Изобретение относится к области строительства, а именно к башенным сооружениям типа водонапорных, силосных, астрономических, радио- и телевизионных башен, а также башен ветроэнергетических установок и промышленного технологического оборудования (градирен, дымовых труб, барометрических конденсаторов, мокрых циклонов, высотных цилиндрических резервуаров и многих других).
Известны высотные башенные сооружения с трехслойной конструкцией стенки из стеклопластика со срединным слоем из легкого ячеистого материала типа сотопласта или пенопласта [1].
Недостатком известных башенных сооружений является конструктивно-технологическая сложность устройства, высокая трудоемкость изготовления, монтажа и эксплуатации, большой объем ручных, немеханизированных работ, выполняемых на большой высоте в сложных и достаточно опасных условиях, высокая стоимость и пожароопасность.
Известно также высотное башенное сооружение [2], содержащее основание и ствол в виде многослойной оболочки, состоящей из вертикально состыкованных и скрепленных между собой многослойных цилиндрических и конических секций, которое принято в качестве прототипа. Важным достоинством этого сооружения является его высокая сейсмостойкость.
Недостатками этого башенного устройства являются конструктивная и технологическая сложность многослойных цилиндрических и конических секций многоярусной высотной конструкции, собранных из огромного количества V-образных строительных элементов, высокая трудоемкость и сложность сборочных практически немеханизированных работ. Большое количество строительных V-образных элементов и бандажных стяжек, образующих несущий ствол башенного сооружения, обусловливает опасность преждевременных разрушений каких-то компонентов, приводящих к снижению надежности и долговечности конструкции, а также возникновению опасных аварийных ситуаций.
Известен способ изготовления и монтажа высотных башенных сооружений из стеклопластика [1], согласно которому башенное сооружение собирают из формованных сегментов на заводе или непосредственно у потребителя из стеклопластика. В процессе сборки отбортованные кромки сегментов стыкуют и на стыковочный шов укладывают стеклохолст, пропитанный термореактивным связующим. Для повышения надежности и жесткости конструкции ее бандажируют витками непрерывного стального троса.
Недостатком известного способа является сложность и высокая трудоемкость изготовления формованных сегментов и их монтажа при возведении башенных сооружений, большой объем ручных, немеханизированных работ, выполняемых на большой высоте в сложных и достаточно опасных условиях, высокая стоимость и пожароопасность.
Известен также способ изготовления намоткой многослойных толстостенных оболочек вытяжной газоотводящей трубы из композиционного материала [3], принятый в качестве прототипа, включающий изготовление трехслойной стенки оболочки из концентрично расположенных слоев из тканого наполнителя, например стеклоткани, и полимерного связующего, например полиэфирного, причем срединный слой выполняют с содержанием связующего 36...37%, а наружный и внутренний слои изготавливают с содержанием связующего в 1,5...2 раза более высоким.
Недостатком данного способа является высокая себестоимость многослойной толстостенной оболочки, длительный технологический цикл ее изготовления, большой расход дорогостоящих композиционных материалов и особенно полимерного связующего, высокие транспортные расходы, сложность, высокая трудоемкость сборки вытяжной газоотводящей трубы.
Целью изобретения является упрощение конструкции и повышение технологичности многослойных башенных сооружений, снижение трудоемкости и стоимости их возведения, эксплуатации и ремонта.
Сущность изобретения состоит в том, что башенное сооружение содержит основание и ствол из многослойных цилиндрических или/и конических осесимметричных секций трехслойной конструкции, содержащей наружную и внутреннюю силовые оболочки из намоточного высокопрочного на растяжение - сжатие стеклопластика и срединного несущего слоя из жесткого высокопрочного на сжатие огнестойкого материала, которые стянуты друг с другом трансверсальными стержневыми элементами из высокопрочного на поперечный срез материала; причем смежные секции смонтированы одна на другой телескопически так, что торец одной из них упирается в торец срединного слоя смежной секции, утопленный относительно торцевого среза, по крайней мере, одной из ее силовых стеклопластиковых оболочек, образующей посадочное кольцевое гнездо для телескопического присоединения смежной секции. Трансверсальные стержневые элементы установлены равномерно по окружности ствола, по крайней мере, в одной плоскости поперечного сечения каждой секции. При достаточно большой высоте секций трансверсальные стержневые элементы установлены равномерно друг от друга и по окружности, и по высоте трехслойной стенки секции в шахматном порядке. Зазоры в телескопическом соединении смежных секций могут быть заполнены герметиком, а стыки смежных секций могут быть разделены прослойками из виброизолирующего водоотталкивающего материала,
Стыки смежных секций и сопряженные поверхности их стеклопластиковых оболочек могут быть скреплены между собой термореактивным полимерным клеем. Причем, стеклопластиковые оболочки смежных секций в зоне телескопического соединения могут быть скреплены между собой радиальными стержневыми элементами из прочного на срез материала. Срединный слой секций предпочтительно должен быть выполнен из цемента, наполненного негорючими твердыми минеральными наполнителями, или, по крайней мере, у некоторых, например верхних, секций ствола может быть выполнен из пенобетона либо синтактового пенопласта на основе полимерной матрицы, наполненной мезосферическими полыми или вспененными твердыми минеральными негорючими телами. Срединный слой секций может быть упрочнен витками геликоидной спирали сеточного строения из высокомодульного композиционного волокнистого материала.
