Область техники, к которой относится изобретение
Настоящее изобретение относится к способу конверсии тяжелого углеводородного сырья, предпочтительно происходящего из сырой нефти или поступающего с дистилляции сырой нефти при атмосферном давлении и/или в вакууме и содержащего по меньшей мере 80 вес.% фракции, имеющей начальную температуру кипения по меньшей мере 300°C.
Уровень техники
Более точно, сырье, обрабатываемое в рамках настоящего изобретения, представляет собой либо сырую нефть, либо тяжелые углеводородные фракции, полученные при атмосферной и/или вакуумной дистилляции сырой нефти и содержащие по меньшей мере 80 вес.% фракции, имеющей начальную температуру кипения по меньшей мере 300°C, предпочтительно по меньшей мере 350°C, и предпочтительно по меньшей мере 375°C, и предпочтительно вакуумные остатки, содержащие по меньшей мере 80 вес.% фракции, имещей начальную температуру кипения по меньшей мере 450°C, предпочтительно по меньшей мере 500°C. Это сырье обычно представляет собой углеводородные фракции, имеющие содержание серы по меньшей мере 0,1 вес.%, предпочтительно по меньшей мере 1 вес.% и предпочтительно по меньшей мере 2 вес.%, содержание коксового остатка по Конрадсону по меньшей мере 3 вес.%, предпочтительно по меньшей мере 5 вес.%, содержание асфальтенов C7 по меньшей мере 0,1 вес.%, предпочтительно по меньшей мере 3 вес.%, и содержание металлов по меньшей мере 20 ч./млн, предпочтительно по меньшей мере 100 ч./млн.
Использовать эти нефтяные остатки довольно сложно. Действительно, на рынке требуется главным образом топливо, поддающееся перегонке при атмосферном давлении при температуре ниже 320°C или 380°C. Сырая нефть характеризуется переменным содержанием атмосферных остатков, которое зависит от происхождения обрабатываемой сырой нефти. Это содержание обычно варьируется от 20% до 50% для обычной сырой нефти, но может достигать 50-80% для тяжелой и сверхтяжелой нефти, как, например, нефть, добываемая в Венесуэле или в регионе Атабаска на севере Канады. Поэтому необходимо конвертировать эти остатки, преобразуя тяжелые молекулы остатков, чтобы получить рафинированные продукты, состоящие из более легких молекул. Эти рафинированные продукты обычно имеют более высокое отношение водорода к углероду, чем исходные тяжелые фракции. Поэтому ряд способов, применяемых для получения рафинированных легких фракций, такие как способы гидрокрекинга, гидроочистки и гидроконверсии, основаны на добавлении водорода в молекулы, предпочтительно одновременно с крекингом этих тяжелых молекул.
Конверсия тяжелых фракций зависит от большого числа параметров, таких, как состав сырья, технология используемого реактора, жесткость рабочих условий (температура, давление, парциальное давление водорода, время пребывания и т.д.), тип используемого катализатора и его активность. При повышении жесткости режима конверсия тяжелых фракции в легкие продукты повышается, но из-за вторичных реакций начинают в значительной степени образовываться побочные продукты, такие, как предшественники кокса и отложения. Поэтому глубокая конверсия тяжелого сырья очень часто приводит к образованию твердых частиц (называемых отложениями), очень вязких и/или клейких, состоящих из асфальтенов, кокса и/или мелких частиц катализатора. Чрезмерное присутствие этих продуктов ведет впоследствии к дезактивации катализатора, к забивке технологического оборудования, в частности, оборудования для разделения и дистилляции. Поэтому производители нефтепродуктов обязаны снижать конверсию тяжелых фракций, чтобы избежать простоя установок гидроконверсии.
Образование этих отложений в процессах гидроконверсии очень сильно зависит от качества сырья и жесткости режимов работы. Действительно, асфальтены, присутствующие в сырье, в жестких условиях гидроконверсии реагируют в основном путем деалкилирования и образуют в результате этого очень конденсированные ароматические ядра, которые делают выходящие потоки нестабильными и которые осаждаются в виде отложений.
Объект и польза изобретения
Одной из целей изобретения является разработать схему способа гидроконверсии, позволяющую повысить стабильность выходящих потоков при заданном уровне конверсии тяжелых фракций, и, таким образом, получить возможность повысить конверсию по сравнению с классическими способами гидроконверсии.
Классические схемы гидроконверсии остатков, какие описаны в патентах US 4521295, US 4495060 или US 4457831, предписывают работу с объемными, или пространственными, часовыми скоростями (VVH, объемный расход сырья, отнесенный к реакционному объему) в интервале от 0,1 до 2,5 ч-1, при температурах 300-550°C и парциальных давлениях водорода от 1000 до 5000 psig (6,9-34,5 МПа, изб). В этих схемах температура остается ключевым параметром управления уровнем конверсии тяжелых фракций. Так, для работы при высокой конверсии рекомендуется высокая температура, чтобы усилить термический крекинг тяжелых фракций. В этой конфигурации максимальный уровень конверсии, позволяющий надлежащую работу промышленной установки, всегда будет ограничен образованием отложений. Действительно, температура повышает скорость реакций конденсации/полимеризации быстрее, чем реакций гидрирования, вызывая, таким образом, нежелательные побочные реакции, ответственные за образование отложений и предшественников кокса.
Чтобы смягчить это ограничение эксплуатационных характеристик установок гидроконверсии, классические схемы конверсии остатков, отражающие уровень техники, могут включать дополнительные этапы, такие как деасфальтизация, чтобы достичь повышенных уровней конверсии при менее жестких условиях. Это относится к концепции, описанной в патентных документах US 2008/0083652, US 7214308, US 5980730. Действительно, в схемах гидроконверсии остатков, сочетающих установку деасфальтизации с установкой гидроконверсии в неподвижном слое, движущемся слое, кипящем слое и/или в увлекаемым слое (slurry), установку деасфальтизации можно разместить выше по схеме, в соответствии с непрямым маршрутом, как, например, в патенте US 7214308, или за процессом гидроконверсии, согласно прямому маршруту, как, например, в патентах FR 2776297 и US 5980730. Патенты FR 2776297, US 5980730 и US 7214308 подробно описывают эти два возможных типа схемы конверсии.
Схема гидроконверсии остатков обычно сочетает два основных отдельных последовательных этапа: этап гидроконверсии и этап деасфальтизации, причем между этими двумя отдельными этапами осуществляют промежуточную дистилляцию при атмосферном давлении и, возможно, дистилляцию в вакууме. Обычно вместо схемы этого типа можно вернуть деасфальтированное масло (DAO) на этап гидроконверсии.
