Заявляемое изобретение относится к оборудованию цифровой дефектоскопии и может быть использовано для радиографического контроля качества сварных соединений различных металлоконструкций, в частности, труб.
На современном этапе одновременно с развитием технологий сварки металлоконструкций развиваются технологии неразрушающего контроля качества сварных соединений. Одним из наиболее перспективных методов неразрушающего контроля является радиографический метод с применением цифровых детекторов.
Известна портативная система для цифровой радиографии кольцевых сварных швов на магистральных трубопроводах, содержащая систему позиционирования и перемещения, установленную соосно с трубопроводом и охватывающая трубопровод, рентгеновский источник излучения и детектор излучения, установленные на диаметрально-противоположных сторонах системы позиционирования и перемещения, при этом система позиционирования и перемещения включает направляющий пояс, выполненный из металлической полосы и опирающийся на поверхность трубы через опоры, ведущую каретку с установленным на ней, по меньшей мере, одним детектором излучения, закрепленную на направляющем поясе с помощью роликов, промежуточную каретку, передающую усилие с ведущей каретки на ведомую каретку, на которой установлен, по меньшей мере, один источник рентгеновского излучения, жесткую сцепку, состоящую из двух или более частей и последовательно соединяющую между собой ведущую, промежуточную и ведомую каретки (патент РФ №142341, 2014 г.).
Недостатком указанной системы является сложный и затратный по времени монтаж и демонтаж системы, а также невозможность осуществления контроля сварных соединений труб малого диаметра.
Также известна система радиографического контроля швов трубопроводов, включающая источник рентгеновского излучения и плоскопанельный рентгеновский детектор с автономным источником питания. При этом источник рентгеновского излучения может располагаться как внутри трубы, так и снаружи трубы, а плоскопанельный рентгеновский детектор располагается на трубе и движется вокруг сварного шва посредством системы позиционирования и перемещения, включающей направляющую, по которой с помощью каретки перемещается детектор (патент РФ №2648973, 2018 г.). Данная система принята за ближайший аналог.
Недостатком указанной системы является наличие направляющей, которую необходимо приспосабливать под трубы разных диаметров, что увеличивает время на монтаж и демонтаж системы. Кроме того, указанная система не позволяет производить контроль продольных сварных соединений у труб, а также контроль сварных соединений любых других металлоконструкций, не имеющих круглого поперечного сечения.
Технический результат, на достижение которого направлено заявляемое изобретение, заключается в сокращении времени монтажа и демонтажа системы, в получении возможности производить контроль как поперечных, так и продольных сварных соединений металлоконструкций, имеющих различную форму сечения, а также в расширении арсенала технических средств цифровой дефектоскопии.
Указанный технический результат достигается тем, что в беспленочной автоматизированной рентгенометрической системе, включающей источник рентгеновского излучения, детекторный модуль, установленный на каретке автоматизированного перемещения и позиционирования, блок управления и питания, каретка выполнена с магнитными колесами, состоящими из двух дисков, между которыми расположен диск-магнит, причем на колесах выполнены насечки.
Кроме того, беспленочная автоматизированная рентгенометрическая система может включать вторую каретку, на которой устанавливается источник рентгеновского излучения.
При этом вторая каретка может быть выполнена с магнитными колесами, состоящими из двух дисков, между которыми расположен диск-магнит, причем на колесах выполнены насечки.
Также беспленочная автоматизированная рентгенометрическая система может содержать бандажные ручки.
Кроме того, детекторный модуль может быть съемно закреплен на каретке автоматизированного перемещения и позиционирования.
Также детекторный модуль может быть выполнен с термоэлектрическим элементом.
