Область техники, к которой относится изобретение
Настоящее изобретение предлагает устройства для нанесения вспенивающейся реакционной смеси на слой, например, на металлический лист или ламинатор для изготовления изоляционных панелей из пеноматериала.
Более конкретно, настоящее изобретение относится к способу проектирования и производства распределительного элемента для нанесения вязкой вспенивающейся жидкой смеси на такой слой, распределительный элемент, спроектированный и изготовленный таким способом, а также производственную линию, включающую такой распределительный элемент, и компьютерный программный продукт для осуществления, по меньшей мере, некоторых стадий вышеупомянутого способа.
Уровень техники, к которой относится изобретение
Системы для нанесения вязкой вспенивающейся смеси, например, смеси для производства пеноматериалов из полиуретана (PU) или пеноматериалов из полиизоцианурата (PIR), широко распространены в современной практике. В таких системах, как правило, присутствуют первая (нижняя) непрерывно работающая ленточная система, также называемая в настоящем документе термином «ламинатор», на которую наносится вязкая вспенивающаяся смесь, и вторая (верхняя) непрерывная ленточная система, между которыми образуются так называемые многослойные панели. Эти панели могут, например, использоваться как конструкции фасадов широкого разнообразия зданий, а также многослойные изоляционные элементы холодильников и т. д. Вспенивающаяся смесь может представлять собой смесь многоатомного спирта и изоцианата, но, как известно в технике, могут также вводиться многочисленные добавки, такие как пенообразующие вещества, огнезащитные вещества и другие вещества, которые смешиваются в одной или нескольких смесительных головках. Из одной или нескольких смесительных головок вязкая текучая смесь поступает в распределительный элемент, из которого смесь распределяется по ширине ламинатора.
В идеальном случае вязкая текучая смесь наносится на ламинатор таким образом, что она образует однородный слой смеси, но, как известно в технике, проектирование распределительного элемента способного образовывать такой однородный слой смеси, отнюдь не является тривиальным. Это верно, в частности, для высокоскоростных ламинаторов, например, для ламинаторов, у которых скорость составляет от 20 м/мин до 100 м/мин или от 50 м/мин до 100 м/мин.
Международная патентная заявка № WO 2009/077490 и патентная заявка США № US 2011/0003082 описывают статический распределительный элемент (см. фиг. 1) который, как утверждают авторы, производит пеноматериал, содержащий меньше полостей и меньше поверхностных дефектов по сравнению со вспененным слоем, изготовленным посредством использования вибрационного гребеночного аппликатора. Помимо приведения весьма широких интервалов параметров, эта заявка не приводит никакой информации о потенциальных проблемах ламинаторов и/или о способах проектирования хороших ламинаторов.
Патентная заявка США № US 2010/0080900 A1 описывает способ производства композиционных элементов на основе пеноматериалов, содержащих изоцианаты. Данная публикация приводит некоторые параметры, которые могут оптимизироваться в целях сохранения постоянной скорости реакционной смеси в трубке или выпускных отверстиях, однако в данной заявке отсутствует конкретное решение проблемы достижения данной цели. Учитывая большое число переменных, которые должны быть определены, предлагаемое решение, по существу, представляет собой многомерную задачу, которая не может быть легко решена без значительных затруднений.
Международная патентная заявка № WO 2013/107742 описывает еще одно устройство (проиллюстрированное в настоящем документе на фиг. 2) для нанесения вспенивающейся реакционной смеси на слой, где центральная ось литьевой гребенки (другое название распределительного элемента) образует угол, составляющий не более чем 80° по отношению к оси движения ламинатора.
Патентная заявка США № US 2013/0280538 описывает еще одно устройство (проиллюстрированное в настоящем документе на фиг. 3) для нанесения жидкой реакционной смеси, где выпускные отверстия направлены наружу под углом, составляющим от 1° до 50° по отношению к направлению, перпендикулярному к ламинатору.
Цель всех систем предшествующего уровня техники заключалась в том, чтобы наносить слой смеси, который является максимально однородным, насколько это возможно, по всей ширине верхнего слоя (например, листа или ламинатора), но, по видимому, авторы всех этих систем не смогли описать достаточно подробно путь к достижению поставленной цели. Хотя эта цель может оказаться сравнительно легкой для достижения при относительно низких скоростях ламинатора, составляющих, например, менее чем 10 м/мин, в сочетании со вспенивающейся смесью, имеющей относительно низкую реакционная способность (например, имеющей период времени между смешиванием компонентов полиуретанового пенопласта и переходом в сметанообразную массу, составляющий более чем 10 с), эта цель не достигается автоматически, и, по существу, она превращается в действительную техническую проблему при относительно высоких скоростях ламинатора, составляющих, например, более чем 20 м/мин или более чем 30 м/мин или еще более), или, другими словами, при скорости потока вспенивающейся жидкой смеси, составляющей, по меньшей мере, 0,100 л/с в расчете на метр длины распределительного элемента, в частности, когда используются вязкие вспенивающиеся смеси, имеющие повышенную реакционная способность (что обычно имеет место в случае производственных линий с повышенными скоростями ламинатора). Распределительный элемент для таких высоких скоростей ламинатора (или, другими словами, не упоминая линейную скорость: распределительный элемент для обеспечения такой высокой скорость потока в расчете на единицу длины) действительно должен быть специально спроектирован; в противном случае во вспененном слое будут возникать неоднородности, например, неровности и/или градиенты плотности и/или линии стыка и/или даже зазоры.
Сущность изобретения
Задача вариантов осуществления настоящего изобретения заключается в том, чтобы предложить хороший распределительный элемент, способ для проектирования и производства такого распределительного элемента, а также производственную линию, включающую такой распределительный элемент, и компьютерный программный продукт для производства такого распределительного элемента.
Более конкретно, задача конкретных вариантов осуществления настоящего изобретения заключается в том, чтобы предложить распределительный элемент, имеющий центральный впуск и множество выпусков, в котором геометрические формы и размеры распределительного элемента специально выполнены с возможностью обеспечения того, чтобы в процессе использования распределительный элемент был способен распределять вязкую вспенивающуюся жидкую смесь, которая поступает при заданной скорости потока на протяжении заданной длины, где соотношение вышеупомянутой скорости потока и вышеупомянутой длины составляет, по меньшей мере, 0,100⋅10-3 м2/с, и в результате этого получался практически однородный пенопластовый материал (например, в отношении механической прочности, градиентов плотности, пустот, зазоров или линии стыка), а также способ для проектирования и производства такого элемента и компьютерный программный продукт для его производства, или где данное соотношение составляет, по меньшей мере, 0,175 л/с в расчете на метр длины распределительного элемента (этому соответствуют, например, ширина 1 м, толщина 25 мм и скорость 15 м/мин, или, например, ширина 1 м, толщина 12,5 мм и скорость 30 м/мин), или где данное соотношение составляет, по меньшей мере, 0,350 л/с в расчете на метр длины распределительного элемента (этому соответствуют, например, ширина 1 м, толщина 50 мм и скорость 15 м/мин, или, например, ширина 1 м, толщина 25 мм и скорость 30 м/мин), или где данное соотношение составляет, по меньшей мере, 0,500 л/с в расчете на метр длины распределительного элемента (этому соответствуют, например, ширина 1 м, толщина 71 мм и скорость 15 м/мин), или где данное соотношение составляет, по меньшей мере, 0,700 л/с в расчете на метр длины распределительного элемента (этому соответствуют, например, ширина 1 м, толщина 100 мм и скорость 15 м/мин), или где данное соотношение составляет, по меньшей мере, 1000 л/с в расчете на метр длины распределительного элемента (этому соответствуют, например, ширина 1 м, толщина 143 мм и скорость 15 м/мин, или например, ширина 1 м, толщина 72 мм и скорость 30 м/мин, или, например, ширина 1 м, толщина 50 мм и скорость 43 м/мин).
Следующая задача конкретных вариантов осуществления настоящего изобретения заключается в том, чтобы предложить распределительный элемент, подходящий для использования на производственной линии, а также производственную линию, включающую одну или несколько смесительных головок, производящих содержащую полиуретан (PUR) или полиизоцианурат (PIR) смесь при полной скорости потока, составляющей, по меньшей мере, 0,10 л/с, или, по меньшей мере, 0,20 л/с, или, по меньшей мере, 0,30 л/с, или, по меньшей мере, 0,35 л/с, например, по меньшей мере, 0,40 л/с, например, по меньшей мере, 0,50 л/с, и имеющую ширину ламинатора, составляющую, по меньшей мере, 1,0 м, например, по меньшей мере, 1,2 м, и имеющую скорость ламинатора, составляющую, по меньшей мере, 15 м/мин, например, по меньшей мере, 20 м/мин, например, по меньшей мере, 25 м/мин, например, по меньшей мере, 30 м/мин, например, по меньшей мере, 40 м/мин, например, по меньшей мере, 50 м/мин, и при этом производящую практически однородный пенопластовый материал.
Эта задачу решают способ, распределительный элемент, производственная линия, и компьютерный программный продукт согласно вариантам осуществления настоящего изобретения.
Согласно первому аспекту настоящего изобретения, предлагается способ проектирования и производства распределительного элемента, имеющего центральный впуск для приема заданной вязкой вспенивающейся жидкой смеси при заданной скорости потока, а также имеющий заданное четное число выпусков, присоединенных с возможностью передачи текучей среды к вышеупомянутому впуску через основной канал, причем эти выпуски разнесены друг от друга на равные расстояния по заданной длине, где распределительный элемент имеет такую геометрическую форму, что, когда соотношение заданной скорости потока (Qtotal), поступающего в центральный впуск, и заданной длины составляет, по меньшей мере, 1,00⋅10-4 м2/с, смесь будет выходить из каждого из выпусков со средней скоростью, которая является постоянной для каждого из выпусков в пределах заданного допустимого интервала, составляющего не более чем +/- 5%; причем данный способ включает следующие стадии: (a) выбор геометрической формы для изготавливаемого распределительного элемента и определение множества параметров, соответствующих физической форме и размерам вышеупомянутого распределительного элемента; (b) присвоение значений геометрическим параметрам; (c) создание виртуальной модели вышеупомянутой геометрической формы, имеющей вышеупомянутые присвоенные значения; (d) моделирование потока жидкой смеси в вышеупомянутой виртуальной модели посредством осуществления компьютерного моделирования динамики текучей среды с учетом в моделировании модели неньютоновской разжижающейся при сдвиге текучей среды и заданного снижения вязкости при сдвиге параметр вышеупомянутой вязкой вспенивающейся жидкой смеси; (e) оценка того, удовлетворяет ли моделируемый поток заданному критерию, и если результат вышеупомянутой оценки является отрицательным, повтор стадий (b)-(e); а если результат вышеупомянутой оценки является положительным, повтор стадий (b)-(e) или переход к стадии (f); (f) изготовление физического распределительного элемента, имеющего геометрическую форму, которая удовлетворяет заданному критерию.
Главное преимущество способов согласно вариантам осуществления настоящего изобретения заключается в том, что они позволяют проектировать и производить распределительные элементы для нанесения вязкой вспенивающейся жидкой смеси, такой как, например, полиуретановая смесь, которая представляет собой неньютоновскую разжижающуюся при сдвиге смесь, на ламинаторы, у которых линейная скорость составляет более чем 15 м/мин, например, более чем 20 м/мин, или более чем 30 м/мин, или более чем 40 м/мин, или более чем 50 м/мин, и при этом гарантировать, что в процессе работы вязкий вспенивающийся жидкий слой, нанесенный посредством вышеупомянутого распределительного элемента на вышеупомянутый ламинатор, будет сливаться и образовывать однородный жидкий слой (без промежуточных зазоров), и что пенопласт будет представлять собой однородный слой пеноматериала (без линий стыка).
Преимущество вариантов осуществления настоящего изобретения заключается в том, что при моделировании учитываются характеристики снижения вязкости при сдвиге рассматриваемой вспенивающейся текучей среды, и что это моделирование очень хорошо соответствует реальности. Насколько известно авторам настоящего изобретения, эффект снижения вязкости при сдвиге до настоящего времени не учитывался при проектировании распределительных элементов, вероятно, потому что каждый считал и принимал без доказательства, что жидкая смесь, в частности, полиуретан (PUR), после выхода из смесительной головки ведет себя как ньютоновская вязкая жидкость, по меньшей мере, первоначально, пока она перемещается через распределительный элемент. Однако это предположение оказалось неверным, и без учета такого поведения эксперименты с прототипами не демонстрировали хорошего соответствия результатам моделирования, и, следовательно, было невозможным использование моделирования для проектирования распределительных элементов, в частности, когда оно становится затруднительным или более важным, что имеет место при повышенных скоростях ламинатора, составляющих, например, более чем 20 м/мин или более чем 30 м/мин, а также, в частности, когда используются смеси, имеющие повышенную реакционную способность.
Преимущество заключается в том, что моделируемое поведение виртуального распределительного элемента очень хорошо соответствует фактическому поведению такого физического распределительного элемента, при том условии, что учитывается модель неньютоновской разжижающейся при сдвиге текучей среды.
Преимущество наличия средства моделирования заключается в том, что обеспечивается очень хорошее соответствие реальности, и что создаются модели конструкций перед их фактическим изготовлением. Таким образом, можно экономить время и деньги.
Настоящее изобретение является особенно подходящим для распределения содержащих полиуретан или полиизоцианурат жидких смесей, необязательно в присутствии вводимого воздуха, а также оно работает и для других вязких вспенивающихся жидких смесей.
Основное преимущество использования моделирования в качестве части проектирования и производства заключается в том, что без использования такого моделирования оказывается невозможным нахождение удовлетворительного решения. Все стадии, включая выбор геометрической формы, выбор аналитического выражения, использование модели неньютоновской разжижающейся при сдвиге текучей среды с конкретными параметрами и другие стадии вносят свой вклад в данный способ, потому что они определяют конечные формы и размеры физического распределительного элемента и, следовательно, его поведение в процессе использования.
Согласно варианту осуществления, модель неньютоновской разжижающейся при сдвиге текучей среды выбирается из группы, состоящей из следующих моделей: Оствальда - де Виля (Ostwald - de Waele), Кросса (Cross), Карро - Яшида (Carreau - Yasuda), Гершеля - Балкли (Herschel - Bulkley), Бингама (Bingham), Берда - Карро (Bird - Carreau) и Кассона (Casson).
Согласно варианту осуществления, стадия (a) включает: выбор геометрической формы, такой как кривизна и площадь поперечного сечения для основного канала, и определение первого множества параметров, которые представляют физическую форму и физические размеры основного канала; выбор геометрической формы для множества выпусков, и определение второго множества параметров, которые представляют физическую форму и физические размеры множества выпусков.
Согласно варианту осуществления, способ дополнительно включает стадию выбора параметризованной аналитической функции, имеющей только два параметра, для определения вышеупомянутого числа второго множества параметров; и стадия (b) включает присвоение значений вышеупомянутым параметрам и вычисление геометрических параметров для каждого из множества выпусков с использованием вышеупомянутой аналитической функции.
Основное преимущество использования аналитического выражения, имеющего два или только два параметра k и a, заключается в том, что оно позволяет привести многомерную задачу к двумерной задаче. Это в значительной степени повышает эксплуатационные характеристики (или совместимость) способа тем, что весьма существенно сокращается время, требуемое для нахождения решения посредством приведения многомерной задачи (например, по меньшей мере, 12-мерной или 16-мерной или 24-мерной задачи (в зависимости от числа выпусков) к двум пятимерным задачам. Следовательно, когда используется такое «преобразование», производящее только два параметра, значительно уменьшается время, требуемое для вычисления.
Согласно варианту осуществления, вышеупомянутая параметризованная аналитическая функция только двух переменных может выражаться следующей функцией или представлять собой ее эквивалент: L(z)=B+k⋅(z/W)a, или может выражаться следующей функцией или представлять собой ее эквивалент: A(z)=B+k⋅(z/W)a, где B и W представляют собой константы, z представляет собой расстояние в направлении длины распределительного элемента, L представляет собой длину выпуска, A представляет собой площадь поперечного сечения выпуска, и k и a представляют собой параметры.
Было обнаружено, что первое выражение оказывается весьма подходящим для вариантов осуществления, которые проиллюстрированы на фиг. 21, фиг. 27 и фиг. 28, где внутренний диаметр выпусков является постоянным, и единственной переменной является длина.
Было обнаружено, что второе выражение оказывается весьма подходящим для вариантов осуществления, которые проиллюстрированы на фиг. 29, где длина труб является постоянной, и выпускное отверстие является постоянным, но выпускные трубы являются коническими.
Однако следует отметить, что может также использоваться и другие математические представления или формулы, дающие такие же результаты, такие как, например: L(z)=B+k⋅(1 - z/W)a и A(z)=B+k⋅(1 - z/W) a.
Параметр a, используемый как показатель степени, связан с вязкостью разжижающейся при сдвиге вязкой вспенивающейся текучей смеси. Если используется так называемая «степенная зависимость», чтобы представлять вязкостное поведение неньютоновской разжижающейся при сдвиге текучей среды, где n представляет собой показатель степени функции, определяемой степенной зависимостью, то оптимальное значение a приближается к значению n+1.
Согласно варианту осуществления, стадия (e) повторяется для заданного числа сочетаний вышеупомянутых двух параметров.
Параметры k и a могут, например, изменяться в окрестности пары исходных значений, причем отклонение составляет приблизительно +/-15%, чтобы находилось «оптимальное» решение, но это требование не является абсолютно обязательным, и может также использоваться большая или меньшая изменчивость, или изменчивость может полностью отсутствовать.
Если оба параметра изменяются в интервале, составляющем, например, +/-15%, с шагом, составляющим, например, 5%, необходимо осуществить только 7 × 7-1=48 модельных экспериментов, а не 12 в седьмой степени модельных экспериментов, если длина каждой выпускной трубы варьируется в интервале +/-15% в окрестности исходного значения с шагом 5%. Сразу становится понятной невозможность осуществления последнего варианта. Изменение параметров указанным образом позволяет выбирать «наилучший результат» из ограниченного числа модельных экспериментов.
Согласно варианту осуществления, стадия (e) включает вычисление средней скорости на выпуске для каждого выпуска и вычисление изменчивости этих средних скоростей на выпуске; и заданный критерий заключается в том, что вычисляемый изменчивость средних скоростей на выпуске находится в пределах допустимого интервала, составляющего не более чем +/- 5%.
Причина, по которой используется «средняя скорость на выпуске», а не «скорость на выпуске», заключается в том, что скорость не является постоянной у выпускного отверстия, но фактически существует профиль скорости у выпускного отверстия.
Согласно варианту осуществления, заданный критерий дополнительно включает проверку того, что каждая из средних скоростей на выпуске находится в интервале от 2,5 до 3,5 м/с.
Преимущество выбора выпускных скоростей в интервале от 2,5 до 3,5 м/с заключается в том, что для значений, составляющих, по меньшей мере, 2,5 м/с, уменьшается риск засорения, а для значений, составляющих менее чем 3,5 м/с, уменьшается риск разбрызгивания и внедрения воздушных пузырьков.
Согласно варианту осуществления, допустимый интервал составляет не более чем +/- 4%, или не более чем +/- 3%, или не более чем +/- 2%.
Если ни одно решение не может быть найдено в пределах заданного допустимого интервала, то допустимый интервал может быть увеличен. Модельные эксперименты показали, что интервал, составляющий +/- 3%, может быть достигнут в примерах, описанных в настоящем документе.
Согласно варианту осуществления, вязкая вспенивающаяся жидкая смесь содержит исходные материалы для образования полиуретана (PUR) или полиизоцианурата (PIR).
Согласно конкретным вариантам осуществления, вязкая вспенивающаяся жидкая смесь содержит, по меньшей мере, метилендифенилдиизоцианат (MDI) и многоатомный спирт.
Настоящее изобретение оказывается особенно подходящим в целях проектирования и производства распределительного элемента для распределения исходных материалов в процессе образования PUR или PIR при относительно высокой скорости потока, которой соответствует относительно высокая скорость элемента ламинатора, составляющая, например, по меньшей мере, 15 м/мин, или, по меньшей мере, 20 м/мин, или еще более, вплоть дл приблизительно 100 м/мин. Смеси для образования полиуретана (PUR) или полиизоцианурата (PIR) являются хорошо известными в технике и могут содержать, например, метилендифенилдиизоцианат (MDI) многоатомный спирт и воду (необязательно), а также физическое пенообразующее вещество (или их смеси) и один или несколько катализаторов. Исходные материалы для образования PIR являются аналогичными веществам для образования полиуретана (PUR), за исключением того, что пропорция метилендифенилдиизоцианата (MDI) является выше, составляя, как правило, более чем 1,5), и в реакции используется полученный из сложного полиэфира многоатомный спирт, а не полученный из простого полиэфира многоатомный спирт. Катализаторы и добавки, используемые в изготовлении PIR, также отличаются от тех, которые используются в изготовлении PUR.