Самыми серьезными ограничениями схемы этого типа являются количество получаемого асфальта, который трудно поддается переработке; возврат фракции DAO на вход секции гидроконверсии, что требует значительного увеличения объема реакционных зон, а также зон разделения (как описано в патентах US 2012/061292A и WO 14096591A1), повышая необходимые капиталовложения и эксплуатационные расходы по сравнению со способом без рецикла DAO.
Для стабилизации потоков с установок гидроконверсии остатков можно применять флюсующие добавки, такие, как ароматические фракции, среди которых можно назвать, без ограничений, фракции LCO (Light cycle oil - легкий рецикловый газойль), HCO (heavy cycle oil - тяжелый рецикловый газойль), поступающие с процесса каталитического крекинга в псевдоожиженном слое. Однако их использование сильно влияет на рентабельность способа, поскольку эти фракции являются дорогими, и их применение ведет к увеличению габаритов установок. Кроме того, эти стабилизирующие фракции не всегда доступны на месте, и их использование непременно идет в ущерб получению пригодных для переработки фракций. Все эти причины объясняют, почему применение стабилизирующей фракции очень ограничено.
В настоящем изобретении предлагается одновременное улучшение уровня конверсии и стабильности выходящих жидких потоков благодаря схеме конверсии тяжелого сырья, имеющей оптимизированные тепловые характеристики и время пребывания сырья. Способ согласно изобретению позволяет достичь более высокой конверсии сырья, чем конверсия, получаемая в так называемой классической конфигурации, при сравнимой стабильности выходящих жидких потоков. С другой стороны, настоящее изобретение позволяет также получить потоки на таком же уровне конверсии, что и в классическом способе согласно уровню техники, но при лучшей стабильности получаемых жидких потоков.
Сущность изобретения
Настоящее изобретение относится к способу конверсии тяжелого углеводородного сырья, включающему следующие этапы:
a) этап гидроконверсии тяжелого углеводородного сырья в присутствии водорода в по меньшей мере одном или нескольких трехфазных реакторах, соединенных последовательно или параллельно, содержащих по меньшей мере один катализатор гидроконверсии, причем этап a) гидроконверсии проводят при абсолютном давлении от 2 до 35 МПа, температуре от 300°C до 550°C и при количестве водорода, смешиваемого с сырьем, от 50 до 5000 нормальных кубических метров (Нм3) на кубический метр (м3) сырья, чтобы получить жидкий поток со сниженным содержанием коксового остатка по Конрадсону, металлов, серы и азота,
b) один или несколько факультативных этапов разделения потока, выходящего с этапа a), позволяющих получить по меньшей мере одну легкую жидкую фракцию, кипящую при температуре ниже 350°C, и по меньшей мере одну тяжелую жидкую фракцию, кипящую при температуре выше 350°C,
c) этап гидроконверсии жидкого потока, выходящего с этапа гидроконверсии a), в случае, когда этап b) разделения не применяется, или гидроконверсии тяжелой жидкой фракции, выходящей с этапа разделения b), когда указанный этап b) применяется, в присутствии водорода в по меньшей мере одном или нескольких трехфазных реакторах, установленных последовательно или параллельно, содержащих по меньшей мере один катализатор гидроконверсии, причем этап c) гидроконверсии осуществляют при абсолютном давлении от 2 до 38 МПа, температуре от 300°C до 550°C и при количестве водорода от 50 до 5000 нормальных кубических метров (Нм3) на кубический метр (м3) жидкого сырья в стандартных условиях по температуре и давлению,
причем используемая в указанном способе полная объемная часовая скорость составляет от 0,05 до 0,18 ч-1.
В настоящем изобретении под полной объемной скоростью понимается объемная скорость, рассчитываемая для всей технологической схемы, то есть с учетом всех реакторов, задействованных в процессе на этапах a) и c).
В одном варианте осуществления способ согласно изобретению может включать несколько этапов гидроконверсии, предпочтительно по меньшей мере два этапа гидроконверсии и несколько факультативных этапов разделения между этапами гидроконверсии.
Подробное описание изобретения
Сырье
Сырье, обрабатываемое способом согласно изобретению, является тяжелым углеводородным сырьем (называемым остатком). Предпочтительно, это сырье содержит углеводородные фракции, полученные при переработке нефти. Сырье согласно изобретению включает в себя сырье, содержащее углеводородные фракции, из которых по меньшей мере 80 вес.% имеют температуру кипения выше 300°C, остатки атмосферной и/или вакуумной дистилляции, остатки атмосферной и/или вакуумной дистилляции после гидроочистки, гидрокрекинга и/или гидроконверсии, свежие или рафинированные вакуумные дистилляты, фракции, поступающие с установки крекинга, как FCC, коксования или висбрекинга, ароматические фракции, отобранные с установки производства смазочных материалов, деасфальтированные масла с установки деасфальтизации, асфальты, поступающие с установки деасфальтизации, или похожее углеводородное сырье, или комбинацию этого свежего сырья и/или рафинированных потоков. Указанное сырье может также содержать остаточную фракцию с процесса прямого ожижения угля (или атмосферные и/или вакуумные остатки, поступающие, например, с процесса H-CoalTM), вакуумный дистиллят с прямого пиролиза угля, как, например, процесса H-CoalTM, остатки пиролиза угля или сланцевых масел, или же остаточную фракцию, поступающую с прямого ожижения лигноцеллюлозной биомассы, по отдельности или в смеси с углем и/или свежей и/или рафинированной нефтяной фракцией.
Предпочтительно, сырье, обрабатываемое в соответствии с настоящим изобретением, состоит из углеводородных фракций, полученных из сырой нефти или при дистилляции сырой нефти при атмосферном давлении или в вакууме, причем указанное сырье содержит по меньшей мере 80 вес.% фракции с начальной температурой кипения по меньшей мере 300°C, предпочтительно по меньшей мере 350°C, предпочтительно по меньшей мере 375°C, и более предпочтительно вакуумные остатки с температурой кипения по меньшей мере 450°C, предпочтительно по меньшей мере 500°C и предпочтительно по меньшей мере 540°C.
