперечного сечения, и это волокно может принимать гофры пригодной формы. В предпочтительных вариантах осуществления изобретения поперечное сечение бикомпонентного волокна имеет по существу конфигурацию «бок-о-бок».
Согласно варианту осуществления изобретения два полимерных компонента: первый полимерный компонент 10 и второй полимерный компонент 15, обладающие различными свойствами, например, различными коэффициентами усадки, могут быть, например, расположены согласно конфигурации «бок-о-бок», как показано на фиг. 1. Волокно или элементарные нити, как показано на фиг. 1, усаживаются таким образом, как это представлено на фиг. 2, приобретая форму гофрированного волокна. Согласно данному варианту осуществления изобретения такое волокно усаживается более предсказуемым образом, и при этом получается более компактная структура, которая труднее поддается сжатию, чем нормальное, круглое, самогофрирующееся, бикомпонентное волокно.
Согласно другому варианту осуществления изобретения два полимерных компонента: первый полимерный компонент 20 и второй полимерный компонент 25, обладающие различными свойствами, например, различными коэффициентами усадки, могут быть, например, расположены согласно конфигурации «бок-о-бок», как показано на фиг. 3. После нагрева и усадки волокно, представленное на фиг. 3, принимает спиралеобразную форму, которая обернута вокруг оси, соответствующей контактной поверхности между двумя полимерными компонентами, подобно, например, гофрирующемуся волокну, представленному на фиг. 4. Опять-таки, в данном случае получается компактная структура, обладающая хорошим сопротивлением сжатию.
Термин «лентообразное», при употреблении в настоящем описании, охватывает форму поперечного сечения и соотношение. Что касается формы поперечного сечения, то термин «лентообразное» обозначает поперечное сечение, включающее по меньшей мере одну пару (комплект) симметричных поверхностей. Например, поперечное сечение может представлять собой многоугольник, содержащий две различные пары противоположных симметричных поверхностей или только один их комплект. В качестве примера, но без намерения ограничения, показана, со ссылкой на фиг. 5A, общая форма 35, содержащая воображаемую, главную, среднюю линию 300 и второстепенную среднюю линию (не показана), перпендикулярную главной средней линии, где противоположные поверхности 351 и 352 являются симметричными относительно друг друга поверхностями, расположенными около воображаемой средней линии 300. Другие лентообразные формы, содержащие по меньшей мере один комплект симметричных поверхностей, показаны, например, на фиг. 5B-5E. Главная средняя линия 300 может быть прямой (см., например, фиг. 5A-5D), криволинейной (см., например, фиг. 5E) или может иметь другие формы, в зависимости от формы поперечного сечения волокна. В определенных вариантах осуществления изобретения главной средней линией 300 может быть определена форма «лентообразного» волокна.
В определенных вариантах осуществления изобретения бикомпонентное волокно, содержащее первый полимерный компонент и второй полимерный компонент, содержит контактную поверхность, которая по существу параллельна главной средней линии лентообразного волокна. Что касается главной средней линии, имеющей нелинейную форму, то она по существу параллельна средствам, по существу совпадающим с общим направлением главной средней линии. В определенных вариантах осуществления изобретения бикомпонентное волокно, содержащее первый полимерный компонент и второй полимерный компонент, содержит контактную поверхность, являющуюся по существу перпендикулярной к главной средней линии лентообразного волокна. Что касается главной средней линии, имеющей нелинейную форму, то она по существу перпендикулярна к средствам, по существу несовпадающим с общим направлением главной средней линии.
Термин «лентообразный» может включать, например, форму, содержащую два комплекта параллельных поверхностей, образующих прямоугольную форму (см., например, фиг. 5A). Термин «лентообразный» может также включать, например, поперечное сечение, содержащее один комплект параллельных поверхностей, которые могут быть присоединены друг к другу короткими скругленными концами, имеющими радиус кривизны (см., например, фиг. 5B). Термин «лентообразный» дополнительно может включать, например, поперечные сечения в виде гантели, например, показанное на фиг. 5C; и овальные или эллиптические формы поперечных сечений, например, показанных на фиг. 5D. В этом поперечном сечении, показанном на фиг. 5C, например, термин «лентообразный» обозначает поперечное сечение, которое включает комплекты симметричных поверхностей, содержащих скругленные (например, криволинейные или лопастные) поверхности, диаметрально противоположные друг к другу. Как показано на фиг. 5D, поперечные сечения овальной формы могут иметь верхние и нижние симметричные поверхности скругленного или криволинейного типа, присоединенные друг к другу короткими скругленными концевыми соединениями со сторон, имеющих относительно меньший радиус кривизны, чем верхняя и нижняя симметричные поверхности.