Согласно варианту осуществления, вязкая вспенивающаяся жидкая смесь содержит исходные материалы для образования полиуретана (PUR) или полиизоцианурата (PIR), и модель неньютоновской разжижающейся при сдвиге текучей среды представляет формула: μ=mγ'n-1, где m представляет собой значение в интервале от 0,80 до 1,40, и n представляет собой значение в интервале от 0,50 до 0,90.
Данная формула является общеизвестной как «модель Оствальда - де Виля» или как «модель степенной зависимости». Значения m и n могут определяться посредством измерения вязкости вязкой вспенивающейся жидкой смеси, и значение n, как правило, представляет собой значение в интервале от 0,69 до 0,89, например, в интервале от 0,74 до 0,84, составляя, например, приблизительно 0,79. Значение m, как правило, представляет собой значение в интервале от 0,80 до 1,40, например, в интервале от 0,90 до 1,30, например, в интервале от 1,00 до 1,20, составляя, например, приблизительно 1,10.
Согласно варианту осуществления, вязкая вспенивающаяся жидкая смесь содержит исходные материалы для образования полиуретана (PUR) или полиизоцианурата (PIR), а также вводимый воздух, причем модель неньютоновской разжижающейся при сдвиге текучей среды представляет формула: μ=mγ'n-1, где m=m0/(1-1,16⋅φ0,424), и n=n0-0,59⋅φ), m0 представляет собой значение в интервале от 0,80 до 1,40 и n0 представляет собой значение в интервале от 0,50 до 0,90, и φ представляет собой объемную долю вводимого воздуха.
Настоящее изобретение также оказывается особенно подходящим для проектирования и производства распределительного элемента в целях распределения PUR, смешанного с порцией вводимого воздуха, или PIR, смешанного с порцией вводимого воздуха, который может вводиться в смесь, чтобы способствовать нуклеации пеноматериала, когда он находится на ламинаторе.
Согласно варианту осуществления, стадия (b) включает присвоение таких значений, что оценочное значение средней продолжительности пребывания (tdev) вязкой вспенивающейся текучей смеси в основном канале составляет менее чем 150 мс, и стадия (e) дополнительно включает вычисление средней продолжительности пребывания (tdev) вязкой вспенивающейся текучей смеси в основном канале и подтверждение того, что вычисленная средняя продолжительность пребывания (tdev) составляет менее чем 150 мс.
Имеет преимущество выбор продолжительности пребывания, составляющей менее чем 150 мс или менее чем 80 мс, чтобы повышалась скорость потока (чему соответствуют повышенные скорости ламинатора), потому что в последнем случае, как правило, вязкая вспенивающаяся смесь также имеет повышенную реакционную способность. Посредством уменьшения средней продолжительности пребывания уменьшается риск засорения.
Согласно варианту осуществления, стадия (a) включает выбор геометрической формы для основного канала, которая является трубчатой и сужающейся по направлению к наружным концам.
Преимущество имеют варианты осуществления настоящего изобретения, согласно которым основная камера сужается, потому что при этом уменьшается средняя продолжительность пребывания смеси внутри распределительного элемента, и, таким образом, уменьшается также риск засорения.
Согласно варианту осуществления, стадия (a) включает выбор основного канала, имеющего форму поперечного сечения, выбранную из группы, которую составляют: круг, эллипс, треугольник, треугольник с закругленными сторонами, квадрат, квадрат с закругленными сторонами, прямоугольник, прямоугольник с закругленными сторонами, пятиугольник, пятиугольник с закругленными сторонами, шестиугольник, шестиугольник с закругленными сторонами, восьмиугольник, восьмиугольник с закругленными сторонами, многоугольник, многоугольник с закругленными сторонами, причем площадь поперечного сечения основного канала изменяется непрерывно с расстоянием от центра.
Имеет преимущество использование непрерывного (а не ступенчатого) уменьшения поперечное сечение основного канала, а также использование канала с закругленными сторонами (а не с прямыми сторонами), потому что такой канал отличается уменьшенным риском засорения.
Согласно варианту осуществления, стадия (a) включает выбор основного канала, имеющего круглое поперечное сечение с первым внутренним диаметром в середине распределительного элемента и вторым внутренним диаметром у своих наружных концов, где диаметр уменьшается непрерывным образом между центром и наружными концами, и где соотношение второго диаметра и первого диаметра представляет собой значение в интервале от 50% до 95%.
Диаметр основной камеры распределительного элемента может, например, уменьшаться линейно от центра к наружным концам распределительного элемента. В качестве альтернативы, квадрат диаметра может уменьшаться линейно от центра к наружным концам. Значение данного соотношения представляет собой значение предпочтительно значение в интервале от 0,60 до 0,90, предпочтительнее значение в интервале от 0,75 до 0,80.
Согласно варианту осуществления, геометрическая форма основного канала выбирается таким образом, что имеется прямая центральная линия; и геометрическая форма выпусков выбирается таким образом, что они представляют собой цилиндрические трубы, имеющие постоянный внутренний диаметр, причем данные трубы имеют переменную длину.
Согласно конкретным вариантам осуществления, переменные длины L[i] вычисляются с использованием вышеупомянутой параметризованной аналитической функции только двух переменных.
Согласно варианту осуществления, геометрическая форма основного канала выбирается таким образом, что имеется изогнутая центральная линия; и геометрическая форма выпусков выбирается таким образом, что они представляют собой цилиндрические трубы, имеющие постоянный внутренний диаметр, причем выпускные отверстия каждой из труб располагаются в одной плоскости.
Согласно конкретным вариантам осуществления, вышеупомянутая кривизна вычисляется с использованием вышеупомянутая параметризованная аналитическая функция только двух переменных.
Следующее преимущество данного варианта осуществления заключается в том, что расстояние между ламинатором и нижним концом труб является одинаковым для всех труб, и в том, что является постоянной также и скорость, с которой вязкая смесь поступает на ламинатор. При этом может еще больше улучшаться однородность слоя.
Согласно варианту осуществления, геометрическая форма основного канала выбирается таким образом, что имеется прямая центральная линия; и геометрическая форма выпусков выбирается таким образом, чтобы выпускные щели имели постоянное поперечное сечение на протяжении своей длины, причем данное поперечное сечение представляет собой прямоугольник или прямоугольник с закругленными сторонами, и канал имеет переменную длину.
Согласно конкретным вариантам осуществления, переменные длины L[i] вычисляются с использованием вышеупомянутой параметризованной аналитической функции только двух переменных.
Согласно варианту осуществления, геометрическая форма основного канала выбирается таким образом, что имеется прямая центральная линия; и геометрическая форма выпусков выбирается таким образом, чтобы воронки имели одинаковое выпускное отверстие, причем воронки имеют различные площади поперечного сечения на своей поверхности соприкосновения с основным каналом.
Согласно конкретным вариантам осуществления, переменные площади поперечного сечения A[i] вычисляются с использованием вышеупомянутой параметризованной аналитической функции только двух переменных.
Согласно варианту осуществления, изготовление на стадии (f) включает инжекционное формование с использованием таких материалов, как полиамид 6 (PA6) или сополимер акрилонитрила, бутадиена и стирола (ABS).
Для данной производственной технологии требуется изготовление форм, которое является относительно трудоемким, занимая, как правило, несколько недель, и достаточно дорогостоящим, и, таким образом, так называемая «фиксированная стоимость» является относительно высокой, но так называемая «переменная стоимость» распределительных элементов, изготавливаемых таким способом, является относительно низкой.
Согласно варианту осуществления, изготовление на стадии (f) включает стереолитографическое аддитивное производство с использованием таких материалов, как Tusk XC2700.
Согласно варианту осуществления, изготовление на стадии (f) включает аддитивное производство с моделированием методом наплавления с использованием таких материалов, как сополимер акрилонитрила, бутадиена и стирола (ABS).
Эта производственная технология также является известной как «трехмерная печать». Она является особенно подходящей для быстрого прототипирования.
Согласно варианту осуществления, изготовление на стадии (f) включает фрезерование с числовым программным управлением (CNC) с использованием металлических материалов или металлических сплавов.
Эта производственная технология также является особенно подходящей для быстрого прототипирования, в частности, если распределительный элемент должен быть изготовлен из металла или металлического сплава.
Согласно варианту осуществления, материал выбирается из группы, которую составляют алюминий, сталь, алюминиевые сплавы, легированная сталь, нержавеющая сталь.
Согласно второму аспекту настоящего изобретения, предлагается способ проектирования и производства распределительного элемента для использования на производственной линии для изготовления практически однородного пеноматериала, причем данная производственная линия включает одну или несколько смесительных головок, выполненных с возможностью подачи неньютоновской разжижающейся при сдвиге вязкой вспенивающейся жидкой смеси при заданной скорости потока, и ламинатор, имеющий заданную ширину и выполненный с возможностью работы при линейной скорости, составляющей, по меньшей мере, 15 м/мин, где соотношение заданной скорости потока и заданной ширины ламинатора составляет, по меньшей мере, 1,00⋅10-4 м2/с, причем данный способ включает следующие стадии:
i) оценка или определение четного числа выпусков распределительного элемента или оценка или определение расстояния между двумя соседними выпусками с учетом линейной скорости и реакционной способности смеси;
ii) вычисление длина распределительного элемента на основании вышеупомянутого числа или вышеупомянутого расстояния;
iii) вычисление и производство распределительного элемента с определенным четным числом выпусков и вычисленной длиной и вышеупомянутой заданной скоростью потока для распределения вышеупомянутой вязкой вспенивающейся жидкой смеси с использованием способа согласно первому аспекту.
При внимательном чтении можно заметить, что в данном способе характеристики распределительного элемента больше не определяются в отношении самого распределительного элемента, но определяются в отношении характеристик производственной линии, на которой предполагается использование данного элемента.
Следует отметить, что стадия (i) может осуществляться на основании опыта или экспериментов, как описывается по отношению к фиг. 20, где осуществляются многочисленные измерения с различными линейными скоростями, и в результате этого для каждой линейной скорости выбирается соответствующая реакционная способность смеси, и в результате этого измеряется ширина нанесенных дорожек и/или расстояние между нанесенными дорожками, пока они еще находятся в текучем состоянии, прежде чем начинается фактическое объемное расширение. Следует отметить, что выбор величин Nholes» или d не имеет решающего значения при том условии, что выбираются достаточно высокие величины, но небольшая переоценка не является проблематичной, в то время как небольшая недооценка вызывает проблемы. Недостаток выбора значения, которое составляет несколько более чем требуемое значение, представляет собой небольшое увеличение засорения и продолжительности моделирования. Однако если значение Nholes выбирается чрезмерно малым (см. фиг. 20), моделирование может осуществляться надлежащим образом, и распределительный элемент будет обеспечивать практически постоянную скорость потока, выходящего из каждого выпускного отверстия, но вспененное изделие может все же содержать линии стыка, потому что расстояние между отверстиями оказалось чрезмерно большим с учетом, в частности, линейной скорости и реакционной способности смеси.
Считается, что стадия осуществления измерений при увеличении линейной скорости с одновременным учетом увеличения реакционной способности смеси значительно ускоряет процесс проектирования, и ее не следует недооценивать. Несмотря на (высокую) реакционную способность смеси, было обнаружено, что если рассматривается моделирование потока внутри распределительного элемента, смесь может рассматриваться как вязкая вспенивающаяся жидкая смесь, имеющая постоянные во времени параметры (например, m, n), но поведение неньютоновской разжижающейся при сдвиге текучей среды, но воздействие реакционной способности на боковые дорожки, распространяющиеся на ламинаторе, учитывается в вышеупомянутых экспериментах с ламинатором без повышения сложности модельных экспериментов внутри распределительного элемента. Согласно настоящему изобретению, существует тонкая граница между обоими «мирами» (внутри распределительного элемента, с одной стороны, и снаружи распределительного элемента на ламинаторе, с другой стороны). Согласно настоящему изобретению, между этими двумя мирами можно сделать четкий раздел, рассматривая число выпусков или расстояние между ними как заданное (фиксированное) значение в пространстве проектных параметров распределительного элемента.
Согласно третьему аспекту настоящего изобретения, предлагается распределительный элемент, имеющий центральный впуск для приема заданной вязкой вспенивающейся жидкой смеси при заданной скорости потока, а также имеющий заданное четное число выпусков соединенных с вышеупомянутым впуском через основной канал, причем эти выпуски разнесены друг от друга на равные расстояниями по заданной длине, причем данный распределительный элемент отличается тем, что имеет такую геометрическую форму, что когда соотношение заданной скорости потока, поступающего в центральный впуск, и заданной длины составляет, по меньшей мере, 1,00⋅10-4 м2/с, смесь будет выходить из каждого из выпусков со средней скоростью, которая является постоянной для каждого из выпусков в пределах заданного допустимого интервала, составляющего не более чем +/- 5%.
Геометрия может определяться способом согласно первому или второму аспекту. Или, другими словами, данный распределительный элемент может быть получен способом согласно первому аспекту или второму аспекту. Термином «геометрия» обозначаются, в частности, форма и размеры основного канала, а также форма и размеры множества выпусков.
Имеет преимущество такой распределительный элемент, который будет обеспечивать (при условии его использования в среде, для которой он был спроектирован) множество частичных потоков, имеющих заданные характеристики (например, среднюю скорость выпуска, практически постоянную в интервале от 2,5 до 3,5 м/с и постоянную для всех выпусков в пределах допустимого интервала, составляющего +/- 5%), поскольку гарантируется, что в результате таких потоков будет получен однородный вспененный слой без пустот или линий стыка или неоднородностей, в частности, вблизи наружных концов распределительного элемента.
Преимущество распределительного элемента согласно настоящему изобретению заключается в том, что он может использоваться на производственной линии, включающей ламинатор, имеющий относительно высокую скорость (составляющую, например, по меньшей мере, 15 или 20 или 30 или 50 или 75 м/мин), и даже в случае реакционных смесей, имеющих повышенную реакционную способность, без ухудшения качества вспененного изделия.
Преимущество конкретных вариантов осуществления распределительного элемента, например, когда он спроектирован с максимальной продолжительностью пребывания, составляющей приблизительно 150 мс, заключается в том, что он также имеет уменьшенный риск засорения, чему соответствует увеличение продолжительности непрерывной работы, составляющей, как правило, 2 часа, и уменьшение продолжительности простоя производственной линии.
Согласно четвертому аспекту настоящего изобретения, предлагается производственная линия, включающая: одну или несколько смесительных головок, выполненных с возможностью подачи неньютоновской разжижающейся при сдвиге вязкой вспенивающейся жидкой смеси при заданной скорости потока; ламинатор, имеющий заданную ширину и выполненный с возможностью работы при линейной скорости, составляющей, по меньшей мере, 15 м/мин; распределительный элемент, спроектированный и изготовленный согласно первому аспекту, причем распределительный элемент присоединяется через свой впуск к одной или нескольким вышеупомянутым смесительным головкам для приема вышеупомянутой вязкой вспенивающейся жидкой смеси и устанавливается над вышеупомянутым ламинатором для нанесения вышеупомянутой вязкой вспенивающейся жидкой смеси на вышеупомянутый ламинатор через свои выпуски; причем соотношение заданной скорости потока и ширины ламинатора составляет, по меньшей мере, 1,00⋅10-4 м2/с.
Такая производственная линия является идеально подходящей для производства высококачественных многослойных панелей и/или изоляционных панелей, имеющих практически однородную плотность и не имеющих каких-либо линий стыка или плоскостей стыка даже при относительно высокой скорости ламинатора, составляющей, по меньшей мере, 15 м/мин, или, по меньшей мере, 20 м/мин, или еще более.
Согласно варианту осуществления производственной линии, ламинатор выполняется с возможностью работы при линейной скорости, составляющей, по меньшей мере, 20 м/мин, или, по меньшей мере, 25 м/мин, или, по меньшей мере, 30 м/мин, или, по меньшей мере, 35 м/мин, или, по меньшей мере, 40 м/мин, или, по меньшей мере, 45 м/мин, или, по меньшей мере, 50 м/мин.
В частности, производственные линии, включающие высокоскоростной ламинатор, в наибольшей степени выигрывают от настоящего изобретения, потому что может быть гарантировано качество вспененного изделия.
Согласно пятому аспекту настоящего изобретения, предлагается компьютерный программный продукт для проектирования и производства распределительного элемента согласно первому аспекту, причем данный продукт исполняется на компьютерной системе, включающей компьютерное устройство и управляемое компьютером производственное устройство, и отличается тем, что компьютерное устройство включает программное обеспечение для компьютерного моделирования динамики текучей среды (CFD) и программный драйвер для управления вышеупомянутым производственным устройством, а также фрагменты программного кода для осуществления, по меньшей мере, стадий (d), (e) и (f) способа.
Преимущество такого компьютерного программного продукта заключается в том что он может использоваться как для проектирования конкретного устройства, так и для его производства. Он работает быстро и удобно, и риск проблем несоответствия или несовместимости уменьшается или сокращается до минимума. Он является идеально подходящим для быстрого прототипирования.
Согласно варианту осуществления компьютерного программного продукта, устройство для управляемого компьютером производства выбирается из группы, которую составляют устройство для управляемого компьютером инжекционного формования, устройство для управляемого компьютером стереолитографического аддитивного производства, устройство для управляемого компьютером аддитивного производства с моделированием методом наплавления и устройство для фрезерования с числовым программным управлением (CNC).
Конкретные и предпочтительные аспекты настоящего изобретения описывают независимые и зависимые пункты сопровождающей формулы изобретения. Могут сочетаться друг с другом отличительные признаки зависимых пунктов формулы изобретения и отличительные признаки независимых пунктов формулы изобретения, а также отличительные признаки других зависимых пунктов формулы изобретения, если это целесообразно, без обязательного определения в формуле изобретения.
Эти и другие аспекты настоящего изобретения становятся очевидными и разъясняются со ссылкой на вариант (варианты) осуществления в последующем описании.
Краткое описание чертежей
Фиг. 1 иллюстрирует известный в технике распределительный элемент для нанесения вязкой вспенивающейся жидкой смеси на ламинатор.
Фиг. 2 иллюстрирует еще одно известное в технике устройство, включающее две литьевые гребенки, для нанесения вязкой вспенивающейся жидкой смеси на ламинатор. Эти литьевые гребенки образуют угол, составляющий менее чем 80° по отношению к направлению движения ламинатора.
Фиг. 3 иллюстрирует еще один известный в технике распределительный элемент для нанесения вязкой вспенивающейся жидкой смеси на ламинатор. Данный элемент имеет наклонные отверстия в своих наружных краях.
Фиг. 4-7 иллюстрируют примерный распределительный элемент предшествующего уровня техники (фиг. 4 - верхняя часть), нанесенные дорожки (или полоски) вязкого вспенивающегося материала на ламинаторе (фиг. 4 - нижняя часть), состояние дорожек, когда смесь больше не является текучей (фиг. 6), а также получаемый в результате пеноматериал (фиг. 7).
Фиг. 4 иллюстрирует проблему распределительного элемента предшествующего уровня техники, где ширина наружных дорожек составляет менее чем ширина других дорожек. Распределительный элемент проиллюстрирован на виде спереди, дорожки вязкой вспенивающейся жидкой смеси проиллюстрированы на виде сверху.
Фиг. 5 иллюстрирует поперечное сечение дорожек на фиг. 4 в плоскости, перпендикулярной по отношению к ламинатору, на первом (коротком) расстоянии от распределительного элемента.
Фиг. 6 иллюстрирует поперечное сечение дорожек на фиг. 4 в плоскости, перпендикулярной по отношению к ламинатору, на втором (большем) расстоянии от распределительного элемента, после того, как вязкий вспенивающийся материал вытекал в боковом направлении на ламинатор, но больше не является текучим.
Фиг. 7 иллюстрирует поперечное сечение пенопластового материала на третьем расстоянии от распределительного элемента после вспенивания слоя на фиг. 6 между двумя непрерывными ленточными системами.
Фиг. 8-11 иллюстрируют примерный распределительный элемент согласно настоящему изобретению (фиг. 8 - верхняя часть), нанесенные дорожки вязкого вспенивающегося жидкого материала на ламинаторе (фиг. 9), однородный слой, получаемый при боковом смешивании дорожек в состоянии текучей среды (фиг. 10), а также получаемый в результате пеноматериал (фиг. 11).
Фиг. 8 иллюстрирует дорожки, все из которых имеют практически одинаковую ширину (в пределах заданного допустимого интервала, составляющего например, +/-5%). Распределительный элемент проиллюстрирован на виде спереди (фиг. 8 - верхняя часть), дорожки вязкой вспенивающейся жидкой смеси (фиг. 8 - нижняя часть) проиллюстрированы на виде сверху.
Фиг. 9 иллюстрирует поперечное сечение дорожек на фиг. 8 в плоскости, перпендикулярной по отношению к ламинатору, на первом (коротком) расстоянии от распределительного элемента.