Все указанные выше виды сырья содержат примеси, такие как металлы, сера, азот, коксовый остаток по Конрадсону и вещества, не растворимые в гептане, называемые также асфальтенами C7. Действительно, сырье этого типа обычно богато примесями с содержанием металлов выше 20 в.ч./млн, предпочтительно выше 100 в.ч./млн. Содержание серы превышает 0,1%, предпочтительно выше 1% и предпочтительно выше 2 вес.%. Доля асфальтенов C7 повышена до минимум 0,1 вес.%, предпочтительно превышает 3 вес.%. Как известно, асфальтены C7 являются соединениями, ингибирующими конверсию остаточных фракций, одновременно из-за их склонности образовывать тяжелые углеводородные остатки, обычно называемые коксом, и из-за их тенденции образовывать отложения, которые сильно ограничивают эксплуатационные качества установок гидроочистки и гидроконверсии. Содержание коксового остатка по Конрадсону превышает 3%, предпочтительно составляет по меньшей мере 5 вес.%. Содержание коксового остатка по Конрадсону определяется в соответствии со стандартом ASTM D-482 и представляет для специалиста хорошо известную оценку количества углеродных остатков, получаемых после пиролиза в стандартных условиях по температуре и давлению.
Этап a) гидроконверсии
Согласно изобретению, указанное тяжелое углеводородное сырье обрабатывают на этапе a) гидроконверсии, содержащем по меньшей мере один или несколько трехфазных реакторов, установленных последовательно или параллельно. Эти реакторы гидроконверсии могут быть, наряду с прочим, реакторами с неподвижным слоем, движущимся слоем, кипящим слоем и/или увлекаемым слоем (slurry), в зависимости от подлежащего обработке сырья. Предпочтительно используется реактор с кипящим слоем. На этом этапе указанное сырье преобразуют в особых условиях гидроконверсии. Этап a) осуществляют при абсолютном давлении от 2 до 35 МПа, предпочтительно от 5 до 25 МПа и предпочтительно от 6 до 20 МПа, при температуре от 300°C до 550°C, предпочтительно от 350°C до 500°C и предпочтительно от 370°C до 430°C, еще более предпочтительно от 380°C до 430°C. Количество водорода, смешанного с сырьем, предпочтительно составляет от 50 до 5000 нормальных кубических метров (Нм3) на кубический метр (м3) жидкого сырья в стандартных условиях по температуре и давлению, предпочтительно от 100 до 2000 Нм3/м3 и очень предпочтительно от 200 до 1000 Нм3/м3.
Указанный первый этап гидроконверсии предпочтительно осуществляют в одном или нескольких трехфазных реакторах гидроконверсии, которые могут быть последовательными и/или параллельными, предпочтительно использующими технологию реакторов с кипящим слоем. Этот этап предпочтительно проводят по технологии и в условиях способа H-OilTM, какой описан, например, в патентах US 4521295, US 4495060 или US 4457831 или в статье Aiche, March 19-23, 1995, Houston, Texas, paper number 46d, "Second generation ebullated bed technology". В этом варианте осуществления каждый реактор работает в трехфазном псевдоожиженном слое, называемым также кипящим слоем. В одном из вариантов осуществления с реакторами, работающими с псевдоожиженным слоем, каждый реактор предпочтительно содержит рециркуляционный насос, позволяющий удерживать катализатор в кипящем слое благодаря непрерывной рециркуляции по меньшей мере части жидкой фракции, предпочтительно отбираемой сверху реактора и снова вводимой в реактор снизу.
Катализатор гидроконверсии, использующийся на этапе a) гидроконверсии в способе согласно изобретению, содержит один или несколько элементов групп 4-12 периодической системы элементов, которые могут быть осаждены на подложку или нет. Можно с успехом использовать катализатор, содержащий подложку, предпочтительно аморфную, например, из оксида кремния, оксида алюминия, алюмосиликата, диоксида титана или комбинаций этих структур, и очень предпочтительно из оксида алюминия, и по меньшей мере один металл группы VIII, выбранный из никеля и кобальта, предпочтительно никель, причем указанный элемент группы VIII предпочтительно используется в сочетании с по меньшей мере одним металлом группы VIB, выбранным из молибдена и вольфрама, предпочтительно, металл группы VIB является молибденом. Согласно изобретению предпочтительно, чтобы катализатор гидроконверсии на этапе a) содержал алюмооксидную подложку и по меньшей мере один металл группы VIII, выбранный из никеля и кобальта, предпочтительно никель, причем указанный элемент группы VIII используется в сочетании с по меньшей мере одним металлом группы VIB, выбранным из молибдена и вольфрама, предпочтительно, металл группы VIB является молибденом. Предпочтительно, катализатор гидроконверсии содержит никель в качестве элемента группы VIII и молибден в качестве элемента группы VIB. Содержание никеля, выраженное в весе оксида никеля (NiO), предпочтительно составляет от 0,5% до 10%, предпочтительно от 1 до 6 вес.%, а содержание молибдена, выраженное в весе триоксида молибдена (MoO3), предпочтительно составляет от 1% до 30%, предпочтительно от 4 до 20 вес.%. Этот катализатор предпочтительно используется в виде экструдатов или шариков.
В способе согласно изобретению можно использовать катализатор, называемый "slurry", согласно англо-саксонской терминологии, или увлеченный катализатор. Указанный slurry-катализатор имеет гранулометрический состав и плотность, подходящие для его увлечения. Под увлечением дисперсного катализатора понимается его вовлечение в циркуляцию в одном или нескольких трехфазных реакторах жидкими потоками, причем указанный второй катализатор циркулирует снизу вверх вместе с сырьем в указанных трехфазных реакторах и отбирается из указанного одного или нескольких трехфазных реакторов вместе с полученным жидким потоком.
В одном из вариантов осуществления способа по изобретению в каждом реакторе на этапе a) гидроконверсии могут использоваться разные катализаторы, адаптированные к сырью, подаваемому в этот реактор. В одном из вариантов осуществления способа по изобретению в каждом реакторе можно использовать несколько типов катализаторов. В одном предпочтительном варианте осуществления каждый реактор на этапе a) и/или этапе c) может содержать один или несколько катализаторов на подложке и/или один или несколько катализаторов без подложек.
В соответствии со способом согласно изобретению, отработанный катализатор гидроконверсии можно частично заменить свежим катализатором путем извлечения, предпочтительно снизу реактора, и введения, сверху либо снизу реактора, свежего катализатора, и/или отработанного катализатора, и/или регенерированного катализатора, и/или обновленного катализатора, предпочтительно через равные промежутки времени и предпочтительно в импульсном или квазинепрерывном режиме. Катализатор можно заменить полностью или частично бывшим в употреблении, и/или регенерированным, и/или обновленным катализатором, взятым из этого же реактора и/или другого реактора на любом этапе гидроконверсии. Катализатор можно добавить вместе с металлами в виде оксидов металлов, с металлами в виде сульфидов металлов, или после предварительной подготовки. Для каждого реактора степень замены отработанного катализатора гидроконверсии свежим катализатором предпочтительно составляет от 0,01 кг до 10 кг на кубический метр обработанного сырья, предпочтительно от 0,1 кг до 3 кг на м3 обработанного сырья. Это извлечение и замену осуществляют с помощью устройств, предпочтительно позволяющих непрерывную работу указанного этапа гидроконверсии.
