Изобретение относится к области ядерной техники, в частности к способу изготовления трубных изделий из циркониевого сплава, используемого в качестве оболочечных и канальных труб в ядерных реакторах с водяным охлаждением, в частности для реакторов типа ВВЭР.
Циркониевые сплавы применяются в качестве материалов для конструкционных элементов в энергетических ядерных реакторах из-за своих уникальных свойств: малого сечения поглощения тепловых нейтронов, коррозионной стойкости в высокотемпературной воде и в среде водяного пара, сопротивлению окислению и наводороживанию, небольшому радиационному росту и других физико-механических свойств. Свойства трубных изделий зависят от химического состава и от каждой технологической операции, начиная с выплавки слитка и заканчивая финишными отделочными операциями.
Известен «Способ изготовления трубных изделий из циркониевых сплавов (варианты)» (RU 2123065С1 опубл. 12.03.1997, кл. C22F/1/18), который включает для бинарного циркониевого сплава получение исходной заготовки, получение трубной заготовки, холодную прокатку трубной заготовки с промежуточным и окончательным отжигом.
Недостатки способа заключаются в том, что перед горячим выдавливанием на заготовку не наносится защитное покрытие, что приводит к окислению металла во время процесса изготовления и снижению технологичности производства трубных изделий, не предусмотрены финишные отделочные операции, позволяющие удалять с поверхности трубных изделий остаточные технологические загрязнения и понижающие шероховатость поверхности, что снижает коррозионную стойкость изделий.
Известен «Способ получения изделий из циркониевых сплавов» (RU2110600C1 опубл. 10.05.1998, кл. C22F/1/18), который включает изготовление из слитка горячим формованием исходной заготовки, затем получение горячим формованием промежуточной заготовки, закаливание и отпуск разрезанных мерных заготовок, горячее формование и отпуск перед холодной прокаткой, проведение холодной прокатки.
Недостатки способа заключаются в том, что перед горячим выдавливанием не наносится защитное покрытие на слиток, что приводит к окислению металла во время процесса выдавливания, что снижает технологичность производства трубных изделий; не предусмотрены финишные отделочные операции, позволяющие удалять с поверхности трубных изделий остаточные технологические загрязнения и понижающие шероховатость поверхности, что снижает коррозионную стойкость изделий.
Наиболее близким к заявляемому способу является «Циркониевый сплав, имеющий повышенную коррозионную стойкость, для оболочек твэлов и способ их производства» (US 2016/0307651А1 опубл. 20.10.2016, кл. G21C 3/07, B22D 21/00, B22D 7/00, С22С 16/00, C22F 1/18). В способе приведен состав коррозионностойкого циркониевого сплава и способ получения оболочек твэлов из него, включающий выплавку слитка, покрытие слитка защитным стальным кожухом, термообработку слитка с кожухом перед горячей прокаткой, горячую прокатку, снятие защитного стального покрытия, термообработку горячекатаных трубных заготовок, три прохода холодной прокатки, промежуточные термообработки после каждого проката и финишную термообработку.
Основным недостатком способа является малая проработка материала на холодной прокатке с суммарной деформацией за проход до 60%, что приводит к неполному устранению неравномерной горячекатаной структуры. Также недостатками способа являются: применение стального кожуха, содержащего углерод, который при температуре горячей прокатки взаимодействует с циркониевым сплавом с возможным образованием карбидов. Кроме того, одним из основных факторов, определяющих технологичность и характеристики стойкости к формоизменению (стойкость к термической, радиационно-термической ползучести, а также радиационному росту) циркониевых сплавов является степень рекристаллизации материала. Низкие температуры промежуточных отжигов (1-й проход от 570°С до 590°С, 2-й проход от 560°С до 580°С, 3-й проход от 560°С до 580°С) при выбранной деформационной схеме изготовления (30-40% деформации на первой и третьей, 50-60% на второй стадии холодной деформации) недостаточны для релаксации остаточных напряжений и завершения протекания процессов рекристаллизации, что отрицательно сказывается не только на технологичности материала, но и характеристиках его стойкости к формоизменению, в том числе под действием облучения. Использование трех уровней длительного финишного отжига (1-й уровень от 460°С до 470°С, 2-й уровень от 510°С до 520°С, 3-й уровень от 580°С до 590°С) позволяет получить повышенный уровень прочности материала, при этом характеристики стойкости к формоизменению ухудшаются в первую очередь из-за незавершенности процесса рекристаллизации. В технологической схеме не предусмотрены финишные отделочные операции, позволяющие удалять с поверхности трубных изделий остаточные технологические загрязнения и понижающие шероховатость поверхности, что снижает коррозионную стойкость изделий.
