Комплект режущих пластин и дисковая фреза
Область техники.
Настоящее изобретение относится к группе устройств, используемых для обработки материалом резанием, в частности для фрезерования узких пазов в изделиях из трудно обрабатываемых материалов, в том числе из титана и его сплавов.
Уровень техники.
Для снижения напряжений в углах между дном и боковыми стенками фрезеруемых пазов выполняют радиусные закругления, которые в зависимости от размера паза и назначения изделия имеют широкий диапазон радиусов кривизны. При этом в ряде случаев возникает необходимость фрезеровать размерные пазы в относительно малых партиях довольно быстро меняющейся номенклатуры изделий, имеющих на обрабатываемых поверхностях различные радиусы кривизны. Для этого угловые режущие кромки режущих пластин также должны иметь соответствующие радиусные закругления.
При изменении радиусных закруглений на режущих пластинах происходит изменение их геометрических размеров, что необходимо учитывать особенно при обработке изделий из трудно обрабатываемых материалов. Поэтому при фрезеровании пазов одного и того же размера, но с различными радиусными закруглениями необходимо иметь специальную режущую пластину или другой корпус дисковой фрезы, позволяющий установить режущую пластину с другим радиусом закругления угловой режущей кромки и получить паз того же размера.
Для изготовления дополнительных корпусов фрез или специальных режущих пластин, не входящих в обычный типоразмерный ряд пластин, используемых для комплектации фрез, требуются значительные затраты времени и средств, которые экономически могут быть не оправданы. Поэтому необходима разработка ряда режущих пластин, изготавливаемых с использованием одной прессформы, позволяющих иметь широкий диапазон радиусов закругления угловых режущих кромок за счет технологически и экономически приемлемой шлифовки. При этом целесообразно иметь меньшую номенклатуру режущих пластин и использовать один типоразмер корпуса дисковой фрезы для режущих пластин с разными радиусами закругления угловых режущих кромок, позволяющих получить пазы одного размера с различными радиусными закруглениями.
Известна режущая пластина (патент РФ №2584625) содержащая корпус с центральной частью с отверстием, ось которого является осью симметрии и поворота пластины. Корпус содержит нижнюю базовую и верхнюю поверхности, между которыми расположена боковая поверхность. Боковая поверхность включает тангенциально и радиально расположенные поверхности, на пересечении которых асимметрично относительно плоскости, проходящей через ось симметрии и поворота пластины перпендикулярно тангенциальным базам пластины, образованы режущие кромки, На пересечении верхней поверхности и тангенциально расположенных поверхностей выполнены радиусные закругления с образованием угловых режущих кромок.
Эту режущую пластину, имеющую радиусные закругления угловых режущих кромок, устанавливают в гнезда корпуса дисковой фрезы и фрезеруют паз с угловыми радиусными закруглениями. Однако эта режущая пластина с другим радиусом закругления угловых режущих кромок не может быть использована с тем же корпусом дисковой фрезы для фрезерования паза этого размера.
Задачами настоящего изобретения являются:
- создание набора режущих пластин с различными радиусами закругления угловых режущих кромок и толщинами, используемых с одним корпусом дисковой фрезы при фрезеровании заданной ширины пазов с различными угловыми радиусными закруглениями;
- разработка конструкции дисковой фрезы для использования набора режущих пластин, позволяющей на одном корпусе фрезы применять режущие пластины с различными радиусами закругления угловых режущих кромок для получения паза одной ширины, что позволит повысить технологические возможности дисковых фрез.
Сущность изобретения.
Указанный технический результат достигается посредством совокупности признаков, приведенных в соответствующих пунктах формулы изобретения.
Комплект режущих пластин для дисковой фрезы, используемой для обработки пазов с различными угловыми радиусными закруглениями, содержит режущие пластины, каждая из которых выполнена с центральным отверстием, верхней рабочей и нижней базовой поверхностями.
Между этими поверхностями расположены боковые поверхности с боковыми базовыми поверхностями, главными режущими кромками, образованными на пересечении боковых поверхностей, вспомогательными режущими кромки, образованными на пересечении верхней рабочей поверхности с боковыми поверхностями, и угловыми режущими кромки с радиусными закруглениями.
