Область техники
Объектом настоящего изобретения является способ контроля непрерывного удлиненного элемента во время сборки шины для колес транспортных средств. Настоящее изобретение находится в области процессов и установок для сборки шин для колес транспортных средств. В частности, настоящее изобретение находится в области способов, предназначенных для контроля и проверки правильности сборки компонентов, предназначенных для формирования шины, на формообразующем барабане.
Уровень техники
Шина для колес транспортных средств, как правило, содержит каркасную конструкцию, содержащую, по меньшей мере, один слой каркаса, имеющий концевые клапаны, введенные в контактное взаимодействие с соответствующими удерживающими кольцевыми конструкциями. В радиально наружном месте по отношению к каркасной конструкции присоединена брекерная конструкция, содержащая один или более слоев брекера, наложенных в радиальном направлении друг на друга и на слой каркаса и имеющих текстильные или металлические армирующие корды с ориентацией с перекрещиванием и/или по существу параллельных направлению протяженности шины вдоль окружности. В радиально наружном месте по отношению к брекерной конструкции наложен протекторный браслет, при этом он также изготовлен из эластомерного материала аналогично другим полуфабрикатам, образующим шину. Соответствующие боковины, выполненные из эластомерного материала, также наложены на боковые поверхности каркасной конструкции, при этом каждая из боковин проходит от одного из боковых краев протекторного браслета до соответствующей удерживающей кольцевой конструкции в бортах. В шинах «бескамерного» типа слой каркаса покрыт внутри слоем эластомерного материала предпочтительно на основе бутила, обычно называемым «герметизирующим слоем», имеющим оптимальные характеристики воздухонепроницаемости и проходящим от борта, расположенного с одной стороны, до другого борта.
Циклы изготовления шины предусматривают, что после процесса сборки, в котором различные конструктивные компоненты самой шины изготавливают и/или собирают, собранные невулканизированные шины перемещают на линию формования в пресс-форме и вулканизации, на которой осуществляется процесс формования в пресс-форме и вулканизации, который предназначен для образования конструкции шины в соответствии с заданными геометрией и рисунком протектора.
Предусмотрено, что термин «эластомерный материал» означает композицию, содержащую, по меньшей мере, один эластомерный полимер и, по меньшей мере, один активный наполнитель. Такая композиция предпочтительно также содержит добавки, такие как сшивающий агент и/или пластификатор. Благодаря наличию сшивающего агента такой материал может быть подвергнут сшиванию посредством тепла для формирования конечного изготовленного изделия.
Под «непрерывным удлиненным элементом» подразумевается полоса или лента из эластомерного материала, выполненного с армирующими кордами (или выполненного без них). В случае их наличия корды могут быть текстильными или металлическими, они заделаны в эластомерный материал и проходят непрерывно рядом друг с другом и параллельно на всей продольной протяженности непрерывного удлиненного элемента. Непрерывный удлиненный элемент предпочтительно содержит только эластомерный материал.
Под «изготавливаемой шиной» подразумевается радиально наружная поверхность формообразующего барабана, несущего (или не несущего) любую часть шины.
Термины «радиальный» и «аксиальный» и выражения «радиально внутренний/наружный» и «аксиально внутренний/наружный» используются по отношению соответственно к направлению, перпендикулярному к оси вращения изготавливаемой шины, и направлению, параллельному оси вращения изготавливаемой шины. Плоскость определена как «радиальная», когда она содержит ось вращения шины.
Термины «окружной» и «в направлении вдоль/по окружности» используются вместо этого по отношению к направлению протяженности изготавливаемой шины по кольцу.
Под «световым излучением» подразумевается электромагнитное излучение, которое имеет, по меньшей мере, одну часть спектра, находящуюся в расширенной области оптического диапазона и необязательно находящуюся строго в пределах оптического диапазона (то есть, с длиной волны в диапазоне 400 нм - 700 нм), например, такая расширенная область оптического диапазона может охватывать от ультрафиолетовой до инфракрасной области спектра (например, при длине волны в диапазоне между приблизительно 100 нм и приблизительно 1 мкм).
В документе WO 2011/007269 проиллюстрирован технологический процесс сборки компонентов шины на формообразующей опоре, на которую непрерывный удлиненный элемент из эластомерного материала подается посредством экструдера и накладывается в виде витков, которые размещены бок о бок или частично наложены друг на друга на формообразующей опоре. Устройство для наложения, предусмотренное с роликом, обеспечивает наложение непрерывного удлиненного элемента на опору.
В документе ЕР 2613122 проиллюстрировано наложение элемента с определенной формой, такого как лента, на сборочный барабан для формирования компонента шины. Длина такой ленты по существу равна протяженности барабана в направлении вдоль окружности. Когда лента намотана на барабан, переднюю часть и концевую часть такой ленты стыкуют друг с другом или накладывают друг на друга, образуя соединение. Устройство, предусмотренное с лазерным устройством и камерами, может обеспечить определение длины ленты и размера соединения.
В документе WO 2010/13553 проиллюстрировано испытательное устройство, содержащее осветительные средства и камеру, расположенные рядом с формообразующим барабаном, на котором формируют слой каркаса. Осветительные средства освещают элементы, размещенные на крае слоя каркаса, камера захватывает их изображение. Блок обработки данных определяет наиболее освещенные части изображения и функционирует для сравнения положений таких более освещенных частей и контрольных положений для определения того, правильно ли размещены элементы такого края.
Сущность изобретения
В этой связи Заявитель отметил необходимость повышения качества изготавливаемых шин и обеспечения их большего соответствия расчетным техническим характеристикам, в частности, шин, компоненты которых получают посредством подачи и намотки непрерывного удлиненного элемента на изготавливаемую шину.
Заявитель действительно установил в результате наблюдений, что характеристики (такие как положение, форма и размер) компонента шины, сформированного посредством намотки непрерывного удлиненного элемента, могут отличаться от расчетных характеристик.
Заявитель отметил, что такое отклонение может влечь за собой формирование компонента, который имеет характеристики, находящиеся за пределами расчетных характеристик, и, следовательно, шины, имеющей одну или более проблем несоответствия таким характеристикам.
Заявитель дополнительно отметил, что такие проблемы несоответствия трудно обнаружить, когда шина собрана, если методы не являются инвазивными, так что даже существует возможность того, что дефекты будут обнаружены только конечным пользователем, поскольку они влияют на эксплуатационные характеристики такой шины при движении по дороге.
Заявитель осознал, что такие проблемы несоответствия могут зависеть от того, что происходит во время намотки перед зоной первого контакта удлиненного элемента с изготавливаемой шиной, то есть между головкой для подачи вышеупомянутого удлиненного элемента и указанной зоной.
Заявитель, в частности, осознал, что такие проблемы несоответствия могут зависеть от изменения геометрии непрерывного удлиненного элемента, который подают к изготавливаемой шине.
Например, Заявитель удостоверился в том, что, если ширина непрерывного удлиненного элемента, который намотан в виде витков, расположенных рядом друг с другом, для формирования подслоя протекторе, уменьшена по отношению к расчетной ширине, между одним витком и соседним витком остаются зазоры. Следовательно, образуется неровная поверхность, на которую накладывают протектор. Протектор маскирует неравномерное распределение подслоя и затрудняет обнаружение дефекта посредством визуального контроля.
Следовательно, в этой связи Заявитель осознал необходимость контроля геометрии непрерывных удлиненных эластомерных элементов перед их наложением на изготавливаемую шину.
В частности, Заявитель осознал, что лучше выполнить такой контроль непосредственно перед наложением непрерывного удлиненного элемента на изготавливаемую шину.
Таким образом, Заявитель обнаружил, что при мониторинге геометрии непрерывного удлиненного элемента, предпочтительно его ширины в части, расположенной между подающей головкой и зоной первого контакта такого удлиненного элемента с изготавливаемой шиной, можно заранее проверить, будет ли элемент наложен надлежащим образом и, следовательно, будет ли компонент, который будет сформирован, соответствовать расчетным характеристикам.
Следовательно, согласно одному аспекту настоящее изобретение относится к способу контроля непрерывного удлиненного элемента во время сборки шины для колес транспортных средств.
Предпочтительно предусмотрено приведение формообразующего барабана во вращение вокруг его оси вращения.
Предпочтительно предусмотрена подача непрерывного удлиненного элемента из подающей головки для создания, по меньшей мере, одного компонента изготавливаемой шины, удерживаемой указанным формообразующим барабаном, посредством намотки указанного непрерывного удлиненного элемента в соответствии с витками, расположенными рядом друг с другом и/или наложенными в радиальном направлении друг на друга.
Предпочтительно предусмотрено проецирование, по меньшей мере, одного пучка электромагнитного излучения на часть указанного непрерывного удлиненного элемента, поданную указанной подающей головкой и расположенную между подающей головкой и зоной первого контакта непрерывного удлиненного элемента с радиально наружной поверхностью указанной изготавливаемой шины.
Предпочтительно предусмотрено обнаружение, по меньшей мере, одного излучения, отраженного указанной частью, для определения первого параметра, связанного с геометрическим размером указанного непрерывного удлиненного элемента.
Предпочтительно предусмотрено сравнение указанного первого параметра со вторым контрольным параметром.