Задачей настоящего изобретения является разработка способа получения трубных изделий различного диаметра из циркониевого сплава, которые могут быть использованы в качестве оболочечных труб в ядерных реакторах с водяным охлаждением.
Технический результат - улучшение технологичности материала на всех этапах горячей и холодной обработки давлением, применяемых при изготовлении трубных изделий, а также высокая стойкость к коррозии трубных изделий со стабильными характеристиками механических свойств и стойкость к формоизменению.
Технический результат достигается тем, что способ изготовления трубных изделий из циркониевого сплава, содержащего масс. %: ниобий - 0,9-1,7; железо - 0,10-0,20; кислород - 0,10-0,20; кремний - менее 0,02, углерод - менее 0,02, цирконий - остальное, включает выплавку слитка многократным вакуумно-дуговым переплавом, механическую обработку слитка, нагрев, горячую многостадийную ковку с получением поковки, термическую обработку поковки, последующую механическую обработку поковки с получением трубных заготовок и проведением вакуумной термической обработки, нанесение на них защитного покрытия и нагрев до температуры горячего прессования, горячее прессование, удаление защитного покрытия, вакуумную термическую обработку, многократную холодную прокатку с суммарной степенью деформации за проход 58-74% и трубным коэффициентом Q=1,18-2,01, с промежуточными вакуумными термическими обработками с получением трубных изделий, а окончательную вакуумную термическую обработку осуществляют на финишном размере, с последующими финишными отделочными операциями.
Горячую многостадийную ковку слитка проводят при температуре от 980°С до 700°С с суммарной степенью деформации до 93% и с промежуточными подогревами при температуре от 850°С до 800°С.
Термическую обработку поковки проводят при температуре от 1050°С до 1100°С с последующим охлаждением в воде.
Трубные заготовки получают путем сверления и последующей расточки осевого центрального отверстия в поковке, разрезанной на мерные длины.
Вакуумную термическую обработку трубных заготовок перед горячим прессованием проводят при температуре от 570°С до 600°С.
Горячее прессование трубной заготовки проводят при температуре от 600°С до 620°С и вытяжкой μ=8,9.
Вакуумную термическую обработку трубных заготовок после горячего прессования проводят при температуре от 565°С до 595°С.
Промежуточные вакуумные термические обработки трубных изделий между многократными холодными прокатками и окончательную вакуумную термическую обработку трубных изделий осуществляют при температуре от 565°С до 595°С.
Вакуумную термическую обработку трубных заготовок и изделий проводят при остаточном давлении в печи 1⋅10-4 - 1⋅10-5 мм рт.ст.
На финишном размере трубных изделий проводят химическую и механическую обработку их поверхностей.
Выбранное соотношение легирующих компонентов в циркониевом сплаве обеспечивает технологические свойства, коррозионностойкость, стабильные характеристики механических свойств и стойкость к формоизменению трубных изделий.
Преимуществом получения трубных изделий по заявляемому способу является то, что горячая ковка и прессование обеспечивает равномерную проработку литой структуры по длине и сечению слитка, применение медного защитного покрытия обеспечивает защиту от газонасыщения и исключает диффузионное взаимодействие покрытие-заготовка. Холодная прокатка с промежуточными термообработками обеспечивает однородную рекристаллизованную структуру трубных изделий с высокими механическими свойствами, а также требуемую анизотропию свойств в поперечном и продольном направлении. Финишные отделочные операции обеспечивают шероховатость Ra менее 0,8 мкм на наружной и внутренней поверхностях, что повышает стабильность коррозионных свойств. Шероховатость внутренней поверхности позволяет улучшить технологические процессы загрузки топливных таблеток в трубные изделия.