Изобретение иллюстрируется чертежами, на которых изображено:
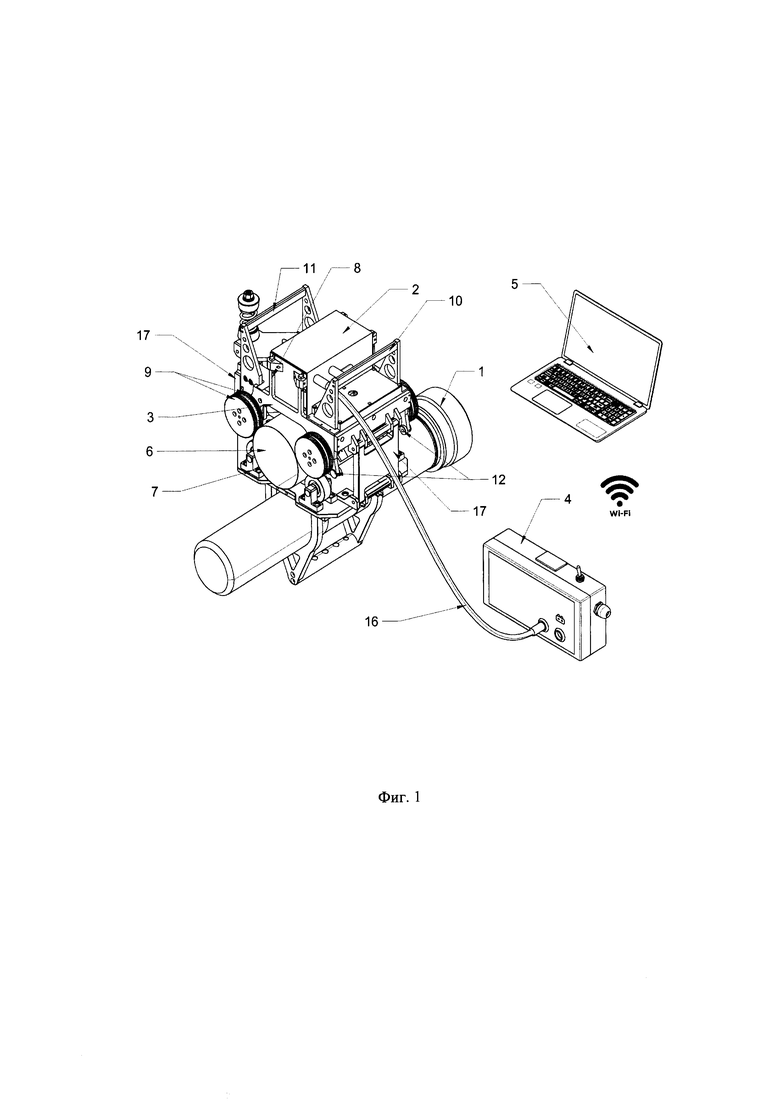
- на Фиг. 1 - общий вид беспленочной автоматизированной рентгенометрической системы, размещенной на трубопроводе, при фронтальном способе просвечивания;