Способ изготовления секции башенного сооружения включает изготовление ее внутренней и наружной стеклопластиковых оболочек методом намотки на оправку пропитанного полимерным связующим стекловолокнистого полуфабриката и срединного несущего слоя из жесткого высокопрочного на сжатие огнестойкого материала. Изготовленные намоткой стеклопластиковые наружную и внутреннюю оболочки устанавливают торцевыми поверхностями на горизонтальную плиту коаксиально относительно друг друга с помощью уложенного на плите центрующего их кольца, входящего своим плоским горизонтальным торцом в кольцевой зазор между коаксиальными стеклопластиковыми оболочками на глубину, равную глубине утапливания торцевой поверхности формуемого срединного несущего слоя, и заполняют кольцевой зазор слоями вязкотекучей композиции технологического раствора, например, бетонного, заподлицо с верхними торцевыми срезами наружной и внутренней стеклопластиковых оболочек. При этом кольцевой зазор заполняют кольцевыми горизонтальными слоями вязкотекучего раствора или спирально-винтовыми слоями, наслаиваемыми непрерывно по траектории прямого или косого геликоида. При заполнении кольцевого зазора между формуемыми слоями заливаемого раствора для повышения прочности срединного слоя на сдвиг укладывают армирующую сетчатую ленту с диагональными ячейками. Кинематически кольцевой зазор заполняют, по крайней мере, одной непрерывной струей подаваемого с постоянным расходом вязкотекучего раствора, вращая изготавливаемую секцию вокруг своей оси симметрии путем вращения горизонтальной плиты с постоянной окружной скоростью, либо перемещают струю заливаемого раствора кругами с постоянной скоростью вдоль кольцевого зазора неподвижно установленной секции. При наличии в секции кольцевых рядов трансверсальных стержневых элементов, скрепляющих между собой ее стеклопластиковые оболочки, кольцевой зазор заполняют раствором непрерывно до уровня первого ряда трансверсальных стержневых элементов, затем в отверстия стеклопластиковых оболочек, изготовленных предварительно или на месте, устанавливают стяжные стержневые элементы первого ряда, жестко фиксируют ширину кольцевого зазора в плоскости горизонтального сечения первого ряда, а затем продолжают заполнять кольцевой зазор до уровня следующего ряда отверстий под трансверсальные стержневые элементы и т.д. до полного заполнения кольцевого зазора заподлицо с верхними торцами стеклопластиковых оболочек секции.
Технические результаты, получаемые при воплощении изобретения, заключаются, во-первых, в широкой универсальности сборно-разборного варианта конструкции предложенного башенного сооружения, позволяющей в кратчайшие сроки и с наименьшими затратами средств возводить, демонтировать, ремонтировать, изменять при необходимости его местоположение и целевое назначение, наращивание или, наоборот, уменьшение высотных параметров и т.д. и т.п.
Таким образом, основными показателями получаемого технического результата являются:
многоцелевое назначение и использование комплектующих секций, что позволяет существенно увеличить объем производства таких секций, а следовательно, снизить трудозатраты и себестоимость их изготовления, поскольку они могут быть успешно использованы для многих других строительных сооружений типа дачных и поселковых бассейнов, погребов, дворовых построек, хранилищ, подсобных помещений и многих других.
практически полная механизация и автоматизация изготовления комплектующих секций, их транспортирования и монтажа при возведении строительных сооружений;
повышение ремонтоспособности башенных сооружений путем простой замены ремонтируемых секций на новые, что существенно снижает сроки, трудоемкость и стоимость ремонтных работ;
- возможность многоцелевого использования секций обусловливает безотходность утилизации демонтируемых или ремонтируемых башенных сооружений.
Во вторых, важными техническими результатами предлагаемого решения являются:
антикоррозионная и химическая стойкость башенного сооружения;
высокая огнестойкость и пожаробезопасность конструкции;
повышенная вибро- и сейсмостойкость башенного сооружения;
повышенные звукоизоляционные и теплоизоляционные качества строительной конструкции;
повышенная надежность и долговечность башенного сооружения, особенно при его эксплуатации в условиях агрессивных воздействий внешней и/или внутренней среды.
