Область техники
Предметом настоящего изобретения является способ и устройство контроля шин в технологическом процессе и в установке для изготовления шин для колес транспортных средств.
В частности, настоящее изобретение относится к области операций контроля качества, которые выполняются на шинах, предпочтительно подвергнутых формованию в пресс-формах и вулканизации, адаптированы для проверки соответствия данных шин техническим требованиям и, следовательно, обеспечивают возможность направления шин, соответствующих техническим требованиям, на склад и отбраковки дефектных шин.
Уровень техники
Шина для колес транспортных средств, как правило, содержит каркасный конструктивный элемент, содержащий, по меньшей мере, один слой каркаса, имеющий концевые клапаны, противоположные в аксиальном направлении и введенные в контактное взаимодействие с соответствующими удерживающими кольцевыми конструктивными элементами, встроенными в зонах, обычно называемых термином «борта». Каркасный конструктивный элемент соединен с брекерным конструктивным элементом, содержащим один или более слоев брекера, расположенных с обеспечением их наложения в радиальном направлении друг на друга и на слой каркаса. В радиальном направлении снаружи по отношению к брекерному конструктивному элементу наложен протекторный браслет, который выполнен из эластомерного материала подобно другим полуфабрикатам, образующим шину. Соответствующие боковины, выполненные из эластомерного материала, также наложены в аксиальном направлении снаружи на боковые поверхности каркасного конструктивного элемента, причем каждая боковина проходит от одного из боковых краев протекторного браслета до соответствующего удерживающего кольцевого конструктивного элемента в бортах.
После создания невулканизированной шины, осуществляемой посредством сборки соответствующих полуфабрикатов, производственный цикл заканчивается выполнением обработки, представляющей собой формование в пресс-форме и вулканизацию и направленной на обеспечение стабилизации конструкции шины посредством сшивания эластомерного материала, а также на образование заданного рисунка протектора на протекторном браслете и возможных отличительных графических маркировок на боковинах.
Под термином «эластомерный материал» подразумевается композиция, содержащая, по меньшей мере, один эластомерный полимер и, по меньшей мере, один активный наполнитель. Подобная композиция предпочтительно также содержит добавки, такие как сшивающие агенты и/или пластификаторы. Благодаря наличию сшивающих агентов подобный материал может быть подвергнут сшиванию посредством нагрева для образования конечного изготовленного изделия.
Под термином «проверка/контроль» применительно к шинам в общем подразумеваются все те неразрушающие операции, которые обеспечивают возможность обнаружения возможных внешних дефектов (на радиально наружной и/или радиально внутренней поверхностях) и/или внутренних дефектов (в конструкции) шины. Указанные операции контроля могут представлять собой операции, например, оптического типа (фотографию, ширографию, голографию, радиографию и т.д.), ультразвукового типа, механического типа или представлять собой их комбинацию.
Посредством терминов «нижний», «верхний», «низ», «верх», «ниже» и «выше» определяется относительное положение - по отношению к грунту - элемента, такого как компонент шины, шина, устройство, приспособление и т.д., или одного из указанных элементов относительно другого.
Под термином «половина шины» подразумеваются половины шины, определяемые в аксиальном направлении, то есть половины, ограниченные осевой средней плоскостью, ортогональной к главной оси вращения шины и расположенной на одинаковых расстояниях от бортов самой шины.
Под «по меньшей мере, одной половиной шины» подразумевается скомплектованная половина, определенная выше, возможно, в совокупности с дополнительной частью другой половины, которая продолжается в аксиальном направлении от вышеуказанной средней плоскости.
Под «одновременным пошаговым продвижением шин» подразумевается одновременное перемещение множества шин, расположенных вдоль траектории, с фиксированным шагом, через по существу постоянные интервалы времени.
Под «длительностью цикла сборки/изготовления» подразумевается время, которое проходит между выходом собранной/готовой шины из сборочной/производственной линии и выходом последующей шины.
Под «длительностью цикла контроля» подразумевается время, которое проходит между выходом одной шины, проверенной устройством контроля, и выходом последующей шины.
Предпочтительно после вулканизации шины подвергают операциям контроля качества для проверки возможного наличия дефектов.
В документе DE 102008037356 проиллюстрирована система для испытаний шин в целях контроля качества и для снижения рисков, связанных с безопасностью. Подобные испытания обеспечивают возможность распознавания мест с дефектами. Система содержит считывающее устройство для считывания идентификатора, выполненного с возможностью идентификации шины, систему транспортирования, предусмотренную с множеством транспортирующих секций для транспортирования шин вдоль направления транспортирования, по меньшей мере, одно устройство для испытаний и, по меньшей мере, одно средство управления, выполненное с возможностью управления считывающим устройством, системой транспортирования и устройством для испытаний. Система транспортирования снабжена множеством датчиков, которые определяют наличие шины в транспортирующих секциях. Средство управления выполнено с возможностью регистрации положения шины в транспортирующих секциях и отслеживания траектории перемещения самой шины. В одном варианте осуществления в данном документе проиллюстрированы два устройства для испытаний, расположенные последовательно и предназначенные для испытания шин посредством различных способов измерения.
В документе ЕР 1436789 проиллюстрированы способ и устройство для контроля шины. Шину, подлежащую контролю, сначала соединяют с ободом, образованным двумя частями, и накачивают на станции монтажа, затем последовательно вводят на множество станций контроля, на которых обеспечивают вращение шины вместе с ободом при одновременном выполнении операций контроля, и после этого шину переводят на станцию демонтажа, на которой шину спускают и части обода отсоединяют от нее.
В документе US 2012/0134656 проиллюстрированы осветительное устройство и устройство контроля для шины, которые выполнены с возможностью обнаружения неоднородностей в форме самой шины. Фотографическое устройство фотографирует внутреннюю поверхность шины, в то время как направляющее устройство обеспечивает вращение шины и устройства контроля друг относительно друга вокруг оси шины. Между тем, осветительное устройство, расположенное вдоль периферийной внутренней поверхности шины, излучает свет в направлении вдоль окружности самой шины. Один вариант осуществления в данном документе иллюстрирует три следующих друг за другом, расположенных рядом друг с другом участка контроля, на которые шина поступает последовательно посредством транспортирующих частей. Шину, находящуюся на первом участке контроля, перемещают на вращающийся стол второго участка контроля, шину, находящуюся на втором участке контроля, перемещают на вращающийся стол третьего участка контроля, и шину, находящуюся на третьем участке контроля, перемещают на выходной стол.
В документе US 3969627 проиллюстрирована автоматическая система для контроля шин, в которой используются рентгеновские лучи для проверки целостности частей шин, подаваемых последовательно вдоль траектории подачи через станцию центрирования и в экранированный кожух, который определяет границы станции контроля. Шины подаются по одной на центрирующий стол, на котором каждая шина центрируется в боковом направлении посредством двух рычагов. Затем шину вставляют в экранированный кожух, обеспечивая ее продвижение на транспортере, который останавливается, когда ось указанной шины окажется расположенной вдоль заданной линии. При наличии шины на станции контроля кожух закрывают, и комплект стержней входит в контакт с бортами шины. Стержни приводятся во вращение для вращения шины во время контроля посредством рентгеновского излучения.
Сущность изобретения
Рассматривая автоматизированные системы контроля шин, которые выходят из производственной линии, подобные описанным выше, Заявитель отметил, что время, необходимое на данный момент для полного и тщательного контроля каждой отдельно взятой шины, технически не совместимо с высокой производительностью современных производственных линий (для сборки и вулканизации). В современных установках это означает контроль всех изготовленных шин, но отказ от части многочисленных операций контроля, или в альтернативном варианте выполнение тщательных проверок только на некоторых шинах (выборочных проверок).
В частности, Заявитель установил в результате наблюдений, что известные системы не способны обеспечить выполнение тщательного контроля всех шин во время, задаваемое сборочной/производственной линией, то есть выполнение подобных операций контроля на линии без скапливания шин, подлежащих контролю.
Заявитель также удостоверился в том, что продолжительные времена контроля в известных системах по меньшей мере частично обусловлены сложностью механизмов и способами перемещения, предназначенными для перевода каждой шины на одну или более станций контроля и управления указанной шиной и системами контроля на каждой станции контроля.
В частности, Заявитель установил в результате наблюдений, что одна из наиболее критических характеристик известных устройств связана с позиционированием шин относительно систем контроля так, чтобы операции контроля выполнялись корректно. В известных системах подобное позиционирование требует «вмешательства» сложных, громоздких механизмов и устройств, которые являются сравнительно медленно работающими относительно времен, задаваемых линией сборки/изготовления.
Заявитель также столкнулся с тем, что вследствие вышеуказанного известные автоматизированные системы в целом в некоторых случаях являются довольно громоздкими (см., например, документ DE 102008037356), а в других случаях имеют сложную конструкцию и, следовательно, являются дорогостоящими и не очень надежными (подобными системам, описанным в документах US 2012/0134656, US 3969627 и ЕР 1436789).
В подобной области Заявитель поставил задачу контроля всех шин, выходящих из сборочной/производственной линии, посредством оптимизации времен контроля, в частности, посредством выполнения всех операций контроля с длительностями и режимами, совместимыми с длительностью цикла сборки/изготовления, задаваемой той же самой линией и определяемой как время, которое проходит между выходом одной шины из сборочной/производственной линии и выходом последующей шины.
Заявитель также удостоверился в необходимости выполнения подобного контроля посредством одновременного ограничения размера, сложности и стоимости устройства, предназначенного для него.
Заявитель также удостоверился в необходимости выполнения подобного контроля на моделях шин, которые даже являются совершенно отличающимися друг от друга в отношении размера (посадочного диаметра, высоты боковин, ширины протекторного браслета и т.д.) и типа (предназначенная для легкового автомобиля/мотоцикла/грузового автомобиля, зимняя/летняя шина, самозаклеивающаяся/самонесущая шина и т.д.), без необходимости в адаптации механизмов манипулирования указанными шинами каждый раз при изменении модели шины.
Следовательно, Заявитель осознал, что при интеграции - в одном устройстве - систем, выполненных с возможностью загрузки, позиционирования/центрирования и обеспечения вращения каждой шины, подлежащей контролю, стало возможным удовлетворение требований, приведенных выше, в частности, в отношении совместимости с длительностью цикла сборки/изготовления, уменьшения объема перемещений и устройства контроля, повторяемости и надежности результатов и гибкости всей системы контроля в отношении каждой модели шины.
Более точно, Заявитель обнаружил, что вышеописанные потребности могут быть удовлетворены посредством использования - в устройстве контроля - стола, выполненного с возможностью приема шины в поджатом состоянии и с конструкцией, обеспечивающей возможность вращения вокруг его вертикальной оси вращения и обеспечивающей возможность перемещения шины в плоскости относительно вышеупомянутой оси вращения.
Более конкретно, в соответствии с одним аспектом настоящее изобретение относится к устройству контроля шин, при этом каждая шина имеет главную ось вращения, причем указанное устройство содержит, по меньшей мере, одну станцию контроля.
Указанная, по меньшей мере, одна станция контроля предпочтительно содержит основание.