Способ осуществляют следующим образом:
пример:
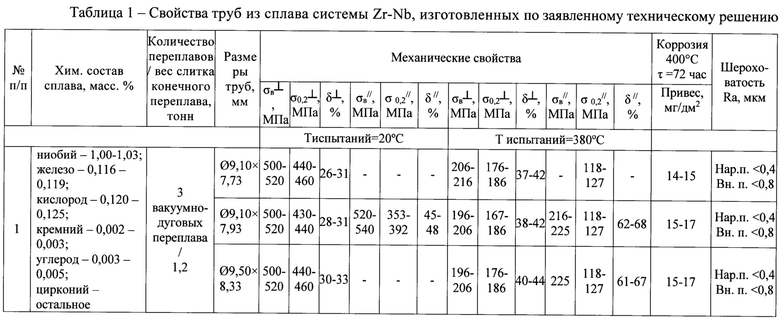
по заявленному техническому решению технология изготовления трубных изделий из циркония включает следующие операции. Выплавка слитка сплава составом: ниобий - 1,00-1,03 масс. %, железо - 0,116-0,119 масс. %, кислород - 0,120-0,125 масс. %, кремний - 0,002-0,003 масс. %, углерод - 0,003-0,005 масс. %, цирконий остальное. Исходные легирующие компоненты смешивают с циркониевой магнийтермической губкой, затем формируют расходуемые электроды, которые переплавляют трехкратным вакуумно-дуговым переплавом. Слиток механически обрабатывают. Нагрев слитка до температуры от 930°С до 980°С осуществляется в электропечи сопротивления. Многостадийную ковку слитка после нагрева осуществляют в диапазоне температур от 980°С до 700°С с промежуточными подогревами в электропечи сопротивления в интервале температур от 850°С до 800°С. При горячей деформационной обработке слитка суммарная деформация Σε составляла до 93%. Поковку нагревают до температуры от 1050°С до 1100°С с последующим охлаждением в воде. Поковку разрезают на мерные длины и механически обрабатывают в размер ∅109×28,5 мм и путем сверления и последующей расточки осевого центрального отверстия получают трубные заготовки. Вакуумную термическую обработку проводят при температуре от 570°С до 600°С. Шероховатость поверхности заготовок составляет не более Ra=2,5 мкм. Далее на трубные заготовки наносят медное покрытие для защиты от газонасыщения при последующих процессах нагрева и горячего прессования. Нагрев трубных заготовок под горячее прессование осуществляют в индукционной печи. Температура нагрева трубных заготовок перед прессованием находится в диапазоне от 600°С до 620°С. Прессование осуществляют с вытяжкой μ=8,9. Далее снимают медное покрытие и проводят вакуумную термическую обработку при температуре от 565°С до 595°С. Трубные заготовки прокатывают на станах холодной прокатки труб типа ХПТ, 2ХПТС, KPW за 4 прохода с суммарной деформацией Ее за проход от 58 до 74% при этом трубный коэффициент Q находился в диапазоне 1,18-2,01. Промежуточные термические обработки осуществляют в диапазоне температур от 565°С до 595°С в вакууме при остаточном давлении в печи не выше 1⋅10-4 - 1⋅10-5 мм рт.ст.
После окончательной вакуумной термической обработки трубных изделий при температуре от 565°С до 595°С проводят пакетное или струйное травление, абразивную обработку внутренней поверхности, шлифование и полировку наружной поверхности.
Трубные изделия из циркониевого сплава, изготовленные по заявленному техническому решению, характеризуются следующими свойствами (таблица 1).
