Область использования изобретения
Настоящее изобретение относится к композиционному нетканому материалу, содержащему мононити и короткие волокна, и к способу изготовления нетканого материала, при котором укладывают слои волокна на полотно из нескрепленных мононитей, перепутывают под воздействием струи жидкости слои, состоящие из мононитей и волокон, с образованием композиционного нетканого материала, и затем сушат материал.
Предпосылки к созданию изобретения
Нетканый материал, предназначенный для применения в качестве протирочного материала, должен обладать прочностью, абсорбирующей способностью, стойкостью к истиранию и способностью к малому выделению коротких волокон, т.е. волокна не должны высвобождаться из материала при его обычном использовании.
Один способ изготовления нетканых материалов заключается в использовании процесса перепутывания волокон и мононитей воздействием струй жидкости (т.е. гидроструйной обработки или процесса «спанлейс») для перемешивания и скрепления компонентов, из которых состоит материал. Процесс гидроструйной обработки описан, например, в канадском патенте №841938. Известен способ изготовления композиционных нетканых материалов, содержащих мононити и короткие волокна, путем гидроструйной обработки (см. европейские патенты ЕР-В1-0333228, ЕР-В1-0938601 и международную заявку WO 99/20821).
Проблема, с которой сталкиваются при изготовлении таких композиционных материалов, заключается в том, что сложно достичь должного сцепления мононитей и коротких волокон только путем их перепутывания при гидроструйной обработке, что приводит к тому, что изготовленные композиционные материалы часто обладают заметной, в большей или меньшей степени, разницей свойств с двух сторон, т.е. оказывается, что с одной стороны материала преимущественно сосредоточены короткие волокна, а с другой - преимущественно мононити. Такая двусторонность приводит к нескольким недостаткам. Во-первых, прочность скрепления мононитей и коротких волокон меньше, чем в композиционном материале, в котором короткие волокна и мононити хорошо интегрированы, т.е. гомогенно перемешены, прочность в направлении толщины материала низкая, и существует риск расслоения композиционного материала, если разница его свойств с разных сторон существенна. Кроме того, такой материал со стороны, в которой сосредоточены короткие волокна, обладает заметной тенденцией к высвобождению из него коротких волокон, т.е., высвобождению этих волокон из его поверхности, а со стороны, в которой сосредоточены мононити, материал обладает тенденцией к образованию «пиллинга» при трении, т.е. тенденцией к выходу участков мононитей из поверхности с этой стороны материала.
В публикации WO 99/20821 международной заявки проблему, связанную с плохим смешиванием материалов, предложено решать путем нанесения скрепляющего материала, по меньшей мере, на одну сторону полотна, подвергнутого гидроструйной обработке, содержащего волокнистый компонент и нетканый слой по существу непрерывных мононитей. Кроме того, в патенте США US-А-5389202 предложено использовать скрепленное полотно из мононитей. В Европейском патенте ЕР-В1-0333228 эту проблему решают путем совместной укладки смеси неэластичных мононитей, полученных путем формования их из расплава и аэродинамического распыления (по технологии «мелтблоун»), и волокнистого материала на поверхность конвейера. Волокнистый материал смешивают с волокном, полученным по технологии «мелтблоун» сразу же после экструдирования материала для получения волокна по технологии «мелтблоун» через фильеру для получения волокна по технологии «мелтблоун», чтобы эти материалы были очень хорошо смешаны до их перепутывания.
Из европейского патента ЕР-В-0938601 известен способ изготовления нетканого материала путем формирования волокнистого полотна с использованием вспененной среды, содержащей натуральные и/или синтетические штапельные волокна, для укладки непосредственно поверх слоя из нескрепленных мононитей и перепутывания посредством гидроструйной обработки между собой дисперсии волокна во вспененной среде с мононитями для получения композиционного материала. Посредством формирования с использованием вспененной среды достигают улучшенного смешивания натуральных и/или синтетических волокон с синтетическими мононитями до их перепутывания. Недостатки этого способа заключаются в том, что для его осуществления требуется оборудование для формирования полотна с использованием вспененной среды и слежение за наличием и состоянием поверхностно-активных веществ, используемых в процессе формирования с использованием вспененной среды, которые должны присутствовать в воде при ее циркуляции.
При использовании слоя из нескрепленных мононитей легче получить хорошо интегрированный материал, чем при использовании слоя из скрепленных мононитей, причем потребление энергии на этапе перепутывания меньше, чем требуется для интегрирования волокон со слоем из скрепленных мононитей. Однако было установлено, что свойства материала, полученного таким способом, сильно зависят от количества и линейной плотности мононитей в полотне из мононитей, с которым должен быть интегрирован слой из коротких волокон. Если полотно из мононитей очень разрежено, то существует риск того, что короткие волокна могут быть вымыты из материала на этапе перепутывания. Это может привести к образованию дыр в материале и к неравномерности поверхностной плотности полученного материала. Если полотно из мононитей слишком плотное, то сложно достичь хорошего интегрирования коротких волокон в материале. Материал при этом более похож на слоистую структуру, чем на композиционный материал, с одной стороны которого преимущественно содержатся короткие волокна, а с другой - преимущественно мононити. В таком материале скрепление мононитей оказывается слабым, и сторона, преимущественно содержащая короткие волокна, оказывается более подверженной истиранию и имеющей тенденцию к выделению коротких волокон.