Фиг. 10 иллюстрирует поперечное сечение дорожек на фиг. 9 в плоскости, перпендикулярной по отношению к ламинатору, на втором (большем) расстоянии от распределительного элемента, после того, как дорожки в течение некоторого времени сливались в боковом направлении, сохраняя текучее состояние, таким образом, что они образовывали единый однородный жидкий слой до начала значительного вспенивания.
Фиг. 11 иллюстрирует поперечное сечение пенопластового материала на третьем расстоянии от распределительного элемента после вспенивания однородного слоя смеси на фиг. 10 между двумя непрерывными ленточными системами.
Фиг. 12 иллюстрирует изображение, получаемое в результате компьютерного моделирования динамики текучей среды (CFD), которое может использоваться в способе согласно вариантам осуществления настоящего изобретения.
Фиг. 13 иллюстрирует результаты измерений напряжения при сдвиге конкретной вязкой вспенивающейся жидкой смеси непосредственно после смешивания. Эта конкретная смесь проявляет поведение снижения вязкости при сдвиге, которое может характеризовать так называемая «степенная зависимость», в которой m=1,10 и n=0,79.
Фиг. 14 иллюстрирует уравнения для имеющей степенную зависимость текучей среды, а также несколько других моделей вязкости, которые могут использоваться в способе согласно настоящему изобретению.
Фиг. 15-17 иллюстрируют три примеры моделирования дорожки (или полоски) смеси, которую образует вязкая вспенивающаяся жидкая смесь, выходящая из конкретный отверстие, когда нанесение осуществляется на ламинатор, движущийся с первой скоростью (фиг. 15), второй скоростью (фиг. 16) и третьей скоростью (фиг. 17). Получаемая в результате дорожка на фиг. 15 является шире, чем дорожка на фиг. 16, которая, в свою очередь, является шире, чем дорожка на фиг. 17.
Фиг. 18 иллюстрирует на графике примеры фиг. 15-17. Вертикальная ось представляет эти данные по отношению к расстоянию между отверстиями, составляющему приблизительно 50 мм.
Фиг. 19 иллюстрирует в сочетании три графика, аналогичных графику на фиг. 18, для трех различных распределительных элементов, включая первый элемент, имеющий 24 отверстия, каждое из которых имеет первый диаметр, составляющий 3,7 мм, второй элемент, имеющий 48 отверстий, каждое из которых имеет второй диаметр, составляющий 2,6 мм, и третий элемент, имеющий 72 отверстия, каждое из которых имеет третий диаметр, составляющий 2,1 мм. Снова для каждой кривой при повышении реакционной способности используемой смеси линейная скорость увеличивается. Следует отметить, что данный график, таким образом, учитывает не только линейную скорость ламинатора, но также (типичную) реакционную способность смеси и (типичный) диаметр выпускного отверстия распределительного элемента. Горизонтальная линия показывает, где боковое растекание нанесенной смеси равняется расстоянию между соседними отверстиями (или щелями или трубами). Выше этой линии образуется однородный слой смеси (см. фиг. 10). Ниже этой линии образуются отдельные дорожки с зазорами (см. фиг. 6).
Фиг. 20 представляет простой график, иллюстрирующий минимальное число отверстий в расчете на метр длины распределительного элемента как функцию линейной скорости ламинатора, которую можно получить из фиг. 19 (на линии или выше линии, обозначающей «полное покрытие»). Этот график можно затем использоваться как простое правило для оценки минимального числа отверстий при любой скорости ламинатора.
Фиг. 21 иллюстрирует распределительный элемента согласно первому варианту осуществления настоящего изобретения. Внутреннее пространство (также называется в настоящем документе терминами «основная камера» или «основной канал») данного элемента сужается по направлению к его наружным концам, центральная линия внутреннего пространства является практически прямой. Геометрическая форма и размеры частей распределительного элемента (например, длины L[i], i=1-12 каждой выпускной трубы) специально выбираются способом согласно настоящему изобретению.
Фиг. 22 иллюстрирует часть распределительного элемента на фиг. 21 на увеличенном изображении поперечного сечения. Кроме того, на нем схематически проиллюстрированы примерный профиль скорости на выпуске и соответствующая «средняя скорость на выпуске» из этих отверстий.
Фиг. 23 иллюстрирует первый конкретный пример распределительного элемента согласно первому варианту осуществления настоящего изобретения, который составляют два «субэлемента» (также называется в настоящем документе термином «устройства»), в каждом из которых присутствуют 12 отверстий, следовательно, всего имеются 24 отверстия. Геометрическая форма и размеры частей распределительного элемента (например, длина каждой выпускной трубы) определяются способом согласно настоящему изобретению.
Фиг. 24 иллюстрирует второй конкретный пример распределительного элемента согласно первому варианту осуществления настоящего изобретения, который составляют два субэлемента (или устройства), в каждом из которых присутствуют 16 отверстий, следовательно, всего имеются 32 отверстия. Геометрическая форма и размеры частей распределительного элемента (например, длина каждой выпускной трубы) определяются способом согласно настоящему изобретению.
Фиг. 25 иллюстрирует третий конкретный пример распределительного элемента согласно первому варианту осуществления настоящего изобретения, который составляют три субэлемента (или устройства), в каждом из которых присутствуют 12 отверстий, следовательно, всего имеются 36 отверстий. Геометрическая форма и размеры частей распределительного элемента (например, длина каждой выпускной трубы) определяются способом согласно настоящему изобретению.
Фиг. 26 иллюстрирует четвертый конкретный пример распределительного элемента согласно первому варианту осуществления настоящего изобретения, который составляют три субэлемента (или устройства), в каждом из которых присутствуют 24 отверстия, следовательно, всего имеются 72 отверстия. Геометрическая форма и размеры частей распределительного элемента (например, длина каждой выпускной трубы) определяются способом согласно настоящему изобретению.
Фиг. 27 иллюстрирует примерный распределительный элемент согласно второму варианту осуществления настоящего изобретения. Внутреннее пространство данного элемента сужается по направлению к его наружным концам, центральная линия внутреннего пространства является изогнутой, и выпускные трубы имеют различные длины. Геометрическая форма и размеры частей распределительного элемента (например, кривизна и длина каждой выпускной трубы) определяются способом согласно настоящему изобретению.
Фиг. 28 иллюстрирует распределительный элемент согласно третьему варианту осуществления настоящего изобретения. Внутреннее пространство данного элемента сужается по направлению к его наружным концам, центральная линия внутреннего пространства является практически прямой, и выпускные трубы имеют форму удлиненных выпускных щелей, имеющих постоянную площадь поперечного сечения, представляющего собой, например, прямоугольник или прямоугольник с закругленными сторонами, но трубы имеют различные длины. Геометрическая форма и размеры частей распределительного элемента (например, длина каждой трубы) определяются способом согласно настоящему изобретению.
Фиг. 29 иллюстрирует распределительный элемент согласно четвертому варианту осуществления настоящего изобретения. Он имеет конический выпускные трубы фиксированной длины. Внутреннее пространство данного элемента сужается по направлению к его наружным концам, центральная линия внутреннего пространства является практически прямой. Геометрическая форма и размеры частей распределительного элемента (например, площадь поперечного сечения выпускных труб) определяются способом согласно настоящему изобретению.
Фиг. 30 иллюстрирует технологическую схему способа проектирования и производства распределительного элемента согласно настоящему изобретению.
Фиг. 31 представляет экранный снимок, иллюстрирующий средство моделирования, которое может использоваться согласно вариантам осуществления настоящего изобретения, а также способ учета при моделировании конкретной модели неньютоновской разжижающейся при сдвиге текучей среды и ее конкретных параметров.
Данные чертежи являются лишь схематическими и неограничительными. На чертежах размеры некоторых элементов могут быть преувеличенными и не соответствующими масштабу для иллюстративных целей.
Никакие условные обозначения в формуле изобретения не должны истолковываться как ограничивающие его объем.
На различных чертежах одинаковые условные обозначения относятся к одинаковым или аналогичным элементам.
Подробное описание иллюстративных вариантов осуществления
Далее настоящее изобретение будет описано по отношению к конкретным вариантам осуществления и со ссылкой на определенные чертежи, однако настоящее изобретение не ограничивается ими, но ограничивается только формулой изобретения. Описанные чертежи являются лишь схематическими и неограничительными. На данных чертежах размеры некоторых элементов могут преувеличиваться и не соответствовать масштабу для иллюстративных целей. Размеры и относительные размеры не соответствуют фактическим сокращениям до практики настоящего изобретения.
Термины «первый», «второй» и другие в описании и формуле изобретения используются для различия между аналогичными элементами и необязательно для описания последовательности, в том числе временной или пространственной, порядка или в каких-либо других целях. Следует понимать, что термины, которые используются для этих целей, являются взаимозаменяемыми в соответствующих обстоятельствах, и что варианты осуществления настоящего изобретения, которые описываются в настоящем документе, могут реализовываться в других последовательностях, которые не описаны и не проиллюстрированы в настоящем документе.
Кроме того, термины «верхний», «нижний» и аналогичные термины в описании и формуле изобретения используются для описательных целей и необязательно для представления относительного расположения. Следует понимать, что термины, которые используются для этих целей, являются взаимозаменяемыми в соответствующих обстоятельствах, и что варианты осуществления настоящего изобретения, которые описываются в настоящем документе, могут реализовываться в других последовательностях, которые не описаны и не проиллюстрированы в настоящем документе.
Следует отметить, что термин «включающий», используемый в формуле изобретения, не должен истолковываться как ограничивающий список перечисляемых далее предметов; он не должен исключать другие элементы или стадии. Таким образом, он должен истолковываться как определяющий присутствие перечисляемых отличительных признаков, целых чисел, стадий или компонентов, но он не ограничивает присутствие или добавление одного или нескольких других отличительных признаков, целых чисел, стадий или компонентов, или их групп. Таким образом, объем выражения «устройство, включающее средства A и B» не должен ограничиваться устройствами, состоящими только из компонентов A и B. Оно означает, что по отношению к настоящему изобретению, только A и B представляют собой соответствующие компоненты данного устройства.
Ссылки в тексте настоящего описания на «один вариант осуществления» или «вариант осуществления» означают, что конкретная отличительная особенность, структура или характеристика, описанная в связи с вариантом осуществления, включается, по меньшей мере, в один вариант осуществления настоящего изобретения. Таким образом, использование выражений «согласно одному варианту осуществления» или «согласно варианту осуществления» в различных местах текста настоящего описания не обязательно всегда означает один и тот же вариант осуществления, хотя это и возможно. Кроме того, конкретные отличительные особенности, структуры или характеристики могут сочетаться любым подходящим способом, который становится очевидным для обычного специалиста в данной области техники из описания одного или нескольких вариантов осуществления настоящего изобретения.
Аналогичным образом, следует понимать, что в описании примерных вариантов осуществления настоящего изобретения разнообразные отличительные признаки настоящего изобретения иногда сгруппированы друг с другом в одном варианте осуществления, чертеже или соответствующем описании для цели упрощения описания и содействия пониманию одного или нескольких из разнообразных аспектов настоящего изобретения. Однако данный способ описания не следует истолковывать как отражающий намерение того, что для настоящего изобретения требуется большее число отличительных признаков, чем признаки, которые определенно описываются в каждом пункте формулы изобретения. Напротив, как показывает следующая формула изобретения, аспекты настоящего изобретения заключаются не во всех отличительных признаков одного описанного выше варианта осуществления. Таким образом, формула изобретения, которая следует за его подробным описанием, определенно считается включенной в данное подробное описание, причем каждый пункт формулы изобретения является самостоятельным в качестве отдельного варианта осуществления настоящего изобретения.
Кроме того, хотя некоторые варианты осуществления, описанные в настоящем документе, включают некоторые, но не все отличительные признаки, которые включаются в другие варианты осуществления, сочетания отличительных признаков различных вариантов осуществления считаются находящимися в пределах объема настоящего изобретения и образуют различные варианты осуществления, как должны понимать специалисты в данной области техники. Например, в следующей формуле изобретения любые из заявленных вариантов осуществления могут использоваться в любом сочетании.
В описании, которое приводится в настоящем документе, изложены многочисленные конкретные подробности. Однако следует понимать, что варианты осуществления настоящего изобретения могут быть реализованы на практике без этих конкретных подробностей. В других случаях хорошо известные способы, структуры и технологии не были подробно проиллюстрированы, чтобы не усложнять понимание настоящего описания.
Скорость потока 1 л/с (литр в секунду) соответствует 1⋅10-3 м3/с.
Согласно настоящему изобретению, термины «ширина ламинатора» или «ширина панели» используются взаимозаменяемым образом.
Согласно настоящему изобретению, термины «элемент ламинатора» или «распределительный элемент» используются взаимозаменяемым образом.
Длина распределительного элемента «Lbar», как правило, составляет лишь незначительно менее чем ширина ламинатора «Wlaminator», который предназначается для использования. Более конкретно, если расстояние между параллельными осями двух соседних выпусков распределительного элемента составляет «d», и число выпусков распределительного элемента составляет «Nholes», то длина «Lbar» распределительного элемента согласно настоящему изобретению определяется в настоящем документе как Lbar=(Nholes - 1) × d, представляя собой расстояние между наружными выпусками элемента, в то время как ширина соответствующего ламинатора «Wlaminator» составляет Wlaminator=(Nholes) × d. Это гарантирует, что выпуски распределяются на равных расстояниях друг от друга по всей ширине ламинатора.
Согласно настоящему изобретению, термины «субэлемент» и «устройство» используются как синонимы.
Согласно настоящему изобретению, термин «период времени между смешиванием компонентов полиуретанового пенопласта и переходом в сметанообразную массу» представляет собой время между смешиванием реакционноспособных компонентов вязкой вспенивающейся жидкой смеси (например, многоатомного спиртового компонента и изоцианатного компонента в случае полиуретана) и началом химической реакции.
Выражение «средняя скорость на выпуске» для непостоянного профиля скорости текучей среды, протекающей через площадь поверхности, означает постоянное значение скорости, которое обеспечивает такую же скорость потока.
Когда изготавливается вспенивающаяся изоляционная панель, реакционные компоненты (например, многоатомный спирт и изоцианат, а также одна или несколько необязательных добавок) смешиваются друг с другом в так называемой смесительной головке (не проиллюстрировано на чертеже), а затем вязкая вспенивающаяся жидкая смесь должна распределяться по всей ширине панели или ламинатор. Смесительные головки являются известными в технике, и здесь отсутствует необходимость их дальнейшего обсуждения.
В прошлом это распределение по ширине панели осуществляли, используя вибрационный литьевой элемент для нанесения при относительно низкой линейной скорости (составляющей, например, менее чем 10 м/мин) и множеством смесительных головок, каждая из которых присоединяется к соответствующему литьевому элементу, (обычно их число составляет два или три) для относительно высоких линейных скоростей, составляющих, например, приблизительно 30 м/мин.
Когда линейная скорость ламинатора увеличивается, как правило, также увеличивается реакционная способность вязкой вспенивающейся смеси, и это означает, что имеющееся время для вспенивания составляет менее чем время в случае нанесения при низкой линейной скорости (в противном случае длина системы должна увеличиваться пропорционально линейной скорости), но это также означает, что вспенивание смеси будет начинаться раньше.
Большую техническую проблему представляют собой перемещение вспенивающейся реакционной смеси из одной или нескольких смесительных головок и ее равномерное распределение по ширине панели или ламинатора. Следующую проблему представляет собой также обеспечение того, чтобы распределительный элемент не засорялся чрезмерно быстро (например, оставался пригодным для использования в течение, по меньшей мере, заданного времени, например, по меньшей мере, двух часов), и чтобы дорожки/полоски реакционной смеси, нанесенный в форме индивидуальных дорожек на ламинатор, быстро соединялись друг с другом, образуя единый слой по всей ширине панели. Термин «быстро» означает, что соседние дорожки должны сливаться, пока они находятся в жидком состоянии, или, другими словами, до того момента времени, когда продукт реакции больше не является текучим.
Фиг. 4-7 иллюстрируют примерный неидеальный распределительный элемент 40 предшествующего уровня техники, получаемые в результате его применения дорожки (или полоски) t1, t2,..., t12 вязкого вспенивающегося материала, нанесенные на ламинатор 51, а также получаемый в результате пенопластовый материал 71. Эти чертежи иллюстрируют некоторые типичные проблемы, которые могут возникать в системах предшествующего уровня техники, если они не являются оптимально спроектированными для данной производственной линии.
Фиг. 4 иллюстрирует распределительный элемент 40, подвешенный над движущимся ламинатором 51 (см. фиг. 5-7). Распределительный элемент 40 в данном примере имеет двенадцать выпускных труб p1, p2,... p12, из который восемь труб проиллюстрированы на чертеже. Вязкая вспенивающаяся текучая смесь, например, содержащая полиуретан (PU) смесь поступает во впуск (не проиллюстрировано на чертеже) в середине распределительного элемента 40 при подходящей скорости потока.
В технике известны способы, позволяющие вычислять эту скорость потока как функцию размеров изготавливаемой вспененной панели, скорости ламинатора, желательной плотности, коэффициента переполнения и других факторов, и, следовательно, здесь отсутствует необходимость более подробного описания этой скорости, но она рассматривается как заданное значение Qtotal, выраженное в м3/с.
Вязкая вспенивающаяся текучая смесь, которая вводится во впуск распределительного элемента 40, затем протекает через внутренний канал (такой как канал на фиг. 22) распределительного элемента 40 и выходит через одну из выпускных труб p1-p12 для нанесения на ламинатор 51. В идеальном случае каждая выпускная труба p1, p2,... p12 обеспечивает одинаковую долю (q[i], i=l-12) полной скорости потока (Qtotal) и наносит на ламинатор 51 одинаковые жидкие дорожки, имеющие одинаковую ширину и одинаковую высоту. Однако на практике это условие не всегда обеспечивается, и, например, скорость потока из наружных выпускных труб p1 и p12 обычно составляет менее чем скорость потока из других выпускных трубы p2-p11. Чистый результат заключается в том, что наружные дорожки t1, t12 материала вязкой вспенивающейся смеси, которые наносятся на ламинатор 51, имеют меньшую ширину, чем другие дорожки. Это оказывается особенно заметным при относительно высоких скоростях ламинатора, потому что при повышении скорости ламинатора увеличивается также и реакционная способность вязкой жидкой смеси.
Фиг. 5 иллюстрирует поперечное сечение дорожек t1-t12, нанесенных на ламинатор 51, в плоскости, перпендикулярной по отношению к ламинатору 51 и параллельной по отношению к распределительному элементу 40, через короткое время после нанесения на ламинатор 51, т. е., как видно, на относительно небольшом расстоянии от распределительного элемента, составляющем, например, 10 см. Если вязкая вспенивающаяся смесь все же сохраняет достаточную текучесть, то эта смесь будет затем распространяться (по меньшей мере, в некоторой степени) на боковые дорожки (как показано стрелками) и будет (по меньшей мере, частично) заполнять зазор на наружных дорожках t1 и t12, а также зазоры между дорожками. Однако если вязкая вспенивающаяся смесь не является достаточно текучей, или если расстояние между выпускными трубами является чрезмерно большим (для данной производственной линии), то слияние не происходит, и может получаться такое изображение поперечного сечения, как проиллюстрировано на фиг. 6, и в результате этого зазоры и/или щели будут оставаться снаружи наружных дорожек t1, t12 и между дорожками t1-t12. Это происходит, в частности, в случае относительно линий, включающих ламинаторы, имеющие высокие скорости, составляющие, например, более чем 30 м/мин или более чем 50 м/мин, потому что в случае этих линий, как правило, используется смесь, которая имеет повышенную реакционную способность, и для которой нанесенные дорожки расширяются в меньшей степени в боковом направлении.
Фиг. 7 иллюстрирует получаемый в результате пенопластовый слой 71 после расширения индивидуальных дорожек на фиг. 6. Хотя все пространство между нижним ламинатором 51 и верхней ленточной системой 72, как правило, оказывается полностью занятым (в предположении нанесения смесительной головкой при правильной скорости потока), в результате получается неидеальный пенопласт, имеющий например, неоднородную плотность, особенно в наружных областях, а также имеющий линии стыка или плоскости стыка, где индивидуальные расширенные дорожки, проиллюстрированные на фиг. 6, будут механически соприкасаться после расширения, но не будут образовывать единый слой, потому что слияние множества индивидуальных дорожек на фиг. 6 не происходит в текучем состоянии. Линии стыка могут становиться заметными, когда получаемый в результате слой 70 разрезается, и в результате этих линий происходит уменьшение предела текучести, которое, однако, может оставаться приемлемым для некоторых приложений, таких как изоляционные панели, не имеющие способности выдерживать нагрузки. Хотя эта проблема представлена здесь только для наружных дорожек t1 и t12, на практике такие проблемы также возникают и для других дорожек t2-t11, но, как правило, они являются менее выраженными.