Можно также направить отработанный катализатор, извлеченный из реактора, в зону регенерации, где удаляют присутствующие в нем углерод и серу, а затем направить этот регенерированный катализатор на этап гидроконверсии. Можно также направить отработанный катализатор, извлеченный из реактора, в зону обновления, где удаляют основную часть осажденных металлов, прежде чем направить отработанный и обновленный катализатор в зону регенерации, в которой избавляются от присутствующих углерода и серы, а затем вернуть этот регенерированный катализатор на этап гидроконверсии.
b) Факультативный этап разделения
Поток, выходящий с этапа a) гидроконверсии, можно затем подвергнуть одному или нескольким этапам разделения. Согласно изобретению, это разделение остается факультативным, и поток, выходящий с этапа a) гидроконверсии, можно направить напрямую на этап c) гидроконверсии.
В случае, когда указанный этап разделения применяется, по меньшей мере часть потока, выходящего с этапа a) гидроконверсии, направляют на указанный этап разделения.
Этап разделения реализуют с целью предпочтительно получить по меньшей мере одну жидкую фракцию, называемую легкой, кипящую преимущественно при температуре ниже 350°C, и по меньшей мере одну жидкую фракцию, называемую тяжелой, кипящую преимущественно при температуре выше 350°C.
Затем легкую жидкую фракцию можно направить, по меньшей мере частью, в секцию фракционирования, где из нее затем предпочтительно отделяют легкие газы (H2 и C1-C4), чтобы получить легкую жидкую фракцию, кипящую преимущественно при температуре ниже 350°C, любым способом разделения, известным специалисту, таким, например, как проведение в резервуар мгновенного расширения (или flash-резервуар, согласно англо-саксонской терминологии), чтобы извлечь газообразный водород, который можно с успехом вернуть на вход этапа a) гидроконверсии. Указанная легкая жидкая фракция, предпочтительно отделенная от указанных легких газов и кипящая преимущественно при температуре ниже 350°C, содержит растворенные легкие газы, фракцию, кипящую при температуре ниже 150°C, соответствующую нафте, фракцию, кипящую в интервале от 150°C до 250°C, соответствующую фракции керосина, и по меньшей мере часть фракции газойля, кипящей в интервале от 250°C до 375°C. Указанную легкую жидкую фракцию, выделенную на этапе b), предпочтительно направляют на этап d) фракционирования.
Тяжелая жидкая фракция, выходящая с этапа b) разделения, кипящая преимущественно при температуре выше 350°C, может содержать (необязательно) часть фракции газойля, кипящей в интервале от 250°C до 375°C, но она содержит по меньшей мере одну фракцию, кипящую в интервале от 375°C до 540°C, называемую вакуумным дистиллятом, и фракцию, кипящую при температуре выше 540°C, называемую непрореагировавшим вакуумным остатком. Затем по меньшей мере часть этой тяжелой жидкой фракции проводят на этап c) гидроконверсии, в случае, когда этап разделения применяется.
Этап разделения можно осуществить любым способом разделения, известным специалисту. Предпочтительно, этап b) разделения проводят в одном или нескольких последовательных резервуаров мгновенного разделения, предпочтительно в единственном резервуаре. Предпочтительно, этот резервуар мгновенного разделения работает при давлении и температуре, близких к рабочим условиям в последнем реакторе этапа a) гидроконверсии.
В другом варианте осуществления этап разделения реализуют как последовательность нескольких резервуаров мгновенного разделения, работающих в условиях, отличных от рабочих условий в последнем реакторе этапа a) гидроконверсии, и позволяющих получить несколько легких жидких фракций, которые затем будут направлены, по меньшей мере частью, в секцию фракционирования, тогда как тяжелую жидкую фракцию направляют затем, по меньшей мере частью, на этап c) гидроконверсии согласно изобретению.
В другом варианте осуществления этап разделения осуществляют в одной или нескольких колоннах отгонки паром и/или водородом. В результате этого поток, выходящий с этапа a) гидроконверсии, будет разделен на легкую жидкую фракцию и тяжелую жидкую фракцию, которую затем направляют, по меньшей мере частью, на этап c) гидроконверсии согласно изобретению.
В другом варианте осуществления этап разделения реализуют в колонне атмосферной дистилляции, разделяющей поток, выходящий с этапа a) гидроконверсии. Тяжелую жидкую фракцию, отбираемую снизу колонны атмосферной дистилляция, можно затем направить, по меньшей мере частью, на этап c) гидроконверсии согласно изобретению.
В другом варианте осуществления этап разделения реализуют в колонне атмосферной дистилляции, разделяющей поток, выходящий с первого этапа гидроконверсии, после чего следует колонна вакуумной дистилляции остатка из колонны атмосферной дистилляции. Тяжелую жидкую фракцию, извлеченную снизу колонны вакуумной дистилляции, можно затем направить, по меньшей мере частью, на этап c) гидроконверсии согласно изобретению.
Этап разделения может также состоять из комбинации этих разных вариантов осуществления, описанных выше, в порядке, отличном от вышеописанного.
Факультативно, перед направлением на этап c) гидроконверсии согласно изобретению, тяжелую жидкую фракцию можно подвергнуть этапу отгонки паром и/или водородом в одной или нескольких отгоночных колоннах. Этот этап позволяет удалить по меньшей мере часть фракции вакуумного дистиллята (углеводороды с температурой кипения ниже 540°C), содержащейся в тяжелой жидкой фракции.
Этап c) гидроконверсии
Согласно изобретению, жидкий поток, выходящий с этапа гидроконверсии a), в случае, когда этап b) разделения не применяется, или тяжелую жидкую фракцию, выходящую с этапа разделения b), когда этот этап применяется, обрабатывают на этапе c) гидроконверсии.