Согласно изобретению режущие пластины комплекта выполнены с различным радиусом закругления угловых режущих кромок в диапазоне 0,2-4 мм и соответствующими им толщинами, обеспечивающими ширину фрезеруемого паза, выбранными из условий:
Si=S(i±1)+[(Ri-R(i±1)]×cos α×sin β,
где: Si - толщина i - режущей пластины, обеспечивающая ширину фрезеруемого паза;
S(i±1) - толщина соответственно последующей и предыдущей по толщине режущей пластины;
Ri - радиус закругления угловой режущей кромки i - режущей пластины;
R(i±1) - радиус закругления угловой режущей кромки соответственно последующей и предыдущей по толщине режущих пластин;
α - угол между касательной к радиусному закруглению в месте его перехода к вспомогательной режущей кромке, формирующей боковую стенку фрезеруемого паза, и линией расположения центров кривизны угловых режущих кромок режущей пластины;
β - угол поднутрения режущей пластины, установленной в корпусе фрезы.
В соответствии с одним предпочтительным исполнением комплекта на верхней рабочей поверхности режущих пластин выполнены крестообразное понижение с лучами, направленными в сторону боковых базовых поверхностей, и угловые выступы, расположенные возле угловых режущих кромок.
В соответствии с другим предпочтительным исполнением комплекта главные и вспомогательные режущие кромки режущих пластин расположены попарно зеркально симметрично относительно осей симметрии режущей пластины.
В соответствии с другим предпочтительным исполнением комплекта на вспомогательных режущих кромках режущих пластин выполнены зачищающие режущие кромки.
В соответствии с другим предпочтительным исполнением комплекта толщина режущих пластин выбрана из диапазона 3,3-3,7 мм, а радиус закругления угловых режущих кромок выбран из диапазона 1-2 мм.
В соответствии с другим предпочтительным исполнением комплекта толщина режущих пластин выбрана из диапазона 4,1-4,5 мм, а радиус закругления угловых режущих кромок выбран из диапазона 1-2,5 мм.
В соответствии с другим предпочтительным исполнением комплекта толщина режущих пластин выбрана из диапазона 5,2-7,4 мм, а радиус закругления угловых режущих кромок выбран из диапазона 1-3 мм.
В соответствии с изобретением предложена дисковая фреза для обработки пазов с различными угловыми радиусными закруглениями. Она содержит корпус с гнездами и установленный с поднутрением в гнездах корпуса с одной и другой его стороны комплект режущих пластин с возможностью их замены.
Каждая режущая пластина комплекта выполнена с центральным отверстием, верхней рабочей и нижней базовой поверхностями, между которыми расположены боковые поверхности с боковыми базовыми поверхностями, главными режущими кромками, образованными на пересечении боковых поверхностей, вспомогательными режущими кромками, образованными на пересечении верхней рабочей поверхности с боковыми поверхностями, и угловыми режущими кромками с радиусными закруглениями.
В соответствии с изобретением в гнездах корпуса дисковой фрезы установлен комплект режущих пластин по одному из упомянутых выше исполнений.
В соответствии с одним предпочтительным исполнением дисковой фрезы режущие пластины установлены в гнезда корпуса дисковой фрезы с углом поднутрения, выбранным из диапазона 2,5-6°.
Краткое описание чертежей.
Для лучшего понимания, но только в качестве примера, изобретение будет описано с отсылками к приложенным чертежам, на которых изображены конструкции предложенных режущих пластин, входящих в комплект и дисковой фрезы для использования указанного комплекта.
