Настоящее изобретение относится к вращающимся печам для производства гидравлических связующих, таких как цемент и известь.
Такие вращающиеся печи имеют, в целом, по существу цилиндрическую форму, при этом длина цилиндра намного больше его ширины. Печь вращается вокруг оси вращения, которая расположена наклонно относительно горизонтали и соответствует продольной оси цилиндра. Материал, подлежащий пирообработке в печи, перемещается вниз через печь под действием силы тяжести. Печь содержит расположенный на ее нижнем конце горелочный блок, предназначенный для сжигания основного топлива для того, чтобы вырабатывалось тепло, необходимое для осуществления пирообработки. Пламя, созданное горелочным блоком, направлено по существу вдоль продольного направления печи. Дымовые газы, образующиеся в печи, удаляются из печи на ее верхнем конце.
Прошедший пирообработку материал, такой как известь или клинкер, передается из печи в охлаждаемый воздухом охладитель материала.
Известно применение горячего охлаждающего воздуха в качестве вторичного окислителя для горения основного топлива в целях повторного использования тепловой энергии горячего охлаждающего воздуха, выходящего из охладителя. В этом случае горелочный блок инжектирует в печь основное топливо и первичный окислитель для горения для того, чтобы обеспечить частичное сгорание основного топлива с первичным окислителем для горения. Горячий воздух из охладителя материала подается в печь для предоставления вторичного окислителя для горения, предназначенного для обеспечения по существу полного сгорания указанного основного топлива.
Вращающиеся печи для производства гидравлических связующих имеют тот недостаток, что во время работы печи на цилиндрической стенке печи образуется толстый слой локализованных отложений или образований, называемых также кольцами.
Такие отложения (которые обычно содержат материал, не прошедший пирообработку, и/или частично или полностью подвергнутый пирообработке материал, золу и пыль) могут существенно ограничивать производительность печи и делают невозможной ее стабильную работу.
В действительности такие отложения ведут к уменьшению свободной внутренней площади поперечного сечения/свободного внутреннего диаметра вращающейся печи, что, во-первых, ведет к образованию узкого прохода для потока материала и, к тому же, приводит к увеличению перепада давления на протяжении длины печи. Вследствие этого увеличения перепада давления, когда вентилятор, известный как вытяжной вентилятор, осуществляющий подачу в печь вторичного окислителя для горения посредством расположенного ниже по потоку охладителя материала, прошедшего пирообработку, работает при постоянной мощности, количество окислителя для горения, подаваемое в печь, уменьшается, вызывая уменьшение вырабатываемого в печи тепла и соответствующее уменьшение выхода прошедшего пирообработку материала. Если, в соответствии с другим вариантом, увеличивается мощность, подаваемая на вентилятор, который может представлять собой вытяжной вентилятор с искусственной тягой или ID-вентилятор, для того, чтобы компенсировать увеличение перепада давления и поддерживать неизменным общее количество окислителя для горения, подаваемого в печь, то это приводит к значительному уменьшению КПД по энергии процесса производства.
Предлагались различные способы ограничения образования колец и удаления этих колец, которые образовались во время работы печи.
Если образование колец вызвано рециркуляцией в обжиговой печи атмосферы печи, содержащей большое количество примесей, таких как сера или хлор, известное основное техническое решение заключается в применении перепускного устройства для удаления части дымовых газов из атмосферы печи, как правило, от 1 до 5%. Применение этого технического решения вызывает уменьшение общего КПД установки, потому что тепло от дымового газа и материала, присутствующего в дымовом газе, при удалении дымового газа теряется. Кроме того, это техническое решение является очень сложным в конструктивном исполнении и влечет за собой значительные дополнительные капитальные затраты.
Другое техническое решение, направленное на устранение недостатка, состоит в разрушении кольца путем производства выстрела из промышленной пушки через головку обжиговой печи, если кольцо образовано не слишком далеко от разгрузочного отверстия обжиговой печи. Техническое решение, альтернативное механическому разрушению таких отложений, заключается в выстреле зарядами CO2 через корпус обжиговой печи в тех местоположениях, где имеет место образование колец, при условии наличия каналов доступа к ним (см. документ US-A-2301855). В документе US-A-3220714 описан другой способ механического удаления кольца материала из вращающейся обжиговой печи путем циклического подвода механической энергии вибрации, чтобы вызвать образование трещин в кольце и, вследствие этого, уменьшение жесткости конструкции кольца. Эти известные механические технические решения могут вызывать серьезное повреждение (огнеупорного материала) стенки обжиговой печи.
Однако они не обеспечивают сокращение процесса образования колец в печи и требуют временной остановки печи и ее охлаждения перед тем, как можно будет удалить кольца.
В соответствии со способом, описанном в документе US-A-4421563, сначала газифицируют твердое топливо, из образовавшегося газа удаляют серу и сжигают во вращающейся печи очищенный газ. Такой способ дает возможность сократить развитие тех механизмов образования колец, которые связаны с присутствием в печи золы и других остаточных продуктов сгорания. Однако такой способ обычно не представляет интереса для промышленного применения, поскольку он связан с ростом до недопустимых уровней производственных затрат на производство гидравлического связующего. В действительности причиной частого сжигания во вращающейся печи низкокачественных топлив и других отходов производства является именно поддержание производственных затрат на конкурентоспособном низком уровне.
В документе US-A-5882190 предложен способ производства клинкера путем сжигания топлива с высоким содержанием серы, при котором измеряют содержание серы в клинкере и при котором содержание кислорода в дымовом газе печи поддерживают достаточно высоким для того, чтобы температура в обжиговой печи сохранялась на уровне ниже температуры разложения CaSO4. Содержание кислорода в дымовом газе регулируют путем регулировки скорости воздуха, всасываемого эксгаустером (вытяжным вентилятором) через обжиговую печь и башню, и установку. Это техническое решение ограничено производительностью вытяжного вентилятора и устраняет только недостаток, заключающийся в образовании кольца, связанном с избыточным содержанием серы.
В документе FR-A-2246510 предложено инжектировать дополнительный воздух на загрузочном конце (выход для дымового газа) обжиговой печи для производства клинкера для того, чтобы понизить температуру в загрузочном отверстии обжиговой печи до более низкой температуры, чем температура, обусловливающая образование кольца. Это предложенное техническое решение обеспечивает снижение термического КПД печи и решает лишь проблему, связанную с образованием кольца в загрузочном отверстии обжиговой печи.
В документе FR-A-2837916 предлагается изменять длину факела пламени и местоположение участка локального перегрева посредством регулирования перегородки для потока окислителя между двумя ответвляющимися инжекторами окислителя в горелке. Описано также автоматическое регулирование длины факела пламени в зависимости от потребностей технологического процесса, таких как необходимость ограничения образования пробок. С этим способом связано горелочное устройство, состоящее по существу из трех концентричных труб с топливным каналом, расположенным между двумя каналами для окислителя.
Практическое осуществление способа, который описан в документе FR-A-2837918, не подходит для пирообработки во вращающейся обжиговой печи, которая описана выше. В действительности практически невозможно применять горелочное устройство, описанное в документе FR-A-2837916, для использования горячего воздуха, поступающего из охладителя материала, который обычно имеет температуру приблизительно 1100°C, для инжекции во вращающуюся обжиговую печь первичного окислителя и вторичного окислителя путем отведения вторичного окислителя от общей линии подачи первичного и вторичного окислителя, как в случае согласно документу FR-A-2837918, и существенно изменять соотношение между этими двумя окислителями, что требует наличия подходящего для данной цели механического управляющего устройства, такого как клапан, и повлекло бы за собой возникновение значительного по величине перепада давления, который пришлось бы компенсировать с помощью вытяжного вентилятора, в результате чего снижается прибыльность технологического процесса.
Ввиду этого общепринятой практикой является не применение горячего охлаждающего воздуха для первичного окислителя, а подача первичного окислителя, инжектируемого через горелочный блок из другого источника окислителя. Использование общего источника холодного воздуха для генерации первичного и вторичного окислителей путем отведения тоже не выход, так как это привело бы к очень большому и не приемлемому снижению КПД, так как обычно приблизительно 20% общего количества поступающего во вращающуюся печь тепла передается горячим воздухом, получаемым из охладителя материала.
Целью настоящего изобретения является улучшение работы печи путем ограничения степени (толщины и/или скорости) образования кольца во время работы печи. Другой целью настоящего изобретения является улучшение работы печи путем дестабилизации колец, образовавшихся во время работы печи.
Для этого в соответствии с настоящим изобретением предлагается способ управления работой вращающейся печи в ходе технологического процесса производства гидравлического связующего. Как описано выше, печь имеет по существу цилиндрическую форму с продольной осью, которая расположена наклонно относительно горизонтали и вокруг которой вращается печь. Печь имеет верхний конец, нижний конец и по существу цилиндрическую стенку. Для достижения требуемой степени пирообработки материала печь имеет такую длину, которая существенно больше ее ширины. Длина печи, как правило, по меньшей мере в 9 раз больше диаметра печи и, предпочтительно, в 9–40 раз больше диаметра печи.