Термин «лентообразный» также включает форму поперечного сечения, которое включает не более двух квадратных концов или круглых концов, или «долей» вдоль периметра поперечного сечения. На фиг. 5C, например, показано двухдольное поперечное сечение. Доли отличают от указанных скругленных концевых соединений, включенных в поперечные сечения, например, показанные на фиг. 5B и 5D, на которые была сделана ссылка выше. Неровности поверхности, подобные выпуклостям или бороздам, или тисненым рисункам, имеющим относительно небольшие размеры в сравнении с периметром поперечного сечения, или не являющимися непрерывными вдоль длины волокон, не включают в определение «доли» или скругленные концевые соединения. Должно быть также понятно, что определение «лентообразной формы», приведенное выше, охватывает формы поперечных сечений, в которых один или большее количество комплектов поверхностей (например, противоположные продольные поверхности) являются не прямыми (см., например, фиг. 5E), обеспечивающими формы таких поперечных сечений, которые отвечают требованиям, касающимся соотношений, определенных ниже.
Что касается аспектного соотношения, то в определенных вариантах осуществления изобретения «лентообразное» поперечное сечение имеет аспектное соотношение (СО), большее 1,5:1. Аспектное соотношение определяется как отношение размера d1 к размеру d2. Размер d1 - это максимальный размер поперечного сечения, лентообразного или какого-то иного, измеренный вдоль первой оси. Размер d1 также называют «главным размером» лентообразного поперечного сечения. Размер d2 является максимальным размером того же поперечного сечения, измеренным вдоль второй оси, перпендикулярной первой оси, которую используют для измерения размера d1, где размер d1 больше размера d2. Размер d2 также называют второстепенным размером. В качестве альтернативы, главная средняя линия 300 может проходить вдоль первой оси, а второстепенная средняя линия (не показана) может проходить вдоль второй оси. Примеры того, как измеряют размеры d1 и d2 показаны на фиг. 5A, 5B, 5C, 5D и 5E, на которых изображены лентообразные поперечные сечения, и на фиг. 5F, на которой изображено нелентообразное поперечное сечение, которое описано ниже. Соотношение вычисляют, исходя из нормализованного отношения размеров d1 и d2, по формуле (I):
СО=(d1/d2): 1 (I)
где единицы измерения, используемые для измерения d1 и d2, являются одинаковыми.
Термин «лентообразный» исключает, например, формы поперечных сечений, являющихся по существу круглыми, круговыми или скругленными, как это определено в настоящем описании. Как указано в настоящем описании, термины «круглый», «круговой» или «скругленный» относятся к поперечным сечениям волокон, обладающим соотношением, или «круглостью», составляющим от 1:1 до 1,5:1. Волокно, обладающее точно круговым или круглым поперечным сечением, имеет соотношение, равное 1:1, которое меньше соотношения 1,5:1. Любое волокно, которое не отвечает указанному критерию «лентообразного» волокна, определенному в настоящем описании, является «нелентообразным» волокном. Другие нелентообразные волокна могут включать, например, волокна с квадратным, трехгранным, четырехгранным и пятигранным поперечным сечением. Например, квадратное поперечное сечение обладает соотношением, составляющим около 1:1, которое меньше соотношения 1,5:1. Волокно с трехгранным поперечным сечением, например, содержит три скругленных вершины или три «грани», и, таким образом, не отвечает определению поперечного сечения «лентообразного» волокна, принятому в настоящем описании.
Соотношение первого полимерного компонента ко второму полимерному компоненту может, частично, определять площадь первого полимерного компонента и площадь второго полимерного компонента, которую каждый занимает в поперечном сечении бикомпонентного волокна. В определенных вариантах осуществления изобретения отношение массы первого полимерного компонента к массе второго полимерного компонента в бикомпонентном волокне может составлять от около 1:10 до около 10:1; от около 1:5 до около 5:1; от около 1:2 до около 2:1; от около 2:3 до около 3:2; или от около 3:4 до около 4:3. В определенных вариантах осуществления изобретения отношение массы первого полимерного компонента к массе второго полимерного компонента в бикомпонентном волокне может составлять около 1:1 с отклонением +/- 10%.
Для большей ясности, волокна согласно изобретению различают как являющиеся одновременно бикомпонентными и лентообразными. Кроме того, волокна согласно изобретению могут быть самогофрирующимися.
Термин «самогофрирующийся», при использовании в настоящем описании, означает спонтанное гофрирование, происходящее с волокном при подвергании его соответствующему растяжению и/или нагреву, и/или другому воздействию, которое может понудить волокно к тому, чтобы оно стало гофрированным.
Полимерный компонент, из которого формируют волокна, может состоять из полимера, выбранного из любого термопластичного полимера или смеси термопластичных полимеров, при соблюдении по существу следующих условий: (1) полимерные компоненты должны быть пригодны для коэкструзии, что означает, что их можно перерабатывать при температурах, столь различных, что это может оказывать негативное воздействие, подобное термическому разложению одного из полимеров, составляющих полимерный компонент; (2) полимерные компоненты должны обладать достаточной совместимостью для образования стабильной контактной поверхности, которая выдерживала бы процесс усадки (если сцепление между полимерными компонентами в области их контактной поверхности слишком слабое, то элементарная нить может расщепляться в продольном направлении на два волокна под нагрузкой, вызываемой различной усадкой); и (3) выбранные полимерные компоненты должны усаживаться в различной степени при нагреве волокна и/или при приложении к волокну некоторых других сил.