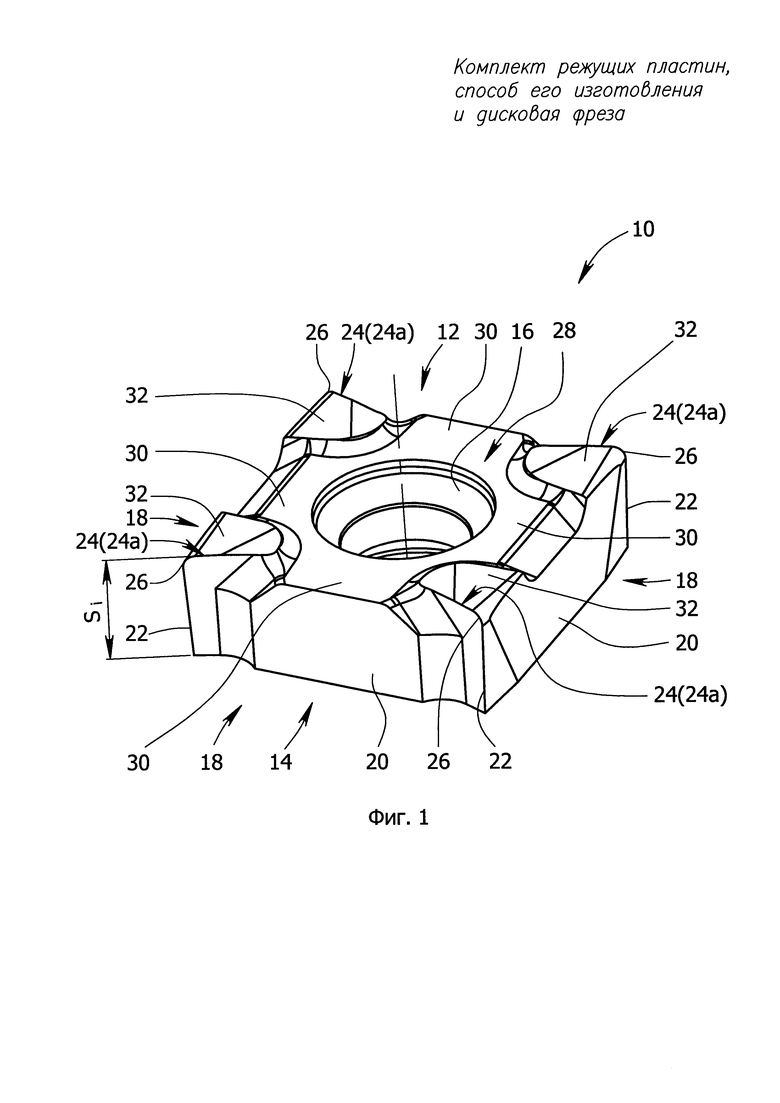
На фиг. 1 изображен общий вид в перспективе одного из предпочтительных исполнений режущих пластин;
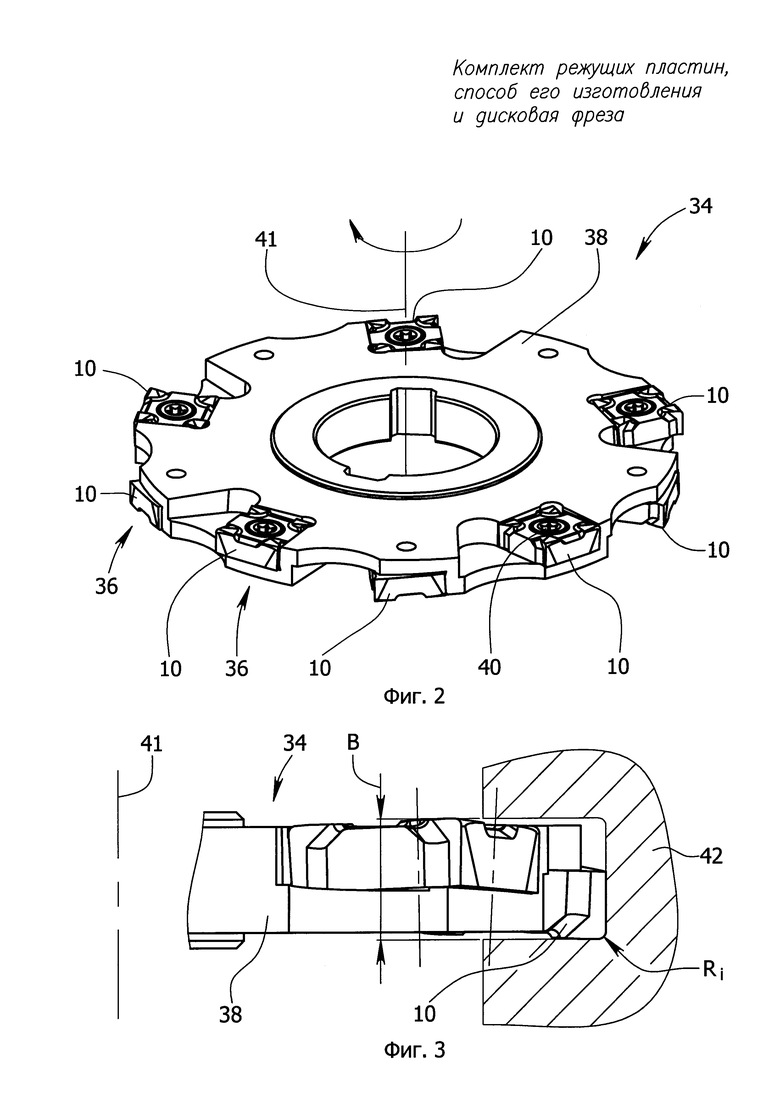
на фиг. 2 изображена дисковая фреза в сборе с режущими пластинами, изображенными на фиг. 1;
на фиг. 3 изображен фрагмент вида сбоку дисковой фрезы, изображенной на фиг. 