Подлежащий пирообработке материал подается в печь на ее верхнем конце, перемещается вниз через печь под действием силы тяжести и вращения печи и выходит из печи на ее нижнем конце в виде материала, прошедшего пирообработку.
В печи материал подвергается пирообработке под действием тепла, вырабатываемого при сжигании основного топлива. На нижнем конце печи горячий прошедший пирообработку материал передается из печи в охлаждаемый воздухом охладитель материала, в котором горячий прошедший пирообработку материал охлаждается потоком охлаждающего воздуха, в результате чего получают охлажденный прошедший пирообработку материал и горячий воздух.
Печь содержит горелочный блок, расположенный на ее нижнем конце, предназначенный для инжекции в печь основного топлива и первичного окислителя для горения так, чтобы вызывать частичное сгорание основного топлива с указанным первичным окислителем для горения топлива, вследствие чего продукты сгорания основного топлива и первичного окислителя все еще содержат горючее вещество. В дополнение к первичному окислителю подается горячий воздух из охладителя материала, который подается в печь на ее нижнем конце в качестве вторичного окислителя. Первичный и вторичный окислители вместе обеспечивают по существу полное сгорание основного топлива. Пламя, образующееся при горении основного топлива с первичным и вторичным окислителями, направляется по существу параллельно продольной оси печи. Дымовой газ удаляется из печи на ее верхнем конце.
В соответствии с настоящим изобретением продольный профиль температур внутри печи изменяют во время работы печи посредством инжекции в печь по меньшей мере одной текучей среды, отличной от основного топлива, первичного окислителя и вторичного окислителя, причем указанное изменение продольного профиля температур обеспечивают путем непрерывного или прерывистого изменения по меньшей мере одного параметра инжекции указанной текучей среды в печь.
В контексте настоящего изобретения и если не указано особо, термины «вращающаяся печь» или, в краткой форме, «печь», и «вращающаяся обжиговая печь» или, в краткой форме, «обжиговая печь», являются синонимами и относятся к вращающейся печи описываемого здесь типа. В контексте настоящего изобретения выражение «работа печи» относится к технологическому процессу с непрерывной пирообработкой в печи, то есть с непрерывным введением в печь материала, подлежащего пирообработке, и с непрерывным горением в печи основного топлива.
Если не указано особо, в контексте настоящего изобретения термин «топливо» относится к «основному топливу».
«Продольный профиль температур» внутри печи отражается различными способами. Он может быть определен, в частности, как продольный профиль температур материала, перемещающегося через печь, продольный профиль температур стенки или корпуса цилиндрической печи и продольный профиль температур газовой атмосферы внутри печи. В действительности указанные три показателя по существу связаны.
«Параметры инжекции» текучей среды относятся к любому параметру инжекции, изменение которого может вести к соответствующему изменению продольного профиля температур в печи. Такие параметры инжекции включают: место инжекции, скорость инжекции, объемную или массовую скорость потока инжекции, температуру инжекции и направление инжекции.
Во время «непрерывного» изменения параметра параметр меняют, то есть изменяют, без прерывания (постоянно). Во время «прерывистого» изменения параметр изменяется в определенные моменты времени, но остается постоянным в другие моменты времени. Примером непрерывного изменения является изменение по синусоидальному закону. Примером прерывистого изменения является ступенчатое изменение.
Согласно одному варианту осуществления изобретения инжектируют текучую среду с непрерывно или прерывисто изменяющейся скоростью инжекции так, чтобы изменять продольный профиль температур в печи.
Согласно другому варианту осуществления, для изменения продольного профиля температур в печи, инжектируют текучую среду с непрерывно или прерывисто изменяющимся направлением инжекции. В этом случае направление инжекции текучей среды может меняться, например, между по меньшей мере двумя следующими направлениями инжекции:
- по направлению к материалу, находящемуся к печи,
- по направлению к стенке печи и не по направлению к материалу,
- по существу по продольной оси печи или параллельно ей.
Другая возможность состоит в изменении продольного профиля температур в печи путем инжекции текучей среды из одного или нескольких непрерывно или прерывисто меняющихся мест инжекции.
Для изменения продольного профиля температур в печи текучую среду можно инжектировать с непрерывно или прерывисто изменяющейся скоростью потока инжекции. Например, согласно настоящему изобретению, можно осуществлять инжекцию текучей среды с перерывами, то есть чередовать периоды с инжекцией текучей среды в печь и периоды без инжекции текучей среды в печь. В соответствии с другим вариантом инжекция текучей среды может осуществляться непрерывно, но с изменяющимися (ненулевыми) скоростями потока.
Следующая возможность состоит в изменении продольного профиля температур в печи путем инжекции текучей среды с непрерывно или прерывисто изменяющейся температурой текучей среды.
Изменение параметров может быть периодическим или непериодическим. «Периодическое» изменение представляет собой такое изменение, при котором изменения параметра возникают или повторяются с постоянными интервалами времени, но при котором последовательные изменения параметра могут быть одинаковыми или различными. Во время «непериодического» изменения последовательные изменения параметра возникают не с постоянными интервалами времени, а вызываются, например, в ответ на изменения в процессе пирообработки (перепада давления на протяжении печи, степени пирообработки или качества прошедшего пирообработку материала, температуры цилиндрической стенки и т.д.), выявляемые оператором печи или системой управления.
«Циклическое» изменение представляет собой изменение формы повторяющихся последовательных циклов параметра, причем изменения параметра для каждого цикла одинаковы.
Возможно также объединение двух или более вышеуказанных изменений параметра или типов изменений параметра для того, чтобы изменять продольный профиль температур. Возможно, например, объединение изменения одного или нескольких из скорости инжекции текучей среды, скорости потока текучей среды и температуры текучей среды при постоянных или переменных частотах изменения параметра инжекции.
Разделение инжекции текучей среды, такой как инжекция кислорода, по двум или более местоположениям инжекции и изменение параметров инжекции текучей среды в различных местоположениях инжекции может значительно улучшить результат, получаемый от осуществления изобретения.
Можно, например, изменять импульс инжекции текучей среды в каждом из местоположений инжекции. Это может использоваться, в частности, для инжекции текучей среды в местоположениях инжекции, приводимых в действие при различных изменяемых импульсах инжекции.
Текучую среду можно инжектировать при помощи одной или нескольких фурм, расположенных на нижнем конце печи.
В этом случае текучую среду можно инжектировать в печь отдельно от горелки или через горелочный блок. В частности, текучую среду можно инжектировать в печь посредством одной или нескольких фурм для подачи текучей среды, установленных в сквозных проходах горелочного блока.
Текучая среда, которую инжектируют в печь для того, чтобы изменить продольный профиль температур, может представлять собой газ. Текучая среда, преимущественно, содержит газ, выбранный из группы, содержащей кислород, воздух, CO2, пар и рециркулирующий дымовой газ или их смеси, предпочтительно кислород или обогащенный кислородом воздух.
Текучая среда может представлять собой также жидкость, такую как жидкость, содержащую сжиженный кислород, сжиженный воздух, сжиженный CO2, воду или смеси по меньшей мере двух из указанных жидкостей, предпочтительно сжиженный кислород или воздух, обогащенный сжиженным кислородом. Если не указано особо, использованный здесь термин «кислород» относится к техническому кислороду, то есть к текучей среде, содержащей от 80 об. % до 100 об. % O2, предпочтительно по меньшей мере 90 об. % O2 и, более предпочтительно, по меньшей мере 95 об. % O2.
Согласно одному варианту осуществления изобретения текучая среда, которую инжектируют в печь, представляет собой или содержит вспомогательное топливо, которое инжектируют в печь посредством вспомогательной горелки, расположенной на нижнем конце печи. В этом случае продольный профиль температур изменяют не только лишь инжекцией указанного вспомогательного топлива, но также за счет сгорания указанного вспомогательного топлива в печи и тепла и продуктов сгорания, образующихся в результате указанного сгорания. Как правило, но не обязательно, вспомогательная горелка инжектирует также вспомогательный окислитель для горения, предназначенный для сжигания в печи вспомогательного топлива.
При отсутствии инжекции в печь вспомогательного окислителя для горения вспомогательное топливо сжигается в печи вместе с остатком первичного и/или вторичного окислителей, не израсходованных при сгорании основного топлива.
Вспомогательная горелка может быть выполнена отдельной от горелочного блока или может быть его составной частью. Когда вспомогательная горелка представляет собой отдельную горелку, она может быть установлена отдельно от горелочного блока или в сквозном проходе горелочного блока.