Этап c) гидроконверсии проводится в одном или нескольких трехфазных реакторах, которые могут быть последовательными и/или параллельными. Эти реакторы гидроконверсии могут быть, наряду с прочим, реакторами с неподвижным слоем, движущимся слоем, кипящим слоем и/или увлекаемым слоем slurry, в зависимости от сырья, подлежащего обработке, в частности, потока, выходящего с этапа a) гидроконверсии, или тяжелой жидкой фракции, выходящей с этапа b) разделения. Предпочтительно используют реактор с кипящим слоем. На этом этапе обрабатываемое сырье обычно преобразуют в классических условиях гидроконверсии жидкой углеводородной фракции. Обычно работают при абсолютном давлении от 2 до 35 МПа, предпочтительно от 5 до 25 МПа, предпочтительно от 6 до 20 МПа, температуре от 300°C до 550°C, предпочтительно от 350°C до 500°C и предпочтительно от 370°C до 430°C. Количество водорода, смешиваемого с обрабатываемым сырьем, предпочтительно составляет от 50 до 5000 нормальных кубических метров (Нм3) на кубический метр (м3) жидкого сырья в стандартных условиях по температуре и давлению, предпочтительно от 100 до 2000 Нм3/м3 и очень предпочтительно от 200 до 1000 Нм3/м3.
Указанный этап c) гидроконверсии предпочтительно проводят в одном или нескольких трехфазных реакторах гидроконверсии, которые могут быть установлены последовательно и/или параллельно, используя технологию реакторов с кипящим слоем. Этот этап предпочтительно осуществляют по технологии и в условиях способа H-OilTM, какой описан, например, в патентах US 4521295, US 4495060, US 4457831 или US 4354852, или в статье Aiche, March 19-23, 1995, Houston, Texas, paper number 46d, "Second generation ebullated bed technology". В этом варианте осуществления каждый реактор работает с трехфазным псевдоожиженным слоем, называемым также кипящим слоем. В одном из вариантов осуществления с реакторами, работающими с псевдоожиженным слоем, каждый реактор предпочтительно содержит рециркуляционный насос, позволяющий удерживать катализатор в кипящем слое благодаря непрерывной рециркуляции по меньшей мере части жидкой фракции, предпочтительно отбираемой сверху реактора и снова вводимой в реактор снизу.
Катализатор гидроконверсии, используемый на этапе c) гидроконверсии способа согласно изобретению, содержит один или несколько элементов из групп 4-12 периодической системы элементов, которые могут быть или не быть осажденными на подложку. Согласно изобретению предпочтительно, чтобы катализатор гидроконверсии на этапе c) был катализатором, содержащим алюмооксидную подложку и по меньшей мере один металл группы VIII, выбранный из никеля и кобальта, предпочтительно никель, причем указанный элемент группы VIII используется в сочетании с по меньшей мере одним металлом группы VIB, выбранным из молибдена и вольфрама, предпочтительно, металл группы VIB является молибденом. Содержания никеля в катализаторе гидроконверсии, выраженное в весе оксида никеля (NiO), предпочтительно составляет от 0,5% до 10%, предпочтительно от 1 до 6 вес.%, а содержание молибдена, выраженное в весе триоксида молибдена (MoO3), предпочтительно составляет от 1% до 30%, предпочтительно от 4 до 20 вес.%. Этот катализатор предпочтительно используется в виде экструдатов или шариков. Катализатор, использующийся на этапе c) гидроконверсии, идентичен или отличается от катализатора, используемого на этапе a) гидроконверсии. Предпочтительно, катализатор, использующийся в указанных одном или нескольких реакторах этапа c) гидроконверсии, может также быть катализатором, лучше адаптированным к гидроконверсии остаточных фракций, полученных на этапе a) гидроконверсии.
В способе согласно изобретению можно использовать катализатор, называемый "slurry", согласно англо-саксонской терминологии, или увлекаемый катализатор. Указанный slurry-катализатор имеет гранулометрический состав и плотность, подходящие для его увлечения. Под увлечением дисперсного катализатора понимается его вовлечение в циркуляцию в одном или нескольких трехфазных реакторах жидкими потоками, причем указанный второй катализатор циркулирует снизу вверх вместе с сырьем в указанных трехфазных реакторах и отбирается из указанного одного или нескольких трехфазных реакторов вместе с полученным жидким потоком.
В одном из вариантов осуществления способа по изобретению в каждом реакторе на этапе c) гидроконверсии могут использоваться разные катализаторы, подходящие для сырья, подаваемого в этот реактор. В одном из вариантов осуществления способа по изобретению в каждом реакторе можно использовать несколько типов катализаторов. В одном предпочтительном варианте осуществления каждый реактор на этапе a) и/или этапе c) может содержать один или несколько катализаторов на подложке и/или один или несколько катализаторов без подложек.
Для каждого реактора степень замены отработанного катализатора гидроконверсии свежим катализатором предпочтительно составляет от 0,01 кг до 10 кг на кубический метр обработанного сырья, предпочтительно от 0,1 кг до 3 кг на м3 обработанного сырья. Извлечение и замену осуществляют с помощью устройств, предпочтительно позволяющих непрерывную работу указанного этапа гидроконверсии.
Согласно изобретению, объемная часовая скорость (VVH) в расчете на объем и расход жидкого сырья в способе в целом при стандартных условиях по температуре и давлению составляет от 0,05 ч-1 до 0,18 ч-1, предпочтительно от 0,05 ч-1 до 0,09 ч-1 и предпочтительно от 0,05 ч-1 до 0,08 ч-1.
Эти условия способа по изобретению позволяют одновременно повысить уровень конверсии и стабильность жидких потоков благодаря схеме конверсии тяжелого сырья, имеющей оптимизированные термические характеристики и время пребывания сырья.
Этап d) фракционирования
Поток, выходящий с этапа c) гидроконверсии, затем можно с успехом подвергнуть, по меньшей мере частью, этапу d) фракционирования. Это разделение включает любое средство фракционирования, известное специалисту. Это фракционирование осуществляют в одном или нескольких последовательных резервуарах мгновенного разделения, предпочтительно в каскаде из по меньшей мере двух резервуаров мгновенного разделения, предпочтительно в одной или нескольких колоннах отгонки паром и/или водородом, более предпочтительно в колонне атмосферной дистилляции, более предпочтительно в колонне атмосферной дистилляции и в колонне вакуумной дистилляции атмосферных остатков, еще более предпочтительно в одном или нескольких резервуарах мгновенного разделения, колонне атмосферной дистилляции и колонне вакуумной дистилляции атмосферных остатков. Это фракционирование можно также реализовать путем комбинации различных средств разделения, описанных выше.
Этап фракционирования проводят с целью разделить потоки с разными точками отсечения и, предпочтительно, получить по меньшей мере одну тяжелую жидкую фракцию, называемую непрореагировавшим вакуумным остатком, кипящую преимущественно при температуре выше 300°C, предпочтительно выше 500°C и предпочтительно выше 540°C.