Следует отметить, что интуитивно специалист в данной области техники, пытаясь решить проблемы наружных дорожек t1, t12, которые проиллюстрированы на фиг. 6, может склоняться к увеличению диаметров отверстий наружных выпускных труб p1, p12, но опыт показал, что это не приводит к хорошему решению, потому что увеличение вышеупомянутых диаметров воздействует на все распределение потока, а не только на увеличение скорость потока через наружные выпускные трубы. Это представляет собой пример того, почему «метод проб и ошибок» не может приводить к оптимальному решению для данной производственной линии.
Фиг. 8 иллюстрирует распределительный элемент 80 согласно вариантам осуществления настоящего изобретения, и фиг. 9-11 иллюстрируют, что может обеспечивать этот распределительный элемент в процессе использования. Кроме того, посредством использования способ проектирования и производства в соответствии с вариантами осуществления настоящего изобретения, как описано выше, можно гарантировать, что дорожки t1-t12, проиллюстрированные на фиг. 8 (нижняя часть) на виде сверху на и фиг. 9 в поперечном сечении, могут наноситься на ламинатор 91 таким образом, что эти дорожки t1-t12 будут затем сливаться в единый практически однородный жидкий слой 101 (фиг. 10), проходящий по всей ширине ламинатора Wpanel, до того, как жидкая смесь теряет свою подвижность (или текучесть). Как можно видеть, устраняются все основные артефакты, которые обсуждаются по отношению к фиг. 4-7, в частности, зазоры между дорожками, и они исчезают снаружи наружных дорожек t1 и t12, никакие линии стыка больше не присутствуют, и плотность пенопластового слоя 111 является практически однородной.
Хотя намерения или цели получения «однородного жидкого слоя» уже выражались в документах предшествующего уровня техники, в них отсутствовало подробное описание способа возможного достижения этой цели, а также, по-видимому, отсутствовало полное понимание или признание всех соответствующих проблем или отношений. В частности, в документах предшествующего уровня техники, по-видимому, отсутствовало, например, упоминание проблем, связанных с ограниченным расширением боковых дорожек, и/или с соотношением между увеличением скорости ламинатора и реакционной способности вязкой вспенивающейся жидкой смеси, с одной стороны, и минимальным числом отверстий, с другой стороны. Это приводит к тому, что нахождение решения, в котором учитываются все эти эффекты, оказывается практически невыполнимой задачей, которая действительно возникает, когда скорость ламинатора увеличивается и составляет, например, более чем 30 м/мин, или более чем 35 м/мин, в частности, более чем 40 м/мин, и более, например, более чем 50 м/мин. Термин «смесь, имеющая повышенную реакционную способность» означает, что в случае таких смесей уменьшается период времени между смешиванием компонентов полиуретанового пенопласта и переходом в сметанообразную массу. Для решения этой задачи требуется системный подход.
Способ проектирования и производства согласно вариантам осуществления настоящего изобретения
Хотя известны распределительные элементы предшествующего уровня техники, имеющие множество выпускных труб, где эти выпускные трубы имеют постоянный внутренний диаметр, но различаются по длине, из документов предшествующего уровня техники точно не известно, каким образом должны выбираться эти длины выпускных труб для данной производственной линии, например, для данной ширины панели, скорости потока, скорости ламинатора и конкретной вязкой вспенивающейся жидкой смеси (например, конкретная смесь на основе полиуретана PUR или смесь на основе полиизоцианурата PIR), например, по отношению к ее химической реакционной способности и к ее вязкостному поведению. Считая, что распределительные элементы, в частности, элементы, предназначенные для использования с высокоскоростными ламинаторами, содержат, по меньшей мере, двенадцать выпускных труб, например, по меньшей мере, шестнадцать, например, по меньшей мере, двадцать, например, по меньшей мере, двадцать четыре или еще больше выпускных труб, это означает, что требуется определять, по меньшей мере, двенадцать значений длины. Таким образом, соответствующая задача, с которой столкнулись авторы настоящего изобретения, может быть сформулирована как (по меньшей мере) 12-мерная оптимизационная задача.
Подход, который использовали авторы настоящего изобретения для вычисления размеров распределительного элемента согласно настоящему изобретению, может быть приближенно описан следующим образом:
1) Выбор геометрической формы для распределительного элемента и определение множества параметров, которые в полной мере характеризуют размер и форму распределительного элемента. Например, согласно первому варианту осуществления (см. ниже), предлагается возможное множество параметров: Ddev, α, W, Ndev, Nholes, Dhole, L[Nholes], где L[Nholes] представляет собой множество из 12 значений длин 12 выпускных труб, следовательно, требуется определять 6+12=18 значений.
2) Выбор или вычисление или оценка некоторых из этих параметров (но не множества длин) на основании экспериментов и/или опыта. Один пример представляет собой выбор значения для соотношения «α⋅Ddev» в качестве внутреннего диаметра сужающегося внутреннего пространства у наружных концов и значения «Ddev» в качестве внутреннего диаметра в центре распределительного элемента, например, выбор α=0,75. Еще один пример представляет собой оценка подходящего числа выпускных труб «Nholes», которые гарантируют полное покрытие на ламинаторе.
Помимо чисто геометрических параметров, авторы настоящего изобретения нашли полезным введение еще одного параметра, а именно средней продолжительности пребывания вязкой смеси внутри элемента ламинатора, поскольку это может способствовать выбору подходящих значений, представляющих собой, например, внутренний диаметр внутреннего пространства 5, или, в том случае, где внутреннее пространство имеет некруглое поперечное сечение, например, расстояние между противоположными сторонами квадратного или шестиугольного или восьмиугольного или многоугольного поперечного сечения.
3) Нахождение аналитического выражения, содержащего только два параметра (например, параметры k и a) для вычисления параметра, который оказывается различным для каждой из выпускных труб (в примере, приведенном выше, это длины выпускных труб L[i], где i составляет от 1 до Nholes). Таким образом, двенадцатимерная задача (или шестнадцатимерная или двадцатимерная задача) может быть приведена к двумерной задаче, которая может быть решена.
4) Вычисление или оценка исходного множества из этих двух параметров (k0, a0) и последующее вычисление множество, например, двенадцати значений длины выпускных труб L[i] (i=1-12) с использование аналитического выражения, полученного на стадии 3. Вместе со значениями, которые вычисляются или оцениваются выше, это полностью определяет первое предложение геометрии (например, формы и размеров) элемента ламинатора.
5) Осуществление компьютерного моделирования динамики текучей среды для моделирования поведения смеси в первом предлагаемом элементе ламинатора. Оказывается очень важным использование поведения неньютоновской разжижающейся при сдвиге текучей среды для вязкой вспенивающейся текучей смеси. Моделирование затем используется для определения выпускных скоростей v[Nholes] жидкой смеси, выходящей из каждой из выпускных труб (или, точнее, средней выпускной скорости моделируемого профиля скорости, потому что скорость не является постоянной). Необязательно или дополнительно, моделирование также используется для определения средней продолжительности пребывания «tdev» вязкой вспенивающейся текучей смеси в распределительном элементе.
6) Затем подтверждается, что моделируемые средние выпускные скорости «Vhole» выбранной ранее геометрии удовлетворяет заданным критериям, которые, согласно настоящему изобретению, заключаются в том, что средняя скорость на выпуске текучей среды должна быть практически постоянной в пределах заданного допуска, составляющего, например, +/- 5%, и должна находиться в пределах заданного интервала (например, в интервале от 2,5 до 3,5 м/с). Необязательно или дополнительно, может также потребоваться средняя продолжительность пребывания «Tres», которая составляет менее чем заданное значение (составляющее, например, 150 мс или 80 мс или другое подходящей значение), и если какое-либо или оба из этих условий не выполняются, то стадии (2)-(6) могут повторяться.
Когда определяются параметры, не представляющие собой длины труб (в данном примере), стадии (4)-(6) могут повторяться, но вместо использования исходных значений (k0, a0), которые первоначально вычисляются или оцениваются, эти параметры теперь изменяются в пределах интервала, составляющего, например, +/-15%), например, с шагом 5%, производя в результате 7 × 7-1=48 дополнительных модельных экспериментов, или с шагом 3%, производя в результате 11 × 11-1=120 дополнительных модельных экспериментов, и геометрическая форма, обеспечивающая «наилучшие результаты», затем выбирается как «оптимальное» решение, и в результате этого «наилучшее решение» может определяться, например, как решение, обеспечивающее наименьшую изменчивость средней выпускной скорости. Отмечается, что существует множество решений, и что, по существу, все геометрические формы, которыми удовлетворяется заданный критерий (средняя скорость и/или продолжительность пребывания), представляют собой «хорошие решения», и оказываются возможными другие критерии, чтобы выбирать одно из них как «наилучшее».
Фиг. 12 иллюстрирует результаты моделирования с использованием компьютерного анализа динамики текучей среды с помощью программы «Ansys-CFX» (версия 15.0), которую поставляет компания Ansys Inc. Следует отметить, что в прошлом авторы настоящего изобретения использовали такой же подход, но вместо использования поведения неньютоновской разжижающейся при сдвиге текучей среды они предполагали (или принимали как не требующее доказательства), что содержащая полиуретан жидкая смесь ведет себя как ньютоновская вязкая жидкость (в течение, по меньшей мере, короткого времени после смешивания, проходя через распределительный элемент), причем данное поведение характеризует простое значение вязкости. Основная проблема физических прототипов, созданных на основании этих модельных экспериментов, заключалась в том, что измерения в реальных условиях не обеспечивали хорошего соответствия экспериментам компьютерного моделирования. В частности, наблюдалось, что в результате проектирования распределительного элемента на основании модельных экспериментов, принимающих ньютоновскую модель для вязкой вспенивающейся жидкой смеси, получались дорожки меньшей ширины, и, следовательно, материал в меньшем количестве присутствовал на концах распределительного элемента. Следовательно, простое использование компьютерного анализа динамики текучей среды не привело к удовлетворительным результатам.
После множества прототипов авторы настоящего изобретения пришли к идее дополнительного исследования поведения вязкой вспенивающейся жидкой смеси. Хотя эта задача может оказаться относительно легкой для невспенивающейся текучей среды, она определенно не является легкой для полиуретановой смеси, потому что: (i) смешиваемые компоненты и смесительные устройства отсутствуют в лаборатории, но присутствуют на заводе; (ii) полиуретан проявляет склонность к прилипанию к измерительному оборудованию; (iii) измерения не должны осуществляться чрезмерно быстро, потому что полиуретан образует смесь, которая имеет высокую реакционную способность, и ее вспенивание начинается в течение приблизительно 10 секунд, и кратность объемного расширения составляет приблизительно 100; (iv) добавление замедлителей воздействует на измерение, и, таким образом, они не должны добавляться; (v) после каждого измерения требуется тщательная очистка оборудования для удаления любых остатков смеси или вспененного полиуретана. В конце описания приводятся дополнительные подробности в отношении измерений вязкости, которые были использованы, но, разумеется, настоящее изобретение не ограничивается этим, и могут также использоваться другие способы для определения параметров.
Фиг. 13 иллюстрирует результаты измерений. Данный график показывает, что полиуретановая вязкая жидкая смесь не ведет себя как ньютоновская текучая среда, но проявляет незначительное «снижение вязкости при сдвиге». Этот результат оказался весьма неожиданным, потому что, хотя было очевидным, что поведение полиуретановой смеси должно значительно изменяться с течением времени, когда начинается реакция вспенивания, всегда считалось не требующим доказательств, что жидкая смесь, по меньшей мере, в течение периода непосредственно после смешивания компонентов (например, в течение 1,0 секунды), ведет себя как ньютоновская текучая среда. После этого нового неожиданного открытия эксперименты по компьютерному моделированию повторяли, но учитывая на этот раз поведение «снижения вязкости при сдвиге». В частности, была использована модель Оствальда - де Виля со значениями m=1,10 и n=0,79 (которые получаются в исследовании, представленном на фиг. 13). Были построены и оценены новые прототипы, и на этот раз результаты продемонстрировали очень хорошее соответствие модельным экспериментам, и больше не наблюдались никакие существенные различия ширины дорожек.
Следует отметить, что в измерениях, проиллюстрированных на фиг. 13, текучую среду характеризовала так называемая «формула степенной зависимости», приведенная на фиг. 14, и найденные параметры m и n конкретной используемой полиуретановой смеси составляли приблизительно 1,10 и приблизительно 0,79, соответственно, но, разумеется, настоящее изобретение не ограничивается вариантами осуществления, в которых используются только жидкие смеси, имеющие эти значения. Кроме того, «степенная зависимость» не представляет собой единственно возможный способ, характеризующий неньютоновские вязкие вспенивающиеся жидкие смеси, и может также использоваться другие зависимости, такие как, например, модели Кросса, Карро - Яшида и Гершеля - Балкли, формулы которых также проиллюстрированы на фиг. 14. По существу, предусматривается, что может использоваться любая зависимость или формула, согласно которой вязкая вспенивающаяся текучая смесь характеризуется как неньютоновская разжижающаяся при сдвиге текучая среда, и могут получаться хорошие результаты, которые обеспечивают, например, формулы Бингама, Берда - Карро и Кассона.
Введение воздуха
Воздух часто вводится в смесь, чтобы способствовать нуклеации пены, когда она находится на ламинаторе. Введение воздуха модифицирует исходную вязкость. Модель степенной зависимости может быть модифицирована, как описывается в статье M. D. Bessette и D.W. Sundstrom, «Реология модельных полиуретанов», Polymer Process Engineering (Технология производства полимеров), 1985 г., т. 3. №№ 1 и 2, с. 25-35, чтобы учитывалось введение воздуха:
μ=mγ'n-1,
m=m0/(1-1,16⋅φ0,424),
n=n0-0,59⋅φ),
где φ представляет собой объемную долю вводимого воздуха, m0 и n0 представляют собой параметры степенной зависимости без введения воздуха и получаются в результате измерений вязкости. Модификация модели вязкости таким путем способствовала улучшению распределения потока у последнего отверстия.
Эксперименты
Хотя приведенная выше информация должна быть достаточной для специалиста в данной области техники в целях получения решений, предлагаемых настоящим изобретением, некоторые аспекты будут разъяснены более подробно. Прежде всего, в отношении фиг. 15-20, следует разъяснить, каким образом подходящее значение для числа выпускных труб «Nholes» может быть выбрано для данной производственной линии (ширины панели, скорости потока, скорости ламинатора, конкретной вспенивающейся смеси), для которой предназначается использование элемента ламинатора.
Фиг. 15, фиг. 16 и фиг. 17 иллюстрируют примеры одной выпускной трубы, имеющей конкретный диаметр отверстия «Dhole», из которой наносится дорожка (или полоска) вязкой вспенивающейся жидкой смеси на ламинатор, движущийся со скоростью v, составляющей приблизительно 22 м/мин, 32 м/мин и 42 м/мин, соответственно. В этих примерах скорость потока жидкости оставалась постоянной (в результате этого получались пенопанели уменьшенной толщины). Как можно видеть, ширина w1, w2, w3 нанесенной дорожки вязкой вспенивающейся смеси уменьшается, когда увеличивается скорость ламинатора. Полная выпускная скорость потока (Qtotal) для конструкции из 24 отверстий в этих примерах составляла 0,045 м3/мин. Диаметр отверстия составлял 3,7 мм, и в результате этого средняя скорость на выпуске (вязкой вспенивающейся жидкости из распределительного элемента) составляла 3,0 м/с. Увеличение скорости ламинатора при одинаковой полной скорости выпуска (т. е. скорости потока) представляет собой эквивалент изготовления плит уменьшенной толщины. Таким образом, в результате уменьшения толщины плит и повышения скорости будет уменьшаться ширина дорожек. Таким образом, чтобы получать однородную смесь (слияние дорожек) при повышенных скоростях, требуется меньшее расстояние между отверстиями и, таким образом, увеличение числа отверстий. В этих модельных экспериментах предполагалась равная реакционная способность, но, как правило, реакционная способность увеличивается (делая задачу более сложной) при увеличении линейной скорости, потому что сокращается время движения между смесительной головкой и конвейером.
На практике это означает, что боковое распространение смеси уменьшается при увеличении линейной скорости за счет двух факторов, таких как линейная скорость и реакционная способность. Это соотношение, по-видимому, не учитывалось в документах предшествующего уровня техники. Однако оно имеет большое значение, потому что нанесенные дорожки (как проиллюстрировано на фиг. 9) должны сливаться, пока они еще находятся в жидком и подвижном (или текучем) состоянии, чтобы получался единый однородный слой смеси, представленный на фиг. 10.
Фиг. 18 иллюстрирует примерный эксперимент с конкретной скоростью потока и конкретным диаметром выпускного отверстия. Как можно видеть, для скорости ламинатора v, составляющей приблизительно 22 м/мин, ширина дорожки составляла приблизительно 6 см, для скорости v=32 м/мин ширина w составляла 4 см, для скорости v=43 м/мин ширина w составляла 3 см, и для скорости v=64 м/мин ширина w составляла 2 см. Это означает, что в данном конкретном примере, если выпускные трубы располагаются на расстоянии, составляющем приблизительно 5,8 см, дорожки смеси на ламинаторе будут сливаться при скорости ламинатора, составляющей менее чем приблизительно 23 м/мин (часть кривой выше «критической линии»), и в результате этого сливается жидкий слой на фиг. 10, а затем получается однородный вспененный слой на фиг. 11. С другой стороны, при скорости ламинатора, составляющей более чем приблизительно 23 м/мин (часть кривой ниже критической линии) нанесенные дорожки смеси на ламинаторе не будут сливаться, и в действительности между дорожками будут оставаться зазоры, как проиллюстрировано на фиг. 6, и, в конечном результате, получится такой пенопласт, как проиллюстрировано на фиг. 7, что является нежелательным.
Следовательно, если заданы ширина панели и скорость потока, максимальное расстояние dmax между выпускными трубами может быть определено с использованием кривых, таких как кривая на фиг. 18. Оказывается предпочтительным выбор четного числа выпускных труб, равномерно распределенных вдоль распределительного элемента, т. е. находящихся на одинаковом расстоянии друг от друга. Следовательно, в примере на фиг. 18 число выпускных труб должно быть выбрано таким образом, чтобы в результате этого расстояние между выпускными трубами составляло менее чем 5,8 см.
Фиг. 19 иллюстрирует графики, аналогичные графику на фиг. 18. Здесь проиллюстрирована ситуация для трех распределительных элементов, включая первый распределительный элемент (ромбы), имеющий 24 выпускные трубы, второй распределительный элемент (квадраты), имеющий 48 выпускных труб, и третий распределительный элемент (треугольники), имеющий 72 выпускные трубы. Как можно видеть, чтобы получалось полное покрытие, максимальная скорость ламинатора, когда используется первый распределительный элемент, имеющий 24 выпускных отверстия, составляет приблизительно 8 м/мин; максимальная скорость ламинатора, когда используется второй распределительный элемент, имеющий 48 выпускных отверстий, составляет приблизительно 32 м/мин; и максимальная скорость ламинатора, когда используется третий распределительный элемент, имеющий 72 выпускных отверстия, составляет приблизительно 72 м/мин.
Фиг. 20 графически представляет это минимальное число выпускных отверстий (получаемое из фиг. 19) как функцию линейной скорости ламинатора. Важно понимать, что на данном график учитывается не только линейная скорость ламинатора, но также (типичная) реакционная способность смеси и (типичные) диаметры выпускных отверстий распределительного элемента. Несмотря на свою простоту, данный график значительно уменьшает сложность многомерной задачи, потому что он позволяет «вводить» в параметр Nholes такие аспекты, как «линейная скорость ламинатора» и «реакционная способность вязкой вспенивающейся смеси». Не следует недооценивать преимущества этого подхода.
По существу, оказалось также, что значение Nholes представляет собой «ключ» к преобразованию задачи в отношении производственной линии (с такими требованиями, как полная скорость потока, ширина ламинатора, скорость ламинатора, реакционная способность и вязкость смеси) в задачу в отношении распределительного элемента (с данным числом выпусков и с такими требованиями, как полная скорость потока, длина элемента и вязкость смеси).
Другими словами, параметр «Nholes» (представляющий собой переменную в пространстве задачи производственной линии, но заданный в пространстве задачи распределительного элемента) позволяет составлять проект распределительного элемента без обращения к линейной скорости и/или реакционной способности смеси.
Следует отметить, что при заданной длине распределительного элемента число отверстий «Nholes» связано с расстоянием между соседними выпусками, следовательно, все, что утверждается выше для параметра «Nholes», выполняется также и для параметра «d», который может, таким образом, также рассматриваться как «ключ» к преобразованию задачи из «производственной линии» в «распределительный элемент».
Как только данный график становится известным, он может затем использоваться (как своего рода «практическое правило») для оценки минимального числа выпускных труб, которые требуются для любой заданной линейной скорости ламинатора и любой соответствующей реакционной способности. Например, если выбирается целевая скорость, составляющая 20 м/мин, то следует выбирать, по меньшей мере, приблизительно 36 выпускных отверстий, чтобы получился однородный слитый слой на фиг. 10 и пенопласт на фиг. 11. Как правило, не считается целесообразным выбирать значительно большее число выпускных отверстий (например, превышающее более чем на 4), чем данное минимальное число, потому что это обычно приводит к решению, предусматривающему незначительное увеличение средней продолжительности пребывания смеси в распределительном элементе, и, следовательно, в результате этого незначительно увеличится риск засорения, или другими словами, незначительно увеличится время простоя.