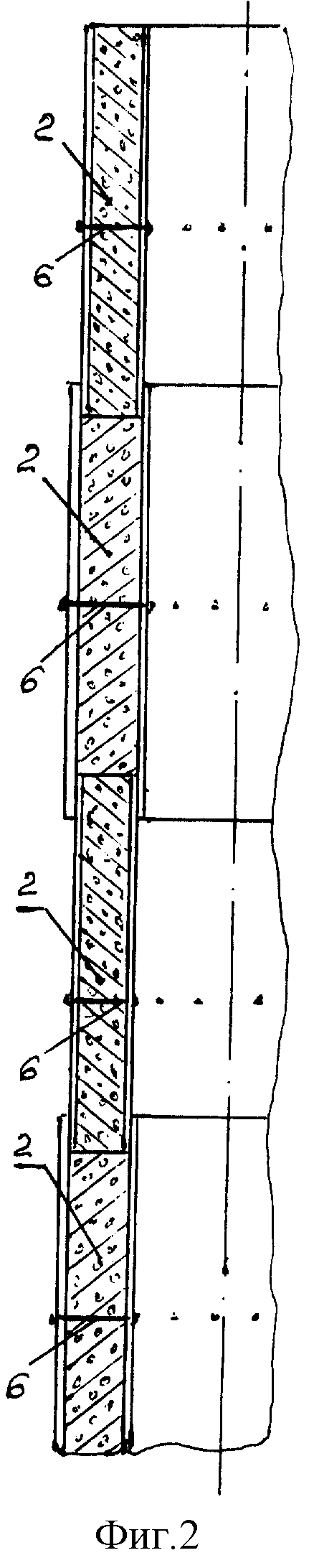
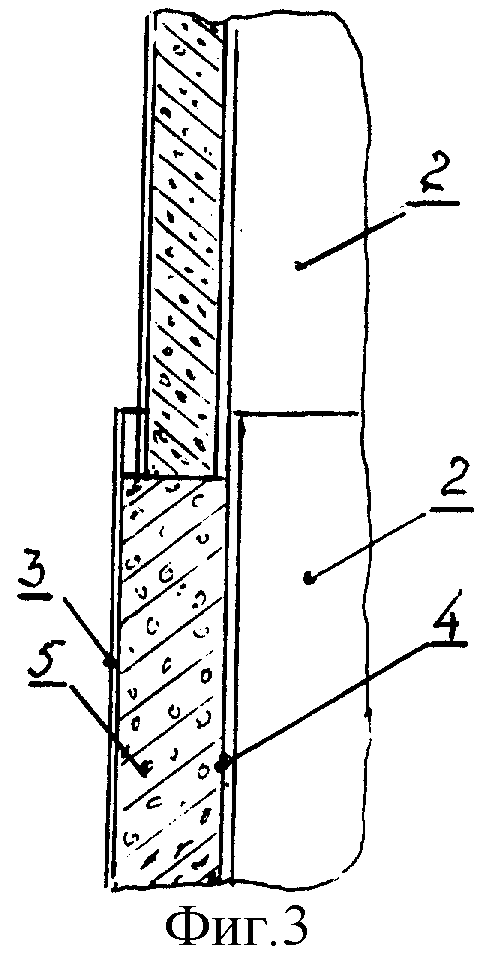
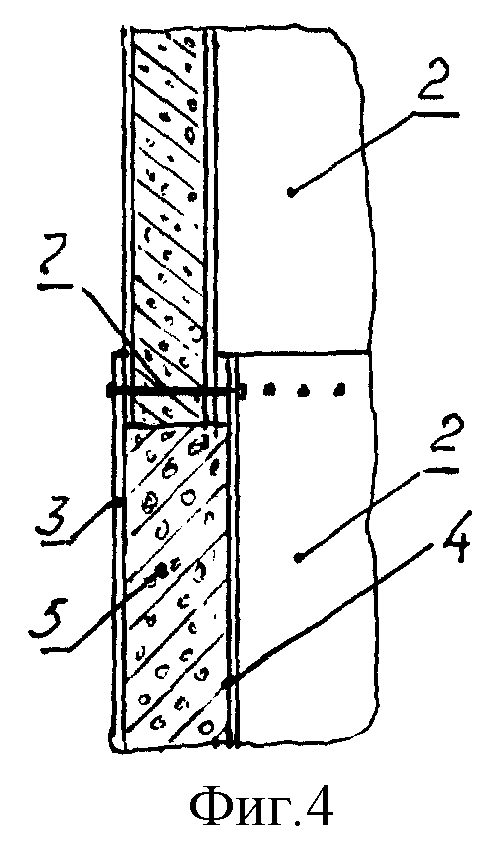
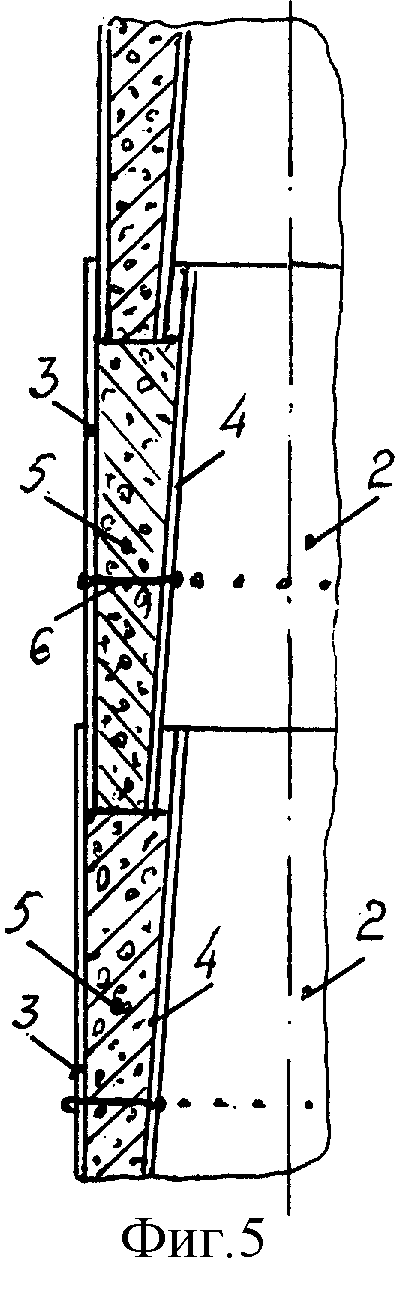
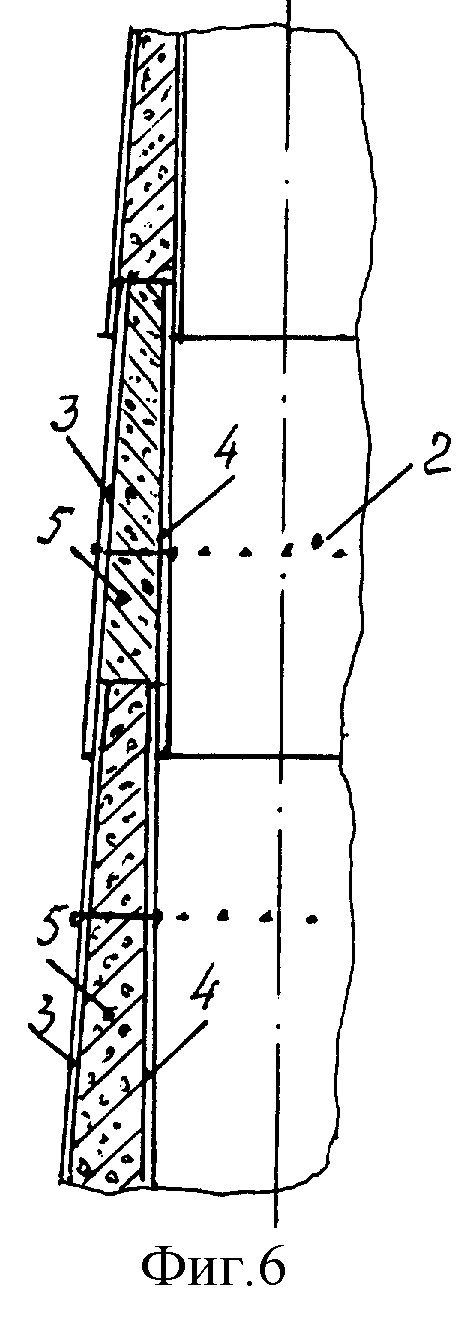
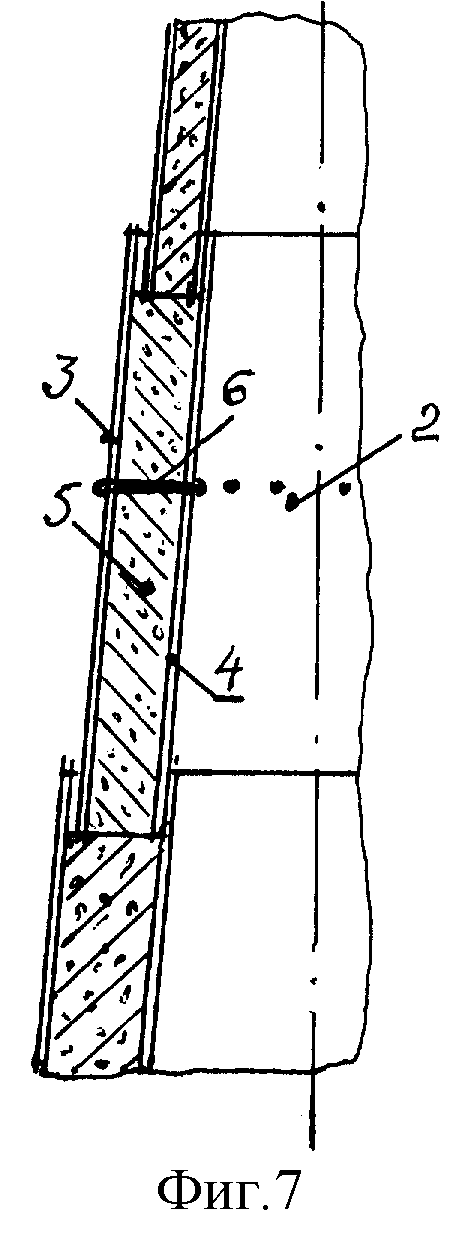
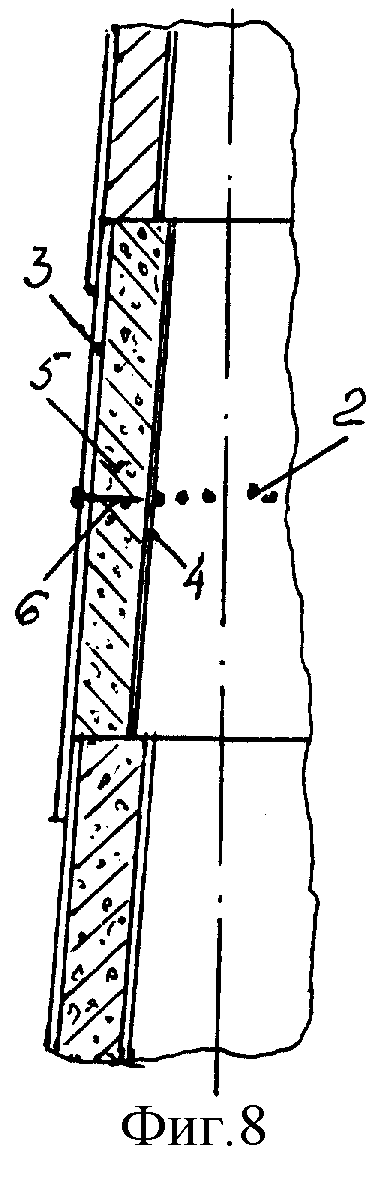
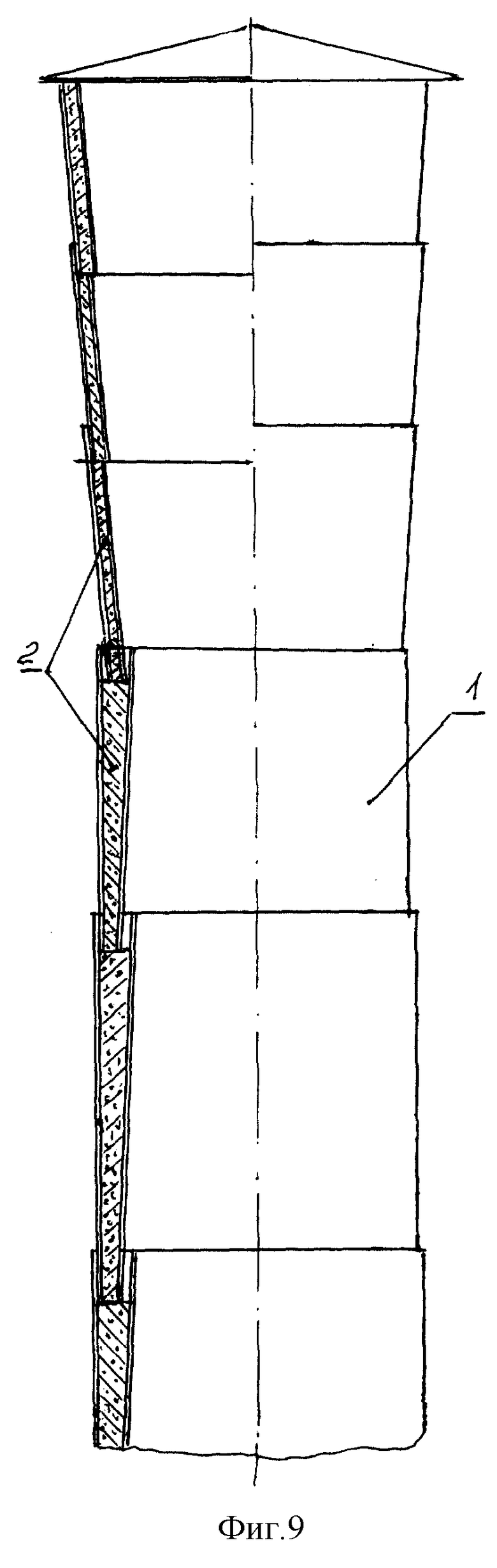
На фиг.1 представлен в разрезе фрагмент стенки многоярусного башенного сооружения из цилиндрических секций, имеющих неодинаковую толщину срединного несущего слоя; на фиг.2 - фрагмент стенки, собранной из цилиндрических секций двух типов размеров. На фиг.3 показан вариант монтажа смежных секций, центруемых телескопическим соединением их внутренних стеклопластиковых оболочек; а на фиг.4 - телескопическим