Изобретение относится к промышленности строительных материалов, в частности к технологии изготовления труб иэ кварцевых и высококремнеземистых стекол. Известен способ защиты графитовых зделий от окисления на воздухе при высоких температурах, включающий нанесение на их поверхность борного ангидрида и двуокиси кремния на подложке, содержащей элементарный кремНИИили алюминий Ш . Недостатком известного способа яв ляется обеспечение эффективной защиты графитовых изделий от окисления в среде воздуха лишь до 1400°С, Защиту графитовых изделий от окисления расплавом кремнезема при темпера турах до 2000 С этот способ обеспечи вать не может. Известен также способ защиты угле родсодержащих изделий, в частности графитовых, от воздействия различного рода окислителей, например кислорода, включающий нагрев графитовых изделий средствами плазменной техники до 10йО-2000С и обработку газооб разной моноокисью кремния до образования на поверхности этих изделий за щитного слоя карбида кремния 2. Этот способ защиты графитовых изделий от химического разрушения обес печивает некоторое снижение интенсив ности взаимодействия их с кислородом роздуха до 2000°Сь В ряде более слож |ных случаев, например при взаимодейс ВИИ графитовых формующих элементов с расплавом кремнезема при формировани из последнего стержней, труб и других изделий при температурах до 200С°С карбид кремния, являясь одним из промежуточных продуктов этого взаимодействия, активно реагирует с расплавом и газообразной моноокисью кремния (возникающей в результате реакции расплава кремнезема с углеродом) с образованием расплава элементарного кремния. Последний интенсивно смачивает графит, т.е. вступает в непосредственное соприкоснове ние с ним, вследствие чего происходит торможение движения стекломассы в тигле по поверхности формующих эле ментов к выработочному отверстию, а в сформованных стеклоизделиях резко ,возрастает количество капилляров. Особенно интенсивное взаимодействие расплава стекла с графитовыми формую щими элементами имеет место на глухих участках их поверхности, изоли-. рованных стекломассой от жарового пространства печи на некотором удале НИИ от выработочного отверстия. Для указанного случая,таким образом, и этот способ защиты графитовых изделий не обеспечивает снижения интенсивности их взаимодействия с движущимся вдоль их поверхности расплавом кварцевого или высококремнеземистого стекла. Наиболее близким к изобретению по технической сущности и достигаемому результату является способ изготовления труб из кварцевых и высококремнеземистых стекол, включающий формирование труб из расплава формующими элементами при температурах до 2000с в присутствии газообразной моноокиси кремния и последующее их вытягивание 3J . Согласно данному способу изготовления труб применение графитовых изделий обработанных описанным способом не обеспечивает снижения интенсивности их взаимодействия с движущимся вдоль их поверхности расплавом кварцевого или высококремнеземистого стекла. Целью изобретения является улучшение качества труб за счет снижения интенсивности взаимодействия стекломассы с графитовыми формующими элементами, Поставленная цель достигается тем, что с.огласно способу изготовления труб из кварцевых и высококремнеземистых стекол, включающему формирование труб из расплава формующими элементами при температурах до 2000°С в присутствии газообразной моноокиси кремния и последующее их вытягивание, в процессе формирования труб создают газовую прослойку между расплавом стекла и формирующими элементами за счет подсоса воздуха че1рез систему каналов в.формующих элементах и корпусе плавильного тигля. На чертеже показан тигель для изготовления труб, продольный разрез. Чертеж иллюстрирует один из возможных вариантов организации непрерывно-движущейся газовой прослойки между поверхностью графитовых формующих элементов - дюзы 1 и пуансона 2, с одной стороны, и стекломассы 3, с другой, за счет подсоса воздуха через выработочное отверстие и удаления газообразных продуктов из этой прослойки через каналы 4 в стенке корпуса 5 правильного тигля и через каналы 6 в трубчатом элементе 7 корпуса. Движение газов на чертеже показано стрелками. Практика вытягивания изделий .