Указанная, по меньшей мере, одна станция контроля предпочтительно содержит вращающийся стол, смонтированный на основании с возможностью вращения вокруг соответствующей вертикальной оси вращения.
Вращающийся стол предпочтительно содержит опорную часть, расположенную в плоскости, по существу горизонтальной и перпендикулярной к указанной вертикальной оси вращения, и выполненную с возможностью приема и обеспечения опоры для боковины шины, подлежащей контролю.
Опорная часть предпочтительно выполнена с возможностью перемещения в указанной плоскости, которая является по существу горизонтальной, относительно вертикальной оси вращения в соответствии с двумя направлениями, принадлежащими указанной по существу горизонтальной плоскости.
Указанная, по меньшей мере, одна станция контроля предпочтительно содержит, по меньшей мере, одно средство контроля, функционально активное у вращающегося стола.
Указанная, по меньшей мере, одна станция контроля предпочтительно содержит устройство для обеспечения перемещения, выполненное с возможностью обеспечения вращения вращающегося стола вокруг указанной вертикальной оси вращения.
Указанная, по меньшей мере, одна станция контроля предпочтительно содержит, по меньшей мере, один исполнительный механизм, функционально соединенный с опорной частью для перемещения указанной опорной части в соответствии с указанными двумя направлениями.
Указанная, по меньшей мере, одна станция контроля предпочтительно содержит устройство обнаружения, выполненное с возможностью обнаружения отклонения в указанной по существу горизонтальной плоскости между вертикальной осью вращения и главной осью шины.
Указанная, по меньшей мере, одна станция контроля предпочтительно содержит электронный блок управления, функционально соединенный с устройством обнаружения и с указанным, по меньшей мере, одним исполнительным механизмом, при этом электронный блок управления выполнен с возможностью приведения в действие исполнительного механизма и перемещения опорной части в соответствии с, по меньшей мере, одним из указанных двух направлений в зависимости от обнаруженного отклонения для того, чтобы сделать подобное отклонение меньшим, чем заданное значение.
В соответствии с дополнительным аспектом настоящее изобретение относится к способу контроля шин, причем каждая шина имеет главную ось вращения.
Предпочтительно предусмотрена подача шины, подлежащей контролю, на опорную часть, расположенную в по существу горизонтальной плоскости, при этом указанная опорная часть принадлежит соответствующему вращающемуся столу, имеющему ось вращения, по существу перпендикулярную к указанной по существу горизонтальной плоскости.
Предпочтительно предусмотрено обнаружение отклонения в указанной по существу горизонтальной плоскости, имеющегося между указанной вертикальной осью вращения вращающегося стола и главной осью вращения шины, поданной на указанную опорную часть.
Предпочтительно предусмотрено перемещение опорной части указанного вращающегося стола в указанной плоскости, которая является по существу горизонтальной, относительно вертикальной оси вращения и в соответствии с, по меньшей мере, одним направлением вплоть до уменьшения указанного отклонения до значения, которое меньше заданного значения.
Предпочтительно предусмотрено вращение вращающегося стола вместе с шиной вокруг указанной вертикальной оси вращения вращающегося стола.
Предпочтительно предусмотрено выполнение операций контроля на указанной шине во время вращения вращающегося стола и шины.
Заявитель полагает, что устройство контроля и выполнение способа согласно изобретению обеспечивают возможность оптимизации времен контроля и ограничения пространств, предназначенных для зоны контроля при определенном выигрыше в отношении затрат на изготовленную шину.
Заявитель, в частности, полагает, что изобретение позволяет:
- выполнить все необходимые операции контроля чрезвычайно точно, быстро и надежно;
- выполнить указанные операции контроля при длительностях и режимах, совместимых с длительностью цикла сборки/изготовления, которая задана сборочной/производственной линией, расположенной впереди по ходу процесса;
- ограничить размер, сложность и стоимость устройства, предназначенного для подобных операций контроля, в частности, механизмов, предназначенных для обеспечения перемещения шин в устройстве.
Заявитель, в частности, полагает, что интеграция различных функций, направленных на перемещение шины, в одном вращающемся столе позволяет решить вышеперечисленные задачи простым и эффективным образом.
Заявитель также полагает, что изобретение позволяет выполнять подобные операции контроля на моделях шин, которые даже являются совершенно отличающимися друг от друга (в отношении размера и/или типа), и обеспечить возможность быстрого перехода от одного типа к другому (также обеспечить возможность контроля моделей шин, которые будут разработаны в будущем) при отсутствии необходимости в выполнении таких изменений в указанном устройстве, которые вызывают остановку/замедление производства. Действительно, шины просто размещаются так, что их боковина находится на опорной части, и отсутствуют какие-либо дополнительные механические элементы (такие как рычаги, штыри и т.д.), которые должны контактно взаимодействовать с шиной для ее перемещения. Опорная часть выполнена с возможностью приема шин разных типоразмеров.
Заявитель также полагает, что все данные аспекты положительно влияют на качество шин, которые изготавливаются и считаются соответствующими.
Настоящее изобретение, по меньшей мере, в одном из вышеуказанных аспектов может иметь один или более из предпочтительных отличительных признаков, которые описаны ниже.
Электронный блок управления предпочтительно выполнен с возможностью обеспечения центрирования шины относительно оси вращения, причем по существу устраняется указанное отклонение. Таким образом, во время вращения вращающегося стола шина вращается вокруг ее главной оси. Другими словами, главная ось вращения шины остается неподвижной во время вращения шины вокруг нее самой. Осевая симметрия шины используется для ограничения до минимума количества и сложности средств контроля, которые предпочтительно расположены в заданных положениях контроля во время вращения шины.
Устройство обнаружения предпочтительно является устройством оптического типа. Например, указанное устройство обнаружения содержит одну или более камер.
Вращающийся стол предпочтительно содержит замкнутый конвейер, выполненный с возможностью перемещения вдоль первого направления из указанных двух направлений и переноса указанной опорной части.
Первое направление предпочтительно соответствует направлению, вдоль которого замкнутый конвейер может непрерывно перемещаться.
Опорная часть предпочтительно соответствует верхней части замкнутого конвейера.
Указанный замкнутый конвейер предпочтительно также выполнен с возможностью перемещения на заданную величину перемещения вдоль второго направления из указанных двух направлений.
Указанные два направления предпочтительно ортогональны друг относительно друга.
Первое направление замкнутого конвейера предпочтительно определяет как направление центрирования, так и направление транспортирования и загрузки шины на вращающийся стол.
Второе направление замкнутого конвейера предпочтительно определяет только направление центрирования шины.
В одном варианте осуществления замкнутый конвейер содержит конвейерную ленту, намотанную на два ролика, при этом верхняя поверхность конвейерной ленты образует опорную часть.
Первое направление предпочтительно соответствует направлению непрерывного перемещения верхней ветви конвейерной ленты, которая вращается вдоль замкнутой траектории при ее перемещении посредством роликов. Применение конвейерной ленты позволяет обеспечить непрерывную опорную поверхность для шины.
Указанный, по меньшей мере, один исполнительный механизм предпочтительно содержит первый исполнительный механизм, функционально соединенный с, по меньшей мере, одним из роликов из указанной пары роликов для обеспечения его вращения.
В другом варианте осуществления замкнутый конвейер содержит множество приводных роликов, причем верхние поверхности указанных приводных роликов в совокупности образуют указанную опорную часть.
Первое направление предпочтительно соответствует направлению непрерывного перемещения верхних поверхностей указанных роликов во время их вращения вокруг их осей.
Оба вышеописанных варианта осуществления являются простыми и надежными.
Вращающийся стол предпочтительно содержит вращающуюся опору, соединенную с основанием с возможностью вращения вокруг указанной вертикальной оси вращения.
Замкнутый конвейер предпочтительно смонтирован на вращающейся опоре и выполнен с возможностью перемещения относительно указанной вращающейся опоры вдоль второго направления.
Указанный, по меньшей мере, один исполнительный механизм предпочтительно содержит второй исполнительный механизм, функционально расположенный между вращающейся опорой и конвейером для обеспечения его перемещения вдоль второго направления.
Устройство предпочтительно содержит множество станций контроля.
Устройство предпочтительно содержит первый модуль контроля, имеющий вход для шин и содержащий, по меньшей мере, одно средство контроля.
Предпочтительно предусмотрен второй модуль контроля, имеющий выход для шин и содержащий, по меньшей мере, одно средство контроля.
Предпочтительно предусмотрено устройство для транспортирования и переворачивания, функционально расположенное между первым модулем контроля и вторым модулем контроля.
Указанное устройство для транспортирования и переворачивания предпочтительно выполнено с возможностью переворачивания шины вокруг оси переворачивания, принадлежащей осевой средней плоскости указанной шины и перпендикулярной к указанной главной оси вращения.
Каждый из первого модуля контроля и второго модуля контроля предпочтительно содержит указанную, по меньшей мере, одну станцию контроля.
Первый модуль контроля, второй модуль контроля и устройство для транспортирования и переворачивания предпочтительно образуют траекторию контроля, выполненную с возможностью пошагового прохождения каждой шины по ней. На каждом шаге шина перемещается между одной станцией контроля и следующей или между одной станцией контроля и устройством для транспортирования и переворачивания.
Первый модуль контроля и второй модуль контроля предпочтительно совпадают.
Устройство для транспортирования и переворачивания предпочтительно выполнено с возможностью переворачивания шины, выходящей из выхода указанного модуля контроля, и переноса ее к входу того же самого модуля контроля посредством вспомогательных транспортирующих устройств.
В другом варианте осуществления первый модуль контроля и второй модуль контроля являются отдельными и расположены последовательно в пространстве.
Устройство для транспортирования и переворачивания предпочтительно выполнено с возможностью переворачивания шины, выходящей из первого модуля контроля, и переноса ее во второй модуль контроля.
Каждый из первого модуля контроля и второго модуля контроля предпочтительно содержит множество станций контроля.
Между каждой станцией контроля и следующей или между одной станцией контроля и устройством для транспортирования и переворачивания предпочтительно размещена транспортно-загрузочная группа, содержащая, по меньшей мере, один передаточный ролик. Транспортно-загрузочная группа обеспечивает опору для, по меньшей мере, одной части боковины шины во время ее перехода от одной станции контроля к последующей станции (или от станции контроля к устройству для транспортирования и переворачивания) и, следовательно, предотвращает ее падение.
Указанный, по меньшей мере, один передаточный ролик предпочтительно является приводным. Следовательно, помимо обеспечения опоры передаточный ролик активно взаимодействует при транспортировании шины вдоль траектории контроля.
Транспортно-загрузочная группа предпочтительно содержит два или более вспомогательных передаточных роликов, соответственно размещенных по ходу за и перед передаточным роликом.
Транспортно-загрузочная группа предпочтительно выполнена с возможностью перемещения между рабочим положением, в котором она находится между одним модулем контроля и следующим или между одним модулем контроля и устройством для транспортирования и переворачивания для обеспечения опоры для перемещающейся шины, и исходным положением, в котором она обеспечивает возможность свободного вращения вращающегося (-ихся) стола (-ов).