соединением их наружных стеклопластиковых оболочек. На фиг.5 показан фрагмент стенки многоярусного башенного сооружения, собранного из полуконических осесимметричных секций, сцентрированных телескопически наружными цилиндрическими стеклопластиковыми оболочками трехслойных секций; а на фиг.6 - сцентрированных телескопически внутренними цилиндрическими стеклопластиковыми оболочками стыкуемых секций. На фиг.7 приведен вариант башенного сооружения из конических секций, сцентрированных телескопически коническими поверхностями внутренних стеклопластиковых оболочек, а на фиг.8 - наружных стеклопластиковых оболочек. На фиг.9 представлен вариант многоярусного сборно-разборного башенного сооружения.
Позиции на чертеже обозначают:
1 - многоярусный ствол башенного сооружения; 2 - трехслойные осесимметричные секции; 3 и 4 - соответственно наружная и внутренняя силовые оболочки из высокопрочного на растяжение-сжатие намоточного стеклопластика; 5 - срединный несущий слой трехслойной секции и многоярусного ствола башенного сооружения; 6 - трансверсальные стержневые элементы; 7 радиальные стержневые элементы.
Башенное сооружение (фиг.1 - фиг.9) содержит многоярусный ствол 1 из трехслойных осесимметричных секций 2, каждая из которых содержит наружную 3 и внутреннюю 4 силовые оболочки из высокопрочного на растяжение сжатие намоточного стеклопластика и срединного несущего слоя 5 из жесткого высокопрочного на сжатие огнестойкого материала.