Целью настоящего изобретения является создание композиционного нетканого материала, содержащего мононити и короткие волокна, в котором мононити и короткие волокна хорошо интегрированы и который можно изготавливать экономически эффективным способом, при котором обеспечивают интеграцию мононитей и коротких волокон посредством перепутывания без необходимости использования этапа предварительного смешивания мононитей и короткого волокна.
Краткое описание изобретения
Эту цель достигают согласно изобретению путем создания композиционного нетканого материала, состоящего из смеси, содержащей мононити и короткие волокна, в котором мононити по существу механически скрепляют между собой путем перепутывания волокон и мононитей, отличающегося тем, что мононити в материале укладывают, обеспечивая проекционный застил, составляющий по меньшей мере 1,1, но не более 1,7. Посредством обеспечения условий, при которых полотно из мононитей, используемое для изготовления такого материала, было бы не слишком разреженным, но и не слишком плотным, можно получать композиционный нетканый материал, состоящий из мононитей и коротких волокон, в котором мононити и короткие волокна хорошо интегрированы путем перепутывания без использования этапа предварительного смешивания и при малом потреблении энергии. Такой композиционный материал обладает сходными свойствами с обеих его сторон.
В предпочтительном варианте воплощения изобретения мононити в материале располагают с обеспечением проекционного застила в пределах 1,2-1,6, а предпочтительно - 1,3-1,6. Короткие волокна содержат натуральные волокна и/или синтетические волокна. Предпочтительно, чтобы короткое волокно содержало по меньшей мере 60 мас.% целлюлозного волокна, предпочтительно - по меньшей мере 70 мас.%, а еще более предпочтительно - по меньшей мере 75 мас.%, а наиболее предпочтительно - по меньшей мере 85 мас.%. Хорошо, если короткие волокна содержат 85-95 мас.% целлюлозных волокон, а предпочтительно - около 90 мас.%. Содержание мононитей в материале составляет около 15-40 мас.%, предпочтительно - 25-40 мас.%. Поверхностная плотность материала предпочтительно составляет 40-100 г/м2, более предпочтительно - 50-80 г/м2, причем короткие волокна предпочтительно укладывать водяной струей.
Изобретение также относится к способу изготовления нетканого материала, согласно которому укладывают слой коротких волокон на полотно из нескрепленных мононитей, перепутывают путем гидроструйной обработки слои, состоящие из мононитей и волокон с образованием композиционного нетканого материала, затем сушат материал, отличающемуся тем, что используют полотно из мононитей, которое формируют с проекционным застилом, составляющим по меньшей мере 1,1, но не более 1,7.
В предпочтительном варианте осуществления изобретения полотно из мононитей формируют с проекционным застилом, составляющим 1,2-1,6, а предпочтительно - 1,3-1,6; причем мононити представляют собой мононити, получаемые по технологии «спанлейд - спанбонд» («спанлейд» - формование мононитей из расплава и непосредственная их укладка на поверхность формирования полотна; «спанбонд» - формование мононитей из расплава и скрепление их между собой непосредственно при укладке на поверхность формирования полотна). Короткие волокна могут быть сформированы в виде полотна с помощью водной или воздушной струй поверх полотна из мононитей. Расход энергии на этапе гидроструйной обработки составляет максимум около 500 кВт·ч/т, предпочтительно - 300-400 кВт·ч/т, а наиболее предпочтительно - около 350 кВт·ч/т.
Краткое описание чертежа
Далее изобретение описано со ссылками на чертеж, на котором схематически проиллюстрирована производственная линия для изготовления нетканого материала согласно предпочтительному варианту воплощения способа согласно изобретению.
Описание вариантов исполнения
В производственной линии, схематически представленной на чертеже, полотно из нескрепленных мононитей укладывают на транспортерное полотно 1. Транспортерное полотно 1 выполнено воздухопроницаемым и может состоять, например, из тканого сетчатого полотна или из проволочной сетки. Мононити, укладываемые на транспортерное полотно, подают обычным устройством 2 для изготовления мононитей по технологии «спанбонд».