Описание фигур
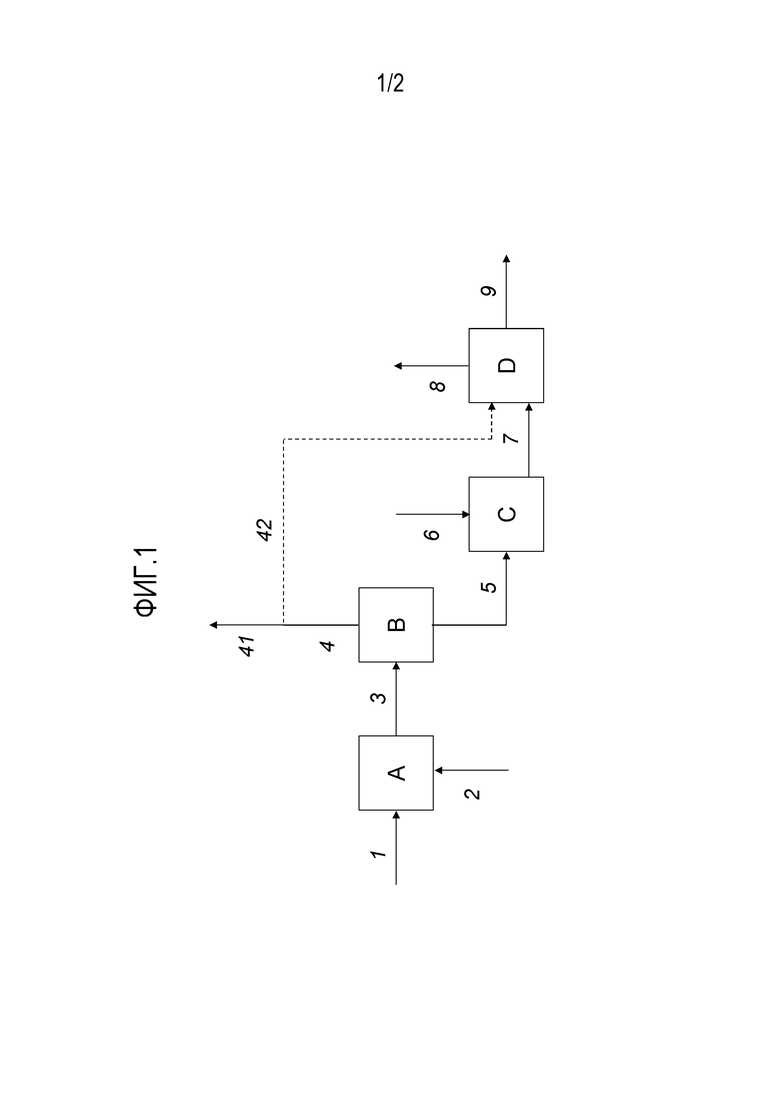
Фигура 1 схематически показывает способ согласно изобретению в случае, когда этап b) разделения применяется.
Сырье направляют по линии (1) в секцию гидроконверсии (A) с высоким давлением водорода, предпочтительно работающую с кипящим слоем.
(A) иллюстрирует этап a) гидроконверсии сырья (1) в присутствии водорода, причем водород подают по линии (2). На этапе a) гидроконверсии может применяться один или несколько реакторов, установленных параллельно и/или последовательно.
Поток из секции гидроконверсии (A) направляют по линии (3) в секцию разделения (B).
Тяжелую жидкую фракцию из секции разделения (B) направляют по линии (5) на этап c) гидроконверсии, представленный секцией (C), тогда как легкий поток отбирают из секции разделения (B) по линии (4). Этот последний поток можно частично или полностью направить в секцию фракционирования (D) по линии (42) и/или частично или полностью направить на другую единичную операцию по линии (41).
На этапе c) гидроконверсии (C) используется один или несколько реакторов, установленных параллельно и/или последовательно. Линия (6) показывает ввод водорода на этап c) гидроконверсии. Поток с этапа c) гидроконверсии (C) можно направить целиком в секцию фракционирования (D) по линии 7, чтобы разделить на несколько фракций. В этой схеме показаны всего две фракции: легкая фракция (8) и тяжелая фракция (9).
Фигура 2 иллюстрирует изобретение в одном предпочтительном варианте осуществления.
Сырье направляют по линии (1) на этап a) гидроконверсии (секция A), на котором используется несколько реакторов, установленных последовательно и/или параллельно, предпочтительно два реактора, работающих с кипящим слоем (A1 и A2), соединенных параллельно и работающих с потоком водорода (линии 21 и 22, соответственно).
Потоки, полученные на выходе секции гидроконверсии (A), соединяют и направляют по линии (3) в секцию разделения (B). В секции разделения (B) условия обычно выбирают так, чтобы получить две жидкие фракции: легкую фракцию (4) и тяжелую фракцию (5), любым способом разделения, известным специалисту, предпочтительно без промежуточных колонн атмосферной и вакуумной дистилляции, предпочтительно отгонкой, более предпочтительно посредством ряда резервуаров мгновенного разделения и еще более предпочтительно, в единственном резервуаре мгновенного разделения.
После выхода из секции разделения тяжелую жидкую фракции направляют по линии (5) в секцию гидроконверсии (C), состоящую из одного или нескольких реакторов, установленных параллельно и/или последовательно, и предпочтительно состоящую из единственного реактора с высоким давлением водорода (6), работающего с кипящим слоем катализатора.
В секции фракционирования (D) условия обычно выбирают так, чтобы получить по меньшей мере две жидких фракции: фракцию, называемую легкой (8), и фракцию, называемую тяжелой (9), предпочтительно в совокупности колонн атмосферной и вакуумной дистилляции.
Следующие примеры иллюстрируют изобретение, не ограничивая его объем.
Примеры
Сырье
Тяжелое сырье представляет собой вакуумный остаток (RSV), происходящий из нефти марки Ural, его основные характеристики представлены в таблице 1 ниже.
Таблица 1. Состав сырья для способа
Это тяжелое сырье RSV является одним и тем же свежим сырьем для разных примеров.
Пример 1 (сравнительный): Классическая схема с высокой объемной часовой скоростью (полная VVH=0,3 ч-1) и высокой температурой
В этом примере иллюстрируется уровень техники в схеме способа с двумя реакторами с кипящим слоем, установленными последовательно и работающими при высокой объемной часовой скорости (VVH) и высокой температуре, и с секцией разделения.