Вспомогательные передаточные ролики предпочтительно выполнены с возможностью перемещения между рабочим положением, в котором они находятся между одним модулем контроля и следующим или между одним модулем контроля и устройством для транспортирования и переворачивания для обеспечения опоры для перемещающейся шины, и исходным положением, в котором они обеспечивают возможность свободного вращения вращающегося (-ихся) стола (-ов).
В исходном положении транспортно-загрузочная группа или вспомогательные передаточные ролики предпочтительно расположена (-ы) в более низком положении относительно вращающегося стола.
В рабочем положении транспортно-загрузочная группа или вспомогательные передаточные ролики расположены на расстоянии друг от друга и/или от соседних модулей контроля и/или от устройства для транспортирования и переворачивания для предотвращения падения шины. Однако подобное расстояние препятствует свободному вращению вращающегося (-ихся) стола (столов) во время выполнения операций контроля. В исходном положении имеется пространство вокруг вращающихся столов, достаточное для предотвращения столкновения с транспортно-загрузочной группой во время их вращения.
В конце выполнения указанных операций контроля предпочтительно предусмотрена выгрузка указанной шины с указанной опорной части указанного вращающегося стола. Вращающийся стол выполняет функцию как загрузки, так и выгрузки шин.
Указанное заданное значение предпочтительно меньше приблизительно 1 мм.
Еще более предпочтительно, если указанное заданное значение равно или меньше приблизительно 0,1 мм.
Подобное значение достаточно для обеспечения существенного центрирования шины относительно оси вращения вращающегося стола, то есть значительного совпадения между осью вращения шины и указанной осью вращения вращающегося стола.
Поскольку шины не являются идеально круглыми, главную ось вращения каждой шины предпочтительно сначала определяют путем вычислений посредством соответствующих алгоритмов, не описанных в данном документе.
Перемещение опорной части вращающегося стола предпочтительно включает: перемещение указанной опорной части в соответствии с двумя направлениями в указанной по существу горизонтальной плоскости.
Указанное отклонение может включать в себя только одну составляющую вдоль первого направления, только одну составляющую вдоль второго направления или, более реалистично, одну составляющую вдоль первого и одну вдоль второго направления. Следовательно, перемещение опорной части может быть одномерным (только в первом направлении или только во втором направлении) или двумерным (как в первом, так и во втором направлениях).
Опорная часть предпочтительно перемещается вдоль первого направления на первое расстояние, которое меньше приблизительно 25 мм.
Опорная часть предпочтительно перемещается вдоль второго направления на второе расстояние, которое меньше приблизительно 25 мм. Одномерное или двумерное перемещение опорной поверхности, направленное на центрирование, ограничено и, следовательно, может быть очень точным.
Перемещение опорной части вращающегося стола предпочтительно включает: перемещение замкнутого конвейера, несущего указанную опорную часть, вдоль первого направления из указанных двух направлений.
Перемещение опорной части вращающегося стола предпочтительно включает: перемещение замкнутого конвейера на заданную величину перемещения вдоль второго направления из указанных двух направлений.
Подача шины предпочтительно включает: загрузку указанной шины на вращающийся стол посредством перемещения опорной части указанного вращающегося стола вдоль первого направления из указанных двух направлений до тех пор, пока вся шина не будет опираться на вращающийся стол. Перемещение транспортирующей поверхности вдоль первого направления используется как для выполнения центрирования шины относительно оси вращения стола, так и для загрузки шины на указанный стол перед выполнением вышеуказанного центрирования. Во время загрузки вращающийся стол остановлен (то есть, он не вращается) и ориентирован так, что первое направление параллельно траектории контроля.
Предпочтительно предусмотрено предварительное центрирование шины вдоль первого направления.
Предварительное центрирование вдоль первого направления предпочтительно включает: обнаружение прохождения шины во время загрузки и прекращение перемещения опорной части вдоль первого направления после заданного перемещения. Другими словами, во время загрузки ось вращения шины уже перемещается вдоль первого направления ближе к оси вращения вращающегося стола посредством выполнения своего рода предварительного центрирования, за которым будет следовать фактическое центрирование.
Способ предпочтительно включает: предварительное центрирование шины вдоль второго направления.
Предварительное центрирование вдоль второго направления предпочтительно включает: размещение шины на механической центрирующей опоре, предусмотренной с двумя боковыми сторонами, перед ее подачей на вращающийся стол.
Предпочтительно предусмотрено одновременное пошаговое продвижение множества шин вдоль траектории контроля и выполнение операций контроля на указанных шинах в течение интервалов времени, установленных между последовательными шагами.
Предпочтительно предусмотрено выполнение этапов от ii до v на каждом интервале времени.
Каждая станция контроля выполнена с возможностью центрирования шины. Центрирование на каждой станции является целесообразным, поскольку последующие вращающиеся столы могут быть неидеально выровнены друг относительно друга и поскольку шина может скользить при переходе от одного вращающегося стола к следующему.
Для каждой из шин предпочтительно предусмотрен контроль, по меньшей мере, одной первой половины шины посредством выполнения множества операций контроля вдоль первой части траектории контроля, на которой первая половина представляет собой определяемую в аксиальном направлении половину шины, ограниченную осевой средней плоскостью.
Для каждой из шин предпочтительно предусмотрено переворачивание указанной шины вокруг оси переворачивания, принадлежащей указанной осевой средней плоскости и перпендикулярной к указанной главной оси вращения, после выхода из указанной первой части траектории контроля.
Для каждой из шин предпочтительно предусмотрен отвод указанной шины к входу второй части траектории контроля.
Для каждой из шин предпочтительно предусмотрен контроль, по меньшей мере, одной второй половины указанной шины посредством выполнения того же самого множества операций контроля вдоль указанной второй части траектории контроля, при этом вторая половина представляет собой другую определяемую в аксиальном направлении половину шины, ограниченную указанной осевой средней плоскостью.
Продвижение предпочтительно включает: обеспечение опоры для каждой шины между одним вращающимся столом и следующим или между одним вращающимся столом и устройством для транспортирования и переворачивания посредством транспортно-загрузочной группы.
Предпочтительно предусмотрено опускание транспортно-загрузочной группы перед вращением вращающегося стола для обеспечения возможности свободного вращения указанного вращающегося стола.
Предварительное центрирование шины вдоль второго направления предпочтительно выполняют в начале первой части траектории контроля и/или второй части траектории контроля. Каждая шина «прибывает» предварительно сцентрированной в боковом направлении, то есть вдоль второго направления, на первую станцию контроля и предварительно сцентрированной в продольном направлении, то есть вдоль первого направления, во время загрузки на указанную первую станцию контроля.
Во время выполнения операций контроля на указанной шине, выполняемых во время вращения вращающегося стола и шины, указанное, по меньшей мере, одно средство контроля предпочтительно удерживается в заданных фиксированных положениях контроля.
Указанные положения контроля предпочтительно заданы в зависимости от типа шины, подлежащей контролю. Средства контроля предпочтительно перемещаются в пространстве только для перевода их в вышеупомянутые положения контроля. Каждое средство контроля предпочтительно воздействует в каждый момент на ограниченную часть окружной периферии шины. Во время операции контроля средство контроля не перемещается, но, точнее, именно шина перемещается перед/под указанным средством. Следовательно, зона, контролируемая во время полного оборота шины, представляет собой кольцевую часть указанной шины. Данный выбор значительно упрощает управление перемещением средств контроля и управление устройством в целом.
Средства контроля предпочтительно перемещаются посредством устройств для обеспечения опоры и перемещения, размещенных над вращающимся столом.
Устройства для обеспечения опоры и перемещения предпочтительно содержат, по меньшей мере, одну антропоморфную роботизированную руку, прикрепленную к верхней части рамы. Антропоморфные роботизированные руки обеспечивают высокую гибкость, поскольку благодаря их многочисленным степеням свободы и посредством их программирования можно, например, легко изменять положения средств контроля во время операций контроля, последовательность операций контроля и т.д.
Дополнительные характеристики и преимущества станут более ясными из подробного описания предпочтительного, но не единственного варианта осуществления способа и устройства контроля шин в технологическом процессе и установке для изготовления шин для колес транспортных средств в соответствии с настоящим изобретением.