Согласно другому аспекту настоящее изобретение относится к технологическому процессу сборки шины для колес транспортных средств.
Предпочтительно предусмотрена непрерывная подача непрерывного удлиненного элемента из подающей головки до зоны первого контакта указанного непрерывного удлиненного элемента с радиально наружной поверхностью изготавливаемой шины, удерживаемой формообразующим барабаном.
Предпочтительно предусмотрено приведение формообразующего барабана во вращение вокруг его оси вращения для намотки непрерывного удлиненного элемента на радиально наружной поверхности указанной изготавливаемой шины.
Предпочтительно предусмотрен контроль ширины непрерывного удлиненного элемента на части указанного непрерывного удлиненного элемента, расположенной между подающей головкой и зоной первого контакта.
Предпочтительно предусмотрено выполнение такого контроля в соответствии со способом по предшествующему аспекту и/или по одному или более из нижеприведенных аспектов.
Согласно другому аспекту настоящее изобретение относится к установке для сборки шины для колес транспортных средств.
Предпочтительно предусмотрен формообразующий барабан, который выполнен с возможностью вращения вокруг его оси вращения.
Предпочтительно предусмотрена подающая головка, которая расположена рядом с указанным формообразующим барабаном и выполнена с возможностью непрерывной подачи непрерывного удлиненного элемента до зоны первого контакта указанного непрерывного удлиненного элемента с радиально наружной поверхностью изготавливаемой шины, удерживаемой указанным формообразующим барабаном.
Предпочтительно предусмотрен двигатель, который соединен с формообразующим барабаном для приведения его во вращение вокруг указанной оси вращения для намотки непрерывного удлиненного элемента на указанной радиально наружной поверхности в соответствии с витками, расположенными рядом друг с другом и/или наложенными в радиальном направлении друг на друга.
Предпочтительно предусмотрено устройство контроля, которое функционально действует между подающей головкой и зоной первого контакта.
Устройство контроля предпочтительно содержит, по меньшей мере, один источник, по меньшей мере, одного пучка электромагнитного излучения, обращенный к части непрерывного удлиненного элемента.
Устройство контроля предпочтительно содержит, по меньшей мере, один датчик, обращенный к указанной части и выполненный с возможностью обнаружения, по меньшей мере, одного излучения, отраженного указанной частью.
Устройство контроля предпочтительно содержит блок управления, функционально соединенный, по меньшей мере, с указанным, по меньшей мере, одним датчиком и выполненный с возможностью определения первого параметра, связанного с геометрическим размером непрерывного удлиненного элемента, и с возможностью сравнения указанного первого параметра со вторым контрольным параметром.
Заявитель полагает, что настоящее изобретение обеспечивает возможность контроля соответствия собранных шин посредством контроля на производственной линии при отсутствии необходимости выполнения визуального контроля каждой шины и/или операций выборочного контроля разрушающего типа и/или анализа самих шин (например, радиографического) для обнаружения дефектов, обусловленных размером одного или более непрерывных удлиненных элементов, перед наложением на указанную изготавливаемую шину.
Заявитель также полагает, что настоящее изобретение позволяет заранее получить информацию о шинах, которые являются несоответствующими, и о степени несоответствия расчетным характеристикам для принятия решения о том, должны ли такие шины быть отбракованы или нет.
Кроме того, Заявитель полагает, что настоящее изобретение позволяет выполнить такой контроль на производственной линии посредством сравнительно простого и недорогого контрольно-измерительного оборудования, при этом указанное контрольно-измерительное оборудование также имеет малый объем, так что оно не влияет на конструкцию и размещение остальных элементов, которые образуют указанную установку, и может быть смонтировано также на уже существующих установках.
Настоящее изобретение, по меньшей мере, в одном из вышеуказанных аспектов может иметь один или более из предпочтительных признаков, которые описаны ниже.
Обнаружение указанного, по меньшей мере, одного отраженного излучения предпочтительно включает получение, по меньшей мере, одного изображения указанного, по меньшей мере, одного излучения, отраженного указанной частью.
Указанный датчик, обнаруживающий указанное, по меньшей мере, одно отраженное излучение, предпочтительно получает, по меньшей мере, одно изображение указанного, по меньшей мере, одного излучения, отраженного указанной частью.
Указанное устройство контроля предпочтительно выполнено с возможностью контроля ширины непрерывного удлиненного элемента перед его наложением на указанную изготавливаемую шину.
Указанный, по меньшей мере, один пучок предпочтительно перехватывается боковыми продольными краями непрерывного удлиненного элемента.
Указанное, по меньшей мере, одно изображение предпочтительно содержит два конца, соответствующих указанным боковым продольным краям, при этом первый параметр связан с расстоянием между указанными двумя концами.
Изображение в отраженных лучах заканчивается на боковых продольных краях, которые показывают с достаточной точностью ширину непрерывного удлиненного элемента.
Электромагнитное излучение предпочтительно представляет собой световое излучение, более предпочтительно лазерное излучение.
Указанный, по меньшей мере, один источник предпочтительно представляет собой излучатель светового излучения, более предпочтительно он проецирует лазерный пучок.
Следовательно, изображение в отраженных лучах является наглядным и легко распознаваемым даже для невооруженного глаза для обеспечения возможности легкого контроля операций системы.
Предпочтительно предусмотрено получение указанного, по меньшей мере, одного изображения посредством камеры.
Датчик предпочтительно содержит камеру.
Изображение в отраженных лучах может быть получено посредством камеры, например, ПЗС-камеры, которая является относительно недорогой.
Камера предпочтительно формирует кадр зоны обзора, и изображение в отраженных лучах содержится в анализируемой зоне, содержащейся в указанной зоне обзора. Анализируемая зона ограничена в большей степени, чем зона обзора, для предотвращения анализа других изображений излучения, отраженного другими элементами установки, например, формообразующим барабаном.
Указанный, по меньшей мере, один пучок электромагнитного излучения предпочтительно является по существу плоским и проходит поперечно по отношению к направлению подачи непрерывного удлиненного элемента в указанной части, так что указанное изображение предпочтительно по существу будет образовано, по меньшей мере, одной поперечной линией.
Такая поперечная линия по существу проходит по ширине непрерывного удлиненного элемента и уже обеспечивает индикацию, видимую для невооруженного глаза.
Предпочтительно предусмотрено проецирование первого пучка и второго пучка соответственно по направлению к первому боковому продольному краю и по направлению ко второму продольному боковому краю непрерывного удлиненного элемента.
Таким образом, концевые точки, расположенные на продольных краях, будут более наглядными посредством изображений в отраженных лучах, и определение ширины будет более точным.
Первый пучок и второй пучок предпочтительно являются по существу плоскими и проходят поперечно по отношению к направлению подачи непрерывного удлиненного элемента в указанной части, так что указанное изображение будет по существу образовано первой поперечной линией и второй поперечной линией.
Первая поперечная линия и вторая поперечная линия предпочтительно являются отдельными, при этом первая поперечная линия содержит первый конец из указанных двух концов и вторая поперечная линия содержит второй конец из указанных двух концов.
Использование двух пучков и двух отраженных линий позволяет обеспечить четкость продольных краев.
Указанный, по меньшей мере, один пучок электромагнитного излучения определяет, по меньшей мере, одно направление излучения.
Указанный, по меньшей мере, один источник предпочтительно задает направление излучения пучка.
Получение указанного, по меньшей мере, одного изображения предпочтительно выполняют вдоль, по меньшей мере, одного направления получения изображения.
Указанный, по меньшей мере, один датчик предпочтительно определяет направление получения изображения.
Направление излучения и указанное, по меньшей мере, одно направление получения изображения предпочтительно имеют наклон друг относительно друга.
Положение двух линий излучения и получения изображения друг относительно друга выбрано так, чтобы оптимизировать обнаружение изображения в соответствии с имеющимися пространствами для размещения источника излучения или источников излучения и датчика.
Положение двух линий излучения и получения изображения друг относительно друга также выбрано так, чтобы другие изображения, полученные при отражении частями установки, например, формообразующим барабаном, не влияли на получение изображения на непрерывном удлиненном элементе.
Направление излучения предпочтительно находится в плоскости, перпендикулярной к направлению подачи непрерывного удлиненного элемента вдоль указанной части.
Таким образом, изображение в отраженных лучах является максимально возможно ярким и четким и, следовательно, может быть обнаружено с большей точностью.
Указанное направление получения изображения предпочтительно находится в плоскости получения изображения, перпендикулярной к плоскости перемещения непрерывного удлиненного элемента вперед и параллельной направлению подачи непрерывного удлиненного элемента вдоль указанной части.
Направление получения изображения предпочтительно имеет наклон относительно плоскости перемещения непрерывного удлиненного элемента вперед под углом, отличающимся от 90°.
Первый пучок и второй пучок предпочтительно соответственно определяют первое направление излучения и второе направление излучения.
Первый источник предпочтительно задает первое направление излучения его пучка, и второй источник задает второе направление излучения его пучка.
Первое направление излучения и второе направление излучения предпочтительно находятся в плоскости, перпендикулярной к направлению подачи непрерывного удлиненного элемента вдоль указанной части.