2, в сборе с режущими пластинами в обрабатываемом пазу;
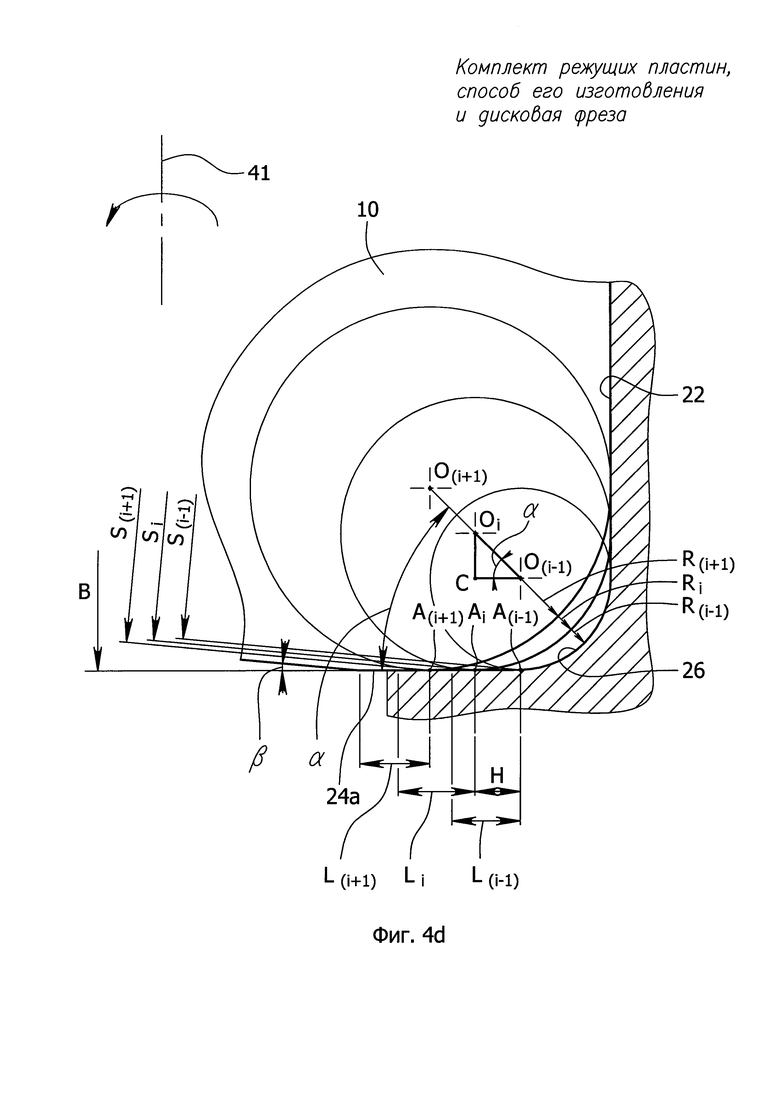
на фиг. 4а, b, с, d в плоскости, перпендикулярной стенкам обрабатываемого паза, изображены фрагменты угловых режущих кромок с различными радиусными закруглениями режущих пластин, изображенных на фиг. 1 и установленных в гнездах корпуса дисковой фрезы.