Мононити, изготавливаемые по технологии «спанбонд», получают путем экструдирования расплава полимера через фильеру, которая может содержать 3000-5000 отверстий в расчете на один метр ширины при обычном диаметре отверстия 0,5 мм. Экструдируемый полимер затем ускоряют высокоскоростным потоком воздуха либо путем применения щелевого вытяжного устройства, либо потоком охлаждающего воздуха. Щелевое вытяжное устройство действует, как широкий эжектор, и в него подают сжатый воздух, выходящий через узкую щель, в результате чего достигается очень высокая скорость воздуха (10000-20000 м/мин). Могут быть достигнуты очень большие скорости мононитей - до 6000 м/мин. Так как мононити вытягивают холодным воздухом в замкнутом устройстве, скорость воздуха увеличивают путем сужения ширины вытяжной камеры. Посредством этого процесса могут быть достигнуты скорости мононитей, доходящие до 4000 м/мин. После выхода мононитей из щелевого вытяжного устройства, или самого узкого места прохода обдувочной шахты, скорость мононитей снижается, и они присасываются к транспортерному полотну 1 и укладываются на нем. Изготовление нетканых полотен по технологии «спанбонд» описано в таких патентах США, как US-A-5389202, US-A-4340563 и US-A-3692618.
При укладке мононитей на транспортерное полотно 1 они обычно имеют диаметр 10-50 мкм. Мононити доставляют к транспортерному полотну со скоростью, значительно превышающей скорость самого транспортерного полотна, например скорость мононитей составляет 2000-4000 м/мин, а скорость транспортерного полотна - 100-300 м/мин. Это означает, что мононити образуют нерегулярные петли и изгибы на транспортерном полотне, в результате чего получается полотно 4 из мононитей.
Под воздухопроницаемым транспортерным полотном 1 расположена вакуум-камера 3, посредством которой мононити присасывают к транспортерному полотну за счет отсоса воздуха, и полотно из мононитей принимает более или менее плоскую форму, т.е., упомянутые петли или изгибы мононитей, выступающие над транспортерным полотном при их приближении к нему, присасываются посредством отсоса воздуха и занимают горизонтальное или близкое к горизонтальному положение.
Для осуществления настоящего изобретения важно, чтобы мононити, полученные по технологии «спанлейд» и уложенные на транспортерном полотне, были нескрепленными между собой и могли свободно перемещаться друг относительно друга.
Мононити предпочтительно состоят из полипропилена или сложного полиэфира, но могут также состоять из других полимеров, например полиэтилена или полиамидов и polyactides. Можно также использовать сополимеры этих полимеров, а также натуральные полимеры с термопластичными свойствами. В принципе можно использовать все термопластичные полимеры.
Полотно 4 из мононитей затем подводят к устройству 5 для укладки с помощью водной струи слоя 6 из коротких волокон поверх полотна 4 из мононитей. Это устройство также имеет обычную конструкцию.
Слой 6 из коротких волокон состоит предпочтительно из натуральных волокон, предпочтительно - из целлюлозных волокон, или из смеси натуральных волокон, или из смеси натуральных и штапельных волокон. Целлюлозные волокна - это предпочтительно древесная волокнистая масса, но, конечно, можно использовать любые типы целлюлозного волокна, например, из травы или соломы. Могут быть использованы волокна из мягкой древесины и твердой древесины. Штапельные волокна могут быть синтетическими волокнами, изготовленными из тех же материалов, что и мононити, и, конечно, можно использовать сополимеры этих материалов. Можно также использовать регенерированное целлюлозное волокно, например, из вискозы, из lyocell.
Короткие волокна должны содержать по меньшей мере 60 мас.% целлюлозных волокон, предпочтительно - по меньшей мере 70 мас.%, еще более предпочтительно - по меньшей мере 75 мас.%, а наиболее предпочтительно - по меньшей мере 85 мас.%. Хорошо, если короткое волокно содержит 85-95 мас.% целлюлозного волокна, а предпочтительно - около 90 мас.%.
Полотно 4 из мононитей и слой 6 из волокон, уложенных поверх них, затем подают в устройство 7 для гидроструйной обработки. В таком устройстве несколько рядов водяных струй под высоким давлением, например, 50-120 бар, направляют на волокнистый слой 6 и полотно 4 из мононитей. Во время осуществления этого этапа волокна и мононити смешиваются и перепутываются между собой и другими волокнами и мононитями.
На завершающем этапе смешанный нетканый материал, полученный на этапе перепутывания, подают в сушильное устройство 8. Это устройство может быть сушильной машиной обычной конструкции, например сушилкой с циркуляцией воздуха сквозь слой обрабатываемого материала.