Силовые стеклопластиковые оболочки 3 и 4 могут быть выполнены цилиндрическими (фиг.1 - фиг.4), или оболочка 3 цилиндрической, а оболочка 4 конической (фиг.5), или оболочка 3 конической, а оболочка 4 цилиндрической (фиг.6). Наружная и внутренняя оболочки 3 и 4 могут быть выполнены обе коническими, имеющими одинаковую или разновеликую конусность (фиг.7 и фиг.8).
Силовые стеклопластиковые оболочки 3 и 4 и срединный несущий слой 5 скреплены между собой стержневыми элементами 6 из высокопрочного на поперечный срез материала, например из стеклопластика, однонаправлено армированного продольно ориентированными стеклянными волокнами. Стержневые элементы 6 расположены трансверсально, по крайней мере, в одной плоскости поперечного сечения каждой секции 2 с равномерным шагом по окружности, например в средней плоскости поперечного сечения секции относительно ее торцевых срезов, и стягивают стеклопластиковые оболочки 3 и 4 и срединный несущий слой 5 друг с другом, фиксируя жестко размеры поперечного сечения трехслойной стенки секции на всех этапах ее жизненного цикла (изготовления, транспортировки, монтажа, эксплуатации и демонтажа). При большой длине секций 2 число поперечных плоскостей, содержащих трансверсальные стержневые стяжные элементы 6, может быть увеличено до двух, трех и более, располагаемых друг от друга и от торцев секции на расстоянии, обеспечивающим прямолинейность образующих и жесткость стеклопластиковых оболочек 3 и 4 на этапе технологического процесса изготовления секций.
При этом стержневые элементы 6 в смежных плоскостях поперечных сечений трехслойных секций 2 могут быть расположены относительно друг друга либо в шахматном порядке, либо друг над другом по одним и тем же образующим осесимметричной поверхности секции.
Таким образом, трансверсальные стержневые элементы 6 предотвращают изменение кольцевого зазора между стеклопластиковыми оболочками 3 и 4 (а следовательно, их бочкообразность в конструкции) при заполнении его цементным или другим технологическим раствором при формировании срединного несущего слоя секции 2, а также повышают устойчивость тонкостенных стеклопластиковых силовых оболочек в башенном сооружении в зонах продольного их сжатия при продольном и/или поперечном изгибах его ствола.
Каждая секция 2 имеет, по крайней мере, со стороны одного ее торца кольцевое посадочное гнездо, образованное стенками стеклопластиковых оболочек 3 и 4 и заглубленной между ними торцевой поверхностью срединного слоя 5 перпендикулярно оси симметрии.
Смежные секции 2 в стволе башенного сооружения состыкованы друг с другом телескопически путем размещения конца одной секции в кольцевом посадочном гнезде смежной секции. Таким образом, несущий ствол башенного сооружения представляет собой сборно-разборную дискретную конструкцию из состыкованных трехслойных секций, соосность которых в стволе обеспечивается благодаря телескопическому сопряжению внутренних (фиг.3, фиг.6, фиг.7) или наружных (фиг.4, фиг.5, фиг.8) стеклопластиковых оболочек смежных секций в кольцевых посадочных гнездах. В целях гидроизоляции телескопических соединений ствола зазоры в кольцевых посадочных гнездах заполнены герметиком. Для повышения надежности, вибро- и сейсмостойкости башенных сооружений, рассчитанных на длительные сроки эксплуатации, зазоры и стыки в телескопических соединениях секций могут быть заполнены влагонепроницаемым термореактивным клеевым составом.
В конструкциях стволов, подверженных значительным ветровым или другим изгибающим воздействиям, состыкованные секции могут быть дополнительно скреплены друг с другом в зоне телескопического сопряжения радиальными стержневыми элементами 7 (фиг.4), равномерно распределенными по окружности, по крайней мере, в одной плоскости поперечного сечения.
Для повышения вибро- и звукоизоляционных свойств башенного сооружения стыки смежных секций в кольцевых посадочных гнездах могут быть разделены прослойками из виброизоляционного материала.
Для повышения устойчивости башенных сооружений они могут быть смонтированы из конических трехслойных осесимметричных секций (фиг.7 и фиг.8). Причем с целью повышения демпфирующих свойств ствола и улучшения защиты от попадания в телескопические гнезда атмосферных осадков целесообразно использовать кровельную схему монтажа полуконических (фиг.6) или конических (фиг.8) секций. При необходимости иметь внутри башенного сооружения кольцевые опорные площадки, например, для монтажа межъярусных или потолочных перекрытий схема телескопического монтажа осесимметричных секций должна предусматривать их центрирование в стволе сопряжением наружных стеклопластиковых оболочек (фиг.4 и фиг.5).
Для снижения стоимости трехслойных секций, обеспечения огнестойкости и негорючести ствола башенного сооружения срединный слой секций выполнен из портландцемента, наполненного негорючими твердыми минеральными наполнителями, например керамзитом, или стекловолокном, или боем стекла и т.п.