Следует отметить, что, хотя на фиг. 19 проиллюстрирован распределительный элемент «a», имеющий 72 отверстия для распределения полной скорость потока Qtotal (подразумевается), на практике это могут реализовывать, например, три индивидуальных, но работающих совместно распределительных элемента (далее называются в настоящем документе терминами «субэлементы» или «устройства»), из которых каждый покрывает одну треть ширины панели, и каждый имеет скорость потока, составляющую одну треть Qtotal. Предпочтительно в этом случае три смесительные головки также используются для сохранения на минимальном уровне расстояния и, следовательно, времени движения между смесительной головкой и каждым из ламинаторов элемента ламинатора. Однако согласно настоящему изобретению, сочетание двух или более таких индивидуальных распределительных элементов, работающих совместно на одном ламинаторе, рассматривается как единый распределительный элемент.
Четыре варианта осуществления
Хотя предлагаются распределительные элементы четырех различных типов согласно вариантам осуществления настоящего изобретения, настоящее изобретение не ограничивается ими, и также предусматриваются другие варианты осуществления. Эти четыре типа будут далее описаны более подробно вместе с руководствами и/или аналитическими формулами для вычисления или оценки исходного множества параметров. Кроме того, для каждого прототипа будет приведено параметризованное аналитическое выражение в целях вычисления переменного параметра выпускных труб, который представляют собой «длина» в первых трех вариантах осуществления и «площадь» в четвертом варианте осуществления. Все эти типы могут быть спроектированы и изготовлены с использованием одного и того же способа (не считая некоторых незначительных различий), и их общая отличительная особенность заключается в том, что они представляют собой физический распределительный элемент, который в процессе работы, когда вязкая вспенивающаяся жидкая смесь поступает в его впуск при заданной скорости потока, будет обеспечивать множество частичных потоков, из которых каждый имеет практически постоянную скорость на выпуске в пределах заданного допуска (составляющего, например, +/- 5%) и в пределах заданного интервала (составляющего, например, от 2,5 до 3,5 м/с), а также, необязательно или дополнительно, средняя продолжительность пребывания смеси внутри распределительного элемента составляет менее чем заданный значение (например, менее чем 150 мс, или менее чем 80 мс, или любое другое подходящий значение).
Следовательно, различные варианты осуществления настоящего изобретения решают общую задачу и предлагают решение, которое обеспечивает преимущества, упомянутые выше, в частности:
* как утверждается в пространстве задач распределительного элемента: создание N частичных потоков, имеющих практически постоянную выпускную скорость в пределах допуска +/- 5% (или менее), а также, необязательно или дополнительно, уменьшение засорения;
* как утверждается в пространстве задач производственной линии: создание полного покрытия (без зазоров) и однородного пенопластового материала (без линий стыка), а также, необязательно или дополнительно, уменьшение засорения распределительного элемента.
Первый вариант осуществления
Фиг. 21-26 иллюстрируют несколько примерных распределительных элементов согласно первому варианту осуществления настоящему изобретению, которые предназначаются для конкретных производственных линий.
Геометрическая форма распределительного элемента 210, 230, 240, 250, 260 согласно первому варианту осуществления выбирается таким образом, что имеется внутреннее пространство 5 (или «основной канал») с практически прямой центральной линией 6 (в своем продольном направлении). Внутреннее пространство 5 распределительного элемента сужается по направлению к его наружным концам (исключая выпускные трубы, которые имеют постоянный внутренний диаметр Dhole), и в результате этого внутренний диаметр уменьшается (например, линейно) от первого значения Ddev вблизи впуска до второго значения α⋅Ddev у наружных концов (слева и справа на фиг. 22), где α представляет собой постоянное значение, выбранное в интервале от 0,50 до 0,95, предпочтительно в интервале от 0,60 до 0,95, предпочтительнее в интервале от 0,75 до 0,80. Основная причина уменьшения Ddev до α⋅Ddev заключается в том, чтобы уменьшалась продолжительность пребывания, и сохранялась минимальная скорость в целях предотвращения засорения. Здесь должен обеспечиваться баланс, что делает более затруднительным равномерное распределение потока. Хороший баланс обеспечивают значения в интервалах, которые упоминаются выше.
Распределительный элемент также имеет центральный впуск 2 для приема вязкой вспенивающейся текучей смеси из смесительного оборудования (не проиллюстрировано на чертеже), и он имеет четное число Nholes выпускных труб, отделенных друг от друга равными расстояниями d. Выпускные трубы имеют постоянный внутренний диаметр Dhole, который является одинаковым для всех выпускных труб, и выпускные трубы располагаются параллельно друг другу, а их центральные оси проходят перпендикулярно по отношению к центральной оси основного канала.
Если внутренний объем 5 (см. фиг. 22) имел бы постоянный диаметр, то средняя скорость текучей среды, которая перемещается к наружным концам, уменьшалась бы от центра элемента к его наружным концам, и, следовательно, средняя продолжительность пребывания также увеличивалась бы, и при этом усиливалось бы засорение распределительного элемента. Когда выбирается элемент, имеющий сужающееся внутреннее пространство 5, это уменьшение скорости несколько сокращается, внутренний объем уменьшается, средняя продолжительность пребывания уменьшается, и уменьшается засорение.
Предпочтительно внутренний диаметр уменьшается линейно от значения Ddev в центре до значения α⋅Ddev у наружных концов, потому что это легко моделировать и изготавливать, но это не представляет собой абсолютное требование для достижения полезных эффектов настоящего изобретения, и могут также использоваться другие функции, обеспечивающие плавный переход, например, площадь поперечного сечения внутреннего пространства 5 может изменяться линейно от π⋅Ddev2/4 в центре до α⋅π⋅Ddev2/4 у наружных концов.
Распределительные элементы согласно первому варианту осуществления может тогда представлять следующее множество параметров (см. фиг. 21 и фиг. 22):
Nholes означает полное число отверстий (выпускных труб) в распределительном элементе (как обсуждается выше, значение «Nholes» рассматривается как «переменное» или «заданное», в зависимости от пространство задач),
Ndev означает число устройств (или «совместно работающих субэлементов»), которые совместно образуют распределительный элемент,
Ddev означает внутренний диаметр основной камеры 5 на впуске устройства (т. е. сужающегося внутреннего объема 5, исключая выпускные трубы),
α⋅Ddev означает внутренний диаметр основной камеры устройства (т. е. сужающегося внутреннего объема, исключая выпускные трубы) у его наружных концов,
Dhole означает внутренний диаметр выпускных отверстий (выпускных труб),
α означает соотношение внутреннего диаметра основной камеры у ее наружных концов и внутреннего диаметра в центральном положении,
W означает расстояние между центрами половины числа выпускных труб одного устройства,
L[1], L[2],..., L[Nholes] означают длины выпускных труб,
причем данные параметры должны быть определены, например, оптимизированы для конкретной производственной линии/распределительного элемента.
Сама производственная линия может быть охарактеризована следующим множеством параметров:
Qtotal означает полную скорость потока через распределительный элемент (или через все «устройства», если присутствует множество «совместно работающих субэлементов»),
Wpanel означает полную ширину панели, изготавливаемой из конкретной вязкой вспенивающейся жидкой смеси, например, PUR или PIR, имеющей конкретную реакционную способность и конкретное вязкостное поведение,
Vline означает линейную скорость ламинатора на производственной линии.
Следует отметить, что число смесительных головок не считается заданным, но предполагается, что оно равно числу «устройств» распределительного элемента, причем данное число должно быть определено в рамках данного способа.
Подробное описание возможного подхода
Возможный подход к определению параметров распределительного элемента заключается в следующем:
a) Предполагается, что заданы параметры производственной линии, в частности, например, ширина панели Wpanel, скорость потока Qtotal, линейная скорость Vline, а также конкретная вязкая вспенивающаяся жидкая смесь.
b) Оценивается подходящее четное число Nholes выпускных труб с учетом реакционной способности смеси для данной конкретной линейной скорости, например, на основании экспериментальных данных, таких как данные на фиг. 20, и выбирается подходящее число устройств Ndev. Если число выпускных отверстий составляет более чем, например, 24, распределительный элемент может разделяться на множество устройств. Если это необходимо, оценочное число выпускных труб может несколько увеличиваться таким образом, что каждое устройство имеет одинаковое (и четное) число выпускных труб. Число выпускных труб в расчете на устройство предпочтительно выбирается в интервале от 12 до 24. При увеличении числа устройств (в предположении, что каждое из них имеет свою собственную смесительную головку) уменьшается средняя продолжительность пребывания вязкой вспенивающейся жидкой смеси в каждом устройстве и, следовательно, риск засорения.
Как разъясняется выше, как только выбирается число выпусков, оставшаяся задача, которая должна быть решена, заключается в следующем: для данной геометрической формы (или математической модели) распределительного элемента (например, распределительного элемента, проиллюстрированного на фиг. 21), для данной скорости входящего потока «Qtotal», для данной длины «Lbar» и для данной вязкой вспенивающейся смеси определить значения переменных математической модели (в данном примере: Ddev, α, Dhole, W, L[1]-L[12]), таким образом, что скорость парциальных потоков, которые выходят из каждого из выпускных отверстий, будет практически постоянной в пределах заданного допустимого интервала, составляющего не более чем +/- 5%, когда данный распределительный элемент физически реализуется, и вышеупомянутая смесь вводится при вышеупомянутой скорости потока Qtotal.
c) Выбирается подходящая модель неньютоновской разжижающейся при сдвиге текучей среды для смеси, например, «степенная зависимость» (см. фиг. 14), и определяются (например, измеряются) вязкостные параметры выбранной модели для данной конкретной смеси. Например, для смеси, обсуждаемой по отношению к примеру на фиг. 13, значения, получаемые посредством измерения, представляли собой m=1,10 и n=0,79.
d) Выбирается подходящее значение для соотношения α, которое составляет, например, 0,75 или 0,80. Было экспериментально обнаружено, что значения α, которые составляют приблизительно 0,75 или приблизительно 0,80, обеспечивают хороший баланс. Для значений α, которые составляют более чем например, 0,90, длина всех выпускных труб, уменьшается, но средняя продолжительность пребывания смеси внутри распределительного элемента (или устройств) увеличивается, что увеличивает риск засорения, что является нежелательным. Для значений, которые составляют менее чем, например, 0,65, длина всех выпускных труб увеличивается таким образом, что увеличивается расстояние между ламинатором и распределительным элементом, что приводит к увеличению риска разбрызгивания и внедрения воздушных пузырьков, что также является нежелательным.
e) Вычисляется значение W согласно следующей формуле, которая представляет собой эквивалент выражения того, что выпускные трубы должны распределяться на равных расстояниях друг от друга на протяжении ширины панели:
W=[Wpanel/2Ndev] × [Nholes - 2Ndev/Nholes] [1]
f) Выбирается значение для Ddev, и вычисляется соответствующий оценочное значение для продолжительности пребывания tdev согласно следующей формуле:
tdev=[π⋅Ddev2⋅Wpanel/Ndev(1+α+α2)]/[12⋅Qtotal/Ndev] [2]
таким образом, что средняя продолжительность пребывания составляет менее чем 150 мс для относительно низкой линейной скорости или относительно низкой скорости потока (например, для линейной скорость в интервале от 10 м/мин до 30 м/мин или полной скорости потока в интервале от 0,20 л/с до 0,60 л/с) и менее чем 80 мс для относительно высокой линейной скорости (составляющей, например, от 30 м/мин до 100 м/мин) или относительно высокой полной скорости потока (составляющей более чем 0,60 л/с).
Авторы настоящего изобретения неожиданно обнаружили, что для относительно высокой линейной скорости или относительно высокой скорости поток уменьшение средней продолжительности пребывания от приблизительно 200 мс до менее чем 100 мс производит весьма значительное воздействие на засорение устройств. Это оказалось неожиданным, потому что авторы не предполагали, что в течение первой доли секунды после смешивания может производиться такое воздействие на засорение, но оно очевидно производится. Разумеется, время движения и расстояние между смесительной головкой и распределительным элементом также должно быть минимальным, насколько это возможно. Значения Ddev предпочтительно выбираются в интервале от 6,0 мм до 15,0 мм, например, в интервале от 8,0 мм до 13,0 мм (см. четыре примеры ниже).
g) Выбирается подходящее значение для Dhole, и вычисляется оценочное значение для средней скорости на выпуске Vexit таким образом, что средняя скорость текучей среды, которая выходит из выпускной трубы, находится в интервале от 2,5 до 3,5 м/с, чтобы одновременно предотвращались засорение на выпуске (не чрезмерно малом) и разбрызгивание на ламинаторе (не чрезмерно большом) с использованием формулы:
Vexit=[Qtotal⋅4]/[Nholes⋅Dhole2⋅π] [3]
Значения Dhole предпочтительно выбираются в интервале от 1,0 мм до 5,0 мм, например, в интервале от 2,0 мм до 4,0 мм (см. четыре примера ниже).
h) Вычисляется значение k, представляющее собой наибольшую длину выпускной трубы, с использованием формулы:
K=[W/3n] × [Dhole/Ddev)3n+1 × [Nholes/2Ddev]n × [(α-3n - 1)/(1 - α)] [4]
где α представляет собой вышеупомянутое соотношение внутренних диаметров, и n представляет собой показатель степени в степенной зависимости вязкой вспенивающейся смеси.
i) Вычисляется расстояние d между двумя выпускными трубами с использованием формулы:
d=W/(Nholes - 1) [5]
j) Инициализируется значение параметра K на уровне значения K, вычисляемого на стадии (h), и устанавливается значение параметра a, равное (n+1), где n представляет собой показатель степени степенной зависимости вязкости смеси, и вычислять множество длин L[1], L[2],..., L[Nholes] выпускных труб с использованием следующей формулы, и в результате этого устанавливается значение z устанавливается для целых кратных расстояния d, вычисляемого на стадии (i):
L(z)=Lmin+k⋅(z/W)a [6]
где Lmin представляет собой длину наружных труб и может выбираться. Предпочтительно выбирается минимально возможное значение для Lmin (чтобы сэкономить на стоимости материала), но было обнаружено, что если Lmin выбирается чрезмерно малым (составляющим, например, менее чем 2,0 мм согласно некоторым вариантам осуществления), то поток, выходящий из труб p1, p12 у конца распределительного элемента может проходить по боковым путям, в то время как для несколько повышенного значения Lmin (составляющего, например, более чем 2,0 мм), поток, выходящий из наружных отверстий, выпрямляется. Таким образом, Lmin, как правило, выбирается в интервале от 2,0 мм до 10,0 мм, например, в интервале от 3,0 мм до 5,0 мм, но могут использоваться и другие значения. Было обнаружено, что значение Lmin, составляющее 4,0 мм, обычно является достаточным для выпрямления потока.
k) В программном обеспечении для моделирования выбирается такая же модель неньютоновский разжижающаяся при сдвиге, которая была выбрана на стадии (c), применяются параметры, найденные на стадии (c), осуществляется компьютерное моделирование динамики текучей среды с использованием конкретной геометрии (например, формы и размеров) на основании значений, выбранных или вычисленных ранее, определяются (посредством моделирования) (средние) выпускные скорости Vholes[1], Vholes[2],..., Vholes[Nholes] для каждого из выпускных отверстий, вычисляется изменчивость этих выпускных скоростей, а также, необязательно или дополнительно, определяет (моделируемая) средняя продолжительность пребывания «Tres».
l) Если (моделируемые) выпускные скорости выходят за пределы интервала от 2,5 до 3,5 м/с, и/или если изменчивость средних скоростей на выпуске выходит за пределы заданного интервал допуска (например, минимальная средняя скорость и максимальная средняя скорость различаются на 10%), а также, необязательно или дополнительно, если моделируемая продолжительность пребывания Tres является чрезмерно большой (например, составляет более чем оценочное значение 150 мс или 80 мс), то регулируются один или несколько параметров, которые определяются (например, устанавливаются, оцениваются, вычисляются или выбираются на стадиях (a)-(i).
m) Необязательно стадии (j) и (k) повторяются для незначительно различающихся значений (k, a), где k выбирается в интервале от +/- 15%, и a выбирается как (n+1) +/-15%, и для каждого модельного эксперимента определяется изменчивость средней скорости на выпуске и/или значение средней продолжительности пребывания.
n) Выбирается одно решение как «оптимальный решение», например, множество параметров (включая длины выпускных труб), и в результате этого получается наименьшая изменчивость выпускных скоростей.
o) Изготавливается физический распределительный элемент, имеющий определенную ранее геометрию (например, форму и размеры).
Варианты
Существует несколько возможных вариантов вышеупомянутой процедуры.
Например, вместо моделирования множества сочетаний (k, a), которое упоминается на стадии (m), можно остановиться немедленно после того, как находится удовлетворительное решение. Разумеется, может также выбираться интервал, составляющий более или менее чем +/- 15%. Вместо моделирования всех возможных сочетаний (например, с шагом 5% или 3%), можно также использовать заданное множество, содержащее, например, 25 пар (k, a), где значения k и a выбираются случайным образом в интервале от (K-15%) до (K+15%) и от (n+l) - 15% до (n+l)+15%, соответственно и т. д.
Разумеется, одну или несколько из вышеупомянутых стадий (a)-(o) можно также осуществлять в различных последовательностях, необязательно включающих изготовление промежуточных прототипов, измерение прототипов, тонкое регулирование одного или нескольких параметров и т. д.
Изготовление физического распределительного элемента
Распределительный элемент, ранее описанный и моделируемый (как математическая модель) на стадиях (a)-(n), может затем физически производиться на стадии (o), например, прототипироваться и/или изготавливаться каким-либо известным способом, например, но не ограничиваясь этим, согласно любой из следующих технологий:
1) инжекционное формование с использованием таких материалов, как полиамид 6 (PA6) или сополимер акрилонитрила, бутадиена и стирола (ABS); он часто армируется путем включения вплоть до 30 мас.% стекловолокна;
2) стереолитографическое аддитивное производство (трехмерная печать) с использованием таких материалов, как TuskXC2700;
3) аддитивное производство с моделированием методом наплавления, в котором используются такие материалы, как ABS;
4) фрезерование с числовым программным управлением (CNC), в котором используются такие материалы, как алюминий или сталь, или алюминиевые сплавы или легированная сталь или нержавеющая сталь.
Поскольку стадия производства является хорошо известной в технике, никакое дополнительное разъяснение не считается необходимым.
Далее будут описаны четыре численных примера распределительных элементов согласно первому варианту осуществления.
Пример 1
Задаются следующие параметры производственной линии:
Qtotal=3,6⋅10-3 м3/с
Wpanel=1,0 м
n(fluid)=0,9
Vline=15 м/мин
Посредством описанных выше стадий (a)-(h) способа проектирования было выбрано или вычислено следующее множество параметров распределительного элемента 230 согласно варианту осуществления настоящего изобретения, который проиллюстрированный на фиг. 23:
Ndev=2
Nholes=12 × 2=24
Ddev=8,0⋅10-3 м
Dhole=2,4⋅10-3 м
α=0,8
tdev=0,11 с
Vexit=3,3 м/с
W=0,21 м
K=3,7⋅10-2 м
Эти значения могут затем использоваться для исходных модельных экспериментов и итераций, а также для вычисления длин выпускных труб.
Следует отметить, что отсутствует уникальное решение для данной производственной линии, и могут также использоваться другие решения для той же самой производственной линии, как разъясняется выше, и как можно понять по стадиям предлагаемого способа проектирования. Например, если выбирается несколько меньшее значение Ddev, скажем, составляющее, например, приблизительно 7,0⋅10-3 м, то будут получено совершенно иное решение, но при этом будет все же обеспечиваться с такой же гарантией практически «постоянная средняя скорость» в выпускных отверстиях или практически постоянная скорость частичного потока, выходящего из каждого из выпускных отверстий (в пределах заданного допустимого интервала, когда вышеупомянутая реакционная смесь будет вводиться при заданной скорости потока. Кроме того, когда используется вышеупомянутая производственная линия, и если выбирается достаточно большое значение «Nholes» (см. например, фиг. 20), вместо этого «гарантируется полное покрытие» (отсутствуют зазоры между дорожками)» и т. д.
В качестве другого примера, может выбираться значение Ndev, равное 3, но для этого потребовалась бы дополнительная смесительная головка без очевидного преимущество, которая не требуется в данном случае.
В качестве еще одного примера, может выбираться число выпускных отверстий Nholes, которое составляет несколько более чем 24, например, 28 (поскольку Ndev=2, должен выбираться множитель 4), и это означает, что скорость потока через каждую индивидуальную выпускную трубу уменьшается приблизительно на 5%, что в данном случае, вероятно, также представляло бы собой хорошее решение, потому что средние выпускные скорости все же вполне укладываются в интервал от 2,5 до 3,5 м/с, без заметного увеличения риска засорения.