Описание чертежей
Подобное описание будет приведено ниже со ссылкой на приложенные чертежи, представленные только в качестве неограничивающего примера, на которых:
фиг.1 - схематический вид установки для изготовления шин для колес транспортных средств;
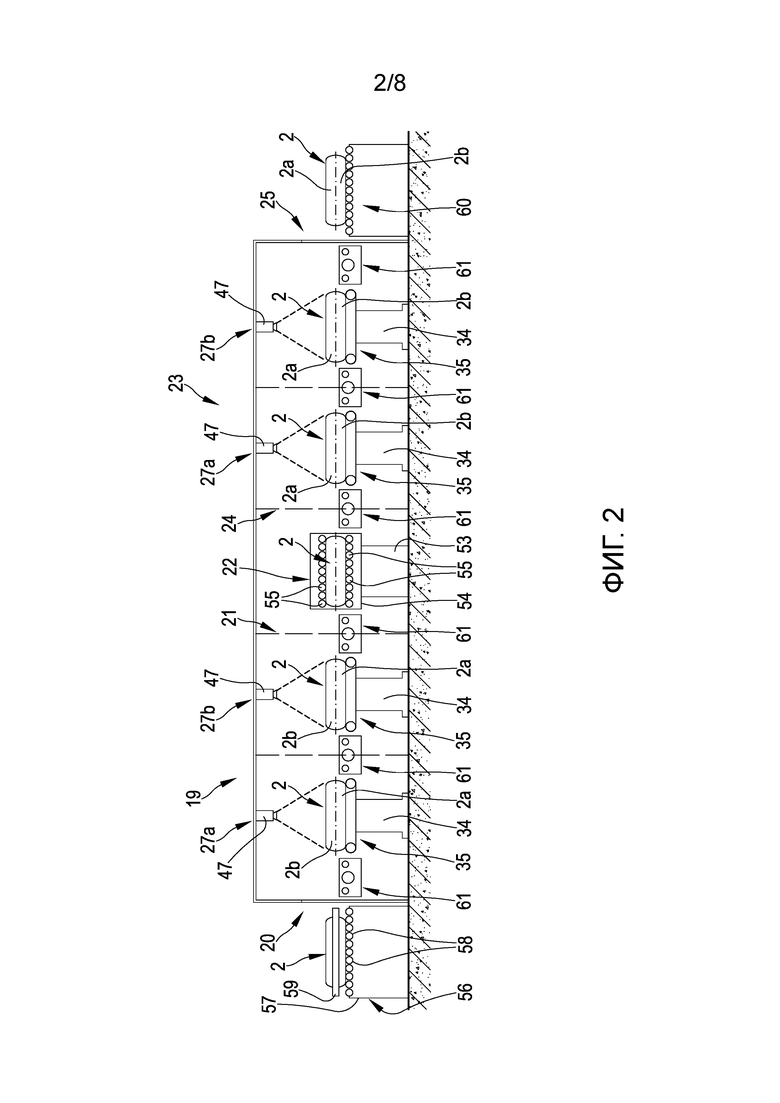
фиг.2 - вертикальный вид сбоку устройства контроля шин, принадлежащего установке с фиг.1;
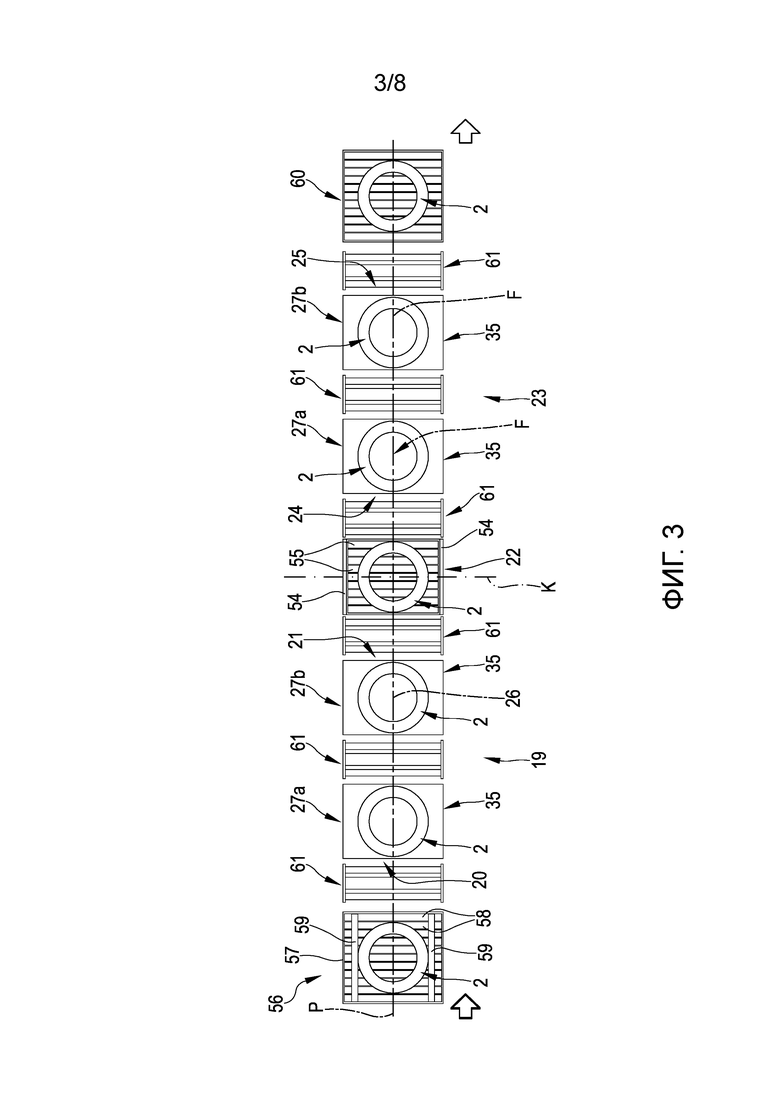
фиг.3 - вид в плане устройства с фиг.2;
фиг.4 - вид в перспективе компонента устройства с предшествующих чертежей;
фиг.5 - элемент компонента с фиг.4;
фиг.6 - вариант элемента с фиг.5;
фиг.7 - увеличенное изображение части устройства с фиг.2;
фиг.8А, 8В, 8С - вид сверху части фиг.7 в соответствующих рабочих положениях; и
фиг.9 - радиальное полусечение шины, собранной посредством установки по фиг.1.
Подробное описание изобретения
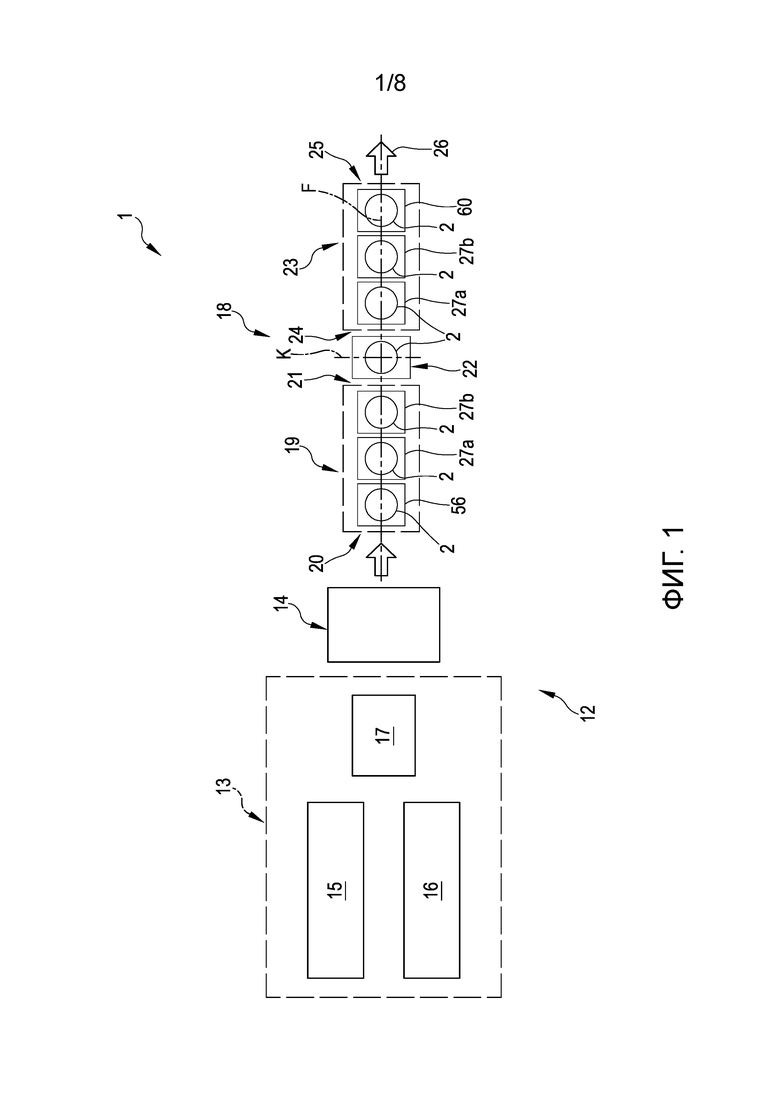
На фиг.1 ссылочная позиция 1 обозначает в целом установку для изготовления шин для колес транспортных средств.
Шина 2, изготавливаемая на указанной установке, проиллюстрирована на фиг.9 и по существу содержит каркасный конструктивный элемент 3, имеющий два слоя 4а, 4b каркаса. Слой непроницаемого эластомерного материала или так называемый герметизирующий слой 5 нанесен внутри слоя/слоев 4а, 4b каркаса. Два удерживающих кольцевых конструктивных элемента 6, каждый из которых содержит так называемый сердечник 6а борта, несущий эластомерный наполнительный шнур 6b, который расположен в радиальном направлении снаружи, введены в контактное взаимодействие с соответствующими концевыми клапанами слоя/слоев 4а, 4b каркаса. Удерживающие кольцевые конструктивные элементы 6 встроены вблизи зон 7, обычно называемых термином «борта», в которых обычно происходит контактное взаимодействие между шиной 2 и соответствующим монтажным ободом. Брекерный конструктивный элемент 8, содержащий слои 8а, 8b брекера, наложен по окружности вокруг слоя/слоев 4а, 4b каркаса, и протекторный браслет 9 наложен по окружности на брекерный конструктивный элемент 8. Брекерный конструктивный элемент 8 может быть соединен с так называемыми «подбрекерными вставками» 10, каждая из которых расположена между слоем/слоями 4а, 4b каркаса и одним из противоположных в аксиальном направлении, концевых краев брекерного конструктивного элемента 8. Две боковины 11, каждая из которых проходит от соответствующего борта 7 до соответствующего бокового края протекторного браслета 9, наложены в местах, противоположных в боковом направлении, на слои 4а, 4b каркаса. Часть, содержащаяся между радиально наружной частью каждой боковины 11 и аксиально наружной частью протекторного браслета 9, известна как плечевая зона шины.
Шина 2 имеет среднюю плоскость ʺMʺ (фиг.9), расположенную на одинаковых расстояниях от соответствующих бортов 7 и перпендикулярную к ее главной оси ʺX-Xʺ вращения при эксплуатации шины. Средняя плоскость ʺMʺ разделяет шину 2 на первую половину 2а, определяемую в аксиальном направлении, и на вторую половину 2b, определяемую в аксиальном направлении, которые по существу представляют собой зеркальные отображения друг друга (за исключением конструкции протектора, который может быть не симметричным относительно вышеуказанной центральной оси ʺМʺ).
Установка 1, проиллюстрированная на фиг.1, содержит линию 12 по производству шин 2, образованную устройством 13 для сборки невулканизированных шин и, по меньшей мере, одним устройством 14 для формования в пресс-форме и вулканизации, функционально расположенным по ходу за сборочным устройством 13.
В неограничивающем варианте осуществления установки 1, проиллюстрированном на фиг.1, сборочное устройство 13 содержит линию 15 сборки каркасов, на которой формообразующие барабаны, которые не проиллюстрированы, перемещаются между различными станциями для подачи полуфабрикатов, причем данные рабочие станции выполнены с возможностью формирования - на каждом формообразующем барабане - каркасного рукавного элемента, содержащего слои 4а, 4b каркаса, герметизирующий слой 5, удерживающие кольцевые конструктивные элементы и, возможно, по меньшей мере, одну часть боковин 11.
Одновременно на линии 16 сборки наружных рукавных элементов один или более вспомогательных барабанов, которые не проиллюстрированы, последовательно перемещаются между различными рабочими станциями, выполненными с возможностью формирования - на каждом вспомогательном барабане - наружного рукавного элемента, содержащего, по меньшей мере, брекерный конструктивный элемент 8, протекторный браслет 9 и, возможно, по меньшей мере, одну часть боковин 11.
Сборочное устройство 13 также содержит сборочную станцию 17, на которой наружный рукавный элемент присоединяют к каркасному рукавному элементу.
В других непроиллюстрированных вариантах осуществления установки 1 сборочное устройство 13 может представлять собой устройство другого типа, например, выполненное с возможностью формирования всех вышеуказанных компонентов на одном барабане.
В завершение собранные шины 2 перемещают к устройству 14 для формования в пресс-форме и вулканизации.
Из производственной линии 12, в частности, из устройства 14 для формования в пресс-форме и вулканизации готовые шины 2 последовательно выходят, одна за другой, с заданной частотой и при соответствующей заданной длительности ʺTcpʺ производственного цикла.
По ходу за производственной линией 12 установка 1 предпочтительно содержит устройство 18 для контроля шин, выполненное с возможностью выполнения контроля указанных шин 2 после формования в пресс-форме и вулканизации.
Установка 1 может содержать в комбинации или в качестве альтернативы такое же устройство 18 для контроля шин, выполненное с возможностью выполнения контроля указанных шин 2 в конце сборки и перед этапом формования в пресс-форме и вулканизации.