Таким образом, представленный способ изготовления труб позволяет получать высоко коррозионностойкие трубные изделия со стабильными характеристиками механических свойств и стойкостью к формоизменению.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления трубных изделий из циркониевого сплава | 2019 |
|
RU2798021C1 |
| Способ получения трубных изделий из сплава на основе циркония | 2019 |
|
RU2798022C1 |
| Способ изготовления холоднокатаных трубных изделий из сплавов циркония с высокой коррозионной стойкостью (варианты) | 2023 |
|
RU2823592C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБНЫХ ИЗДЕЛИЙ ИЗ ГАФНИЯ | 2014 |
|
RU2564189C1 |
| Способ изготовления трубных изделий высокой точности из гафния | 2019 |
|
RU2707376C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ХОЛОДНОКАТАНЫХ ТРУБ ИЗ АЛЬФА- И ПСЕВДО-АЛЬФА-СПЛАВОВ НА ОСНОВЕ ТИТАНА | 2013 |
|
RU2544333C1 |
| Способ изготовления плоских изделий из гафнийсодержащего сплава на основе титана | 2017 |
|
RU2675011C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЙ ИЗ ЦИРКОНИЕВЫХ СПЛАВОВ | 1996 |
|
RU2110600C1 |
| Способ изготовления прутков и проволоки из гафния | 2020 |
|
RU2742176C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРЕЦИЗИОННЫХ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2503523C2 |
Изобретение относится к изготовлению трубных изделий из циркониевого сплава. Осуществляют выплавку слитка многократным вакуумно-дуговым переплавом, механическую обработку слитка, нагрев, горячую многостадийную ковку с получением поковки, термическую обработку поковки и последующую механическую обработку поковки с получением трубных заготовок. Осуществляют проведение вакуумной термической обработки трубных заготовок, нанесение на них защитного покрытия и нагрев до температуры горячего прессования, горячее прессование, удаление защитного покрытия, вакуумную термическую обработку, многократную холодную прокатку с промежуточными вакуумными термическими обработками с получением трубных изделий. Осуществляют окончательную вакуумную термическую обработку трубных изделий с последующими финишными отделочными операциями. В результате обеспечивают высокую стойкость к коррозии и формоизменению трубных изделий. 9 з.п. ф-лы, 1 табл., 1 пр.
1. Способ изготовления трубных изделий из циркониевого сплава, содержащего, мас.%: ниобий - 0,9-1,7; железо - 0,10-0,20; кислород - 0,10-0,20; кремний - менее 0,02, углерод - менее 0,02, цирконий - остальное, включающий выплавку слитка многократным вакуумно-дуговым переплавом, механическую обработку слитка, его нагрев и горячую многостадийную ковку с получением поковки, термическую обработку поковки, последующую механическую обработку поковки с получением трубных заготовок и проведением вакуумной термической обработки, нанесение на трубные заготовки защитного покрытия и нагрев их до температуры горячего прессования, горячее прессование, удаление защитного покрытия, вакуумную термическую обработку, многократную холодную прокатку трубных заготовок с суммарной степенью деформации за проход 58-74% и трубным коэффициентом Q=1,18-2,01 с промежуточными вакуумными термическими обработками с получением трубных изделий и осуществление окончательной вакуумной термической обработки трубных изделий, имеющих финишный размер, с последующими финишными отделочными операциями.
2. Способ по п. 1, отличающийся тем, что горячую многостадийную ковку слитка проводят при температуре от 980 до 700°С с суммарной степенью деформации до 93% и с промежуточными подогревами при температуре от 850 до 800°С.
3. Способ по п. 1, отличающийся тем, что термическую обработку поковки проводят при температуре от 1050 до 1100°С с последующим охлаждением в воде.
4. Способ по п. 1, отличающийся тем, что трубные заготовки получают путем сверления и последующей расточки осевого центрального отверстия в поковке, разрезанной на мерные длины.
5. Способ по п. 1, отличающийся тем, что вакуумную термическую обработку трубных заготовок перед горячим прессованием проводят при температуре от 570 до 600°С.
6. Способ по п. 1, отличающийся тем, что горячее прессование трубной заготовки проводят при температуре от 600 до 620°С и вытяжкой μ=8,9.
7. Способ по п. 1, отличающийся тем, что вакуумную термическую обработку трубных заготовок после горячего прессования проводят при температуре от 565 до 595°С.
8. Способ по п. 1, отличающийся тем, что промежуточные вакуумные термические обработки трубных изделий между многократными холодными прокатками и окончательную вакуумную термическую обработку трубных изделий осуществляют при температуре от 565 до 595°С.
9. Способ по любому из пп. 5, 7, 8, отличающийся тем, что вакуумную термическую обработку трубных заготовок и изделий проводят при остаточном давлении в печи 1⋅10-4-1⋅10-5 мм рт. ст.
10. Способ по п. 1, отличающийся тем, что проводят химическую и механическую обработку поверхностей трубных изделий, имеющих финишный размер.
| US 5560790 A, 01.10.1996 | |||
| US 2016307651 A1, 20.10.2016 | |||
| RU 2004137844 A, 10.06.2006 | |||
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЙ ИЗ ЦИРКОНИЕВЫХ СПЛАВОВ | 1993 |
|
RU2032760C1 |