Детальное описание чертежей.
Комплект режущих пластин для дисковой фрезы, используемой для обработки пазов с различными угловыми радиусными закруглениями, содержит режущие пластины 10, каждая из которых выполнена с центральным отверстием 16, верхней рабочей 12 и нижней базовой 14 поверхностями, между которыми расположены боковые поверхности 18 с боковыми базовыми поверхностями 20, главными режущими кромками 22, образованными на пересечении боковых поверхностей, вспомогательными режущими кромками 24, образованными на пересечении верхней рабочей поверхности 12 с боковыми поверхностями 18, и угловыми режущими кромки 26 с радиусными закруглениями.
В соответствии с изобретением режущие пластины 10 комплекта выполнены с различным радиусом закругления угловых режущих кромок 26 в диапазоне 0,2-4 мм и соответствующими им толщинами, обеспечивающими ширину фрезеруемого паза, выбранными из условий:

где: Si - толщина i - режущей пластины 10, обеспечивающая ширину фрезеруемого паза;
S(i±1) - толщина соответственно последующей и предыдущей по толщине режущей пластины;
Ri - радиус закругления угловой режущей кромки i - режущей пластины;
R(i±1) - радиус закругления угловой режущей кромки соответственно последующей и предыдущей по толщине режущих пластин;
α - угол между касательной к радиусному закруглению в месте его перехода к вспомогательной режущей кромке, формирующей боковую стенку фрезеруемого паза, и линией расположения центров кривизны угловых режущих кромок режущей пластины;
β - угол поднутрения режущей пластины, установленной в корпусе 38 фрезы 34.
В соответствии с одним предпочтительным исполнением комплекта на верхней рабочей поверхности 12 режущих пластин 10 выполнены крестообразное понижение 28 с лучами 30, направленными в сторону боковых базовых поверхностей 20, и угловые выступы 32, расположенные возле угловых режущих кромок 26.
В соответствии с другим предпочтительным исполнением комплекта главные 22 и вспомогательные 24 режущие кромки режущих пластин 10 расположены попарно зеркально симметрично относительно осей симметрии режущей пластины 10.
В соответствии с другим предпочтительным исполнением комплекта на вспомогательных режущих кромках 24 режущих пластин 10 выполнены зачищающие режущие кромки 24а.
В соответствии с другим предпочтительным исполнением комплекта толщина режущих пластин 10 выбрана из диапазона 3,3-3,7 мм, а радиус закругления угловых режущих кромок 26 выбран из диапазона 1-2 мм.
В соответствии с другим предпочтительным исполнением комплекта толщина режущих пластин 10 выбрана из диапазона 4,1-4,5 мм, а радиус закругления угловых режущих кромок 26 выбран из диапазона 1-2,5 мм.
В соответствии с другим предпочтительным исполнением комплекта толщина режущих пластин 10 выбрана из диапазона 5,2-7,4 мм, а радиус закругления угловых режущих кромок 26 выбран из диапазона 1-3 мм.
Дисковая фреза для обработки пазов с различными угловыми радиусными закруглениями 34 содержит корпус 38 с гнездами 36, и установленный с поднутрением в гнездах корпуса с одной и другой его стороны комплект режущих пластин 10 с возможностью их замены.
При этом каждая из режущих пластин 10 выполнена с центральным отверстием 16, верхней рабочей 12 и нижней базовой 14 поверхностями, между которыми расположены боковые поверхности 18 с боковыми базовыми поверхностями 20, главными режущими кромками 22, образованными на пересечении боковых поверхностей 18, вспомогательными режущими кромками 24, образованными на пересечении верхней рабочей поверхности 12 с боковыми поверхностями 18, и угловыми режущими кромками 26 с радиусными закруглениями.
В соответствии с изобретением комплект режущих пластин 10, установленный в гнездах 36 корпуса 38, выполнен по одному их упомянутых выше исполнений.