Первое направление излучения предпочтительно проходит к первому продольному боковому краю, а второе направление излучения проходит ко второму продольному боковому краю.
Первое направление излучения предпочтительно по существу перпендикулярно первому продольному боковому краю, и второе направление излучения по существу перпендикулярно второму продольному боковому краю.
Ориентация направлений излучения такова, чтобы выделить оптимальным образом изображения в отраженных лучах и, в частности, обеспечить их четкость на продольных краях.
Первый параметр предпочтительно представляет собой расстояние между указанными двумя концами, определяемое вдоль фиксированного направления в системе отсчета камеры.
Фиксированное направление предпочтительно представляет собой горизонтальное направление в системе отсчета камеры.
В системе отсчета камеры горизонтальное направление предпочтительно перпендикулярно параллельным и вертикальным базисным прямым линиям, каждая из которых проходит через один из данных двух концов.
Следовательно, выполняемое измерение является не абсолютным измерением ширины непрерывного удлиненного элемента, а измерением ширины, выполняемым вдоль заданного направления в системе отсчета камеры.
Первый параметр предпочтительно определяют непрерывно во время подачи непрерывного удлиненного элемента.
Первый параметр предпочтительно определяют, начиная с момента после первого интервала времени запуска.
Значение указанного второго контрольного параметра предпочтительно рассчитывают посредством определения указанного расстояния и его усреднения в течение интервала времени после первого интервала времени запуска.
Значение указанного второго контрольного параметра предпочтительно рассчитывают в условиях отсутствия засорения подающей головки в контролируемом цикле.
Сравнение предпочтительно включает: проверку того, находится ли значение первого параметра в пределах области допустимых значений в окрестности значения второго параметра.
Предпочтительно предусмотрена выдача предупредительного сигнала каждый раз, когда значение первого параметра выходит за пределы области допустимых значений.
Следовательно, выполняемый контроль представляет собой контроль сравнительного типа.
Это решение позволяет избежать обеспечения абсолютного и чрезвычайно точного измерения ширины непрерывного удлиненного элемента. Следовательно, приблизительное наведение источников излучения и датчика, а также даже трапециевидная форма сечения, определяемого датчиком, не оказывают негативного влияния на качество контроля.
Предупредительный сигнал предпочтительно является визуальным и/или звуковым.
Предпочтительно предусмотрена передача уведомления о несоответствии, если значение первого параметра выходит, по меньшей мере, один раз за пределы области допустимых значений в течение промежутка времени, превышающего заданную величину.
Значение первого параметра предпочтительно записывают в файле, и при этом передача уведомления о несоответствии включает маркировку файла как несоответствующего.
Следовательно, несоответствие требует, чтобы ширина выходила за пределы области допустимых значений в течение времени (и, следовательно, на длине непрерывного удлиненного элемента), которое (-ая) больше минимального заданного значения. Отклонения ширины от данного диапазона, которые, тем не менее, ограничены по длине и, следовательно, приемлемы, не вызывают генерирования сигналов несоответствия.
Источник излучения предпочтительно расположен между подающей головкой и зоной первого контакта по отношению к направлению подачи непрерывного удлиненного элемента в указанной части.
Указанный, по меньшей мере, один датчик предпочтительно находится дальше снаружи в радиальном направлении, чем подающая головка, по отношению к указанной оси вращения.
Указанный, по меньшей мере, один датчик предпочтительно расположен перед указанной подающей головкой по отношению к направлению перемещения непрерывного удлиненного элемента вперед вдоль указанной части.
Указанный, по меньшей мере, один источник предпочтительно находится дальше снаружи в радиальном направлении, чем подающая головка, по отношению к указанной оси вращения.
Установка предпочтительно содержит первый источник и второй источник, обращенные соответственно к первому боковому продольному краю и ко второму продольному боковому краю непрерывного удлиненного элемента.
Установка предпочтительно содержит устройство для наложения, содержащее поджимающий элемент, функционально действующий в зоне первого контакта. Поджимающий элемент предпочтительно выполнен с возможностью поджима части непрерывного удлиненного элемента к радиально наружной поверхности во время наложения поданного непрерывного удлиненного элемента на изготавливаемую шину.
Указанный, по меньшей мере, один источник предпочтительно находится дальше снаружи в радиальном направлении, чем элемент для наложения, по отношению к оси вращения.
Указанный, по меньшей мере, один источник предпочтительно расположен по существу со стороны устройства для наложения.
Установка предпочтительно содержит первый источник и второй источник, расположенные с противоположных сторон устройства для наложения.
Направление получения изображения предпочтительно проходит между подающей головкой и устройством для наложения.
Устройство контроля согласно изобретению выполнено с такой конструкцией и расположено так, чтобы оно не сталкивалось с другими элементами установки и в любом случае осуществляло контроль эффективным образом.
Указанный, по меньшей мере, один датчик предпочтительно обращен к одной поверхности непрерывного удлиненного элемента.
Установка предпочтительно содержит опорную раму, несущую, указанный, по меньшей мере, один источник и датчик.
Опорная рама предпочтительно содержит первое устройство для регулирования положения датчика.
Опорная рама предпочтительно содержит вторые устройства для регулирования положения указанного, по меньшей мере, одного источника.
Первое регулирующее устройство предпочтительно выполнено с возможностью изменения положения датчика вдоль криволинейной траектории для сохранения направления получения изображения по существу ориентированным к изображению в отраженных лучах.
Непрерывный удлиненный элемент предпочтительно имеет сплющенное поперечное сечение, предпочтительно со скошенными противоположными концами, так что продольные края являются наклонными.
Непрерывный удлиненный элемент предпочтительно имеет поперечное сечение с линзообразной формой.
Непрерывный удлиненный элемент предпочтительно имеет расчетную ширину в диапазоне между приблизительно 15 мм и приблизительно 25 мм.
Непрерывный удлиненный элемент предпочтительно экструдируют из подающей головки.
Установка предпочтительно содержит экструдер, и подающая головка представляет собой отверстие указанного экструдера.
В этом случае возможные изменения ширины, которые должны контролироваться, могут быть обусловлены частичным перегораживанием отверстия экструдера.
Длина указанной части, находящейся между подающей головкой и зоной наложения, предпочтительно находится в диапазоне между приблизительно 15 мм и приблизительно 30 мм.
Дополнительные признаки и преимущества станут более ясными из подробного описания предпочтительного, но не единственного варианта осуществления способа контроля непрерывного удлиненного элемента согласно настоящему изобретению в установке и в технологическом процессе сборки шин для колес транспортных средств.
Краткое описание чертежей
Такое описание будет приведено ниже со ссылкой на приложенные чертежи, представленные только в качестве неограничивающего примера, на которых:
- фиг.1 схематически показывает установку для изготовления шин для колес транспортных средств, содержащую установку для сборки шин согласно настоящему изобретению;
- фиг.2 представляет собой радиальное полусечение шины для колес транспортных средств, изготовленной в соответствии с технологическим процессом и посредством установки по настоящему изобретению;
- фиг.3 иллюстрирует вид сбоку части установки для сборки шин, предусмотренной с устройством контроля согласно настоящему изобретению;
- фиг.4 иллюстрирует вид спереди части с фиг.3;
- фиг.5 иллюстрирует увеличенный фрагмент части с фиг.3;
- фиг.6 иллюстрирует часть удлиненного элемента во время наложения на формообразующий барабан, выполняемого в установке с фиг.3, 4 и 5;
- фиг.7 иллюстрирует вид в перспективе удлиненного элемента во время наложения в установке с фиг.3, 4 и 5;
- фиг.8 представляет собой график, который иллюстрирует получение контрольного параметра;
- фиг.9 представляет собой график, который иллюстрирует изменение параметра, определяемого во время процесса изготовления шин для колес транспортных средств в установке по фиг.1; и
- фиг.10 иллюстрирует другое изменение параметра с фиг.9.
Подробное описание изобретения
На фиг.1 ссылочная позиция 1 обозначает в целом установку для изготовления шин 2 для колес транспортных средств.
Шина 2, изготовленная в указанной установке 1, проиллюстрирована на фиг.2 и по существу содержит каркасную конструкцию 3, имеющую два слоя 4а, 4b каркаса. Непроницаемый слой эластомерного материала или так называемый герметизирующий слой 5 нанесен с внутренней стороны слоя/слоев 4а, 4b каркаса. Две удерживающие кольцевые конструкции 6, каждая из которых содержит так называемый сердечник 6а борта, несущий эластомерный наполнительный шнур 6b, который расположен в радиальном направлении снаружи, введены в контактное взаимодействие с соответствующими концевыми клапанами слоя/слоев 4а, 4b каркаса. Удерживающие кольцевые конструкции 6 встроены вблизи зон 7, обычно называемых «бортами», в которых обычно происходит контактное взаимодействие между шиной 2 и соответствующим монтажным ободом (непроиллюстрированным). Брекерная конструкция 8, содержащая один или более слоев 8а, 8b брекера, наложенных в радиальном направлении друг на друга и имеющих текстильные или металлические армирующие корды с ориентацией с перекрещиванием и/или по существу параллельные направлению протяженности шины вдоль окружности, наложена по окружности вокруг слоя/слоев 4а, 4b каркаса, и протекторный браслет 9 наложен по окружности на брекерную конструкцию 8. Так называемые «подбрекерные вставки» 10 могут быть соединены с брекерной конструкцией 8, при этом каждая из таких вставок 10 расположена между слоем/слоями 4а, 4b каркаса и одним из противоположных в аксиальном направлении, концевых краев брекерной конструкции 8. Две боковины 11, каждая из которых проходит от соответствующего борта 7 до соответствующего бокового края протекторного браслета 9, наложены в местах, противоположных в боковом направлении, на слои 4а, 4b каркаса.