В вариантах осуществления по фиг.1, 2 и 3 подобное устройство 18 для контроля шин, расположенное по ходу за устройством 14 для формования в пресс-форме и вулканизации, содержит первый модуль 19 контроля, который имеет вход 20 для готовых шин 2, подлежащих контролю, которые поступают из производственной линии 12, и соответствующий выход 21. По ходу за первым модулем 19 контроля, у выхода 21 указанного первого модуля 19 контроля расположено устройство 22 для транспортирования и переворачивания. По ходу за устройством 22 для транспортирования и переворачивания расположен второй модуль 23 контроля, который имеет вход 24 для готовых шин 2, которые поступают из устройства 22 для транспортирования и переворачивания, и соответствующий выход 25. Вход 20 первого модуля 19 контроля образует вход устройства 18 для контроля шин. Выход 25 второго модуля 23 контроля образует выход устройства 18 для контроля шин. Шины 2, подлежащие контролю, поступают последовательно одна за другой на вход 20, последовательно проходят вдоль траектории 26 контроля внутри устройства 18 для контроля шин и выходят через выход 25. Вдоль траектории 26 контроля шины 2 подвергаются операциям контроля качества для проверки возможного наличия дефектов в соответствии со способами, которые будут подробно описаны ниже.
В вышеописанном варианте осуществления каждый из первого модуля 19 контроля и второго модуля 23 контроля содержит первую станцию 27а контроля и вторую станцию 27b контроля, расположенные последовательно одна за другой вдоль траектории 26 контроля и вдоль по существу прямолинейного направления ʺFʺ подачи.
В другом, неограничивающем непроиллюстрированном варианте осуществления каждый из первого модуля 19 контроля и второго модуля 23 контроля содержит первую станцию контроля, вторую станцию контроля и третью станцию контроля, также расположенные последовательно одна за другой вдоль траектории 26 контроля и вдоль по существу прямолинейного направления ʺFʺ подачи.
В разновидности непроиллюстрированного варианта осуществления первый модуль 19 контроля и второй модуль 23 контроля расположены под углом друг относительно друга для образования двух прямолинейных участков траектории 26 контроля.
В дополнительном непроиллюстрированном варианте осуществления первый модуль 19 контроля и второй модуль 23 контроля расположены друг над другом. Второй модуль 23 контроля расположен над первым модулем 19 контроля, и устройство 22 для транспортирования и переворачивания расположено у терминальных концов указанных первого модуля 19 контроля и второго модуля 23 контроля. Указанное устройство 22 для транспортирования и переворачивания также выполнено с возможностью подъема шин 2 так, чтобы перенести их из первого модуля 19 контроля ко второму модулю 23 контроля.
Дополнительный непроиллюстрированный вариант осуществления устройства 18 контроля шин содержит один модуль контроля, который выполняет функцию первого и второго модулей 19, 23 контроля, описанных выше, и устройство 22 для транспортирования и переворачивания. Указанный один модуль контроля содержит две станции 27а, 27b контроля, расположенные последовательно и подробное описанные выше. Устройство 18 контроля шин может также содержать вспомогательные транспортирующие устройства, например, дополнительные конвейерные ленты, функционально расположенные между выходом указанной одной станции контроля и ее входом. Вспомогательные транспортирующие устройства выполнены с возможностью транспортирования шин 2, выходящих из единственной станции контроля, снова к ее входу.
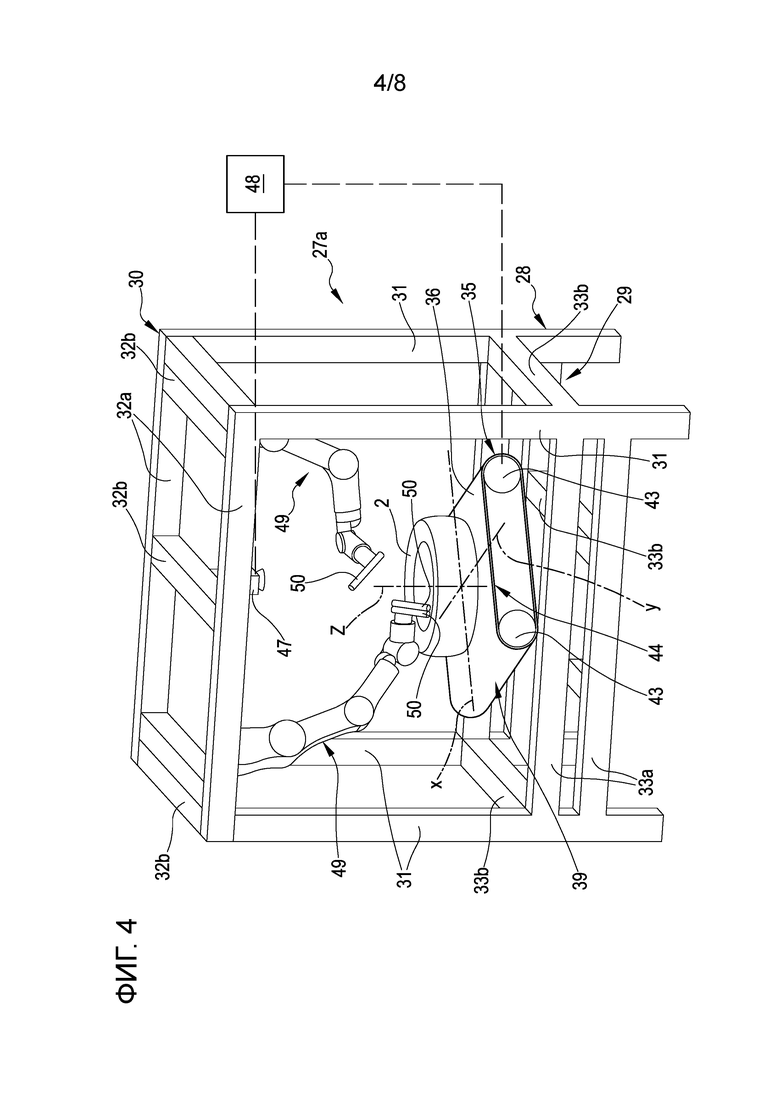
Каждая из вышеупомянутых станций 27а, 27b контроля содержит (см. фиг.4, которая иллюстрирует первую станцию 27а контроля) раму 28, имеющую нижнюю часть 29, выполненную с возможностью опирания на грунт, и верхнюю часть 30, которая проходит над нижней частью 29. Проиллюстрированная рама 28 представляет собой каркас, образованный четырьмя вертикальными стойками 31, расположенными на виде в плане в вершинах квадрата или прямоугольника. Вертикальные стойки 31 соединены в верхней части в зоне верхней части 30 двумя верхними поперечинами 32а, проходящими в продольном направлении (ориентированными параллельно траектории 26 контроля), и множеством верхних поперечин 32b, проходящих в поперечном направлении (ориентированных перпендикулярно к траектории 26 контроля).
Те же самые вертикальные стойки 31 соединены в нижней части в зоне нижней части 29 посредством множества нижних поперечин 33а, проходящих в продольном направлении, и множества нижних поперечин 33b, проходящих в поперечном направлении.
Внутри каркаса размещено основание 34, которое опирается на грунт (как проиллюстрировано на фиг.5 и 6) или опирается на нижние поперечины 33а, 33b. Вращающийся стол 35 смонтирован на основании 34 с возможностью вращения вокруг вертикальной оси ʺZʺ вращения. Вращающийся стол 35 имеет по существу горизонтальную опорную часть 36, выполненную с возможностью приема и обеспечения опоры для боковины 11 готовой шины 2, подлежащей контролю.
В соответствии с проиллюстрированным вариантом осуществления вращающийся стол 35 содержит вращающуюся опору 37, расположенную над основанием 34 и соединенную с основанием 34 с возможностью вращения вокруг указанной вертикальной оси ʺZʺ вращения. Вращающаяся опора 37 образует одно целое с валом 37А, выходящим из основания 34. Вал 37А соединен с устройством 38 для обеспечения перемещения (схематически проиллюстрированным на фиг.5), установленным в основании 34 и выполненным с возможностью обеспечения вращения вращающегося стола 35 вокруг указанной вертикальной оси ʺZʺ вращения. Вертикальная ось ʺZʺ вращения является неподвижной относительно основания 34 и относительно грунта.
Замкнутый конвейер 39 смонтирован на вращающейся опоре 37, В частности, замкнутый конвейер 39 содержит ползун 40, образованный плитой, предусмотренной с парой скользящих блоков 41, расположенных на ее нижней поверхности. Каждый из скользящих блоков 41 контактирует с возможностью скольжения с соответствующей направляющей 42, смонтированной на верхней поверхности вращающейся опоры 37.
Ползун 40 несет на своей верхней поверхности два ролика 43, шарнирно установленные на кронштейнах (непроиллюстрированных) и образующие одно целое с ползуном 40. Ролики 43 выполнены с возможностью вращения вокруг соответствующих осей ʺWʺ вращения, которые параллельны друг другу и параллельны направляющим 42. Конвейерная лента 44 намотана на два ролика 43 для образования замкнутой траектории и имеет верхнюю ветвь, верхняя поверхность которой образует указанную опорную часть 36, которая, следовательно, расположена по существу в горизонтальной плоскости.
Первый исполнительный механизм 45, схематически проиллюстрированный на фиг.5, смонтирован на ползуне и функционально соединен с, по меньшей мере, одним из двух роликов из пары 43 для приведения его во вращение и обеспечения перемещения конвейерной ленты 44 вдоль замкнутой траектории. Ролики 43 могут быть приведены во вращение в одном направлении вращения или в противоположном направлении для обеспечения поступательного перемещения верхней ветви и опорной части 36 в первом направлении ʺxʺ в одну сторону или в сторону, противоположную ей.
Второй исполнительный механизм 46, схематически проиллюстрированный на фиг.5, смонтирован между ползуном и вращающейся опорой 37 и выполнен с возможностью обеспечения перемещения ползуна 40 по направляющим 42 вдоль второго направления ʺyʺ, перпендикулярного к первому направлению ʺxʺ. Следовательно, опорная часть 36 может перемещаться в горизонтальной плоскости в соответствии с указанными двумя направлениями ʺx, yʺ относительно вертикальной оси ʺZʺ вращения, которая является неподвижной относительно указанной опорной части 36. Перемещение опорной части 36 вдоль первого направления ʺxʺ может быть непрерывным и осуществляться по замкнутой траектории. Перемещение опорной части 36 вдоль второго направления ограничено допустимым ходом, обеспечиваемым системой, образованной скользящими блоками 41 и направляющими 42.
В другом непроиллюстрированном варианте осуществления вместо конвейерной ленты 44 замкнутый конвейер 39 содержит множество приводных роликов 43а, которые параллельны друг другу и установлены на вращающейся опоре 37. В этом случае совокупность верхних поверхностей указанных приводных роликов 43а образует указанную опорную часть 36.
Устройство 47 оптического типа, предназначенное для обнаружения (схематически проиллюстрированное на фиг.2 и 4), установлено над вращающимся столом 35 и обращено к опорной части 36. Устройство 47 обнаружения предусмотрено, например, с одной или более камерами и с множеством осветителей, размещенных внутри станции 27а, 27b контроля. В проиллюстрированном варианте осуществления устройство 47 обнаружения смонтировано на одной из верхних поперечин 32b, проходящих в поперечном направлении.