Секция a) гидроконверсии
Свежее сырье с составом согласно таблице 1 направляют полностью в секцию гидроконверсии (A) в присутствии водорода. Указанная секция содержит трехфазный реактор, содержащий катализатор гидроконверсии NiMo/оксид алюминия, имеющий содержание NiO 4 вес.% и содержание MoO3 9 вес.%, причем проценты выражены на полную массу катализатора. Секция функционирует с кипящим слоем в условиях восходящего потока жидкости и газа.
Условия, применяемые в секции гидроконверсии (A), представлены в таблице 2.
Таблица 2. Рабочие условия
Эти рабочие условия позволяют получить жидкий поток со сниженным содержанием коксового остатка по Конрадсону, металлов и серы.
Секция разделения
Жидкий поток, подвергнутый гидроконверсии, направляют затем в секцию разделения (B), состоящую из одного газожидкостного сепаратора, работающего при давлении и температуре реакторов первой секции гидроконверсии (A). В результате поток разделяется на так называемую легкую фракцию и так называемую тяжелую фракцию. Легкая фракция состоит преимущественно из молекул с точкой кипения ниже 350°C, а тяжелая фракция состоит преимущественно из углеводородных молекул, кипящих при температуре выше 350°C.
Секция c) гидроконверсии
Характеристики тяжелой фракции, направляемой во вторую секцию гидроконверсии (C), представлены в таблице 3.
Таблица 3. Состав сырья для секции b) гидроконверсии с кипящим слоем (C)
В этой сравнительной схеме тяжелую фракцию (5) направляют одну и полностью во вторую секцию гидроконверсии (C) в присутствии водорода (6). Указанная секция содержит трехфазный реактор, содержащий катализатор гидроконверсии NiMo/оксид алюминия, имеющий содержание NiO 4 вес.% и содержание MoO3 9 вес.%, причем процентные доли выражены на полную массу катализатора. Секция работает с кипящим слоем при восходящем потоке жидкости и газа.
Условия, применяющиеся в секции гидроконверсии (C), приведены ниже в таблице 4.
Таблица 4. Рабочие условия
Секция фракционирования
Поток из секции гидроконверсии (C) направляют в секцию фракционирования (D), включающую дистилляцию при атмосферном давлении, на которой выделяют легкую фракцию (8), кипящую при температуре существенно ниже 350°C, и тяжелую фракцию непрореагировавших атмосферных остатков (RA), кипящую при температуре существенно выше 350°C, выходы которых в расчете на свежее сырье и количества приведены ниже в таблице 5.
Таблица 5. Выходы и количества потоков из секции фракционирования
Суммарные характеристики
С этой классической схемой при полной объемной часовой скорости (VVH) 0,3 ч-1 полная конверсия тяжелой фракции 540°C+ составляет 75,4 вес.%, а содержание отложений (IP-375) в непрореагировавшей остаточной тяжелой фракции RA составляет 0,54 вес.%.
Пример 2 (по изобретению) : Схема согласно изобретению с низкой объемной часовой скоростью (полная VVH=0,089 ч-1) и низкой температурой
В этом примере настоящее изобретение проиллюстрировано в технологической схеме с двумя реакторами с кипящим слоем, установленными последовательно и работающими при низкой объемной часовой скорости (VVH) и низкой температуре, и с секцией разделения.
Секция a) гидроконверсии
Свежее сырье с составом согласно таблице 1 направляют полностью в секцию гидроконверсии (A) в присутствии водорода, причем на указанном этапе используется трехфазный реактор, содержащий катализатор гидроконверсии NiMo/оксид алюминия, имеющий содержание NiO 4 вес.% и содержание MoO3 9 вес.%, причем проценты выражены на полную массу катализатора. Секция функционирует с кипящим слоем при восходящем потоке жидкости и газа.
Условия, применяющиеся на этапе гидроконверсии (A), приведены ниже в таблице 6.
Таблица 6. Рабочие условия
Эти рабочие условия позволяют получить жидкий поток со сниженным содержанием коксового остатка по Конрадсону, металлов и серы.
Секция разделения
Жидкий поток, подвергнутый гидроконверсии, направляют затем в секцию разделения (B), состоящую из одного газожидкостного сепаратора, работающего при давлении и температуре реакторов первой секции гидроконверсии. В результате поток разделяют на так называемую легкую фракцию и так называемую тяжелую фракцию. Легкая фракция состоит преимущественно из молекул с точкой кипения ниже 350°C, а тяжелая фракция состоит преимущественно из молекул углеводородов, кипящих при температуре выше 350°C.
Секция c) гидроконверсии
Характеристики тяжелой фракции, направляемой во вторую секцию гидроконверсии (C), приведены в таблице 7.
Таблица 7. Состав сырья для секции гидроконверсии с кипящим слоем (C)
В схеме согласно настоящему изобретению тяжелую фракцию (5) направляют одну и в полном объеме во вторую секцию гидроконверсии (C) в присутствии водорода (6), причем на указанном этапе используется трехфазный реактор, содержащий катализатор гидроконверсии NiMo/оксид алюминия, имеющий содержание NiO 4 вес.% и содержание MoO3 9 вес.%, причем процентные доли выражены на полную массу катализатора. Секция работает с кипящим слоем при восходящем потоке жидкости и газа.
Условия, применяющиеся на этапе гидроконверсии (C), представлены в таблице 8.
Таблица 8. Рабочие условия
Секция фракционирования
Поток, выходящий с этапа гидроконверсии (C), направляют в секцию фракционирования (D), состоящую из атмосферной дистилляции, на которой отбирают легкую фракцию (8), кипящую при температуре существенно ниже 350°C, и тяжелую фракцию непрореагировавших атмосферных остатков (RA), кипящую при температуре существенно выше 350°C, выходы этих фракций в расчете на свежее сырье и их количества приведены ниже в таблице 9.
Таблица 9. Выходы и количества потоков из секции фракционирования
Суммарные характеристики
Со схемой согласно изобретению при полной VVH =0,089 ч-1 полная конверсия тяжелого сырья 540°C+ составляет 75,3 вес.%, а содержание отложений (IP-375) в непрореагировавшей остаточной тяжелой фракции RA составляет всего 0,15 вес.%. По сравнению с классической схемой, описанной в примере 1, эффективность очистки выше при почти идентичном уровне конверсии тяжелой фракции 540°C+. Стабильность жидких конвертированных потоков очень значительно улучшена.