Согласно варианту осуществления изобретения самогофрирование может быть усилено посредством увеличения разницы в характеристической вязкости (ХВ) полимеров двух полимерных компонентов. ХВ второго компонента, например, может быть увеличена посредством осуществления полимеризации в твердой фазе таким образом, чтобы расширить разницу в кристаллизуемости двух компонентов. В определенных вариантах осуществления изобретения ХВ первого полимерного компонента может быть понижена до уровня, при котором формование может быть осуществимо, даже с обеспечением увеличенной разницы вязкостей в расплавленном состоянии, достаточной для создания мелких гофр в нити.
В патенте США № 7,994,081, включенном в настоящее описание в его полном объеме посредством ссылки, описан способ экструдирования в расплавленном состоянии кристаллизующегося, аморфного, термопластичного полимера для изготовления множества волокон. Аморфный термопластичный полимер, согласно идее изобретения, обладает достаточно низкой кристалличностью или даже кристалличность по существу отсутствует. Дополнительным основанием идеи изобретения является то, что кристаллизующийся, аморфный, термопластичный полимер, используемый для изготовления волокон, может выдерживать нагрузки, вызываемые кристаллизацией. Во время обработки первый компонент полимерной композиции подвергают условиям обработки, в результате которых создаются нагрузки, вызываемые кристаллизацией, при которых первый полимерный компонент находится в полукристаллическом состоянии. Второй полимерный компонент обрабатывают в условиях, не достаточных для вызывания кристаллизации, и, таким образом, второй полимерный компонент остается по существу аморфным. Из-за его аморфной природы, второй полимерный компонент обладает температурой размягчения, которая ниже температуры размягчения полукристаллического, первого, полимерного компонента, и, таким образом, пригоден для образования узлов скрепления под действием нагрева при температурах, которые ниже температуры размягчения первого полимерного компонента. Таким образом, аморфный, второй, полимерный компонент может быть использован в качестве связующего компонента в нетканом материале, тогда как полукристаллический, первый, полимерный компонент может служить в качестве матричного компонента нетканого материала, для обеспечения требуемой прочности (требуемых физических свойств) нетканого материала, например, прочности на разрыв и на надрыв.
Бикомпонентные волокна согласно изобретению, могут дополнительно содержать кристаллизующиеся, аморфные, термопластичные, полимерные компоненты. Например, согласно варианту осуществления изобретения, первый и второй компоненты можно изготавливать посредством обеспечения двух потоков расплавленного аморфного полимера, где полимер, из которого формуют второй полимерный компонент обладает более низкой характеристической вязкостью, чем полимер первого полимерного компонента. Во время экструзии потоки объединяют для образования многокомпонентного волокна. Объединенные потоки расплавов полимеров могут быть затем подвергнуты нагрузке, вызывающей кристаллизацию полимера, обладающего более высокой характеристической вязкостью, и недостаточной для вызывания кристаллизации полимера, обладающего более низкой характеристической вязкостью, чтобы, таким образом, изготавливать первый и второй полимерные компоненты, соответственно.
В определенных вариантах осуществления изобретения полимерные компоненты, соответственно, содержат два различных полиолефина (в не ограничивающем <объем изобретения> примере): полиэтилен и полипропилен. В варианте осуществления изобретения полиолефины могут содержать полиэтилентерефталат/полиэтилен (PET/PE), полимолочную кислоту/полиэтилен (PLA/PE) или полиэтилентере-фталат/полимолочную кислоту (PET/PLA).
В определенных вариантах осуществления изобретения полимерные компоненты могут содержать coполимеры, либо как часть, либо как основной полимерный компонент. В качестве примера, без намерения ограничения <объема изобретения>, этиленовый полимер может содержать полимеры, состоящие в основном из этилена, например, из полиэтилена высокого давления или среднего давления, или низкого давления, и может включать не только гомополимеры этилена, но и coполимеры этилена, либо как часть, либо как даже основной компонент, с пропиленом, бутеном-1, винилацетатом или подобными веществами и любыми их сочетаниями.
В варианте осуществления изобретения полимеры первого полимерного компонента и второго полимерного компонента могут, соответственно, содержать любой один или большее количество изотактических полимеров, синдиотактических полимеров, изотактических-атаксических стериоблок-полимеров, и/или атаксических полимеров. Например, без намерения ограничения <объема изобретения>, полимеры могут содержать изотактический полипропилен и синдиотактический полипропилен, соответственно, или полиэтилен, обладающий различными плотностями или тактичностями, если они применимы.