Установка 1, проиллюстрированная на фиг.1, образует линию 13 по производству шин 2, содержащую линию 16 сборки каркасов, линию 17 сборки наружных рукавных элементов и, по меньшей мере, одно устройство 15 формования в пресс-форме и вулканизации, функционально расположенное по ходу за вышеуказанными сборочными линиями.
В неограничивающем варианте осуществления установки 1, проиллюстрированной на фиг.1, на линии 16 сборки каркасов непроиллюстрированные формообразующие барабаны перемещаются между различными станциями подачи полуфабрикатов, выполненными с возможностью формирования - на каждом формообразующем барабане - каркасного рукавного элемента, содержащего слои 4а, 4b каркаса, герметизирующий слой 5, удерживающие кольцевые конструкции 6 и, возможно, по меньшей мере, одну часть боковин 11. Одновременно на линии 17 сборки наружных рукавных элементов один или более непроиллюстрированных вспомогательных барабанов последовательно перемещаются между различными рабочими станциями, выполненными с возможностью формирования - на каждом вспомогательном барабане -наружного рукавного элемента, содержащего, по меньшей мере, брекерную конструкцию 8, протекторный браслет 9 и, возможно, по меньшей мере, одну часть боковин 11. Производственная линия 13 также содержит непроиллюстрированную станцию сборки, на которой наружный рукавный элемент соединяют с каркасным рукавным элементом.
В других непроиллюстрированных вариантах осуществления установки 1 сборочные линии могут представлять собой линии другого типа, например, выполненные с возможностью формирования всех вышеуказанных компонентов на одном барабане посредством соответствующих сборочных устройств.
Собранные шины 2 затем перемещают к устройству 15 формования в пресс-форме и вулканизации.
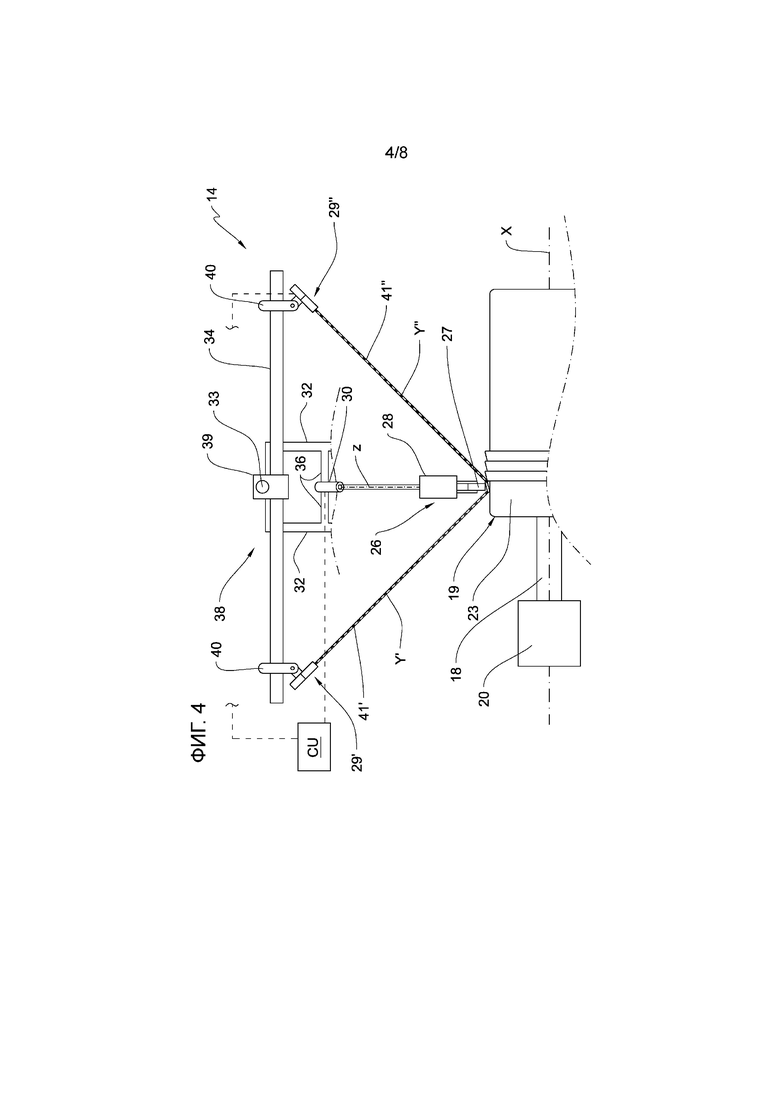
В соответствии с тем, что схематически проиллюстрировано на фиг.4, установка 14 для сборки шин 2, принадлежащая любой из проиллюстрированных выше, сборочных линий, содержит опорный элемент 18 для формообразующего барабана 19. Опорный элемент 18 соединен с двигателем 20, выполненным с возможностью приведения формообразующего барабана 19 во вращение вокруг его оси ʺXʺ вращения.
Подающая головка 21 или отверстие экструдера 22 расположена (-о) вблизи радиально наружной поверхности 23 формообразующего барабана 19 (фиг.3 и 5). Подающая головка 21 выполнена с возможностью непрерывной подачи непрерывного удлиненного элемента 24 до зоны первого контакта указанного непрерывного удлиненного элемента 24 с радиально наружной поверхностью 23 формообразующего барабана 19 или изготавливаемой шины, удерживаемой указанным формообразующим барабаном 19 в то время, когда двигатель 20 обеспечивает вращение формообразующего барабана 19 вокруг оси ʺXʺ вращения так, чтобы выполнить намотку непрерывного удлиненного элемента 24 на вышеупомянутую радиально наружную поверхность. Такая намотка предпочтительно происходит в соответствии с витками, расположенными рядом друг с другом. Такая намотка предпочтительно происходит в соответствии с витками, которые расположены рядом друг с другом и/или, по меньшей мере частично, наложены в радиальном направлении друг на друга.
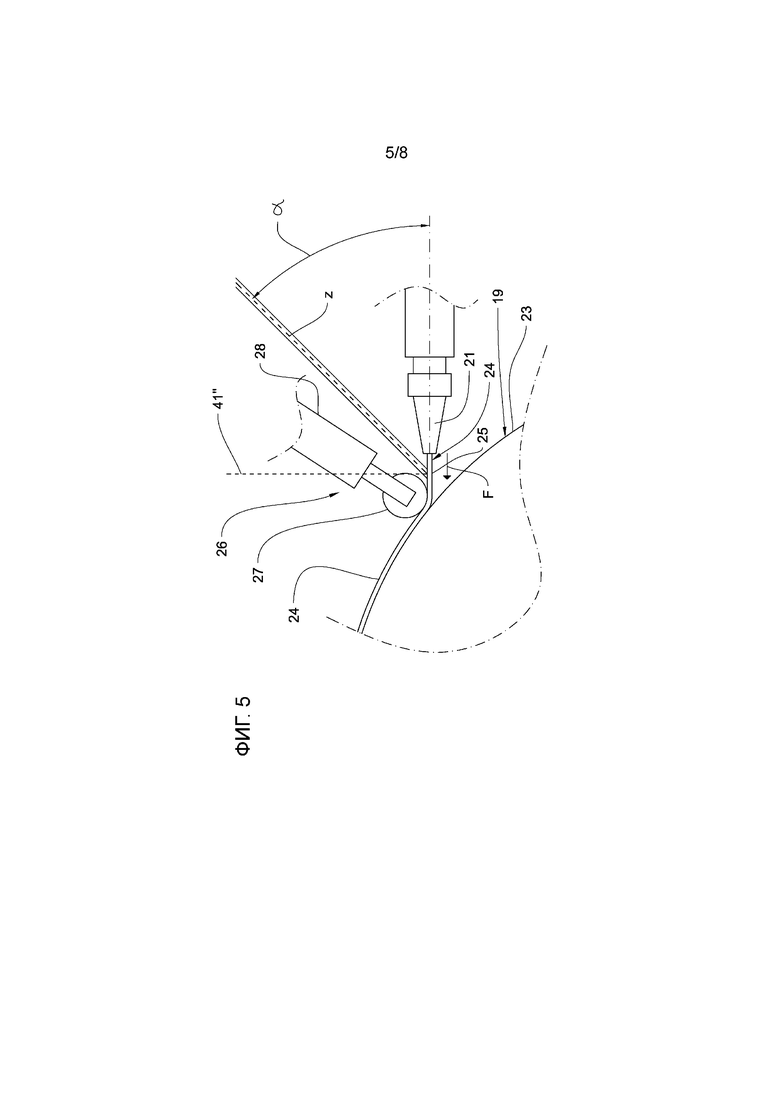
Как видно, в частности, на фиг.5, подающая головка 21 имеет направление подачи, наклонное по отношению к радиально наружной поверхности 23 формообразующего барабана 19, и расположена на расстоянии от формообразующего барабана 19, измеренном вдоль указанного направления подачи и составляющем несколько сантиметров, так что часть 25 вышеупомянутого непрерывного удлиненного элемента 24, расположенная между подающей головкой 21 и зоной первого контакта, имеет длину, составляющую несколько сантиметров, например, 25 мм - 30 мм. Расчетная ширина непрерывного удлиненного элемента составляет, например, приблизительно 20 мм.