Как сказано ранее, для осуществления настоящего изобретения важно, чтобы мононити в полотне 4 были не скреплены между собой. Под указанием «не скреплены» понимают то, что мононити в полотне 4 могут свободно перемещаться друг относительно друга, т.е. возможные скрепления между мононитями, образовавшиеся из-за возможной остаточной липкости при укладке их на транспортирующее полотно 1, столь слабы, что такие возможные узлы скрепления могут быть разрушены под действием струй воды на мононити. Большое достоинство использования слоя нескрепленных мононитей заключается в том, что перепутывание можно осуществлять при небольшом потреблении энергии на этапе гидроструйной обработки в сравнении с потреблением энергии при обработке слоя из мононитей, термоскрепленных между собой. Это происходит из-за того, что нескрепленные мононити можно легко перемещать струями воды, в сравнении со скрепленными мононитями, перемещение которых обычно ведет к перемещению других мононитей, скрепленных с первыми. Расход энергии при перепутывании согласно настоящему изобретению составляет максимум 500 кВт·ч/т, предпочтительно - 300-400 кВт·ч/т, а наиболее предпочтительно - около 350 кВт·ч/т. Потребление энергии при гидроструйной обработке вычисляют, деля расход потока воды (л/мин) и давление (бар) при гидроструйной обработке на количество выпущенного материала (кг/ч).
Другая причина использования слоя нескрепленных мононитей согласно настоящему изобретению заключается в том, что установлено, что очень сложно получить достаточно хорошую интеграцию коротких волокон и мононитей при использовании слоя скрепленных мононитей даже в том случае, если использовать несколько этапов гидроструйной обработки. Это, вероятно, вызвано тем, что проходы между скрепленными участками соседних мононитей очень быстро занимаются короткими волокнами, что препятствует проникновению коротких волокон сквозь слой мононитей на более поздних стадиях гидроструйной обработки. Применение известного способа, включающего использование слоя скрепленных мононитей, таким образом, приводит к изготовлению нетканых композиционных материалов с более или менее отчетливой двусторонностью свойств.
Скрепления между волокнами и мононитями в нетканом материале, изготовленном посредством использования описанного выше процесса, таким образом, в основном являются механического скрепления, получающимися в результате перепутывания волокон и мононитей. Однако в материале присутствуют водородные связи между целлюлозными волокнами.
При использовании полотна из нескрепленных мононитей в качестве основы нетканого материала интегрирование двух слоев, т.е. полотна из мононитей 1 и слоя 6 волокон, однако, зависит от ряда факторов. Если два слоя недостаточно хорошо интегрированы, то такой материал обладает внешне заметной двусторонностью и скрепление мононитей в нем слабое. Такой материал обладает пониженной прочностью, особенно в направлении толщины. Со стороны такого материала с двусторонностью свойств, на которой расположены короткие волокна, происходит большое выделение коротких волокон, т.е. наблюдается тенденция к высвобождению коротких волокон из материала. Скрепления со стороны расположения коротких волокон преимущественно состоят из скрепления между короткими волокнами, а прочность материала со стороны расположения коротких волокон низка. Со стороны расположения мононитей в таком материале наблюдается заметный «пиллинг» при трении, т.е. имеет место тенденция к выходу участков и кончиков мононитей наружу из поверхности материала со стороны расположения мононитей. Композиционный нетканый материал, содержащий короткие волокна и мононити, скрепленные только посредством перепутывания, в котором интеграция коротких волокон и мононитей в определенной степени неудовлетворительна, таким образом, обладает худшими свойствами, чем подобный материал, содержащий короткие волокна и мононити, предварительно скрепленные между собой до этапа перепутывания.
В начале выполнения этапа перепутывания структура полотна 4 из мононитей является относительно разреженной, и струями воды можно легко продвигать короткие волокна из слоя 6, расположенного поверх мононитей, в слой из мононитей сквозь его толщину. Чем больше коротких волокон перемещают в слой мононитей, тем меньше остается пространства, доступного для продвижения коротких волокон, все еще находящихся сверху слоя мононитей. Однако благодаря низкому сопротивлению перемещению мононитей, вызванному отсутствием скрепления между ними, период после ввода на пункт для перепутывания, в течение которого производят перепутывание на станции для перепутывания и при котором короткие волокна могут быть продвинуто в слой мононитей, может быть увеличен в сравнении с аналогичным периодом при использовании предварительно скрепленного слоя мононитей. Смешивание коротких волокон и мононитей, таким образом, в основном происходит в начале этапа перепутывания. Во время остальной части этапа перепутывания участки мононитей и участки коротких волокон перепутываются, обвиваются и перекручиваются друг относительно друга и с мононитями и/или другими волокнами. Таким образом, можно сказать, что этап перепутывания содержит период смешивания, после которого следует период скрепления. Конечно, некоторое скрепление происходит во время периода смешивания, но большая часть скреплений получается после перемешивания коротких волокон с мононитями.
Даже если при использовании полотна 4 из нескрепленных мононитей улучшается интеграция между короткими волокнами и мононитями, то все равно может быть получен материал с двусторонностью свойств, если слой мононитей является чрезмерно плотным.