Особенно подходящими вспомогательными горелками являются такие вспомогательные горелки, которые способны изменять импульс инжекции топлива/импульс пламени. Хорошим примером такой горелки с изменяемым импульсом пламени является горелка, описанная в документе FR-A-2837916.
Как уже упоминалось выше, можно изменять параметр инжекции в ответ на наблюдаемое изменение в процессе пирообработки во вращающейся печи, обнаруженное оператором печи или с помощью системы управления.
Согласно одному варианту осуществления параметр инжекции изменяют в зависимости от температуры цилиндрической стенки, выявляемой в определенном местоположении вдоль длины вращающейся печи. В этом случае параметр инжекции, преимущественно, изменяют тогда, когда выявленная температура цилиндрической стенки ниже предварительно установленного порогового значения, указывающего на образование кольца и/или на определенную толщину указанного кольца, или когда выявленная температура цилиндрической стенки понижается на величину в диапазоне от 10°C до 100°C, более вероятно на величину в диапазоне от 10°C до 50°C при отсутствии других изменений параметров технологического процесса (типа топлива, типа материала, подлежащего пирообработке, количества материала, пропускаемого через печь и т.д.), которые вызывают такое изменение температуры цилиндрической стенки печи.
В соответствии с другим вариантом или в сочетании с вышеупомянутым, можно изменять параметр инжекции в зависимости от перепада давления на протяжении вращающейся печи, который, как упомянуто выше, отражает (уровень) образования кольца в печи. В этом случае параметр инжекции, преимущественно, изменяют, когда перепад давления на протяжении вращающейся печи выше предварительно установленного порогового значения.
Гидравлическим связующим могут быть цемент или известь.
Согласно настоящему изобретению предлагается также применение любого из описанных выше вариантов осуществления способа согласно изобретению для уменьшения локального отложения материала на цилиндрической стенке печи во время работы печи.
Согласно настоящему изобретению предлагается также применение любого из вариантов осуществления способа согласно изобретению для физической дестабилизации локального отложения материала на цилиндрической стенке печи во время работы печи.
Настоящее изобретение и его преимущества будут более понятны на основе следующего ниже примера, описанного со ссылкой на фиг. 1–7, на которых:
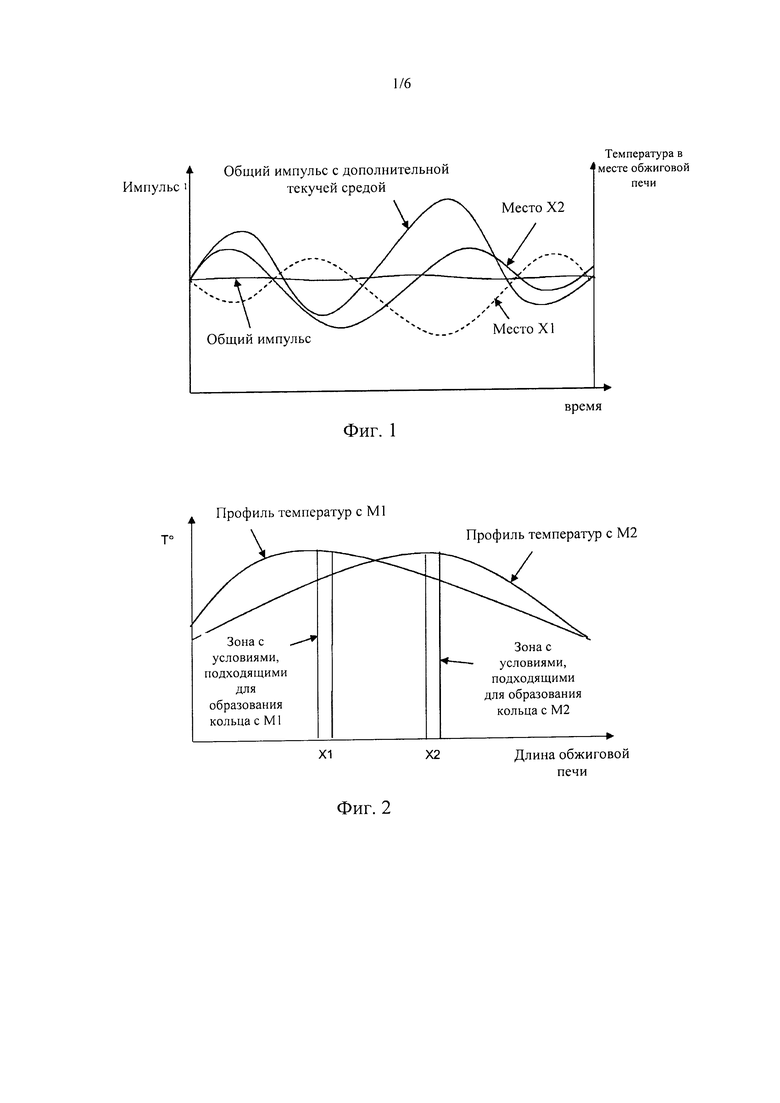
- на фиг. 1 схематически представлено влияние изменения импульса инжекции кислорода в соответствии с настоящим изобретением, на общий импульс печи и на температуру в отдельных продольных местоположениях внутри печи;
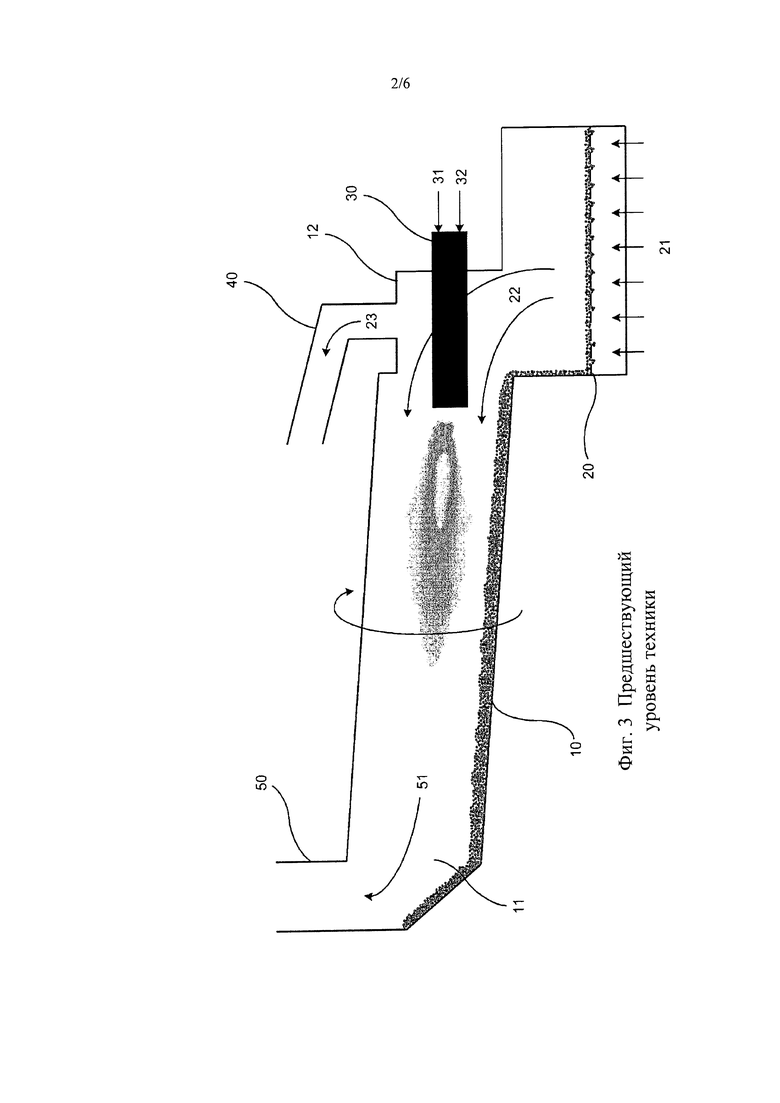
- на фиг. 2 схематически представлено влияние изменения общего импульса в печи, вызываемого изменением импульса инжекции кислорода в соответствии с настоящим изобретением, на продольный профиль температур в печи и продольное местоположение образования кольца;
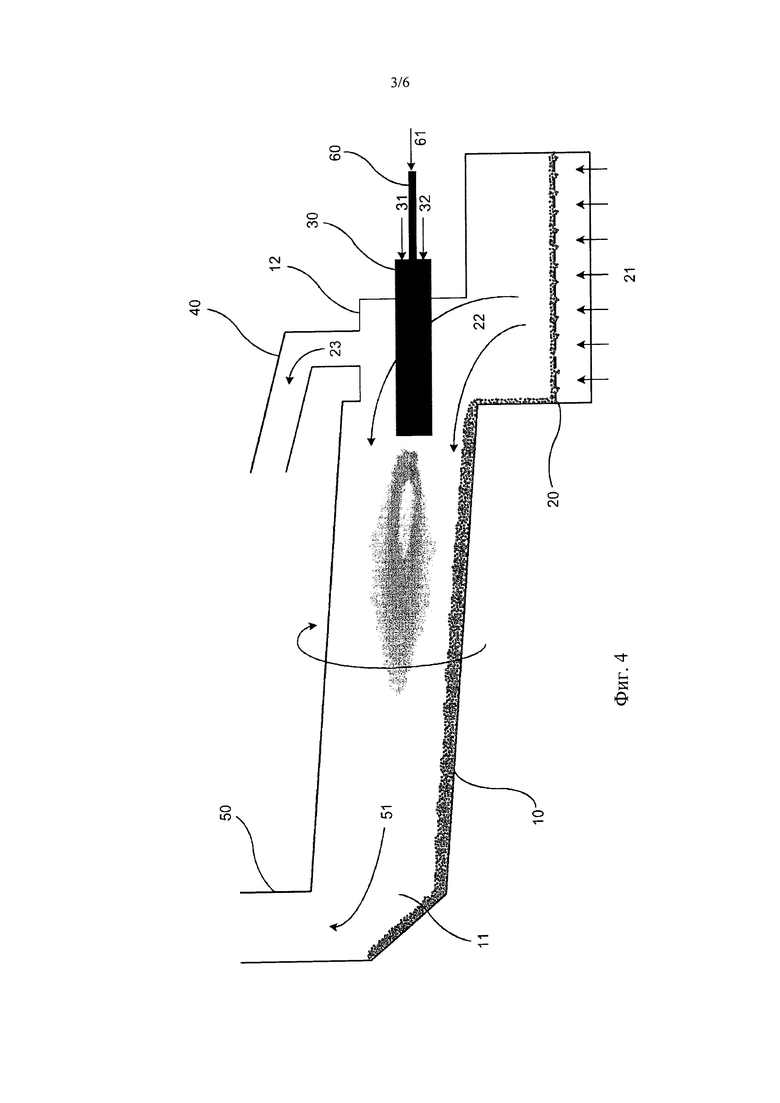
- на фиг. 3 приведено частичное схематическое изображение установки для производства гидравлического связующего согласно уровню техники, содержащей вращающуюся печь для пирообработки.