Электронный блок 48 управления (фиг.4 и 5) функционально соединен с устройством 47 обнаружения, с устройством 38 для обеспечения перемещения, с первым исполнительным механизмом 45 и со вторым исполнительным механизмом 46. Электронный блок 48 управления выполнен с возможностью обнаружения отклонения ʺSʺ между вертикальной осью ʺZʺ вращения вращающегося стола 35 и главной осью ʺX-Xʺ шины 2, размещенной на опорной части 36, и с возможностью приведения первого и второго исполнительных механизмов 45, 46 в действие и перемещения опорной части 36 в соответствии с первым ʺxʺ и/или вторым ʺyʺ направлениями в зависимости от обнаруженного отклонения ʺSʺ для того, чтобы сделать такое отклонение меньшим, чем заданное значение, которое, например, равно или меньше приблизительно 0,1 мм.
Каждая из вышеупомянутых станций 27а, 27b контроля содержит две антропоморфные роботизированные руки 49, смонтированные над вращающимся столом 35 и прикрепленные к верхним поперечинам 32b, проходящим в поперечном направлении (фиг.4). Каждая из вышеупомянутых антропоморфных роботизированных рук 49 имеет базовую часть, присоединенную к верхним поперечинам 32b, проходящим в поперечном направлении, и ряд элементов, расположенных последовательно, начиная от базовой части, и соединенных сочленениями. Антропоморфные роботизированные руки 49 имеют, например, шесть или семь осей/степеней свободы. Каждая антропоморфная роботизированная рука 49 проходит, выступая от верхних поперечин 32b, проходящих в поперечном направлении, над опорной частью 36.
Терминальный конец каждой антропоморфной роботизированной руки 49 несет одно или более устройств или средств 50 контроля. Рама 28 ограничивает между опорной частью 36 и вышеупомянутыми верхними поперечинами 32b, проходящими в поперечном направлении, пространство для маневрирования антропоморфных роботизированных рук 49 и средств 50 контроля. Антропоморфные роботизированные руки 49 образуют устройства для обеспечения опоры и перемещения средств 50. Средства, удерживаемые антропоморфными роботизированными руками 49, способны, например, выполнять ряд операций неразрушающего контроля, которые позволяют обнаружить возможные внешние дефекты (на радиально наружной и/или радиально внутренней поверхностях) и/или внутренние дефекты (в конструкции) шины. Указанные операции контроля могут представлять собой операции, например, оптического типа (фотографию, ширографию, голографию, радиографию и т.д.), ультразвукового типа, механического типа или их комбинацию. Средства 50 функционально активны над вращающимся столом 35.
В качестве неисчерпывающего примера средства могут содержать цифровые камеры с возможными источниками света с рассеянным, падающим под скользящим углом или направленным светом, например, лазерного типа, выполненные с возможностью записи двумерных и/или трехмерных изображений поверхности шин.
Устройство 22 для транспортирования и переворачивания содержит (фиг.1, 2 и 3) соответствующую раму 53, выполненную с возможностью опирания на грунт. Рама 53 несет шарнирно присоединенные к ней с возможностью поворота вокруг осей для переворачивания, определяющих горизонтальную ось ʺKʺ переворачивания, две параллельные и разнесенные боковые стенки 54. Между стенками 54 проходят две группы транспортирующих роликов 55, присоединенных к указанным стенкам 47 с возможностью вращения. Каждая группа содержит множество параллельных горизонтальных транспортирующих роликов 55, расположенных в одной и той же плоскости так, чтобы образовать опору с подвижной транспортирующей поверхностью для шины 2. Две группы вышеупомянутых транспортирующих роликов 55 расположены на расстоянии друг от друга, и между ними ограничено гнездо для приема шины 2, подлежащей переворачиванию. Гнездо имеет противоположные отверстия для обеспечения возможности прохода шины 2, как подробно описано ниже. Одно или оба отверстия зоны избирательно закрываются стопорным элементом, например, своего рода затвором, выполненным с возможностью перемещения между закрытым положением и открытым положением. Непроиллюстрированный электродвигатель функционально соединен с боковыми стенками 54 для обеспечения поворота узла, образованного самими стенками 54 и транспортирующими роликами 55, вокруг оси ʺKʺ переворачивания. Указанный узел, образованный боковыми стенками 54 и транспортирующими роликами 55, выполнен с возможностью перемещения вокруг указанной оси ʺKʺ переворачивания между первым положением, в котором транспортирующие ролики 55 одной группы расположены ниже и параллельно грунту, и вторым положением, в котором транспортирующие ролики 55 другой группы расположены с нижней стороны. Когда шина 2 находится в гнезде, она расположена с прилеганием боковины 11 к группе транспортирующих роликов 55, которая расположена ниже. Дополнительный непроиллюстрированный электродвигатель функционально соединен с, по меньшей мере, некоторыми из транспортирующих роликов 55 для обеспечения их вращения и, следовательно, поступательного перемещения шины 2, которая находится в контакте с ними. Стопорный элемент во время переворачивания служит для предотвращения выпадения шины 2 наружу из устройства 22 для транспортирования и переворачивания. В варианте осуществления по фиг.1, 2 и 3 устройство 22 для транспортирования и переворачивания расположено между второй станцией 27b контроля, принадлежащей первому модулю 19 контроля, и первой станцией 27а контроля, принадлежащей второму модулю 23 контроля. Ось ʺKʺ переворачивания перпендикулярна к траектории 26 контроля, и в первом или втором положении транспортирующие ролики 55 из группы, расположенной ниже, расположены по существу на такой же высоте, как опорная часть 36 второй станции 27b контроля, принадлежащей первому модулю 19 контроля, и первой станции 27а контроля, принадлежащей второму модулю 23 контроля.
По ходу перед первой станцией 27а первого модуля 19 контроля расположена механическая центрирующая опора 56, содержащая роликовый блок, на котором размещается шина 2 перед ее подачей на первую станцию 27а. В частности, механическая центрирующая опора 56 содержит раму 57, опирающуюся на грунт, и множество роликов 58, установленных на раме 57 с возможностью вращения. Механическая центрирующая опора 56 также содержит две боковые стороны 59, расположенные с противоположных сторон относительно траектории 26 контроля. Стороны 59 механически удерживаются с возможностью симметричного приближения друг к другу или удаления друг от друга и к/от средней оси ʺPʺ механической центрирующей опоры 56. Шина 2 прилегает к роликовому блоку и размещается между указанными сторонами 59, которые за счет прилегания к противоположным частям шины обеспечивают ее предварительное центрирование в боковом направлении, как будет подробно описано ниже.
По ходу за второй станцией второго модуля 23 контроля расположен выходной роликовый блок 60.
Между механической центрирующей опорой 56 и первой станцией 27а первого модуля 19 контроля, между следующими друг за другом, станциями 27а, 27b контроля в первом модуле 19 контроля и втором модуле 23 контроля, между устройством 22 для транспортирования и переворачивания и станциями 27b контроля в первом модуле 19 контроля и 27а во втором модуле 23 контроля, соседнем с ним, и между второй станцией 27b второго модуля 23 контроля и выходным роликовым блоком 60 расположены соответствующие транспортно-загрузочные группы 61, которые выполнены с возможностью обеспечения опоры для, по меньшей мере, одной части боковины 11 шины 2 во время ее прохождения от одной станции 27а контроля к последующей станции 27b (или от одной станции 27b контроля к устройству 22 для транспортирования и переворачивания или от устройства для транспортирования и переворачивания к станции 27а контроля или от станции 27b контроля к роликовому блоку 60) и, следовательно, предотвращения ее падения.
Каждая транспортно-загрузочная группа 61 содержит (фиг.7 и 8А, 8В, 8С) приводной передаточный ролик 62, имеющий соответствующую ось вращения, параллельную осям вращения роликов 58 механической центрирующей опоры 56. Каждая транспортно-загрузочная группа 61 может также содержать два вспомогательных передаточных ролика 63, расположенных по ходу соответственно за и перед приводным передаточным роликом 62 и параллельно последнему. Приводной передаточный ролик 62 соединен с соответствующим электродвигателем 64, проиллюстрированным схематически, выполненным с возможностью приведения его во вращение. Два вспомогательных передаточных ролика 63 предпочтительно являются неприводными. Два вспомогательных передаточных ролика 63 также выполнены с возможностью перемещения посредством третьего исполнительного механизма 65 вдоль вертикального направления между рабочим положением и исходным положением. В рабочем положении (проиллюстрированном сплошной линией на фиг.7) два вспомогательных передаточных ролика 63 расположены в поднятом положении и по существу расположены на высоте приводного передаточного ролика 63 и опорной части 36. В исходном положении (проиллюстрированном пунктирной линией на фиг.7) два вспомогательных передаточных ролика 62 находятся в опущенном положении и расположены ниже приводного передаточного ролика 62 и опорной части 36. В поднятом положении они обеспечивают опору для перемещающейся шины 2. В опущенном положении они оставляют достаточно места вокруг соседнего вращающегося стола 35 для обеспечения возможности беспрепятственного вращения стола вокруг его вертикальной оси ʺZʺ вращения.
Вышеописанный электронный блок 48 управления функционально соединен с антропоморфными роботизированными руками 49 первого модуля 19 контроля и второго модуля 23 контроля, со средствами 50 контроля, с устройствами 38 для обеспечения перемещения, с первыми исполнительными механизмами 45, со вторыми исполнительными механизмами 46, с электродвигателями 64, с третьими исполнительными механизмами 65 и с непроиллюстрированными электродвигателями устройства 22 для транспортирования и переворачивания. Указанный электронный блок управления может представлять собой один и тот же электронный блок управления всей установкой 1, или он может быть функционально соединен с одним или более других блоков, предназначенных для других частей установки 1. Электронный блок управления управляет работой устройства 18 контроля шин согласованно с производственной линией 12, расположенной впереди по ходу.
Во время использования и согласно способу контроля шин в соответствии с настоящим изобретением (и как показано на фиг.1, 2 и 3) каждый раз, когда готовая шина 2 выходит из устройства 14 для вулканизации, она перемещается, например, посредством конвейера (непроиллюстрированного) на механическую центрирующую опору 56. В данном месте боковые стенки 59 взаимодействуют с шиной 2, и они обеспечивают ее предварительное центрирование в боковом направлении так, чтобы главная ось ʺX-Xʺ вращения указанной шины 2 оказалась расположенной, по меньшей мере, вблизи средней оси ʺPʺ при боковом отклонении ʺSyʺ, составляющем менее 20-25 мм (предварительное центрирование вдоль второго направления ʺyʺ).