С другой стороны, если структура полотна 4 мононитей слишком разрежена, то существует риск вымывания волокон из материала струями воды во время процесса перепутывания. В результате этого в материале могут образовываться отверстия и может получаться материал с неравномерной поверхностной плотностью. Авторами установлено, что для получения композиционного нетканого материала, в котором два слоя 4 и 6 хорошо интегрированы и который обладает высокой прочностью и равномерностью поверхностной плотности, полотно из мононитей должно быть сформировано с проекционным застилом, составляющим по меньшей мере 1,1, но не более 1,7, предпочтительно 1,2-1,6, а более предпочтительно 1,3-1,6.
Под проекционным застилом здесь понимают суммарную проекционную площадь поверхности всех мононитей, расположенных на единице площади материала, и его величину определяют путем умножения суммарной длины мононитей, расположенных на единице площади материала, на средний диаметр мононитей. Мононити в полотне из мононитей с проекционным застилом 1,0 покрывали бы, таким образом, всю единичную площадь, если бы их расположили в один слой в виде прямых линий рядом друг с другом.
В Таблице 1 показано значение износостойкости по Тейберу в зависимости от величины проекционного застила в нетканом материале, изготовленном описанным выше способом со ссылками на чертеж. Нетканые материалы обладали поверхностной плотностью 80 г/м2 и представляли собой композиции из полотна, сформированного по технологии «спанлейд», содержавшего 25% (20 г/м2) мононитей, полученных по технологии «спанлейд», из полипропилена и волокнистой целлюлозной массы, содержавшей или не содержавшей 10% штапельного волокна длиной 19 мм и линейной плотностью 1,7 дтекс из сложного полиэфира, смешанного с волокнистой массой. Нетканые материалы изготавливали следующим образом. Полотно шириной 0,4 м из мононитей формировали на полотне для формирования со скоростью 20 м/мин таким образом, что мононити не скреплялись между собой. Используя напорный ящик шириной 0,4 м, напускали волокнистую дисперсию, содержавшую целлюлозную волокнистую массу и штапельное волокно или, в альтернативном варианте исполнения, не содержавшую штапельное волокно, укладываемую поверх полотна из нескрепленных мононитей, полученных по технологии «спанлейд», и удаляли избыточное количество воды путем дренажа и отсоса. Нескрепленные мононити, полученные по технологии «спанлейд», и короткие волокна, сформированные в виде полотна под струями воды, затем смешивали и скрепляли между собой посредством гидроструйной обработки с использованием трех коллекторных балок при потреблении энергии около 300-350 кВт·ч/т. Гидроструйную обработку производили со стороны полотна, сформированного струями воды, и при этом целлюлозную волокнистую массу и штапельное волокно перемещали таким образом, чтобы интенсивно внедрять волокна в полотно из мононитей и перемешивать волокна и мононити, полученные по технологии «спанлейд». После этого нетканый композиционный материал, подвергнутый гидроструйной обработке, обезвоживали и затем просушивали, используя барабанную сушильную машину с прососом воздуха сквозь обрабатываемый материал.
В Таблице 1 показаны значения износостойкости по Тейберу, относящиеся к стороне расположения целлюлозной волокнистой массы композиционного нетканого материала.
Как показано в Таблице 1, прочность материала со стороны расположения целлюлозной волокнистой массы оптимальна при проекционном застиле в пределах 1,3-1,5, соответствующая линейной плотности мононитей 3,2 и 2,5 дтекс (г/10000 м) соответственно. При более высоких значениях проекционного застила, составляющих 1,7 или более, представленных здесь значениями проекционного застила 1,7 и 2,1, соответствующими линейной плотности мононитей 1,9 и 1,3 дтекс, соответственно, интеграция, или смешивание волокон и мононитей в материале, была не очень хорошей, в результате чего прочность поверхности со стороны расположения целлюлозной волокнистой массы в материале была очень низкой. При более низком значении проекционного застила (0,9), соответствовавшем линейной плотности мононитей 6,9 дтекс, структура полотна из мононитей была более разреженной, что привело к более слабому удерживанию целлюлозной волокнистой массы, и прочность поверхности материала со стороны расположения целлюлозной волокнистой массы стала низкой.
Износостойкость по Тейберу определяют, используя прибор модели 5151 компании «Тейбер», содержащий два резиновых колеса CS-10. Такой прибор хорошо известен специалистам в данной области, и его подробное описание здесь не требуется. Испытания проводили путем укладки образца нетканого материала в виде кружка на вращаемый диск на приборе Тейбера. При испытаниях образец подвергали давлению двух резиновых колес, которым сообщали движение по верхней поверхности испытываемого образца. В зависимости от поверхностной плотности испытываемого образца диск вращали с различной скоростью, причем число оборотов увеличивали с увеличением поверхностной плотности испытываемого образца. Износостойкость по Тейберу испытываемого образца определяли путем визуального сравнения со шкалой, т.е. с пятью эталонными образцами, величины износостойкости по Тейберу которых составляли 1-5, где 1 определяет очень низкую износостойкость, а 3 - приемлемую износостойкость.
