Изобретение относится к области неразрушающего контроля радиографической дефектоскопией и может быть использовано для контроля сварных швов (соединений) стенок резервуаров радиографическим методом.
Известно устройство неразрушающего контроля качества кольцевых сварных швов магистральных трубопроводов методом панорамного просвечивания (Патент RU №2123683, МПК G01N 23/18, 23/02, опубл. 20.12.1998) изнутри трубы с помощью самоходного дефектоскопа, управление перемещением которого осуществляют сигналами проникающего излучения снаружи трубы, причем в качестве управляющего проникающего излучения используют импульсное рентгеновское излучение, частота следования импульсов которого имеет два различных фиксированных значения, соответствующих командам перемещения дефектоскопа внутри трубы в прямом или обратном направлении.
Недостатками известного устройства является то, что его применение ограничено использованием устройства внутри трубы, тем самым сужается область его применения на трубах большого размера.
Также известно устройство для неразрушающего контроля (Патент RU №2006856, МПК G01N 29/26, опубл. 30.01.1994), содержащее корпус, привод и направляющую, установленные на корпусе, каретку, установленную в направляющей и кинематически связанную с приводом, промежуточный рычаг, шарнирно установленный на основном элементе, изогнутые рычаги и преобразователь, установленный на концах изогнутых рычагов, при этом с целью уменьшения габаритов в сложенном состоянии, изогнутые рычаги установлены на оси шарнирного соединения каретки и промежуточного рычага и подпружинены к первой, промежуточный рычаг кинематически связан с приводом и свободным концом взаимосвязан с изогнутыми рычагами в сложенном состоянии устройства.
Недостатком вышеуказанного устройства для неразрушающего контроля, является то, что в сложенном состоянии оно имеет большие габариты, что усложняет доставку механизма для контроля сварных швов, тем самым ограничивая его применение.
Также известно устройство для радиографического контроля изделий (авт.свидетельство №1772701, МПК G01N 23/18, опубл. 30.10.1992), содержащее защитную камеру, имеющую продольную и поперечную стены, крышку, проемы для загрузки и выгрузки изделий, перекрываемые защитными заслонками, источник излучения, выполненный с возможностью перемещения вдоль защитной камеры, детектор излучений, транспортную тележку, направляющие для ее перемещения, механизм установки и ориентации изделий, выполненный в виде кронштейнов с роликами, причем проемы расположены в крыше и поперечной стене и сообщаются друг с другом, транспортная тележка снабжена консольным грузоподъемным механизмом, консоль которого установлена перпендикулярно к направляющим для перемещения транспортной тележки, которые расположены на верхнем торце продольной стены, упомянутые кронштейны с роликами размещены на внутренней поверхности продольной стены, причем оси вращения роликов расположены перпендикулярно к поверхности этой стены.
Недостатком является недостаточная производительность устройства, связанная с большими габаритами устройства, т.к. изделие расположено горизонтально.
Также известно устройство для рентгеновского контроля сварных швов металлоконструкций (авт. свидетельство №1731553, МПК В23К 37/00, опубл. 07.05.1992), содержащее самоходную приводную тележку, на которой размещены дополнительные направляющие, расположенные перпендикулярно к продольным направляющим, несущие площадки с приводом их перемещения, на одной площадке размещен рентгеновский аппарат для просвечивания сварных швов листовых полотнищ, на другой площадке размещен рентгенотелевизионный интроскоп - детектор, выполняющий функцию приемника и преобразователя рентгеновского излучения в видеосигнал.
Недостатками устройства являются недостаточная производительность, большие габариты, а также ограничения применения устройства, связанные с невозможностью контроля вертикальных сварных швов резервуаров.
Наиболее близким является устройство для рентгенографического контроля сварных швов, используемое для контроля вертикальных, горизонтальных и других сварных швов в резервуарах (Патент RU №2718514, МПК G01N 23/04, опубл. 08.04.2020), содержащее рентгеновский аппарат и детектор, выполненные с возможностью размещения напротив друг друга по разные стороны стенки резервуара и их соответствующего синхронного перемещения по стенке резервуара для контроля горизонтальных и вертикальных сварных швов.
Недостатком является небольшая производительность устройства, связанная с недостаточной эффективностью.
Техническими задачами являются повышение эффективности рентгенографического контроля сварных швов за счет контроля горизонтальных и вертикальных сварных швов, повышение производительности, а также снижение металлоемкости.