Настоящее изобретение относится к способу конверсии тяжелого углеводородного сырья, включающему следующие этапы: a) этап гидроконверсии тяжелого углеводородного сырья в присутствии водорода в по меньшей мере одном или нескольких трехфазных реакторах, установленных последовательно или параллельно, содержащих по меньшей мере один катализатор гидроконверсии, причем этап a) гидроконверсии проводят при абсолютном давлении от 2 до 35 МПа, температуре от 300 до 550°C и при количестве водорода, смешиваемого с сырьем, от 50 до 5000 нормальных кубических метров (Нм3) на кубический метр (м3) сырья, чтобы получить жидкий поток со сниженным содержанием коксового остатка по Конрадсону, металлов, серы и азота, b) один или несколько факультативных этапов разделения потока, выходящего с этапа a), позволяющих получить по меньшей мере одну легкую жидкую фракцию, кипящую при температуре ниже 350°C, и по меньшей мере одну тяжелую жидкую фракцию, кипящую при температуре выше 350°C, c) этап гидроконверсии жидкого потока, выходящего с этапа гидроконверсии a), в случае, когда этап b) разделения не применяется, или этап гидроконверсии тяжелой жидкой фракции, выходящей с этапа разделения b), когда указанный этап b) применяется, в присутствии водорода в по меньшей мере одном или нескольких трехфазных реакторах, установленных последовательно или параллельно, содержащих по меньшей мере один катализатор гидроконверсии, причем этап c) гидроконверсии осуществляют при абсолютном давлении от 2 до 38 МПа, температуре от 300 до 550°C и при количестве водорода от 50 до 5000 нормальных кубических метров (Нм3) на кубический метр (м3) жидкого сырья в стандартных условиях по температуре и давлению, причем катализатор гидроконверсии на этапе a) и/или с) содержит алюмооксидную подложку, при этом катализатор на этапе a) и/или с) используют в виде экструдатов или шариков, а используемая в указанном способе полная объемная часовая скорость составляет от 0,05 до 0,09 ч-1. Предлагаемый способ позволяет повысить стабильность выходящих потоков при заданном уровне конверсии тяжелых фракций. 7 з.п. ф-лы, 2 ил., 9 табл., 2 пр.
1. Способ конверсии тяжелого углеводородного сырья, причем указанный способ включает следующие этапы:
a) этап гидроконверсии тяжелого углеводородного сырья в присутствии водорода в по меньшей мере одном или нескольких трехфазных реакторах, установленных последовательно или параллельно, содержащих по меньшей мере один катализатор гидроконверсии, причем этап a) гидроконверсии проводят при абсолютном давлении от 2 до 35 МПа, температуре от 300 до 550°C и при количестве водорода, смешиваемого с сырьем, от 50 до 5000 нормальных кубических метров (Нм3) на кубический метр (м3) сырья, чтобы получить жидкий поток со сниженным содержанием коксового остатка по Конрадсону, металлов, серы и азота,
b) один или несколько факультативных этапов разделения потока, выходящего с этапа a), позволяющих получить по меньшей мере одну легкую жидкую фракцию, кипящую при температуре ниже 350°C, и по меньшей мере одну тяжелую жидкую фракцию, кипящую при температуре выше 350°C,
c) этап гидроконверсии жидкого потока, выходящего с этапа гидроконверсии a), в случае, когда этап b) разделения не применяется, или этап гидроконверсии тяжелой жидкой фракции, выходящей с этапа разделения b), когда указанный этап b) применяется, в присутствии водорода в по меньшей мере одном или нескольких трехфазных реакторах, установленных последовательно или параллельно, содержащих по меньшей мере один катализатор гидроконверсии, причем этап c) гидроконверсии осуществляют при абсолютном давлении от 2 до 38 МПа, температуре от 300 до 550°C и при количестве водорода от 50 до 5000 нормальных кубических метров (Нм3) на кубический метр (м3) жидкого сырья в стандартных условиях по температуре и давлению,
причем катализатор гидроконверсии на этапе a) и/или с) содержит алюмооксидную подложку, при этом катализатор на этапе a) и/или с) используют в виде экструдатов или шариков,
причем используемая в указанном способе полная объемная часовая скорость составляет от 0,05 до 0,09 ч-1.
2. Способ по п. 1, причем поток, выходящий с этапа c) гидроконверсии, подвергают, по меньшей мере частью, одному или нескольким этапам d) фракционирования, позволяющим разделить потоки с разными точками отсечения.
3. Способ по одному из предыдущих пунктов, причем сырье содержит углеводородные фракции, из которых по меньшей мере 80 вес.% имеют температуру кипения выше 300°C, остатки атмосферной и/или вакуумной дистилляции, остатки атмосферной и/или вакуумной дистилляции после гидроочистки, гидрокрекинга и/или гидроконверсии, свежие или рафинированные вакуумные дистилляты, фракции, происходящие с установки крекинга, как FCC, коксования или виcбрекинга, ароматические фракции, отобранные с установки производства смазочных материалов, деасфальтированные масла с установки деасфальтизации, асфальты, поступающие с установки деасфальтизации, или похожее углеводородное сырье, или комбинацию этого свежего сырья, и/или рафинированные потоки, или остатки, или дистилляты с прямого ожижения угля, или остатки или дистилляты с пиролиза угля или сланцевых масел, или же остаточную фракцию с прямого ожижения лигноцеллюлозной биомассы, по отдельности или в смеси с углем и/или свежей и/или рафинированной нефтяной фракцией.
4. Способ по одному из предыдущих пунктов, причем этап a) или этап c) осуществляют при абсолютном давлении от 5 до 25 МПа и температуре от 350 до 500°C.
5. Способ по одному из предыдущих пунктов, причем катализатор гидроконверсии на этапе a) или этапе c) является катализатором, содержащим алюмооксидную подложку и по меньшей мере один металл группы VIII, выбранный из никеля и кобальта, причем указанный элемент группы VIII используется в сочетании с по меньшей мере одним металлом группы VIB, выбранным из молибдена и вольфрама.
6. Способ по одному из предыдущих пунктов, причем содержание никеля в катализаторе гидроконверсии на этапе a), выраженное в весе оксида никеля (NiO), составляет от 0,5% до 10%, а содержание молибдена, выраженное в весе триоксида молибдена (MoO3), составляет от 1 до 30%.
7. Способ по одному из предыдущих пунктов, причем этап b) разделения осуществляют последовательно в одном или нескольких резервуарах мгновенного разделения.
8. Способ по одному из пп. 2-7, причем легкую жидкую фракцию, отделенную на этапе b), направляют на этап d) фракционирования.
| WO 2010033487 A2, 25.03.2010 | |||
| US 2012168350 A1, 05.07.2012 | |||
| US 6153087 A1, 28.11.2000 | |||
| RU 2003130753 A, 10.04.2005. |