Чтобы уменьшить число разъемов (ярусов) в стволе башенного сооружения за счет увеличения длины составляющих его трехслойных секций и при этом повысить тепло- и звукоизоляционные свойства конструкции, срединный несущий ствол секций может быть выполнен из пенобетона или из синтактового пенопласта, в частности, на основе полимерной огнестойкой матрицы, наполненной полыми или вспененными твердыми минеральными негорючими телами, например полыми микро- или мезосферами из стекла или вспененного керамзита.
Для повышения несущей способности ствола срединный несущий слой трехслойных секций может быть упрочнен кольцевыми или геликоидными витками ленты сеточного строения с ромбическими (диагональными) ячейками из высокомодульного композиционного материала на основе стеклянного или керамического волокна.
На фиг.2 приведен вариант разборно-сборного ствола башенного сооружения, сформированного из осесимметричных секций только двух типоразмеров, что позволяет снизить размерный ряд комплектующих секций для стволов высотных сооружений до двух, а следовательно, снизить до двух типоразмеров требуемых для их производства комплектов дорогостоящего технологического оснащения (оправок), снизив таким образом производственные затраты и себестоимость высотных сооружений.
Варианты стволов башенных сооружений, приведенные на фиг.5 и фиг.8, позволяют ограничиться только одним типоразмером комплектующих осесимметричных секций, что сулит еще более высокий технико-экономический эффект при возведении высотных сооружений.
Один из комбинационных вариантов разборно-сборного башенного сооружения, сформированного из разнотипных трехслойных осесимметричных секций, представлен на фиг.9.
Способ изготовления секций башенного сооружения включает операции изготовления стеклопластиковых оболочек 3 и 4 методом намотки на формообразующую технологическую оправку пропитанного полимерным связующим стекловолокнистого полуфабриката, которые после отверждения связующего и снятия с оправки устанавливают в вертикальном положении коаксиально и, заполняя кольцевой зазор между ними вязкотекучим технологическим раствором, изготавливают срединный несущий слой секции заданной структуры, состава и прочности, а также оформляют кольцевое посадочное гнездо для телескопического соединения секций в стволе возводимого башенного сооружения.
Например, изготавливают автономно внутреннюю и наружную стеклопластиковые оболочки 3 и 4 трехслойной осесимметричной секции методом автоматизированной “сухой” или “мокрой” намотки на формообразующие технологические оправки соответствующих размеров стеклоткани, пропитанной термореактивным полимерным связующим, в частности, на основе галогенированных химически стойких полиэфиров, применяемых на химических заводах. Добавление хлора или брома обеспечивает получение огнестойкой системы, свойства которой могут быть улучшены за счет добавки пятипроцентной трехокиси сурьмы. После отверждения на формообразующих оправках и подторцовки в заданный размер готовые стеклопластиковые оболочки 3 и 4 устанавливают в вертикальное положение на плоскую горизонтальную технологическую плиту (или платформу), располагая их коаксиально относительно друг друга с помощью специальной технологической шайбы (кольца прямоугольного профиля), центрующей внутреннюю стеклопластиковую оболочку своей внутренней кольцевой окружностью, а наружную внешней. Высота центрующей технологической шайбы должна соответствовать глубине кольцевого посадочного гнезда изготавливаемой секции.
Кольцевой зазор между коаксиальными стеклопластиковыми оболочками заполняют заподлицо вязкотекучим технологическим раствором, который заливают одной или одновременно несколькими вертикальными струями с верхнего торца секции. В качестве технологического раствора может быть использован цементный (или бетонный) раствор, или полимербетонная смесь, или заливочная полимерная композиция и др.
При этом кольцевой зазор заполняют либо кольцевыми горизонтальными слоями вязкотекучего технологического, например бетонного, раствора, либо геликоидными слоями, укладывая при необходимости между слоями гибкую диагональную (ромбическую) армирующую сетку, например, из стеклопластика.
При заполнении кольцевого зазора технологическим раствором изготавливаемую секцию вращают вокруг ее оси симметрии с постоянной окружной скоростью, вращая платформу, на которой секция установлена, либо, наоборот, относительно неподвижной секции (платформы) перемещают вдоль кольцевого зазора насадок, или систему насадок, через которые заливают вертикальные струи технологического раствора.
Для предотвращения образования бочкообразности изготавливаемых секций из-за прогибов стеклопластиковых оболочек под действием гидростатического давления раствора в кольцевом зазоре последний заполняют до “безопасного” уровня, при котором величина радиальной деформации стеклопластиковых оболочек пренебрежимо мала. Затем на этом уровне устанавливают систему трансверсальных стяжных стержней, например, из стеклопластика или из другого антикоррозионного прочного на растяжение материала, с помощью которых регулируют и фиксируют жестко в данной плоскости поперечного сечения требуемую геометрическую точность стеклопластиковых оболочек и кольцевого зазора между ними. Затем заполнение кольцевого зазора технологическим раствором продолжают до следующего “безопасного” для точности формы оболочек уровня, устанавливают при необходимости аналогичную систему трансверсальных стержневых элементов, обеспечивающих необходимую диаметральную жесткость стеклопластиковых оболочек и т.д. до полного заполнения кольцевого зазора секции.