Технические задачи решаются устройством для рентгенографического контроля сварных швов стенки резервуара, содержащим рентгеновский аппарат и детектор, выполненные с возможностью размещения напротив друг друга по разные стороны стенки резервуара и их соответствующего синхронного перемещения по стенке резервуара для контроля горизонтальных и вертикальных сварных швов.
Новым является то, что оно оснащено самоходной тележкой с опорными и ведущими колесами, выполненными с возможностью перемещения по стенке резервуара, для горизонтального перемещения расположенных на ней рентгеновского аппарата и детектора при контроле горизонтальных сварных швов, и установленными на упомянутой тележке винтами с приводом вращения, которые связаны с рентгеновским аппаратом и детектором с возможностью их вертикального перемещения при контроле вертикальных сварных швов, при этом опорные колеса установлены с возможностью упора в стенку резервуара с удержанием тележки в вертикальном положении, а приводы вращения упомянутых ведущих колес и винтовой передачи выполнены в виде мотор-редукторов с цепными передачами.
Также новым является то, что рентгеновский аппарат снабжен свинцовым тубусом для защиты от излучения и его фокусировки на детекторе.
Также новым является то, что упомянутая тележка снабжена свинцовой обшивкой для защиты от излучения.
Также новым является то, что упомянутая тележка со стороны детектора снабжена информационной табличкой с маркировочными знаками.
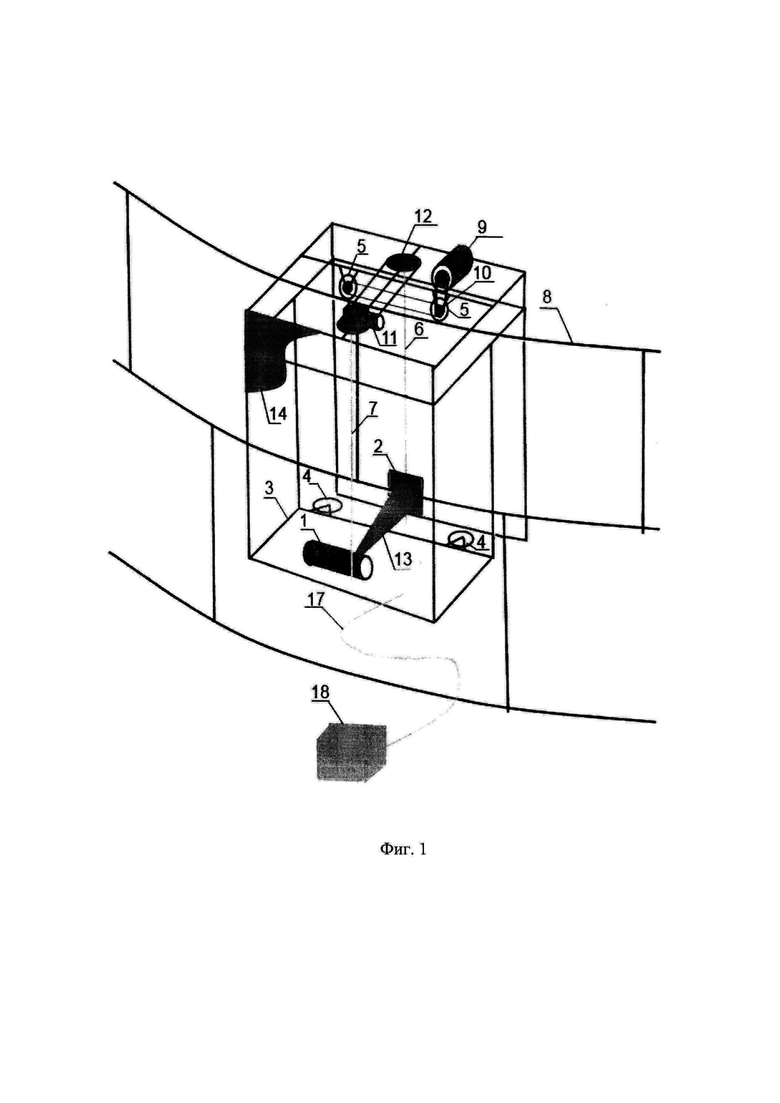
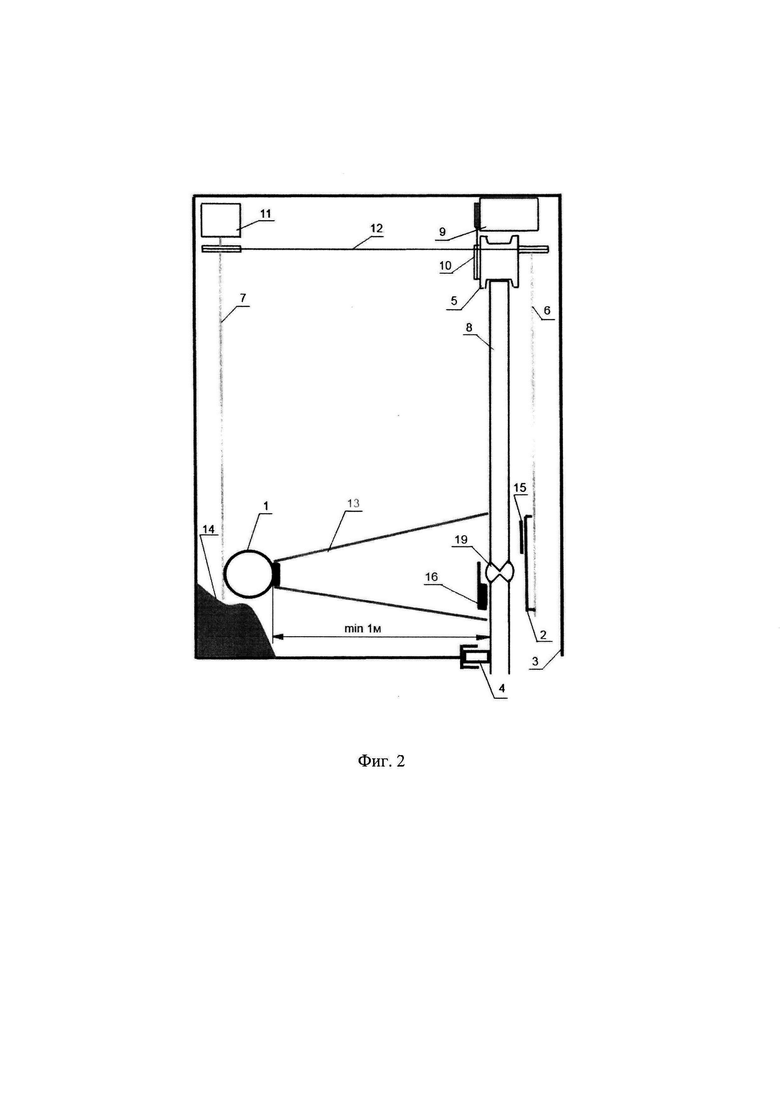