Устройство 26 для наложения содержит поджимающий элемент 27, который в проиллюстрированном примере представляет собой ролик, функционально действующий в зоне первого контакта. Устройство 26 для наложения также содержит непроиллюстрированный исполнительный механизм, например, гидравлический или пневматический, выполненный с возможностью поджима ролика 27 к части непрерывного удлиненного элемента 24, расположенной по ходу непосредственно за указанной частью 25, к радиально наружной поверхности при наложении непрерывного удлиненного элемента 24 на изготавливаемую шину. Опора 28 для ролика 27 проходит вдоль направления, которое является по существу радиальным, при перемещении от формообразующего барабана 19 и частично над подающей головкой 21 (фиг.3).
Установка 14 содержит устройство контроля, функционально действующее между подающей головкой 21 и зоной первого контакта и выполненное с возможностью контроля ширины непрерывного удлиненного элемента 24 перед его наложением на изготавливаемую шину.
Устройство контроля содержит (фиг.3 и 4) первый и второй источники 29', 29ʺ лазерного излучения и ПЗС-камеру 30, опирающиеся на опорную раму 31, которая в проиллюстрированном приведенном в качестве примера варианте осуществления смонтирована на экструдере 22. Источники 29', 29ʺ лазерного излучения и ПЗС-камера 30 направлены к верхней поверхности непрерывного удлиненного элемента 24 (то есть к расположенной дальше от пола цеха, на котором расположен указанный экструдер 22).
Источники 29', 29ʺ лазерного излучения расположены между подающей головкой 21 и зоной первого контакта по отношению к направлению ʺFʺ подачи непрерывного удлиненного элемента 24 вдоль указанной части 25. Источники 29', 29ʺ также находятся дальше снаружи в радиальном направлении, чем подающая головка 21, по отношению к оси ʺXʺ вращения формообразующего барабана 19.
ПЗС-камера 30 расположена по ходу перед подающей головкой 21 по отношению к направлению перемещения непрерывного удлиненного элемента вперед вдоль указанной части 25 и находится дальше снаружи в радиальном направлении, чем подающая головка 21, по отношению к оси ʺXʺ вращения формообразующего барабана 19.
Более подробно, опорная рама 31 имеет две стойки 32, которые проходят от экструдера 22 и которые служат опорой для первого стержня 33. Первый стержень 33 проходит вдоль направления, параллельного вышеупомянутой части 25 непрерывного удлиненного элемента, и имеет завершающий конец, расположенный над зоной первого контакта и роликом 27. Второй стержень 34 установлен поперечно на завершающем конце первого стержня 33 и несет на каждом из противоположных концов один из источников 29', 29ʺ лазерного излучения.
Камера 30 установлена между двумя стойками 32 и может быть перемещена и заблокирована для регулирования ее положения вдоль криволинейной траектории посредством первого регулирующего устройства 35, которое содержит два штифта 36, зафиксированные относительно камеры 30 и вставленные в соответствующие пазы 37, из которых только один виден на фиг.3. Таким образом, всегда можно удерживать камеру 30 направленной на изображение в отраженных лучах. Как видно на фиг.3, камера 30 находится дальше снаружи в радиальном направлении, чем элемент 26 для наложения, относительно оси вращения.
Вторые регулирующие устройства 38 обеспечивают возможность регулирования положения источников 29', 29ʺ лазерного излучения. Вторые регулирующие устройства 38 содержат первый элемент 39, контактно взаимодействующий с первым стержнем 33 с возможностью скольжения, при этом первый элемент 39 может быть заблокирован. Первый элемент 39 несет второй стержень 34. Вторые элементы 40 контактно взаимодействуют с возможностью скольжения со вторым стержнем 34 так, что они могут быть заблокированы. Каждый из источников 29', 29ʺ поворачивается относительно соответствующего второго элемента 40 вокруг соответствующей оси, параллельной первому стержню 33, так, чтобы обеспечить возможность регулирования его углового положения. Как видно на фиг.4, источники 29', 29ʺ размещены с противоположных сторон устройства 26 для наложения.
Блок ʺCUʺ управления, схематически показанный на фиг.4, функционально соединен с источниками 29', 29ʺ и с камерой 30 для управления их работой.
Источники 29', 29ʺ соответственно излучают первый лазерный пучок 41' и второй лазерный пучок 41ʺ вдоль соответствующих первого и второго направлений Y', Yʺ излучения, «направленных» к части 25 непрерывного удлиненного элемента 24. Как видно на фиг.4, первое и второе направления Y', Yʺ излучения являются симметричными относительно указанной части 25. Каждый из указанных первого и второго лазерных пучков 41', 41ʺ «раскрывается» подобно вееру, является плоским и проходит поперечно относительно направления ʺFʺ подачи непрерывного удлиненного элемента 24 вдоль указанной части 25. Другими словами, первое и второе направления Y', Yʺ излучения находятся в плоскости, перпендикулярной к направлению ʺFʺ подачи непрерывного удлиненного элемента 24 вдоль указанной части 25.
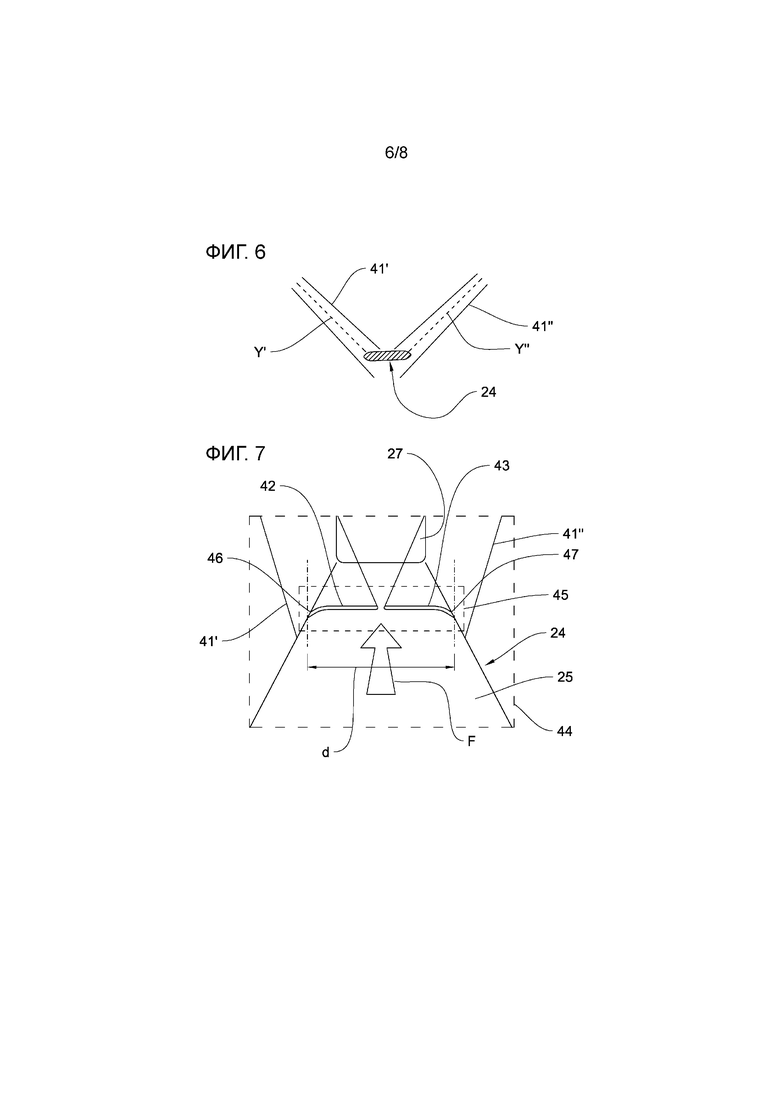
В проиллюстрированном предпочтительном варианте осуществления (фиг.6 и 7) первый и второй лазерные пучки 41', 41ʺ перехватываются частью 25 для генерирования на верхней поверхности указанной части 25 изображения в отраженных лучах, образованного первой поперечной линией 42 и второй поперечной линией 43, каждая из которых заканчивается на соответствующем первом и втором боковом продольном крае непрерывного удлиненного элемента 24. Другими словами, два лазерных пучка 41', 41ʺ сталкиваются с непрерывным удлиненным элементом 24, не пересекаясь, для образования двух отдельных поперечных линий 42, 43 (фиг.7).
Как можно видеть на фиг.6, непрерывный удлиненный элемент 24 имеет поперечное сечение линзообразной формы со скошенными противоположными краями, и каждое из первого и второго направлений Y', Yʺ излучения проходит к соответствующему боковому продольному краю перпендикулярно ему (фиг.6).
