Изобретение относится к области обработки металлов давлением, в частности к способам изготовления труб, трубных полуфабрикатов из металлического гафния с содержанием основного металла не менее 98,8 мас.%, используемых в качестве конструкционного материала для активных зон атомных реакторов, в химической и нефтегазовой промышленности.
Известен способ изготовления труб из гафния путем изгибания и сварки плоского листа металла (патент JP 02010299, опубликовано в 1990 году). Известный способ требует выполнения сварки листового гафния и не обеспечивает равномерности свойств в области сварного шва.
Известен способ изготовления бесшовных труб из гафния с содержанием основного металла 95 мас.% (патент JP 3236453, опубликовано 22.10.1992). Способ включает холодную прокатку трубной заготовки, полученной многократной обработкой давлением, с промежуточными термическими обработками между операциями холодной прокатки в диапазоне температур 650ч800°С и окончательную термическую обработку готовой трубы на конечном размере. Известный способ изготовления включает термическую обработку холоднокатаной трубы в диапазоне температур 650ч800°С, что недопустимо для труб, полученных из металлического гафния с содержанием основного металла не менее 98,8 мас.%, так как при указанных условиях термической обработки не обеспечивается снятие напряжений, возникающих в процессе холодной обработки давлением, а также требуемый уровень механических характеристик.
Наиболее близким аналогом заявляемого изобретения является известный способ изготовления труб из гафния (патент RU 2564189, опубликовано 27.09.2015), который предполагает механическую обработку слитка с последующим нанесением на него защитного покрытия, нагрев до температуры 950ч1100°С, горячую ковку с получением поковки. Ковка слитка выполняется до температуры на металле 750ч800°С с подогревами при температуре 950ч1050°С. Из поковки механической обработкой изготавливают заготовки круглого профиля и проводят их вакуумную термическую обработку при температуре 750ч950°С. На заготовку наносят защитное покрытие, нагревают до температуры 750ч950°С и выдавливают в штангу. Штангу механически обрабатывают и сверлением получают гильзу, на которую наносят защитное покрытие, нагревают до температуры 750ч950°С и выдавливают в трубную заготовку. Затем выполняют механическую обработку трубной заготовки, химическое травление, вакуумную термическую обработку при температуре 750ч950°С, многопроходную холодную прокатку с суммарной степенью деформации до 60%, при этом после каждой операции холодной прокатки со степенью деформации до 30% проводят промежуточную и финишную вакуумную термическую обработку при температуре 750ч950°С.
Недостатком известного способа является низкое значение выхода в годное, связанное с низким качеством поверхности поковки, обусловленным широким температурным диапазоном ковки и выдавливания, необходимостью двойного горячего выдавливания, каждое из которых требует механической обработки.
Задача, на решение которой направлено заявляемое изобретение, заключается в получении трубных изделий высокой точности из гафния при одновременном обеспечении высокого выхода в годное.
Технический результат достигается тем, что способ изготовления трубных изделий из гафния включает горячую ковку слитка с промежуточными подогревами, горячее выдавливание, холодные прокатки с промежуточными и финишной термическими обработками, при этом горячую ковку слитка проводят в интервале температур 850ч1100°С при температуре подогрева 1060ч1100°С с регламентированной степенью деформации между подогревами 20ч50% и суммарной степенью деформации не менее 80%, горячее выдавливание трубных заготовок выполняют в одну стадию с регламентированным коэффициентом вытяжки 5ч10, механическую обработку горячевыдавленных трубных заготовок проводят с выводом поперечной разностенности до значения не более 5%, а холодные прокатки осуществляют со степенью деформации 15ч45% между термическими обработками и суммарной степенью деформации не менее 80%, до и после каждой операции термической обработки проводят химическое травление.
Допускается проведение термической обработки трубных заготовок на промежуточных и готовом размерах в защитной атмосфере инертных газов.
Допускается проведение термической обработки трубных заготовок на промежуточных и готовом размерах в вакууме.
Допускается проведение термической обработки трубных заготовок на промежуточных размерах без использования вакуума и защитной атмосферы.
Допускается проведение промежуточных термических обработок трубных заготовок не после каждой холодной прокатки, а через две или три холодные прокатки при заявленной степени деформации.
Перед нагревом и горячим выдавливанием допускается нанесение на трубные заготовки медного подсмазочного покрытия.
Перед нагревом и ковкой допускается нанесение на слиток медного подсмазочного покрытия.