из расплавов стекол через графитовые формующие элементы показывают, что интенсивность взаимодействия последних со стекломассой тем больше, чем меньше скорость вытягивания, т,е. чем меньше скорость движения стекломассы -вдоль поверхности формующего , элемента. Не случайно коррозия графитовых формующих элементов на некотором удалении от выработочного отверстйя значительно интенсивнее, чем вблизи него. Одним из важнейших усло вий образования газовой прослойки между поверхностью формующих элемен тов и расплавом стекол является обе печение скорости движения последнег вдоль поверхности формующего эле.мента выше определенной минимальной Пока имеет место указанная газовая прослойка, интенсивность вза имодействия графита с расплавом минимальн а направление этого взаимодействия наиболее благоприятно. Между движущимся расплавом стекл и шероховатой, поверхностью графитового формующего элемента в зоне выработочного отверстия, пока стекломасса не вступила с графитом в непо средственное соприкосновение, в начале процесса вытягивания всегда имеет место газовая прослойка (щель которую можно сохранить до конца эт го процесса,, лишь организовав непре рывный подсос воздуха через выработочное отверстие, .обеспечивая дальнейшее движение подсасываемого воздуха вдоль поверхности формующих элементов и выход его в другое место в жаровое пространство печи. Следствием подсасывания воздуха оказывается незначительное подгорание поверхностных слоев графитовых формующих элементов в ограниченном объеме газовой прослойки и насыщение последней окислами углерода, сдв1}гающее рав.новесие реакций,идущи с образованием карбида кремния или элементарного жидкого кремния и окислов углерода, в сторону исходных продуктов. Видимым признаком существования газовой прослойки между формующими элементами и стек ломассой во время процесса ее выработки может служить, с одной .сторон отсутствие заметных следовлокально коррозии формующих элементов и, с другой стороны, наличие на поверхности формующих элементов после плавки налета элементарного Углерода, который может возникать, например, по реакции окисления кислородом частичек карбида кремния, обр зующихся в сравнительно небольшом количестве в ходе указанного искусственно тормозящегося взаимодействи I Пример. Осуществляют защит формующих элементов - дюзы и йуансо на, изготовленных из графитированного материала марки А8В-1, в про цессе вытягивания из расплава элект ронаплавленного кварцевого стекла труб диаметром от 5 до 200 мм, с толщиной .стенки 3 мм. Между верхней исковой поверхностью люзы и стенкой корпуса тигля обеспечивают кольцевую канавку шириной 0,5 мм, глубиной 7 мм, соединяющуюся с жаровым пространством печи посредством 3-4 каналов диаметром 1 мм, высверленных в боковой стенке корпуса. Соединяют 2-3 каналами того же диаметра с жаровым пространством печи и нижнкяо часть соосного с корпусом тигля трубчатого элемента посредством внутренней полости в последнем.Кромки дюзы и пуансона скругляют. Тигель с подготовленными таким образом формующими элементами с помещенным в него и предназначенным для перетягивания в трубу блоком стекла устанавливают в печь. Во время расплавления блока стекла в тигле и последующего вытягивания трубы при температурах до 2000°С и выше из приоткрытой сверху печи выделяется большое количество газообразных продуктов, что и создает естест.венную, довольно интенсивную, конвекцию, направленную из нижней части жарового пространства печи в верхнюю.Наличие указанных отверстий в стенке корпуса и его трубчатом элементе и выделение через эти отверстия от поверхности раздела формующих элементов с расплавом стекла в жаровое пространство печи газообразных продуктов создает разрежение в местах выхода вытягиваемой стекломассы из формующего отверстия, вследствие чего происходит подсос воздуха в щель между нею и рабочей поверхностью дюзы и пуансона и осуществляются описанные процессы, обеспечивающие защиту формующих элементов от окисления расплавом кремнезема. Применение предлагаемого способа защиты графитовых формующих элементов непосредственно во время процесса вытягивания изделий из расплавов кварцевых стекол позволяет в 3-5 раз снизить количество капилляров в стеклоизделиях и резко снизить ребристость поверхности