Камера 30 направлена к изображению в отраженных лучах, образованному первой поперечной линией 42 и второй поперечной линией 43, для получения указанного изображения вдоль направления ʺZʺ получения изображения (фиг.3 и 5). Направление ʺZʺ получения изображения находится в плоскости получения изображения, перпендикулярной к плоскости перемещения вперед непрерывного удлиненного элемента 24 и параллельной направлению ʺFʺ подачи непрерывного удлиненного элемента 24 вдоль указанной части 25. Направление ʺZʺ получения изображения имеет наклон относительно плоскости перемещения вперед непрерывного удлиненного элемента 24 под углом ʺαʺ, предпочтительно составляющим приблизительно 45° (фиг.5). Заявитель отмечает, что камера 30 «видит» часть 25 непрерывного удлиненного элемента 24 на перспективном изображении в виде трапеции в соответствии с тем, что проиллюстрировано на фиг.7, как вследствие вышеуказанного наклона, так и вследствие эффекта растягивания вдоль направления ʺFʺ подачи, которое сохраняется для непрерывного удлиненного элемента между подающей головкой 21 и зоной первого контакта с радиально наружной поверхностью изготавливаемой шины.
Направление ʺZʺ получения изображения проходит между подающей головкой 21 и устройством 26 для наложения. Следовательно, первое и второе направления Y', Yʺ излучения и направление ʺZʺ получения изображения имеют наклон друг относительно друга.
Камера 30 формирует кадр зоны 44 обзора, которая, по меньшей мере частично, содержит указанную часть 25. Анализируемая зона 45, описанная ниже, содержится в указанной зоне 44 обзора. Анализируемая зона 45 содержит изображение в отраженных лучах, образованное первой поперечной линией 42 и второй поперечной линией 43.
Блок ʺCUʺ управления выполнен с возможностью определения первого параметра ʺd1(t)ʺ, связанного с изображением в отраженных лучах, образованным первой поперечной линией 42 и второй поперечной линией 43, посредством камеры 30 и с возможностью сравнения первого параметра ʺd1(t)ʺ со вторым контрольным параметром ʺd2ʺ.
Как видно на фиг.7, изображение, образованное первой поперечной линией 42 и второй поперечной линией 43, содержит первый конец 46, расположенный на одном из продольных краев и принадлежащий первой поперечной линии 42, и второй конец 47, расположенный на другом из продольных краев и принадлежащий второй поперечной линии 43. Вышеупомянутый первый параметр ʺd1(t)ʺ представляет собой расстояние ʺdʺ между указанными первым и вторым концами 46, 47, определяемое вдоль фиксированного горизонтального направления (в системе отсчета камеры 30), при этом горизонтальное направление перпендикулярно параллельным и вертикальным базовым прямым линиям, каждая из которых проходит через один из двух концов 46, 47 (фиг.7). Вышеупомянутый первый параметр ʺd1(t)ʺ представляет собой расстояние ʺdʺ, определяемое непрерывно во время наложения непрерывного удлиненного элемента 24, начиная с момента после первого интервала ʺt1ʺ времени запуска для стабилизации величины указанного расстояния ʺdʺ.
Второй параметр ʺd2ʺ представляет собой контрольное значение расстояния ʺdʺ, которое было получено ранее, как будет лучше проиллюстрировано ниже, в течение контролируемого цикла, в котором значение указанного расстояния ʺdʺ безусловно находится в пределах заданных допусков, поскольку оно было получено при контролируемых условиях (подающая головка 21 или отверстие экструдера 22 находится в номинальных условиях или чистом состоянии).
Более подробно, в соответствии с технологическим процессом и способом по настоящему изобретению оператор перед началом наложения непрерывного удлиненного элемента 24 на формообразующий барабан 19 визуально контролирует то, чтобы не было засорения или частичного перегораживания подающей головки 21. Если все нормально, начинается подача непрерывного удлиненного элемента 24 вместе с вращением формообразующего барабана 19. Кроме того, источники 29', 29ʺ лазерного излучения и камера 30 приводятся в действие, и камера 30 начинает получать изображение в отраженных лучах (первую поперечную линию 42 и вторую поперечную линию 43). Следовательно, контроль выполняют в реальном времени.
На самом первом этапе (в интервале ʺt1ʺ запуска, составляющем несколько секунд и соответствующем показанному на фиг.8-10) перед тем, как передний конец непрерывного удлиненного элемента 24 достигнет места под роликом 27, геометрические характеристики и ширина указанного непрерывного удлиненного элемента 24 подвергаются изменениям, которые не учитываются.
В последующем первом интервале ʺΔtʺ времени блок ʺCUʺ управления посредством камеры 30 определяет расстояние ʺdʺ, рассчитывает его среднее значение и сохраняет его в качестве указанного второго параметра ʺd2ʺ (фиг.8).
Расчет вышеуказанного параметра d2 выполняется по команде ручного управления, вводимой оператором, или автоматически при изменении состава эластомерного материала, поскольку процедуры в этом случае также обеспечивают очистку подающей головки 21 или отверстия экструдера 22.
Во время обычного этапа сборки, то есть после сохранения вышеуказанного второго параметра ʺd2ʺ и начала вновь наложения непрерывного удлиненного элемента 24 на изготавливаемую шину, после интервала ʺt1ʺ запуска блок ʺCUʺ управления посредством камеры 30 определяет первый параметр ʺd1(t)ʺ и проверяет, находится ли первый параметр ʺd1(t)ʺ в пределах области ʺΔdʺ допустимых значений, находящейся в окрестности второго параметра ʺd2ʺ. Следовательно, выполняемый контроль представляет собой контроль сравнительного типа, поскольку контрольное измеренное значение представляет собой расстояние ʺdʺ, определенное в течение контролируемого цикла, в котором ширина непрерывного удлиненного элемента 24 безусловно является той, которая задана. Величина диапазона ʺΔdʺ допустимых значений задается в блоке ʺCUʺ управления и может быть изменена, например, оператором.
Если первый параметр ʺd1(t)ʺ выходит за пределы области ʺΔdʺ допустимых значений, блок ʺCUʺ управления также проверяет, превышает ли время «пребывания» такого первого параметра ʺd1(t)ʺ за пределами области ʺΔdʺ допустимых значений промежуток времени, который больше заданной величины ʺtmaxʺ, при этом последняя также может быть задана, например, в зависимости от скорости подачи.
Блок ʺCUʺ управления приводит в действие сигнальное устройство (например, светодиодную лампу или акустическое сигнальное устройство), которое выдает первый предупредительный сигнал каждый раз, когда первый параметр ʺd1(t)ʺ выходит за пределы области ʺΔdʺ допустимых значений, независимо от времени «пребывания» и без остановки наложения.
Если вместо этого, время «пребывания» первого параметра ʺd1(t)ʺ за пределами области ʺΔdʺ допустимых значений превысит заданную величину ʺtmaxʺ один или более раз, то в конце наложения блок ʺCUʺ управления приводит в действие, например, дополнительное сигнальное устройство, которое выдает второй предупредительный сигнал, который указывает на несоответствие только что собранной шины.
Кроме того, изменение расстояния ʺdʺ от начала подачи и получения изображения записывается в файле, предпочтительно сохраняемом в базе данных, которая содержит записи значений, измерения которых были выполнены во время наложения. Если время «пребывания» первого параметра ʺd1(t)ʺ за пределами области ʺΔdʺ допустимых значений превысит вышеупомянутую заданную величину ʺtmaxʺ один или более раз, соответствующий файл маркируется (например, посредством присвоения ему соответствующего имени) как несоответствующий.
Это предусмотрено для быстрого и направленного поиска циклов, которые являются несоответствующими, среди тысяч сохраненных циклов.
Например, непрерывный удлиненный элемент 24 имеет расчетную ширину 20 мм. После интервала ʺt1ʺ времени запуска блок ʺCUʺ управления посредством камеры 30 определяет расстояние ʺdʺ и сравнивает его со вторым параметром ʺd2ʺ, сохраненным ранее в течение контролируемого цикла, как проиллюстрировано ранее.
Такой второй параметр ʺd2ʺ составляет, например, 100 пикселей, что соответствует приблизительно 19 мм. Разность весового значения, взятого в качестве среднего (19 мм), и расчетного значения (20 мм) зависит от допустимой изменчивости технологического процесса и, например, от импульсов, определяемых зацеплением зубьев шестеренчатого насоса экструдера 22.
Величина области ʺΔdʺ допустимых значений, заданной в блоке ʺCUʺ управления, может составлять, например, ±5 пикселей (или±5% от ʺd2ʺ), что соответствует±0,95 мм.
Фиг.9 иллюстрирует изменение первого параметра ʺd1(t)ʺ, который остается в пределах области ʺΔdʺ допустимых значений. Соответствующий файл будет маркирован как соответствующий.