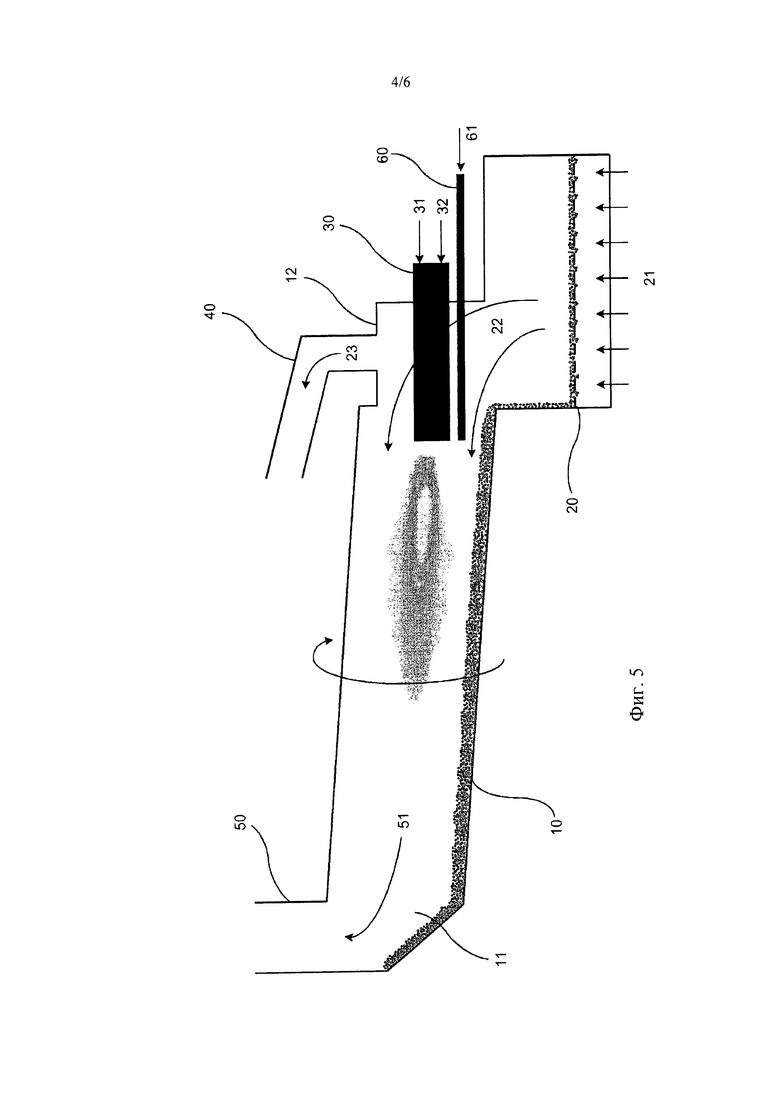
- на фиг. 4 приведено частичное схематическое изображение установки для производства гидравлического связующего такого типа, как установка, изображенная на фиг. 3, но приспособленной для применения в одном варианте осуществления способа, предлагаемого согласно настоящему изобретению;
- на фиг. 5 приведено другое частичное схематическое изображение установки для производства гидравлического связующего такого типа, как установка, изображенная на фиг. 3, но приспособленной для применения во втором варианте осуществления способа, предлагаемого согласно настоящему изобретению;
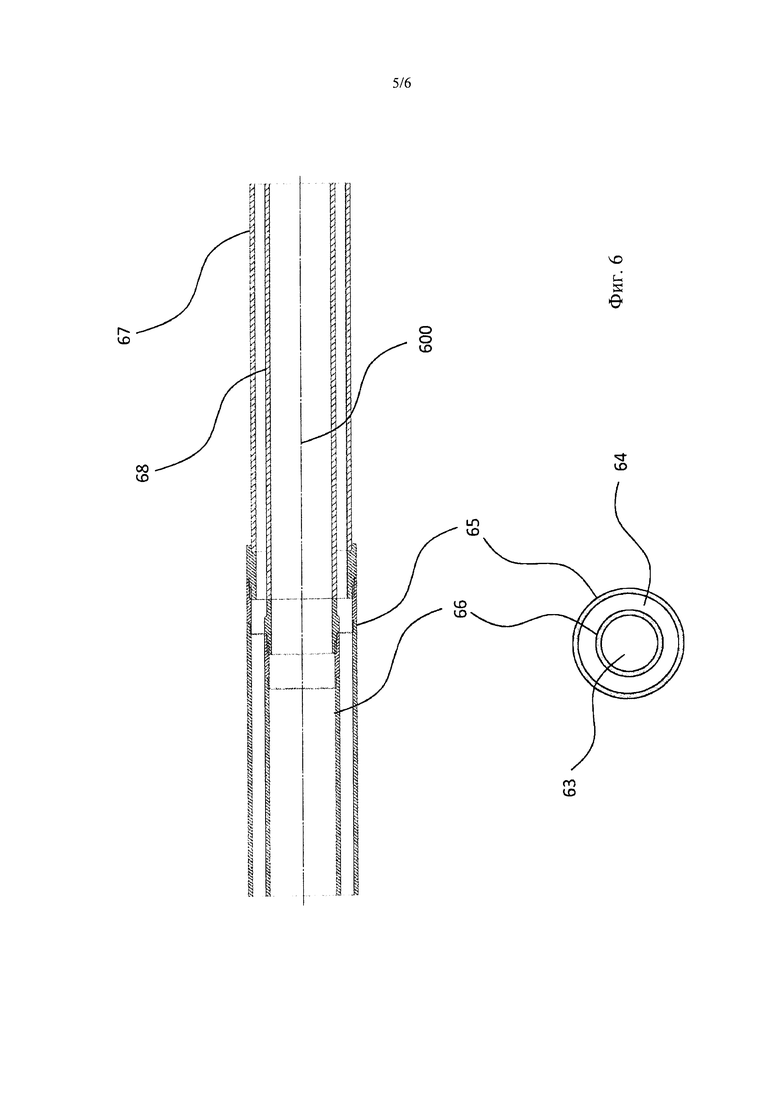
- на фиг. 6 приведено схематическое изображение в продольном разрезе и в виде спереди кислородной фурмы, пригодной для применения в способе, предлагаемом согласно настоящему изобретению, входящей в состав производственных установок, изображенных на фиг. 4 и 5;
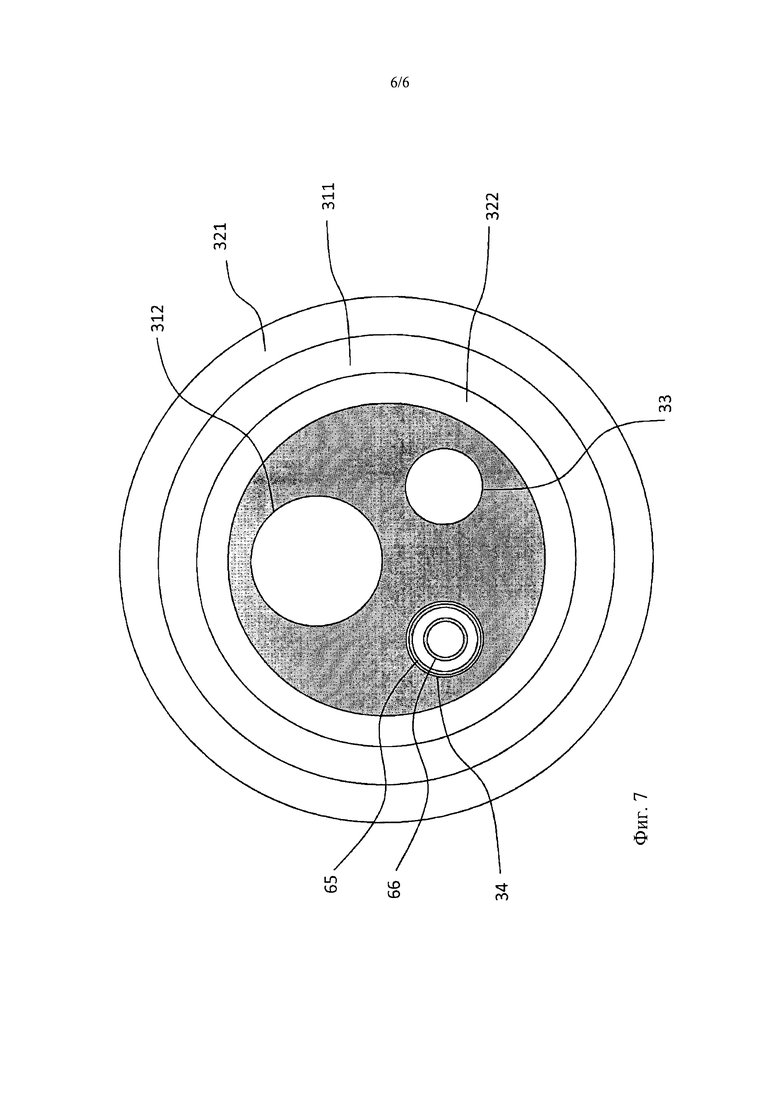
- на фиг. 7 приведен схематический вид спереди горелочного блока, снабженного подходящей фурмой, которая изображена на фиг. 6, и пригодного для применения в способе, предлагаемом согласно настоящему изобретению, входящего в состав производственной установки, изображенной на фиг. 4.
Несмотря на то, что данный пример имеет отношение конкретно к вращающейся печи для производства цемента, на другие вращающиеся печи для производства гидравлического связующего распространяются аналогичные соображения.
Окончательная конверсия тонкоизмельченного твердого материала в цементный клинкер, которая обычно выполняется во вращающейся печи для производства цемента, представляет собой реакцию спекания между остаточной твердой фазой главных реагентов извести (CaO) и двухкальциевого силиката (C2S). Эта конверсия твердого тела в твердое тело существенно улучшается за счет присутствия 20–30% жидкой фазы, образованной из фаз алюмоферрита кальция (C3AF) и трехкальциевого алюмината (C3A), а также щелочей, сульфатов и оксида магния.
Совместное существование этих различных фаз в обжиговой печи создает градиент вязкости и липкости материалов, зависящий от температуры и состава смеси материалов и от атмосферы, контактирующей с ней, вызывающий локализованное образование толстого покрытия, отложение кольца липкого материала на цилиндрическую стенку печи.
В существующей практике сжигания альтернативных топлив, таких как измельченные шины, органические отходы и т.д., как (части) основного топлива во вращающейся печи, из-за этого введения в технологический процесс значительного количества примесей типа серы и хлора наблюдается тенденция увеличения образования колец и роста потребности в решении этой проблемы.
В литературных источниках приведены сведения о различных типах и местоположения колец в зависимости от такого их местоположения в печи:
- Кольцо находится на нижнем конце вращающейся печи
Эти кольца в основном связаны с перегревом огнеупорной футеровки и получением в избытке жидкой фазы гранулированного материала. Известно, что для противодействия этому явлению выбирают параметры технологического процесса в начале работы печи, в частности выбирают достаточный поток вторичного воздуха для того, чтобы обеспечить требуемое охлаждение стенки печи, выбирают достаточно низкую температуру потока вторичного воздуха, помещают горелочный блок глубже в печь или осуществляют управление горелочным блоком так, чтобы создать плотный факел пламени, когда указанный факел пламени стремится подниматься по направлению к футеровке печи.
- Кольцо находится на верхнем конце вращающейся печи.
Причиной появления этих колец является главным образом образование спуррита/сульфатного спуррита, возникающего, возможно, из-за восстановительных условий сжигания в том или ином месте в печи и рециркуляции сульфата.