Согласно определенным вариантам осуществления изобретения, где полимеры из любой одной или из обеих полимерных композиций содержат полиэтилен, где полиэтилен может быть линейным, полукристаллическим гомополимером этана, например, полиэтиленом высокой плотности (HDPE); хаотическим coполимером этилена и альфа-олефина, например, линейным полиэтиленом низкой плотности (LLDPE); разветвленным гомополимером этилена, например, полиэтиленом низкой плотности (LDPE) или полиэтиленом очень низкой плотности (VLDPE); эластомерным полиолефином, например, coполимером пропилена и альфа-олефина; и любым их сочетанием.
В варианте осуществления изобретения полимеры полимерных компонентов могут быть полимерами одного и того же типа, но обладать различными среднечисленными молекулярными весами. Например, среднечисленный молекулярный вес первого полимера первого полимерного компонента может составлять по меньшей мере около 10000; по меньшей мере - около 50000; по меньшей мере - около 100000; или по меньшей мере - около 500000; альтернативно - до около 500000; до около 100000; до около 50000 или до около 10000. Среднечисленный молекулярный вес второго полимера второго полимерного компонента может составлять по меньшей мере около 5000; по меньшей мере - около 10000; по меньшей мере - около 50000; по меньшей мере - около 100000; или по меньшей мере -около 500000; альтернативно - до около 500000; до около 100000; до около 50000; до около 10000 или до около 5000. Однако среднечисленный молекулярный вес первого полимера отличается от среднечисленного молекулярного веса второго полимера. Среднечисленный молекулярный вес первого полимера может отличаться от среднечисленного молекулярного веса второго полимера на величину до около 500; до около 1000; до около 2000; до около 2500; до около 3500; до около 5000; до около 7500; до около 10000; до около 15,000; до около 25000; до около 30000; до около 35000; до около 40000; до около 45000; до около 50000; до около 60000; до около 70000; до около 75000; до около 90000; до около 100000; до около 125000; до около 150000; до около 175000; до около 200000 или до около 250000.
В варианте осуществления изобретения, в дополнение к первому полимеру первого полимерного компонента и ко второму полимеру второго полимерного компонента, один из них или оба: первый полимерный компонент и второй полимерный компонент могут включать другой полимер для образования полимерной смеси. В случае, если оба полимерных компонента включают такой другой полимер, то данный полимер является полимером того же типа, но обладает отличающимися свойствами. Пример такого использования полимерной смеси в компонентах многокомпонентного волокна описан в патенте США № 8,758,660, включенном в его полном объеме в настоящее описание посредством ссылки. Например, данный другой полимер, включенный в полимерные смеси, может обладать различными среднечисленными молекулярными весами в каждой из полимерных смесей для первого полимерного компонента и второго полимерного компонента, соответственно. Например, среднечисленный молекулярный вес данного полимера в полимерной смеси первого полимерного компонента может составлять по меньшей мере около 200; по меньшей мере около 500; по меньшей мере около 1000; или по меньшей мере около 1500; альтернативно - до около 5000; до около 3500; до около 3000; или до около 2500. Если данный дополнительный полимер включен во второй полимерный компонент, то среднечисленный молекулярный вес данного полимера в полимерной смеси второго полимерного компонента может составлять по меньшей мере около 200; по меньшей мере около 500; по меньшей мере около 1000; или по меньшей мере около 1500; альтернативно - до около 5000; до около 3500; до около 3000; или до около 2500. Однако среднечисленный молекулярный вес первого полимера отличается от среднечисленного молекулярного веса второго полимера. Среднечисленный молекулярный вес полимера в первой полимерной смеси может отличаться от среднечисленного молекулярного веса полимера во второй полимерной смеси на величину до около 5; до около 10; до около 20; до около 25; до около 35; до около 50; до около 75; до около 100; до около 150; до около 250; до около 300; до около 350; до около 400; до около 450; до около 500; до около 600; до около 700; до около 750; до около 900; до около 1,000; до около 1250; до около 1500; до около 1750; до около 2000; или до около 2500.
В варианте осуществления изобретения полимер полимерного компонента может содержать многокомпонентный полимер. Термин «многокомпонентный», при употреблении в настоящем описании, может включать coполимеры, терполимер, тетраполимер и т.д., и любые их сочетания. Согласно варианту осуществления изобретения многокомпонентое волокно производят с возможностью придания бикомпонентному волокну способности к самогофрированию таким образом, чтобы при его использовании в нетканых материалах обеспечивалась повышенная объемность в сравнении с бикомпонентными волокнами, которые не включают такое многокомпонентное волокно или волокна.
Температуры плавления полимерных компонентов могут быть подобраны таким образом, чтобы они были приблизительно одинаковыми или различными в зависимости от того, будет ли гофрирование осуществляться под воздействием нагрева; под воздействием некоторых других механических сил, например, посредством перепутывания волокон струями жидкости; под воздействием вытягивания и т.п. или под воздействием их сочетаний. Действительно, любой процесс гофрирования, известный в данной области техники, может быть использован.