На фиг. 1 и фиг. 2 показано устройство для рентгенографического контроля сварных швов, где 1 - рентгеновский аппарат, 2 - детектор (рентгенотелевизионный интроскоп, 3 - самоходная тележка, 4 - опорные колеса, 5 - ведущие колеса, 6 - винт для вертикального перемещения детектора, 7 - винт для вертикального перемещения рентгеновского аппарата, 8 - стенка резервуара, 9 - мотор-редуктор привода ведущих колес, 10 - цепная передача привода ведущих колес, 11 - мотор-редуктор цепной передачи привода винтов, 12 - цепная передача привода винтов, 13 - свинцовый тубус, 14 - свинцовая обшивка для защиты от рассеянного излучения, 15 - информационная табличка для маркировочных знаков, 16 - эталоны чувствительности, 17 - питающие и соединительные кабели, 18 - рабочее место оператора-дефектоскописта, 19 - горизонтальный сварной шов.
Устройство для рентгенографического контроля сварных швов содержит самоходную тележку 3, которая оснащена опорными колесами 4 для упора устройства в стенку резервуара 8 и удержания его в вертикальном положении, и ведущими колесами 5, на которые передается крутящий момент через цепную передачу 10 от мотор-редуктора 9 привода ведущих колес 5, для перемещения устройства по стенке резервуара 8, позволяя производить контроль горизонтальных сварных швов 19. Также самоходная тележка 3 оснащена винтами 6 и 7 для синхронного перемещения рентгеновского аппарата 1 и детектора 2 при контроле вертикальных сварных швов.
Рентгеновский аппарат 1 дополнительно имеет свинцовый тубус 13 для защиты от рассеянного излучения и фокусировки рентгеновского излучения на детектор 2. Рентгеновский аппарат 1 и детектор 2 подвешены на винты 6 и 7 соответственно, приводимые в действие (во вращение) цепной передачей 12 от мотор-редуктора 11. Такая конструкция самоходной тележки 3 позволяет автоматически и синхронно перемещать рентгеновский аппарат 1 и детектор 2 в вертикальном направлении при контроле вертикальных сварных швов резервуара.