Вместо этого на фиг.10 первый параметр ʺd1(t)ʺ выходит за пределы области ʺΔdʺ допустимых значений в течение времени, превышающего заданную величину ʺtmaxʺ, которая составляет, например, приблизительно 2 с, перед возвратом в пределы данной области. Например, определяемый первый параметр ʺd1(t)ʺ составляет 17 мм в течение 8 с, то есть непрерывный удлиненный элемент является более узким, чем допустимо. В этом случае блок ʺCUʺ управления выдает первый предупредительный сигнал, а также второй предупредительный сигнал в конце наложения. Соответствующий файл будет помечен как несоответствующий.
Шина может быть, например, проконтролирована оператором, который принимает решение, является ли шина в действительности неприемлемой или подлежит переводу в зону, предназначенную для углубленного контроля посредством автоматизированных устройств, или шина может быть сразу отбракована.
В разновидности варианта осуществления предусмотрены останов подачи и отбраковка шины, как только блок ʺCUʺ управления обнаружит, что первый параметр ʺd1(t)ʺ выходил за пределы области ʺΔdʺ допустимых значений в течение времени, превышающего заданную величину ʺtmaxʺ.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ И УСТАНОВКА ДЛЯ СБОРКИ ШИН ДЛЯ КОЛЕС ТРАНСПОРТНЫХ СРЕДСТВ | 2017 |
|
RU2746368C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ СБОРКИ ШИН ДЛЯ КОЛЕС ТРАНСПОРТНЫХ СРЕДСТВ | 2015 |
|
RU2700599C2 |
| УСТРОЙСТВО И СПОСОБ СБОРКИ ШИН ДЛЯ КОЛЕС ТРАНСПОРТНЫХ СРЕДСТВ | 2015 |
|
RU2693161C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ СБОРКИ ШИН ДЛЯ КОЛЕС ТРАНСПОРТНЫХ СРЕДСТВ | 2015 |
|
RU2699647C2 |
| СПОСОБ И УСТАНОВКА ДЛЯ СБОРКИ ШИН ДЛЯ КОЛЕС ТРАНСПОРТНЫХ СРЕДСТВ | 2012 |
|
RU2594212C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ СБОРКИ ШИН ДЛЯ КОЛЕС ТРАНСПОРТНЫХ СРЕДСТВ | 2012 |
|
RU2588247C2 |
| РАСШИРЯЮЩИЙСЯ ФОРМООБРАЗУЮЩИЙ БАРАБАН И СПОСОБ ДЛЯ СБОРКИ ШИН ДЛЯ КОЛЕС ТРАСНПОРТНЫХ СРЕДСТВ | 2016 |
|
RU2709340C2 |
| УСТРОЙСТВО И СПОСОБ СБОРКИ ШИН ДЛЯ КОЛЕС ТРАНСПОРТНЫХ СРЕДСТВ | 2017 |
|
RU2759787C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ СБОРКИ САМОЗАКЛЕИВАЮЩИХСЯ ШИН ДЛЯ КОЛЕС ТРАНСПОРТНЫХ СРЕДСТВ | 2012 |
|
RU2635684C2 |
| СПОСОБ И УСТАНОВКА ДЛЯ СБОРКИ ШИН ДЛЯ КОЛЕС ТРАНСПОРТНЫХ СРЕДСТВ | 2015 |
|
RU2690363C2 |





Настоящее изобретение относится к способу контроля непрерывного удлиненного элемента во время сборки шины для колес транспортных средств. Способ контроля непрерывного удлиненного элемента во время сборки шины для колес транспортных средств включает: приведение формообразующего барабана (19) во вращение вокруг его оси (Х) вращения; подачу непрерывного удлиненного элемента (24) из подающей головки (21) для создания компонента изготавливаемой шины, удерживаемой формообразующим барабаном (19), посредством намотки непрерывного удлиненного элемента (24) в соответствии с витками, расположенными рядом друг с другом и/или наложенными в радиальном направлении друг на друга; проецирование первого пучка (41') и второго пучка (41ʺ) светового излучения на часть (25) непрерывного удлиненного элемента (24), поданную подающей головкой (21) и расположенную между подающей головкой (21) и зоной первого контакта непрерывного удлиненного элемента (24) с радиально наружной поверхностью изготавливаемой шины, причем проецирование первого пучка (41') и второго пучка (41ʺ) осуществляют соответственно по направлению к первому боковому продольному краю и по направлению ко второму боковому продольному краю непрерывного удлиненного элемента (24); обнаружение излучения, отраженного указанной частью (25), для определения первого параметра (d1(t)), связанного с шириной непрерывного удлиненного элемента (24); сравнение первого параметра (d1(t)) со вторым контрольным параметром (d2). Технический результат - повышение качества контроля изготовления шин за счет точного контроля геометрии непрерывных удлиненных элементов перед их наложением на изготовляемую шину. 2 н. и 29 з.п. ф-лы, 10 ил.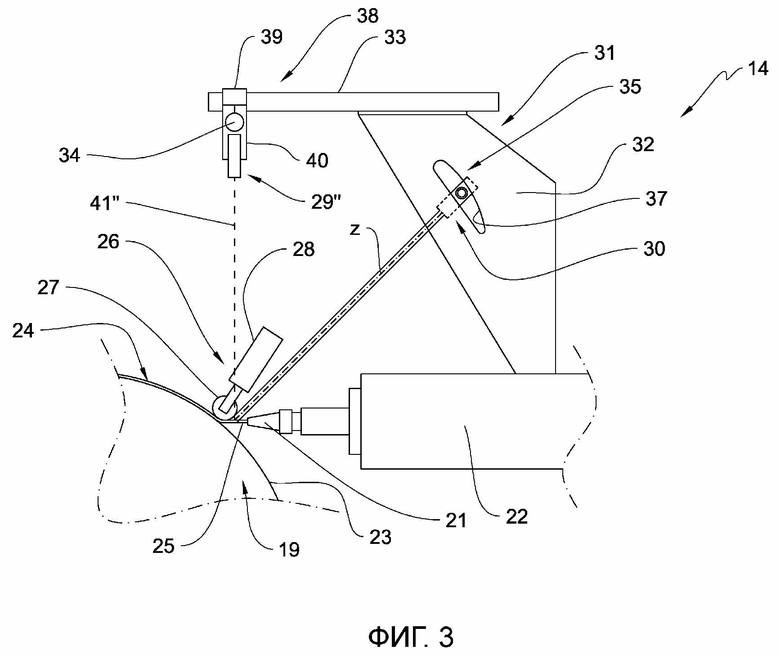
1. Способ контроля непрерывного удлиненного элемента во время сборки шины для колес транспортных средств, включающий:
приведение формообразующего барабана (19) во вращение вокруг его оси (Х) вращения;
подачу непрерывного удлиненного элемента (24) из подающей головки (21) для создания компонента изготавливаемой шины, удерживаемой формообразующим барабаном (19), посредством намотки непрерывного удлиненного элемента (24) в соответствии с витками, расположенными рядом друг с другом и/или наложенными в радиальном направлении друг на друга;
проецирование первого пучка (41') и второго пучка (41ʺ) светового излучения на часть (25) непрерывного удлиненного элемента (24), поданную подающей головкой (21) и расположенную между подающей головкой (21) и зоной первого контакта непрерывного удлиненного элемента (24) с радиально наружной поверхностью изготавливаемой шины,
причем проецирование первого пучка (41') и второго пучка (41ʺ) осуществляют соответственно по направлению к первому боковому продольному краю и по направлению ко второму боковому продольному краю непрерывного удлиненного элемента (24);
обнаружение излучения, отраженного указанной частью (25), для определения первого параметра (d1(t)), связанного с шириной непрерывного удлиненного элемента (24);
сравнение первого параметра (d1(t)) со вторым контрольным параметром (d2).
2. Способ по п.1, в котором обнаружение отраженного излучения включает получение, по меньшей мере, одного изображения (42, 43) указанного излучения, отраженного указанной частью (25).
3. Способ по п.2, в котором указанные пучки (41', 41ʺ) перехватывается боковыми продольными краями непрерывного удлиненного элемента (24), при этом указанное, по меньшей мере, одно изображение (42, 43) содержит два конца (46, 47), соответствующие боковым продольным краям, причем первый параметр (d1(t)) связан с расстоянием между указанными двумя концами (46, 47).
4. Способ по п.2 или 3, в котором указанное, по меньшей мере, одно изображение (42, 43) получают посредством камеры (30).
5. Способ по любому из пп.2-4, в котором первый пучок (41') и второй пучок (41ʺ) являются по существу плоскими и проходят поперечно по отношению к направлению (F) подачи непрерывного удлиненного элемента (24) в указанной части (25), посредством чего изображение (42, 43) по существу образуется первой поперечной линией (42) и второй поперечной линией (43).
6. Способ по п.5, в котором первая поперечная линия (42) и вторая поперечная линия (43) являются отдельными, при этом первая поперечная линия (42) содержит первый конец (46) из указанных двух концов, а вторая поперечная линия (43) содержит второй конец (47) из указанных двух концов.
7. Способ по любому из пп.2-6, в котором указанные пучки (41', 41ʺ) светового излучения определяют направления (Y', Yʺ) излучения, при этом получение указанного, по меньшей мере, одного изображения (42, 43) выполняют вдоль, по меньшей мере, одного направления (Z) получения изображения, причем направления (Y', Yʺ) излучения и указанное, по меньшей мере, одно направление (Z) получения изображения имеют наклон относительно друг друга.