В определенных вариантах осуществления изобретения первый полимерный компонент может обладать температурой плавления в диапазоне, например, от около 110°C до около 130°C. В варианте осуществления изобретения температура плавления второго полимерного компонента может быть в диапазоне от около 135°C до около 175°C; от около 145°C до около 170°C; от около 150°C до около 168°C; или от около 160°C до около 166°C. В определенных вариантах осуществления изобретения разница между температурами плавления первого полимерного компонента и второго полимерного компонента может доходить до около 1°C; до около 2°C; до около 3°C; до около 4°C; до около 5°C; до около 10°C; до около 15°C; до около 20°C; до около 25°C; до около 30°C; до около 40°C; или до около 50°C.
Полимерные компоненты могут дополнительно содержать одну или большее количество добавок и/или средств для обеспечения совместимости, для улучшения сцепления в области контактной поверхности между полимерными компонентами.
В варианте осуществления изобретения активация скрытой усадки полимерного компонента может быть инициирована в волокне до его формирования в полотно; или в полотне до его консолидации в другом варианте осуществления изобретения. В определенных других вариантах осуществления изобретения также можно активировать волокно, например, посредством нагрева после консолидации посредством перепутывания волокон струями жидкости или после точечного скрепления.
На фиг. 6A показана микрофотография, выполненная на растровом электронном микроскопе (РЭМ), лентообразных волокон в полотне, которое не было активировано согласно варианту осуществления изобретения. На фиг. 6B показана микрофотография, выполненная на РЭМ, лентообразных волокон, представленных на фиг. 6A, которые были активированы посредством нагрева согласно варианту осуществления изобретения. Лентообразные волокна, представленные на фиг. 6B, стали гофрированными в результате активации посредством нагрева. На фиг. 7 показана микрофотография, выполненная на РЭМ, лентообразных бикомпонентных волокон согласно варианту осуществления изобретения. Бикомпонентные лентообразные волокна, представленные на фиг. 6A, 6B и 7, являются бикомпонентными волокнами со структурой «бок-о-бок», содержащими полиэтилентерефталат (PET) с одной стороны и coполимер PET с другой стороны. Конечно, возможно любое сочетание полимеров, как это дополнительно раскрыто ниже в настоящем описании. В неограничивающем примере предпочтительного варианта осуществления изобретения представлено бикомпонентное лентообразное волокно со структурой «бок-о-бок», содержащее полипропилен (PP) с одной стороны и полиэтилен (PE) с другой стороны.
Лентообразные волокна, представленные на фиг. 6A, были соединены посредством использования тепловой энергии таким образом, как это было продемонстрировано на гофрирующихся волокнах, представленных на фиг. 6B. В Таблице 1 указаны длины нескольких лентообразных волокон, представленных на фиг. 6B после активирования посредством нагрева.
мкм
В Таблице 2 указаны главные размеры и второстепенные размеры нескольких лентообразных волокон, представленных на фиг. 7.
Бикомпонентные волокна согласно изобретению могут обладать соотношением, большим приблизительно 1,5:1; большим приблизительно 2:1; большим приблизительно 2,5:1; большим приблизительно 3:1; большим приблизительно 4:1; и большим приблизительно 5:1.
Нетканый материал, изготовленный из волокон согласно изобретению, может быть сформирован любым способом, известным в данной области техники. Однако в предпочтительном варианте осуществления изобретения нетканые материалы «спанбонд» изготавливают из непрерывных элементарных нитей согласно изобретению.
Термин «нетканый материал» в настоящем описании обозначает нетканый материал, сформированный из полимерных волокон или элементарных нитей, находящихся в плотном контакте с образованием одного или большего количества слоев. Один или большее количество слоев нетканого материала могут включать волокна штапельной длины, по существу непрерывные или прерывистые элементарные нити или волокна и их сочетания или смеси, если четко не указано что-либо иное. Один или большее количество слоев нетканого материала или компонент нетканого материала могут быть стабилизированы или не стабилизированы.
Материал согласно изобретению может быть тканым, вязаным или нетканым материалом, но нетканые материалы, содержащие волокна и/или элементарные нити, перепутанные струями жидкости, являются предпочтительными согласно определенным вариантам осуществления изобретения. В определенных вариантах осуществления изобретения особенно предпочтительно изготавливать материалы согласно изобретению, с использованием термически обработанных, самогофрирующихся, лентообразных волокон. Дополнительно согласно этим вариантам осуществления процесс перепутывания волокон и/или элементарных нитей струями жидкости может следовать за термической обработкой и/или механическим воздействием, требующимися для гофрирования бикомпонентных волокон согласно изобретению. Согласно варианту осуществления изобретения бикомпонентные волокна, сформированные в нетканое полотно «спанбонд», могут быть подвергнуты перепутыванию струями воды, подаваемой под высоким давлением из одной или большего количества станций, где давление воды может составлять от 10 бар до 1000 бар. Нетканый материал может быть дополнительно подвергнут термической обработке для дополнительного гофрирования бикомпонентных волокон в нетканом полотне «спанбонд» согласно определенным вариантам осуществления изобретения.