Эти кольца особенно проблематичны потому, что они расположены слишком далеко от нижнего конца печи, что не позволяет эффективно осуществлять их удаление выстрелом из промышленной пушки. Разрушать эти кольца предлагается выстрелами зарядами CO2 через цилиндрическую стенку, если предусмотрены каналы для производства выстрелов такими зарядами. В любом случае работу обжиговой печи приходится часто приостанавливать и давать ей остыть перед тем, как можно будет произвести физическое удаление колец. Единственным известным техническим решением, не требующим частой приостановки работы печи, является выбор параметров технологического процесса и, в частности, выбор сырьевой смеси и основного топлива в начале работы печи во избежание избыточного содержания сульфата в горячем материале. Однако это часто является невозможным из-за необходимости в зональном снабжении сырьевой смесью и основным топливом по причине дополнительных стоимостных затрат.
- Кольцо находится в зоне сжигания в средней части вращающейся печи
Появление этих колец связано с (ре)циркуляцией пылевых частиц в атмосфере печи, в частности пыли топливной золы и материала, такого как клинкерная пыль, например увлекаемая вторичным воздухом для горения, поступающим из охладителя. При достижении в пламени достаточно высокой температуры пылевые частицы плавятся и уносятся вверх обжиговой печи, где они снова затвердевают и прилипают к стенке печи, образуя в целом удлиненные кольца. Эти кольца обычно могут быть разрушены механическим путем производством выстрелов из промышленной пушки, но для этого требуется значительный по времени простой печи и это может вызывать повреждение огнеупорной футеровки.
Также известно, что пылеобразование и/или (ре)циркуляцию пыли пытаются уменьшить путем управления горелочным блоком так, чтобы сделать факел пламени более коротким и более плотным, однако это не позволяет полностью исключить образование колец в средней части вращающейся печи, а всего лишь позволяет уменьшить частоту возникновения временной приостановки работы печи или длину кольца. В действительности для укорочения факела пламени требуется увеличение потока первичного воздуха и, в связи с этим, осуществление рециркуляции газа в наконечнике горелки, так что пыль из охладителя уносится не так далеко в печь, в результате чего кольца получаются меньших размеров.
В соответствии с настоящим изобретением продольный профиль температур внутри печи изменяют во время работы печи, что приводит к соответствующему изменению продольного профиля теплопередачи и/или профиля состава материала вдоль вращающейся печи.
Во время работы печи, то есть в период непрерывной работы печи, продольный профиль температур изменяют во время работы печи путем инжекции по меньшей мере одной текучей среды, отличной от основного топлива, первичного окислителя и вторичного окислителя при непрерывном или прерывистом изменении параметров инжекции. В нее можно инжектировать широкий диапазон текучих сред. Текучая среда может быть газообразной или жидкой. Она может содержать или состоять из другого или вспомогательного окислителя, из другого или вспомогательного топлива, комбинации вспомогательного топлива и вспомогательного окислителя, газообразных продуктов сгорания, образовавшихся в результате сгорания вспомогательного топлива, пара, CO2, кислорода, рециркулирующих газообразных продуктов сгорания и т.д. Вообще, вследствие этого стимулирования полного сгорания топлива, предпочтительно инжектировать кислород или кислородсодержащую текучую среду. В соответствии с настоящим изобретением изменяют в достаточной степени по меньшей мере один параметр указанной инжекции кислорода, такой как скорость и/или расход и/или температура, так, чтобы вызвать соответствующее изменение продольного профиля температур печи.