В Таблице 2 представлены величины износостойкости по Тейберу трех нетканых материалов, изготовленных согласно способу, описанному выше, обладавших различной поверхностной плотностью и содержавших мононити. Мононити представляли собой мононити, полученные по технологии «спанбонд» из полипропилена, а короткие волокна были целлюлозной волокнистой массой. Величины износостойкости по Тейберу в Таблице 2 представляют собой средние значения, вычисленные по двум одинаковым испытываемым образцам.
Рассматривая Таблицу 2, можно заключить, что, если проекционный застил находится в пределах 1,1-1,6, то могут быть получены хорошо интегрированные композиционные нетканые материалы с поверхностной плотностью 80 г/м2 или более. Нетканые материалы с меньшей поверхностной плотностью должны обладать проекционным застилом, составляющим по меньшей мере 1,2, чтобы получился приемлемый материал, даже если нетканый материал обладает малой поверхностной плотностью при большом содержании мононитей. Таким образом, при проектировании нетканых материалов согласно изобретению идеальный проекционный застил должен предпочтительно составлять в пределах 1,3-1,6.
Примеры, приведенные ниже, показывают, как важно выбирать правильную величину линейной плотности мононитей для получения идеального проекционного застила, так как поверхностная плотность нетканого материала и/или содержание мононитей, полученных по технологии «спанлейд», можно варьировать в композиционном нетканом материале, полученном путем использования водяных струй для формирования и технологии «спанлейд».
В Таблицах 3-5 представлена зависимость линейной плотности мононитей от процентного содержания мононитей и проекционного застила в трех образцах нетканого материала с различной поверхностной плотностью (50, 80 и 100 г/м2).
Вычисления производили следующим образом.
Проекционный застил (ПЗ) вычисляли путем деления проекционной площади поверхности (Sпр) всех мононитей, полученных по технологии «спанлейд», расположенных на единице площади (S) поверхности, на соответствующую единичную площадь поверхности (S) согласно уравнению, приведенному ниже,

Проекционную площадь поверхности (Sпр) всех мононитей вычисляют путем умножения общей длины (L) всех мононитей, полученных по технологии «спанлейд», на средний диаметр (d, м) всех мононитей, полученных по технологии «спанлейд», уложенных на единице площади поверхности.

Суммарную длину мононитей, расположенных на единице площади поверхности, вычисляют путем деления суммарной массы мононитей, полученных по технологии «спанлейд», на среднюю линейную плотность (Т, дтекс), согласно уравнению (3), приведенному ниже. Массу полотна из мононитей, полученных по технологии «спанлейд», определяют путем умножения поверхностной плотности полотна (ППмн, г/м2) из мононитей, полученных по технологии «спанлейд», на единицу площади (S). Линейная плотность (Т, дтекс) мононитей - это масса 10000 м мононитей, в граммах, т.е. г/10000 м.

Соотношение между поверхностной плотностью композиционного нетканого материала, состоящего из полотна, сформированного из коротких волокон под водяными струями и полотна из мононитей, полученных по технологии «спанлейд», и поверхностной плотностью полотна из мононитей, полученных по технологии «спанлейд», вычисляют по формуле:

где ПП - поверхностная плотность композиционного нетканого материала, г/м2;
Х - содержание мононитей, %.
L определяют следующим образом:

Соотношение между линейной плотностью (Т, дтекс) и диаметром (d, м) мононитей приведено ниже, где ρ - удельный вес мононитей, кг/м3.

Если d вычислять, используя уравнение (6), приведенное выше, то соотношение между d и Т будет следующим:

Если уравнения (2), (5) и (7) подставить в уравнение (1), то можно получить значение проекционного застила:

После упрощения уравнения (8) для определения проекционного застила оно принимает вид:

Если линейную плотность определяют по уравнению (9), приведенному выше, то соотношение между линейной плотностью, проекционным застилом, поверхностной плотностью и содержанием мононитей, полученных по технологии «спанлейд», будет иметь следующий вид:

Удельная масса полипропилена составляет около 900 кг/м3, сложного полиэфира - около 1350 кг/м3.
В Таблицах 2-5, приведенных ниже, показаны значения линейной плотности мононитей для получения идеального диапазона проекционного застила, т.е. 1,3-1,5, при изготовлении композиционных нетканых материалов, сформированных из волокна водяными струями и из мононитей, полученных по технологии «спанлейд». В Таблицах также показана линейная плотность мононитей, выходящая за пределы, при которых полотно из мононитей, полученных по технологии «спанлейд», становится слишком разреженным или слишком плотным для изготовления приемлемого композиционного нетканого материала, состоящего из полотна, сформированного из коротких волокон водяными струями и полотна из мононитей, полученных по технологии «спанлейд», и она соответствует проекционному застилу мононитей, полученных по технологии «спанлейд», составляющему 1,1 и 1,7.