Согласно варианту осуществления изобретения нетканый материал может быть подвергнут растяжению в продольном направлении для стимулирования гофрирования бикомпонентных волокон в нетканом материале. Альтернативно или дополнительно нетканый материал может быть подвергнут растяжению в поперечном направлении для стимулирования гофрирования бикомпонентных волокон в нетканом материале. В определенных вариантах осуществления нетканый материал может быть подвергнут растяжению в поперечном направлении посредством использования сушильно-ширильной машины для стимулирования гофрирования бикомпонентных волокон.
В определенных вариантах осуществления изобретения нетканый материал содержит бикомпонентные волокна согласно изобретению. Дополнительно согласно этим вариантам осуществления бикомпонентные волокна в нетканом материале могут включать непрерывные элементарные нити, изготовленные по способу «спанбонд». В определенных вариантах осуществления изобретения бикомпонентные волокна в нетканом материале могут быть соединены посредством использования по меньшей мере одного из процессов: термоскрепления или перепутывания волокон.
Согласно аспекту изобретения создан способ изготовления бикомпонентного волокна. Способ изготовления бикомпонентного волокна включает этапы: обеспечение первого полимерного компонента; обеспечение второго полимерного компонента; и формование и обработка первого полимерного компонента и второго полимерного компонента для образования бикомпонентного волокна, обладающего поперечным сечением со структурой «бок-о-бок».
Бикомпонентные волокна согласно изобретению, могут быть изготовлены согласно определенным вариантам осуществления изобретения посредством использования фильер, спроектированных для изготовления бикомпонентных элементарных нитей с требуемым поперечным сечением, например, с конфигурацией «бок-о-бок» в предпочтительном варианте осуществления изобретения. Фильеры могут быть выполнены с возможностью формования бикомпонентных элементарных нитей посредством их выпуска через все отверстия фильеры; или альтернативно, в зависимости от конкретных требуемых характеристик продукта, фильеры могут быть выполнены с возможностью изготовления некоторого количества бикомпонентных многогранных элементарных нитей и некоторого количества многогранных элементарных нитей, формуемых полностью из одного из полимерных компонентов: из первого или второго полимерного компонента.
Множество модификаций и других вариантов осуществления изобретения, представленных в настоящем описании, приходят на ум специалисту в области техники, к которой относится данное изобретение, обладающие преимуществами идей, представленных в настоящем описании и на прилагаемых чертежах. Специалисты в данной области техники должны понимать, что в варианты осуществления, описанные в настоящей заявке, могут быть внесены изменения без отступления от концепции настоящего изобретения в широком его толковании. Таким образом, должно быть понятно, что данное изобретение не ограничено конкретными раскрытыми вариантами осуществления, но оно предназначено для охвата модификаций согласно сущности и объему настоящего изобретения, как это определено в прилагаемой формуле изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| НЕТКАНЫЙ ВОЛОКНИСТЫЙ МАТЕРИАЛ С НЕСКРЕПЛЕННЫМИ УЧАСТКАМИ, РАСПОЛОЖЕННЫМИ В СООТВЕТСТВИИ С ОПРЕДЕЛЕННЫМ РИСУНКОМ, И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1996 |
|
RU2149933C1 |
| НЕТКАНЫЙ МАТЕРИАЛ МАЛОЙ ПЛОТНОСТИ ИЗ МИКРОВОЛОКОН И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1996 |
|
RU2142528C1 |
| КОМПОЗИТНАЯ ПЛЕНКА | 2019 |
|
RU2780070C1 |
| НЕТКАНОЕ ПОЛОТНО «СПАНБОНД» ДЛЯ СОБИРАЮЩЕГО/РАСПРЕДЕЛИТЕЛЬНОГО СЛОЯ | 2017 |
|
RU2758538C2 |
| ПЕРВИЧНЫЙ ГРУНТОВОЙ МАТЕРИАЛ ДЛЯ КОВРА | 2010 |
|
RU2549973C2 |
| НЕТКАНЫЙ МАТЕРИАЛ И СПОСОБ ЕГО ФОРМИРОВАНИЯ | 2016 |
|
RU2666673C1 |
| НЕТКАНЫЙ МАТЕРИАЛ И СПОСОБ ЕГО ФОРМИРОВАНИЯ | 2016 |
|
RU2690286C2 |
| НЕТКАНЫЙ МАТЕРИАЛ СПАНБОНД С ИЗВИТЫМИ ТОНКИМИ ВОЛОКНАМИ И УЛУЧШЕННОЙ ОДНОРОДНОСТЬЮ | 2019 |
|
RU2748508C2 |
| ГИБКИЕ СЛОИСТЫЕ СТРУКТУРЫ, ИМЕЮЩИЕ ЗАКРЫТЫЕ ОТДЕЛЬНЫЕ ОБЛАСТИ МАТЕРИАЛА | 2001 |
|
RU2293659C2 |
| СЛОИ ИЗ НЕТКАНОГО МАТЕРИАЛА, ИЗГОТОВЛЕННОГО РАЗДУВОМ РАСПЛАВА ПОЛИМЕРА НА ОСНОВЕ ПРОПИЛЕНА, И КОМПОЗИТНЫЕ СТРУКТУРЫ | 2006 |
|
RU2415206C2 |