На практике оператор печи выбирает текучую среду и параметры инжекции текучей среды, в том числе, но не только, параметр(ы) инжекции, который(-ые) изменяют в соответствии с изобретением, так, чтобы максимально увеличить влияние изменения параметра на продольный профиль температур печи, но не оказывая ощутимого отрицательного влияния на производительность печи, на качество продукта или на прибыльность технологического процесса. В связи с этим особое значение имеет выбор импульса, с которым осуществляют инжекцию текучей среды. Импульс инжекции текучей среды, преимущественно, выбирают таким по величине, чтобы он составлял от 5% до 50% общего импульса печи, предпочтительно от 10% до 30%. Это, в частности, имеет место тогда, когда текучая среда представляет собой кислород.
Благодаря изобретению исключается возможность стабилизации или сохранения температуры материала и атмосферы печи и их состава в определенном месте вдоль длины печи при сочетании, которое может способствовать образованию колец.
Фиг. 1 демонстрирует влияние во времени непрерывного непериодического и нециклического изменения импульса инжекции струи текучей среды, состоящей из кислорода, на температуру стенки печи/материала в печи в определенном местоположении вдоль длины печи.
Таким образом, настоящее изобретение по существу ограничивает рост колец в конкретных местоположениях во вращающейся печи путем смещения участков возникновения условий, способствующих росту колец вдоль длины вращающейся печи. Это показано на фиг. 2.
Как показано в примере по фиг. 2, когда вращающаяся обжиговая печь работает с общим импульсом M1, соответственный продольный профиль температур и профиль состава создает на расстоянии X1 от горелочного блока зону, в которой указанные условия способствуют образованию кольца.
После определенного периода работы печи, например после предварительно установленного количества часов работы или когда выявлено возможное образование кольца (например понижение температуры цилиндрической стенки и/или увеличение перепада давления на протяжении печи), импульс инжекции кислорода в печь изменяют для того, чтобы изменить общий импульс от уровня M1 до уровня M2, тем самым модифицируя температуру материала и атмосферы и состав в зоне X1 для прекращения роста кольца в указанной зоне и, предпочтительно, до момента стабилизации указанного кольца. На этом новом рабочем этапе технологического процесса условия, подходящие для образования кольца, теперь сместились в новое местоположение X2 вдоль вращающейся печи. После нескольких следующих часов производства или, как указано выше, когда имеются новые признаки образования кольца внутри печи, снова регулируют импульс инжекции кислорода, например так, чтобы вернуться к первоначальному уровню M1 импульса.
В последнем случае печь работает попеременно: то с уровнем M1 общего импульса, то с уровнем M2 общего импульса, при этом изменение параметра инжекции кислорода является прерывистым. Когда изменения импульса инжекции кислорода происходят с постоянными интервалами времени, изменение является периодическим.
Когда изменения продольного профиля температур являются достаточно большими, настоящее изобретение, кроме того, обеспечивает возможность дестабилизации и уменьшения или разрушения колец, которые образовались в печи на предыдущем этапе технологического процесса.
Фиг. 1 поясняет влияние в зависимости от времени непрерывного непериодического и нециклического изменения импульса инжекции струи текучей среды, состоящей из кислорода, на температуру стенки печи/материала в печи в двух отдельных продольных местоположениях печи. Как показано на фиг. 1, импульс струи кислорода был изменен в достаточной степени для того, чтобы изменить температуру в двух продольных местоположениях (и, следовательно, продольный профиль температур в печи).
Однако изменения импульса инжекции кислорода не вызывают значительных изменений общего импульса печи. Таким образом, несмотря на изменения импульса инжекции кислорода, поддерживаются стабильными работа печи и производительность.
Вращающаяся печь или обжиговая печь 10 имеет наклонную продольную ось, вокруг которой она вращается. Материал, подлежащий пирообработке, такой как некальцинированный или частично кальцинированный тонкоизмельченный твердый материал, вводится во вращающуюся печь 10 через загрузочное отверстие 11 обжиговой печи, расположенное на верхнем конце печи 10. Материал перемещается через вращающуюся печь 10 под действием силы тяжести и вращения цилиндрической стенки печи и подвергается пирообработке теплом, выделяющимся в результате горения основного топлива (основных топлив) 31 внутри печи 10. В действительности общепринятой практикой является применение наиболее дешевого возможного подходящего топлива или комбинации топлив для пирообработки минеральных материалов, чтобы сохранять производственные затраты на низком уровне.
Дым или дымовые газы 51, образующиеся в печи, удаляются на верхнем конце печи 10 через вытяжную трубу 50. Если, например, имеется декарбонизатор (не показан), расположенный выше по потоку от вращающейся печи (в направлении потока материала), по меньшей мере часть дымовых газов может быть направлена к указанному декарбонизатору через указанную вытяжную трубу 50.
На нижнем конце печи 10 прошедший пирообработку минеральный материал передается из печи 10 в охладитель 20 материала.
В охладителе 20 прошедший пирообработку материал охлаждается посредством охлаждающего воздуха 21.
Для сгорания основного топлива (основных топлив) 31 в головке 12 обжиговой печи на нижнем конце печи 10 установлена горелка или горелочный блок 30. Эта горелка 30, как правило, выполнена так, чтобы обеспечивать возможность эффективного сгорания ряда топлив, в том числе альтернативных и обладающих низкой теплотой сгорания топлив 31.
В дополнение к основному топливу (основным топливам) 31, основная горелка 30 также инжектирует в печь первичный окислитель 32 для горения, как правило первичный воздух для горения, для того, чтобы вызвать частичное сжигание основного топлива (основных топлив) 31 с первичным окислителем 32. Горение основного топлива (основных топлив) после этого завершается дальнейшим горением с вторичным окислителем 22 для горения. Горячий воздух 22 из охладителя 20 применяется в качестве вторичного окислителя для горения и инжектируется в печь 10 на нижнем конце печи 10 отдельно от основной горелки 30.
В проиллюстрированном варианте осуществления изобретения, показанном на фиг. 3, другая часть 23 горячего воздуха, поступающего из охладителя 20, применяется в качестве третичного воздуха и транспортируется из головки 12 обжиговой печи в кальцинатор (не показан) через трубу 40 для третичного воздуха.
В производственной установке, изображенной на фиг. 4, внутри горелочного блока 30 (например в каналах 33 и/или 34 на фиг. 7) установлено устройство 60 для инжекции текучей среды.
Горелочный блок, изображенный на фиг. 7, приспособлен для сжигания двух типов основного топлива. Первое «первичное» основное топливо инжектируют через кольцевой проход 311 для инжекции первичного топлива. Первичный воздух для горения разделяется на два потока воздуха. Первый осевой поток первичного воздуха инжектируется в печь через кольцевой осевой проход 321 для воздуха, окружающий проход 311 для инжекции первичного топлива. Второй радиальный поток первичного воздуха инжектируется через кольцевой радиальный проход 322 для воздуха, расположенный рядом и внутри прохода 311 для инжекции первичного топлива. Горелочный блок дополнительно содержит сердцевинный элемент, расположенный внутри прохода 322 для воздуха. В указанном сердцевинном элементе выполнено несколько сквозных проходов и, более конкретно, проход 312 для первичного топлива, предназначенный для инжекции первичного топлива во вращающуюся печь, и вышеупомянутые два дополнительных канала 33 и 34. Параметры инжекции первичного воздуха функционально зависимы от характеристик и расхода первичного топлива (первичных топлив).
Поскольку во многих существующих горелочных блоках обжиговых вращающихся печей уже присутствуют один или несколько таких запасных сквозных проходов или каналов, которые, при нормальной работе печи, не применяются для инжекции среды в печь, установка устройства для инжекции текучей среды, предназначенного для применения в способе, предлагаемом согласно изобретению, часто может быть произведена без внесения изменений в конструкцию горелочного блока 30 печи 10.
В производственной установке, изображенной на фиг. 5, устройство 60 для инжекции текучей среды установлено отдельно от горелочного блока 30. Устройство 60 для инжекции показано установленным под горелочным блоком 30, но оно может быть также установлено над горелочным блоком 30 или сбоку от него при условии, что это не препятствует правильному функционированию печи.
В качестве дополнительной текучей среды 61 целесообразно выбирать кислород.
В соответствии с настоящим изобретением устройство 60 для инжекции применяется для инжекции в печь текучей среды, называемой дополнительной текучей средой, отличной от основного топлива (основных топлив) 31, первичного окислителя 32 и вторичного окислителя 22. Устройство 60 для инжекции, более конкретно, применяется для инжекции в печь дополнительной текучей среды 61 и для изменения по меньшей мере одного параметра инжекции дополнительной текучей среды во время работы печи так, чтобы тем самым обеспечить изменение продольного профиля температур в печи при одновременном сохранении требуемых производительности и качества прошедшего пирообработку продукта.
Один вариант реализации настоящего изобретения заключается в изменении скорости или импульса инжекции дополнительной текучей среды 61 и, тем самым, изменении продольного профиля температур в печи.