Скорость перемещения самоходной тележки 3 и скорость вращения винтов 6, 7 должна соответствовать требованиям ГОСТ 27947-88 и зависит от технических характеристик детектора 2, подбирается в процессе пусконаладочных работ, при допускном просвечивании сварных швов.
Самоходная тележка 3 устройства для рентгенографического контроля сварных швов со всех сторон (кроме верхней части) снабжена свинцовой обшивкой 14 для защиты от рассеянного излучения.
Для привязки получаемого изображения к сварным швам самоходная тележка 3 со стороны детектора 2 оснащена информационной табличкой 15, на которую установлены маркировочные знаки.
Устройство для рентгенографического контроля сварных швов работает следующим образом.
Самоходную тележку 3, снабженную свинцовой обшивкой 14 со всех сторон, выставляют на стенке резервуара 8 так, чтобы рентгеновский аппарат 1 с излучателем находился напротив места начала контроля - контролируемого сварного шва, соответственно с другой стороны сварного шва будет находиться детектор 2 (рентгенотелевизионный интроскоп).
Минимальное фокусное расстояние от рентгеновского аппарата 1 до объекта контроля - сварного шва выдерживают не менее 1 м, расстояние от детектора 2 до объекта контроля делают по возможности минимальным. На информационную табличку 15 устанавливают маркировочные знаки в соответствии с ГОСТ 7512-82. Также устанавливают эталоны чувствительности 16 в соответствии с ГОСТ 7512-82. Включают рентгеновский аппарат 1, производят контроль, по полученному изображению сварного шва производят его оценку на соответствие требованиям нормативной документации. Для контроля горизонтальных сварных швов 19 включают мотор-редуктор 9 привода ведущих колес 5. Устройство перемещается по стенке резервуара 8 при помощи ведущих колес 5, на которые передается крутящий момент через цепную передачу 10 от мотор-редуктора 9. Для контроля вертикальных сварных швов включают мотор-редуктор 11 привода винтов 6 и 7, самоходная тележка 3 в это время неподвижна, синхронно вертикально перемещаются рентгеновский аппарат 1 со свинцовым тубусом 13 и детектор 2. Синхронность достигается за счет одновременного вращения винтов 6 и 7 цепной передачей 12 от мотор-редуктора 11 для вращения винтов 6 и 7. Для получения качественного изображения в соответствии с ГОСТ 27947-88 и техническими характеристиками детектора 2, соответствующего требованиям нормативной документации на данный сварной шов, необходимо правильно подобрать скорость перемещения рентгеновского аппарата 1 и детектора 2 относительно объекта контроля: при контроле горизонтальных сварных швов 19 - скорость вращения ведущих колес 5, а при контроле вертикальных сварных швов - скорость вращения винтов 6 и 7. При необходимости скорость вращения ведущих колес 5 и винтов 6 и 7 возможно скорректировать во время допускного просвечивания.
При контроле перекрестий горизонтальных и вертикальных сварных швов резервуара рентгеновский аппарат 1 и детектор 2 находятся в неподвижном состоянии, как и устройство в целом. Контроль производится статично. Рабочее место 18 оператора с пультом управления устройством и монитором, на который выводится изображение сварного шва посредством питающих и соединительных кабелей 17, находится за пределами радиационно-опасной зоны. Уже в процессе контроля на монитор у пульта управления выводится изображение сварного шва, а сразу по окончании контроля будет представление о качестве данного сварного шва, что значительно ускоряет проведение контроля, следовательно, позволяет увеличить производительность контроля.
Предлагаемое устройство для рентгенографического контроля сварных швов позволяет минимизировать влияние человека на результаты контроля, необходимо только задавать параметры экспозиции на рентгеновском аппарате 1. Визуализация изображения протекает без участия человека, такие операции, как: подготовка (нарезка) рентгеновской пленки, установка, снятие рентгеновской пленки на объекте контроля, подготовка фоторастворов для обработки рентгеновской пленки, фотообработка, сушка и просмотр рентгеновской пленки на годность к расшифровке рентгеновской пленки, исключаются из процесса контроля. Также предлагаемое устройство сокращает время от начала контроля до получения результата контроля, исключая из процесса контроля такие операции как перемещение дефектоскопистов из-за границ радиационно-опасной зоны к объекту контроля и обратно для установки оборудования на новое место контроля и подготовки к новой экспозиции.