Изобретение относится к химической технологии волокнистых материалов и касается самогофрирующегося лентообразного волокна и нетканых материалов, изготовленных из такого волокна. Бикомпонентное волокно спанбонд содержит: первый полимерный компонент; второй полимерный компонент, которые образуют бикомпонентное волокно спанбонд, имеющее лентообразную форму со структурой поперечного сечения «бок-о-бок». Самогофрированное бикомпонентное волокно спанбонд получают посредством подвергания бикомпонентного волокна спанбонд воздействию тепловой энергии или механической силы. Самогофрированное бикомпонентное волокно спанбонд содержит компактную структуру, которая противостоит сжатию таким образом, при котором волокно сохраняет объем, причем разница между температурами плавления первого полимерного компонента и второго полимерного компонента составляет самое большее около 15°C. Созданы также нетканые материалы, изготовленные из таких лентообразных, многокомпонентых волокон или элементарных нитей. Изобретение обеспечивает создание самогофрирующегося бикомпонентного волокна и нетканого материала спанбонд, изготовленного из таких волокон, которые противостоят сжатию, сохраняя некоторые из преимуществ высокой объемности даже под нагрузкой. 4 н. и 15 з.п. ф-лы, 7 ил., 2 табл.
1. Бикомпонентное волокно «спанбонд», содержащее:
первый полимерный компонент; второй полимерный компонент, и первый полимерный компонент и второй полимерный компонент образуют бикомпонентное волокно «спанбонд», имеющее лентообразную форму со структурой поперечного сечения «бок-о-бок»;
причем самогофрированное бикомпонентное волокно «спанбонд» получено посредством подвергания бикомпонентного волокна «спанбонд», по меньшей мере одному из воздействий: воздействию тепловой энергии или механической силы;
причем самогофрированное бикомпонентное волокно «спанбонд», содержит компактную структуру, которая противостоит сжатию таким образом, при котором самогофрированное бикомпонентное волокно, «спанбонд» сохраняет объем; и причем разница между температурами плавления первого полимерного компонента и второго полимерного компонента составляет самое большее около 15°C.
2. Бикомпонентное волокно «спанбонд» по п. 1, в котором первый полимерный компонент и второй полимерный компонент содержат контактную поверхность, по существу параллельную главной средней линии, определяющей лентообразную форму бикомпонентного волокна «спанбонд».
3. Бикомпонентное волокно «спанбонд» по п. 1, в котором первый полимерный компонент и второй полимерный компонент содержат контактную поверхность, по существу перпендикулярную главной средней линии, определяющей лентообразную форму бикомпонентного волокна «спанбонд».
4. Бикомпонентное волокно «спанбонд» по п. 1, в котором воздействие на него механической силой включает растяжение бикомпонентного волокна «спанбонд».
5. Бикомпонентное волокно «спанбонд» по п. 1, в котором аспектное соотношение бикомпонентного волокна «спанбонд» больше приблизительно 4:1, причем апсектное соотношение определяется как безразмерное отношение размера d1 и размера d2, причем размер d1 является первым максимальным размером поперечного сечения волокна, измеренным вдоль первой оси поперечного сечения, а размер d2 является вторым максимальным размером поперечного сечения, измеренным вдоль второй оси поперечного сечения, перпендикулярной первой оси.
6. Способ изготовления лентообразного бикомпонентного волокна «спанбонд», включающий этапы, на которых:
обеспечивают первый полимерный компонент;
обеспечивают второй полимерный компонент;
формуют и обрабатывают первый полимерный компонент и второй полимерный компонент для образования бикомпонентного волокна «спанбонд», обладающего структурой поперечного сечения «бок-о-бок»; и
проводят самогофрирование бикомпонентного волокна «спанбонд» для образования самогофрированного бикомпонентного волокна «спанбонд»;
причем самогофрированное бикомпонентное волокно «спанбонд» имеет компактную структуру, которая противостоит сжатию таким образом, что самогофрированное бикомпонентное волокно «спанбонд» сохраняет объем; и
причем разница между температурами плавления первого полимерного компонента и второго полимерного компонента составляет самое большее около 15°C.
7. Способ по п. 6, согласно которому самогофрирование осуществляют по меньшей мере одним из: термического нагрева или прикладывания механической силы.
8. Способ по п. 7, согласно которому воздействие механической силой включает растяжение бикомпонентного волокна «спанбонд».