При сравнении значений линейной плотности мононитей, приведенных в Таблицах, становится понятно, что для получения композиционных нетканых материалов, состоящих из полотна, сформированного из коротких волокон водяными струями и полотна из мононитей, полученных по технологии «спанлейд», с большими поверхностными плотностями и/или большим содержанием мононитей, полученных по технологии «спанлейд», требуется использовать мононити с большей линейной плотностью (более грубые) для получения идеального проекционного застила мононитей, полученных по технологии «спанлейд». При изготовлении композиционных нетканых материалов, состоящих из полотна, сформированного из коротких волокон водяными струями и полотна из мононитей, полученных по технологии «спанлейд», требуется использовать мононити с меньшей линейной плотностью для получения идеального проекционного застила мононитей, полученных по технологии «спанлейд».
Результаты, приведенные в Таблицах, также показывают, что содержание мононитей, полученных по технологии «спанлейд», в материалах изменяется в относительно малой степени в процентном выражении; большее изменение линейной плотности мононитей следует производить для поддержания значения проекционного застила мононитей, полученных по технологии «спанлейд», на том же самом уровне. Аналогичным образом относительно малое изменение общей поверхностной плотности материала требует относительно большого изменения линейной плотности мононитей, полученных по технологии «спанлейд», чтобы можно было достичь идеального проекционного застила из мононитей, полученных по технологии «спанлейд».
Так как проекционный застил зависит от длины мононитей и среднего диаметра мононитей, идеальный проекционный застил может быть достигнут путем варьирования длины мононитей, укладываемых на 1 м2, т.е. скорости укладки мононитей на транспортерное полотно 1, или путем варьирования диаметра мононитей. По этой причине специалист в данной области может относительно легко выбрать параметры процесса в заданных пределах.
Описанный вариант воплощения изобретения можно, конечно, модифицировать в нескольких направлениях. Например, мононити можно вырабатывать по технологии формования из расплава и аэродинамического распыления вместо использования технологии «спанбонд». Кроме того, волокна можно укладывать с помощью воздушной струи вместо укладки их водяной струей и можно осуществлять более одного этапа гидроструйной обработки. Вместо укладки воздушной струей или водяной струей волокно можно подавать в виде прочеса с чесальной машины. В показанном варианте воплощения используют несколько транспортирующих конвейеров, содержащих различные ткани или металлические сетки, приспособленные к тому, чтобы можно было отслеживать проницаемость воздуха и воды сквозь ткань или проволочную сетку на разных этапах процесса, но можно объединять один или большее число этих конвейеров в один конвейер и одну проволочную сетку. Объем изобретения, таким образом, ограничен только содержанием прилагаемой формулы изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| НЕТКАНЫЙ МАТЕРИАЛ, СКРЕПЛЕННЫЙ ГИДРОПЕРЕПУТЫВАНИЕМ ВОЛОКОН, И СПОСОБ ИЗГОТОВЛЕНИЯ ТАКОГО МАТЕРИАЛА | 2004 |
|
RU2364668C2 |
| ТИСНЕНЫЙ КОМПОЗИТНЫЙ НЕТКАНЫЙ РУЛОННЫЙ МАТЕРИАЛ | 2012 |
|
RU2614602C2 |
| ВПИТЫВАЮЩИЙ МАТЕРИАЛ | 2015 |
|
RU2696642C1 |
| СПОСОБ ПОЛУЧЕНИЯ НЕТКАНОГО МАТЕРИАЛА | 2016 |
|
RU2705616C1 |
| НЕТКАНЫЙ МАТЕРИАЛ МАЛОЙ ПЛОТНОСТИ ИЗ МИКРОВОЛОКОН И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1996 |
|
RU2142528C1 |
| ВОЛОКНИСТАЯ СТРУКТУРА С ПРОТИВОМИКРОБНЫМ ДЕЙСТВИЕМ | 2015 |
|
RU2728417C2 |
| НЕТКАНЫЙ МАТЕРИАЛ ДЛЯ ПРИМЕНЕНИЯ В КАЧЕСТВЕ ОБРАЩЕННОГО К ТЕЛУ ЛИСТА ВО ВПИТЫВАЮЩЕМ ИЗДЕЛИИ | 2007 |
|
RU2415659C1 |
| ВЛАЖНАЯ САЛФЕТКА ИЛИ ТОНКИЙ ГИГИЕНИЧЕСКИЙ МАТЕРИАЛ, КОТОРЫЕ МОЖНО СПУСКАТЬ В КАНАЛИЗАЦИЮ | 2009 |
|