Шина 2 затем подается в первую станцию 27а контроля в первом модуле 19 контроля, при этом два вспомогательных передаточных ролика 63 расположены в поднятом положении, и шина 2 скользит при прилегании к ним (фиг.7 и 8А). Шина 2, не смонтированная на ободе (следовательно, спущенная), расположена так, что боковина 11 находится на верхней ветви соответствующей конвейерной ленты 44. Опорная часть 36 ориентирована так, что ее первое направление ʺxʺ совпадает с направлением ʺFʺ подачи. Определяемая в аксиальном направлении, вторая половина 2b шины 2, установленной на боковине 11, находится рядом с опорной частью 36, и ее определяемая в аксиальном направлении, первая половина 2а направлена вверх.
Прилегание боковиной 11 гарантирует то, что форма шины 2 будет всегда одной и той же во время всех проверок, и будет отсутствовать необходимость в накачивании шины 2. Шина 2 в исходном (спущенном) состоянии обеспечивает уменьшение ее вибраций по отношению к накачанной шине и повышение качества операций контроля, в частности, качества получаемых изображений. Прилегание боковиной предотвращает значительные механические напряжения, которые могли бы отрицательно повлиять на целостность шины и качество операций контроля. Прилегание боковиной также обеспечивает возможность легкого центрирования относительно системы координат при операциях контроля, как описано ниже.
Электронный блок 48 управления «знает» размер устройства 18 и поступающей шины 2, он приводит в действие первый исполнительный механизм 45, когда посредством соответствующего вычисления он устанавливает, что главная ось ʺX-Xʺ вращения шины 2 в большей или меньшей степени размещена у оси ʺZʺ вращения вращающегося стола 35 с продольным отклонением ʺSxʺ, составляющим менее 20-25 мм (предварительное центрирование вдоль первого направления ʺxʺ). Конвейерная лента 44 временно остановлена (фиг.8В). В качестве примера, если Sx=15 мм и Sy=20 мм, то S=25 мм.
В этот момент устройство 18 обеспечивает фактическое точное центрирование шины 2. Поскольку шины 2 не являются идеально круглыми, главную ось вращения каждой шины 2 сначала определяют путем вычислений посредством соответствующих алгоритмов, не описанных в данном документе. Например, устройство 47 обнаружения определяет положение множества точек шины, и электронный блок 48 управления определяет путем вычислений виртуальную главную ось ʺX-Xʺ вращения.
Затем устройство 47 обнаружения определяет отклонение ʺSʺ, имеющееся между вертикальной осью ʺZʺ вращения вращающегося стола 35 и главной осью ʺX-Xʺ вращения шины 2, и передает в электронный блок 48 управления сигналы, характеризующие указанное отклонение ʺSʺ. Благодаря предварительному центрированию подобное отклонение ʺSʺ обычно меньше приблизительно 25 мм.
Электронный блок 48 управления приводит в действие первый исполнительный механизм 45 и/или второй исполнительный механизм 46 и обеспечивает перемещение опорной части 36 до тех пор, пока указанное отклонение ʺSʺ не уменьшится до значения, которое меньше заданного значения, составляющего, например, приблизительно 0,1 мм, причем по существу устраняется указанное отклонение (фиг.8С). Электронный блок 48 управления продолжать получать сигналы, характеризующие указанное отклонение ʺSʺ, по мере перемещения опорной части 36 и продолжает приводить в действие первый исполнительный механизм 45 и/или второй исполнительный механизм 46, пока не будет обеспечено заданное центрирование. Процедура центрирования имеет длительность ʺTcentʺ, составляющую, например, приблизительно 2 с. Максимальное перемещение для точного центрирования, управляемое электронным блоком 48 управления, составляет менее приблизительно 25 мм. Если вышеуказанная величина отклонения ʺSʺ не достигнута, процедуру повторяют согласно идентичному циклу. Таким образом, даже если имеется исходное отклонение ʺSʺ, превышающее 25 мм, можно сцентрировать шину 2 в соответствии с заданными значениями допусков.
В завершение, будучи сцентрированной, шина 2 имеет ось ʺX-Xʺ вращения, по существу совпадающую с вертикальной осью ʺZʺ вращения; в такой ситуации антропоморфные роботизированные руки 49 могут быть всегда размещены в заданных положениях в зависимости от размера одной и той же шины 2.
Впоследствии антропоморфные роботизированные руки 49 перемещаются в пространство для маневрирования до тех пор, пока соответствующие средства 50 контроля не будут подведены к шине 2.
Два вспомогательных передаточных ролика 63 транспортно-загрузочных групп 61, расположенных по ходу перед и за вращающимся столом 35, переводятся в опущенное положение, и при удерживании средств 50 контроля в фиксированном положении вращающийся стол 35 и шина 2 приводятся во вращение вокруг вертикальной оси ʺZʺ вращения (фиг.4 и 8С). Во время такого вращения средства 50 обеспечивают выполнение цикла операций контроля на определяемой в аксиальном направлении, первой половине 2а шины 2. Подобные операции контроля могут быть выполнены в последующих циклах, и в каждом цикле средства 50 контроля на одной и той же станции 27а, 27b контроля размещаются в разных положениях для контроля различных частей одной и той же шины 2.
Как только циклы контроля завершатся, вращение вращающегося стола 35 прекращается при первом направлении ʺxʺ, выровненном относительно направления ʺFʺ подачи, и антропоморфные роботизированные руки 49 удаляются от шины 2. Два вспомогательных передаточных ролика 63 транспортно-загрузочных групп 61, расположенных по ходу перед и за вращающимся столом 35, переводятся в поднятое положение. Конвейерная лента 44 первой станции 27а контроля, на которой расположена шина 2, перемещается вместе с конвейерной лентой 44 второй станции 27b контроля и вместе с приводными транспортирующими роликами 62 до тех пор, пока не будет обеспечено завершение шага шиной 2, всегда прилегающей одной и той же боковиной 11, вдоль траектории 26 контроля, и шина 2 не будет перемещена на часть 36 указанной второй станции 27b контроля. После этого шину 2 выгружают из первой станции 27а контроля и загружают во вторую станцию 27b контроля.
Во время загрузки выполняется предварительное центрирование вдоль первого направления ʺxʺ, как уже описано выше в отношении первой станции 27а контроля, и после загрузки выполняется фактическое точное центрирование (согласно таким же способам, описанным выше) относительно оси ʺZʺ вращения на второй станции 27b контроля.
Шина 2 остается на второй станции 27b контроля всегда при ее определяемой в аксиальном направлении, первой половине 2а, направленной вверх, и другие циклы контроля выполняются способами, аналогичными описанным для первой станции 27а контроля.
В первом модуле 19 контроля и вдоль первой части траектории 26 контроля, определяемой указанным первым модулем 19, определяемая в аксиальном направлении, первая половина 2а шины 2 подвергается множеству операций контроля. Подобные операции контроля предпочтительно охватывают всю поверхность (внутреннюю и наружную) определяемой в аксиальном направлении, первой половины 2а.
Подобные операции контроля могут представлять собой операции оптического типа (фотографию, ширографию, голографию, радиографию и т.д.), ультразвукового типа, механического типа или их комбинацию.
В этот момент вращение шины 2 прекращается, и конвейерная лента 44 второй станции 27b контроля, на которой расположена шина 2, перемещается вместе с приводным передаточным роликом 62, расположенным дальше по ходу, и с транспортирующими роликами 55 устройства 22 для транспортирования и переворачивания (размещенными в поднятом положении) до тех пор, пока не будет обеспечено завершение шага шиной 2, всегда прилегающей одной и той же боковиной 11, вдоль траектории 26 контроля, и шина 2 не будет перемещена по существу в центр устройства 22 для транспортирования и переворачивания.
Узел, образованный боковыми стенками 54, транспортирующими роликами 55 и шиной 2, переворачивается на 180° вокруг оси ʺKʺ переворачивания. Подобная ось ʺKʺ переворачивания принадлежит осевой средней плоскости указанной шины 2, которая перпендикулярна к указанной главной оси ʺZʺ вращения. Определяемая в аксиальном направлении, первая половина 2а шины 2, находившаяся сверху, теперь будет расположена снизу при соответствующей боковине 11, прилегающей к транспортирующим роликам 55. Определяемая в аксиальном направлении, вторая половина 2b шины 2, которая была расположена снизу, теперь будет направлена вверх.
Впоследствии при приведении в действие транспортирующих роликов 55 и конвейерной ленты 44 первой станции 27а контроля, принадлежащей второму модулю 23 контроля, шину 2 перемещают в указанный второй модуль 23 контроля, в котором ее вторая половина 2b подвергается операциям контроля, которые аналогичны - предпочтительно идентичны - в отношение типа и числа операций контроля определяемой в аксиальном направлении, первой половины 2а, вдоль второй части траектории 26 контроля при режимах/способах, описанных выше для указанной определяемой в аксиальном направлении, первой половины 2а (предварительное центрирование, точное центрирование, контроль, выгрузка).
На выходе из второго модуля 23 контроля, когда шина 2 подается на выходной роликовый блок 60, обе определяемые в аксиальном направлении половины 2а, 2b шины 2 уже точно проконтролированы.
В условиях эксплуатации на каждой станции 27а, 27b контроля как в первом, так и во втором модулях 19, 23 контроля и в устройстве 22 для транспортирования и переворачивания размещается шина 2, которая вышла последовательно из устройства 14 для вулканизации. Указанные шины 2 одновременно перемещаются вперед и пошагово вдоль траектории 26 контроля от одной станции контроля к другой 27а, 27b или к устройству 22 для транспортирования и переворачивания (при перемещении, называемом «шаговым»). Между последовательными шагами указанные шины 2 остаются на соответствующих станциях 27а, 27b контроля и в устройстве 22 для транспортирования и переворачивания в течение одного и того же времени.
Это означает, что через время ʺTccʺ каждого цикла контроля одна шина входит в устройство 18 для контроля шин и одна шина 2 выходит из указанного устройства 18. Указанная длительность ʺTсcʺ цикла контроля может быть сделана по существу равной длительности ʺTcpʺ цикла изготовления, так что производственная линия 12 может быть синхронизирована с устройством 18 контроля шин. Следовательно, каждая шина 2, выходящая из производственной линии 12, может поступать непосредственно в устройство 18 контроля шин при отсутствии потребности в промежуточных компенсационных зонах (буферах).