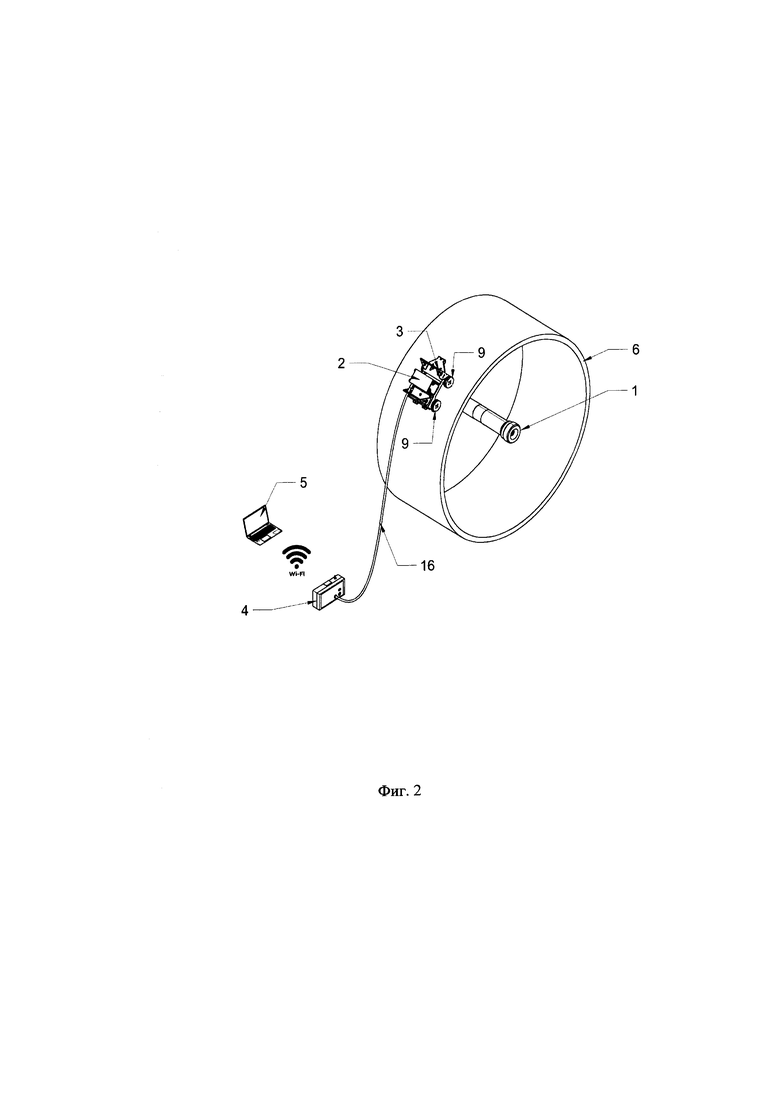
- на Фиг. 2 - общий вид беспленочной автоматизированной рентгенометрической системы, размещенной на трубопроводе, при панорамном способе просвечивания;
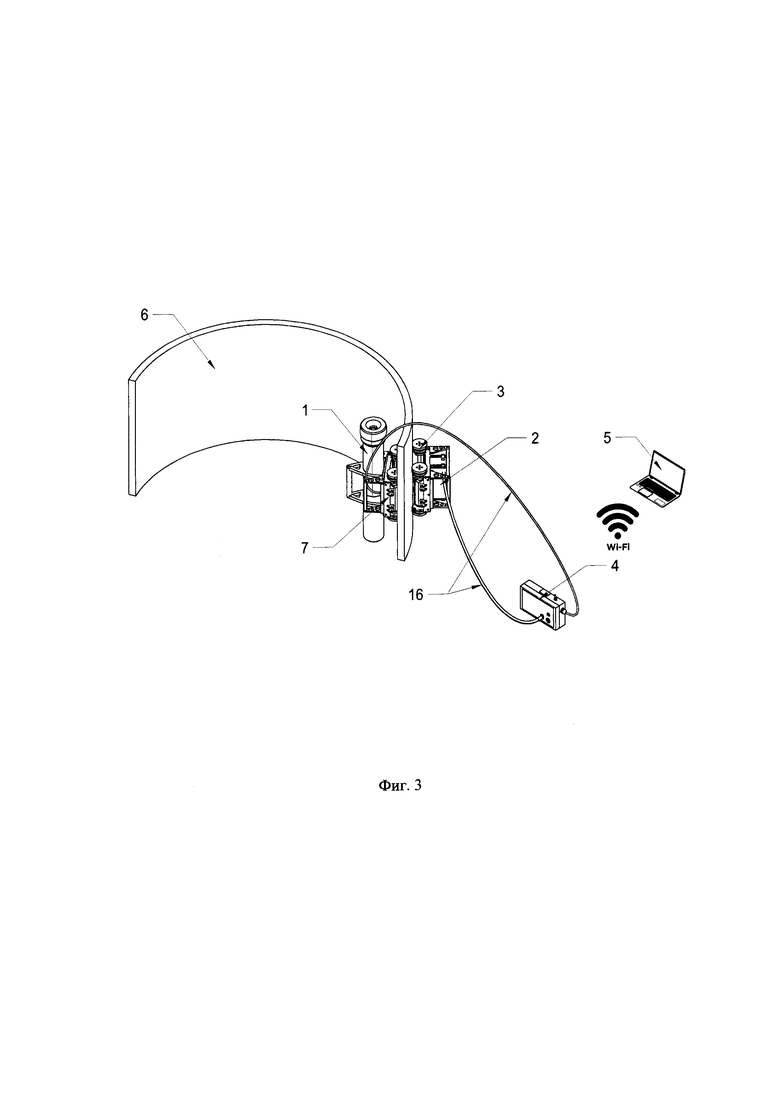