Устройство для рентгенографического контроля сварных швов позволяет минимизировать воздействие рентгеновского излучения на персонал. Поток рентгеновских лучей сфокусирован в свинцовом тубусе 13 и направлен в сторону детектора 2, при этом самоходная тележка 3 устройства для рентгенографического контроля сварных швов со всех сторон снабжена свинцовой обшивкой 14. К тому же получаемое цифровое изображение сварного шва позволяет просматривать его в любом режиме, передавать, пересылать и длительно хранить.
Технические характеристики детектора 2 должны позволять получать изображение в статике (при неподвижном устройстве в процессе контроля перекрестий) и в динамике (при движении устройства во время контроля вертикальных или горизонтальных сварных швов) в соответствии с требованиями ГОСТ 27947-88, ГОСТ 7512-82 и ГОСТ 31385-2016.
Самоходная тележка в комплекте с рентгеновским аппаратом и детектором позволит все вышеперечисленные преимущества использовать при строительстве резервуаров.
Предлагаемое устройство для рентгенографического контроля сварных швов повышает эффективность рентгенографического контроля сварных швов за счет применения рентгенотелевизионного способа и механизации контроля горизонтальных, вертикальных сварных швов и их перекрестий, повышает производительность, а также снижает материалоемкость контроля.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ контроля сварных соединений и система, его реализующая | 2019 |
|
RU2718514C1 |
| СИСТЕМА УПРАВЛЕНИЯ ПЕРЕМЕЩЕНИЕМ УСТРОЙСТВА ДИАГНОСТИКИ ТРУБОПРОВОДА (УДТ) | 2010 |
|
RU2451286C1 |
| СПОСОБ РАДИАЦИОННОЙ ДЕФЕКТОСКОПИИ КРУГОВЫХ СВАРНЫХ ШВОВ ТРУБЧАТЫХ ЭЛЕМЕНТОВ (ВАРИАНТЫ) И УСТРОЙСТВО ДЛЯ РЕАЛИЗАЦИИ СПОСОБА | 2009 |
|
RU2493557C2 |
| СИСТЕМА ПОШАГОВОГО КОНТРОЛЯ КОЛЬЦЕВОГО СВАРНОГО ШВА ТРУБОПРОВОДА | 2019 |
|
RU2710001C1 |
| СПОСОБ НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ КАЧЕСТВА КОЛЬЦЕВЫХ СВАРНЫХ ШВОВ МАГИСТРАЛЬНЫХ ТРУБОПРОВОДОВ | 1997 |
|
RU2123683C1 |
| РЕНТГЕНОДЕФЕКТОСКОПИЧЕСКОЕ УСТРОЙСТВО ДЛЯ КОНТРОЛЯ КОЛЬЦЕВЫХ СВАРНЫХ ШВОВ ТРУБОПРОВОДОВ | 2010 |
|
RU2533760C2 |
| Самоходная тележка | 1978 |
|
SU749726A1 |
| Устройство для рентгеновского контроля сварных швов металлоконструкций | 1988 |
|
SU1731553A1 |
| УСТРОЙСТВО ДЛЯ ДИСТАНЦИОННОГО ОБНАРУЖЕНИЯ ОБЪЕКТОВ, СКРЫТЫХ НА ЖЕЛЕЗНОДОРОЖНОМ ПУТИ | 2010 |
|
RU2425769C1 |
| ФЛЮОРОГРАФ | 1948 |
|
SU74296A1 |
Изобретение относится к области неразрушающего контроля и может быть использовано для контроля сварных швов стенок резервуаров радиографическим методом. Устройство содержит самоходную тележку с опорными и ведущими колесами, выполненными с возможностью перемещения по стенке резервуара, для горизонтального перемещения расположенных на ней рентгеновского аппарата и детектора. При этом на тележке установлены винты с приводом вращения, которые