последних, а для некоторых стекол, содержащих несколько процентов окислов титана или железа, вообще сделать возможным использование графита. Данный способ защиты графитовых элементов, делает возможным их MHoroKpaTHde использование в процессах вытягивания стеклоизделий. |. ... В настоящее время к изделиям из кварцевого стекла, используювцимся во многих областях науки и техники, предъявляются все более высокие тре-. бования по качеству стекла, значительно превышающее требования,соответствующие техническим условиям, принятым в отрасли производства кварцевого стекла, например ТУ 21-РСФСР-560-77. Последние не нормируют содержания в трубах капилляров длиной до 20 мм -и допускают их в количестве не большем,чем в 5-10 утвержленных изготовлением и заказчиком контрольных образцах. При проведении испытаний данного способа защиты графитовых формующих элементов из блока стекла, наплавленных электротермическим способом, получены, например, трубы диаметром 10-20 Ф, содержащие лишь небольшое количество капилляров диаметром до 0,1 мм и длиной не более 1-1,5 мм, предназначенных для проведения экспе римёнтов по выращиванию кристаллов. Те же испытания показали, что использование данного способа защиты графитовых формуквдих элементов от окисления расплавом кремнезема позволяет повысить выход годных труб 46 диаметром 5-200 мм по содержанию капилляров длиной до 20 мм и более 20 мм, а также по ребристости поверхноститруб, соответствующих требованиям ТУ 21-РСФСР-560-77, не менее, чем на 20%. Стоимость, например, труб диаметром 100 мм, качество стекла которых соответствует требованиям высшей категории ТУ 21-РСФСР-560-77, составляет 250 руб., стоимость труб, соответствующих низшей категории указанных ТУ - 180 руб. за 1 кг. Повышение качества труб позволяет и потребителям существенно повысить надежность и долговечность установок, в которых эти трубы используются.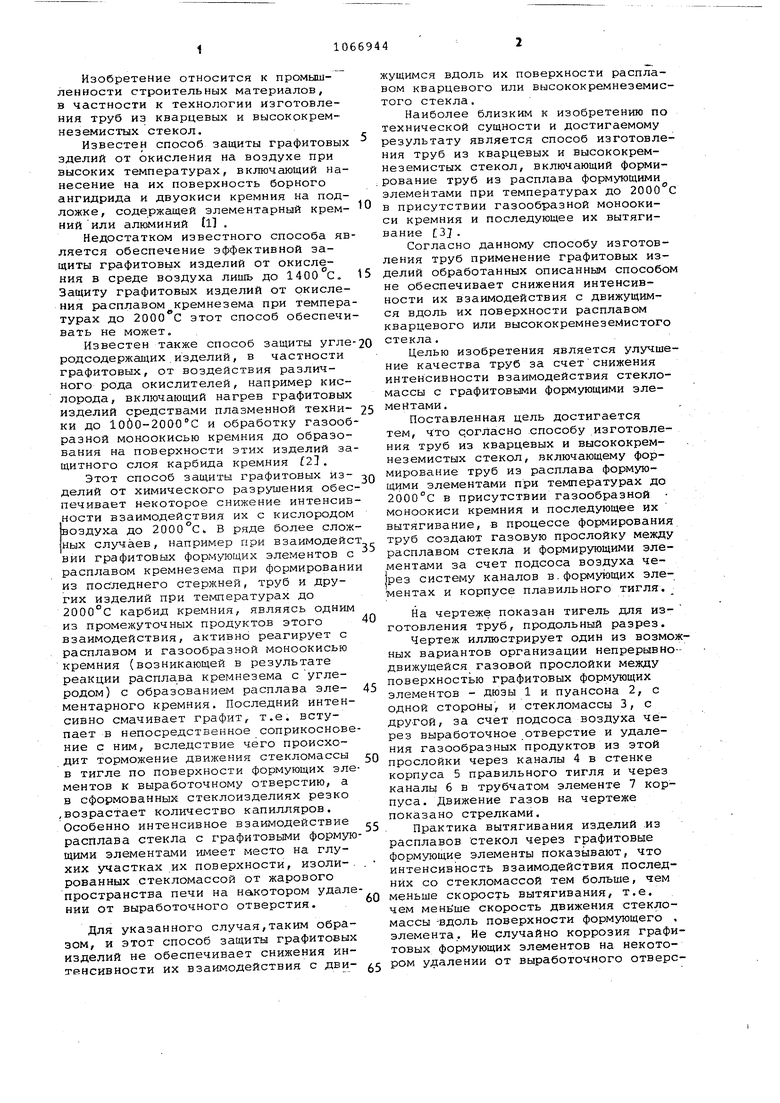

| название | год | авторы | номер документа |
|---|---|---|---|
| Тигель для получения труб из кварцевых и высококремнеземистых стекол | 1982 |
|
SU1066943A1 |
| Тигель для выработки труб из кварцевого стекла | 1983 |
|
SU1105480A2 |
| Тигель для выработки труб и стержней из кварцевых и высококремнеземистых стекол | 1982 |
|
SU1031921A1 |
| Устройство для вытягивания труб большого диаметра из расплавов кварцевого или высококремнеземистого стекла | 1983 |
|
SU1105479A1 |
| Тигель для получения труб и стержней из высококремнеземистых и кварцевых стекол | 1982 |
|
SU1020382A1 |
| Способ вытягивания труб из расплава стекла | 1981 |
|
SU975595A1 |
| УСТРОЙСТВО НЕПРЕРЫВНОГО ДЕЙСТВИЯ ДЛЯ ПОЛУЧЕНИЯ ИЗДЕЛИЙ ИЗ КВАРЦЕВОГО СТЕКЛА (ВАРИАНТЫ) | 2000 |
|
RU2177914C1 |
| Способ получения кварцевого стекла | 1977 |
|
SU716995A1 |
| Тигель для выработки труб из кварцевых и высококремнеземистых стекол | 1986 |
|
SU1366485A1 |
| Печь для плавления высококремнеземистых стекол | 1976 |
|
SU652126A1 |
СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБ ИЗ -КВАРЦЕВЫХ И ВЫСОКОКРЕМНЕЗЕМИСТЫХ СТЕКОЛ, включающий формиррвание труб из расплава формирующими элементами при температурах до 2000°С в присутствии газообразной моноокиси кремния и последующее их вытягивание, отличающийся тем, что, с целью улучшения качества труб за счет снижения интенсивности взаимодействия стекломассы с графитовыми формующими элементг1ми, в процессе формирования труб Создают газовую прослойку между расплавом стекла и формирующими элементами за счетподсоса воздуха через систему каналов в формующих элементах и корпусе плавильного тигля.. (Л 05 СУ: ее 4 N(;
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Веникодробильный станок | 1921 |
|
SU53A1 |
| Паровоз для отопления неспекающейся каменноугольной мелочью | 1916 |
|
SU14A1 |
| Чугунный экономайзер с вертикально-расположенными трубами с поперечными ребрами | 1911 |
|
SU1978A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Приспособление для проверки герметичности развальцовки труб | 1950 |
|
SU94225A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| Способ изготовления электрических сопротивлений посредством осаждения слоя проводника на поверхности изолятора | 1921 |
|
SU19A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