- на Фиг. 3 - общий вид беспленочной автоматизированной рентгенометрической системы, размещенной на емкости (баке), при фронтальном способе просвечивания;
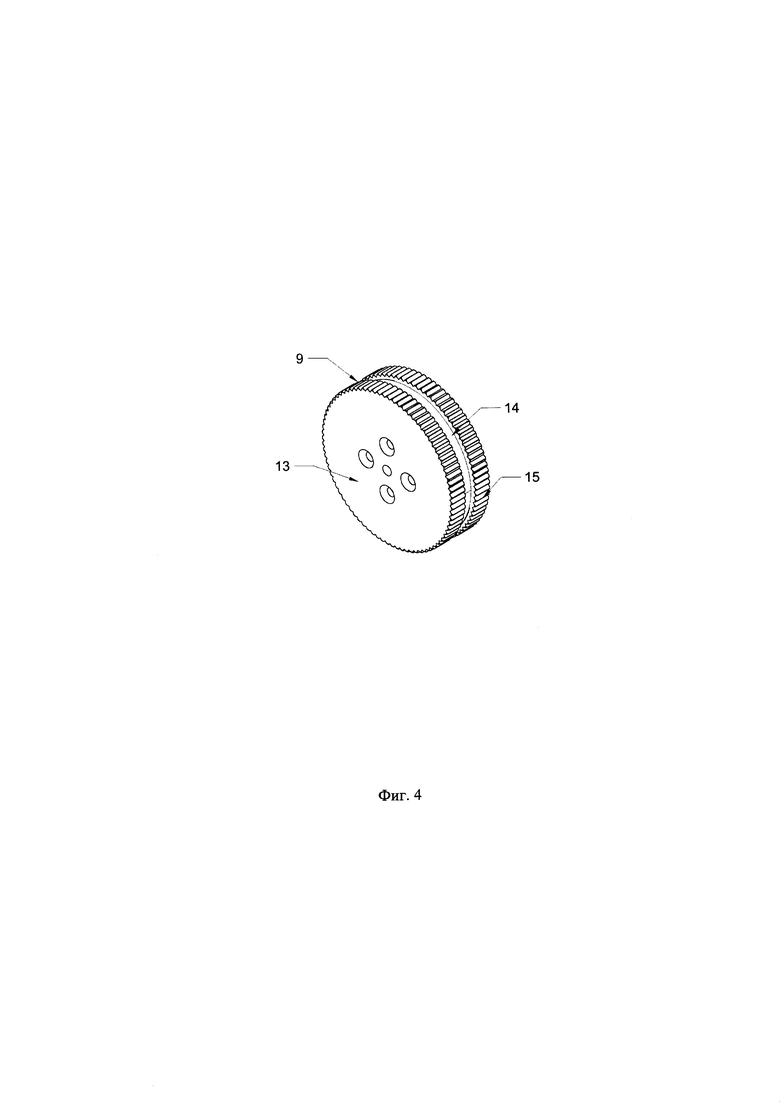
- на Фиг. 4 - вид магнитных колес каретки автоматизированного перемещения и позиционирования.