После отверждения технологического раствора в кольцевом зазоре секции она готова к аттестационным испытаниям и практическому использованию в строительных сооружениях.
Источники информации
1. Дж.Маллинсон. Применение изделий из стеклопластиков в химических производствах. Пер. с англ. М.: Химия, 1973,-240 с.
2. SU 1698389, Е 04 В 1/98, Е 04 Н 9/02. Сейсмическое сооружение.
3. SU 1763624 A1, E 04 H 1 2/28. Оболочка вытяжной газоотводящей трубы из композиционного материала.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВОЗВЕДЕНИЯ ДЫМОВОЙ ТРУБЫ | 2002 |
|
RU2235175C2 |
| ДЫМОВАЯ ТРУБА | 2001 |
|
RU2200223C1 |
| ГАЗООТВОДЯЩИЙ СТВОЛ ДЫМОВОЙ ТРУБЫ | 2001 |
|
RU2200222C2 |
| СОСУД ДАВЛЕНИЯ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2002 |
|
RU2215216C2 |
| АМОРТИЗАТОР КОЛЬЦЕВОЙ | 2003 |
|
RU2259504C2 |
| МНОГОСЛОЙНЫЙ ТРУБОПРОВОД | 2001 |
|
RU2183784C1 |
| ОГРАНИЧИТЕЛЬ ПЕРЕНАПРЯЖЕНИЙ | 2004 |
|
RU2256972C1 |
| ГАЗООТВОДЯЩИЙ СТЕКЛОПЛАСТИКОВЫЙ СТВОЛ ДЫМОВОЙ ТРУБЫ И СПОСОБ СБОРКИ ГАЗООТВОДЯЩЕГО СТЕКЛОПЛАСТИКОВОГО СТВОЛА ДЫМОВОЙ ТРУБЫ | 2004 |
|
RU2253723C1 |
| ГАЗООТВОДЯЩИЙ СТВОЛ ДЫМОВОЙ ТРУБЫ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ, СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ И СБОРКИ (ВАРИАНТЫ) | 2002 |
|
RU2219418C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБ С НАРУЖНЫМ СЛОЕМ ИЗ СТЕКЛОПЛАСТИКА | 1971 |
|
SU312763A1 |
Изобретение относится к области строительства, а именно к башенным сооружениям типа водонапорных, силосных, астрономических, радиотелевизионных башен, а также башен ветроэнергетических установок и промышленного оборудования. Башенное сооружение включает основание и ствол из многослойных цилиндрических или/и конических осесимметричных секций. Ствол выполнен из секций трехслойной конструкции, содержащей наружную и внутреннюю силовые оболочки из намоточного высокопрочного на растяжение - сжатие стеклопластика и срединного несущего слоя из жесткого высокопрочного на сжатие огнестойкого материала, которые стянуты друг с другом трансверсальными стержневыми элементами из высокопрочного на поперечный срез материала. Смежные секции смонтированы одна на другой телескопически так, что торец одной из них упирается в торец срединного слоя смежной секции, утопленный относительно торцевого среза, по крайней мере, одной из ее силовых стеклопластиковых оболочек, образующей посадочное кольцевое гнездо для телескопического присоединения смежной секции. Способ изготовления секции башенного сооружения включает изготовление ее внутренней и наружной стеклопластиковых оболочек методом намотки на оправку пропитанного полимерным связующим стекловолокнистого полуфабриката и срединного несущего слоя. Изготовленные намоткой стеклопластиковые наружную и внутреннюю оболочки устанавливают торцевыми поверхностями на горизонтальную плиту коаксиально относительно друг друга с помощью уложенного на плите центрующего их кольца, входящего своим плоским горизонтальным торцом в кольцевой зазор между коаксиальными стеклопластиковыми оболочками на глубину, равную глубине утапливания торцевой поверхности формируемого срединного несущего слоя, и заполняют кольцевой зазор слоями вязкотекучей композиции технологического раствора заподлицо с верхними торцевыми срезами наружной и внутренней стеклопластиковых оболочек. Технический результат: упрощение конструкции и повышение технологичности многослойных башенных сооружений, снижение трудоемкости и стоимости их возведения, эксплуатации и ремонта. 2 н. и 16 з.п. ф-лы, 9 ил.

| Сейсмостойкое сооружение | 1989 |
|
SU1698389A1 |
| Дымовая труба | 1977 |
|
SU727829A1 |
| Бесконечная лента для транспортирования зерна | 1931 |
|
SU25900A1 |
| Способ получения олигоэфиракрилатов | 1983 |
|
SU1097607A1 |
| Оболочка вытяжной газоотводящей трубы из композиционного материала | 1989 |
|
SU1763624A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ВЕЛИЧИНЫ ТЕЧИ ИЗ ИЗДЕЛИЯ | 1990 |
|
RU2023244C1 |
| ДЖ | |||
| МАЛЛИНСОН, Применение изделий из стеклопластиков в химических производствах | |||
| - М.: Химия, 1973, с | |||
| Приспособление для удаления таянием снега с железнодорожных путей | 1920 |
|
SU176A1 |