8. Способ по п.7, в котором направления (Y', Yʺ) излучения находятся в плоскости, перпендикулярной направлению (F) подачи непрерывного удлиненного элемента (24) вдоль указанной части (25), при этом первый пучок (41') и второй пучок (41ʺ) определяют соответственно первое направление (Y') излучения и второе направление (Yʺ) излучения, причем первое направление (Y') излучения и второе направление (Yʺ) излучения находятся в плоскости, перпендикулярной направлению (F) подачи непрерывного удлиненного элемента (24) вдоль указанной части (25).
9. Способ по п.8, в котором первое направление (Y') излучения проходит к первому боковому продольному краю, а второе направление (Yʺ) излучения проходит ко второму боковому продольному краю.
10. Способ по п.9, в котором первое направление (Y') излучения по существу перпендикулярно первому боковому продольному краю, а второе направление (Yʺ) излучения по существу перпендикулярно второму боковому продольному краю.
11. Способ по п.2 или 3, в котором указанное, по меньшей мере, одно изображение (42, 43) получают посредством камеры (30);
причем первый пучок (41') и второй пучок (41ʺ) являются по существу плоскими и проходят поперечно по отношению к направлению (F) подачи непрерывного удлиненного элемента (24) в указанной части (25), посредством чего изображение (42, 43) по существу образуется первой поперечной линией (42) и второй поперечной линией (43);
при этом первая поперечная линия (42) и вторая поперечная линия (43) являются отдельными, причем первая поперечная линия (42) содержит первый конец (46) из указанных двух концов, а вторая поперечная линия (43) содержит второй конец (47) из указанных двух концов;
при этом первый параметр (d1(t)) представляет собой расстояние (d) между двумя концами (46, 47), определяемое вдоль фиксированного направления в системе отсчета камеры (30).
12. Способ по п.11, в котором фиксированное направление представляет собой горизонтальное направление в системе отсчета камеры (30), причем в указанной системе отсчета камеры (30) данное горизонтальное направление перпендикулярно параллельным и вертикальным базовым прямым линиям, каждая из которых проходит через один из двух концов (46, 47).
13. Способ по любому из предшествующих пунктов, в котором первый параметр (d1(t)) определяют непрерывно во время подачи непрерывного удлиненного элемента (24).
14. Способ по любому из предшествующих пунктов, в котором первый параметр (d1(t)) определяют, начиная с момента после первого интервала (t1) времени запуска.
15. Способ по п.11, в котором значение второго контрольного параметра (d2) рассчитывают посредством определения указанного расстояния (d) и его усреднения в течение интервала (Δt) времени после первого интервала (t1) времени запуска.
16. Способ по п.15, в котором значение второго контрольного параметра (d2) рассчитывают в условиях отсутствия засорения подающей головки (21) в контролируемом цикле.
17. Способ по любому из предшествующих пунктов, в котором сравнение включает проверку того, находится ли значение первого параметра (d1(t)) в пределах области (Δd) допустимых значений, находящейся в окрестности значения второго параметра (d2).
18. Способ по п.17, включающий передачу уведомления о несоответствии, если значение первого параметра (d1(t)) выходит, по меньшей мере, один раз за пределы области (Δd) допустимых значений в течение промежутка времени, превышающего заданную величину (tmax).
19. Способ по п.18, в котором значение первого параметра (d1(t)) записывают в файле, причем передача уведомления о несоответствии включает маркировку файла как несоответствующего.
20. Установка для сборки шины для колес транспортных средств, содержащая:
формообразующий барабан (19), выполненный с возможностью вращения вокруг его оси (Х) вращения;
подающую головку (21), расположенную рядом с формообразующим барабаном (19) и выполненную с возможностью непрерывной подачи непрерывного удлиненного элемента (24) до зоны первого контакта непрерывного удлиненного элемента (24) с радиально наружной поверхностью изготавливаемой шины, удерживаемой формообразующим барабаном (19);
двигатель (20), соединенный с формообразующим барабаном (19) для приведения его во вращение вокруг указанной оси (Х) вращения для намотки непрерывного удлиненного элемента (24) на радиально наружной поверхности (23) в соответствии с витками, расположенными рядом друг с другом и/или наложенными в радиальном направлении друг на друга;
устройство контроля, функционально действующее между подающей головкой (21) и зоной первого контакта непрерывного удлиненного элемента (24) с радиально наружной поверхностью изготавливаемой шины;
при этом устройство контроля содержит:
- первый источник (29') и второй источник (29ʺ) пучков (41', 41ʺ) светового излучения, обращенные по направлению к первому боковому продольному краю и по направлению ко второму боковому продольному краю части (25) непрерывного удлиненного элемента (24), причем указанная часть расположена между подающей головкой (21) и зоной первого контакта непрерывного удлиненного элемента (24) с радиально наружной поверхностью изготавливаемой шины;
- датчик, обращенный к указанной части (25) и выполненный с возможностью обнаружения излучения, отраженного указанной частью (25);
- блок (CU) управления, функционально соединенный с указанным датчиком и выполненный с возможностью определения первого параметра (d1(t)), связанного с шириной непрерывного удлиненного элемента (24), и с возможностью сравнения первого параметра (d1(t)) со вторым контрольным параметром (d2).
21. Установка по п.20, в которой датчик при обнаружении указанного отраженного излучения получает, по меньшей мере, одно изображение (42, 43) излучения, отраженного указанной частью (25).
22. Установка по п.21, в которой указанные пучки (41', 41ʺ) перехватываются боковыми продольными краями непрерывного удлиненного элемента (24), и указанное, по меньшей мере, одно изображение (42, 43) содержит два конца (46, 47), соответствующие боковым продольным краям, при этом первый параметр (d1(t)) связан с расстоянием (d) между указанными двумя концами (46, 47).
23. Установка по любому из пп.20-22, в которой источники (29', 29ʺ) расположены между подающей головкой (21) и зоной первого контакта по отношению к направлению (F) подачи непрерывного удлиненного элемента (24) в указанной части (25).
24. Установка по любому из пп.20-23, в которой указанные источники (29', 29ʺ) представляют собой устройство для проецирования светового излучения, и указанный датчик содержит камеру (30).
25. Установка по любому из пп.20-24, в которой указанный датчик (30) находится дальше снаружи в радиальном направлении, чем подающая головка (21), по отношению к указанной оси (Х) вращения.
26. Установка по любому из пп.20-25, в которой указанный датчик (30) расположен по ходу перед подающей головкой (21) по отношению к направлению подачи непрерывного удлиненного элемента (24) вдоль указанной части (25).
27. Установка по любому из пп.20-26, в которой указанные источники (29', 29ʺ) находятся дальше снаружи в радиальном направлении, чем подающая головка (21), по отношению к оси (Х) вращения.
28. Установка по любому из пп.20-27, содержащая устройство (26) для наложения, содержащее поджимающий элемент (27), функционально действующий в зоне первого контакта, при этом поджимающий элемент (27) выполнен с возможностью поджима части непрерывного удлиненного элемента (24) к радиально наружной поверхности во время наложения поданного непрерывного удлиненного элемента (24) на изготавливаемую шину.
29. Установка по п.28, в которой первый источник (29') и второй источник (29ʺ) расположены с противоположных сторон устройства (26) для наложения.
30. Установка по п.20, в которой датчик при обнаружении указанного отраженного излучения получает, по меньшей мере, одно изображение (42, 43) излучения, отраженного указанной частью (25);
при этом установка содержит устройство (26) для наложения, содержащее поджимающий элемент (27), функционально действующий в зоне первого контакта, причем поджимающий элемент (27) выполнен с возможностью поджима части непрерывного удлиненного элемента (24) к радиально наружной поверхности во время наложения поданного непрерывного удлиненного элемента (24) на изготавливаемую шину;
при этом указанный датчик (30) определяет направление (Z) получения изображения (42, 43), причем направление (Z) получения изображения проходит между подающей головкой (21) и устройством (26) для наложения.
31. Установка по п.20, в которой датчик при обнаружении указанного отраженного излучения получает, по меньшей мере, одно изображение (42, 43) излучения, отраженного указанной частью (25);
при этом установка содержит устройство (26) для наложения, содержащее поджимающий элемент (27), функционально действующий в зоне первого контакта, причем поджимающий элемент (27) выполнен с возможностью поджима части непрерывного удлиненного элемента (24) к радиально наружной поверхности во время наложения поданного непрерывного удлиненного элемента (24) на изготавливаемую шину;
при этом первый источник (29') и второй источник (29ʺ) расположены с противоположных сторон устройства (26) для наложения;
причем указанный датчик (30) определяет направление (Z) получения изображения (42, 43), при этом направление (Z) получения изображения проходит между подающей головкой (21) и устройством (26) для наложения.
| JP 2004090301 A, 25.03.2004 | |||
| WO 2012085632 A1, 28.06.2012 | |||
| JP 2006116835 A, 11.05.2006 | |||
| ЭЛЕКТРОХИМИЧЕСКОЕ УСТРОЙСТВО | 1997 |
|
RU2119555C1 |