Это может быть обеспечено в результате применения в качестве устройства 60 для инжекции фурмы с двумя соплами. Как правило, одно сопло будет окружать другое, например при коаксиальном расположении. Пример такой фурмы показан на фиг. 6. Показанная фурма имеет продольную ось 600, внутреннюю подающую трубу 68, конец которой находится во внутреннем сопле 66 для инжекции, и наружную подающую трубу 67, конец которой находится в наружном сопле 65 для инжекции. Внутреннее сопло 66 для инжекции образует внутреннее отверстие 63 для инжекции, и промежуток между внутренним соплом 66 для инжекции и наружным соплом 65 для инжекции образует наружное отверстие 64 для инжекции. Такая фурма 60 обеспечивает возможность изменения скорости инжекции кислорода и импульса инжекции даже при постоянном массовом расходе кислорода через фурму 60 путем переключения инжекции кислорода между (a) инжекцией кислорода по существу только через одно из отверстий 63 и 64 для инжекции и (b) инжекцией кислорода через и внутреннее и наружное отверстия 63, 64.
Фурма 60, таким образом, может применяться для прерывистого ступенчатого изменения скорости или импульса инжекции кислорода путем переключения работы фурмы во время работы печи между первым и вторым этапами. Например, в течение первого этапа кислород подается в оба отверстия 63 и 64 для инжекции для получения низкой скорости инжекции кислорода, тогда как в течение второго этапа большая часть кислорода (например 90%) подается во внутреннее сопло 66 для инжекции в печь струи кислорода с более высокими скоростью или импульсом. Остальные 10% потока кислорода инжектируются через наружное отверстие 64 для обеспечения охлаждения наружной стороны фурмы с целью предотвращения ее теплового повреждения. Если площадь поперечного сечения потока внутреннего отверстия 63 для инжекции существенно отличается от площади поперечного сечения потока наружного отверстия 64 для инжекции, дальнейшие изменения скорости и импульса инжекции кислорода могут быть осуществлены при том же самом массовом расходе инжектируемого кислорода. Очевидно, что возможно также изменение скорости или импульса инжекции кислорода путем изменения массового расхода кислорода через фурму и сочетания изменения расхода текучей среды с изменением скорости инжекции.
Можно также установить два или более отдельных дополнительных устройств 60 для инжекции текучей среды, предназначенных для применения в соответствии с настоящим изобретением. Например, может быть установлено несколько устройств 60 для инжекции, каждое со своим собственным местом инжекции и/или направлением инжекции в печь. В этом случае продольный профиль температур печи можно изменять во время работы печи путем изменения потока дополнительной текучей среды через разные устройства для инжекции.
Можно также установить нескольких фурм с изменяемым импульсом, которые описаны выше, каждая из которых способна инжектировать кислород при низком и высоком импульсе с постоянным массовым расходом кислорода.
Если печь оснащена двумя такими фурмами, например одной в канале 33 и одной в канале 34 горелочного блока, показанного на фиг. 7, или двумя фурмами в разных местоположениях вокруг горелочного блока 30 на фиг. 5, или в разных местоположениях во вращающейся печи, то в течение первого этапа приводят в действие одну из указанных фурм для инжекции кислорода с высоким импульсом, другую для инжекции кислорода с низким импульсом и после этого производится переключение на второй этап, на котором первая из указанных двух фурм инжектирует кислород с низким импульсом и вторая из двух фурм инжектирует кислород с высоким импульсом. В результате переключения таким образом между первым этапом и вторым этапом во время работы печи опять-таки может быть осуществляться изменение продольного профиля температур в печи даже без изменения массового расхода кислорода, инжектируемого в печь в качестве дополнительной текучей среды.
Может быть также обеспечено факультативно в комбинации с одним из приведенных выше вариантов осуществления изменение продольного профиля температур в печи путем изменения температуры дополнительной текучей среды, инжектируемой в печь, например путем предварительного нагрева указанной текучей среды до разных температур посредством теплообмена с дымовыми газами, полученными от установки для производства гидравлического связующего, или с охлаждающим газом, поступающим из охладителя.
Пример
Настоящее изобретение и его преимущества пояснены в приведенном ниже примере осуществления способа, предлагаемого согласно настоящему изобретению, не носящем ограничительного характера.
В известной из уровня техники вращающейся обжиговой печи, предназначенной для производства цементного клинкера, такого типа, как показанная на фиг. 3, с внутренней длиной 65 м и оснащенной горелкой 30, которая показана на фиг. 7, но без фурмы для инжекции ни в одном из каналов 33 и 34, имеет место образование кольца значительных размеров на расстоянии в пределах от 20 м до 30 м от горелки 30, что приводит к значительному снижению производительности. На наружной стороне печи образование указанных колец внутри печи можно замечать по значительному понижению температуры корпуса (то есть температуры на наружной стороне цилиндрической стенки печи) вследствие изолирующего действия кольцевых отложений.
В соответствии с настоящим изобретением кислородную фурму типа труба в трубе, показанную на фиг. 6, установили в проходе 34 в центральном сердцевинном элементе горелки 30 (как показано на фиг. 7).
Электромагнитный клапан (не показан), расположенный на впускном конце указанной кислородной фурмы, регулировал распределение кислорода, инжекция которого осуществлялась соответственно через внутреннее отверстие 63 для инжекции и наружное отверстие 64 для инжекции.
С помощью указанной кислородной фурмы и связанного с ней электромагнитного клапана осуществляли инжекцию кислорода в печь при постоянном расходе 600 норм. м3/ч, но с циклическими изменениями скорости инжекции кислорода.
Циклическое изменение состояло из двух этапов.
В течение первого этапа электромагнитный клапан был закрыт и весь кислород, за исключением незначительной части для продувки, инжектировался через внутреннее отверстие 63 для инжекции с первой скоростью инжекции в диапазоне от 120 м/с до 140 м/с, предпочтительно при 120 м/с. Инжекцию части кислорода для продувки осуществляли через наружное отверстие 64 для инжекции. Указанную часть кислорода для продувки получали из линии подачи кислорода путем обхода электромагнитного клапана и ограничивали количеством кислорода, требуемым для поддержания достаточно низкой температуры наружного сопла 65 для инжекции во избежание его теплового повреждения и для предотвращения продвижения до указанного наружного сопла 65 в течение первого этапа газов из атмосферы обжиговой печи, содержавших большое количество частиц.
В течение второго этапа цикла электромагнитный клапан был открыт и кислород распределялся по внутреннему отверстию 63 для инжекции и наружному отверстию 64 для инжекции и инжектировался через них, в результате чего была получена более низкая скорость инжекции кислорода в диапазоне от 60 м/с до 90 м/с, предпочтительно 60 м/с.
Переключение между двумя этапами происходит каждые 12 часов.
Когда применяли способ, предлагаемый согласно настоящему изобретению, не было значительной потери производительности из-за образования кольцевых отложений.
В тех областях, где во время работы обжиговой печи, известной из уровня техники, наблюдалось образование колец, то есть на расстоянии в диапазоне от 20 м до 30 м от горелки, температура корпуса обжиговой печи была в среднем на 200°C выше, чем во время работы известной обжиговой печи.
По сравнению с работой известной из уровня техники печи было отмечено повышение производительности, составлявшее приблизительно 12 тонн клинкера в расчете на одну тонну инжектированного кислорода.
Все это еще примечательно тем, что подача кислорода в обжиговую печь через фурму при постоянных параметрах инжекции кислорода приводила к значительно более низкому повышению производительности, составлявшему от 2 до 4 тонн клинкера на одну тонну инжектированного кислорода. Способ, предлагаемый согласно настоящему изобретению, оказался не только эффективным в плане предотвращения образования колец во вращающейся обжиговой печи. В действительности, когда способ, предлагаемый согласно изобретению, применяли по окончании периода известной из уровня техники работы обжиговой печи, способ, предлагаемый согласно изобретению, обеспечивал возможность дестабилизации и разрушения ранее образовавшихся колец.
Несмотря на то, что изобретение здесь описано применительно к вращающимся печам для производства гидравлических связующих, очевидно, что оно может быть использовано для всех вращающихся печей, в которых образование колец во время работы печи представляет собой проблему.