Согласно Фиг. 1-4, беспленочная автоматизированная рентгенометрическая система включает источник рентгеновского излучения 1, детекторный модуль 2, установленный на каретке 3 автоматизированного перемещения и позиционирования, блок управления и питания 4. Для управления кареткой 3, получения и обработки результатов контроля сварных соединений в системе предусмотрен переносной компьютер 5.
Источник рентгеновского излучения 1 представляет собой рентгеновский аппарат с анодным напряжением до 350 кВ, который позволяет просвечивать объект контроля - сварные соединения металлоконструкций с ферромагнитными свойствами толщиной до 60 мм. В случае панорамного способа просвечивания источник рентгеновского излучения 1 размещается внутри металлоконструкции 6 в ее центре по оси, при этом рентгеновское излучение происходит равномерно в поперечной плоскости относительно объекта контроля. В случае фронтального способа просвечивания источник рентгеновского излучения 1 размещается на второй каретке 7 либо снаружи металлоконструкции 6 либо на ее внутренней поверхности.
Детекторный модуль 2 содержит плоскопанельный детектор со сцинтилляционным экраном и кремниевой фотодиодной матрицей, а также элементы управления детектором и шаговыми двигателями каретки 3. Детектор имеет разрешающую способность (по эталону Duplex) не менее 130 мкм, разрядность аналого-цифрового преобразователя 14 бит, динамический диапазон 86 дБ, послесвечение сцинтиллятора через 100 мс от 0,7 до 1,5%. Детекторный модуль 2 регистрирует остаточное рентгеновское излучение, прошедшее через объект контроля, формирует цифровое изображение рентгеновского снимка объекта контроля и передает его в блок управления и питания 4. Боковые части корпуса детекторного модуля 2 выполнены с выступающими проушинами, которые одеваются на направляющие 8, являющиеся частью каретки 3. В проушинах и направляющих 8 имеются отверстия, в которые вставляются соединительные штыри (на чертеже не показаны) для крепления детекторного модуля 2 к каретке 3. Съемное крепление детекторного модуля 2 на каретке 3 позволяет размещать детекторный модуль 2 в выносное (консольное) положение.
Каретка 3 автоматизированного перемещения и позиционирования содержит магнитные колеса 9, стационарную ручку 10, подвижную отрывную ручку 11, отрывные ролики 12, направляющие 8 для крепления детекторного модуля 2, а также шаговые двигатели (на чертеже не показаны). Каждое из магнитных колес 9 каретки 3 состоит из двух дисков 13, выполненных из стали, например, марки 45, между которыми расположен диск-магнит 14. Диски 13 и диск-магнит 14 монтируются на колесной оси, при этом внешний (наружный) из дисков 13 крепится к оси с помощью крепежных элементов, например, винтов. Диск-магнит 14 представляет собой постоянный магнит, например, неодимовый. На поверхности дисков 13 выполнены насечки 15 параллельно оси вращения колес с шагом и глубиной 1,8-2,2 мм. Магнитные колеса 9 создают притягивающую силу в 156-164 кгс, которая обеспечивает притяжение каретки 3 к объекту контроля и неотрывное перемещение каретки 3 с детекторным модулем 2 по поверхности объекта контроля. Выполненные на дисках 13 насечки 15 улучшают сцепление с металлической поверхностью, что позволяет каретке 3 перемещаться по поверхности объекта контроля без проскальзывания. Отрыв каретки 3 от объекта контроля осуществляется при помощи подвижной отрывной ручки 11 по принципу рычага. Демонтируют каретку 3 с объекта контроля с помощью стационарной ручки 10, при этом отрывные ролики 12 выполняют роль опоры и позволяют исключить силу трения при смещении подвижной отрывной ручки 11 при демонтаже.