связаны с рентгеновским аппаратом и детектором с возможностью их вертикального перемещения. Рентгеновский аппарат и детектор установлены с возможностью размещения напротив друг друга по разные стороны стенки резервуара и их соответствующего синхронного перемещения по стенке резервуара при контроле горизонтальных и вертикальных сварных швов, причем опорные колеса тележки установлены с возможностью упора в стенку резервуара с удержанием тележки в вертикальном положении, а приводы вращения ведущих колес и винтовой передачи выполнены в виде мотор-редукторов с цепными передачами. Использование изобретения позволяет повысить эффективность и производительность контроля сварных швов. 3 з.п. ф-лы, 2 ил.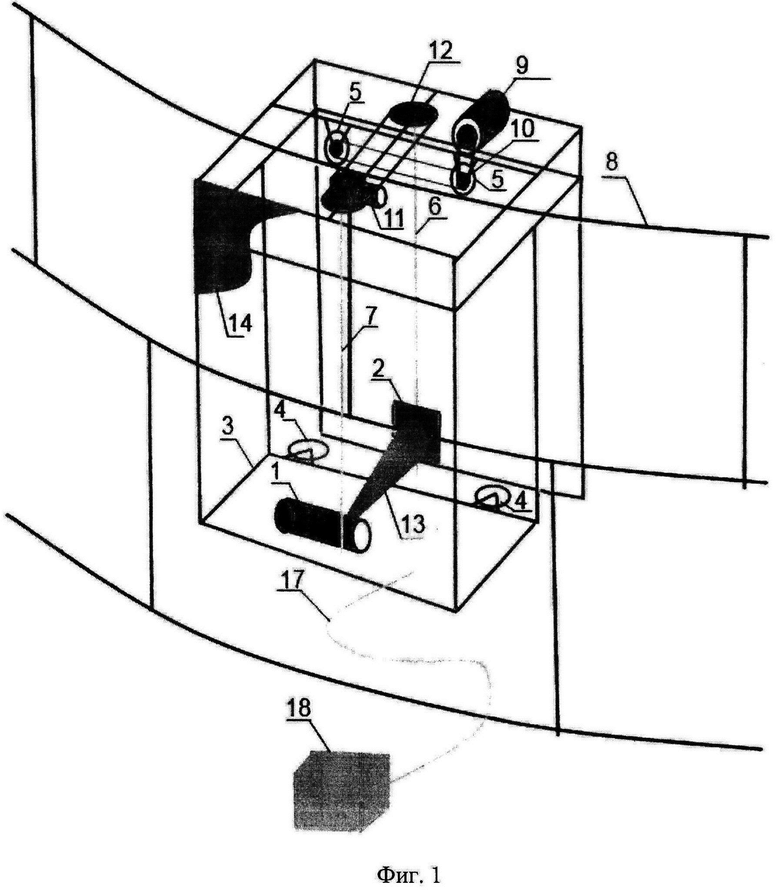
1. Устройство для рентгенографического контроля сварных швов стенки резервуара, содержащее рентгеновский аппарат и детектор, выполненные с возможностью размещения напротив друг друга по разные стороны стенки резервуара и их соответствующего синхронного перемещения по стенке резервуара для контроля горизонтальных и вертикальных сварных швов, отличающееся тем, что оно оснащено самоходной тележкой с опорными и ведущими колесами, выполненными с возможностью перемещения по стенке резервуара, для горизонтального перемещения расположенных на ней рентгеновского аппарата и детектора при контроле горизонтальных сварных швов и установленными на упомянутой тележке винтами с приводом вращения, которые связаны с рентгеновским аппаратом и детектором с возможностью их вертикального перемещения при контроле вертикальных сварных швов, при этом опорные колеса установлены с возможностью упора в стенку резервуара с удержанием тележки в вертикальном положении, а приводы вращения упомянутых ведущих колес и винтовой передачи выполнены в виде мотор-редукторов с цепными передачами.
2. Устройство по п. 1, отличающееся тем, что рентгеновский аппарат снабжен свинцовым тубусом для защиты от излучения и его фокусировки на детекторе.
3. Устройство по п. 1 или 2, отличающееся тем, что упомянутая тележка снабжена свинцовой обшивкой для защиты от излучения.
4. Устройство по любому из пп. 1-3, отличающееся тем, что упомянутая тележка со стороны детектора снабжена информационной табличкой с маркировочными знаками.
| Способ контроля сварных соединений и система, его реализующая | 2019 |
|
RU2718514C1 |
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ ЦИЛИНДРИЧЕСКИХ КОНСТРУКЦИЙ С ИСПОЛЬЗОВАНИЕМ γ-ИЗЛУЧЕНИЯ ОТ РАДИОАКТИВНОГО ИСТОЧНИКА | 1998 |
|
RU2152097C1 |
| ДИФРАКТОМЕТР И СПОСОБ ДИФРАКЦИОННОГО АНАЛИЗА | 2003 |
|
RU2314517C2 |
| Фронтальный режущий аппарат для косилок | 1938 |
|
SU55141A1 |
| Устройство для рентгеновского контроля сварных швов металлоконструкций | 1988 |
|
SU1731553A1 |
| US 7656997 B1, 02.02.2010 | |||
| US 6137860 A, 24.10.2000. | |||