Перечень условных обозначений
10: вращающаяся обжиговая печь/печь
11: загрузочное отверстие/верхний конец обжиговой печи
12: головка обжиговой печи
20: охладитель материала
21: холодный охлаждающий воздух
22: вторичный воздух/горячий охлаждающий воздух
23: третичный воздух
30: основной горелочный блок
31: основное топливо (основные топлива)
32: первичный воздух/первичный окислитель
33: канал для устройства для инжекции текучей среды
34: канал для устройства для инжекции текучей среды
40: труба для третичного воздуха
50: вытяжная труба для дымовых газов
51: дымовые газы
60: устройство/фурма для инжекции текучей среды
61: дополнительная текучая среда (дополнительные текучие среды)
63: внутреннее отверстие для инжекции
64: наружное отверстие для инжекции
65: наружное сопло для инжекции
66: внутреннее сопло для инжекции
67: наружная подающая труба
68: внутренняя подающая труба
311: первичное топливо
312: вторичное топливо
321: осевой поток первичного воздуха
322: радиальный поток первичного воздуха
600: продольная ось устройства для инжекции текучей среды
Изобретение относится к способу управления производством гидравлического связующего во вращающейся обжиговой печи, имеющей по существу цилиндрическую форму с продольной осью, наклоненной относительно горизонтали, верхний конец, нижний конец и по существу цилиндрическую стенку, причем длина печи по меньшей мере в 9 раз больше диаметра печи и, предпочтительно, в 9-40 раз больше диаметра печи, при этом печь выполнена с возможностью вращения вокруг продольной оси и содержит горелочный блок, расположенный на ее нижнем конце и предназначенный для инжекции в печь основного топлива и первичного окислителя для горения. Способ включает непрерывную подачу в печь на ее верхнем конце материала, подлежащего пирообработке, с перемещением его вниз через печь, при этом упомянутый материал подвергается пирообработке в печи теплом, вырабатываемым при сгорании основного топлива в печи, и выходит из печи на ее нижнем конце в виде материала, прошедшего пирообработку, подачу материала, прошедшего пирообработку, из печи в охлаждаемый воздухом охладитель материала с получением охлажденного материала, прошедшего пирообработку, и горячего воздуха, инжектирование в печь посредством горелочного блока основного топлива и первичного окислителя для горения так, чтобы вызывать частичное сгорание основного топлива с первичным окислителем для горения, подачу в печь на ее нижнем конце горячего воздуха из охладителя материала в качестве вторичного окислителя для обеспечения по существу полного сгорания основного топлива, при этом факел пламени, образованный таким образом при непрерывном сгорании основного топлива с первичным и вторичным окислителями, направлен по существу параллельно продольной оси печи, и удаление дымового газа из печи на ее верхнем конце, при этом продольный профиль температур внутри печи изменяют посредством инжекции в печь по меньшей мере одной текучей среды, отличной от основного топлива, первичного окислителя и вторичного окислителя, предпочтительно, в виде газообразного или сжиженного кислорода или воздуха, обогащенного газообразным или сжиженным кислородом, при этом изменение продольного профиля температур обеспечивают путем непрерывного или прерывистого изменения по меньшей мере одного параметра инжекции указанной текучей среды в печь. Обеспечивается уменьшение образования в печи локализованных колец отложений, повышение производительности печи и обеспечение стабильной работы печи. 12 з.п. ф-лы, 7 ил.,1 пр.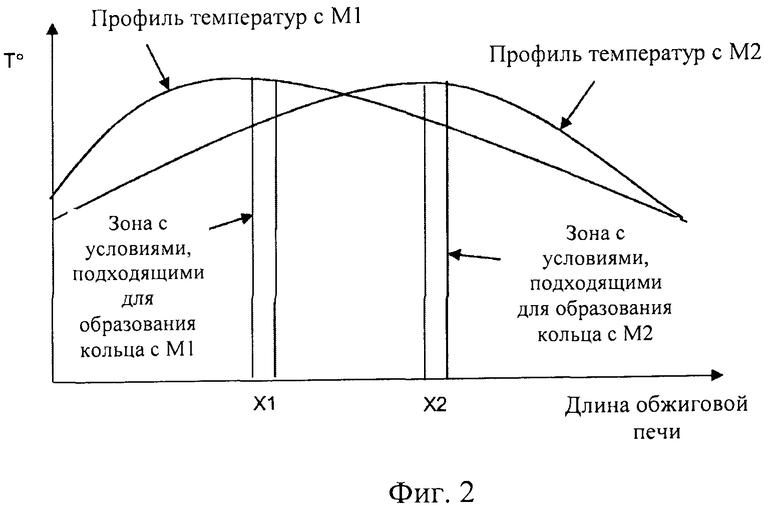
1. Способ управления производством гидравлического связующего во вращающейся обжиговой печи, имеющей по существу цилиндрическую форму с продольной осью, наклоненной относительно горизонтали, верхний конец, нижний конец и по существу цилиндрическую стенку, причем длина печи по меньшей мере в 9 раз больше диаметра печи и предпочтительно в 9-40 раз больше диаметра печи, при этом печь выполнена с возможностью вращения вокруг продольной оси и содержит горелочный блок, расположенный на ее нижнем конце и предназначенный для инжекции в печь основного топлива и первичного окислителя для горения, включающий
непрерывную подачу в печь на ее верхнем конце материала, подлежащего пирообработке, с перемещением его вниз через печь, при этом упомянутый материал подвергается пирообработке в печи теплом, вырабатываемым при сгорании основного топлива в печи, и выходит из печи на ее нижнем конце в виде материала, прошедшего пирообработку,
подачу материала, прошедшего пирообработку, из печи в охлаждаемый воздухом охладитель материала с получением охлажденного материала, прошедшего пирообработку, и горячего воздуха,
инжектирование в печь посредством горелочного блока основного топлива и первичного окислителя для горения так, чтобы вызывать частичное сгорание основного топлива с первичным окислителем для горения,
подачу в печь на ее нижнем конце горячего воздуха из охладителя материала в качестве вторичного окислителя для обеспечения по существу полного сгорания основного топлива, при этом факел пламени, образованный таким образом при непрерывном сгорании основного топлива с первичным и вторичным окислителями, направлен по существу параллельно продольной оси печи, и
удаление дымового газа из печи на ее верхнем конце,
в котором продольный профиль температур внутри печи изменяют посредством инжекции в печь по меньшей мере одной текучей среды, отличной от основного топлива, первичного окислителя и вторичного окислителя, предпочтительно, в виде газообразного или сжиженного кислорода или воздуха, обогащенного газообразным или сжиженным кислородом, при этом изменение продольного профиля температур обеспечивают путем непрерывного или прерывистого изменения по меньшей мере одного параметра инжекции указанной текучей среды в печь,
при этом параметр инжекции изменяют в зависимости от температуры цилиндрической стенки, выявляемой в определенном местоположении вдоль длины вращающейся печи, или в зависимости от перепада давления на вращающейся печи.
2. Способ по п.1, в котором для изменения продольного профиля температур в печи текучую среду инжектируют с непрерывно или прерывисто изменяющейся скоростью инжекции.
3. Способ по п.1 или 2, в котором для изменения продольного профиля температур в печи текучую среду инжектируют с непрерывно или прерывисто изменяющимся направлением инжекции.
4. Способ по любому из пп.1-3, в котором для изменения продольного профиля температур в печи текучую среду инжектируют из одного или нескольких непрерывно или прерывисто изменяющихся мест инжекции.
5. Способ по любому из пп.1-4, в котором для изменения продольного профиля температур в печи текучую среду инжектируют с непрерывно или прерывисто изменяющимся расходом при инжекции текучей среды.
6. Способ по любому из пп.1-5, в котором для изменения продольного профиля температур в печи текучую среду инжектируют при непрерывно или прерывисто изменяющейся температуре текучей среды.
7. Способ по любому из пп.1-6, в котором текучую среду инжектируют посредством одной или нескольких фурм, расположенных на нижнем конце печи.
8. Способ по любому из пп.1-7, в котором текучая среда представляет собой газ.
9. Способ по п.8, в котором текучая среда содержит газ, выбранный из группы, содержащей: кислород, воздух, CO2, пар и рециркулирующий дымовой газ или их смеси, предпочтительно кислород или обогащенный кислородом воздух.
10. Способ по любому из пп.1-7, в котором текучая среда представляет собой жидкость.
11. Способ по любому из пп.1-8 или 10, в котором текучая среда представляет собой вспомогательное топливо, которое инжектируют в печь посредством вспомогательной горелки, расположенной на нижнем конце печи.
12. Способ по п.11, в котором вспомогательная горелка также инжектирует вспомогательный окислитель для горения, предназначенный для сжигания вспомогательного топлива.
13. Способ по любому из пп.1-12, в котором гидравлическое связующее представляет собой цемент или известь.
| US 4462793 A, 31.07.1984 | |||
| DE 102008029512 A1, 28.01.2010 | |||
| Сигнализатор износа тормозной накладки | 1987 |
|
SU1449414A1 |
| СПОСОБ ОБЖИГА КАРБОНАТНОГО СЫРЬЯ ВО ВРАЩАЮЩИХСЯ ТРУБЧАТЫХ ПЕЧАХ | 1999 |
|
RU2166160C1 |
| Вращающаяся печь | 1982 |
|
SU1015218A1 |
| УСТРОЙСТВО ДЛЯ СЖИГАНИЯ ТОПЛИВА ВО ВРАЩАЮЩЕЙСЯ ПЕЧИ | 2005 |
|
RU2294494C1 |