Блок управления и питания 4 содержит аккумуляторную батарею на 20-40 А/ч и беспроводную точку доступа Wi-Fi стандарта ШЕЕ 802.11, посредством которой осуществляется информационный обмен между блоком управления и питания 4 и переносным компьютером 5. С помощью кабеля 16 блок управления и питания 4 подключается к детекторному модулю 2 каретки 3.
Для контроля качества сварных соединений емкостей (баков) при фронтальном способе просвечивания каретка 7 выполняется с магнитными колесами, аналогичными по конструкции магнитным колесам 9 каретки 3. При этом каретка 3 устанавливается на поверхности объекта контроля снаружи в зоне сварного соединения, а каретка 7 устанавливается на внутреннюю поверхность объекта контроля (Фиг. 3). Кроме того, с помощью второго кабеля 16 блок управления и питания 4 подключается к шаговым двигателям каретки 7. Каретки 3 и 7 приводятся в движение шаговыми двигателями и синхронно перемещаются вдоль сварного соединения объекта контроля.
Если беспленочная автоматизированная рентгенометрическая система осуществляет контроль сварных соединений трубы при фронтальном способе просвечивания, то каретка 3 и каретка 7 соединяются бандажными ручками 17, закрепляемыми на каретке 3 с помощью кронштейнов с проушинами и штыревых соединений. При этом каретка 7 размещается на диаметрально противоположной стенке трубы относительно каретки 3. Кроме того, обеспечивается весовой баланс в системе - общая масса детекторного модуля 2 и каретки 3 должна быть приблизительно равна обшей массе источника рентгеновского излучения 1 и каретки 7. В результате источник рентгеновского излучения 1 и детекторный модуль 2 синхронно перемещаются по поверхности объекта контроля.
Детекторный модуль может быть выполнен с термоэлектрическим элементом, содержащим полупроводниковые элементы, например, элементы Пельтье и термореле, предназначенные для предотвращения перегрева детектора в условиях эксплуатации при повышенных температурах окружающей среды, что положительно влияет на качество получаемых цифровых изображений.
Беспленочная автоматизированная рентгенометрическая система работает следующим образом.
До начала работы на сварном соединении объекта контроля устанавливают свинцовые знаки и эталоны чувствительности соответственно для привязки выявленных дефектов на цифровых снимках к объекту контроля и для калибровки системы. Затем на объект контроля устанавливают каретку 3 таким образом, чтобы все ее четыре колеса соприкасались с объектом контроля. На каретке 3 закрепляют детекторный модуль 2. С помощью кабеля 16 соединяют детекторный модуль 2 с блоком управления и питания 4. При необходимости используют второй кабель 16. В случае панорамного способа просвечивания источник рентгеновского излучения 1 размещают внутри объекта контроля в центре, а в случае фронтального способа просвечивания источник рентгеновского излучения 1 размещают на каретке 7. После этого включают питание на блоке управления и питания 4, а затем, отойдя на безопасное расстояние, источник рентгеновского излучения 1. Далее включают переносной компьютер 5 и с помощью установленной на нем программы запускают шаговые двигатели и осуществляют последовательное сканирование сварного соединения объекта контроля. По завершении процесса сканирования источник рентгеновского излучения выключают. Демонтаж каретки 3 с объекта контроля производят вручную путем смещения подвижной ручки 11 в сторону объекта контроля до момента отрыва пары магнитных колес 9 по принципу рычага. Вторую пару колес 9 отрывают по тому же принципу, смещая каретку 3 за подвижную ручку 11 в противоположную сторону от объекта контроля. Если каретка 3 и каретка 7 соединены бандажными ручками 17, то вначале отсоединяют бандажные ручки, а потом производят демонтаж кареток.