Пример 2
Во втором примере задаются следующие параметры производственной линии:
Qtotal=4,7⋅10-3 м3/с, Wpanel=1,2 м, Vline=20 м/мин, n(fluid)=0,9.
И возможное решение, которое может быть получено описанным выше способом проектирования, представляет собой:
Ndev=2, Nholes=16 × 2=32, Ddev=8,5⋅10-3 м, Dhole=2,3⋅10-3 м, α=0,8, tdev=0,12 с, Vexit=3,5 м/с, W=0,26 м, K=41⋅10-3 м.
Снова эти значения могут затем использоваться для исходных модельных экспериментов и для вычисления длин выпускных труб. Этот распределительный элемент 240 проиллюстрирован на фиг. 24.
Пример 3
В третьем примере задаются следующие параметры производственной линии:
Qtotal=1,2⋅10-3 м3/с, Wpanel=1,2 м, Vline=25 м/мин, n(fluid)=0,8.
И возможное решение, которое может быть получено описанным выше способом проектирования, представляет собой:
Ndev=3, Nholes=12 × 3=36, Ddev=11,5⋅10-3 м, Dhole=3,5⋅10-3 м, α=0,75, tdev=0,083 с, Vexit=3,4 м/с, W=0,17 м, K=25⋅10-3 м.
Снова эти значения могут затем использоваться для исходных модельных экспериментов и для вычисления длин выпускных труб. Этот распределительный элемент 250 проиллюстрирован на фиг. 25.
Пример 4
В четвертом примере задаются следующие параметры производственной линии:
Qtotal=1,5⋅10-3 м3/с, Wpanel=1,2 м, Vline=50 м/мин, n(fluid)=0,8.
И возможное решение, которое может быть получено описанным выше способом проектирования, представляет собой:
Ndev=3, Nholes=24 × 3=72, Ddev=12⋅10-3 м, Dhole=3,0⋅10-3 м, α=0,75, tdev=0,072 с, Vexit=2,9 м/с, W=0,18 м, K=25⋅10-3 м.
Снова эти значения могут затем использоваться для исходных модельных экспериментов и для вычисления длин выпускных труб. Этот распределительный элемент 260 проиллюстрирован на фиг. 26.
Второй вариант осуществления
Фиг. 27 иллюстрирует примерный распределительный элемент 280 согласно второму варианту осуществления настоящему изобретению.
Геометрическая форма распределительного элемента 280 согласно второму варианту осуществления выбирается таким образом, что имеется внутреннее пространство 5, аналогичное внутреннему пространству на фиг. 22, но с изогнутой центральной линией (в своем продольном направлении). Внутреннее пространство 5 распределительного элемента сужается по направлению к его наружным концам (исключая выпускные трубы, которые имеют постоянный внутренний диаметр Dhole), и в результате этого внутренний диаметр уменьшается от первого значения Ddev вблизи центрального впуска до второго значения α⋅Ddev у наружных концов (слева и справа на фиг. 27), где α представляет собой постоянное значение, выбранное в интервале от 0,50 до 0,95, предпочтительно в интервале от 0,60 до 0,95, предпочтительнее в интервале от 0,75 до 0,80. Распределительный элемент 280 также имеет центральный впуск 2 для приема вязкой вспенивающейся текучей смеси из смесительного оборудования (не проиллюстрировано на чертеже), и он имеет четное число выпускных труб, отделенных друг от друга равными расстояниями и имеющих параллельные центральные линии. Выпускные трубы имеют постоянный внутренний диаметр Dhole, который является одинаковым для всех выпускных труб.
Все, что упоминается выше для первого варианта осуществления, также является применимым для второго варианта осуществления, за исключением того, что определенно описывается ниже.
В отличие от первого варианта осуществления, в распределительном элементе 280 согласно второму варианту осуществления отсутствует внутреннее пространство с прямой центральной линией, но его внутреннее пространство изгибается вверх по направлению к центру распределительного элемента 280. Помимо того, что было упомянуто по отношению к первому варианту осуществления, кривая предпочтительно выбирается таким образом, что днища выпускных труб располагаются практически в одной плоскости. Это обеспечивает дополнительное преимущество, заключающееся в том, что при установлении над ламинатором расстояние между ламинатором и выпускными отверстиями выпускных труб является практически постоянным.
Способ проектирования, описанный выше, может также применяться в целях определения подходящих размеров для данного элемента 280 ламинатора, за исключением того, что формула [6] должна быть заменена следующей формулой [7], где z представляет собой непрерывное значение для определения кривизны.
H(z)=Hmin+K (Z/w)a [7]
где Hmin представляет собой минимальную высоту у наружных концов. Все то, что было упомянуто выше для Lmin, также является применимым для Hmin. Следовательно, значение Hmin выбирается, как правило, в интервале от 2,0 до 10,0 мм, предпочтительно в интервале от 3,0 мм до 5,0 мм, составляя, например, 4,0 мм.
Все то, что было упомянуто выше для первого варианта осуществления, также является применимым для второго варианта осуществления, например, приблизительно интервал продолжительности пребывания, интервал скорости на выпуске и т. д.
Третий вариант осуществления
Фиг. 28 иллюстрирует примерный распределительный элемент 290 согласно третьему варианту осуществления настоящего изобретения.
Геометрическая форма распределительного элемента 290 согласно третьему варианту осуществления выбирается таким образом, что в нем имеется внутреннее пространство с практически прямой центральной линии (в его продольном направлении). Внутреннее пространство распределительного элемента 290 сужается от центра по направлению к его наружным концам (исключая выпускные трубы, которые имеют постоянный внутренний диаметр), и в результате этого внутренний диаметр линейно уменьшается от первого значения Ddev вблизи центрального впуска 2 до второго значения α⋅Ddev у наружных концов (слева и справа на фиг. 28), где α представляет собой постоянное значение, выбранное в интервале от 0,50 до 0,95, предпочтительно в интервале от 0,60 до 0,95, предпочтительнее в интервале от 0,75 до 0,80. Распределительный элемент 290 также имеет центральный впуск 2 для приема вязкой вспенивающейся жидкой смеси из смесительного оборудования (не проиллюстрировано на чертеже), и он имеет четное число выпускных труб, отделенных друг от друга равными расстояниями. В отличие от первого варианта осуществления, в распределительном элементе 290 согласно третьему варианту осуществления отсутствуют цилиндрические выпускные трубы с круглым отверстием, но вместо них присутствуют удлиненные выпускные щели с продолговатым отверстием. Поперечное сечение всех выпускных труб является одинаковым.
Все, что упоминается выше для первого варианта осуществления, также является применимым для третьего варианта осуществления за исключением того, что определенно описывается ниже.
Поскольку выпускные отверстия являются не круглыми, но практически прямоугольными, имея площадь поперечного сечения Bslot × Wslot, для оценки скорость на выпуске вместо формулы [3] должна использоваться следующая формула [8]:
Vexit=Qtotal/[Nslots × Bslot × Wslot] [8]
Все, что упоминается выше для первого варианта осуществления, также является применимым для третьего варианта осуществления, например, в отношении интервала продолжительность пребывания, интервал скорости на выпуске и т. д.
Четвертый вариант осуществления
Фиг. 29 иллюстрирует примерный распределительный элемент 300 согласно четвертому варианту осуществления настоящему изобретению.
Геометрическая форма распределительного элемента 300 согласно четвертому варианту осуществления выбирается таким образом, что имеется внутреннее пространство 5 с практически прямой центральной линией (в своем продольном направлении). Внутреннее пространство распределительного элемента 300 сужается от центра по направлению к его наружным концам (исключая выпускные трубы), и в результате этого внутренний диаметр линейно уменьшается от первого значения Ddev вблизи центрального впуска до второго значения α⋅Ddev у наружных концов (слева и справа на фиг. 29), где α представляет собой постоянное значение, выбранное в интервале от 0,50 до 0,95, предпочтительно в интервале от 0,60 до 0,95, предпочтительнее в интервале от 0,75 до 0,80. Распределительный элемент 300 также имеет центральный впуск 2 для приема вязкой вспенивающейся текучей смеси из смесительного оборудования (не проиллюстрировано на чертеже), и он имеет четное число выпускных труб, отделенных друг от друга равными расстояниями. В отличие от первого варианта осуществления, в распределительном элементе 300 согласно четвертому варианту осуществления отсутствуют цилиндрические выпускные трубы с круглым отверстием, но вместо них присутствуют воронкообразные, например, конические выпуски, имеющие фиксированную длину.
Все, что упоминается выше для первого варианта осуществления, также является применимым для четвертого варианта осуществления, за исключением того, что определенно описывается ниже.
Вместо необходимости нахождения множества длин выпускных труб, согласно данному варианту осуществления, требуется нахождение подходящей площади впускной воронки для получения постоянной скорости на выпуске.
Следовательно, согласно способу проектирования, который описывается выше, формулу [6] должна заменить следующая формула [9]:
A(z)=π⋅Dhole2/4+K⋅(z/w)a [9],
и вместо множества длин здесь требуется нахождение множества площадей.
Все, что упоминается выше для первого варианта осуществления, также является применимым для четвертого варианта осуществления, например, в отношении интервала продолжительности пребывания, интервала скорости на выпуске и т. д.
Варианты
Хотя во всех описанных выше вариантах осуществления были использованы основной канал и выпускные трубы, имеющей круглое поперечное сечение, это условие не является абсолютно обязательным согласно настоящему изобретению, и настоящее изобретение также является применимым для других форм поперечного сечения, таких как, например, эллипс, треугольник, треугольник с закругленными сторонами, квадрат, квадрат с закругленными сторонами, прямоугольник, прямоугольник с закругленными сторонами, пятиугольник, пятиугольник с закругленными сторонами, шестиугольник, шестиугольник с закругленными сторонами, восьмиугольник, восьмиугольник с закругленными сторонами, многоугольный, многоугольный с закругленными сторонами, или любая другая подходящая форма.
Кроме того, следует отметить, что не является абсолютно обязательным, чтобы были одинаковыми поперечное сечение основного канала и поперечное сечение выпускных отверстий, и в действительности они могут различаться. Однако предполагается, что поперечные сечения, имеющие прямые края, будут приводить к более быстрому засорению, и, таким образом, оказывается предпочтительным поперечное сечение, имеющее круглую или эллиптическую форму или форму с закругленными сторонами.
Фиг. 30 представляет собой высокоуровневую технологическую схему, иллюстрирующую (по меньшей мере, частично) способ проектирования и производства распределительного элемента согласно вариантам осуществления настоящего изобретения.
На стадии 3001 выбирается геометрическая форма, и определяется множество параметров, соответствующих физической форме и размерам.
На стадии 3002 значения (первого или последующего множества) присваиваются геометрическим параметрам.
На стадии 3003 создается виртуальная модель вышеупомянутой геометрической формы. Эта стадия может означать, например, установление граничных условий в средствах моделирования.
На стадии 3005 осуществляется компьютерное моделирование динамики текучей среды (CFD) для моделирования потока посредством вышеупомянутой виртуальной модели и вычисления профилей скорости на выпуске через каждое выпускное отверстие. Это моделирование осуществляется с учетом модели неньютоновской разжижающейся при сдвиге текучей среды с использованием конкретных значений для вязкой вспенивающейся жидкой смеси, для которой проектируется распределительный элемент. Этот «учет» может осуществляться посредством выбора соответствующей модель неньютоновской разжижающейся при сдвиге текучей среды и посредством ввода свойств материала (стадия 3004). Выбор модели разжижающейся при сдвиге текучей среды и установление конкретных значений могут осуществляться с помощью меню выбора в средствах моделирования (см. экранный снимок на фиг. 31). В примере, проиллюстрированном на фиг. 31, «устойчивость вязкости» соответствует значению m степенной зависимости и устанавливается на уровне 1,1 Па⋅ с, а «показатель степенной зависимости» соответствует значению n и устанавливается на уровне 0,79 (см. также фиг. 13 и 14)
На стадии 3006 оценивают, удовлетворяют ли получаемые в результате профили скорости на выпуске заданным условиям, согласно которым, например, индивидуальная выпускная скорость потока каждой выпускной трубы является постоянной в пределах заданного допустимого интервала (составляющего, например, +/- 5%), или средняя выпускная скорость каждой выпускной трубы является постоянной в пределах заданного допустимого интервала (составляющего, например, +/- 5%), и например, эти средние скорости находятся в интервале от 2,5 до 3,5 м/с. Если условие не выполняется для выбранной геометрической формы, один или несколько параметров или переменных могут корректироваться, и стадии 3002, 3003, 3005, 3006 могут повторяться до тех пор, пока не будет найдено решение, которое удовлетворяет заданному критерию.
На стадии 3007 изготавливается физический распределительный элемент, например, с использованием процесса прототипирования или производства.
Разумеется, существует множество возможных вариантов, например, вместо немедленной остановки при нахождении решения, которое удовлетворяет критерию, проверяемому на стадии 3006, может осуществляться заданное число итераций, и может сохраняться «наилучший» результат (например, результат, обеспечивающий наиболее однородный поток).
Подробное описание измерений вязкости
В данном разделе описывается более подробно осуществление измерений вязкости, приводящих к результатам, представленным на фиг. 13, в качестве иллюстрации того, как может измеряться вязкостное поведение любой вспенивающейся смеси, но, разумеется, настоящее изобретение не ограничивается конкретными подробностями, которые упоминаются в настоящем документе.
Описание и изготовление композиции
Композиция представляла собой смесь, содержащая сложный полиэфир многоатомного спирта, а также следующие компоненты (в частях на миллиард): Hoopol 1394 (полиэтилентерефталат): 100 частей на миллиард; L6900 (кремнийорганический сополимер): 2 части на миллиард; TCPP (трис(1-хлор-2-пропил)фосфат): 9 части на миллиард; циклопентан/изопентан в соотношении 70/30: 20,2 частей на миллиард; вода: 0,8 части на миллиард. Используемый изоцианат представлял собой Suprasec S 2085. Соотношение при смешивании составляло 17,4 г S 2085 на 12,7 г смеси многоатомного спирта. В используемой для измерений композиции отсутствовал катализатор, чтобы обеспечивалось достаточное время для исследования вязкости смеси на ранней стадии, что важно в целях проектирования. Все компоненты перемешивали в течение 5 с при скорости 2000 об/мин, используя смеситель от компании Heidolf, и немедленно после этого помещали в реометр.
Описание измерений
Измерения осуществляли, используя реометр AR 2000 от компании TA Instruments в конфигурации параллельных плоских дисков, где расстояние между дисками составляло 500 мкм. Несмотря на отсутствие катализатора, компоненты, тем не менее, начинают медленно реагировать. Чтобы получить зависимость от скорости сдвига исходной смеси, требовалось осуществление серии измерений в различных условиях работы. Измерения могут осуществляться в трех различных режимах работы, а именно:
1) воздействие постоянного напряжения при сдвиге на образец материала и наблюдение скорость сдвига материала с течением времени;
2) воздействие постоянной скорости сдвига на образец материала и наблюдение напряжение при сдвиге материала с течением времени;
3) воздействие переменного напряжения при сдвиге на образец материала и наблюдение скорость сдвига материала с течением времени.
Чтобы получать зависимость от скорости сдвига для вязкости исходной смеси может быть выполнена следующая процедура, но могут также использоваться и другие процедуры, известные специалистам в данной области техники:
1) начало отсчета времени в момент смешивания компонентов композиции;
2) перемешивание компонентов в течение заданного периода времени (остающегося постоянным для различных измерений) и немедленное помещение смеси в реометр;
3) осуществление серии экспериментов для одной и той же композиции при различных постоянных напряжениях при сдвиге, различных постоянных скоростях сдвига, различных скоростях изменения напряжения при сдвиге или в соответствующих комбинированных режимах;
4) наблюдение минимального времени до получения устойчивых результатов измерений для всех экспериментов и регистрация зависимости напряжения при сдвиге от скорости сдвига для различных экспериментов в данной серии;
5) затем для этих данных должна быть подобрана модель вязкости, как, например, проиллюстрировано на фиг. 13, где была выбрана «степенная зависимость», но, как было упомянуто выше, могут быть также использованы и другие модели вязкости, в частности, например, модели Кросса, Карро - Яшида или Гершеля - Балкли.
Выводы
Насколько известно авторам настоящего изобретения, никакие распределительные элементы, имеющие такие же геометрические формы и (особенно) такие же размеры, как элементы, предлагаемые согласно настоящему изобретению, не существовали на предшествующем уровне техники, следовательно, невозможно было обеспечить такое же поведение при помещении в такие же условия.
Опыт показал, что классические способы проектирования, которые достойно работали в течение многих лет, по неизвестной причине больше не могут обеспечивать хорошего соответствия реальности. В течение исследования многочисленных прототипов, которое заняло несколько месяцев, авторы настоящего изобретения пришли к идее попытки использования модели неньютоновской разжижающейся при сдвиге текучей среды (вместо постоянного значения вязкости) в процессе моделирования, несмотря на предчувствие того, что такая модель не сможет произвести какой-либо значительный эффект, потому что вязкая вспенивающаяся жидкая смесь существует в распределительном элементе в течение лишь приблизительно 150 мс немедленно после смешивания, и в течение этого периода она еще не вспенивается.
Кроме того, создание идеи «использования модели неньютоновской разжижающейся при сдвиге текучей среды» представляло собой одно, а способность фактического осуществления требуемых реалистичных значений фактических используемых смесей и осуществление соответствующих измерений смеси, содержащей, например, PUR или PIR и имеющей коэффициент объемного расширения, составляющей приблизительно 100, без возможности введения замедлителей, потому что они могут повлиять на результаты измерений, представляло собой другое большое препятствие.
Следующая проблема была связана с смесью, у которой реакционная способность, как правило, увеличивается при увеличении линейной скоростью. Авторы настоящего изобретения пришли к весьма элегантному решению посредством введения реакционной способности в параметр «Nholes».
Следующая проблема была связана с нахождением подходящих значений для большого числа выпусков (например, L[i], i=1-16), которая представляла собой математически сложную задачу, а именно способ ограничения числа модельных экспериментов обоснованным числом и одновременное сохранение возможности нахождения хорошего множества значений. В данном отношении отмечается, что простой подход «проб и ошибок» или «грубой силы» (где исследуются все возможные комбинации) не представляет собой реалистичный вариант, по той простой причине, что для этого потребовалось бы огромное количество времени. Чтобы преодолеть это препятствие, авторы настоящего изобретения пришли к идее использования математического выражения, включающего только две переменные (a, k). Это позволило авторам эффективно сократить сложность, например, от 16-мерной задачи до двумерной задачи. Кроме того, отмечается, что одна из этих двух «переменных» (в примере, описанном в настоящем документе, это значение V) тесно связана с параметром «модели неньютоновской разжижающейся при сдвиге текучей среды» (в описанном примере k=n+1), который рассматривается как переменный параметр для математического моделирования, но который фактически представляет собой постоянную величину для конкретной смеси. Следовательно, данный подход также оказался нетривиальным.
Наконец, математическая модель распределительного элемента была реализована в физической форме, и только тогда стало возможным испытание в целях ее подтверждения и определение степени, в которой поведение физического устройства соответствует модельным экспериментам. Было обнаружено, что измерения продемонстрировали хорошее соответствие модельным экспериментам, несмотря на все неопределенности. Принимая во внимание все препятствия, которые потребовалось преодолеть, чтобы получить решение, предлагаемое настоящим изобретением, а также неопределенность и непредсказуемость результатов, можно утверждать, что данное решение является далеко не тривиальным.