9. Нетканый материал, содержащий бикомпонентное волокно «спанбонд», содержащее:
первый полимерный компонент;
второй полимерный компонент; и
из первого полимерного компонента и второго полимерного компонента сформовано бикомпонентное волокно; причем
бикомпонентное волокно «спанбонд» имеет лентообразную форму со структурой поперечного сечения «бок-о-бок»;
причем самогофрированное бикомпонентное волокно «спанбонд» изготовлено посредством подвергания бикомпонентного волокна «спанбонд» по меньшей мере одному из воздействий: воздействию тепловой энергией или механической силы;
причем самогофрированное бикомпонентное волокно «спанбонд» имеет компактную структуру, противостоящую сжатию таким образом, что самогофрированное бикомпонентное волокно «спанбонд» сохраняет объем; и
причем разница между температурами плавления первого полимерного компонента и второго полимерного компонента составляет самое большее около 15°C.
10. Нетканый материал по п. 9, в котором бикомпонентные волокна «спанбонд» скреплены посредством использования по меньшей мере одного из способов скрепления: теплового связывания или перепутывания волокон.
11. Нетканый материал по п. 9, в котором бикомпонентные волокна «спанбонд» содержат штапельные волокна.
12. Нетканый материал по п. 11, в котором бикомпонентные волокна «спанбонд» скреплены посредством использования по меньшей мере одного из способов скрепления: термического соединения или перепутывания волокон.
13. Нетканый материал по п. 9, в котором первый полимерный компонент и второй полимерный компонент имеют взаимную контактную поверхность, по существу параллельную главной средней линии, определяющей лентообразную форму бикомпонентного волокна «спанбонд».
14. Нетканый материал по п. 13, в котором аспектное соотношение бикомпонентного волокна «спанбонд» больше приблизительно 4:1; причем аспектное соотношение определяется как безразмерное отношение размера d1 и размера d2, причем размер d1 является первым максимальным размером поперечного сечения волокна, измеренным вдоль первой оси поперечного сечения, а размер d2 является вторым максимальным размером поперечного сечения, измеренным вдоль второй оси поперечного сечения, перпендикулярной первой оси.
15. Нетканый материал по п. 9, в котором первый полимерный компонент и второй полимерный компонент имеют взаимную контактную поверхность, по существу перпендикулярную главной средней линии, определяющей лентообразную форму бикомпонентного волокна «спанбонд».
 16. Нетканый материал по п. 15, в котором аспектное соотношение бикомпонентного волокна «спанбонд» больше приблизительно 4:1; причем соотношение определяется как безразмерное отношение размера d1 и размера d2, причем размер d1 является первым максимальным размером поперечного сечения волокна, измеренным вдоль первой оси поперечного сечения, а размер d2 является вторым максимальным размером поперечного сечения, измеренным вдоль второй оси поперечного сечения, перпендикулярной первой оси.
16. Нетканый материал по п. 15, в котором аспектное соотношение бикомпонентного волокна «спанбонд» больше приблизительно 4:1; причем соотношение определяется как безразмерное отношение размера d1 и размера d2, причем размер d1 является первым максимальным размером поперечного сечения волокна, измеренным вдоль первой оси поперечного сечения, а размер d2 является вторым максимальным размером поперечного сечения, измеренным вдоль второй оси поперечного сечения, перпендикулярной первой оси.
17. Нетканый материал по п. 9, причем воздействие механической силой включает растяжение бикомпонентного волокна «спанбонд».
18. Способ по п. 6, согласно которому аспектное соотношение бикомпонентного волокна «спанбонд» больше приблизительно 4:1; причем аспектное соотношение определяется как безразмерное отношение размера d1 и размера d2, причем размер d1 является первым максимальным размером поперечного сечения волокна, измеренным вдоль первой оси поперечного сечения, а размер d2 является вторым максимальным размером поперечного сечения, измеренным вдоль второй оси поперечного сечения, перпендикулярной первой оси.
19. Бикомпонентное волокно «спанбонд», содержащее:
первый полимерный компонент; второй полимерный компонент, причем первый полимерный компонент и второй полимерный компонент образуют бикомпонентное волокно «спанбонд», имеющее лентообразную форму со структурой поперечного сечения «бок-о-бок»;
причем самогофрированное бикомпонентное волокно «спанбонд» получено посредством подвергания бикомпонентного волокна «спанбонд», по меньшей мере одному из воздействий: воздействию тепловой энергии или механической силы;
причем самогофрированное бикомпонентное волокно «спанбонд» содержит компактную структуру, которая противостоит сжатию таким образом, при котором самогофрированное бикомпонентное волокно «спанбонд» сохраняет объем; и причем
бикомпонентные волокна «спанбонд» содержат штапельные волокна.
| Пломбировальные щипцы | 1923 |
|
SU2006A1 |
| US 4551378 A, 05.11.1985 | |||
| WO 2007035740 A2, 29.03.2007 | |||
| ПОЛУЧАЕМЫЙ ИЗ ЕДИНОЙ ПОЛИМЕРНОЙ СИСТЕМЫ НЕТКАНЫЙ МАТЕРИАЛ ИЗ СКЛЕЕННЫХ ПО ПЛОЩАДИ ВОЛОКОН | 2008 |
|
RU2435881C1 |