Таким образом, беспленочная автоматизированная рентгенометрическая система позволяет сократить время монтажа и демонтажа, получить возможность производить контроль как поперечных, так и продольных сварных соединений металлоконструкций, имеющих различную форму сечения, а также расширить арсенал технических средств цифровой дефектоскопии.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ контроля сварных соединений и система, его реализующая | 2019 |
|
RU2718514C1 |
| СПОСОБ НЕРАЗРУШАЮЩЕГО РЕНТГЕНОВСКОГО КОНТРОЛЯ ТРУБОПРОВОДОВ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2012 |
|
RU2496106C1 |
| РЕНТГЕНОВСКИЙ СПОСОБ ОПРЕДЕЛЕНИЯ ВЕЩЕСТВА ВЛОЖЕНИЯ В ИНСПЕКТИРУЕМОМ ОБЪЕКТЕ ПО ЗНАЧЕНИЯМ ПЛОТНОСТИ И ЭФФЕКТИВНОСТИ АТОМНОГО НОМЕРА | 2008 |
|
RU2484451C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ РАДИОИЗОТОПНОЙ ДЕФЕКТОСКОПИИ КОЛЬЦЕВЫХ СВАРНЫХ СОЕДИНЕНИЙ | 2013 |
|
RU2530452C1 |
| СПОСОБ КОНТРОЛЯ СВАРНЫХ СОЕДИНЕНИЙ МИШЕНЕЙ - НАКОПИТЕЛЕЙ И УСТАНОВКА ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2015 |
|
RU2586449C1 |
| Устройство для рентгенографического контроля сварных швов стенки резервуара | 2020 |
|
RU2734684C1 |
| СПОСОБ И СИСТЕМА ДЛЯ СПЕКТРАЛЬНОЙ ЭЛЕКТРОННО-ЛУЧЕВОЙ КОМПЬЮТЕРНОЙ ТОМОГРАФИИ | 2024 |
|
RU2836291C1 |
| РЕНТГЕНОВСКАЯ СИСТЕМА ДЛЯ ОПРЕДЕЛЕНИЯ МЕСТОПОЛОЖЕНИЯ ЦЕЛЕВОГО ОБЪЕКТА ПРИ МЕДИЦИНСКОЙ ПРОЦЕДУРЕ И СПОСОБ ПОЗИЦИОНИРОВАНИЯ РЕНТГЕНОВСКОЙ СИСТЕМЫ | 2018 |
|
RU2807152C2 |
| СИСТЕМА И СПОСОБ ОПРЕДЕЛЕНИЯ МЕСТОПОЛОЖЕНИЯ ЦЕЛЕВОГО ОБЪЕКТА | 2018 |
|
RU2781347C2 |
| МНОГОКАНАЛЬНЫЙ РЕНТГЕНОРАДИОМЕТРИЧЕСКИЙ СЕПАРАТОР | 2010 |
|
RU2432206C1 |
Использование: для радиографического контроля качества сварных соединений различных металлоконструкций, в частности труб. Сущность изобретения заключается в том, что беспленочная автоматизированная рентгенометрическая система включает источник рентгеновского излучения, детекторный модуль, установленный на каретке автоматизированного перемещения и позиционирования, блок управления и питания. Для управления кареткой, получения и обработки результатов контроля сварных соединений в системе предусмотрен переносной компьютер. В случае панорамного способа просвечивания источник рентгеновского излучения размещается внутри металлоконструкции. В случае фронтального способа просвечивания источник рентгеновского излучения размещается на второй каретке либо снаружи металлоконструкции, либо на ее внутренней поверхности. Каретка автоматизированного перемещения и