Изготовление трубных изделий с осуществлением заявленных действий при заявленной последовательности и заявленных условиях, выбранных экспериментально, снижает уровень дефектообразования по поверхности поковок, металл прорабатывается по всему сечению, обеспечивая получение регламентированных механических и коррозионных свойств, соответствующих требованиям отраслевых и мировых стандартов, а также высокую точность получаемых размеров изделий.
Ковка слитка в заявленном узком диапазоне температур с регламентированной заявленной степенью деформации обеспечивает глубокую проработку структуры материала при отсутствии поверхностных и внутренних дефектов поковки. Дополнительное нанесение перед нагревом на слиток под ковку защитного покрытия снижает окисление поверхности.
Выдавливание трубных заготовок в заданном температурном диапазоне с регламентированным значением коэффициента вытяжки позволяет получить равномерную проработку структуры материала как по сечению, так и по длине заготовки, не нарушая его целостности по всему объему. Дополнительное использование медного подсмазочного покрытия обеспечивает снижение усилий пресса в процессе выдавливания, повышение качества поверхности выдавленных трубных заготовок и снижение съемов при последующей механической обработке.
Многостадийная холодная прокатка с регламентированной степенью деформации между термическими обработками и регламентированной суммарной степенью деформации обеспечивает глубокую проработку материала по всему сечению трубы и гарантирует высокое качество наружной и внутренней поверхностей труб, коррозионную стойкость изделий, высокую точность размеров. Промежуточные и финишная термические обработки гарантируют снятие механических напряжений и получение требуемого комплекса физико-механических свойств готовых изделий.
Проведение термической обработки трубных заготовок промежуточного и готового размеров в вакууме и защитной атмосфере обеспечивает отсутствие окисления и повышение скорости выполнения операции.
Проведение термической обработки трубных заготовок на промежуточных размерах без использования вакуума и защитной атмосферы дополнительно повышает скорость выполнения операций, при этом высокая стойкость металлического гафния с содержанием основного вещества не менее 98,8 мас.% обеспечивает образование тонкого поверхностного газонасыщенного слоя, удаляемого последующим травлением.
Проведение термической обработки труб на промежуточных размерах не после каждой холодной прокатки обеспечивает высокую производительность процесса путем исключения процессов термической обработки на вспомогательных операциях, таких как травление, подготовка трубных заготовок к прокатке. При этом высокая пластичность металлического гафния и оптимальные схемы деформации с регламентированной степенью деформации обеспечивают получение труб с высоким качеством поверхности и заданными характеристиками механических свойств.
Предлагаемый способ опробован в условиях производства предприятия-заявителя при изготовлении труб высокой точности из слитков металлического гафния.
Слиток гафния марки ГФЭ-1 с содержанием суммы гафния и циркония не менее 99,8 мас.%, гафния не менее 98,8 мас.%, циркония не более 1,0 мас.% нагревали до температуры 1060ч1100°С и выполняли его горячую ковку на ковочном прессе за пять переходов по такой схеме, при которой коэффициент вытяжки между подогревами при температуре 1060ч1100°С составлял 45%, 34%, 37%, 24% и 22% соответственно, при этом суммарный коэффициент вытяжки составлял более 85%. На часть слитков, откованных по описанному маршруту, перед нагревом наносили защитное покрытие.
Из полученных поковок механической обработкой изготавливали трубные заготовки. На заготовки методом электродуговой металлизации или электрохимическим методом наносили медное подсмазочное покрытие, выполняли нагрев до температуры 800°С и выдавливание с коэффициентом вытяжки 6,8.
Трубные заготовки обтачивали и растачивали с выводом поперечной разностенности до значения не более 2,4%, выполняли термическую обработку в вакууме при температуре 850°С и многостадийную холодную прокатку с коэффициентом вытяжки по проходам 15ч41%. Суммарный коэффициент вытяжки составлял 90,8%. Промежуточные и финишную термические обработки выполняли при температуре 850°С, до и после каждой термической обработки выполняли осветляющее химическое травление в растворе азотной и плавиковой кислот со съемом от 0,02 мм на стенку трубы.
Для повышения производительности часть трубных заготовок подвергали термической обработке на промежуточном и готовом размерах с использованием защитной атмосферы инертного газа при температуре 850°С.
Для дополнительного повышения производительности часть трубных заготовок промежуточного размера подвергали термической обработке без использования защитной атмосферы и вакуума при температуре 850°С. После проведения химического травления термообработанных трубных заготовок газонасышенного слоя не выявлено, неблагоприятное воздействие на качество труб отсутствует.
Часть холодных прокаток выполняли в несколько этапов с суммарной степенью деформации до 41% без проведения промежуточных термических обработок.