Условные обозначения
40, 80, 120, 210, 230, 240, 250, 260, 280, 290, 300 - распределительный элемент
2 - впуск
5 - внутреннее пространство
6 - центральная линия
p1-p12 - выпуски (например, выпускные трубы, выпускные щели)
4a, 4b,... -выпускное отверстие
t1-t12 - дорожка (или полоска) вязкого вспенивающегося жидкого материала
w1-w12 - ширина дорожки вязкого вспенивающегося жидкого материала
51, 91 - ламинатор (также называется термином «первая непрерывная ленточная система»)
70 - многослойная панель
71 - пенопластовый материал
72 - верхняя ленточная система
73 - линии стыка
101 - однородный вязкий вспенивающийся жидкий слой
110 - многослойная панель
111 - пенопластовый слой
72 - верхняя ленточная система
L[..]-множество длин выпускных труб (варианты осуществления 1, 2, 3)
A[..]-множество площадей выпускных воронок (вариант осуществления 4)
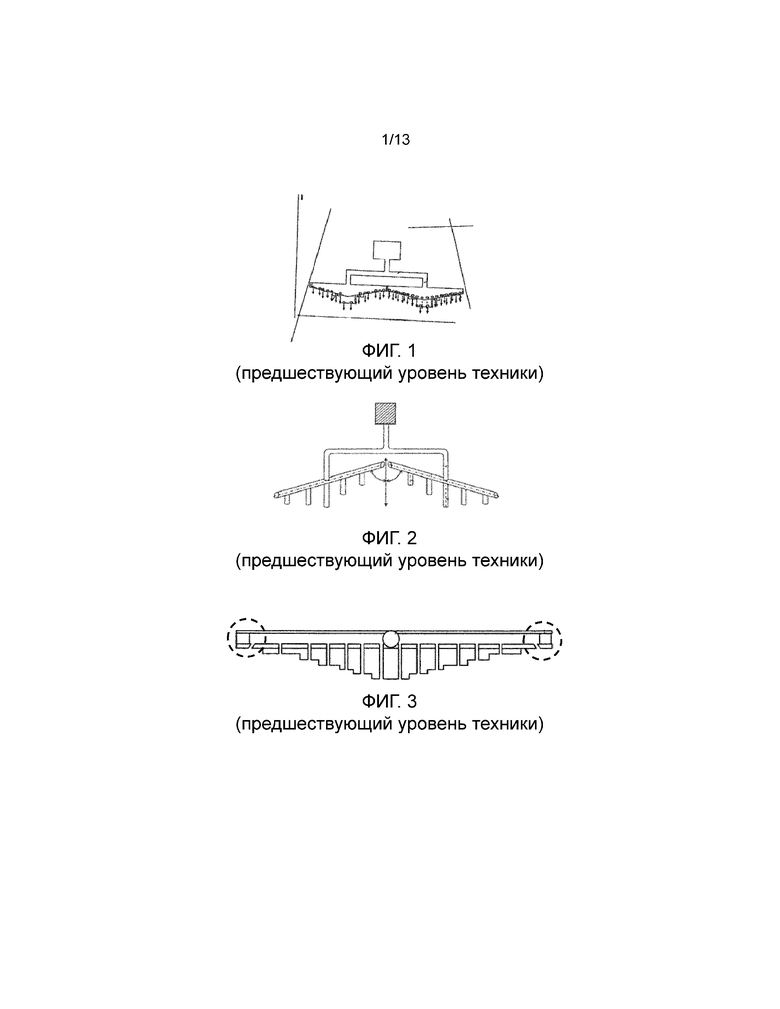
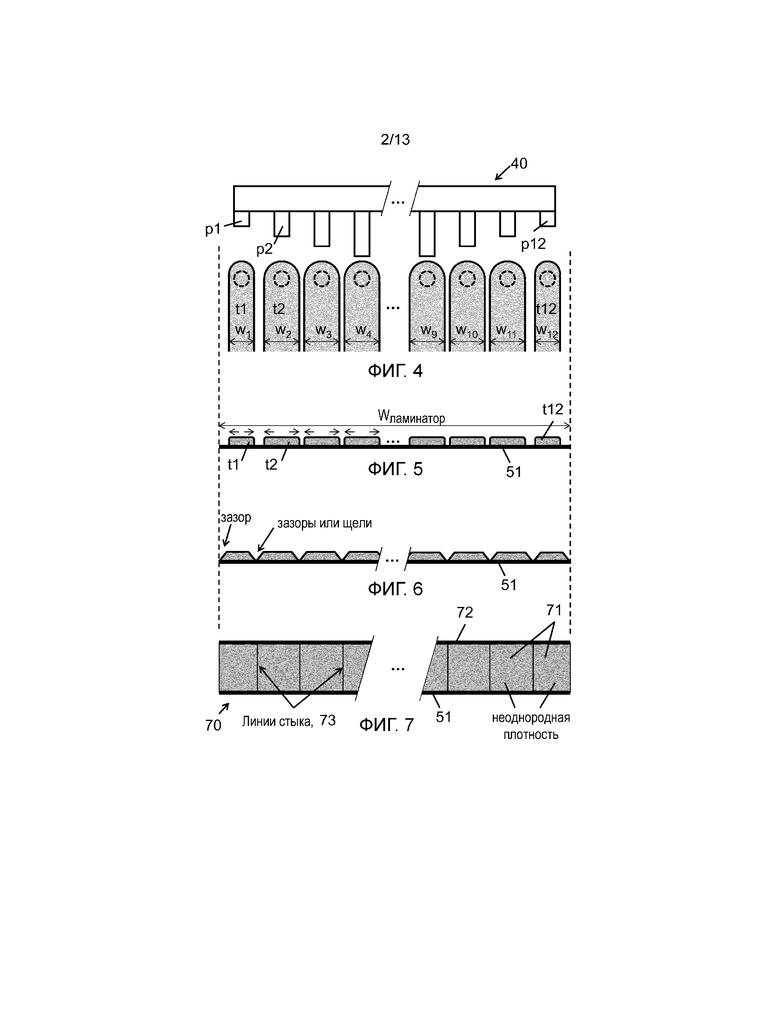
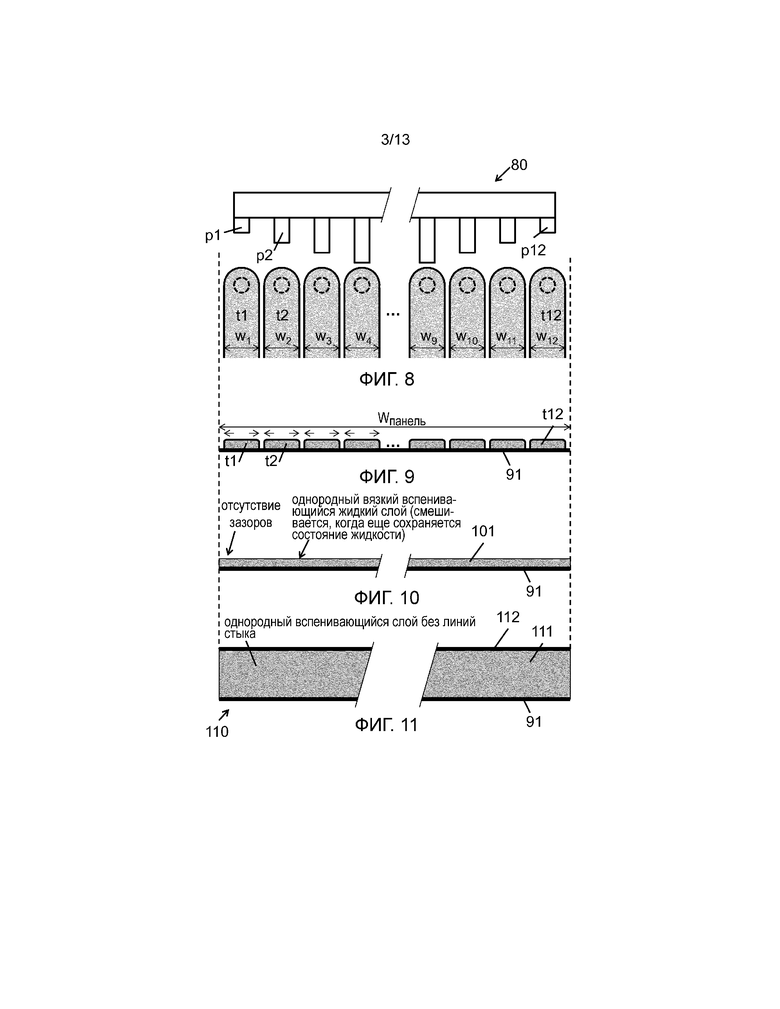
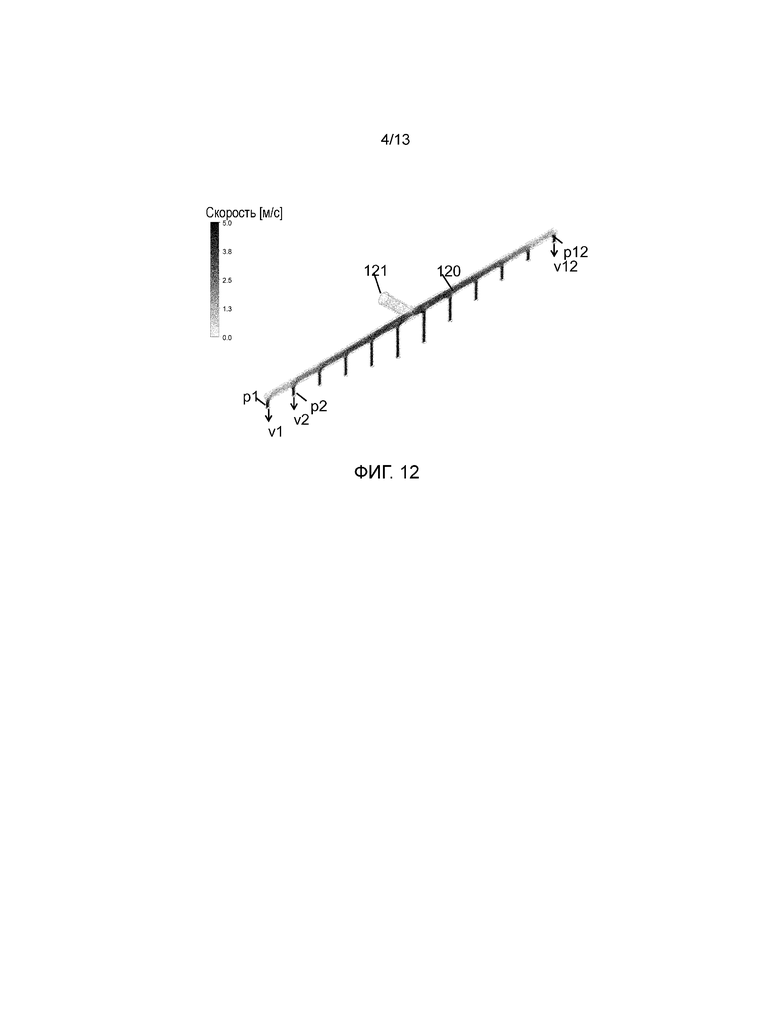
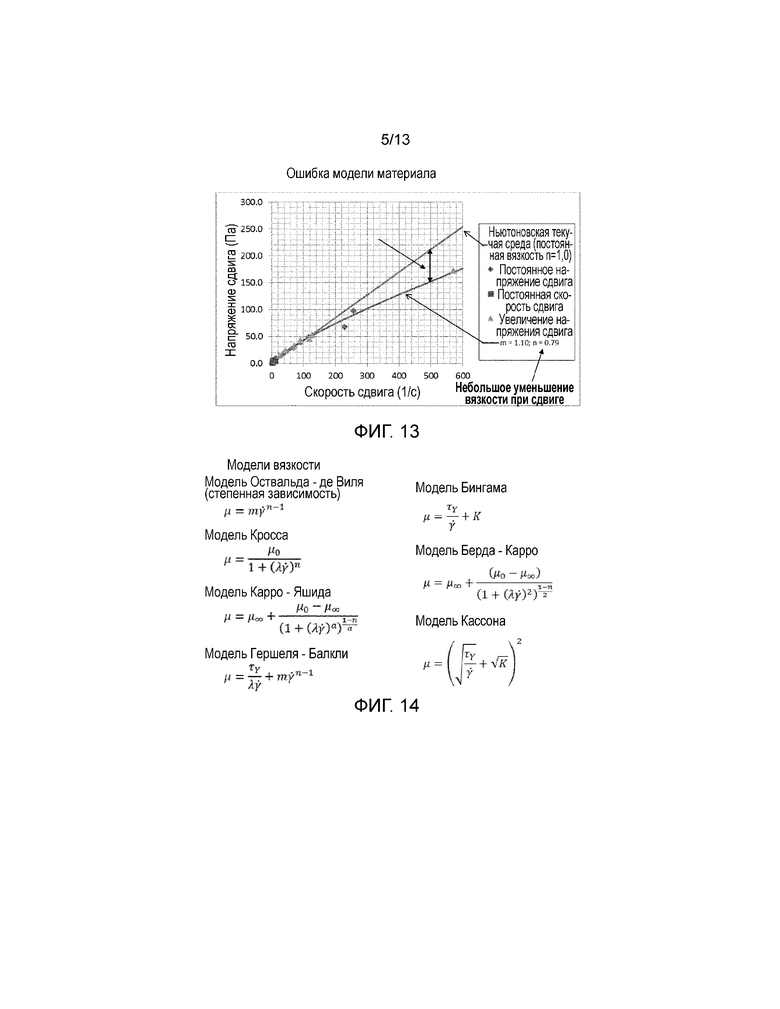
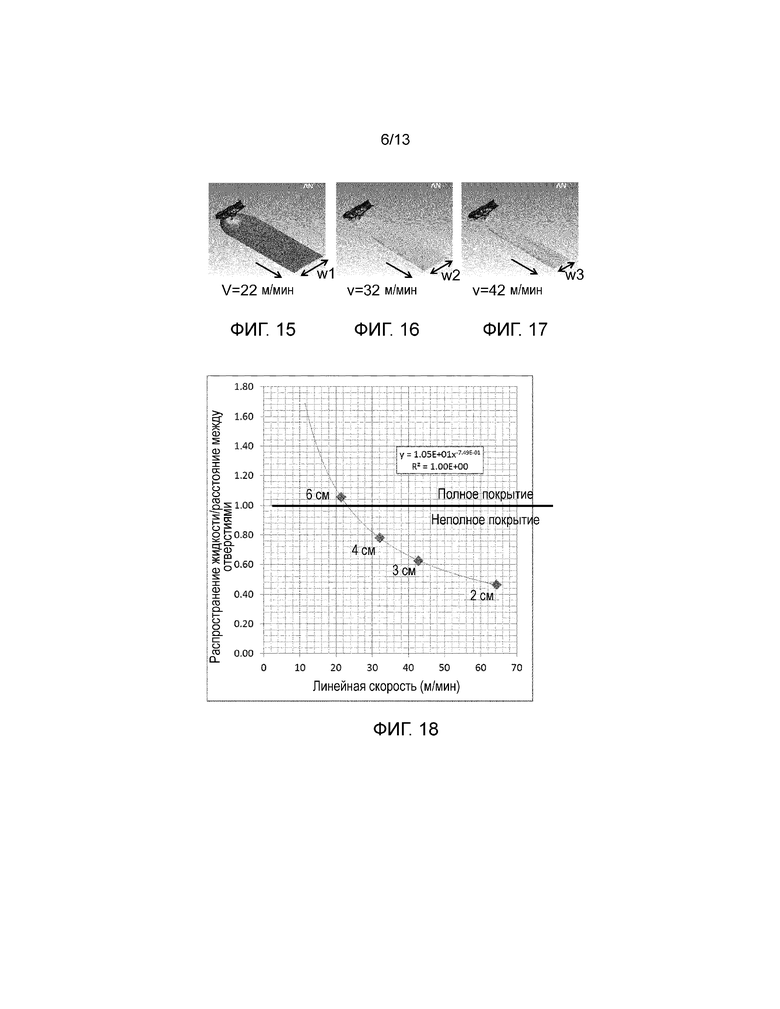
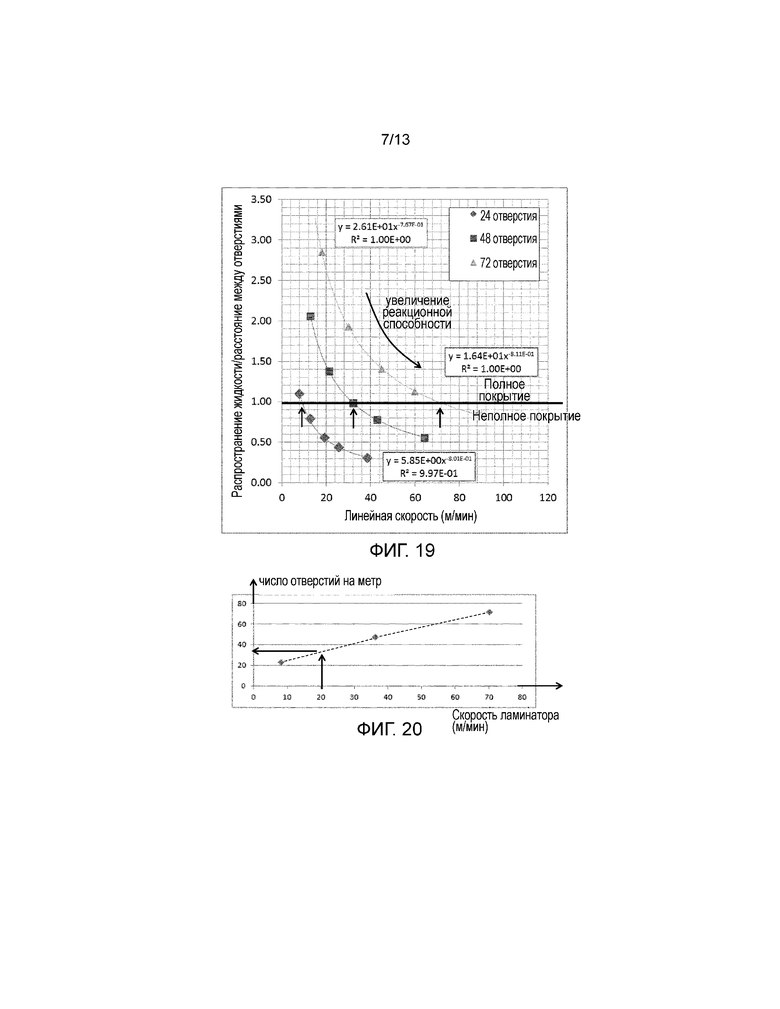
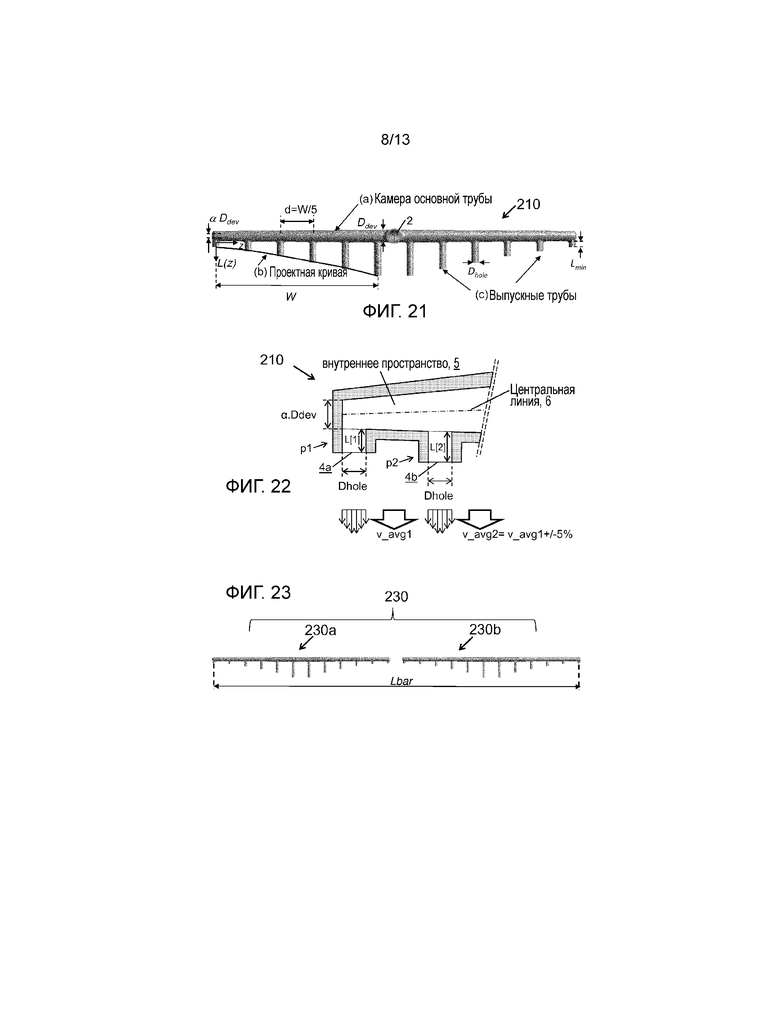
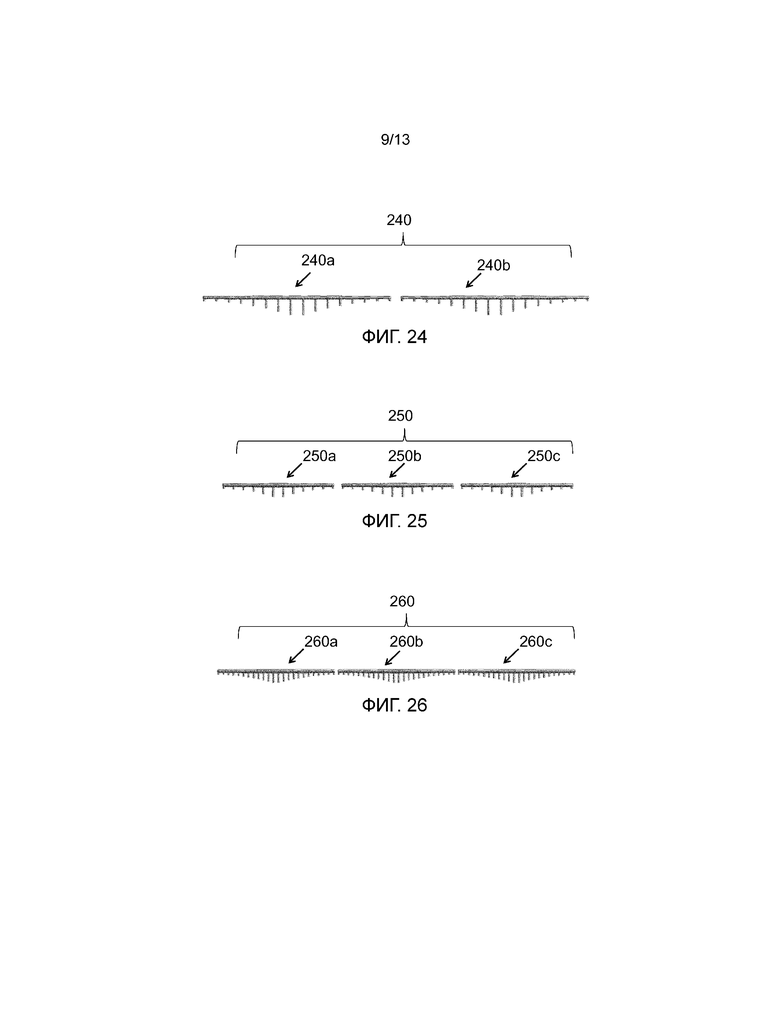
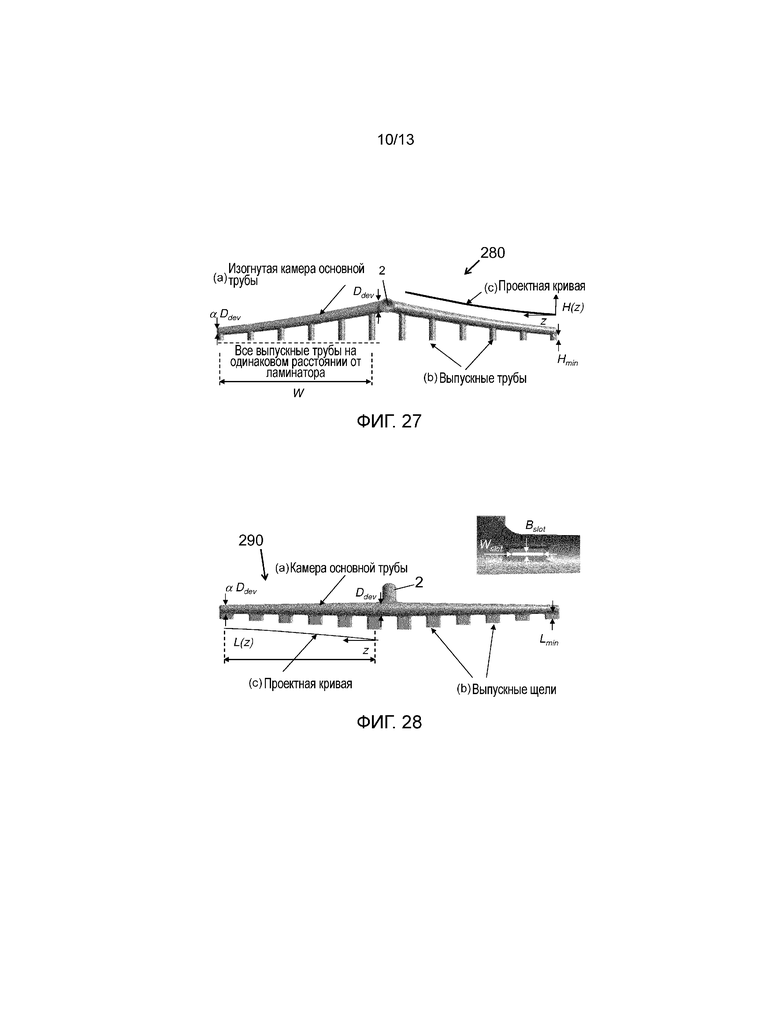
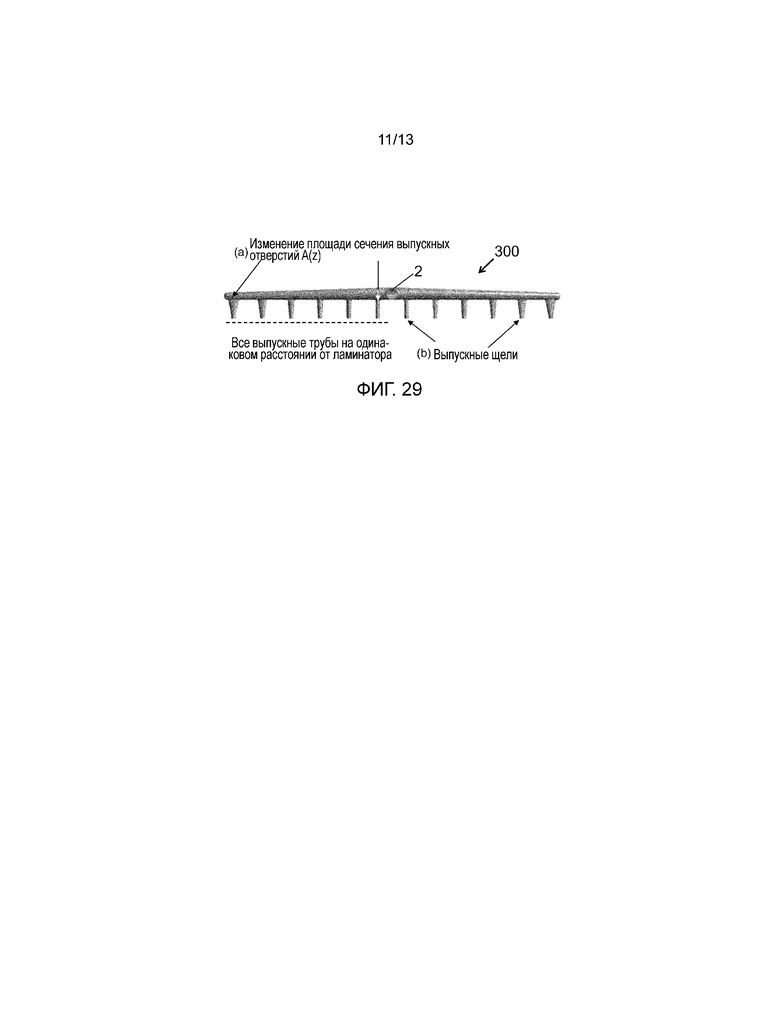

Группа изобретений относится к способу проектирования и производства распределительного элемента для использования на производственной линии (варианты) и распределительному элементу. Способ проектирования и производства распределительного элемента для использования на производственной линии включает использование смесительной головки для изготовления вязкой вспенивающейся жидкой смеси, ламинатора с заданной скоростью, составляющей, по меньшей мере, 20 м/мин, и распределительного элемента, имеющего центральный впуск, соединенный по текучей среде с рядом выпусков через основной канал. Способ включает также выбор (3001) геометрической формы для распределительного элемента и определение множества геометрических параметров; присвоение (3002) значений параметрам; создание (3003) виртуальной модели; моделирование (3005) потока в модели посредством осуществления компьютерного моделирования динамики текучей среды (CFD) с учетом (3004) модели неньютоновской разжижающейся при сдвиге текучей среды; e) оценку моделируемого потока и изготовление (2007) физического распределительного элемента. Технический результат, достигаемый при использовании группы изобретений, заключается в нанесении слоя смеси, который должен являться максимально однородным, по всей ширине верхнего слоя листа или ламинатора. 3 н. и 23 з.п. ф-лы, 31 ил.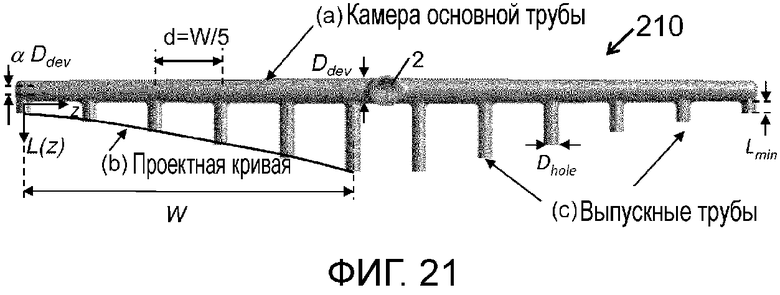
1. Способ (3000) проектирования и производства распределительного элемента (210, 230, 240, 250, 260, 280, 290, 300), имеющего центральный впуск (2) для приема заданной вязкой вспенивающейся жидкой смеси при заданной скорости потока (Qtotal) и имеющего заданное четное число (Nholes) выпусков (p1-p12), соединенных по текучей среде с вышеупомянутым впуском через основной канал (5), причем данные выпуски разнесены друг от друга на равные расстояния по заданной длине (Lbar),
причем распределительный элемент имеет такую геометрическую форму, что, когда соотношение заданной скорости потока (Qtotal), поступающего в центральный впуск, и заданной длины (Lbar) составляет, по меньшей мере, 1,00⋅10-4 м2/с, смесь будет выходить из каждого из выпусков (p1-p12) со средней скоростью, которая является постоянной для каждого из выпусков в пределах заданного допустимого интервала, составляющего не более чем +/- 5%;
причем данный способ включает следующие стадии:
a) выбор (3001) геометрической формы для изготавливаемого распределительного элемента и определение множества параметров, соответствующих физической форме и размерам вышеупомянутого распределительного элемента, причем стадия (a) включает:
- выбор геометрической формы для основного канала (5) и определение первого множества параметров (Ddev, α, Lmin или Hmin), которые представляют физическую форму и физические размеры основного канала;
- выбор геометрической формы для множества выпусков (p1-p12) и определение второго множества параметров (L[i]; A[i]), которые представляют физическую форму и физические размеры множества выпусков;
b) присвоение (3002) значений геометрическим параметрам;
c) создание (3003) виртуальной модели вышеупомянутой геометрической формы, имеющей вышеупомянутые присвоенные значения;
d) моделирование (3005) потока жидкой смеси в вышеупомянутой виртуальной модели посредством осуществления компьютерного моделирования динамики текучей среды (CFD) с учетом (3004) в моделировании модели неньютоновской разжижающейся при сдвиге текучей среды и заданного параметра (n, m) снижения вязкости при сдвиге вышеупомянутой вязкой вспенивающейся жидкой смеси;
e) оценка (3006) того, удовлетворяет ли моделируемый поток заданному критерию, и если результат вышеупомянутой оценки является отрицательным, повтор стадий (b)-(e); а если результат вышеупомянутой оценки является положительным, повтор стадий (b)-(e) или переход к стадии (f);
f) изготовление (3007) физического распределительного элемента, имеющего геометрическую форму, которая удовлетворяет заданному критерию.
2. Способ по п. 1, в котором модель неньютоновской разжижающейся при сдвиге текучей среды выбирается из группы, состоящей из следующих моделей: Оствальда - де Виля, Кросса, Карро - Яшида, Гершеля - Балкли, Бингама, Берда - Карро и Кассона.
3. Способ по п. 1, дополнительно включающий стадию выбора параметризованной аналитической функции, имеющей только два параметра (k, a) для определения вышеупомянутого числа второго множества параметров (L[i]; A[i]); и при этом стадия (b) включает присвоение значений вышеупомянутым параметрам (k, a) и вычисление геометрических параметров для каждого из данного числа выпусков (p1-p12) с использованием вышеупомянутой аналитической функции.
4. Способ по п. 3, в котором вышеупомянутая параметризованная аналитическая функция только двух переменных может выражаться следующей функцией или представлять собой ее эквивалент:
L(z)=B+k⋅(z/W)a,
или может выражаться следующей функцией или представлять собой ее эквивалент:
A(z)=B+k⋅(z/W)a,
где B и W представляют собой константы, z представляет собой расстояние в направлении длины распределительного элемента, L представляет собой длину выпуска, A представляет собой площадь поперечного сечения выпуска, и k и a представляют собой параметры.
5. Способ по п. 3 или 4, в котором стадия (e) повторяется для заданного числа сочетаний вышеупомянутых двух параметров (k, a).
6. Способ по любому из предшествующих пунктов,
в котором стадия (e) включает вычисление средней скорости на выпуске (v_avg[i]) для каждого выпуска и вычисление изменчивости этих средних скоростей на выпуске;
и причем заданный критерий заключается в том, что вычисляемая изменчивость средних скоростей на выпуске находится в пределах допустимого интервала, составляющего не более чем +/- 5%.
7. Способ по п. 6, в котором заданный критерий дополнительно включает проверку того, что каждая из средних скоростей на выпуске находится в интервале от 2,5 до 3,5 м/с.
8. Способ по п. 6 или 7, в котором допустимый интервал составляет не более чем +/- 4%, или не более чем +/- 3%, или не более чем +/-2%.
9. Способ по любому из пп. 1-8, в котором вязкая вспенивающаяся жидкая смесь содержит исходные материалы для образования полиуретана (PUR) или полиизоцианурата (PIR).
10. Способ по любому из пп. 1-8, в котором вязкая вспенивающаяся жидкая смесь содержит исходные материалы для образования полиуретана (PUR) или полиизоцианурата (PIR), и причем модель неньютоновской разжижающейся при сдвиге текучей среды представляет формула: μ=mγ'n-1, где m представляет собой значение в интервале от 0,80 до 1,40 и n представляет собой значение в интервале от 0,50 до 0,90.