В соответствии с одним из предпочтительных исполнений дисковой фрезы 34 режущие пластины 10 установлены в гнезда 36 корпуса 38 с углом поднутрения β, выбранным из диапазона 2,5-6°.
Описание работы изобретения.
Рассмотрим использование режущих пластин 10 в комплекте к дисковой фрезе 34 с осью 41 для фрезерования размерного паза шириной В с радиусными закруглениями, симметрично расположенными между его стенками и дном соответственно 1, 1.5 и 2 мм в изделии 42.
При таком расположении угол α между касательной к угловому закруглению в месте его перехода Ai и Ai±1 к вспомогательной режущей кромке 24 (24а), формирующей боковую стенку фрезеруемого паза, и линией расположения центров кривизны Oi и Oi±1 угловых режущих кромок 26 режущих пластин 10 будет равен 45 град.
Режущие пластины 10 устанавливают, например, в гнезда 36 с одной и другой стороны корпуса 38 дисковой фрезы 34, например, с наиболее предпочтительным углом поднутрения β=3,5 град, и крепят их винтами 40.
В начале в качестве примера рассмотрим использование режущих пластин 10 с радиусом закругления Ri=1.5 мм для фрезерования паза с радиусом закругления, например, 1.5 мм, например, при условии, что на этом же корпусе 38 дисковой фрезы 34 использовалась режущая пластина 10 с радиусом закругления R(i-1)=1 мм и толщиной S(i-1)=4,5 мм, обеспечивающей размер паза той же ширины.
Толщину Si режущей пластины 10, обеспечивающую размер В фрезеруемого паза, при ее использование на том же корпусе 38, определяем из выражения 1. При этом получаем Si=4,522 мм. Таким образом, толщина режущей пластины 10 изменилась на величину 0,022 мм, которую технологически можно получить шлифовкой заготовки рассматриваемой режущей пластины по нижней базовой поверхности 14.
Далее рассмотрим использование режущих пластин 10 с тем же радиусом закругления Ri=1.5 мм, например, при условии, что на этом же корпусе 38 дисковой фрезы 34 использовалась режущая пластина 10 с радиусом закругления R(i+1)=2 мм и толщиной S(i+1)=4,543 мм, обеспечивающей размер паза той же ширины. Из выражения 1 получим тот же результат Si=4,522 мм.
Рассмотрим еще один пример, использования режущих пластин 10 с радиусом закругления Ri=2 мм, например, при условии, что на этом же корпусе 38 дисковой фрезы 34 использовалась режущая пластина 10 с радиусом закругления R(i-1)=1 мм и толщиной S(i+1)=4,5 мм, обеспечивающей размер паза той же ширины. Из выражения 1 получим Si=4,543 мм.
Таким образом, получаем ряд режущих пластин 10 с различными радиусами закругления угловых режущих кромок 26 и соответствующими им толщинами, определяющими ширину обрабатываемых пазов, которые можно использовать на одном и том же корпусе дисковой фрезы для фрезерования размерных пазов с различными угловыми радиусами закругления, что позволяет повысить технологические возможности режущего инструмента.