В результате по различным схемам получены трубы, характеризующиеся свойствами, приведенными в таблице.
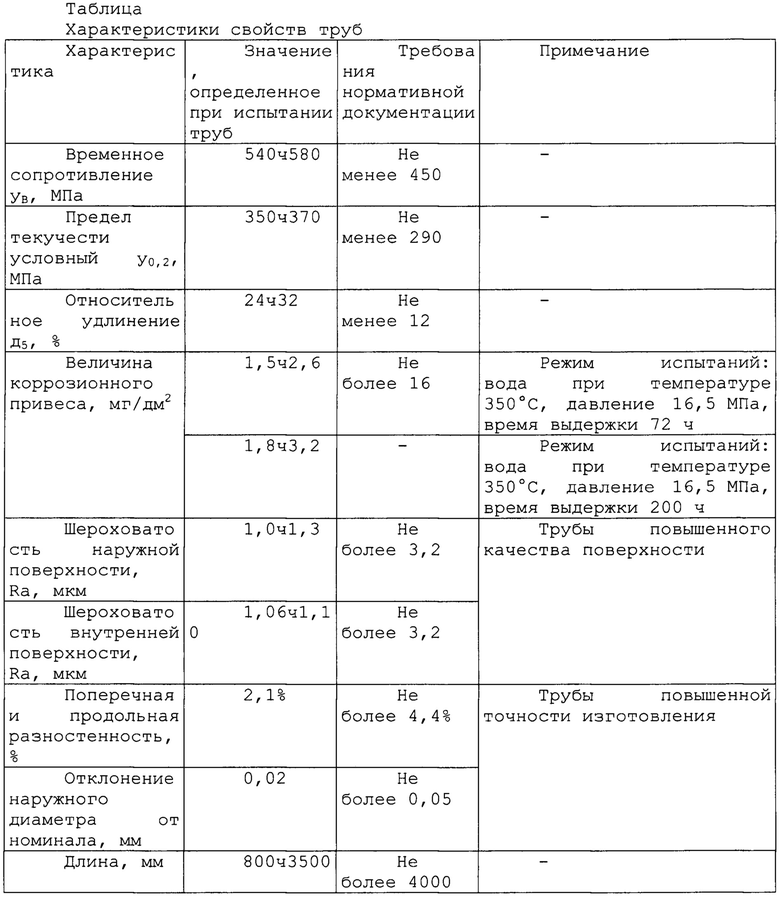
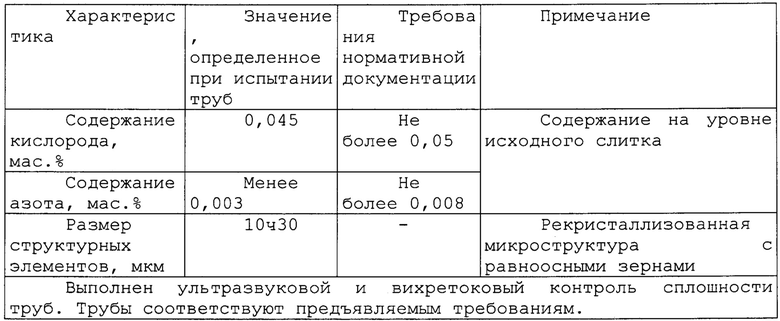
Трубные изделия, изготовленные данным способом, соответствуют требованиям отраслевых и международных стандартов и предназначаются для использования в качестве конструкционного материала для активных зон атомных реакторов, в химической и нефтегазовой промышленности, медицине.