RU2519994C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМПОЗИЦИОННОГО НЕТКАНОГО МАТЕРИАЛА И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2331724C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ВЛАЖНОЙ УКЛАДКИ НЕТКАНЫХ МАТЕРИАЛОВ | 2016 |
|
RU2711264C1 |
Настоящее изобретение относится к нетканому материалу, состоящему из смеси, включающей мононити и короткие волокна, а также к способу его получения. Согласно изобретению мононити по существу механически скреплены между собой посредством перепутывания волокон и нитей. При этом мононити в материале уложены с проекционным застилом, составляющим по меньшей мере 1,1, и не более 1,7. Технический результат изобретения заключается в изготовлении нетканого материала, в котором мононити и короткие волокна хорошо интегрированы между собой, а также в экономичном изготовлении указанного материала. 2 н. и 12 з.п. ф-лы, 5 табл., 1 ил.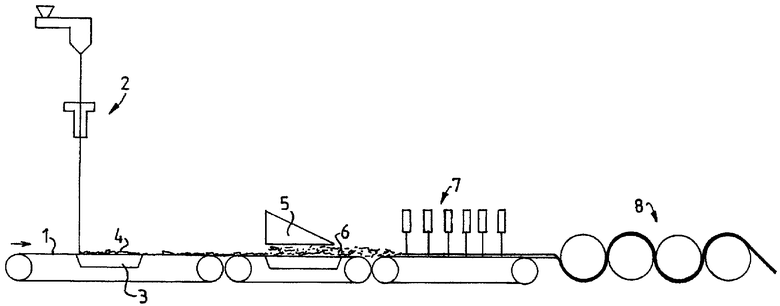
1. Нетканый композиционный материал, состоящий из смеси, включающей мононити и короткие волокна, причем мононити по существу механически скреплены между собой посредством перепутывания волокон и нитей, отличающийся тем, что мононити в материале уложены с проекционным застилом, составляющим по меньшей мере 1,1, и не более 1,7.
2. Нетканый композиционный материал по п.1, отличающийся тем, что мононити в материале уложены с проекционным застилом в пределах 1,2-1,6, а предпочтительно - 1,3-1,6.
3. Нетканый композиционный материал по п.1 или 2, отличающийся тем, что короткие волокна содержат натуральные волокна и/или синтетические штапельные волокна.
4. Нетканый композиционный материал по п.3, отличающийся тем, что короткие волокна содержат по меньшей мере 60 мас.% целлюлозных волокон, а предпочтительно - по меньшей мере 70 мас.%, еще более предпочтительно - по меньшей мере 75 мас.%, а наиболее предпочтительно - по меньшей мере 85 мас.%.
5. Нетканый композиционный материал по п.4, отличающийся тем, что короткие волокна содержат 85-95 мас.% целлюлозных волокон, а предпочтительно - около 90 мас.%.
6. Нетканый композиционный материал по любому из пп.1, 2 или 4, отличающийся тем, что содержание мононитей в материале составляет около 15-40 мас.%, а предпочтительно - 25-40 мас.%.
7. Нетканый композиционный материал по любому из пп.1, 2 или 4, отличающийся тем, что поверхностная плотность материала предпочтительно составляет 40-100 г/м2, а более предпочтительно - 50-80 г/м2.
8. Нетканый композиционный материал по любому из пп.1, 2 или 4, отличающийся тем, что короткие волокна представляют собой волокна, уложенные водной струей.
9. Способ изготовления нетканого материала, по которому укладывают слой (6) коротких волокон на полотно (4) из нескрепленных мононитей, осуществляют гидроструйную обработку слоев, состоящих из мононитей и коротких волокон, для формирования композиционного нетканого материала и затем сушат материал, отличающийся тем, что используют полотно (4) из мононитей с проекционным застилом, составляющим по меньшей мере 1,1, и не более 1,7.
10. Способ по п.9, отличающийся тем, что используют полотно (4) из мононитей с проекционным застилом, составляющим в пределах 1,2-1,6, а предпочтительно - 1,3-1,6.
11. Способ по п.9 или 10, отличающийся тем, что мононити представляют собой мононити, полученные по технологии «спанлейд»-«спанбонд».
12. Способ по п.9 или 10, отличающийся тем, что короткие волокна укладывают на полотно (4) из мононитей водной струей.
13. Способ по п.9 или 10, отличающийся тем, что короткие волокна укладывают на полотно (4) из мононитей воздушной струей.
14. Способ по п.9 или 10, отличающийся тем, что расход энергии при гидроструйной обработке составляет самое большее около 500 кВт·ч/т, предпочтительно - около 300-400 кВт·ч/т, а наиболее предпочтительно - около 350 кВт·ч/т.
| ЕР 1215325 А1, 19.06.2002 | |||
| Устройство для подвески ручного чаесборочного аппарата | 1975 |
|
SU560556A1 |
| Реактор для непрерывного рафинирования металла | 1973 |
|
SU492554A1 |
| Способ получения волокнистого материала | 1977 |
|
SU906391A3 |