позиционирования содержит магнитные колеса, стационарную ручку, подвижную отрывную ручку, отрывные ролики, направляющие для крепления детекторного модуля, а также шаговые двигатели. Каждое из магнитных колес каретки состоит из двух дисков, между которыми расположен диск-магнит. На поверхности дисков выполнены насечки параллельно оси вращения колес. С помощью кабеля блок управления и питания подключается к детекторному модулю каретки. Технический результат: обеспечение возможности сокращения времени монтажа и демонтажа, получение возможности производить контроль как поперечных, так и продольных сварных соединений металлоконструкций, имеющих различную форму сечения, а также расширение арсенала технических средств цифровой дефектоскопии. 5 з.п. ф-лы, 4 илл.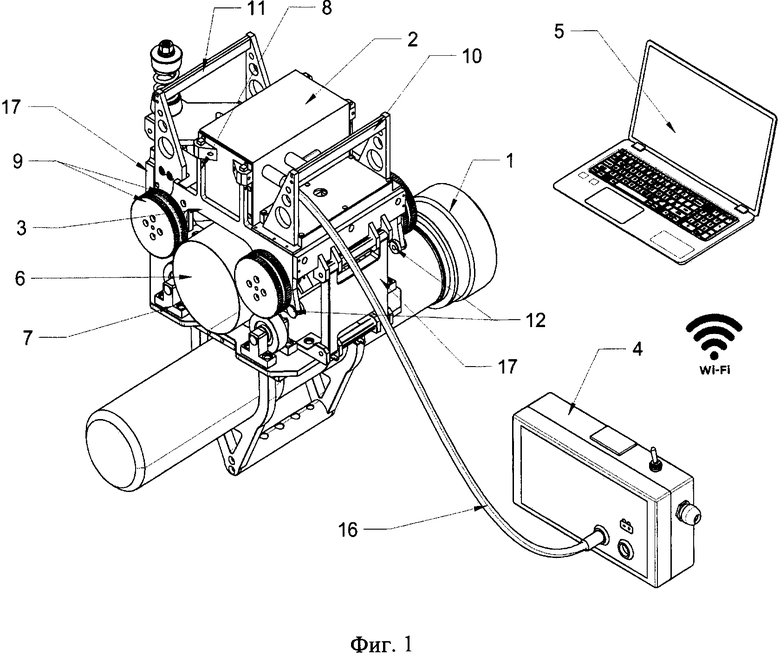
1. Беспленочная автоматизированная рентгенометрическая система, включающая источник рентгеновского излучения, детекторный модуль, установленный на каретке автоматизированного перемещения и позиционирования, блок управления и питания, отличающаяся тем, что каретка выполнена с магнитными колесами, состоящими из двух дисков, между которыми расположен диск-магнит, причем на колесах выполнены насечки.
2. Беспленочная автоматизированная рентгенометрическая система по п. 1, отличающаяся тем, что включает вторую каретку, на которой устанавливается источник рентгеновского излучения.
3. Беспленочная автоматизированная рентгенометрическая система по п. 2, отличающаяся тем, что вторая каретка выполнена с магнитными колесами, состоящими из двух дисков, между которыми расположен диск-магнит, причем на колесах выполнены насечки.
4. Беспленочная автоматизированная рентгенометрическая система по п. 2, отличающаяся тем, что содержит бандажные ручки.
5. Беспленочная автоматизированная рентгенометрическая система по п. 1, отличающаяся тем, что детекторный модуль съемно закреплен на каретке автоматизированного перемещения и позиционирования.
6. Беспленочная автоматизированная рентгенометрическая система по п. 1, отличающаяся тем, что детекторный модуль выполнен с термоэлектрическим элементом.
| СПОСОБ РАДИОГРАФИЧЕСКОГО КОНТРОЛЯ ШВОВ ТРУБОПРОВОДА | 2016 |
|
RU2648973C2 |
| US 2016033425 A1, 04.02.2016 | |||
| US 7656997 B1, 02.02.2010 | |||
| US 4974246 A, 27.11.1990 | |||
| US 5698854 A, 16.12.1997 | |||
| СПОСОБ РАДИАЦИОННОГО ИССЛЕДОВАНИЯ ВНУТРЕННЕЙ СТРУКТУРЫ ОБЪЕКТОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2001 |
|
RU2199109C2 |