По сравнению с наиболее близким аналогом заявляемый способ позволяет изготавливать трубные изделия более высокого качества, с более высоким выходом в годное в более коротком производственном цикле. Низкая себестоимость изготовления обеспечивается высоким выходом металла в годное, значительным снижением уровня брака, сокращением цикла изготовления.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления холоднокатаных трубных изделий из сплавов циркония с высокой коррозионной стойкостью (варианты) | 2023 |
|
RU2823592C1 |
| Способ изготовления трубных изделий из циркониевого сплава | 2019 |
|
RU2798021C1 |
| Способ получения трубных изделий из сплава на основе циркония | 2019 |
|
RU2798022C1 |
| Способ изготовления трубных изделий из циркониевого сплава | 2019 |
|
RU2798020C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБНЫХ ИЗДЕЛИЙ ИЗ ГАФНИЯ | 2014 |
|
RU2564189C1 |
| Способ изготовления горячедеформированных тонкостенных трубных изделий из титана и титановых сплавов | 2020 |
|
RU2754542C1 |
| Способ изготовления прутков и проволоки из гафния | 2020 |
|
RU2742176C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ХОЛОДНОДЕФОРМИРОВАННЫХ БЕСШОВНЫХ ТРУБ ИЗ ТИТАНОВОГО СПЛАВА Ti-3Al-2,5V | 2014 |
|
RU2583566C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ХОЛОДНОКАТАНЫХ ТРУБ ИЗ АЛЬФА- И ПСЕВДО-АЛЬФА-СПЛАВОВ НА ОСНОВЕ ТИТАНА | 2013 |
|
RU2544333C1 |
| СПОСОБ ПОДГОТОВКИ ПОВЕРХНОСТИ ЗАГОТОВОК ИЗ ХИМИЧЕСКИ АКТИВНЫХ ТУГОПЛАВКИХ МЕТАЛЛОВ IV И V ГРУПП ИЛИ СПЛАВОВ НА ИХ ОСНОВЕ ДЛЯ ГОРЯЧЕЙ ДЕФОРМАЦИИ | 2010 |
|
RU2457276C2 |
Изобретение относится к металлургии, в частности к способам изготовления труб, трубных полуфабрикатов из металлического гафния с содержанием основного металла не менее 98,8 мас.%, используемых в качестве конструкционного материала для активных зон атомных реакторов, в химической и нефтегазовой промышленности. Способ изготовления трубных изделий из гафния включает горячую ковку слитка с промежуточными подогревами, горячее выдавливание, многостадийную холодную прокатку с промежуточными и финишной термическими обработками. Проводят многопереходную горячую ковку слитка в интервале температур 850÷1100°C при температуре подогрева 1060÷1100°С с регламентированной степенью деформации на каждом переходе 20÷50% и суммарной степенью деформации не менее 80%. Горячее выдавливание трубных заготовок выполняют в одну стадию с регламентированным коэффициентом вытяжки 5÷10. Механическую обработку горячевыдавленных трубных заготовок проводят с выводом поперечной разностенности до значения не более 5%. Многостадийную холодную прокатку осуществляют со степенью деформации 15÷45% на каждой стадии и суммарной степенью деформации не менее 80%, до и после каждой операции термической обработки проводят химическое травление. Получают трубные изделия из гафния высокой точности при одновременном обеспечении высокого выхода в годное. 6 з.п. ф-лы, 1 табл.
1. Способ изготовления трубных изделий из гафния, включающий горячую ковку слитка с промежуточными подогревами, горячее выдавливание трубных заготовок, механическую обработку, многостадийную холодную прокатку с промежуточными и финишной термическими обработками, отличающийся тем, что проводят многопереходную горячую ковку слитка в интервале температур 850÷1100°С при температуре подогрева 1060÷1100°С с регламентированной степенью деформации на каждом переходе 20÷50% и суммарной степенью деформации не менее 80%, горячее выдавливание трубных заготовок выполняют в одну стадию с регламентированным коэффициентом вытяжки 5÷10, механическую обработку горячевыдавленных трубных заготовок проводят с выводом поперечной разностенности до значения не более 5%, осуществляют многостадийную холодную прокатку со степенью деформации 15÷45% на каждой стадии и суммарной степенью деформации не менее 80%, до и после каждой операции термической обработки проводят химическое травление.
2. Способ по п.1, отличающийся тем, что термические обработки трубных заготовок с промежуточным и готовым размерами проводят с использованием защитной атмосферы инертных газов.
3. Способ по п.1, отличающийся тем, что термические обработки трубных заготовок с промежуточным и готовым размерами проводят с использованием вакуума.
4. Способ по п.1, отличающийся тем, что термические обработки трубных заготовок с промежуточным размером проводят без использования вакуума и защитной атмосферы.
5. Способ по п.1, отличающийся тем, что термические обработки трубных заготовок с промежуточным размером проводят через две или три холодные прокатки.
6. Способ по п.1, отличающийся тем, что перед нагревом трубных заготовок под выдавливание на их поверхность наносят медное подсмазочное покрытие.
7. Способ по п.1, отличающийся тем, что перед нагревом слитка под ковку на его поверхность наносят защитное покрытие.
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБНЫХ ИЗДЕЛИЙ ИЗ ГАФНИЯ | 2014 |
|
RU2564189C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛОСКОГО ПРОФИЛЯ ИЗ ГАФНИЯ | 2010 |
|
RU2445399C1 |
| US 9662740 B2, 30.05.2017 | |||
| FR 2927337 A1, 14.08.2009 | |||
| JP 3236453 A, 22.10.1991. | |||