Хотя настоящее изобретение было описано с определенной степенью детализации, следует понимать, что различные изменения и модификации могут быть выполнены без отхода от существа и объема изобретения, изложенного в приведенной ниже формуле изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| ДИСКОВАЯ ФРЕЗА ДЛЯ ОБРАБОТКИ ПАЗОВ | 2016 |
|
RU2671785C1 |
| ФРЕЗА ДИСКОВАЯ ДЛЯ ОБРАБОТКИ УЗКИХ ПАЗОВ И РЕЖУЩАЯ ПЛАСТИНА ДЛЯ НЕЕ С ИЗНОСОСТОЙКИМ ПОКРЫТИЕМ | 2019 |
|
RU2707373C1 |
| ДИСКОВАЯ ФРЕЗА ДЛЯ ОБРАБОТКИ УЗКИХ ПАЗОВ И ПЛАСТИНА ДЛЯ НЕЕ (ВАРИАНТЫ) | 2014 |
|
RU2584625C1 |
| РЕЖУЩАЯ ПЛАСТИНА, КОРПУС И ТОРЦОВО-ЦИЛИНДРИЧЕСКАЯ ФРЕЗА | 2016 |
|
RU2638485C1 |
| РЕЖУЩАЯ ПЛАСТИНА ДЛЯ МОДУЛЬНОЙ ФРЕЗЫ И ФРЕЗА ДЛЯ ЕЕ ИСПОЛЬЗОВАНИЯ | 2021 |
|
RU2754916C1 |
| ВЫСОКОСКОРОСТНАЯ ФРЕЗА И РЕЖУЩАЯ ПЛАСТИНА ДЛЯ НЕЕ | 2018 |
|
RU2686757C1 |
| РЕЖУЩАЯ ПЛАСТИНА И ДИСКОВАЯ ФРЕЗА | 2013 |
|
RU2550680C2 |
| Режущая пластина | 2017 |
|
RU2640483C1 |
| Индексируемая режущая пластина и фреза для труднообрабатываемых материалов | 2024 |
|
RU2840507C1 |
| РЕЖУЩАЯ ПЛАСТИНА И ТОРЦОВО-ЦИЛИНДРИЧЕСКАЯ ФРЕЗА | 2014 |
|
RU2555295C1 |

Группа изобретений относится к обработке материалов резанием и может быть использована для фрезерования узких пазов в изделиях из труднообрабатываемых материалов. Комплект режущих пластин для дисковой фрезы содержит режущие пластины, каждая из которых выполнена с центральным отверстием, верхней рабочей и нижней базовой поверхностями, между которыми расположены боковые поверхности с боковыми базовыми поверхностями, главными режущими кромками, образованными на пересечении боковых поверхностей, вспомогательными режущими кромками, образованными на пересечении верхней рабочей поверхности с боковыми поверхностями, и угловыми режущими кромками с радиусными закруглениями, при этом режущие пластины комплекта выполнены с различным радиусом закругления угловых режущих кромок в диапазоне 0,2-4 мм и соответствующими им толщинами, обеспечивающими ширину фрезеруемого паза, выбранными из приведенных условий. Дисковая фреза содержит корпус с гнездами, в которых установлены указанные режущие пластины с одним радиусом закругления угловых режущих кромок с возможностью их замены пластинами с другим радиусом закругления. Расширяются технологические возможности дисковых фрез. 2 н. и 7 з.п. ф-лы, 7 ил.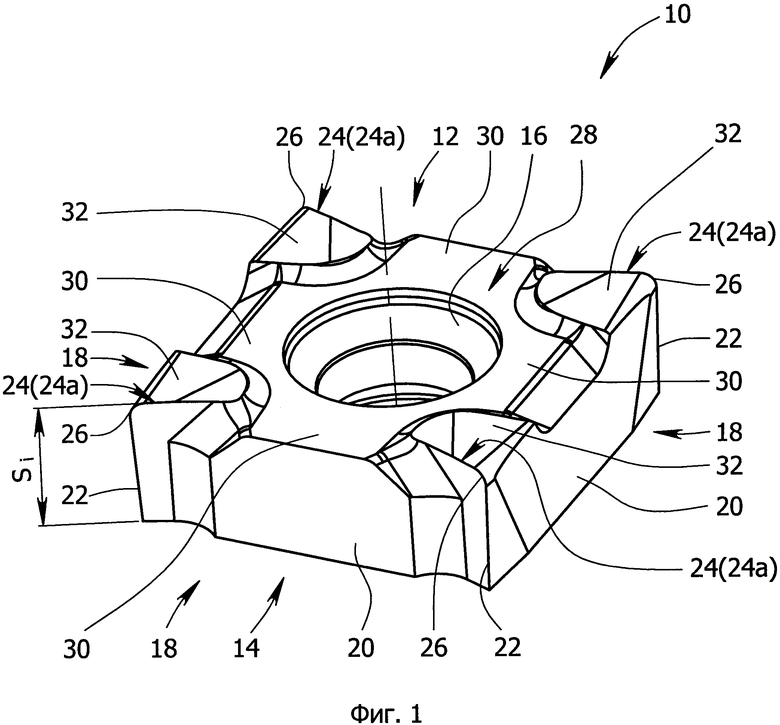
1. Комплект режущих пластин для дисковой фрезы, используемой для обработки пазов с различными угловыми радиусными закруглениями, содержащий режущие пластины, каждая из которых выполнена с центральным отверстием, верхней рабочей и нижней базовой поверхностями, между которыми расположены боковые поверхности с боковыми базовыми поверхностями, главными режущими кромками, образованными на пересечении боковых поверхностей, вспомогательными режущими кромками, образованными на пересечении верхней рабочей поверхности с боковыми поверхностями, и угловыми режущими кромками с радиусными закруглениями, отличающийся тем, что режущие пластины комплекта выполнены с различным радиусом закругления угловых режущих кромок в диапазоне 0,2-4 мм и соответствующими им толщинами, обеспечивающими ширину фрезеруемого паза, выбранными из условий:
Si=S(i±1)+[(Ri-R(i±1)]×cos α×sin β,
где: Si - толщина i-режущей пластины, обеспечивающая ширину фрезеруемого паза;
S(i±1) - толщина соответственно последующей и предыдущей по толщине режущей пластины;
Ri - радиус закругления угловой режущей кромки i-режущей пластины;
R(i±1) - радиус закругления угловой режущей кромки соответственно последующей и предыдущей по толщине режущих пластин;
α - угол между касательной к радиусному закруглению в месте его перехода к вспомогательной режущей кромке, формирующей боковую стенку фрезеруемого паза, и линией расположения центров кривизны угловых режущих кромок режущей пластины;
β - угол поднутрения режущей пластины, установленной в корпусе фрезы.
2. Комплект по п. 1, отличающийся тем, что на верхней рабочей поверхности режущих пластин выполнены крестообразное понижение с лучами, направленными в сторону боковых базовых поверхностей, и угловые выступы, расположенные возле угловых режущих кромок.
3. Комплект по п. 1, отличающийся тем, что главные и вспомогательные режущие кромки режущих пластин расположены попарно зеркально симметрично относительно осей симметрии режущей пластины.
4. Комплект по п. 1, отличающийся тем, что на вспомогательных режущих кромках режущих пластин выполнены зачищающие режущие кромки.
5. Комплект по п. 1, отличающийся тем, что толщина режущих пластин выбрана из диапазона 3,3-3,7 мм, а радиус закругления угловых режущих кромок выбран из диапазона 1-2 мм.
6. Комплект по п. 1, отличающийся тем, что толщина режущих пластин выбрана из диапазона 4,1-4,5 мм, а радиус закругления угловых режущих кромок выбран из диапазона 1-2,5 мм.
7. Комплект по п. 1, отличающийся тем, что толщина режущих пластин выбрана из диапазона 5,2-7,4 мм, а радиус закругления угловых режущих кромок выбран из диапазона 1-3 мм.
8. Дисковая фреза для обработки пазов с различными угловыми радиусными закруглениями, содержащая корпус с гнездами и установленный с поднутрением в гнездах корпуса с одной и другой его стороны комплект режущих пластин с возможностью их замены, каждая из которых выполнена с центральным отверстием, верхней рабочей и нижней базовой поверхностями, между которыми расположены боковые поверхности с боковыми базовыми поверхностями, главными режущими кромками, образованными на пересечении боковых поверхностей, вспомогательными режущими кромками, образованными на пересечении верхней рабочей поверхности с боковыми поверхностями, и угловыми режущими кромками с радиусными закруглениями, отличающаяся тем, что она содержит установленный в гнездах корпуса комплект режущих пластин по одному из пп. 1-7.
9. Дисковая фреза по п. 8, отличающаяся тем, что режущие пластины установлены в гнезда корпуса дисковой фрезы с углом поднутрения, выбранным из диапазона 2,5-6°.
| ДИСКОВАЯ ФРЕЗА ДЛЯ ОБРАБОТКИ УЗКИХ ПАЗОВ И ПЛАСТИНА ДЛЯ НЕЕ (ВАРИАНТЫ) | 2014 |
|
RU2584625C1 |
| Дисковая фреза | 1983 |
|
SU1159727A1 |
| US 2005117981 A1, 02.06.2005. | |||