Устройство содержит по меньшей мере одну станцию (27а, 27b) контроля, содержащую основание (34); вращающийся стол (35), смонтированный на основании (34) с возможностью вращения вокруг соответствующей вертикальной оси (Z) вращения; по меньшей мере одно средство (50) контроля, функционально активное у вращающегося стола (35); устройство (38) для обеспечения перемещения, выполненное с возможностью обеспечения вращения вращающегося стола (35) вокруг вертикальной оси (Z) вращения. Вращающийся стол (35) имеет горизонтальную опорную часть (36), выполненную с возможностью приема и обеспечения опоры для боковины (11) шины (2), подлежащей контролю. Опорная часть (36) выполнена с возможностью перемещения в горизонтальной плоскости в соответствии с двумя направлениями (x, y) относительно вертикальной оси (Z) вращения посредством исполнительного механизма (45, 46). Устройство (47) обнаружения выполнено с возможностью обнаружения отклонения (S) между вертикальной осью (Z) вращения и главной осью (Х-Х) шины (2). Электронный блок (48) управления, функционально соединенный с устройством (47) обнаружения и с исполнительным механизмом (45, 46), выполнен с возможностью приведения в действие исполнительного механизма (45, 46) и перемещения опорной части (36) в соответствии с двумя направлениями (x, y) в зависимости от обнаруженного отклонения (S) для того, чтобы сделать подобное отклонение меньшим, чем заданное значение, для центрирования шины (2) относительно вертикальной оси (Z) вращения перед выполнением операций контроля. Технический результат – уменьшение длительности цикла сборки/изготовления, уменьшение объема перемещений и устройства контроля, повторяемости и повышение надежности результатов и гибкости всей системы контроля в отношении каждой модели шины. 2 н. и 24 з.п. ф-лы, 9 ил.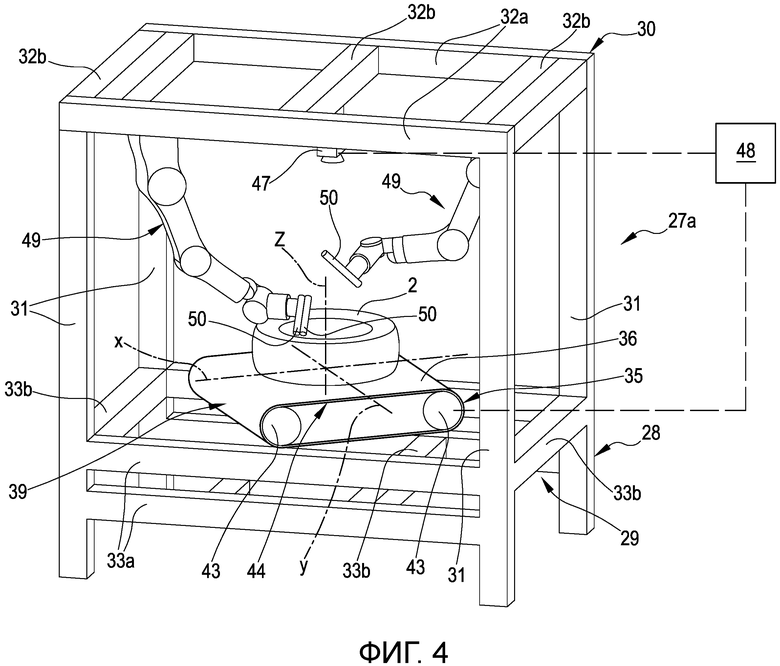
1. Устройство для контроля шин, каждая из которых имеет главную ось (Х-Х) вращения, причем указанное устройство содержит по меньшей мере одну станцию (27а, 27b) контроля, при этом указанная по меньшей мере одна станция (27а, 27b) контроля содержит:
основание (34);
вращающийся стол (35), смонтированный на основании (34) с возможностью вращения вокруг соответствующей вертикальной оси (Z) вращения, причем вращающийся стол (35) содержит опорную часть (36), расположенную в плоскости, по существу горизонтальной и перпендикулярной вертикальной оси (Z) вращения, и выполненную с возможностью приема и обеспечения опоры для боковины (11) шины (2), подлежащей контролю, при этом опорная часть (36) выполнена с возможностью перемещения в указанной плоскости, которая является по существу горизонтальной, относительно вертикальной оси (Z) вращения в соответствии с двумя направлениями (x, y), принадлежащими указанной по существу горизонтальной плоскости;
по меньшей мере одно средство (50) контроля, функционально активное у вращающегося стола (35);
устройство (38) для обеспечения перемещения, выполненное с возможностью обеспечения вращения вращающегося стола (35) вокруг вертикальной оси (Z) вращения;
по меньшей мере один исполнительный механизм (45, 46), функционально соединенный с опорной частью (36) для перемещения опорной части (36) в соответствии с указанными двумя направлениями (x, y);
устройство (47) обнаружения, выполненное с возможностью обнаружения отклонения (S) в указанной по существу горизонтальной плоскости между вертикальной осью (Z) вращения и главной осью (Х-Х) шины (2);
электронный блок (48) управления, функционально соединенный с устройством (47) обнаружения и с указанным по меньшей мере одним исполнительным механизмом (45, 46), причем электронный блок (48) управления выполнен с возможностью приведения в действие исполнительного механизма (45, 46) и перемещения опорной части (36) в соответствии с по меньшей мере одним из указанных двух направлений (x, y) в зависимости от обнаруженного отклонения (S) для того, чтобы сделать подобное отклонение меньшим, чем заданное значение.
2. Устройство по п.1, в котором электронный блок (48) управления выполнен с возможностью обеспечения центрирования шины (2) относительно оси (Z) вращения, по существу устраняя указанное отклонение (S).
3. Устройство по п.1 или 2, в котором устройство (47) обнаружения является устройством оптического типа.
4. Устройство по любому из пп.1-3, в котором вращающийся стол (35) содержит замкнутый конвейер (39), выполненный с возможностью перемещения вдоль первого направления (x) из указанных двух направлений (x, y) и переноса опорной части (36), причем замкнутый конвейер (39) также выполнен с возможностью перемещения на заданную величину перемещения вдоль второго направления (y) из указанных двух направлений (x, y).
5. Устройство по п.4, в котором замкнутый конвейер (39) содержит конвейерную ленту (44), намотанную на два ролика (43), при этом верхняя поверхность конвейерной ленты (44) образует опорную часть (36).
6. Устройство по п.4, в котором замкнутый конвейер (39) содержит множество приводных роликов (43а), причем совокупность верхних поверхностей приводных роликов (43а) образует опорную часть (36).
7. Устройство по п.4, 5 или 6, в котором вращающийся стол (35) содержит вращающуюся опору (37), соединенную с основанием (34) с возможностью вращения вокруг вертикальной оси (Z) вращения, при этом замкнутый конвейер (39) смонтирован на вращающейся опоре (37) и выполнен с возможностью перемещения относительно вращающейся опоры (37) вдоль второго направления (y).
8. Устройство по любому из пп.1-7, содержащее множество станций (27а, 27b) контроля.
9. Устройство по п.8, в котором между каждой станцией (27а, 27b) контроля и следующей (27а, 27b) размещена транспортно-загрузочная группа (61), содержащая по меньшей мере один передаточный ролик (62).
10. Устройство по п.9, в котором указанный по меньшей мере один передаточный ролик (62) является приводным.
11. Устройство по п.9 или 10, в котором транспортно-загрузочная группа (61) содержит два или более вспомогательных передаточных роликов (63), соответственно размещенных по ходу за и перед передаточным роликом (62).
12. Устройство по п.9, 10 или 11, в котором транспортно-загрузочная группа (61) выполнена с возможностью перемещения между рабочим положением, в котором она находится между одним модулем (27а, 27b) контроля и следующим (27а, 27b) для обеспечения опоры для перемещающейся шины (2), и исходным положением, в котором она обеспечивает возможность свободного вращения вращающегося(ихся) стола(ов) (35).
13. Устройство по п.11, в котором вспомогательные передаточные ролики (63) выполнены с возможностью перемещения между рабочим положением, в котором они находятся между одним модулем (27а, 27b) контроля и следующим (27а, 27b) для обеспечения опоры для перемещающейся шины (2), и исходным положением, в котором они обеспечивают возможность свободного вращения вращающегося(ихся) стола(ов) (35).
14. Устройство по п.12 или 13, в котором в исходном положении транспортно-загрузочная группа (61) или вспомогательные передаточные ролики (63) расположена(ы) в более низком положении относительно вращающегося стола (35).
15. Способ контроля шин (2), каждая из которых имеет главную ось (Х-Х) вращения, при этом способ включает:
i) подачу шины (2), подлежащей контролю, на опорную часть (36), расположенную в по существу горизонтальной плоскости, причем опорная часть (36) принадлежит соответствующему вращающемуся столу (35), имеющему ось (Z) вращения, по существу перпендикулярную указанной по существу горизонтальной плоскости;
ii) обнаружение отклонения (S) в указанной по существу горизонтальной плоскости, имеющегося между осью (Z) вращения и главной осью (Х-Х) вращения шины (2), поданной на опорную часть (36);
iii) перемещение опорной части (36) вращающегося стола (35) в указанной по существу горизонтальной плоскости относительно вертикальной оси (Z) вращения и в соответствии с по меньшей мере одним направлением (x, y) до тех пор, пока отклонение (S) не уменьшится до значения, которое меньше заданного значения;
iv) вращение вращающегося стола (35) вместе с шиной (2) вокруг вертикальной оси (Z) вращения вращающегося стола (35);
v) выполнение операций контроля на шине (2) во время вращения вращающегося стола (35) и шины (2).
16. Способ по п.15, в котором в конце выполнения указанных операций контроля предусмотрена
vi) выгрузка шины (2) с опорной части (36) вращающегося стола (35).
17. Способ по п.15 или 16, в котором указанное заданное значение меньше приблизительно 1 мм.
18. Способ по любому из пп.15-17, в котором перемещение опорной части (36) вращающегося стола (35) включает перемещение опорной части (36) в соответствии с двумя направлениями (x, y) в указанной по существу горизонтальной плоскости.
19. Способ по п.18, в котором перемещение опорной части (36) вращающегося стола (35) включает перемещение замкнутого конвейера (39), несущего опорную часть (36), вдоль первого направления (x) из указанных двух направлений (x, y).
20. Способ по п.18 или 19, в котором перемещение опорной части (36) вращающегося стола (35) включает перемещение замкнутого конвейера (39) на заданную величину перемещения вдоль второго направления (y) из указанных двух направлений (x, y).
21. Способ по любому из пп.18-20, в котором указанные два направления (x, y) ортогональны относительно друг друга.
22. Способ по п.18, в котором подача шины (2) включает загрузку шины (2) на вращающийся стол (35) посредством перемещения опорной части (36) вращающегося стола (35) вдоль первого направления (x) из указанных двух направлений (x, y) до тех пор, пока вся шина (2) не будет опираться на вращающийся стол (35).
23. Способ по п.22, включающий предварительное центрирование шины (2) вдоль первого направления (x) посредством обнаружения прохождения шины (2) во время загрузки и прекращения перемещения опорной части (36) вдоль первого направления (x) после заданного перемещения.
24. Способ по любому из пп.15-23, включающий одновременное пошаговое продвижение множества шин (2) вдоль траектории (26) контроля и выполнение операций контроля на шинах (2) в течение интервалов времени, установленных между последовательными шагами, при этом предусмотрено выполнение этапов от ii до v на каждом интервале времени.
25. Способ по п.24, в котором продвижение включает обеспечение опоры для каждой шины (2) между одним вращающимся столом (35) и следующим (35) или между одним вращающимся столом (35) и устройством (22) для транспортирования и переворачивания посредством транспортно-загрузочной группы (61).
26. Способ по п.25, включающий опускание транспортно-загрузочной группы (61) перед вращением вращающегося стола (35) для обеспечения возможности свободного вращения вращающегося стола (35).
| DE 102008037356 B4, 21.02.2013 | |||
| DE 102007009040 B3, 21.05.2008 | |||
| DE 102013102296 A1, 26.06.2014. |