11. Способ по любому из пп. 1-8, в котором вязкая вспенивающаяся жидкая смесь содержит исходные материалы для образования полиуретана (PUR) в присутствии вводимого воздуха или полиизоцианурат (PIR) в присутствии вводимого воздуха, и причем модель неньютоновской разжижающейся при сдвиге текучей среды представляет формула: μ=mγ'n-1, где m=m0/(1-1,16⋅φ0,424) и n=n0-0,59⋅φ, m0 представляет собой значение в интервале от 0,80 до 1,40 и n0 представляет собой значение в интервале от 0,50 до 0,90, и φ представляет собой объемную долю вводимого воздуха.
12. Способ по любому из предшествующих пунктов, в котором стадия (b) включает присвоение таких значений, что оценочное значение средней продолжительности пребывания (tdev) вязкой вспенивающейся текучей смеси в основном канале составляет менее чем 150 мс, и в котором стадия (e) дополнительно включает вычисление средней продолжительности пребывания (tdev) вязкой вспенивающейся текучей смеси в основном канале и подтверждение того, что вычисленная средняя продолжительность пребывания (tdev) составляет менее чем 150 мс.
13. Способ по любому из предшествующих пунктов, в котором стадия (a) включает выбор геометрической формы для основного канала как трубчатой и сужающейся по направлению к наружным концам.
14. Способ по любому из пп. 1-13, в котором стадия (a) включает:
- выбор основного канала (5), имеющего форму поперечного сечения, выбранную из группы, которую составляют: круг, эллипс, треугольник, треугольник с закругленными сторонами, квадрат, квадрат с закругленными сторонами, прямоугольник, прямоугольник с закругленными сторонами, пятиугольник, пятиугольник с закругленными сторонами, шестиугольник, шестиугольник с закругленными сторонами, восьмиугольник, восьмиугольник с закругленными сторонами, многоугольник, многоугольник с закругленными сторонами, и в котором площадь поперечного сечения основного канала (5) изменяется непрерывно с расстоянием от центра.
15. Способ по любому из пп. 1-13, в котором стадия (a) включает:
- выбор основного канала (5), имеющего круглое поперечное сечение с первым внутренним диаметром (Ddev) в середине распределительного элемента и вторым внутренним диаметром (α⋅Ddev) у его наружных концов, причем диаметр уменьшается непрерывным образом между центром и наружными концами, причем соотношение (α) второго диаметра и первого диаметра представляет собой значение в интервале от 50% до 95%.
16. Способ по любому из предшествующих пунктов, в котором:
- геометрическая форма основного канала (5) выбирается таким образом, что имеется прямая центральная линия (6); и
- геометрическая форма выпусков (p1-p12) выбирается таким образом, что они представляют собой цилиндрические трубы, имеющие постоянный внутренний диаметр (Dhole), причем данные трубы имеют переменную длину (L[i]).
17. Способ по любому из пп. 1-15, в котором:
- геометрическая форма основного канала (5) выбирается таким образом, что имеется изогнутая центральная линия (6);
- геометрическая форма выпусков (p1-p12) выбирается таким образом, что они представляют собой цилиндрические трубы, имеющие постоянный внутренний диаметр (Dhole), причем выпускные отверстия каждой из труб (p1-p12) располагаются в одной плоскости.
18. Способ по любому из пп. 1-15, в котором:
- геометрическая форма основного канала (5) выбирается таким образом, что имеется прямая центральная линия (6); и
- геометрическая форма выпусков (p1-p12) выбирается таким образом, что они представляют собой выпускные щели, имеющие постоянное поперечное сечение (Bslot, Wslot) на протяжении своей длины, причем данное поперечное сечение представляет собой прямоугольник или прямоугольник с закругленными сторонами, и они имеют переменную длину (L[i]).
19. Способ по любому из пп. 1-15, в котором:
- геометрическая форма основного канала (5) выбирается таким образом, что имеется прямая центральная линия (6); и
- геометрическая форма выпусков (p1-p12) выбирается таким образом, что они представляют собой воронки, имеющие одинаковое выпускное отверстие (Dhole), причем данные воронки имеют различные площади поперечного сечения (A[i]) на своей поверхности соприкосновения с основным каналом (5).
20. Способ по любому из пп. 1-19, в котором изготовление на стадии (f) включает инжекционное формование с использованием таких материалов, как полиамид 6 (PA6) или акрилонитрил-бутадиен-стирол (ABS).
21. Способ по любому из пп. 1-19, в котором изготовление на стадии (f) включает стереолитографическое аддитивное производство с использованием таких материалов, как Tusk XC2700.
22. Способ по любому из пп. 1-19, в котором изготовление на стадии (f) включает аддитивное производство с моделированием методом наплавления с использованием таких материалов, как акрилонитрил-бутадиен-стирол (ABS).
23. Способ по любому из пп. 1-19, в котором изготовление на стадии (f) включает фрезерование с числовым программным управлением (CNC) с использованием металлических материалов или металлических сплавов.
24. Способ по п. 23, в котором материал выбирается из группы, которую составляют алюминий, сталь, алюминиевые сплавы, легированная сталь, нержавеющая сталь.
25. Способ проектирования и производства распределительного элемента для использования на производственной линии для изготовления однородного пеноматериала, причем данная производственная линия имеет одну или более смесительных головок, выполненных с возможностью подачи неньютоновской разжижающейся при сдвиге вязкой вспенивающейся жидкой смеси при заданной скорости потока (Qtotal), и ламинатор, имеющий заданную ширину и выполненный с возможностью работы при линейной скорости (Vline), составляющей, по меньшей мере, 15 м/мин, причем соотношение заданной скорости потока (Qtotal) и заданной ширины ламинатора составляет, по меньшей мере, 1,00⋅10-4 м2/с, причем данный способ включает следующие стадии:
i) оценка или определение четного числа (Nholes) выпусков распределительного элемента или оценка или определение расстояния (d) между двумя соседними выпусками с учетом линейной скорости и реакционной способности смеси;
ii) вычисление длины (Lbar) распределительного элемента на основании вышеупомянутого числа (Nholes) или вышеупомянутого расстояния (d);
iii) вычисление и производство распределительного элемента с определенным четным число выпусков (Nholes) и вычисленной длиной (Lbar) и вышеупомянутой заданной скоростью потока (Qtotal) для распределения вышеупомянутой вязкой вспенивающейся жидкой смеси с использованием способа по любому из пп. 1-24.
26. Распределительный элемент (210, 230, 240, 250, 260, 280, 290, 300), имеющий центральный впуск (2) для приема заданной вязкой вспенивающейся жидкой смеси при заданной скорости потока (Qtotal) и имеющий заданное четное число (Nholes) выпусков (p1-p12), соединенных по текучей среде с вышеупомянутым впуском через основной канал (5), причем данные выпуски разнесены друг от друга на равные расстояния по заданной длине (Lbar),
отличающийся тем, что данный распределительный элемент имеет такую геометрическую форму, при которой, когда соотношение заданной скорости потока (Qtotal), поступающего в центральный впуск, и заданной длины (Lbar) составляет, по меньшей мере, 1,00⋅10-4 м2/с, смесь будет выходить из каждого из выпусков (p1-p12) со средней скоростью, которая является постоянной для каждого из выпусков в пределах заданного допустимого интервала, составляющего не более чем +/-5%.
| US 2013280538 A1, 24.10.2013 | |||
| US 2006265169 A1, 23.11.2006 | |||
| DE 202009015838 U1, 25.03.2010 | |||
| Способ изготовления труб из кварцевых и высококремнеземистых стекол | 1982 |
|
SU1066944A1 |
| КЛЕМПЕР Д | |||
| Полимерные пены и технологии вспенивания, Санкт-Петербург, Профессия, 2009, с.288-321. | |||

